features - crown publications · design & layout: adél jvr bothma ... he purpose of the food...
TRANSCRIPT
FEATURES:• Analytical instrumentation
• Sensors, switches and transducers
• Control systems and automation
• Drives and motors
• Standby and back-up
• Energy and enviroFiciency
E+C Mayl 2014 cover.indd 1 2014/04/16 10:55:17 AM

Publisher: Jenny Warwick
Editor: Wendy Izgorsek
Editorial Technical Director:
Ian Jandrell
Design & Layout: Adél JvR Bothma
Advertising Managers: Helen Couvaras and
Heidi Jandrell
Circulation: Karen Smith
Reader Enquiries: Radha Naidoo
Published monthly by:Crown Publications cc
Cnr Theunis and Sovereign StsBedford Gardens
PO Box 140, Bedfordview 2008Tel: (011) 622-4770; Fax: (011) 615-6108
e-mail: [email protected]@crown.co.za
Website: www.crown.co.za
Printed by: Tandym Print
Quarter 4 (October – December 2013)Paid circulation: 57
Free circulation: 4678Total circulation: 4735
The views expressed in this publication are not necessarily those of the publisher, the editor, SAAEs, SAEE, CESA, IESSA or the
Copper Development Association Africa
Electricity+Control is supported by:
Ian JandrellPr Eng, BSc (Eng) GDE PhD, FSAIEE SMIEEE
Well, it is election month – that time for choice. It is also a time when many will be looking for signs of di-
rection, assurance, and commitment. People in industry will be making decisions regarding investment. We have some significant labour matters still unresolved as I write – and chal-lenges that require considerable effort to re-solve – or at least require effort to understand and tackle.
It is also pertinent to remind ourselves that 2014 is the year in which we celebrate 20 years of democracy. We can find many rea-sons to be deeply concerned about certain issues. It is evident that we need leadership in various areas of the economy and the state - but make no mistake, we have achieved a great deal as a Nation. We have a judiciary that is both competent and empowered; we have a Public Protector who is internationally, let alone locally, revered; we have commerce and industry that are robust and able to oper-ate; and we have ‘freedoms’ not experienced prior to the changes we have seen.
I glanced at Gauteng’s Human Development Index and from 1996 to 2012 there was a significant improvement right across the Province.
Are things worse than we would like? Of course they are. But are they generally bet-ter? Of course they are.
We, as citizens, must ensure that the road we walk improves - and the transition from a past characterised by institutionalised inequity, to a future where everyone can realise their dreams – will follow.
The essence of choice, of course, is actually understanding what your options are. Which brings me neatly to the concept of a maga-zine – a repository of information, and the source of data on the choices you face.
My sense is that one tends to do business with people you trust. You choose those you trust.
Inability to develop that sense of trust will leave you vulnerable to not getting out of the deal what you anticipated. From buying a lem-on… or equipping your plant with equipment better known for sizzle (when it self destructs) than for the steak it claimed to actually deliver.
In the context of Electricity+Control, the con-tent is balanced between technical material and paid-for space. In both cases these pro-vide the reader with information necessary to make choices.
To some extent adverts are self-explanatory. They are paid for by companies that actually want you to know about their products - find a trustworthy source of information, and use it to research you options. Advertisers are com-panies that actually want you to include their product or service in your deliberation when you are making choices.
We have always believed that credible content in the form of technical articles is the core of our business, as it allows the reader to become more informed, and it develops a ‘relationship’ with both advertisers and authors alike.
The concept of developing a relationship is germane to any discussion around a commu-nications medium. Consider that we often simply ask folk to pop us an email. The trouble is that emails are actually fairly impersonal things. This is without the fact that, some-how, we feel quite comfortable to commit to an email thoughts or views that we would never contemplate putting in writing.
Speaking to someone is by far the most pow-erful means of communication known to our species – and this is where Electricity+Control Face Value, can play such a critical role.
It is not surprising to learn that real business takes place face to face. Words alone do not cut it – the real meaning is hidden in the nu-ance – the expression, the intonation, the way we speak.
I am confident that as much as the paper magazine and the web-based version allow you to develop confidence and trust in our partners, so will Electricity+Control Face Value allow you an additional layer of depth in your relationship with us.
COMMENT
1May ‘14 Electricity+Control


Cover RegularsCountapulse Controls is able to provide its local customers with the same high level technology that is being offered in the top first world countries.
Read more on page 17.
CONTENTs
1 Comment17 Cover Story45 Greenie Beanie46 Light+Current47 Bizz Buzz50 Social Engineers52 Clipboard
Analytical instrumentation4 Hygienic aspects of electrical installations in food factories By A Murray, Consulting food process engineer8 Round UP
sensors, switches and transducers12 Sensors - anticipating and meeting market demand By G Bryant, Countapulse Controls14 Round UP
Control systems and automation18 London trains on time ….with new embedded database technology By N Rozier, Raima20 Round UP
Drives, motors and switchgear26 Variable Frequency Drives for conveyor starting By K Moss, Zest WEG Group30 Round UP
standby and back-up34 Optimising transformer designs with natural esters By DS Roesser, Cargill’s Industrial Specialities36 Round UP
Energy + enviroFiciency40 Large scale solar water heating for Care Centre in KZN By Rolf Köstlin, Solardura42 REIPPP has created rapid growth and future potential for SA’s solar PV industry By N Venter, Schletter South Africa43 Round UP
http://eandcspoton.co.za/index.htmVisit our innovative online technical resource for the engineering industry.www.eandcspoton.co.za
Stringent standards - applied by regulators, retailers and the consumer public - are making stricter adherence to hygiene measures a necessity.
Hygienic aspects of electrical installations in food factoriesBy A Murray, Consulting food process engineer
The purpose of the food processing industry is to produce safe wholesome food from specified raw materials. Consumers are very particular about what they eat and how it is produced. This
has always been so but it is becoming more important in a world where less cooking is being done in the home and more processed foods are on offer. Consumers want tasty nutritious food - but they also want to know that what they are eating has been hygienically produced and is safe.
All the safety and quality regulations and standards that apply to other manufacturing industries apply equally to the food processing industry. In the same way that the OHS regulations and ISO 9000 [1] quality standards are applied to other industries, so also are they applied the food industry. In addition to this, food safety manage-ment programmers are required in food handling facilities to ensure production of safe food.
Most food safety management programmes today, (for instance the ISO 20000 standards [2]) incorporate the Hazard Analysis Critical Control Point (HACCP) system. This involves a systematic seven stage documented procedure for identifying the hazards and the points in the manufacture that must be controlled in order to minimise risk. These are the critical control points. In addition, the limits of
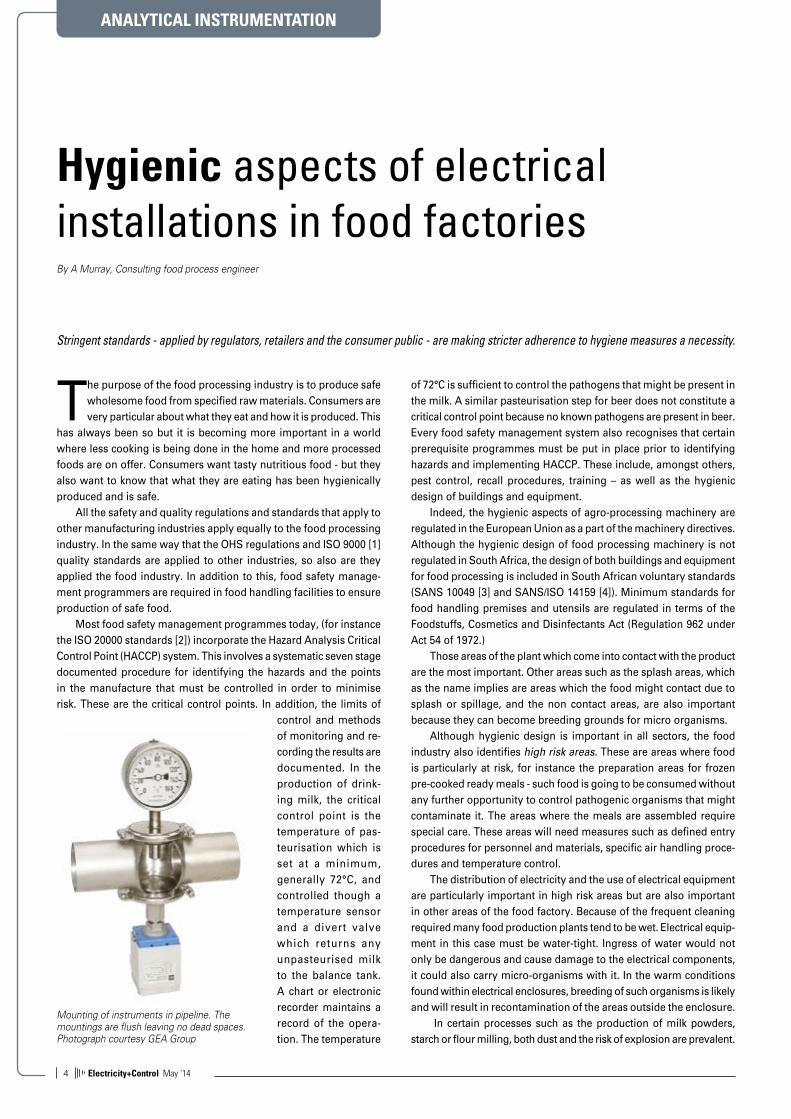
control and methods of monitoring and re-cording the results are documented. In the production of drink-ing milk, the critical control point is the temperature of pas-teurisation which is set at a minimum, generally 72°C, and controlled though a temperature sensor and a divert valve which returns any unpasteurised milk to the balance tank. A chart or electronic recorder maintains a record of the opera-tion. The temperature
of 72°C is sufficient to control the pathogens that might be present in the milk. A similar pasteurisation step for beer does not constitute a critical control point because no known pathogens are present in beer. Every food safety management system also recognises that certain prerequisite programmes must be put in place prior to identifying hazards and implementing HACCP. These include, amongst others, pest control, recall procedures, training – as well as the hygienic design of buildings and equipment.
Indeed, the hygienic aspects of agro-processing machinery are regulated in the European Union as a part of the machinery directives. Although the hygienic design of food processing machinery is not regulated in South Africa, the design of both buildings and equipment for food processing is included in South African voluntary standards (SANS 10049 [3] and SANS/ISO 14159 [4]). Minimum standards for food handling premises and utensils are regulated in terms of the Foodstuffs, Cosmetics and Disinfectants Act (Regulation 962 under Act 54 of 1972.)
Those areas of the plant which come into contact with the product are the most important. Other areas such as the splash areas, which as the name implies are areas which the food might contact due to splash or spillage, and the non contact areas, are also important because they can become breeding grounds for micro organisms.
Although hygienic design is important in all sectors, the food industry also identifies high risk areas. These are areas where food is particularly at risk, for instance the preparation areas for frozen pre-cooked ready meals - such food is going to be consumed without any further opportunity to control pathogenic organisms that might contaminate it. The areas where the meals are assembled require special care. These areas will need measures such as defined entry procedures for personnel and materials, specific air handling proce-dures and temperature control.
The distribution of electricity and the use of electrical equipment are particularly important in high risk areas but are also important in other areas of the food factory. Because of the frequent cleaning required many food production plants tend to be wet. Electrical equip-ment in this case must be water-tight. Ingress of water would not only be dangerous and cause damage to the electrical components, it could also carry micro-organisms with it. In the warm conditions found within electrical enclosures, breeding of such organisms is likely and will result in recontamination of the areas outside the enclosure.
In certain processes such as the production of milk powders, starch or flour milling, both dust and the risk of explosion are prevalent.
Mounting of instruments in pipeline. The mountings are flush leaving no dead spaces. Photograph courtesy GEA Group
ANAlyTiCAl iNsTruMENTATiON
Electricity+Control May ‘144

BSP – British Standard PipingHACCP – Hazard Analysis Critical Control PointISO – International Standards OrganisationNPT – National Pipe TaperOHS – Occupational Health and SafetyPRP – Pre-requisite ProgrammeSANS – South African National Standard
Abbreviations
Control instrumentation which comes into contact with the food product must be hygienically designed.
Some general guidelines for hygienic electrical installations are given below.
Materials of construction
Stainless steel is the material of choice for food process installations. It is durable, smooth and cleanable. The grades used for contact parts in most food applications are the austenitic grades 304 and 316. Other grades such as 3Cr12 may be used in non contact areas.
Other construction metals are generally less suitable in food factories. Aluminium, for instance, is subject to attack by most of the commonly used sanitisers. Galvanising and painting may provide a measure of protection but coatings are subject to flaking and peeling.
Control panels and distribution boxes
As indicated, stainless steel is the preferred construction material, particularly in wet areas. Panels should be water-tight. The top surface of the panel should be sloped at 30° rather than flat to prevent, as far as possible, dust or moisture remaining on the surface. Unfortunately standard or off the shelf enclosures which are usually the cheaper option are supplied with flat tops.
Where enclosures are fixed to a wall they should either be mounted flush with the area between the back or the panel and the wall sealed with a silicon or similar material or they should be mounted away from the wall at a sufficient distance to allow cleaning in the space behind the panel. The general rule for equipment instal-lation is that either sufficient space must be left around the piece of equipment for cleaning or the area around the equipment must be completely sealed off.
Where push buttons or instruments are mounted on control pan-els these should be of a hygienic design. Anti-microbial push buttons are available commercially.
Electric motors
Electric motors used in the food industry should be to a minimum IP55 classification. It has been common practice in the food industry to shroud electric motors, particularly those used on pumps, with a stainless steel cover. Where this is done the covers should be easily removable to allow cleaning of the motor. This cleaning is important
because the warm area around motors provides a breeding ground for pests.
Electric motors constructed in stainless steel and suitable for wet operation are now available and may be used where budget permits.
Where electric motors or geared drives are used, care should be taken that condensation from the surface of the motor or oil from the gear drive will not contaminate the product. Drives on top-entry agita-tors in tanks and drives of belt conveyers require care in this regard.
Distribution
Over short runs distribution cables may be run inside the conduit. In the food industry it is common practice to use a stainless steel tube to carry cables. The tube must be sealed at each end to prevent ingress of pests.
Over longer distances stainless steel wire trays should be used. Cables should not be bundled - but rather mounted individually so that the area between them can be cleaned. Trays should be mounted vertically rather than horizontally to prevent accumulation of dirt. If space does not allow a vertical mounting then cable trays should be
Hygienic pipe unions used in the food industry may be modified to fit the instrumentation.
The electrical engineer should establish from the process engineer which union pattern is
standard for the plant in question.
ANAlyTiCAl iNsTruMENTATiON
5May ‘14 Electricity+Control

mounted at an angle of 45°. Where a cable tray is mounted on a wall, a space should be left behind the tray for cleaning.
Where practical, cable runs outside of the food processing area are recommended. This is particularly applicable to high risk areas where the processing area is established with a ‘box’ constructed with hygienic panels. If the cable runs are mounted on the ceiling, individual power or instrument cables and pneumatic distribution pipes can be introduced vertically in stainless steel conduits. Care must be taken to seal such conduits to the ceiling panels to prevent ingress of dust into the processing room.
Condensation of water vapour is of concern in factories where cooking pro-cesses are prevalent. Cable runs should avoid areas where condensation will occur.
Lighting
The importance of good lighting design common to all indus-
tries is also applicable to the food industry. The areas where visual inspection of the food product takes place are particularly important. For general operations, 220 lux is recommended and for places where the examination of the food products takes place, 550 lux is recom-mended. It is important that illumination does not significantly alter the colour of food products being examined.
Experts in the food industry are divided on the use of natural light in food industry operations. On the one hand the use of glass for windows introduces the risk of breakage and product contamination with glass fragments. All food factories should have a glass inspection routine. The absence of glass windows eases the burden of inspection.
On the other hand it is felt that the glass can be suitably protected and that the use of natural light provides energy saving. Many food factories rely on artificial light.
Armatures must be provided with protective plastic covers to prevent product contamination in case of breakage.
Positioning of light fittings should take cognisance of the fact that cleaning and maintenance will be required. The positioning of equip-ment in food processing lines can make it difficult to access armatures.
Instrumentation
Controls in the food contact area and in the splash area must be hy-gienically designed. This applies to devices such as pressure gauges or temperature gauges in pipelines as well and level measuring instru-ments installed in the domes of tanks. Tees in pipelines make for dead spaces that are difficult to clean particularly if they are deep. The best instrument connections are those where the instrument pocket or tee is flush with the pipeline. For food contact areas and for splash areas threaded connections of the BSP or NPT patterns or flanges should be avoided. It is not possible to keep these clean. Hygienic pipe unions
used in the food industry may be modified to fit the instrumentation. The electrical engineer should establish from the process engineer which union pattern is standard for the plant in question. There are several different standards currently in use in South Africa.
Conclusion
Unfortunately, sound hygienic engineering can add significantly to project cost. More stringent standards being applied by regulators, retailers and the consumer public are, however, making stricter adherence to hygiene measures a necessity. This is a brief summary of some of the requirements. More detail is available in the bibliography and references.
References
[1] ISO 9000. The ISO 9000 family addresses various aspects of quality management and contains some of ISO’s best known standards. The standards provide guidance and tools for companies and organisations who want to ensure that their products and services consistently meet customer’s requirements, and that quality is consistently improved.
[2] ISO/IEC 20000-1:2011. Information technology: Service manage-ment. Part 1: Service management system requirements.
[3] SANS 10049. 2011. Food safety management - Requirements for pre0-requisite programmes (PRPs).
[4] SANS 14159. 2006. Safety of machinery - Hygiene requirements for the design of machinery.
Bibliography
Moerman F. (2011). Hygienic supply of electricity in food factories. In Hygienic design of food factories, ed Holah J and Lelieveld HLM. Woodhead PublishingSchmitt H and Koch H-R, (nd) Hygienic design of enclosure boxes in relation to high pressure cleaning? EHEDG publication.
Andrew Murray is a consulting food process engineer. He specialises in feasibility studies and design of plant for dairy, fruit processing, canning and other sectors of the food and beverage industries. He is particularly involved in energy analysis and auditing of the hygienic design of equipment and premises. For ten years he was a part time lecturer in the Department of Food Science at the University
of Pretoria; he has conducted more than twenty-five short courses in various aspects of food engineering and sanitary design.Enquiries: Tel. 028 312 3064 or email [email protected].
An enclosure with a sloping top. Photograph courtesy Delvalle.
ANAlyTiCAl iNsTruMENTATiON
take
not
e
• Thepurposeofthefoodprocessingindustryistoproducesafe, wholesome food from specified raw materials.
• Mostfoodmanagementprogrammestodayincorporatethe HACCP system.
• Morestringentstandardsbeingappliedbyregulators,retailers and the consumer public are making stricter adherence to hygiene measures a necessity.
Electricity+Control May ‘146


