fcc lightcycle oil
DESCRIPTION
Fcc Lightcycle OilTRANSCRIPT

Changing regulations aboutfuel sulfur have refinersconcerned about whatmight be needed to meetthem. Here are some ideas:
Refinerywide Implications ofProducing Low-Sulfur Fuels
Exploiting Synergy betweenFCC and FeedHydroprocessing to ImproveRefinery Margins andProduce Low-Sulfur Fuels
The Lower It Goes, theTougher It Gets
Meeting Gasoline PoolSulfur and Octane Targetswith the ISAL Process
More on the ISAL process
FCC Light Cycle Oil:Liability or Opportunity?
Fuel Sulfur Solutions Within the next few years, European and U.S. governmentalregulations will require refiners to drastically lower the sulfurcontent of gasoline as part of the continuing effort to reduceair pollution from gasoline and diesel engines. Sulfur is tar-geted because it significantly reduces the efficiency of vehi -cle catalytic converters. Emissions of SO 2 and other contami -nants from the fluid catalytic cracking (FCC) regenerator andfrom refinery heater stacks continue to be an issue with refin -ers throughout the United States and the rest of the world.
For most refiners, the major source of sulfur in gasoline anddiesel fuels comes from components produced by the FCCunit. Regenerator stack emissions also contribute significant -ly to overall stationary-source emissions from the refinery.Options for reducing sulfur focus on changing crude slates,changing product fractionation, treating the FCC feed orproducts, and treating other fuel blendstocks.
Even in light of the new environmental regulations, which, inmost cases, will require increased capital expenditures, refin -ers are feeling increased pressure to increase profits andreturn on investment. The challenge is to meet the new prod -uct requirements and at the same time improve refinery prof -itability.
Diesel may soon be filling the tanks of our sport utility vehi -cles, light trucks, and passenger cars. With its better fueleconomy, diesel makes an ideal fuel. But before diesel dis -places gasoline, it must be reformulated to reduce its emis -sions.
One of the first steps in reformulating diesel will be to reduceits sulfur content from the current maximum of 500 ppm inthe U. S. to probably less than 20 ppm to meet pending U.S.
Fuels For The 21st Century
Hydrogen Solutions MTBE Solutions Benzene SolutionsFuel Sulfur Solutions
more

requirements, and from the current limit of 350 ppm sulfur toless than 50 ppm to meet upcoming European requirements
Will this reformulation be sufficient? Automobile and dieselengine manufacturers don’t think so. They believe that toachieve U.S. market acceptance for light duty diesel engines,consumers will demand higher quality diesel – similar towhat is available in Europe. As a result, aromatics concentra -tion, cetane, specific gravity, and distillation are under scruti -ny. Implementation mandates may be just around the corner!
With increased demand for diesel, you will be under pressureto find ways of making more high quality diesel from yourexisting gasoline oriented refinery. Flexibility will be essen -tial and UOP has the distillate technology to provide youwith this flexibility.
♦ Maximum Quality Distillate (MQD) Unionfiningis a family of processes that upgrades difficult dieselblendstocks, such as light cycle oil, into valuable high-quality diesel. MQD Unionfining is an integratedapproach that can be tailored to meet your specificneeds and enable you to produce more high-qualitydiesel.
♦ The Partial-Conversion Unicracking processenables you to produce low-sulfur, high-quality dieselwhile at the same time improving FCC yields andreducing FCC naphtha sulfur so that it can be blendeddirectly into your gasoline pool. With the Partial-Conversion Unicracking process, you now have theflexibility to meet the demand for more higher-qualitydiesel while simultaneously meeting lower gasolinesulfur requirements.
♦ Diesel Fuel: Specifications and Demand for the21st Century

AM-00-281
FCC Light Cycle Oil:Liability or Opportunity?
AM-00-28
By
Odette T. EngTechnology Manager
Distillate and Resid Technologies
James E. KennedyManager
Distillate and Resid Technologies