Flow meters in functional safety applications must ensure maximum reliability. The Proline flow meters’ Heartbeat Technology provides the most comprehensive range of built-in diagnostics along the entire signal chain, offering unparalleled self-monitoring capability, traceable factory calibration and redundant internal references. Failure rates are minimised for complete flexibility to plan proof-testing and other mainte nance according to your needs and to reduce exposure of personnel.
Highest functional safety• Prolineflowmeters:highestlevelsofsafetyandreliability• Complianttestingbasedontraceablereferences• Maximumflexibilityinschedulingperiodicmaintenance• Minimaleffortandexposureforpersonnelinvolved• Evidenceandclarityregardingtheconditionofsafety-critical
measuring points
High levels of safety and reliabilityIn Chemical and Oil and Gas operations, safety is the highest priority. Consequently, flow meters in functional safety applications must ensure maximum reliability. Although costly, periodic proof-testing of critical measuring points is the established method to verify functional reliability.
With Heartbeat Technology, Proline flow meters provide you as plant operators with the basis to minimise effort and exposure for personnel involved in such activities.
Reliability with minimised failure risksProline flow meters have proven their robustness and reliability in countless challenging applications. By stringent deployment of safety-by-design principles, we could significantly reduce failure risks:• Diagnostic test functionality is embedded in the electronic
modules
• Electronicmodulesaresubjectto100%traceabletestinginthefactory
• AllProlineflowmetersarecalibratedusingaccreditedfacilities
Flexible maintenanceFunctional safety standards such as IEC 61508 emphasise Probability of Failure on Demand (PFD) as the basis to schedule periodic proof-testing. Thanks to minimised PFD progression provided by Heartbeat Diagnostics, Proline users enjoy the high-est flexibility to plan their maintenance around bottlenecks other than their flow m e t e r s : y o u c a n schedule proof-testing based on your opera-tional needs – and not the other way round!
Compliance with easy electronic reportingTriggered either on-site or remotely, Heartbeat Verification adds to the effectiveness of proof-testing - without process interruption. It executes a complete run of diagnostic tests and stores the results in a secure digital flash memory inside the device. The last eight data sets are stored and can be collected via an asset management tool to generate compliant electronic documents.Withtotaltestcoverageintheorderof95%,HeartbeatTechnology ensures the flow meter works within its specified accuracy.
Enquiries: Frans van den Berg. Tel. 011 262 8000 or email [email protected].
Smitsvonk’s low tension high energy ignition system is designed to meet the requirements of reliable ignition for many industrial applications. The system is based upon the principle of a capacitor
discharge over a special discharge surface. This surface consists of an isolator with semicon-ductor properties. The isolator and positive and negative electrodes are integrated into a high temperature resistant spark p lug. When a charged capacitor is connected, it will be discharged via the spark plug producing sparks, even under wet or soiled conditions.
The Smitsvonk system has the following advantages: moisture, dirt, oil and grease will not effect the ignition; no limitation for the cable length; low power consumption; insensitive to process pressure; and a self-cleaning spark plug surface, due to the flame shaped spark. Tension is low in comparison to traditional ignition sources and explosion-proof versions are available if required.
Typical applications include ground and elevated flares, industrial furnaces and boilers, pulverized coal fired power plants, portable igniters, waste incinerators and gas engines or turbines. The system guarantees the safe ignition and combustion of the residual gas in the flare. It is also suitable for use in coke oven flares, pipe flares with hydrogen in the waste gas and temporary flares from tank farms.
The Smitsvonk system comprises a power supply with varying capacities, control electronics with variable pulse frequencies, thyristor, connection cable and the low tension spark tip. Smitsvonk is represented locally by OEN Enterprises.
Enquiries: Mike Andrews. Tel. 011 675 4447 or email [email protected].
‘Heartbeat Technology’ – the smarter way to proof-test
Spark ignition module
ANAlyTiCAl iNsTruMENTATiON round up
Electricity+Control May ‘148

Next generation scattered light dust monitorDurag’s new D-R 320 scattered light dust monitor detects low to medium dust concentrations in dry flue and process gas. It provides high-sensitivity measurement even at the lowest concentrations of dust.
The D-R 320 is based on the back scattering principle. The light of a laser diode illuminates the dust particles in the measuring volume of the flue gas duct. The light scattered backwards by these particles is detected and evaluated. There is no need for a light trap. The background light in the stack is detected by means of a
special system with integrated dual detector and automatically compensated without the need of any manual adjustment.
The advantage of this new design is quick and easy installation with no adjustment required at site. The D-R 320 allows single sided installation at the stack and requires just a small wall opening. The instrument is continuously purged and therefore the optical system is not in contact with the exhaust gas. The integrated purge air control ensures the optimum amount of purge air. This ensures a long life and long maintenance intervals. A purge air failure is immediately indicated by the device.
Different operating options are available including the USB interface, by means of the external operation unit D-ISC 100, or remote access with RS-485 interface via MODBUS RTU / MODBUS TCP protocol (VDI 4201-3).
Reliability has the highest priority when measuring emissions. For that reason the D-R 320 automatically performs zero and span checks as well as a contamination check at regular intervals and on demand. The dust monitor provides continuous emission monitor-ing, on incineration plants, on plants according to IED 2010/75/EU, on plants according to 2001/80/EC LCPD, on waste, hazardous waste and sewage sludge incineration plants, on cement manufacturing plants, on power plants with gas, oil, or coal, and on plants for the incineration of biomass.
Durag is represented locally by OEN Enterprises.
Enquiries: Mike Andrews. Tel. 011 675 4447 or email [email protected].
ANAlyTiCAl iNsTruMENTATiONround up
9May ‘14 Electricity+Control 9

Ex-proof coriolis mass flow meterBronkhorst Cori-Tech (The Netherlands) has introduced a new option for its mini Cori-Flow series mass flow meters for low flow rates. The compact flow meters, operating via the Coriolis principle, are now avail-able with IECEx and ATEX approval II 2 G Ex d e IIB T6 Gb for use in hazardous areas. The instru-ment is built into a rugged enclosure with a separate compartment for the electronics.
The flow meters, suitable for both liquid and gas flow applications, cover flow rates from 0,1 g/h to 30 kg/h and can be used in systems with pipeline pressures up to 140 bar (2 000 psi). The unique design of the miniature Coriolis sensor features superior response time and high accuracy, irrespective of changing operating con-ditions with regard to pressure, temperature, density, conductivity and viscosity. Mini Cori-Flow mass flow meters offer integrated PID
control for close-coupled control valves or pumps, thus constituting compact Coriolis mass flow control loops. The instruments offer both analogue and RS-232 communication, optional fieldbus inter-faces and additional functions such as alarms, totaliser (to measure fluid consumption) and batch dosing. The mass flow meters feature fluid temperature and density as secondary digital outputs. As an option, the Coriolis flow meter can
be equipped with a heater to prevent condensation or solidification inside the instrument. Applications
can be found in process control systems as for example in food, chemical and petrochemical plants.Mecosa is the sole agent for Bronkhorst Cori-Tech in South
Africa.
Enquiries: Tel. 011 257-6100 or email [email protected].
round upANAlyTiCAl iNsTruMENTATiON
New hand-held, combination tachometerAmprobe’s TACH20 hand-held tachometer accurately measures rotational or surface speed as well as length. It comes with a large LCD digital display that allows the user to easily read the measure-ment. It also has a built in memory function that permits automatic storage of maximum, minimum, average values plus the last measurement displayed.
The TACH20 is supplied with all the necessary accessories and is designed with optimal me-chanical stability to ensure accurate, reliable, and repeatable measurements. In addition to the mechanical adapter that accepts a variety of tips, as well as the surface speed wheel for contact rpm measurement, the TACH20 can perform non-contact measurement by using the infrared beam function. Additional features:• Autopower-offfunction• Easytoselectunitsandmodefunctions• Selectrpmusinginfraredbeamoradapter:m/min,m/sec,ft/min,ft/sec,in/min,m,ft,andin
Enquiries: Justin Clarkson. Tel. 011 608 8541, email [email protected].
Optimised flow measurement of water and wastewaterTopics such as integration, remote
control or intelligent data manage-ment are becoming increasingly important. The precise volume measurement of the water is critical to process control and optimisation, and also billing. This is the world of Proline
Promag 400. The Promag 400 combines industry-optimised de-sign with experience and innova-tion. Compliance with guidelines for custody transfer (OIML R49 and
MI-001) and the providing of industry-relevant drinking water ap-provals are certainties.
Ingenious device configuration and verification• Advancedwebserver technology for time-savingoperation
without additional software • Easyuploadanddownloadparametersfordatabackupand
fast commissioning of multiple identical measuring points • Automaticdatastorage (HistoROM)with trendanalysisand
process control ensures fast data restoring device for servicing and allows for easy electronic exchange without recalibration.
Maximum transparency at measuring points New far-reaching self-diagnostic functions provide more safety. The traceability of measurement results is based on traceable verifica-tion concepts. Additional features are permanent fault detection and clear fault categorisation for specific maintenance activities.
Seamless system integration and documentationAnalogue outputs with HART, PROFIBUS DP up to the EtherNet / IP provides for the seamless integration of Promag 400 into existing process control systems with full compatibility.• Compatiblesoftwaredriveravailableatalltimes• LifecyclemanagementthroughtheprovenW@Minformation
system for design, maintenance and service
Enquiries: Frans van den Berg. Tel. 011 262 8000 or email [email protected].
Electricity+Control May ‘1410


If companies wish to meet and overcome the multitude of chal-lenges that face them in a highly competitive market, they need to focus on three important principles – people, professionalism
and passion. Underpinning any successful company’s sustainability in a market
that has suffered through a number of economic recessions, is an unwavering commitment to customer satisfaction. This is achieved through a constant and careful analysis of market trends and specific customer needs. Skilled and knowledgeable employees play an enormous role in developing and nurturing long-term relationships with their customer base. By entrenching themselves in the business operations of their customers, they are better able to ascertain what solutions work best for the customer in a particular application.
People are the crux of any successful organisation. By training and upskilling employees, companies are able to stay abreast of current market trends and technology. This knowledge should then be trans-ferred to customer installations, where solutions precede products.
One can very easily lose sight of the fact that technology on its own, is of little use. It is what you do with the technology, in an application-appropriate manner that is important. You have to leverage the experience that your team has gained in the field and apply this to each customer’s niche requirements in a systematic and logical manner.
As a result of the dearth of applications knowledge inherent in the market, responsible-minded suppliers need to step up to the plate and fill this knowledge gap. Here, a supplier with a strong and quali-fied team of specialists can provide their customers with the badly needed application solutions experience they require. This differenti-ates serious market players from those companies who simply move boxes on the internet and provide little or no technical support for their products.
Anyone can buy a sensor on the internet but they have little way of knowing whether it is the correct product for its intended use. The savings they achieve in buying products online are generally short-lived and result in a host of other costs down the line. This can include product failure or even process system failure, either of which will result in expensive downtime.
There is a critical shortage of skills globally and this is very evident in the inability of many large organisations to ascertain which products will work best in their own processes. It is contingent upon instrumentation suppliers to assist the industry by providing supportive technical input. When suppliers offer their services to analyse customer processes and devise a comprehensive solution that provides them with best practice in each instance, they will be able to alleviate the headaches caused by the lack of in-house applications experience.
Think people, professionalism and passion… and overcome the challenges.
sensors - anticipating and meeting market demandBy G Bryant, Countapulse Controls
sENsOrs, swiTCHEs + TrANsDuCErs
Electricity+Control May ‘1412

This value-add service should form an integral part of a company’s offering to its customers. It is tempting to ignore the issues that arise from the selection of unsuitable products from third party suppliers. However, as a responsible instrumentation supplier, one should view this as a challenge to right the wrongs and assist clients by applying the correct technical knowledge transfer.
These scenarios are most often seen where a sensor has been purchased online and where not only did the sensor not match the application requirements, but also where the customer had no recourse in terms of receiving aftermarket support for the product. The market needs to understand that there is no silver bullet when it comes to purchasing sensors. Each sensor has a specific purpose and depending on the application, specific models will be more suitable than others. We are hoping that through combined supplier efforts, customer companies will realise the true value of purchasing from reputable suppliers who provide the value added benefits.
Another challenge faced by suppliers today is the ability to retain sufficient stockholding of products. The knock-on effect of the global accessibility to online product purchases, albeit with no value added benefits, is that more customers are now demanding products in real-time. Lead times are critical and in order to meet demand time-ously, suppliers are forced to increase their stockholding of products.
However, it is not merely a case of doubling up stock levels, but rather carefully analysing the current market and selecting the correct products required at that point in time. It would be impossible to achieve this level of intuition without having an intimate knowledge of the market sectors served. Not only does this apply to the South African market, but likewise to the cross border companies who use sensing solutions. This once again underlines the importance of being able to access an extensive intellectual property database of best fit for each application.
In an effort to remain committed to serving the needs of its customer base, companies should ensure that their technical teams
participate in regular formalised applications knowledge sharing sessions. By discussing past and current projects and indicating what solutions are available to optimise customer processes, employees are able to alleviate much of the skills shortage that is apparent in South Africa and globally. The end result is an extensive database of applications knowledge that is sought after by customers. In order to encourage stronger economic growth and sustainability in southern Africa, suppliers need to make their capability resources available to the wider market.
Conclusion
Ultimately, the success of any organisation will hinge on its abil-ity to acquire and retain sought after skills. The challenge is not insurmountable. By nurturing and encouraging in-house skills, pro-viding employees with training on new technology and by exposing them to the widest possible range of applications, it is possible to develop a new generation of skilled instrumentation and process control engineers and technicians. There is simply no replacement for employees who are passionate about the solutions they develop for their client applications. This is evident in the solid reputation that fol-lows suppliers who value both their customers and their employees.
Gerry Bryant is the managing director of Countapulse Controls, the leading southern African supplier of sensing, measurement, counting, switching, monitoring and positioning instrumentation. In operation for more than thirty years, the company has the full backing of its German principals and offers a complete technical advisory service for the most effective use of its products in automotive and other branches of engineering.Enquiries: Tel. 011 615 7556 or email [email protected] www.countapulse.co.za.
Anyone can buy a sensor on the internet - but they have little way of knowing whether it is the
correct product for its intended use.
sENsOrs, swiTCHEs + TrANsDuCErs
take
not
e
• People,professionalismandpassionareprinciplesthatequip companies for the challenges in a highly competi-tive market.
• Toservetheneedsoftheircustomerbase,companiesmustensure that their technical teams participate in regular, formalised applications knowledge sharing sessions.
• Thesuccessofanyorganisationhingesonitsabilitytoacquire and retain sought after skills.
13May ‘14 Electricity+Control

Banner Engineering is offering the new QM26 and QMH26 photoelectric sensors, specially manufactured to comply with the requirements of the food and pharmaceutical industry. With their IP69K stainless steel hous-ings, the devices are resistant to chemical cleaning agents and high cleaning pressures. Both variants are manufactured using only FDA compliant materials. Furthermore, the QMH26 comes in a hygienic design. It can therefore be used wherever the sensor can come into direct contact with food. Its smooth, self-drying surface does not have any gaps that
would be difficult to clean or sanitize.The sensors are permanently resist-
ant to ambient temperatures from -30 to +60°C and cleaning temperatures up to 80°C. Banner offers different operat-ing modes of both models: Retroreflec-tive sensors with a 260 or 300 cm sensing range and photoelectric sen-sors with background suppression with a maximum sensing range of 20 or 40 cm. Emitter and receiver devices are also available for the QM26 in order to create through-beam sensors.
Enquiries: RET Automation Controls. Tel. 011 453 2468.
Visit www.retautomation.com.
LEM of Geneva, Switzerland, has introduced a range of very high accuracy ac/dc current transducers, designated ‘Ultrastab’. Transducers are available for the measurement of current from 12,5 amps to 24 000 amps. Linearity errors are of the order of 4 ppm and temperature coefficient 2 ppm/K. Frequency response is typically dc to 500 kHz, with di/dt accurately followed 20 A/µs, response time to 90%ofthenominalcurrentistypically1µs.
Applications include: Feed-back elements in precision current regulated devices, calibration units, precise and high stability inverters, energy management, medical equipment.
Enquiries: Denver Technical Products. Tel. 011 626 2023 or email [email protected].
Photoelectric sensors for the food industry
Ultra high performance current transducersfunctions
round upsENsOrs, swiTCHEs + TrANsDuCErs
The new extended controller from ifm electronic features 32 multifunctional analogue and digital inputs and outputs which also provide practical diagnostic functions. The CRO232 features more than five powerful CAN interfaces to ISO 11898 with CAN-open and SAE J1939 protocol for many communication tasks.
The core of the controller is a fast 32-bit processor and it is integrated in a compact metal housing and designed according to the applicable standards for electronics for mobile applications. Monitoring and protection functions enable safe operation even under extreme operating conditions.
Programming according to the standardised IEC 61131-3 lan-guages with CODESYS enables the user to create clear and easy application software. It is easy to integrate all control functions in the application program. In addition, libraries are available for special functions of the controller. The CAN interfaces support all important bus protocols, different baud rates and the transparent and pre-processed data exchange.
Enquiries: Conrad Du Plessis. Tel. 27 12 450 0370 or email [email protected].
Extended controller for complex control functions
Electricity+Control May ‘1414

Booyco Electronics’ Collision Warning System has provided the local and African mining industry with a cost effective and efficient way of increasing employee safety. The system effectively reduces downtime by eliminating collisions between vehicles, as well as collisions between vehicles and pedestrians.
Pending legislation from the Department of Mineral Resources on the compulsory implementation of some form of collision warn-ing system technology, coupled with pre-existing OHS legislation compliance requirements from the Department of Labour, will increase the safety onus for mine management.
“The biggest contributors to on-site mine accidents are noise and vehicle blind spots,” Anton Lourens, managing director of Booyco Electronics says. “Our primary objective has always been to supply dependable collision warning systems that address the specific needs of the industry. As the operator of one of the largest footprints of such technology we have been able to take specific feedback from our customers and, together with our strategic alli-ance partners, further develop our systems.”
A critical element in the design of the Booyco Electronics CWS is its ability to transmit signals through rock in the underground
mining environment. The system contains a sens-ing device that is able to detect the presence of an object (vehicle or person) in real time and relay an audible and/or visual warning alarm to the equipment operator.
As we develop closer partnerships with customers, we have been able to leverage our sensor technologies for varying applica-tions including video cameras and radio frequency identification (RFID) systems. Very-low frequency (VLF) RFID is proven as the only successful technology for CWS. Lourens explains that VLF and ultra-high frequency (UHF) is the optimum combination in a solu-tion in terms of enhanced accuracy and reliability. VLF is ideal for warning pedestrians who work or move near machinery and UHF signalling is used to warn equipment operators of the presence of other vehicles. Both frequencies are incorporated in Booyco Electronics’ CWS technology.
Enquiries: Anton Lourens. Email [email protected].
In its 30 years in business, Countapulse Controls has witnessed a number of changes within the instrumentation and process control sector, but by sticking to irrefutable principles, the com-pany has managed to maintain a strong market position.
According to the company’s managing director, Gerry Bryant, Countapulse Controls is founded on three important principles - people, professionalism and passion. “While the company may have grown in the intervening years, we are still driven by the people we choose to employ, their high levels of professionalism and their absolute and unwavering passion for their work and their customers. As a result of using people as the foundation of our business, we have advanced from being a small company that supplies counter technology, to a multi-dimensional organisation offering expertise in a full spectrum of sensor applications technology.”
Two factors underline the company’s ongoing success and reputation in the market – the sourcing and retention of the best people in the industry and the ongoing training and upskilling of its employees. “Even before skills shortages became apparent, Countapulse Controls had instilled in its workforce the importance of staying abreast of current technology and trends. We undertake the majority of the training in-house and outsource training only where absolutely necessary. This is made possible firstly because of our relationship with our principals and secondly because of the intellectual property inherent in the company,” Bryant points out.
“In light of the fact that technology and trends are constantly changing, it is critical that we have an open line of communication with our principals. Part
of this relationship includes regular visits from instrumentation engineers who provide our employees with training on new prod-ucts at our premises. In addition, where required, we send employ-
ees to our principals’ facilities to gain a greater understanding of the processes around the design, development, manufacturing and application of technology solutions,” Bryant says.
With the ever-growing complexity and sophistication of technol-ogy available on the global market and the ongoing skills shortage, there is a concern that these may hinder the implementation of next generation technology. Knowledge transfer remains a lynch-pin in providing customers with a solution driven by high levels of productivity and quality, as well as minimal downtime. “This knowledge transfer occurs on three levels. Firstly, between em-ployees within Countapulse Controls, then between Countapulse Controls and its principals and finally between Countapulse Controls and its customers. Our principals hold six-monthly inter-national marketing conferences and this plays an invaluable role in facilitating bi-directional knowledge sharing,” says Bryant.
“Looking to the future, it is important to acknowledge that creating a passion for industrial instrumentation and process control technology in young school leavers is critical to the sustain-ability of this industry and ultimately the industries it serves. Schools and tertiary learning facilities need to challenge learners and create a hunger for contributing to productivity and safety in the workplace through the implementation of suitable technology,” Bryant enthuses.
“However, the instrumentation industry needs to drive the process and create opportunities that embrace the development of engineers and technicians who are excited about creating solutions that enhance applications. The theoretical element is primarily provided by tertiary educational facilities, while instru-mentation suppliers are responsible for encouraging their new technical staff to entrench themselves in client processes. This enables the practical aspect of the equation and provides a well-rounded applications-driven grounding,” Bryant concludes.
Enquiries: Gerry Bryant. Tel. 27 011 615 7556 or email [email protected].
Collision warning systems for safe mining
Skills and knowledge transfer
round upsENsOrs, swiTCHEs + TrANsDuCErs
Electricity+Control May ‘1416

COvEr ArTiClE
In spite of the ongoing economic downturn, well-established and reputable companies are able to keep pace with the technology trends of their overseas counterparts. This is according to Countapulse Controls managing director, Gerry Bryant, who says that the company has seen product development acceleration in the past few months, both on a global, and a local, scale.
He explains that Countapulse Controls is able to provide its local customers with the same high level technology that is being offered in the top first world countries. “By maintaining an excellent relation-ship with our principals and by having an intimate understanding of the local market, we are able to identify those products that are most suited to the southern African environment. This differentiates us from online suppliers who are merely selling boxes, rather than application-specific solutions.”
Not only do Countapulse Controls and its customers benefit from the investment into research and development by its principals, but the company is also able to provide important feedback that allows market-driven demands to be considered when new technology is in the conceptualisation and development stage. “As a result, our customers are assured of products that are best fit for their specific application needs. In turn, our technical team gains a greater under-standing of the customer’s processes and they are able to leverage past experience to devise optimum solutions,” Bryant continues.
Catchwords like customer- centric service and technology- driven solutions are regularly bandied about. The rub, how-ever, comes in the ability of suppliers to provide sustain-able solutions that consider each element of the customers’ needs. “Applications knowledge is not something one can buy; it is developed over many years and requires that the supplier’s employees are passionate about the customers and their
processes. By entrenching oneself in a customer’s business opera-tion, one can ascertain what combination of products will produce the best results. Process control and automation requires close at-tention to the intricacies of every element in the production of the end result,” adds Bryant.
Bryant believes that it is critical that suppliers offer this applications knowledge as part of their technology offering to customers. “There is a dire shortage of this knowledge in the industry and a simulta-neous flood of new technology coming on to the market from a number of online sources. Togeth-er these can form a recipe for disas-ter. One cannot simply go online and tick a box to select a sensor. This can easily result in the selection of an unsuitable device, which could have the knock-on effect of producing expensive problems in the customers’ process. Customers seeking a long-term, low maintenance and highly productive solution, would be wise to align themselves with a supplier who is able to demonstrate a proven applications track record.
“A number of impressive technological developments have emerged in recent years that have had a profound effect on productivity, safety or performance. However, Countapulse Controls believes that sensor technology is very specific and new developments are driven by application requirements. Selecting a supplier who understands applications is the best route to follow for any company wishing to retain a competitive edge,” he concludes.
Enquiries: Gerry Bryant
Countapulse Controls (Pty) Ltd
Tel: +27 011 615 7556
Email: [email protected]
Website: www.countapulse.co.za
Countapulse Controls keeps pace with international technology standards
17May ‘14 Electricity+Control

London trains on time ….with new embedded database technology By N Rozier, Raima
London Underground has deployed the Raima Database Man-ager as a key component to help deliver capacity and reliability improvements on the Piccadilly Underground line. London is
one of the world’s most dynamic capital cities and is well served by a network of eleven underground and interconnection train lines. The combined network comprises 270 stations and 402 kilometres (250 miles) of track.
Originally based on steam trains when it opened in 1863, London Underground switched to electric traction early last century and the supporting technology has been updated regularly ever since so that the service has constantly been improving. Now, with its 150th birthday behind it, each weekday morning the Underground brings millions of commuters into the centre of the city to work in the world-leading financial sector, media and the arts, shops, communications and design, hospital and offices. London is also a thriving tourist destination, many of whom will make full use of the Underground. In total it carries over a billion passengers a year.
The product described holds and manages the mass of track oc-cupancy, signal status and other vital data allowing real time display, interrogation and control in order to optimise visibility of the whole line network in real-time.
Piccadilly line
The Piccadilly line is one of the last routes to be upgraded by Transport for London (TfL) which is seeking to increase passenger capacity of thelineby24%for2014,aswellasthedevelopmentofanewcontrolcentre in Hammersmith. This means that trains will have to run more
often and more reliably, which in turn puts more pressure on the track, rail signalling and control infrastructure. All of this takes place in a challenging operating environment with limited maintenance access and stringent public safety requirements.
With much of the control equipment on the line now approach-ing 30 years of age, improvements were readily realised by replac-ing electro-mechanical and electro-optical sensors with solid state devices. New communications links have also been installed that allow remote monitoring and control of timetable information, one example of which is the deployment of geo-tagged base stations.
RDM
The Raima Database Manager (RDM) is the software interface that organises and collates the continuous data stream that is being sent by points and signal position sensors into an optimised relational, hierarchical database; it simultaneously retrieves the data and com-municates the relevant information to both machine and human controllers.
The RDM was used as the central storage database for all railway data, track circuit occupancy, signal status and other static data. This data was then used to provide information displays to the line opera-tions and maintenance teams to monitor train locations, train num-bers, destinations, and routes. The operations and maintenance teams were then able to issue various commands to affect train destinations, time table operations, and train numbers. This enhancement was also required to meet strict rail Safety Integrity Level Certification (SILC).
The choice of database model (which can be readily configured by the client using low level C or C++ application languages) allows highly efficient use of device memory and thus far quicker query speeds allowing near real-time communication of network status.
The RDM has sophisti-cated MVCC functionality which means that whilst the underground operators are reading the data it is not locked and the underlying databases continue to be updated meaning that opera-tors always have the latest information available.
CONTrOl sysTEMs + AuTOMATiON
It takes state-of-the-art technology to avoid train stoppages on the busy London Underground.
Electricity+Control May ‘1418

With planned upgrade work on the line stretching out to beyond 2020 it is vital that the control systems can cope with change and an increase in the amounts of data they need to handle. In their 2011 business plan TfL hopes to introduce a new fleet of passenger roll-ing stock with improved motor performance and passenger ‘walk-
through’ capability by 2020. Train control systems have to be able to cope with this future increase in customer capacity.
The deployed version of RDM is already configured for multi core operation to make the best use of current and future microprocessor
performance. Should there be a requirement for different software platforms to use the line data RDM allows this by supporting the usual ODBC, JDBC and ADO.Net drivers as well as the industry standard SQL API.
Avoiding train stoppages is a high priority and is governed in-part by IEC61508 [1] (Functional Safety of Electrical/Electronic/Program-mable Electronic Safety-related Systems). The underpinning concept of the standard is that electronic control systems have high levels of functional reliability and redundancy, which is why the RDM system allows for mirroring and replication of databases to other devices to ensure that in the event of a problem, train operating information is always available. The other key plank of functional reliability is the stability and durability of the actual equipment or software and again, the company delivers the product.
London Underground is a real showcase application for the com-pany which supplies embedded databases and data management systems for everything from assembly line robots, to mobile phones, to flight services equipment on commercial aeroplanes.
This application demonstrates a wide range of the key aspects to
the software; providing a robust but flexible database solution that can be hosted on distributed components and vehicles and provides robust data storage and availability, combined with a flexible manage-ment product which can be used to simplify complex data processing tasks and provide reliable functional transparency. It is also further proof that the RDM supports the required level of high availability to be part of an IEC 61508 [1] Safety Integrity Level Certified Application.
Conclusion
The deployment of the RDM has allowed London Underground opera-tives to trust that the data aspect of the trains running on-time and being controlled according to safety standards is now taken care of, allowing them to concentrate their efforts on other elements of the planned upgrade works which will ultimately result in an even more robust train control system and passenger capacity and comfort improvements.
Reference
[1 IEC 61508. 2010. Functional safety of electrical/ electronic/ programmable electronic safety-related systems.
London trains on time ….with new embedded database technology
CONTrOl sysTEMs + AuTOMATiON
ADO.Net – ActiveX Data ObjectAPI – Application Programming InterfaceJDBC – Java Data Base ConnectivityMVCC – Metasignalling Virtual Channel Connection ODBC – Open Data Base ConnectivitySILC – Safety Integrity Level CertificationSQL – Structured Query LanguageTfL – Transport for London
Abbreviations
Nigel Rozier began his career as an embedded software developer at Ericsson. This experience led to him working as a field application engineer for Telelogic where he taught high level software languages before moving into a commercial role. Nigel was UK sales manager at Green Hills Software for nine years before joining Raima in 2010. He is now the EMEA (Europe, Middle East, and Africa) sales
manager and is responsible for some of Raima’s largest accounts. Nigel has a degree in physics and computer science and is a chartered engineer.Enquiries: Email [email protected].
take
not
e
• LondonUndergroundswitchedtoelectrictractionearlylast century and the supporting technology has been regularly updated ever since.
• LondonUndergroundhasdeployedtheRaimaDatabaseManager (RDM) as a key component to help deliver capacity and reliability improvements on the Picadilly Underground line.
• ThedeployedversionofRDMisconfiguredformulti-coreoperation to make the best use of current and future microprocessor performance.
London Underground carries more than one billion passengers a year, as many as the entire
National Rail network. With around three and a half million journeys made each day, on eleven lines serving 270 stations, it is running more services than ever
before on the 150-year-old network.
19May ‘14 Electricity+Control

round upCONTrOl sysTEMs + AuTOMATiON
The new Universal Data Manager Ecograph T RSG35 from Endress+Hauser guarantees a safe and complete recording and visualisation of all process steps, to fulfill the demands on process monitoring and data recording that are becoming more and more complex –as every measurement value counts!
The Ecograph T RSG35has a bril-liant, high resolution 5,7 inch
large display. This allows the recorded measure-ment values, which can be indicated in groups up to four with a maximum of eight channels for each group. Flexible measure-ment value indications such as curve, waterfall, bargraph or digital value extend the application ar-
eas of the RSG35. We understand that flexibil-ity is important and with the ability to adjust the visualisation to the application and the customer requirements. The operation of the device is based on the intuitive concept of the navigator known from the Advanced Data Manager, Memograph M. To ease the operation of the Ecograph T RSG35 there is an integrated online help and the possibility to connect an external USB keyboard.
New integration possibilities have also been implemented in the standard device. For further calculations, four virtual math
channels are available as an option. These can be used for indi-vidual calculations that can be entered simply via the formula editor. An easy E-mail function that enables a notification in case of limit value infringements, errors, alarms and low/high signals of the digital inputs facilitate an enhanced process overview.
The Ecograph T RSG35 is the simple solution for a tamper-proof recording of data, with up to 12 universal analog inputs available. With its additional six digital inputs, other values like quantities, runtimes and switching states of connected devices can be captured or a time synchronisation can be done.
The recorded measurements are stored in the 128 MB large in-ternal memory and optionally on a SD card as well. Due to modern interfaces like Ethernet in the standard device and communication protocols like Modbus TCP/RTU the device can smoothly be con-nected to existing systems. Up to 30 limit values can freely be assigned to the channels. Limit value changes are displayed and stored in the device. Furthermore six internal relays can be switched for the alarm transmission. For the readout, storage and graphic presentation of the measurement values, the free-of-charge Es-sential version of the Field Data Manager software is included in the delivery package of the Ecograph T RSG35.
Based on an SQL database data can be read out tamper-proof from the device, either from the internal device memory or from the SD card, using the various interfaces available, stored and centrally managed.
Enquiries: Benjamin Mlangeni. Tel. 011 262 8000 or email [email protected].
The new SafetyBridge I/O modules from Phoenix Contact expand the network-independent SafetyBridge system in terms of flexibility, function-
ality, and application areas. The new modules include a safe input module with add-ed inputs, as well as a new logic module with extensive functional upgrades.
The logic module can now communicate with up to 16 remote safe I/O modules. Together with the input mod-ules featuring 16 safe inputs
each, a SafetyBridge island can encompass up to 256 safe inputs. Up to 31 such islands can be operated from a standard control unit. These systems are able to exchange safety signals with each other. SafetyBridge technol-ogy is therefore fully suitable to being installed in large-scale and modu-larly structured machines and systems. The modules and the safety logic are very easy to set up using the Safeconf software.
There are 14 different safe function modules in total, ranging from a sim-ple Emergency Stop through to various muting blocks. The safety solution is independent from the network and the control units, which makes it highly flexible when it comes to integrating functional safety into machines and systems. The safe modules, mixed with non-safety Inline I/Os, can be distrib-uted across the network below a range of different standard control units.
Enquiries: Kevin Preston. Email [email protected].
The FL BT EPA MP wireless module adds a new Blue-tooth access point to Phoenix Contact’s range of industrial wireless devices. The compact and rugged module reliably transfers Ethernet data over a distance of up to 250 m at a rate of up to 3 Mbps.
Quality features like QoS and LLDP make it compati-ble with Ethernet-based automation protocols such as P r o f i N e t a n d ProfiSafe, Ether-net/IP, and Modbus TCP. The device conforms to protec-tion category IP 65 and can handle up to seven Blue-tooth connections in parallel. With features such as an external antenna port, an included omni-directional antenna, and a low power consumption of approxi-mately 1,1 W, the device is particularly suitable for use in battery-powered systems.
The wireless module supports any Bluetooth-compliant unit with a PAN profile, for instance, the FL BT EPA module from Phoenix Contact with a built-in antenna.
Enquiries: Kevin Preston. Email [email protected].
Record, visualise and monitor - every measurement value counts
New I/O modules and extended functions in the SafetyBridge System
Bluetooth wireless module for control data communication
Electricity+Control May ‘1420

Looking for that Easy ‘X’ Factor.
round up CONTrOl sysTEMs + AuTOMATiON
With the introduction of the new ER series, Beckhoff is extending the range of ap-plications that can be served by the EtherCAT Box prod-uct line. These exceptionally robust ER series I/O mod-ules in die-cast zinc hous-ings are designed for par-ticularly harsh environmen-tal conditions, for example,
in the heavy-duty and automotive industries as well as in robotics. Together with the EP and EQ module series, the EtherCAT Box I/O system covers a wide range of signals for all industrial applications and is intended for use outside of control cabinets.
Utilising die-cast zinc as the housing material, the IP 67 rated I/O modules from the ER series can be used in extremely harsh indus-trial and process environments. Fully die-cast, they are ideally
suited to all applications where increased load capacity and dura-bility are demanded. Typical application areas include heavy indus-try, for example, press lines and metal foundries, as well as in automotive environments where die-cast zinc is standard or for robotic applications that rely on resistance to weld spatter.
The new EtherCAT Box Modules are the ideal complement to the existing versions in plastic and stainless steel housings. The plastic EP variant is well-suited for use in wet, dirty or dusty envi-ronments in general mechanical engineering, in assembly technol-ogy and in semiconductor and logistics environments. Addition-ally, the EQ module series with full ‘hygienic design,’ stainless steel housing and IP 69K protection is designed for applications in the food, chemical and pharmaceutical industries. The ER series mod-ules are fully compatible with the EP series and offer the same wide I/O selection: Digital inputs with various filters, digital outputs with 0,5 A output current, and ‘combination modules’ with freely con-figurable digital inputs or outputs.
Enquiries: Email [email protected].
Compact I/O modules in die-cast zinc housings
In automation, all of the potential measures for saving must be consistently utilised – from planning to implementation, commis-sioning and operation. Ingeniously automated systems are required to deal with the increasing needs of a fully developed infrastructure or industrial factory; these can be monitored and controlled ef-fectively and efficiently through the use of flexible, reliable, and user-friendly equipment. A great example of this innovative tech-nology is the highly renowned Easy XLogic, diversity in both switching and control.
The Easy XLogic is ideally suited for implementing simple auto-mation tasks in industry and building management systems. The intelligent logic module leaves little to be desired in terms of functionality, with a large memory capacity, user friendly program-ming abilities, efficient use of control and many expansions options, the Easy XLogic can control even the most complex of plants without any problems.
In combination with the Easy XLogic’s software, the handling of our logic controller is child’s play: Creating programs, project
simulation, the drag and drop func-tionality as well as diagrammed documentation are all reasons why the Easy XLogic has prov-en itself and been widely ac-claimed for the effective use in multiple applications worldwide.
To ensure diverse applications can be accomplished, the Easy range has been expanded to GSM units (XMessen-ger) as well as WIFI units, and various expansions modules for extra IO’s and functionality, not forgetting to mention the dynamic LCD display and voice activations modules. These micro programmable logic controllers are truly diverse, reliable and flexible, and can provide solutions to a wide amount of applications where automation is involved.
Enquiries: Daryn Chalmers. Gator Products. Tel. 021 982 7561 or email [email protected].
21May ‘14 Electricity+Control

Containment solutions can eliminate hot spots and provide energy savings over traditional uncontained data centre designs. How-ever, the best containment solution for an existing facility will depend on its constraints. While ducted hot aisle containment is preferred for highest efficiency, cold aisle containment tends to be easier to manage and more cost effective for facilities with existing raised floor air distribution. Schneider Electric’s Data Centre Science Centre senior research analysts, Paul Lin and Victor Avelar, with the Schneider Electric’s global product director responsible for prefabricated modular data centre cooling solutions, John Nieman, have put together a paper for existing data centres that investigates the constraints, reviews all available containment methods, and provides recommendations for determining the best containment approach.
The paper, ‘Implementing hot and cold air containment in existing data centres’, states that containment, in general, provides the following important benefits for an existing data centre: • Preventinghotspotswillincreasereliability.Containmentcan
prevent the mixing between hot air and cold air, which can provide a lower uniform IT, inlet air temperature for IT equip-ment to reduce hot spots.
• Eliminatinghotairrecirculationcanincreaserackpowerden-sity. For a traditional, uncontained raised-floor data centre, rack power densities are typically kept below six kilowatt per rack average to help prevent hot IT exhaust air from re-circulating back into the front of the IT equipment. After containing and sealing the holes to eliminate hot air recirculation paths, rack power densities can increase without the threat of hotspots.
• Increasingthe‘deltaT’,whichisthedifferenceintemperaturebetween the cold supply air and the hot return air across cooling units, will boost cooling capacity. For a traditional,
uncontained raised-floordatacentre,more than50%of thecold air supplied from the cooling units will bypass back to these units directly as a result of any leakage paths that exist. After being contained, supply air will instead go through IT equipment where it will absorb heat energy and transport it back to the cooling units. The higher exhaust air temperatures will lead to a bigger deltaT across cooling units, which can increasethecoolingcapacityabout20%ormore.
• Coolingsystemenergysavingswillbeincreasedbybeingableto shut down cooling units that become redundant as the result of effectively separating hot and cold air streams through the use of an air containment system. When the outdoor tempera-ture is lower than the indoor temperature, the cooling system compressors don’t need to work to reject heat to the outdoors.
Enquiries: Ntombi Mhangwani. Tel. 011 254 6400 or email [email protected].
Banner Engineering has added IO-Link communication to its industry-recognised DF-G1 fibre amplifier. With IO-Link, Ban-ner’s DF-G1 fibre amplifier can achieve point-to-point communication, allowing for complete configuration and monitoring capabilities.
The DF-G1 features an intuitive interface, dual display, digital readouts and easy set-up and configuration. An updated me-chanical design with an improved fibre clamp allows for ease-of-use and stable sensing performance. Enhanced with IO-Link communications, the DF-G1 increases sensing capabilities for diverse applica-tions, including plastic and glass assem-blies, electronics assembly machines, pill and caplet counting and high-speed detec-tion for registration mark or product-lead-ing edge detection.
“The introduction of the IO-Link com-munication allows for full remote configu-ration of the DF-G1 fibre amplifier operating
parameters and signal strength monitoring,” said Dennis Smith, technical marketing manager, Banner En-gineering. “When con-nected to an IO-Link Master, DF-G1 configu-ration and application trending data can be communicated to a host controller on the field bus network, al-lowing for convenient storing and reporting of sensing values.”
Offering complete user control, the DF-G1 provides full manipulation of all operat-ing parameters, including switch point threshold, Light Operate or Dark Operate, various output timing functions, electronic gain level and sensor response speed. Operators can also implement one of six
Expert TEACH and SET methods to ensure optimal gain and threshold selection for each application, particularly in low con-trast environments, such as small part or clear object detection.
Enquiries: RET Automation Controls. Tel. 011 453 2468. Visit www.retautomation.com.
‘Implementing hot and cold air containment in existing data centres’
DF-G1 fibre amplifier enhanced with IO-link communication
round upCONTrOl sysTEMs + AuTOMATiON
Electricity+Control May ‘1422

The Hannover Messe 2014 formed the ideal backdrop for Siemens to unveil its strategy for the next steps towards the future of manufacturing: On the basis of its extensively integrated product portfolio for industrial applications, the company plans to focus its future development work on expanding its Manufacturing Opera-tions Management (MOM) systems, as well as consistently driving forward development of its Digital Enterprise Platform product offering. New automation components will be designed to allow simpler integration into automation and drive solutions in line with the ‘plug ‘n’ produce’ philosophy.
The Siemens presentation at the Hannover Messe 2014 demon-strated how the company works with its customers to tackle current challenges, helping to shape a whole new era in the world of manufacturing. “Economies around the globe are investing enor-mous efforts into strengthening their own manufacturing industries. Advancing digitisation in production technologies is opening up new opportunities to make industrial enterprises fit for the future, allowing their sustainable participation in the forecast global growth within newly evolving global production networks,” said Siegfried Russwurm, member of the managing board of Siemens AG and Industry Sector chief executive officer, speaking in Hanover. With its comprehensive portfolio of integrated hardware and software, Siemens believes it is in an ideal position to support its customers in this development process.
On the journey towards an ever more closely networked global manufacturing world, the company anticipates that the market for industrial IT and software is set to grow twice as fast as the overall market for industrial automation and drive technology, at an aver-agerateof7%perannum.Siemensisreadywiththerightanswers,and intends to consistently expand its innovation lead in the field of industrial IT and software. Russwurm: “With Totally Integrated Automation (TIA), Integrated Drive Systems (IDS), PLM software and Data-Driven Services, Siemens leads the field as a pioneer of integrated production technologies. This forms the basis for cohe-sive optimisation of the product development and production
processes of our customers, who share our journey towards the future of manufacturing”.
As Siemens was able to demonstrate hands-on at the Hannover Messe, the Siemens technology already in place today is capable of implement-ing ‘Industrie 3.X’, according to Russwurm. This was illustrated by exhibits such as the model of an automated door assem-bly production line for the VW Golf 7, which offers the benefits of integrating ‘smart’ industrial software with high-perfor-mance production hardware. Russwurm: “On the basis of our Digital Enterprise Platform, the virtual and real production worlds are already converging to a large degree. By combining hardware and software, we are already able to automate complex multi-stage production processes.” A multimedia presentation demonstrated how this same task will be implemented in the future as an Industrie 4.0 solution.
The foundations for the road from Industrie 3.X to 4.0 are already being laid by Siemens: Based on the company’s high-performance Manufacturing Execution System (MES) and Digital Enterprise Platform product offering, Russwurm envisages that the Industry Sector will facilitate global and highly flexible value creation net-works for its customers using a Manufacturing Operations Manage-ment system. This development is aimed at building bridges - from digital Product Lifecycle Management (PLM) applications and Enterprise Resource Planning (ERP) solutions to real production.
Enquiries: Keshin Govender. Email [email protected]. Visit www.siemens.com/hannovermesse.
Manufacturing with comprehensive integration
Siegfried Russwurm, member of the managing board of Siemens AG and Industry Sector chief executive officer
ABB’s new safety PLC has provided the platform for Sandvik Materials Technology to add zoned safety guarding to a large cold rolling mill at its Sandviken plant in Swe-den. The mill is a key part of the production line for precision strip steel at the plant.
The latest upgrade adds safety PLC modules from ABB’s AC500-S PLC to the machine control system to enhance the safety of the 20m-long mill with a net-worked architecture using the PROFIsafe protocol over PROFINET to provide inde-pendent control of six separate safety zones. The zoned arrangement means that parts of the machine can remain opera-tional while an operator gains safe access to some other zone - where safety is as-sured by disabling power.
Some 50 safety PLC I/O channels are employed to link to gate switch and light curtain guarding, and emergency stop but-tons. The I/O also monitors pressure switches to sense that hydraulic power is disabled so that maintenance can take place, and controls power supplies to the motor drives. Safe speed control is an-other aspect of the safety control provided by the new PLC - to ensure that hands or fingers cannot become trapped between the mill’s belt and rollers.
Sandvik chose ABB’s AC500-S safety PLC for this application because of good expe-rience of the standard non-safety AC500 PLC architecture on both this machine and other machinery control projects. The AC500-S safety PLC also offered Sandvik
the possibility of using floating point num-bers, which simplified the safety program-ming required for this project for tasks such as calculating speed.
The new dual-processor safety CPU module and the safety I/O channels have been integrated alongside the machine’s existing AC500 PLC - which controls a total of six dc and ac drives and motors. The dc motors drive the main steel belt and rollers. The ac motors adjust roller position to achieve the desired pressure during strip steel processing. The standard PLC also links with four operator interface panels from ABB’s CP600 series.
Enquiries: Email [email protected].
Safety upgrade for Swedish stainless steel rolling mill
round upCONTrOl sysTEMs + AuTOMATiON
Electricity+Control May ‘1424

Increasingly, the advantages of using variable frequency drives (VFDs) are expanding their use as the starter of choice, not only in applications that require speed control but also in applications
that require torque control and mechanical ‘soft starting’. Conveyor belt application is one such example.
Ultimately the conveyor belt starting system required for a given conveyor application needs to be defined by the conveyor designer taking many variables into consideration, such as variable speed ver-sus fixed speed, conveyor geometry, whether regenerative braking is required or not, load sharing requirements, and many other factors. The decision can then be based on the system that provides the best balance of performance under all belt conditions, cost optimisation (including capital cost and energy cost) and reliability.
The main challenge for the designer is that the starting system must produce enough torque to get the belt load away, while at the same time applying this torque in a smooth and controlled manner to limit the negative mechanical effects of high impact acceleration. Protection against a belt jam is also important so this torque needs to be limited in case of a failure.
VFD as mechanical and electrical soft start
The way in which a VFD controls torque makes it the best possible mechanical ‘soft’ start method. A VFD controls the electrical quanti-ties of voltage and frequency. The control is such that it enables a high starting torque to be developed for a very low starting current compared to direct to line. An induction motor, generally when started directtoline,developsastartingtorqueofaround200%andastart-ing current of up to seven times nominal current. Comparatively, the VFD can produce this same torque during starting but at a fraction of the stating current.
Additionally, with a VFD, this maximum torque can be decreased and limited by increasing the ramp up time. The torque developed by the induction motor follows the equation:
T= k1. Øm.I2 (1)
Ignoring the voltage drop caused by the stator impedance, the magnetising flux is:
Øm = k2 . (2)V1
ƒ1
Where: T: torque available on the shaft (Nm)Øm: magnetising flux (Wb)I2: motor current (A) ß depends on the loadV1: stator voltage (V)k1 ;k2: constants ß depend on material and machine design
As the flux is proportional to the V/f ratio (taken from the second equation), and in a VFD this V/f ratio is kept constant, flux will be kept constant also. For this reason, current will be directly proportional to load torque (taken from the first equation), even during starting.
A VFD is able to deliver a precise maximum level of torque (torque limit) to the load over a precise period of time (ramp up time). An added feature, called ‘ramp hold’ makes it possible for the VFD to extend this ramp up time automatically, while maintaining the prescribed torque limit. This is useful in cases where the load is not getting away (started) with the initially prescribed torque limit and ramp up time. This can occur in situations where there is an unusually high belt load, or the belt load is wet after heavy rainfall, hence it is struggling to accelerate to speed with the existing torque limit and ramp up time settings. Refer to Figure 1:
DrivEs, MOTOrs + swiTCHGEAr
Conveyor belt application is a good example of where the use of
VFDs is gaining favour.
Variable Frequency Drives for conveyor startingBy K Moss, Zest WEG Group
take
not
e
• Theadvantagesofusingvariablefrequencydrives(VFDs)are expanding their use as the starter of choice.
• Theconveyorbeltstartingsystemrequiredforagivenconveyor application needs to be defined by the con-veyor designer – taking many variables into considera-tion.
• VFDsofferacompletesystemprotectionmeansagainstoverload, over-voltage, under-voltage, short circuit and have the ability to ride through voltage dips.
Electricity+Control May ‘1426

DrivEs, MOTOrs + swiTCHGEAr
Figure 1: Showing the ramp hold function which is useful for achieving an optimum acceleration and deceleration time for various loading conditions. Acceleration is automatically adjusted according to the torque limit required.
As the VFD has the ability to control the torque and current, the ramp-up time and torque limit for any given application is not only completely and easily adjustable, but also accurate. The ease of di-rectly being able to adjust these quantities is especially useful during commissioning for fine-tuning of ramp-up times and torque delivery.
Other soft starter devices can limit the torque but they do this in a less controlled manner. A fluid coupling works on the principle of creating a mechanical slip between the motor and the driven load. The motor still provides its normal high starting torque and high starting current. Instead of applying the torque directly to the load though, it is applied to the input impeller of the coupling device, and through fluid in the coupling shell. This torque is transferred in a gradual manner to an output impeller, which delivers the torque to the load. The excess torque is lost as slip energy within the coupling. The amount of torque required is determined by the level of fluid. In a fixed fill coupling this volume must be precisely pre-set to deliver the required torque during start-up, as well as providing an accept-ably long start-up period. This cannot easily be changed or adjusted.
An electronic thyristor based soft starter, is another device which is able to limit the starting torque delivered to the load. It does this by reducing the voltage to the motor during starting. It is based on the relationship between voltage and torque; torque decreases to the square of the decrease in voltage. It is only possible to control the voltage to the motor, which indirectly influences the ramp up time. The ramp up time is unable to be directly controlled as with the VFD. This voltage controlled soft starter represents a very good option where initial cost is a prescribing priority.
Ramp-up curve
Besides the ramp up time which can be directly and accurately controlled by the VFD, another substantial benefit is the shape of the ramp up curve which, in the case of a VFD can be controlled and even customised. For example, the curve can be linear, s-curve, or even a combination. This can be put into effect and adjusted by a simple parameter change.
Figure 2: Showing an example of defined acceleration and deceleration curve. In this example, the acceleration follows a linear ramp to a preset speed, followed by an s-curve ramp up to full speed. The deceleration fol-lows a linear ramp to zero.
VFDs offer a complete system protection against overload, over-voltage, under-voltage, short circuit…
and have the ability to ride through voltage dips.
27May ‘14 Electricity+Control
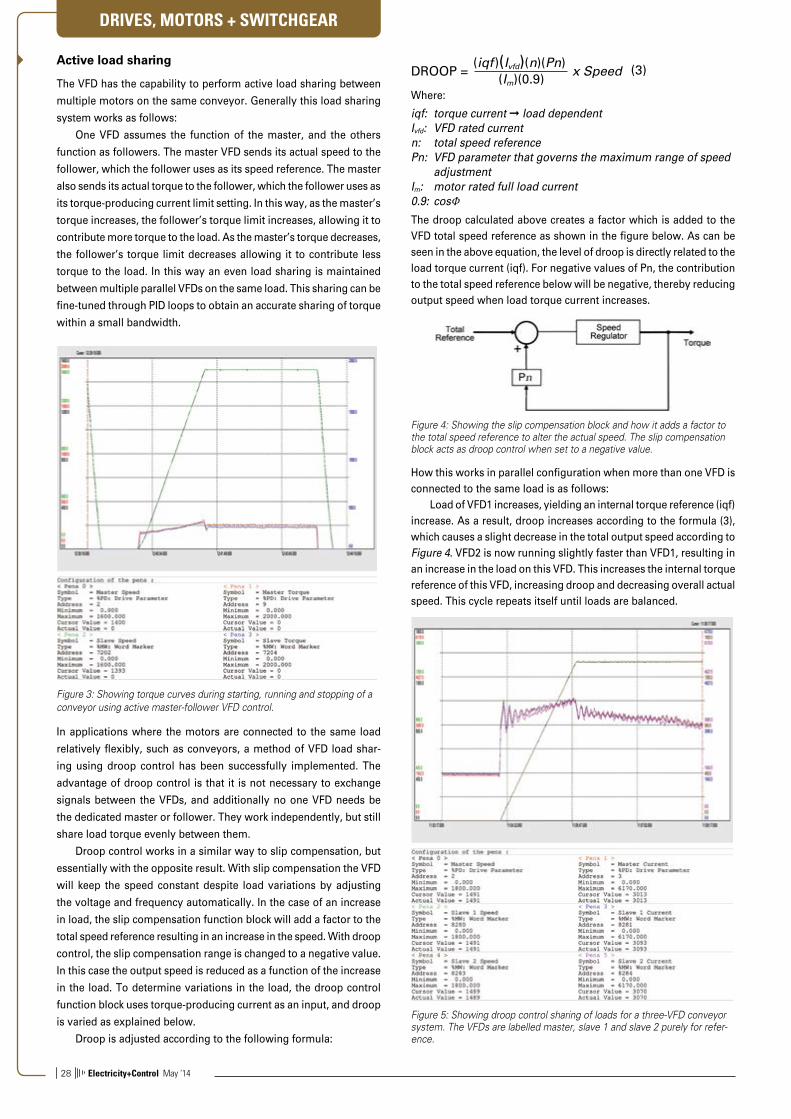
DrivEs, MOTOrs + swiTCHGEAr
Active load sharing
The VFD has the capability to perform active load sharing between
multiple motors on the same conveyor. Generally this load sharing
system works as follows:
One VFD assumes the function of the master, and the others
function as followers. The master VFD sends its actual speed to the
follower, which the follower uses as its speed reference. The master
also sends its actual torque to the follower, which the follower uses as
its torque-producing current limit setting. In this way, as the master’s
torque increases, the follower’s torque limit increases, allowing it to
contribute more torque to the load. As the master’s torque decreases,
the follower’s torque limit decreases allowing it to contribute less
torque to the load. In this way an even load sharing is maintained
between multiple parallel VFDs on the same load. This sharing can be
fine-tuned through PID loops to obtain an accurate sharing of torque
within a small bandwidth.
Figure 3: Showing torque curves during starting, running and stopping of a conveyor using active master-follower VFD control.
In applications where the motors are connected to the same load
relatively flexibly, such as conveyors, a method of VFD load shar-
ing using droop control has been successfully implemented. The
advantage of droop control is that it is not necessary to exchange
signals between the VFDs, and additionally no one VFD needs be
the dedicated master or follower. They work independently, but still
share load torque evenly between them.
Droop control works in a similar way to slip compensation, but
essentially with the opposite result. With slip compensation the VFD
will keep the speed constant despite load variations by adjusting
the voltage and frequency automatically. In the case of an increase
in load, the slip compensation function block will add a factor to the
total speed reference resulting in an increase in the speed. With droop
control, the slip compensation range is changed to a negative value.
In this case the output speed is reduced as a function of the increase
in the load. To determine variations in the load, the droop control
function block uses torque-producing current as an input, and droop
is varied as explained below.
Droop is adjusted according to the following formula:
Where:
The droop calculated above creates a factor which is added to the VFD total speed reference as shown in the figure below. As can be seen in the above equation, the level of droop is directly related to the load torque current (iqf). For negative values of Pn, the contribution to the total speed reference below will be negative, thereby reducing output speed when load torque current increases.
Figure 4: Showing the slip compensation block and how it adds a factor to the total speed reference to alter the actual speed. The slip compensation block acts as droop control when set to a negative value.
How this works in parallel configuration when more than one VFD is connected to the same load is as follows:
Load of VFD1 increases, yielding an internal torque reference (iqf) increase. As a result, droop increases according to the formula (3), which causes a slight decrease in the total output speed according to Figure 4. VFD2 is now running slightly faster than VFD1, resulting in an increase in the load on this VFD. This increases the internal torque reference of this VFD, increasing droop and decreasing overall actual speed. This cycle repeats itself until loads are balanced.
Figure 5: Showing droop control sharing of loads for a three-VFD conveyor system. The VFDs are labelled master, slave 1 and slave 2 purely for refer-ence.
DROOP = x Speed (3)(iqf )(Ivfd)(n)(Pn)(Im)(0.9)
iqf: torque current ß load dependentIvfd: VFD rated currentn: total speed referencePn: VFD parameter that governs the maximum range of speed adjustmentIm: motor rated full load current0.9: cos
Electricity+Control May ‘1428
29May ‘14 Electricity+Control
DrivEs, MOTOrs + swiTCHGEAr
Figure 6: Showing the decrease in actual speed versus speed reference in relation to an increase in load.
Speed variation
While it is true that speed variation may not be always be necessary for many conveyor ap-plications, the starting advantages, protection advantages and control advantages of VFDs alone are enough to warrant their selection for conveyor applications.
In those applications that do warrant speed variation, VFDs represent the most efficient and effective way to achieve this. Energy saving during low process demand periods is entirely possible as demand power decreases linearly with respect to speed. This speed control is also useful in that it can be used to maintain constant conveyor speed by automatic adjustment of the torque response to load changes. Alternatively it can be used to maintain constant conveyor torque by automatic adjustment of the speed re-sponse to load changes. Speed change can also be implemented from a process perspective, to decrease speed during low demand periods. An example of such a scenario is shown in Figure 7.
Figure 7: Showing speed change in relation to process demand change on an overland conveyor system, and the corresponding change in power. The above trend is taken from a single belt with master-follower application of three 600 kW motors on VFDs.
Conclusion
In addition to the mechanical and electrical benefits of VFDs already mentioned, it must also be remembered that VFD offers a complete system protection means against overload, over-voltage, under-voltage, short circuit and with the ability to ride through voltage dips. It is also possible to start multiple motors using the same VFD and synchronised line bypass.
Kirk Moss has more than 12 years’ experience in the supply of motor and VSD solutions to industry. He has been with Zest WEG Group since 1996 and is in the group’s Drives and Automation Project Division.
Enquiries: Tel. 011 723 6000 or email [email protected].
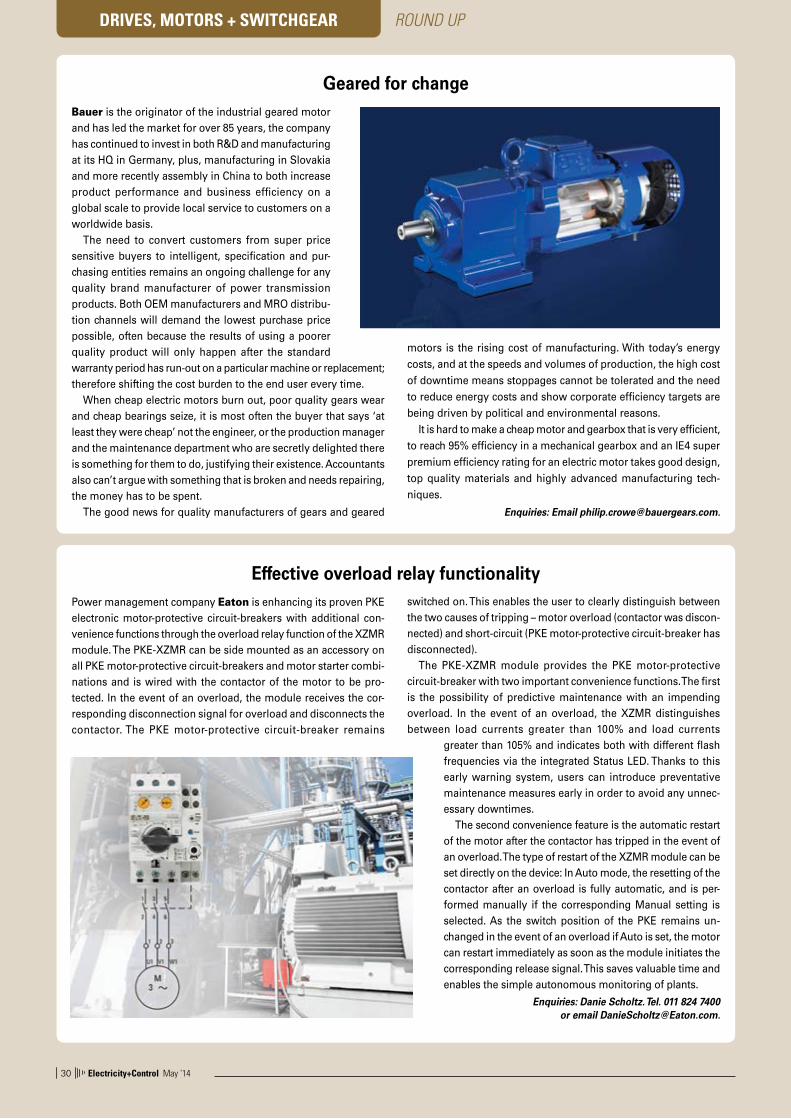
DrivEs, MOTOrs + swiTCHGEAr round up
Bauer is the originator of the industrial geared motor and has led the market for over 85 years, the company has continued to invest in both R&D and manufacturing at its HQ in Germany, plus, manufacturing in Slovakia and more recently assembly in China to both increase product performance and business efficiency on a global scale to provide local service to customers on a worldwide basis.
The need to convert customers from super price sensitive buyers to intelligent, specification and pur-chasing entities remains an ongoing challenge for any quality brand manufacturer of power transmission products. Both OEM manufacturers and MRO distribu-tion channels will demand the lowest purchase price possible, often because the results of using a poorer quality product will only happen after the standard warranty period has run-out on a particular machine or replacement; therefore shifting the cost burden to the end user every time.
When cheap electric motors burn out, poor quality gears wear and cheap bearings seize, it is most often the buyer that says ‘at least they were cheap’ not the engineer, or the production mana ger and the maintenance department who are secretly delighted there is something for them to do, justifying their existence. Accountants also can’t argue with something that is broken and needs repairing, the money has to be spent.
The good news for quality manufacturers of gears and geared
motors is the rising cost of manufacturing. With today’s energy costs, and at the speeds and volumes of production, the high cost of downtime means stoppages cannot be tolerated and the need to reduce energy costs and show corporate efficiency targets are being driven by political and environmental reasons.
It is hard to make a cheap motor and gearbox that is very efficient, toreach95%efficiencyinamechanicalgearboxandanIE4superpremium efficiency rating for an electric motor takes good design, top quality materials and highly advanced manufacturing tech-niques.
Enquiries: Email [email protected].
Geared for change
Power management company Eaton is enhancing its proven PKE electronic motor-protective circuit-breakers with additional con-venience functions through the overload relay function of the XZMR module. The PKE-XZMR can be side mounted as an accessory on all PKE motor-protective circuit-breakers and motor starter combi-nations and is wired with the contactor of the motor to be pro-tected. In the event of an overload, the module receives the cor-responding disconnection signal for overload and disconnects the contactor. The PKE motor-protective circuit-breaker remains
switched on. This enables the user to clearly distinguish between the two causes of tripping – motor overload (contactor was discon-nected) and short-circuit (PKE motor-protective circuit-breaker has disconnected).
The PKE-XZMR module provides the PKE motor-protective circuit-breaker with two important convenience functions. The first is the possibility of predictive maintenance with an impending overload. In the event of an overload, the XZMR distinguishes between load currents greater than 100% and load currents
greaterthan105%andindicatesbothwithdifferentflashfrequencies via the integrated Status LED. Thanks to this early warning system, users can introduce preventative maintenance measures early in order to avoid any unnec-essary downtimes.
The second convenience feature is the automatic restart of the motor after the contactor has tripped in the event of an overload. The type of restart of the XZMR module can be set directly on the device: In Auto mode, the resetting of the contactor after an overload is fully automatic, and is per-formed manually if the corresponding Manual setting is selected. As the switch position of the PKE remains un-changed in the event of an overload if Auto is set, the motor can restart immediately as soon as the module initiates the corresponding release signal. This saves valuable time and enables the simple autonomous monitoring of plants.
Enquiries: Danie Scholtz. Tel. 011 824 7400 or email [email protected].
Effective overload relay functionality
Electricity+Control May ‘1430

DrivEs, MOTOrs + swiTCHGEArround up
After 56 years of extensive experience in the local and global market, Actom Group company Marthinusen & Coutts, has earned its stripes as Africa’s largest medium voltage machine repairer. With four production workshops covering 32 000 m2 in southern Africa, the company is conveniently located to provide its custom-ers with a fast turnaround on all machine repairs and upgrades.
To ensure complete customer satisfaction, Marthinusen & Coutts has made substantial investments in equipment and services at its facilities in Cleveland, Benoni, Rustenburg and Kitwe, Zambia. The machine shops house shaft and bearing presses, horizontal and vertical boring mills, CNC lathes and machine centres, as well as micro welding equipment.
Marthinusen & Coutts is also solely licenced to apply InsulCore to cost effectively solve selected core problems. The InsulCore chemical treatment repairs electrical lamination steel by simultane-ously etching inter-laminar shorts and forming a durable core plate, without having to dismantle the core. The company’s state-of-the-art 32-ton Schenk balancing machine is complemented by the company’s seven test facilities for full mechanical test loading of HV, LV and dc motors.
In addition to its well-equipped facilities, Marthinusen & Coutts regularly deploys its experienced team to sites across the continent. The comprehensive on-site capabilities have been used by a num-ber of large blue chip mining and industrial companies to provide high level repairs, where logistics or urgent time frames discourage transportation of machines to and from the central workshops.
Capabilities include coil design and manufacturing from VPI class F and H, through dc and traction pole coils to equaliser coils.
Ac and dc fans are repaired or refurbished, tested and balanced to ensure conformance with stringent test parameters. Redesigning of existing motors extends their lifespan, and improves their effi-ciency and reliability.
In addition to repairs and load testing of vibrator motors on a specialised test bed, Marthinusen & Coutts also undertakes repair and refurbishment work on specialised motors. In addition, the company manufactures and repairs specialised 75 A and 75 D loco motors and 8 E traction motors.
In the power generation market, the company undertakes both electrical and mechanical repairs, overhauls and complete refur-bishments.
Enquiries: Richard Botton. Tel. 011 607 1700 or email [email protected].
Highly skilled in largest medium voltage machine repair
31May ‘14 Electricity+Control

DrivEs, MOTOrs + swiTCHGEAr round up
NewElec’s electronic motor protec-tion relays can be used to access in-formation relating to the operation of electric motors. The KE and NewCode models are able to store up to 2 000 time stamped events and 60 fault conditions with all pertinent data in
separate files for easy user inspection. The relays also provide information on apparent power versus real power consumption of the motor. This in-formation is stored in a rotating buffer. In addition, the new generation relays are extremely user-friendly and provide new protection features usually not found in competing products.
The relay’s advanced features include patented vectorial stall detection that allows faster tripping of the motor on start stall. The dry run protection allows for priming time and time to trip with optional timed automatic re-set and re-start providing easy control of sump pump operation.
To ensure improved safety, reliability, equipment protection and space saving, the relays offer selectable instantaneous or IDMT earth leakage tripping curves with user-selectable sensitivities with harmonic filtering. The relays’ settings and information are accessible by means of an infrared device therefore there is no need to open the MCC doors.
Enquiries: Luc Dutrieux. Tel. 012 327 1729 or email [email protected].
Fault finding and es-tablishing what went wrong when a MCC has suffered some sort of flash, resulting in the replacement of hardware, contactors and circuit breakers, and when time is an issue and everyone wants to know how long it will take to bring the plant back on line, NewElec has the answer.
It is useful to know that when using the NewElec NewCode motor protection and control relays fitted with the settings memory module, downtime can be reduced substantially. The reason is that all relay set-tings, including the communications address is auto-matically backed up in this module. All that is required is to plug the memory settings module into the new relay, hit the reset button three times in quick succes-sion and the plant is up and running again.
Enquiries: Luc Dutrieux. Tel. 012 327 1729 or email [email protected].
Motor management and protection Reconfiguring motor protection relays
Electricity+Control May ‘1432

DrivEs, MOTOrs + swiTCHGEArround up
Diagnosis using a tablet bearing vibrations and temperatures can now be measured in running operation. Critical parameters can be monitored online, and trend analyses allow foreseeable problems to be remedied before they have a chance to develop. Siemens has equipped its Condition Monitoring System Siplus CMS2000 with a range of new functions. With new HTML pages for mobile applications, the system now allows users to keep an eye on me-chanical components remotely by displaying the results of vibration monitoring on any mobile device Siplus CMS2000 has also been integrated into a Motor Condition Monitoring Box for online monitoring of large-scale drives. With the aid of new HTML pages for mobile application, analysis results can now be displayed on any kind of mobile device such as tablets or smartphones using plain text messaging. Visualisation and parameterisation take place
simply using a web browser without the need for addi-tional software, allowing trouble- free access either locally or in remote operation.Integration of the
Condition Monitor-ing System Siplus CMS2000 into a Mo-tor Condition Box now allows moni-toring of large-scale Siemens drives. M o t o r S y s t e m Siplus CMS2000 with a range of new functions. With new HTML pages for mobile applications, the system now allows users to keep an eye on mechanical components remotely by displaying the results of vibration monitoring on any mobile device. Siplus CMS2000 has also been integrated into a Motor Condition Monitor-ing Box for online monitoring of large-scale drives. With the aid of new HTML pages for mobile application, analysis results can now be displayed on any kind of mobile device such as tablets or smart-phones using plain text messaging. Visualisation and parameteri-sation take place simply using a web browser without the need for additional software, allowing trouble-free access either locally or in remote operation.
Enquiries: Keshin Govender. Email [email protected].
Rapid on-site diagnostics
33May ‘14 Electricity+Control

Cellulose paper, pressboard, and dielectric fluid typically com-prise a transformer’s insulation system. A common failure mode of an electrical transformer is caused by the degradation
of the solid insulating system (cellulose paper). Subsequently, the (temperature) operating limits of a transformer are constrained by the thermal capabilities of the insulating materials within each design. However, that changed with the validation of enhanced insulation system life and high temperature capability enabled by natural ester dielectric fluids.
Protecting the transformer insulation system
One of most significant factors contributing to the insulation system ageing rate is moisture. In the insulation system, the relative water saturation level of each component will move towards equilibrium. Typically, in new transformers, this means water should leave the solid insulation and be absorbed by the fluid. One of the by-products of paper ageing due to thermal breakdown is the emission of H2O (water) molecules, which makes the system ‘wetter’. Thermal break-down (and ageing) subsequently accelerates more rapidly in a wet system, and the cycle continues; this autocatalytic reaction creates an exponential ageing rate.
Heat
CelluloseStrand
Thermal Breakdown
WaterMolecule
(H2O)
Heat
Mineral oil is very limited by its chemical structure to absorb this moisture. At 20ºC, mineral oil is fully saturated with 65 parts per
million (ppm) of water in solution. This limitation forces most of the water to stay in the cellulose. This trapped water destroys the cel-lulose bonds, thus weakening the insulation system.
Hydrolysis
WaterMolecules
(H2O)
Heat Heat
Paper
FR3
FR3 FR3 FR3 FR3
FR3FR3 FR3
FR3 FR3
FR3
Solid insulation is much ‘drier’
Thermal ageing cannot be avoided or stopped, but it can be slowed. Natural esters, like Envirotemp FR3 dielectric fluid, perform very dif-ferently in the same scenario. First, the chemistry of FR3 fluid enables it to absorb a much greater level of water before reaching saturation (approximately 1 000 ppm of water), therefore the solid insulation is much ‘drier’ than a comparative mineral oil system. Second, operating transformers reach temperatures that enable hydrolysis to occur: H2O molecules are ‘consumed’ by FR3 fluid, yielding long-chain fatty acids. The result is a reduction in the water content of the fluid, maintaining its relative dryness.
Those long chain fatty acids then react (bond) with vulnerable sites on the cellulose in a process is called ‘transesterification’ (tak-ing up space where water would normally reside and cause damage to the cellulose).
The comparative results of ageing studies are striking. As a min-eral oil system ages and generates more water, it causes the system to age more quickly in a degenerative process. An FR3 fluid system is relatively ‘drier’ as the water it generates is consumed; the result is a
Optimising transformer designs with natural estersBy DS Roesser, Cargill’s Industrial Specialities
Transformers utilising the standardised high temperature capability can increase reliability and loading capability by up to 20% while reducing
the amount of materials and fluid required to create smaller, more effective transformer designs.
sTANDby + bACk-up
Electricity+Control May ‘1434

FR3™ Natural Ester Fluid vs. Mineral OilSealed Tube Test – ML 152-2000
FR3 Fluid Mineral OilUpgraded Paper 500hr @ 170°
FR3 Fluid Mineral OilUpgraded Paper 1000hr @ 170°
FR3 Fluid Mineral OilUpgraded Paper 2000hr @ 170°
FR3 Fluid Mineral OilUpgraded Paper 4000hr @ 170°
sTANDby + bACk-up
much slower ageing process when operated at the same temperature as systems containing mineral oil. Evaluated using industry standard accelerated ageing test methods, an FR3 fluid system operating at conventional temperature limits lasts five to eight times longer than the equivalent mineral oil system.
TransesterificationWater
Molecules(H2O)Ester
Linkages
Barrier
FR3 FR3 FR3 FR3 FR3
Heat HeatTransesterified cellulose molecules
PaperCM CMCM CMCM CMCM CMCM CMCM
CM CMCM CMCM CMCM CMCM CMCM
Paper
High temperature insulation systems
By setting maximum hot spot temperatures, the transformer industry seeks to standardise the ageing rate of transformers. Traditionally, transformer hot spot temperatures were difficult and expensive to measure. As a result, the industry adopted as its typical reference
point the AWR (average winding rise) of the transformer as a tem-perature limit.
Today conventional transformers are limited to 55ºC and 65ºC AWR for mineral oil designs using standard and thermally upgraded Kraft (cellulose) paper, respectively. Establishing similar life expec-tancy, using FR3 fluid in a high-temperature insulating system enables the operation of transformers at 65ºC and 85ºC AWR, respectively, yielding a hot spot temperature 15ºC and 20ºC warmer, respectively, than the equivalent mineral oil system. This capability is referenced in international standards and specifications [1].
The high temperature capability utilised within a transformer can achieve one of three very desirable outcomes:• Theinsulationsystemagesataveryslowrate,minimisingthe
potential that it will be the failure mode of the transformer, achiev-ing improved system reliability
• The transformer designed to operate at the conventional temperature limits can be ‘run 20ºC warmer’ – enabling increased loading capability – beyond nameplate value – without accelerat-ing unit ageing
• enabledbythelateststandards,anewtransformercanbede-signed to run 20ºC warmer – meaning it requires ‘20ºC less cool-ing’, typically achieved by utilising less materials in a transformer of smaller dimensions.Depending upon the type and design, an optimised transformer
designed with a high-temperature insulation system may include one or all of the following modifications – as compared to its mineral oil counterpart: smaller (steel) tank, less insulating paper, less dielectric fluid, less copper, and less or no external cooling (radiators). The specific details and options for less copper, and less heating dissipa-tion elements (radiators or heat exchangers) for each transformer are dependent upon the application requirements, the manufacturer, and standard transformer design criteria.
Conclusion
Compared to mineral oil, FR3 fluid enables transformers to last longer, better manage temperature during peak energy demand periods, and can be built in a more compact design. With the improved fire safety (twice the flash and fire point as mineral oil) and inherent environ-mental benefits (ultimately biodegradable, carbon neutral, non-toxic
and non-hazardous in soil and water) of FR3 fluid, designing with high temperature insulation systems provides smaller, safer, cost-competitive units with the ability to improve the reliability of the electrical grid.
Reference
[1] IEC/TS 60076-14 and IEEE C57.154. Standard for the design, testing and application of liquid-immersed distribution, power and regulating transformers using high-temperature insulation systems and operating at elevated temperature.
Acknowledgement
Dr Dave Roesser heads up a technical team comprising Kevin Rapp (senior chemist), John Luksich (principal engineer), C Patrick McShane, PE (global technology consultant), Alan Sbravati (dielectric fluids specialist), Charles M Tanger (principal chemist).
Dr Dave Roesser holds a BS in Chemistry from the College of William and Mary in Virginia and a dual Ph.D. in Polymer Chemistry and Plastics Engineering from the University of Massachusetts. He has over 20 years experience in R&D, new business and product development, marketing, sales and business management. He is currently Global general manager Dielectric Fluids for Cargill’s Industrial Specialties business unit.Enquiries: Louis Blom. Wilec. Email [email protected]
35May ‘14 Electricity+Control

Electricity+Control May ‘1436
sTANDby + bACk-up round up
To address the impact of Partial State of Charge (PSOC) on cycling batteries in renewable energy (RE), inverter back-up and telecom applications, Trojan Battery Co has introduced the addition of Smart Carbon as a standard feature to its Industrial and Premium flooded battery lines.
Smart Carbon is a proprietary Trojan formula which provides improved performance when the batteries operate in PSOC, en-hancing overall battery life in off-grid and unstable grid ap-plications where the batteries are under charged on a regular basis. Along with increased life in a partial state of charge, Tro-jan’s Smart Carbon proprietary formula also provides improved charge acceptance and faster recharge in PSOC applications.
As manufacturer of deep-cycle batteries, Trojan understands that batteries used in harsh RE, telecom and inverter backup systems are regularly cycled at PSOC due to the intermit-tency of solar generation, an unstable grid or to minimize operating costs of a hybrid Charge-Discharge-Cycle (CDC) system. Operating at PSOC can quickly diminish the overall life of a lead acid battery, which results in frequent and costly battery replacements. With batteries now being one of the most expensive components of these systems, it is critical to maximize the life of the battery bank in order to reduce total cost of ownership. To ad-dress the issue of PSOC, Trojan’s engineering team developed the Smart Carbon advanced lead acid formula to enhance life and performance of Trojan batteries operating in PSOC.
“Trojan Battery is the first manufacturer to introduce a carbon additive as a standard feature in its deep-cycle flooded batteries used in RE, inverter backup and telecom ap-plications. Trojan’s engineering team has spent more than five years in research and de-velopment experimenting with many types of carbon to ensure the right formula to successfully address PSOC,” said Bryan Godber, senior vice president of global market development at Trojan Battery. “While most carbon additive research has focused on VRLA batteries for start-stop automotive applications, Trojan’s focus has been on the addition of carbon to deep-cycle flooded batteries for stationary applications in off-grid and unsta-ble grid locations. Trojan is committed to these market segments and will continue to be an innovative leader in the energy storage space.”
Trojan chose to add Smart Carbon first to its deep-cycle flooded batteries because flooded technology is the most widely used in off-grid and unstable grid applications globally due to its cycling performance, ability to withstand harsh conditions, widespread availability and economical price point.
PSOC is a reality for most off-grid and unstable grid RE systems since solar panels used in these applications are frequently undersized, resulting in the consistent undercharging of the battery bank. The same is true due to intermittent weather conditions or placement of solar panels in shady areas, which affect the solar panels’ ability to collect and store enough energy to fully recharge batteries.
PSOC also is common in inverter backup systems where batteries are used when the grid goes down. Because the grid in many regions of the world goes down several times a day, or is only available a few hours a day, deep-cycle batteries are under charged on a regular basis, resulting in diminished life of the battery.
Telecom applications which operate off-grid, rely on an unstable grid, or depend on a hybrid RE/battery CDC system for power face the same PSOC issues as does solar. The same is true for hybrid telecom applications that are powered by diesel generators, which serve as the main charging source for the battery bank. In many diesel generator instal-lations, the system is often set up to leave the batteries in a partial state of charge in order to minimize fuel costs, once again resulting in batteries operating in PSOC conditions and shortening the life of the battery bank.
Enquiries: Kari Garcia. Email [email protected].
Deep-cycle batteries featuring Smart Carbon

sTANDby + bACk-upround up
Uninterrupted power supply is an essential resource in the health industry, and the South African division of Cummins - a global leader in the manufacture, sales and servicing of diesel engines and related technology - has supplied St Anne’s Hospital in Kwa-Zulu Natal with aC1400 D5 generator to ensure that the lights stay on.
The health industry is an important business segment for Cum-mins, as back-up power is essential for hospitals to carry out their lifesaving services. In March 2013, Cummins South Africa com-pleted the installation of a new generator set at Netcare St Anne’s Hospital in Pietermaritzburg, following the successful installation of a generator set at Netcare Linksfield Hospital in Johannesburg in late 2012.
St Anne’s Hospital realised the need for an open generator set as a result of the regular power outages that were being experi-enced, and Cummins South Africa power generation representative Herman Jansen notes that the hospital approached the company with regards to supplying the generators.
“Cummins SA supplied St Anne’s with a C1400 D5 generator with a prime rating of 1 250 kVA, along with a customised change-over panel to accommodate the existing infrastructure, as well as diesel pipelines and two 6 000 l diesel bulk fuel tanks. The new generator set provides back-up for the entire hospital, while the two pre-existing sets provide back-up to the critical areas of the hospital in the event that the new generator fails,” he explains.
Following the order of the generator set in late 2012, Jansen reveals that the Cummins Power Generation team in Johannesburg built the unit in a customised oversized container. “The installation and the container build took place simultaneously, and the con-tainer was delivered in November 2012, while testing and commis-sioning of the generator was conducted a month later.”
Jansen notes that expert electrical, electronic and mechanical engineering firm BFBA Consultants assisted Cummins in the instal-lation of the LV cables and control cables, as well as digging the cable trenches and building a concrete plinth. “In addition to remov-
ing the existing infrastructure to make way for the new generator, BFBA Consultants also assisted Cum-mins SA in lifting the pre-existing paving, and restoring the infrastructure to its original condition.”
Jansen explains that in order to begin the installation of the new generator, BFBA Consultants opened the pre-existing trenches, mindful not to disrupt the existing services, in order to prepare for the cable installation. “The cables were installed during the rainy season and the first layer was backfilled with soft sand to avoid damaging the cables. On completion of the changeover panel, the cables from the generator, which were inert at this stage, were connected. Upon arrival of the generator, the cables were con-nected and installed to the bulk tanks and fuel lines.”
A shutdown of the standard power supply had to be arranged in order to make the changes needed to route the power supply through the new changeover panel, adds Jansen. “Emergency personnel were on standby while the changes took place, in order to ensure that no critical services were hindered or interfered with in any way. During this time, the two pre-existing generators were used to supply power to emergency equipment.”
Looking to the future, Jansen is confident of the future outlook for Cummins PowerGeneration, especially as the electricity crisis in South Africa continues. “Essential services such as hospitals need to operate during power failures. The operating theatres need to be available 24/7 in order to accommodate emergency opera-tions. There are also patients who are connected to live saving devices that need electricity in order to function,” he concludes.
Enquiries: Herman Jansen. Tel. 011 321 8854 or email [email protected].
Reliable power for KZN hospital
37May ‘14 Electricity+Control
sTANDby + bACk-upround up
Power management company Eaton has extended its popular 93E range of high-efficiency uninter-ruptible power supplies (UPSs) with new 300 and 400 kVA models. The new models are particularly well suited for use in data centres where a reliable and reasonably priced power protection solution is required, as well as in building services and light industrial applications. Now available in Europe, the Middle East and Africa (EMEA), the new 300 and 400 kVA models complement the existing products in the Eaton 93E range, which offer easy to install and maintain double conversion systems for effective protection against the widest possible array of power problems.
“With industrial and building services applica-tions, there is often a need for dependable and af-fordable power protection solutions with high power ratings,” said Jorge Aguinaga, manager, three phase UPS product management, Eaton Power Quality EMEA. “Our new 93E UPS products satisfy this need and also provide users with access to the benefits of the latest advances in UPS technol-ogy, including high operating efficiency, advanced battery management and low harmonic distortion.”
UPSs in the 93E range, including the new 300 and 400kVAmodels,offerefficienciesofupto98,5%when mains power quality is good, placing them firmly among the most efficient products of their type currently available. They also have an industry-leadingpower factor of 0.99with less than 5%total harmonic current distortion (ITHD), which means that the risk of interference with other equip-ment on the same circuit is virtually eliminated. For applications requiring more than 400 kVA of secure power, up to three 93E UPSs can be con-nected in parallel to increase capacity. Alterna-tively, where the highest possible supply security is needed, up to four can be connected to provide redundancy. In either case, Eaton’s patented Hot Sync technology enables efficient and reliable load sharing and allows units to operate in a parallel format without the need for inter-unit communica-tions. This eliminates the single point of failure, which is inherent in traditional parallel configura-tions based on master-slave technology, and thereby maximises availability.
Enquiries: Jaco Du Plooy. Tel. 011 824 7400 or email [email protected].
ACDC Dynamics, the sole distributors of Gave Low Voltage switchgear in South Africa, offers a full range of the world-renowned motorised change-over and manually operated rotary cam switches.
The Y series range has been designed to perform remote changeover operations. The range offers extraordinary performance and superior switching technology providing for extended electrical endur-ance, safety isolation and high make/break capac-ity. Available from 40 Amps to 250 Amps at AC23 at 400 Vac.Switching characteristics:• Loadbreakswitchat90degrees• Silveralloycontacts• Easyaccessibilitytoterminals• ProtectedcableclampswithIP20protection• Bodycellsonself-extinguishingGRPInstallation of the Y series is simple and has a built-in common-load link.
Driving and control characteristics:• Mechanical operationdrivenby an internal
geared electric motor• Electronicallycontrolledmotoroperationwith
magnetic recognition• Highcapacitymicroprocessor• Numberofoperationscompletedareavailable
at a push of a button on the 5 digit displayThe Y series is a safe option which guarantees
positive switching.The Y series range complies with the IEC 60947-3
and IEC 61000 standards.
The complete set of the Y series includes the fol-lowing elements:• One input signal is required formechanical
changeover switch position• Digitalpositiondisplay• Powersupplies12and24Vdcand80to220
Vac• Compactandrearpanelfixing• Endurance->10000onloadelectricalopera-
tions and 50 000 on mechanical operations• Offersbothmanual andautomaticoverride
facility • Onemotordrivesteelshaftensuresmechani-
cally positive switching• AuxiliarycontactforremoteconfirmationACDC stocks a full range of industrial, commercial and domestic generators in diesel, petrol, single phase, three phase, silent and open type. The gen-erators are available from 1 KVA sine-wave digital inverter generating sets through to 80 KVA, 3 phase diesel water-cooled units. We also provide larger Gensets according to customer specifications.
Furthermore, ACDC stocks a full range of ATS and motorised switchgear for auto change-over from utility power to standby Genset.
ACDC’s technical specialists can assist you with the selection of the most appropriate solution for your installations.
Enquiries: Rudy Raath or Jason Snyman. Tel. 010 202 3400 or email [email protected]
or [email protected]..
Extended product range takes power protection up a level
Motorised change-over switches and gensets
39May ‘14 Electricity+Control 39

In March 2014 a large scale solar water heating system was installed and commissioned at Blessed Gérard’s Care Centre in Mandeni, KwaZulu-Natal. The Centre was founded18 years ago by the Brother-hood of Blessed Gérard, which is an Association of the Roman Catholic Church, a South African Public Benefit Organisation and the Relief Organisation of the Order of Malta in South Africa . The Care Centre was initially established to address the dire needs of the terminally ill in Mandeni and its surroundings (see Figure 1). At the centre the
dignity of these people is restored and they find compassion and comfort for their final journey. Over the past years the Care Centre has grown to become the largest in-patient hospice in South Africa . Today it also includes an HIV/AIDS Education Programme, an AIDS treatment (HAART) Programme, a Malnutrition Clinic, a Poor-Sick Fund, a Relief Fund, a Children’s Home, a Pre-Primary School and Crèche, a Bursary Fund and a Disaster Relief Project . The establish-ment covers an area of 3 000 m2 and has a total of about 100 beds.
Compelled by the rising energy costs and the increasing need for reducing the carbon footprint, Blessed Gérard Care Centre requested the Munich based energy research institute ‘Forschungsgesellschaft für Energie wirstschaft mbH’ (FfE) in 2013 to perform an energy audit of the centre. In its findings report the FfE recommended, amongst others, a large scale solar water heating system. After willing donors had agreed to contribute towards this project, several reputable Euro-pean solar thermal energy companies were approached. The contract was finally awarded to Austrian based SONNENKRAFT because of their strong local partnership with Solardura.
A solar thermal system was configured for the Care Centre consist-ing of 61,7 m2 of solar collectors and 6 000 l of back-up tanks (see Figure 2). The SK500-ECO-AL solar collectors from SONNENKRAFT were specifically chosen for Man-deni because of their long lasting durability (Medi-terranean ver-sion for coastal regions), their high efficiency (highly selective vacuum absorber coating) and the flexible mounting possibilities . The 24 collectors are arranged on the North-West fac-ing IBR roof of the initial children’s home tract (see Figure 3). The collectors are predicted to harvest a total of 53, 46 MWh of energy each year from the sun . A stratified charging module (SLM120) transfers this energy from the collectors to the three strati-fied backup tanks (PS2000E). The charging module determines the energy available in the collectors and at the top and bottom of the tanks and optimises the energy transfer accordingly by circulating the hot water either to the top or the bottom of the backup tanks. A non-toxic, bio-degradable glycol-water mixture is used as heat transfer fluid in the collectors to minimise corrosion and optimise the heat transfer.
Hot water required in the bathrooms, kitchen, laundry, staff apartments and guest quarters is prepared by a fresh water module (FWM225) and distributed via three ring main lines, thus ensuring that the water is always hot at the consumer end points. The fresh water module heats water instantly on demand by transferring energy from the backup tanks to the fresh water. The fresh water module is capable of heating 225 l of water per minute, which equates to 500 kW of heating power.
For various technical reasons the basement proved to be less suitable for the solar back-up tanks, modules and controllers. It was therefore decided to install all solar equipment on the roof instead.
Large scale solar water heating for Care Centre in KZNBy Rolf Köstlin, Solardura
A solar thermal system, designed for the Blessed Gérard’s Care Centre in Mandeni, KwaZulu-Natal, has reduced the carbon footprint as well as costs.
ENErGy + ENvirOFiCiENCy
Figure 1: Blessed Gérard Care Centre.
Figure 2: Hydraulic schematic diagram.
Figure 3: Collector field.
Electricity+Control May ‘1440

ENErGy + ENvirOFiCiENCy
This approach required meticulous planning and specialised logistics. A dedicated platform and shelter had to be designed and manufac-tured by EICO Manufacturing to accommodate the solar tanks and to ensure that the total mass of eight tons is evenly distributed along the load bearing walls rather than being exerted on the cantilever concrete roof slab (see Figure 4). All solar equipment and construction mate-rial were lifted to the three-storey high roof with the aid of a special solar hoist ladder (see Figure 5) and had to be carefully manoeuvred
over a number of pyramid shaped skylight windows (see Figure 6). An added benefit of placing the tanks on the roof was the significant re-duction in pipe lengths for the col lectors and fresh water ring main lines, im-plying a further reduction in heat losses.
Conclusion
Designing and planning of the system were done by SONNENKRAFT and Solardura. Mechanical en-gineering was supplied by EICO Manufacturing. Instal-lation and commission-ing were accomplished by Solardura and SEQ. Board-ing and Lodging were
thankfully provided by the Blessed Gérard Care Centre. The system was successfully commissioned on 27 March 2014. The system is predicted to reduce CO2 emissions by as much as 7 580 kg per annum. The system’s performance will be monitored by Solardura and SONNEN-KRAFT remotely via a secure Internet connection. Optimisation of the
system parameters will also be implemented where necessary via this remote connection.
Thank you to all parties and persons who contributed towards making this project an exemplary success. A cordial word of gratitude goes to the generous donors and especially to the Blessed Gérard Care Cen-tre, its management and staff for their support and kindness during all phases of the project. We trust the savings produced
by the new solar water heating system and the special friendships which have developed through the course of the project contribute towards the mission statement of the Blessed Gérard Care Centre.
References
[1] http://bbg.malteser-internet.de/index.php?id=139129&L=1 (2nd April 2014)[2] Blessed Gérard Care Centre Newsletter No. 32 2013 (http://www.bbg.org.za/pr/newsletters/32/nl32.pdf)[3] Blessed Gérard Care Centre Newsletter No. 32 2013 (http://www.bbg.org.za/pr/newsletters/32/nl32.pdf)[4] SONNENKRAFT® Product and Price Catalogue 2014 [5] Solar energy simulation done by SONNENKRAFT® using Polysun® by Vela Solaris AG[6] Solar energy simulation done by SONNENKRAFT® using Polysun® by Vela Solaris AG[7] http://bbg.org.za/org/mission.htm (2nd April 2014)
Figure 4: Platform for back-up tanks.
Figure 5: Ladder hoist.
Figure 8: Completed system.
Figure 6: Protection of skylights.
Figure 7: Aluminium profile-collector mounting
take
not
e• ParticularsolarcollectorswereselectedforMandeni
because of their durability.• Thecollectorsarepredictedtoharvestatotalof53,46
MWh of energy each year from the sun.• ThesystemispredictedtoreduceCO2 emissions by as muchas7580kgperannum.
Rolf Köstlin started his career in electronics with Siemens in1985.Duringhismorethan25yearsatSiemenshewaspredominantly involved with process and factory automa-tion and with process safety systems. His career path at Siemens spanned from occupying the automation hotline, providing field services, commissioning of distributed control systems and managing of installation and com-
missioning sites to project management, systems engineering and product management. In November 2011 Rolf resigned from his position at Siemens as Automation Business Unit Manager to pursue new and exciting business opportunities in the renewable energy sector. Today Rolf is part of the Solar-dura group of companies, which offers industrial, commercial and domestic photovoltaic and solar thermal solutions as well as mechanical solutions.Enquiries: Tel. 010 593 2000 or email [email protected]
41May ‘14 Electricity+Control

ENErGy + ENvirOFiCiENCy
The Renewable Energy Independent Power Provider Programme (REIPPP) kick-started a revolution in the solar photovoltaic (PV) industry in South Africa and many of its mechanisms aimed
at driving rapid expansion, have created the opportunity to grow the market yet further into sub-Saharan Africa.
Ghana, Senegal, Zimbabwe, Namibia and more countries are all on the lips of manufacturers and suppliers in the solar PV industry and the discussion in solar PV circles has changed significantly from pre-2011 when it was about small-scale, rural electrification projects in Africa to become grid-feeding independent power production today.
One of the results of the rapid expansion of the industry due to the REIPPP has been the reliance on widespread employment as suppliers work in conjunction with SA national, regional and local governmental organisations and bodies. Employment in remote locations has been extensively boosted thanks to localisation demands put in place by
government at the outset of the pro-gramme and the continual rise of these localisation efforts.
L a b o u r i n South Africa, as is the case else-w h e r e i n t h e world, features its own idiosyncra-sies. In any unique situation there is
an implicit lack of process or model that necessitates a non-standard approach. One of the reasons behind this is that REIPPP implementa-tion projects occur in diverse and disparate communities all around the country. People in each different region are fundamentally differ-ent from one another. Local politicians, too, have unique requirements based on the needs of their communities.
In working on several of these projects to date we as Schletter South Africa have learned extensively how to engage with these individual and unique communities. We are not a human resources (HR) organisation nor do we claim to be HR experts but we have learned to deal with individuals and groups of people who work on these projects at the remote locations where we implement them. These lessons we have learned do not form the basis of a labour model but are rather guidelines that lead to successful implementa-tions in which everybody wins: local labour, local communities, us, the implementers, the consortiums with which we work, government and the people of South Africa who rely on electricity daily. My top nine lessons are:• Youneedconsiderableemotionalintelligence;• Youmustrecognisetheneedforlocalexpertiseandhavefaith
in this expertise to follow through;
• Whereskillsarelackingitisimperativetogetinvolvedandofferthe necessary guidance to allow for the local capacity to develop and subsequently follow through
• Developaclearandconcisestrategythatnegotiateswithlocalpoliticians and navigates its way alongside ward councillors. It is important that this strategy avoids using any numbers as this usually creates unforeseen problems and considerable expecta-tion
• Activeandconsistentengagementwith localemployees fromthe community is integral
• Identificationofcommunitychampions• Theappointmentofskilledcontractorsthathavehadtheexpe-
rience of dealing with the local community but also have the requisite skill to build a solar PV plant
• Decisivemanagementthatisintouchwithlocaldemands• Rapiddecision-makingwhentheinitialstrategyisderailed.Plans
B, C and D should be established and ready if all else failsMany local companies struggle to effectively engage local labour even though they have long been exposed to the habits of the local market. International companies have a potentially tougher time when they attempt to implement their processes from abroad. It is essential, therefore, that international companies entering the local market to engage around the REIPPP recognise that they will experience a degree of discomfort as they engage local labour. Local partners form an integral component in leading them through the process so that successful implementations continue for all concerned parties.
At the core of the top nine lessons we have learned are the three Ps: Patience, persistence and politeness. International companies operating in South Africa for the REIPPP have to be aware of the labour volatility in South Africa and learn to work with the issues that present themselves in order to facilitate successful projects. Ongoing management through conversation and engagement is a really pow-erful enabler for businesses as they capitalise on the opportunities presented by the effective rollout of the REIPPP.
rEippp has created rapid growth and future potential for SA’s solar PV industryBy N Venter, Schletter South Africa
Nathan Venter opened the South African Schletter office in 2011. Working from a coffee shop and equipped with a BSc degree in Urban Planning with Honours, a Post Gradu-ate Diploma in Management (PDM0 from Wits Business School and two years in the industry, Nathan registered the business locally and began to grow the customer network. Towards the end of 2011, he started familiarising himself
with the Department of Energy’s REIPPPP requirements and in 2012 Schlet-ter South Africa cemented its name as a serious contender and supplier of mounted structures for open area and rooftop systems in the solar PV market. Nathan currently oversees the full South African operation from managing the supply chain and sales team, to the development of business strategies and the role of marketing and communications.Enquiries:[email protected].
Opinion
Electricity+Control May ‘1442
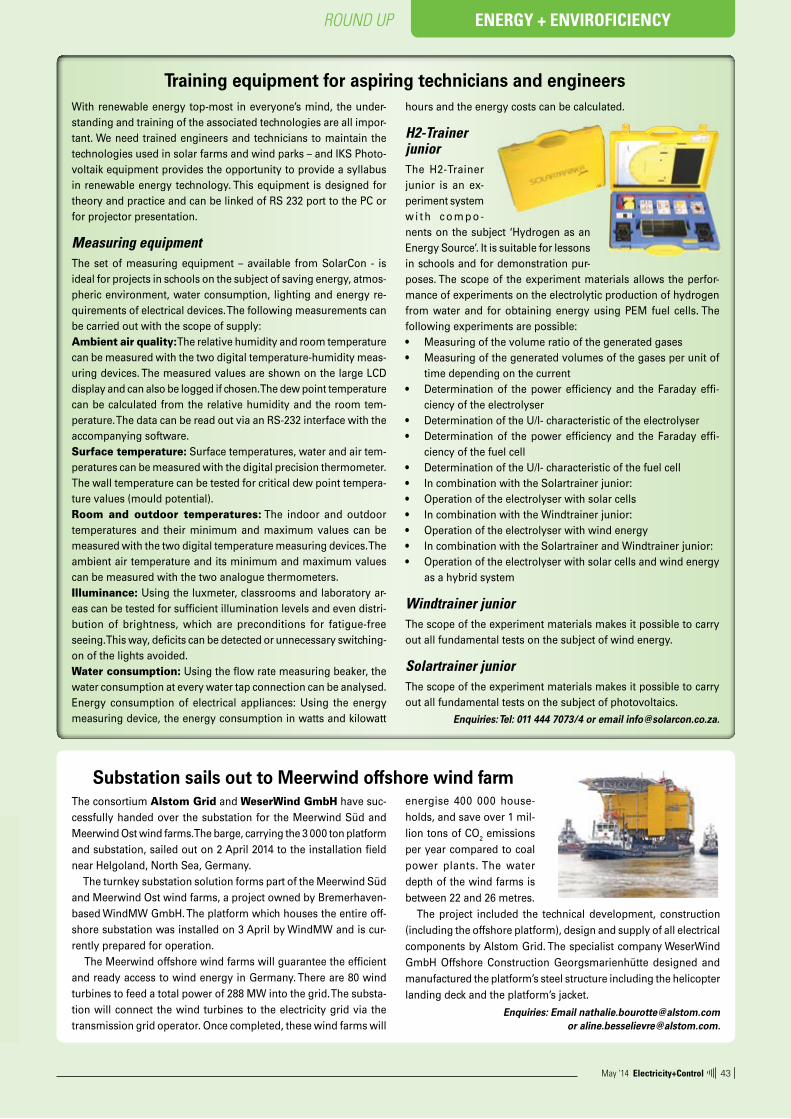
round up ENErGy + ENvirOFiCiENCy
With renewable energy top-most in everyone’s mind, the under-standing and training of the associated technologies are all impor-tant. We need trained engineers and technicians to maintain the technologies used in solar farms and wind parks – and IKS Photo-voltaik equipment provides the opportunity to provide a syllabus in renewable energy technology. This equipment is designed for theory and practice and can be linked of RS 232 port to the PC or for projector presentation.
Measuring equipmentThe set of measuring equipment – available from SolarCon - is ideal for projects in schools on the subject of saving energy, atmos-pheric environment, water consumption, lighting and energy re-quirements of electrical devices. The following measurements can be carried out with the scope of supply:Ambient air quality: The relative humidity and room temperature can be measured with the two digital temperature-humidity meas-uring devices. The measured values are shown on the large LCD display and can also be logged if chosen. The dew point temperature can be calculated from the relative humidity and the room tem-perature. The data can be read out via an RS-232 interface with the accompanying software. Surface temperature: Surface temperatures, water and air tem-peratures can be measured with the digital precision thermometer. The wall temperature can be tested for critical dew point tempera-ture values (mould potential). Room and outdoor temperatures: The indoor and outdoor temperatures and their minimum and maximum values can be measured with the two digital temperature measuring devices. The ambient air temperature and its minimum and maximum values can be measured with the two analogue thermometers. Illuminance: Using the luxmeter, classrooms and laboratory ar-eas can be tested for sufficient illumination levels and even distri-bution of brightness, which are preconditions for fatigue-free seeing. This way, deficits can be detected or unnecessary switching-on of the lights avoided. Water consumption: Using the flow rate measuring beaker, the water consumption at every water tap connection can be analysed. Energy consumption of electrical appliances: Using the energy measuring device, the energy consumption in watts and kilowatt
hours and the energy costs can be calculated.
H2-Trainer juniorThe H2-Trainer junior is an ex-periment system w i t h c o m p o -nents on the subject ‘Hydrogen as an Energy Source’. It is suitable for lessons in schools and for demonstration pur-poses. The scope of the experiment materials allows the perfor-mance of experiments on the electrolytic production of hydrogen from water and for obtaining energy using PEM fuel cells. The following experiments are possible:• Measuringofthevolumeratioofthegeneratedgases• Measuringofthegeneratedvolumesofthegasesperunitof
time depending on the current• Determinationof thepowerefficiencyand theFaradayeffi-
ciency of the electrolyser• DeterminationoftheU/I-characteristicoftheelectrolyser• Determinationof thepowerefficiencyand theFaradayeffi-
ciency of the fuel cell• DeterminationoftheU/I-characteristicofthefuelcell• IncombinationwiththeSolartrainerjunior:• Operationoftheelectrolyserwithsolarcells• IncombinationwiththeWindtrainerjunior:• Operationoftheelectrolyserwithwindenergy• IncombinationwiththeSolartrainerandWindtrainerjunior:• Operationoftheelectrolyserwithsolarcellsandwindenergy
as a hybrid system
Windtrainer juniorThe scope of the experiment materials makes it possible to carry out all fundamental tests on the subject of wind energy.
Solartrainer juniorThe scope of the experiment materials makes it possible to carry out all fundamental tests on the subject of photovoltaics.
Enquiries: Tel: 011 444 7073/4 or email [email protected].
Training equipment for aspiring technicians and engineers
The consortium Alstom Grid and WeserWind GmbH have suc-cessfully handed over the substation for the Meerwind Süd and Meerwind Ost wind farms. The barge, carrying the 3 000 ton platform and substation, sailed out on 2 April 2014 to the installation field near Helgoland, North Sea, Germany.
The turnkey substation solution forms part of the Meerwind Süd and Meerwind Ost wind farms, a project owned by Bremerhaven-based WindMW GmbH. The platform which houses the entire off-shore substation was installed on 3 April by WindMW and is cur-rently prepared for operation.
The Meerwind offshore wind farms will guarantee the efficient and ready access to wind energy in Germany. There are 80 wind turbines to feed a total power of 288 MW into the grid. The substa-tion will connect the wind turbines to the electricity grid via the transmission grid operator. Once completed, these wind farms will
energise 400 000 house-holds, and save over 1 mil-lion tons of CO2 emissions per year compared to coal power plants. The water depth of the wind farms is between 22 and 26 metres.
The project included the technical development, construction (including the offshore platform), design and supply of all electrical components by Alstom Grid. The specialist company WeserWind GmbH Offshore Construction Georgsmarienhütte designed and manufactured the platform’s steel structure including the helicopter landing deck and the platform’s jacket.
Enquiries: Email [email protected] or [email protected].
Substation sails out to Meerwind offshore wind farm
43May ‘14 Electricity+Control
round upENErGy + ENvirOFiCiENCy
As an end-of-year bonus to the energy efficiency industry the long awaited ‘Regulations in terms of Section 12L of the Income Tax Act, 1962, on the allowance for energy efficiency savings’ was promulgated and came into operation on 1 November 2013.
The allowance is for the purpose of determining the taxable income derived by any person from carrying on any trade in respect of any year of assessment ending before 1 January 2020. It stipulates that there must be allowed as a deduction from the income of that person an amount in respect of energy efficiency savings by that person in respect of that year of assessment.
Since the promulgation 12L has raised many questions due to the unknown territory our country is embarking on which is opening up new markets to stimulate energy efficiency. Only through participation and involvement will the market evolve and grow towards solid structures and processes that can support future similar incentives.
One of the most pertinent questions asked is:‘Is renewables to be, or not to be allowed as part of the
12L energy efficiency tax incentive?’The answer should quite logically be: Energy efficiency = de-
mand side; renewable energy = generation side, therefore not part of energy efficiency, but part of alternative ways of generat-ing energy – which by the way should also be used efficiently, like all energy resources.
12L is an incentive for using the energy which is generated from sources that are harmful to the climate more efficiently. However, renewables probably deserve such an incentive in its own right, but it is excluded from Section 12L.
Regulation 6 excludes renewablesRegulation 6 of 12 L depicts that a person may not receive the allowance ‘in respect of energy generated from renewable sources or co-generation, which means energy from waste and combined heat and power, other than energy generated from waste heat recovery’. The renewable sources excluded are listed as biomass, geothermal, hydro, ocean currents, solar, tidal waves or wind. Waste heat recovery is defined as ‘utilising waste heat or underutilised energy generated during an industrial process’. Therefore only energy generated using waste heat recovery will be considered.
One exception to the rule for renewablesBut 12L does make an exception through the inclusion of Captive Power Plants which encourages self-generation on a large scale. Generating energy for your own use is seen as a Captive Power Plant and an allowance can only be claimed should the ‘kWh or the equivalent kWh of energy output of the captive power plant’ inrespectofanassessmentyearis‘morethan35%ofthekWhsor the equivalent kWhs of energy input in respect of that year of assessment’.
The definition in the Regulation stipulates that: ‘A captive
power plant means where generation of energy takes place for
the purposes of the use of that energy solely by the person
generating that energy’. This is interpreted as the self-generated
energy, albeit from whichever source, is not being fed into the
grid, but used within the reticulation system of the respective
project or plant for which the energy efficiency allowance is be-
ing claimed. It is an incentive to up the implementation of self-
generationinexcessof35%oftherequirementsofaprojector
plant.
So in effect renewable energy that is generated for own use
andwhichconstitutesinexcessof35%ofthekWhsofenergy
input in the year of claiming, will be allowed. Clarifying the mat-
ter, Barry Bredenkamp, Senior Manager: Energy Efficiency at
SANEDI said ‘Captive Power Plants is the ONE exception to the
rule where RE technology may be used’.
SANEDI is the body that evaluates energy savings reports and
issues tax certificates to organisations for submission to SARS
to claim section 12i and 12L tax incentives and invites organisa-
tions to pursue the energy efficiency tax incentive. Follow these
steps to make use of the 12L incentive:
• AppointaMeasurement&VerificationProfessional,froma
SANAS accredited M&V Inspection Body, to compile a report
containing a computation of the energy efficiency savings in
respect of that person for that year of assessment. Inspection
bodies are listed on the SANAS website
• RegisterwithSANEDI for energyefficiency taxallowance
claims at www.saneditax.org.za
• SubmittheM&VProfessional’sreporttoSANEDI
• SANEDIwillfurnishyouwiththeapprovalforcontinuanceOn the successful completion of the tax allowance approval process SANEDI will issue a formal energy savings certificate. The certificate is then submitted to the South African Revenue Service (SARS) together with the claim for the tax allowance as part of the customary tax returns.
The systems in place have been used over the last 4 years for
the 12i tax incentive, and already more than 60 projects are
registered for 12L and being processed.
The Energy Training Foundation (EnTF) has been training and
Certifying Measurement and Verification Professionals (CMVPs)
according to EVO and IPMVP under the licence of the Association
of Energy Engineers (AEE) in South Africa for the past 8 years. It
has provided the skills required to develop the local energy ef-
ficiency incentive industry where accurate, transparent and
credible substantiation of energy savings claims can be vali-
dated through international best-practice measurement and
verification.
For more information on the 12L visit www.saneditax.org.za.
Enquiries: Yolanda de Lange. Email [email protected].
renewable energy and the 12l energy efficiency tax incentive
Electricity+Control May ‘1444

round up ENErGy + ENvirOFiCiENCy
MOU in BiodiversityThe Minister of Water and Environmental Affairs, B E E Molewa, and the Mozambican Minister of Tour-ism, Carvalho Muária, signed a Memorandum of Un-derstanding in the field of Biodiversity Conservation and Management at Skukuza in the Kruger National Park on 17 April 2014. Mozambique is regarded as a priority country for South Africa within the SADC re-gion and South Africa recognises the need for engag-ing with Mozambique on wildlife management. This is particularly with respect to addressing the scourge of rhino poaching within the Great Limpopo Transfrontier Park (GLTP), as the escalation of poaching has become a major challenge within the GLTP to rhino populations.
Email: [email protected]
War on waste and leaksThe Deputy Minister of Water and Environmental Affairs, Rejoice Mabudafhasi, recently launched the War on Waste and War on Leaks projects in Butter-worth, in the Mnquma Local Municipality in the East-ern Cape.The War on Waste project was launched to showcase the work of the Department of Environmen-tal Affairs (DEA) in its effort to preserve the environ-ment and create job opportunities. The War on Leaks project, on the other hand, is one of the projects that form part of the Department of Water Affairs’ work to fight water loss. One of the main aims of the visit was for the Deputy Minister to note the progress made by the department in promoting these efforts.
Enquiries: Peter Mbelengwa. Cell 082 611 8197.
Handover of renovated facilities
The Deputy Minister of Water and Environmental Affairs, Rejoice Mabudafhasi recently handed over renovated facilities at the Sandveld Nature Reserve, in the Free State. The handover forms part of environ-mental projects that the Department of Environmental Affairs (DEA) is funding through its Environmental Protection and Infrastructure Programme (EPIP). The projects are implemented using labour intensive methods as per the requirements of Expanded Public Works Programme (EPWP) and their objective is to ensure that whilst addressing DEA’s environmental mandate, job creation, small business development and skills development opportunities are also created.
Enquiries: Email [email protected].
South Africa’s short, medium and long-term vision is to contribute towards an environmen-tally sustainable, climate-change resilient, low-carbon economy and just society as outlined in the Cabinet approved National Strategy for Sustainable Development and Action plan to 2014, Green Economy Accord, New Growth Path to 2020 and National Development Plan vision 2030 demonstrated emergence to adopt smart developmental approach.
The 12 commitment areas identified in the Green Economy Accord include:• Commitment 1: Rollout of Solar Water Heaters - government commits to a target of
ensuring the installation of 1 million solar water heaters at household level by 2014. Busi-ness commits to working with government to develop, establish and then publicise a sustainable funding plan to support the installation of 1 million SWH systems.
• Commitment 2: Investment in The Green Economy - the parties to this accord recognise that new sources of funding and finance will need to be developed and tapped to ensure that green economy investment levels are rapidly improved. Both public and private sector funding will be required.
• Commitment 3: Rollout of Renewable Energy - government commits to the procurement of renewable energy as part of the plan to expand the energy-generation capacity of the country to this end, government will secure commitments for the supply of 3 725 Mw of renewable energy by 2016 as a first step to realising the goals for renewable energy under the Integrated resource plan 2010-2030.
• Commitment 4: Energy Efficiency - energy efficiency supports a number of key govern-ment objectives, including: enhancing business competitiveness; strengthening energy security; creating jobs; reducing the economy’s energy-intensity and transitioning to a lower carbon economy; and improving environmental quality.
• Commitment 5: Waste Recycling, Re-Use and Recovery - a range of industries are en-gaged in a variety of activities to recycle, re-use or recover waste. These activities can be broadly divided into those dealing with post-consumer waste and those dealing with waste generated during the production process.
• Commitment 6: Biofuels - the production of biofuels for mandatory blending in the petrol and diesel national fuel pool can contribute to lower carbon-emissions, greater fuel-supply security and significant job-creation in the growing of feed-stocks that do not compete with local food needs.
• Commitment 7: Clean-Coal Initiatives - the coal resources available in South Africa are massive and need to be exploited in a manner that recognises the damage done by greenhouse gas emission associated with coal exploitation. Government has established a Carbon Sequestration Leadership Forum (CSLF) which seeks to develop clean coal technologies applicable to power generation, through international collaboration with countries facing similar coal development challenges.
• Commitment 8: Retrofitting - one of the opportunities to green the economy is to iden-tify ways to improve the energy-efficiency of workplaces, homes and power stations. The addition of new technologies and methods to existing systems and buildings are referred to as retrofitting.
• Commitment 9: Reducing Carbon-Emission on our Roads - all parties to this accord commit to promote among South Africans the value and importance of public transport as a means, among other advantages, of reducing carbon-emissions.
• Commitment 10: Electrification of Poor Communities and Reduction of Fossil-Fuel Open Fire Cooking and Heating - government recognises that at least 3 million households still rely on traditional energy carriers like candles and firewood, leading to continued envi-ronmental degradation particularly in rural areas and in urban informal settlements.
• Commitment 11: Economic Development in the Green Economy: Promotion of Locali-sation, Youth Employment, Cooperatives and Skills Development - the parties to this accord recognise the critical importance of localisation strategies to promote industrial manufacture of components, inputs and technologies in South Africa. This should include providing incentives, industrial funding as well as conditionalities in Publicly-supported programmes.
• Commitment 12: Cooperation around the United Nations Cop 17 and its Follow-up - South Africa hosted the United Nations Cop 17 talks on climate change and all parties will work closely with government during and after the Conference to realise the success of the work and agenda of Cop 17.
Enquiries: Email [email protected].
12 Commitment areas in Green Economy Accord
45May ‘14 Electricity+Control

round upliGHT + CurrENT
The South African Mining industry employs over half a million people, is the biggest earner of foreign exchange in the country, and contributes about R20-billion directly to tax revenue. Mining also makes a far larger contribution - as a buyer of goods and services and as a supplier of inputs to other sectors of our economy and other economies around the globe. These figures highlight again the importance of the local mining industry to South Africa.
The South African mining industry will take the spotlight at this year’s Electra Mining Africa, from 15-19 September at the Expo Centre, Nasrec, Johannesburg. As Africa’s premier mining, indus-trial, electrical and machines tools show, Electra Mining Africa is on the international calendar and has a proven record for being a strong catalyst for new investment opportunities with billions of Rands worth of equipment being showcased. The show attracts stakeholders from all over the world.
With increased exhibition floor space to accommodate the grow-ing demand from exhibitors, this year’s show will have a world-class line up offering visitors the perfect opportunity to compare and plan future capital equipment purchases as well as to view all the latest technology. Exhibitors can meet with people in the buying chain to discuss products and solutions.
“Influential decision makers from the mining, industrial, electri-cal and machines tools sectors are regular visitors to Electra Mining Africa. They travel from within South Africa, sub-Saharan Africa and from a large footprint across the globe,” says Gary Corin, managing director, Specialised Exhibitions Montgomery, organisers of the show. “Regular faces are seen returning to the exhibition year after year and it’s a time of industry reunions with vast networking op-portunities as well as hub for purchasing decision-making.”
Highly sought-after co-located conferences draw further interest from key industry representatives, who ensure that the conference dates are marked on the calendar well in advance.
Events taking place at Electra Mining Africa 2014 include a Surface Mining and Naturally Metallurgy Conference hosted by the South-ern African Institute of Mining and Metallurgy (SAIMM) in the Black Eagle on 16-17 September. The International Infrastructure & Invest-
ment Convention (IIIC) in association with Deutche Messe and the German Chamber of Commerce and Industry will be hosting an Infrastructure Conference in the Bateleur venue from 15-17 Sep-tember. Clarion and Spintelligent will be hosting a Power Genera-tion Conference in the Black Eagle on 18-19 September. All venues are at the Expo Centre and co-located with Electra Mining Africa.
In addition, the South African Institute of Mechanical Engineers (SAIMechE) will be hosting an exhibitor product showcase at the MAN Building, from 15-19 September. A Women in Mining workshop will also be taking place.
“We have also added other fun, interactive activities to ensure a memorable experience for visitors,” says Corin. “The 4X4 track will test the best in driving skills, the gold panning and amazing race will give out exciting prizes, the golf carts will ensure ease of move-ment around the large exhibition area, a trip on the monorail will
give a different view of the show, and we’ve ensured rest and re-laxation with live bands for back-ground entertainment and sizzling boerewors on the spitbraais,” he says.
As mining grows in Africa with the continent already producing 74%oftheworld’splatinum,62%ofcobalt,54%ofdiamondsand11%ofoil,ElectraMiningAfricaiswell-placed placed to stimulate trade in Africa in the mining, capital goods, and electro-techni-cal sectors by facilitating access to international and local markets and investment opportunities.
“Many of our visitors to Electra Mining Africa are based in Africa and travel to the show to meet with exhibitors with the aim of sourcing new suppliers and see-
ing the latest products and services on offer,” says Corin. “It’s also an ideal place to network with peers and industry professionals and interact with specialists and technicians.”
Electra Mining is also expanding its footprint into Africa with upcoming shows in Zambia and Botswana. The Copperbelt Mining Trade Expo & Conference (CBM-TEC) is taking place on 28 and 29 April in Zambia and Electra Mining Botswana is back at the Gabo-rone Fairgrounds in September 2015 after its successful inaugural event in September last year.
“Our broad portfolio of exhibitions continues to expand and future growth is expected from the further development of local trade exhibitions as well as building our international partnerships and expanding our African footprint,” says Corin.
Electra Mining Africa is organised by Specialised Exhibitions Montgomery, a member of the prestigious Montgomery Group and a member of the Exhibition Association of Southern Africa (EXSA). Electra Mining has accreditation from UFI, which is the Global As-sociation of the Exhibition Industry. This means that the event is audited according to strict standards.
Enquiries: Tel, 011 835 1565 or email [email protected]; [email protected]. Visit www.electramining.co.za.
SA Mining industry in the spotlight at Electra Mining Africa
Electricity+Control May ‘1446

Bizz BuzzLaunch of KZN ‘Concept Store’
The launch of the first KwaZulu-Natal ‘Legrand Concept Store’, which opened in Umhlanga recently, forms part of Legrand’s drive to boost its specialist electrical solutions offering to contractors, architects, consultants and interior designers, as well as the end user. Legrand Concept Stores, which are owned and managed by carefully se-lected partners, are dedicated showrooms that display a wide range of Legrand products, from high end quality domestic switches and sockets, to sophisticated building management systems. The new Umhlanga specialist store also showcases CCTV and access control systems, power equipment, emergency lighting, home automation devices and cable management systems.
Enquiries: Tel. 011 444 7971 or email [email protected].
Crabtree under new leadershipPower Technologies (Powertech), a wholly owned subsidiary of the JSE-listed Allied Electronics Corpo-ration (Altron), has appointed James Calmeyer as chief executive officer for its operation Crabtree. The operation will once again func-tion as an autonomous, stand-alone company and will conduct its business from the combined man-ufacturing, sales and distribution premises in Wadeville. Calmeyer joined the Powertech group in 2007, when Powertech acquired IST. He subsequently took over the managing director position at Strike Technologies in 2010. With the amalgamation of Strike Technologies, TIS and Powertech IST to form Powertech System Integrators, Calmeyer was promoted to Business Development Executive for Utilities in the substantially larger company.
Enquiries: Regula Niehus. Tel. 011 706 7184.
17th annual Satcom Africa 2014 conference and exhibition
This event will take place at the Sandton Convention Centre, Johan-nesburg from the 20 - 21 May 2014. This is a must-attend event for anyone in the satellite and telecommunications industries – and will include presentations by the senior engineer of the space service department, Mark Griffin; the chief executive officer of Universal Service Fund, Peter Ulanga; and the executive head of broadcasting and ECNS of USAASA, Thabo Makenete. The discussions will include:• Using trendsand innovations tomeet the risingdemand for
connectivity• What todo tomeetgrowingdemandsofbandwidth-hungry
subscribers• Howtochannelprivatesectorinvestmentintoruralconnectiv-
ity• HowwillAfricashapeitssatellitemarketsintheyearstocome
Enquiries: Email [email protected].
round up liGHT + CurrENT
Training and supporting young talent is firmly anchored in the company philosophy of DEHN, a globally active family-owned electro-technical company, headquartered in Ger-many. Of its 1 600 globally located employees, more than 10%areapprentices.
DEHN offers a wide range of apprenticeships across 12 disciplines, ranging from business management to logis-tics, product designers to warehousing, and electrical technicians to industrial mechanics. DEHN has long con-tributed its success to its hands-on training programmes and the calibre of its apprentices. In addition to this practi-cal experience, apprentices also study in parallel at voca-tional schools, thus offering a balanced combination of theory and practice.
Marco Berschneider, a German national, successfully finished his three-year industrial business management assistant apprenticeship in July 2013. During this time he was exposed to several departments of DEHN in Germany, thus gaining important insight into the different fields of activity of the company, whilst developing a full under-standing of the business processes and solutions.
After his apprenticeship, Berschneider was keen to not only gain more work experience, but also to improve his English language skills in an English speaking environment. The company decided to send him to their new subsidiary, DEHN Protection South Africa, under the mentorship of managing director, Alexis Barwise.
Since August 2013, Berschneider has worked at the Jo-hannesburg office both in the internal sales department as well as a logistics officer, for which his main task was to design and implement a logistics process for all incoming and outgoing shipments. In the internal sales department he has been charged with calculating price and discount lists, writing quotations and invoices, as well as providing critical support to the external sales team.
“The opportunity to work across DEHN operations and divisions has made this work exchange programme in-valuable to me and my future in the company,” says Ber-schneider. “There is a wonderful atmosphere and team spirit here at DEHN Protection South Africa. I have thor-oughly enjoyed my stay in South Africa.”
Enquiries: Tel. 011 704 1487 or email [email protected].
Alexis Barwise (managing director DEHN Protection South Africa) and Marco Berschneider.
In support of global apprentice-ships
47May ‘14 Electricity+Control

round upliGHT + CurrENT
Consulting Engineers South Africa (CESA) President, Abe Thela, says that consulting engineering services are neither a com-modity nor contracting. Thela states that consulting engineers provide independent advice to clients, offer technical advice in the procure-ment of contractors as well as design and supervision of construction work. “This role can only be played by a ‘trusted advisor’”.
In clarifying his point, he points out that a commodity is a useful thing, an article of trade, a product, a raw material, primary agri-cultural product that can be bought or sold, such as copper or coffee. In economics, a commodity is a marketable item produced to satisfy wants and needs.
While a contractor is an independent entity that agrees to furnish certain number or quantity of goods, material, equipment, person-nel, and/or services that meet or exceed stated requirements or specifications, at a mutually agreed upon price and within a specified timeframe to another independent entity called a project owner (employer).
Engineering and construction work is a provision of a combina-tion of goods and services arranged for the development and provision of an asset or refurbishment of an existing asset, includ-ing building and engineering infrastructure.
Thela states that consulting engineers provide independent advice to clients, offer technical advice in the procurement of con-tractors as well as design and supervision of construction work.
“This role can only be played by a ‘trusted advisor’. Consulting
engineers are designers who create infrastructure projects that generate employment opportunities for millions of unskilled, semi-skilled and skilled workers improving the quality of life of citizens. This impacts positively on inequity and contributes to economic growth, stimulates the development of other eco-nomic sectors and attracts foreign investment, he said during the Gauteng Presidential visit.
He stressed that price is not an appropriate basis for competing for consulting engineering services because it reduces the profes-sion to a commodity which is demand driven and compromises the ability of the profession to innovate, train staff and attract young engineers to the profession.
“The price driven procurement of consulting engineering ser-vices commodify consulting engineering services and relegates the relationship from that of ‘Trusted Advisor’ status to ‘contracting’. This encourages business survival strategies associated with con-tracting such as variation orders for any additional work not part of the original appointment - which threatens the sustainability of the sector and has a negative impact in terms of the provision of infrastructure. The current procurement environment is complex and politically sensitive and must be treated with due care, and urgency it so much deserves, cautioned Thela.
CESA proposes the reintroduction of quality as part of the total procurement point’s calculation alongside price and Broad Based Black Economic Empowerment – Construction Industry Develop-ment Board Method for routine projects as well as the separation of procurement of Built Environment Professional (BEPs) from the procurement of general goods and services.
He added that CESA also proposes that BEPs’ services are des-ignated as local because it will encourage the use of local compa-nies over international companies without a presence in South Africa, which will contributes to the growth and development of the sector.
Enquiries:Lefadi Makibinyane (CEO) Dennis Ndaba Consulting Engineers South Africa (CESA) CESA Media Liaison Tel: 011 463 2022 073 981 2066 Email: [email protected] [email protected]
Consulting Engineers – not a Commodity but Trusted Advisor
Fluke’s new 721 precision pressure calibrator with dual isolated sensors for gas custody transfer applications for pressure calibra-
tion and temperature meas-urement, allows for simultane-ous static and differential pressure measurements with-in a single tool. Available from The Comtest Group, The Fluke 700G31 pre-cision pressure gauge calibra-tor - a rugged, high-quality pressure gauge calibrator - delivers fast and accurate test results. It is easy-to-use and reliable construction allows for
precision pressure measurement from 15 psi/ 1 bar to 10 000 psi/690 barwithanimpressive0,05%accu-racy. It is compatible with most hy-draulic and pneumatic test pumps and can be combined with one of the Fluke test pump kits (700PTPK or 700HTPK) for a complete pressure testing and calibration solution. The 700G/TRACK Software allows for the upload over 8 000 pressure measure-ments which are logged in the field to a table or PC.
Enquiries: Val Verwer. Tel. 011 608 8520 or email [email protected].
Two new precision pressure calibrators
Lefadi Makibinyane (chief executive officer, CESA) and Abe Thela (president).
Electricity+Control May ‘1448

round up liGHT + CurrENT
Alstom and Unicorn Systems have been selected to provide a flexible energy market management solution for TenneT, one of the top five Transmission System Operators and the first cross-border operator in Europe. The five-year contract replaces a legacy infrastructure that currently sup-ports all of TenneT’s electricity market operations.
Since 2011, the European Union has been transitioning towards a single, unified electricity market. The goal is to empower European consumers to choose between different electricity suppliers, while ena-bling a wider range of companies to enter the energy market. To better align with new market dynamics, TenneT has elected to institute a new infrastructure, one that is
modular and comprehensive enough to support a complex Market Management process. The solution facilitates energy trade while ensuring network stability and security. It sends information from energy companies to TenneT, who then ensures that energy demand and production is al-ways in balance.
Alstom and Unicorn Systems, combining their expertise in Market Management Systems (MMS) and large complex infor-mation technologies, successfully created an interoperable joint solution to manage the network. Highly flexible, the solution allows TenneT to efficiently adapt to the technical and regulatory transformations of the market, such as the integration of renewable energy. It is fully up to date and
compliant with recent grid standards and ENTSO-E processes, which enable coordi-nation and grid development within the European Network.
The modular infrastructure will support the entire market management operation from scheduling processes, to imbalance management, to settlement – all while maintaining optimal service and adaptabil-ity to future market conditions. As part of the tendering process, Alstom and Unicorn Systems demonstrated that their joint solu-tion is well in line with our business needs, and their energy IT technologies and do-main expertise well-suited in the realm of an active European electricity market.
Enquiries: Email [email protected] or [email protected].
Contract for major electricity market management solution
AFL, represented by Comtest , has launched TruEvent Technology, advanced event analysis software used in AFL’s M-series OTDRs that provides a new level of accuracy and reliability in event analysis. This new technology allows the user to confidently determine where losses meet or exceed specifications from data centres to long haul applications.
“The introduction of TruEvent Technol-ogy provides industry-leading event analy-sis that makes AFL’s newest models the most accurate OTDRs in the market,” stated Lee Kellett, director of product marketing
for AFL’s test and inspection division. “Our research focused on developing software that reported all events accurately, while not reporting false events. More accuracy translates into faster, lower cost trouble-shooting and data you can count on.”
Used to test new fibre installations and locate faults in deployed fibre optic net-works, AFL’s OTDRs are available for both multimode and single-mode networks. OTDRs scan fibre optic networks from one end of the fibre, displaying a trace and re-porting pass or fail results for detected events such as splices, connectors and
micro- or macro-bends. Fibre length is re-ported along with location and loss of de-tected events. Several AFL OTDRs are available with an integrated visual fault locator (VFL), optical light source (OLS), and/or optical power meter (OPM). OTDR results can be saved and uploaded to a PC for further analysis and/or archiving. Ad-ditional OTDRs with TruEvent Technology will be available by mid-2014.
AFL is represented in South Africa by Comtest Technologies
Enquiries: Tel. 011 608 8520; email [email protected] or [email protected].
New level of accuracy and reliability in event analysis
With a view to leveraging its medium-sized business nature to expand its market posi-tion among pneumatic components and systems with new product innovations, a new standalone company has been created from the former pneumatics unit of Bosch Rexroth. Effective from 2014, the former subsidiary is named Aventics, and, with revised values and a new company struc-ture, is completely re-establishing itself within the pneumatics industry to define the next generation of pneumatics.
The former Bosch Rexroth subsidiary is one of the leading manufacturers of indus-trial pneumatic drive and control solutions, components and systems. Aventics, which encapsulates the company aims, ‘advan-tage’, ‘invention’ and ‘pneumatics’, will retain both its proven, extensively em-
ployed pneumatic products as well as its focus on individual customer needs under the company’s global presence.
The emergence of the standalone Aven-tics will afford the entity greater autonomy in a more streamlined product develop-ment environment, allowing the company to address additional industries that have not previously been its focus, including heavy industry and medical technology.
Other advantages of this corporate reorganisation will be an improved quality of consulting, with Aventics being able to communicate more directly and engagingly with its customers, the majority of whom are also medium-sized companies. Turnaround times in product delivery will also be positively affected. Aventics offers its customers tailored,
cross-industry system solutions and services based on decades of applied expertise. “Our customers will get added value with our innovative products, system solut ions and services ,” expla ins Dr Alexander Lawrence, Chief Sales Officer and one of three Board Members at Aventics GmbH.
The company also supplies drive and control solutions for the marine industry and commercial vehicles, and inverted tooth conveyor chains for, among others, the glass and automobile industries.
Tectra Automation, a Hytec Group com-pany, is the authorised distributor for Aventics in South Africa.
Enquiries: Tel: 011 971 9400; email: [email protected];
Website: www.hytecgroup.co.za.
New global player in pneumatics
49May ‘14 Electricity+Control

sOCiAl ENGiNEErs
Air Products has partnered with international philanthropic organisation,
Inmed, to launch the largest unit developed in South Africa to date at the
Carel de Wet Technical High School in Vanderbijlpark. Carel de Wet Tech-
nical High School is the first school in the country to be using the Inmed
aquaponics project as part of an agricultural training programme. The
school has been experimenting with various crops, and now the students
have had their first lesson in aquaponics and are planting and producing.
Between September 2013 and March 2014, the school has produced
substantial crops of tomatoes, cucumbers and peppers which they have
been able to sell. “It is vitally important that any initiative that we support
is sustainable, as our future is literally in the hands of our children”.
Enquiries: Visit www.airproducts.co.za.
Aquaponics project – reaping the veg
Front: Janet Ogilvie, INMED South African Operations Director, with learners from Carel De Wet Technical High School. Back: Josua Le Roux, Air Products South Africa general manager for Central Support, Gawie Richter, Carel de Wet school principal, and Mike Hellyar, Air Products South Africa managing director.
Each year Endress+Hauser invests more than five million euros
worldwide in the protection of intellectual property. This strengthens
the Group’s position against its competitors – and spurs on the
company’s inventors. In 2013 Endress+Hauser filed initial patent ap-
plications for 236 new developments. The total number of ‘live’ patents
and patent applications amounts to almost 5 700.
“We operate in an intensively competitive industry,” states Michael
Ziesemer, chief operating officer (COO) of the Endress+Hauser Group.
“Our advantage is secured by innovative products – and in turn
we can safeguard these innovations by protecting them with
patents at a very early stage.” Ziesemer is therefore pleased with
last year’s total of 236 patent applications; six more than in 2012.
In measurement engineering, the medium-sized company is one of
the leaders amongst applicants for European patents. Endress+Hauser
invests heavily in research and development in all fields of activity.
Of the 720 employees working in this area, 365 were involved in filing
an initial patent application last year. “We strongly encourage our
employees to register their ideas as soon as possible and without any
reservation,” emphasises Angelika Andres, physicist and patent law-
yer who heads the 20-strong patent department of the Group that
assesses and processes all invention disclosures.
Enquiries: Hennie Blignaut. Tel. 011 262 8000
or email [email protected].
Protective shield for the spirit of invention
Endress+Hauser celebrates its inventors: the Group invited all employees who applied for a patent in 2013 to the Innovators’ Meeting in Freiburg, Germany.
Electricity+Control May ‘1450

JB Switchgear Solutions
Chris van Aardt
Business unit manager
Vivian Thangavelloo
Senior tester
Willie Smith
Estimating manager
Johan van Bergen
Safety officer
Steven Chapman
Sales engineer
Elna Pawson
Financial manager
Anne Mahlangu
Trainee engineer
Lerato Mothibe
Trainee engineer
Veronica Ntshiba
Office assistant
Penny van Bergen
Stores manager
sOCiAl ENGiNEErs
Energy Engineered Products (EEP) and Multi Alloys are typical
of so many SMMEs, having to face rules and regulations re-
garding BEE, employment equity, work place skills plans, health
and safety, quality standards. “We have come to realise that,
no matter how frustrating and seemingly ill-conceived some
of these compliance issues are, we can make a contribution to
the upliftment of people. If one can shift one’s perception more
towards an ethical responsibility and perhaps even an oppor-
tunity to be a better and more viable business, seemingly
impossible tasks start to take on a very different dimension.”
EEP and Multi Alloys management made a few key decisions
that have started them on a journey that has delivered surpris-
ing results. The
first step in that
journey is that
there is no point
in lamenting the
rules, it is better
t o d e d i c a t e
one’s energy
towards finding
solutions and
opportunities.
The second is
central to an
ethical perspec-
tive in that busi-
ness is part of
t h e g r e a t e r
South African
community, and as such it has social and ethical responsibil-
ity to its community in the same way as any other citizen. Fi-
nally, empowered people, mean an empowered business. This
means that the focus of the business should first be on its
employees, and all else will flow from there. With no particular
plan at the beginning, but rather the development of an attitude,
these two businesses have taken what many perceive as unfair
and frustrating regulation requiring compliance, and turned
much of it to the advantage of the business and the people that
work there.
Enquiries: Email [email protected]
SMMEs - part of the solution
Seven personnel benefited from the EEP and Multi Alloys education fund contribution: Patrick Ramorolana, Susan Nkomo, Mary-Jane Blose and Joe Matlou.Absent: Sam Makgoka, Winnie Zwane and Gloria Magalefa.
ClipbOArDAppOiNTMENTs
51May ‘14 Electricity+Control

IFSEC SA 201413 - 15 May 2014Gallagher Convention Centre, MidrandEverything you need to know about commercial and government security.Enquiries: Email [email protected]
5th Industrial Automation Conference20 - 22 May 2014, JohannesburgEngineering professionals working in the SCADA, DCS, PLC or industrial automation industry are invited to attend this conference – and present new trends, good practice, forensics and the latest technologies and case studies. Enquiries: Tel. 011 024 5520/1/2/3/4/5 or email [email protected]
CSP Focus10 – 11 July, 2014, New Delhi, India This CSP summit will host many diverse participants in-cluding representatives of government agencies, manu-facturing enterprises, financiers, EPC contractors, investing and consulting firms from India and the rest of the world. Enquiries: Cece Wu. Email [email protected]
EcoAfribuild 2014: Leading the eco-friendly building market20 - 23 August 2014, Johannesburg Expo Centre, NasrecEcoAfribuild 2014 is leading the transformation to eco-friendly and sustainably green building and construction on the continent. Co-located with Interbuild Africa, EcoAf-ribuild will focus on the next generation of building and infrastructure with a spotlight on energy efficient, resource
efficient and environmentally responsible building design, materials, and energy services. Enquiries: Email [email protected]
PV South Africa 20149 – 10 September 2014, JohannesburgIdentify how a sustainable model for PV development can be built allowing for your projects to prosper within and beyond the REIPP.Enquiries: Email [email protected]
SafeCon - International Conference on Safety Aspects of Conveyor SystemsOctober 2014, Johannesburg, South Africa (actual dates and venue to be advised)Entering the materials handling and mining industry conference circuit for the first time comes SafeCon, a two-day event highlighting safety issues related to belt conveying.Enquiries: Chris Townsend. Email [email protected].
9th Southern African Energy Efficiency Con-vention12 – 13 November 2014, Emperors Palace.This two-day Convention with parallel sessions will offer you the knowledge of 80 expert speakers and the latest trends in the energy market through the display of the 50 participating exhibitors. Qualify for CPD points! Book early and receive a discount.Enquiries: Christi Bester. 018 293 1499 or email [email protected]
ClipbOArD AppOiNTMENTsiNDEX TO ADvErTisErs
ABB..................................................................33
ACDC Dynamics ................................................2
Actom ..............................................................31
Bussman by Eaton ...........................................25
Comtest ...........................................................37
Countapulse Controls .............................OFC,15
Denver Technical Products ..............................36
Eaton South Africa ..........................................23
Endress+Hauser ..............................................11
Engen...............................................................21
Gator Products.................................................32
ifm electronic ...............................................OBC
Marthinusen & Coutts.....................................29
Mecosa..............................................................9
Schneider Electric .............................................7
SEW Eurodrive .............................................. IBC
Standby Systems SA .......................................38
Woodbeam ......................................................39
Zest WEG Group.............................................IFC
DIA
RY
MU
ST
S
PSV Mitech
DEHN Protection South Africa
Pieter Badenhorst Sales director at the head office in Elandsfontein.
Managing director of DEHN Protection South Africa, Alex Barwise (front) with the three associates who have been ap-pointed to assist in the company’s African expansion strategy: Nicola Cheetham, managerial assistant; French speaking Job Midiburo, junior sales engineer who will assist with francophone markets such as Mauritius, Rwanda and Burundi; Reuben Chuene, stock controller.
Schneider Electric SA
Bernhard Klöss has been ap-pointed to lead the company’s Industry Business in southern Africa. He will be responsible for the marketing, sales and execution of Schneider Elec-tric’s comprehensive range of
industrial products and solutions.
Electricity+Control May ‘1452