AM-00-282
FCC Light Cycle Oil:Liability or Opportunity?
Odette T. Eng, and James E. KennedyUOP LLC
Des Plaines, Illinois
INTRODUCTION
With a global shift toward higher quality fuels refiners must address qualities such asaromatics, density and cetane as well as sulfur to meet the changing fuel regulations.One of the largest drags on the quality of the diesel pool today is the FCC Light Cycle Oil(LCO). LCO is high in aromatics, high in density and low in cetane. As refiner’sgasoline to diesel product ratio moves toward diesel and as lower quality heating oil isupgraded to the required transportation diesel, LCO must be upgraded. In the past wehave talked about the synergy between the FCC and FCC Feed Pre-treating units toimprove refinery profitability while producing low sulfur products1. This paper willfocus on the studies that have been performed for upgrading the LCO to provide therefiner with the ability to utilize the LCO as a higher value fuel-blending component.
FCC Feed pre-treating, reduces the sulfur in all the FCC products: gasoline, LCO andflue gas. The yield of FCC gasoline is improved and the profitability increases.However, even this processing leaves a refiner with LCO that is too high in aromatics andtoo low in cetane to be blended completely into the diesel pool. The purpose of this paperis to illustrate that LCO can be changed from a liability to an opportunity in the futurediesel market.
The following topics will be covered in this paper :• Trend in Transportation Fuels• Why is LCO a liability? Can it be an opportunity?• Treating of LCO as FCC product• Treating of LCO as part of FCC feed pre-treatment

AM-00-283
Trend in Transportation Fuels
Quality
In the last two years, the US refining industry has been watching and studying theevolving regulatory requirements. Tier II gasoline pools will have to meet 30 ppm sulfurby 2005 and diesel pools will likely have to meet the same requirement or lower by2007.* Europe and California have indicated that requirements will be stricter incomparable time frames. In general, world wide legislation is requiring implementationof higher quality transportation fuels. In gasoline, not only sulfur level, but alsoaromatics concentration, benzene level, and volatility have become targets for evaluationin the drive to reduce tail pipe emissions. For diesel fuel, aromatics concentration, cetanenumber, specific gravity and T-90 distillation have been under scrutiny for the samepurpose. The trend in legislated fuel quality will clearly impact refinery operations.Decisions are being made on how to economically meet the tightening specifications.
Quantity
At the same time that the quality is being upgraded by refiners there are projection2 thatdiesel fuel demand will rise in the future with the wider use of diesel engines in the lightduty vehicle fleet. To satisfy the higher demand for higher quality diesel, the refiner mustlook at ways to increase diesel supply faster than gasoline. In other words the gasoline todiesel ratio of the refiners product demand is projected to change. Upgrading low qualitycutter stocks or heating oil to high quality diesel will be required.
Currently, existing refining capabilities in the US will not be adequate to cover thedemands of Tier II regulations. It is estimated that the refining industry will have tospend a large amount of capital on new facilities. Two issues are paramount to theindustry:
• How to turn a required expenditure with no return into an investment with reasonablepayout.
• How to plan wisely for Tier II - 2005 gasoline specifications and minimize furtherexpenditures to meet Tier II 2007 diesel specifications.
* Although there is not yet a firm ruling on the maximum sulfur level for diesel at this time, the EPA hasconsidered a range of 5 ppm to 50 ppm sulfur in diesel for their evaluation.

AM-00-284
What about LCO?
The Liability
Light Cycle Oil, a by-product from catalytic cracking, is normally high in sulfur, nitrogenand particularly in aromatic content. This material, usually in the same boiling range asdiesel, can be used as a diesel blending component only after hydrotreating. If futurerequirements dictate that the diesel pool needs to meet a high cetane number,hydrotreating alone will not be sufficient to upgrade LCO. LCO, rich in multi-ringaromatics, will inherently produce fuel with very low cetane numbers. This is illustratedin Fig.1, where multi-ring aromatics normally found in LCO have cetane numbersranging from the high teens to the mid twenty’s.
Upgrading LCO to higher cetane number material requires hydrogenation of multi-ringand single ring aromatics into saturated components and then opening rings.Hydrogenation can take place through severe desulfurization, aromatic saturation and/orhydrocracking. If facilities are not available to upgrade LCO, the refiner will have todivert LCO to maintain cetane. Less valuable products such as fuel oil cutter stock orheating oil are the normal streams. As recent trends indicate fuel oil demand isdecreasing3, the cutter stock outlet for LCO will also be decreasing. The problem doesnot stop there. As more catalytic cracking units are being pushed in octane and capacitydue to a general increase in gasoline demand in the last few decades, LCO materialproduced has increased in multi-ring aromatic content making it lower in cetane andmore difficult to upgrade.
Figure 1. Cetane Number of Distillate Hydrocarbon Type
25
Carbon Number
5 10 15 20
Cet
ane
Num
ber n-paraffin
s
Olefins
iso-paraffins
Single-ring naphthenes
Decalins
TetralinsNaphthalenes
100
60
40
20
0
80Aromatics
UOP 3300C-1

AM-00-285
The Opportunity
Traditionally, LCO has been upgraded through hydrotreating for diesel blending orthrough full conversion hydrocracking for high quality naphtha with ultra low sulfur.The requirement for high quality diesel with low sulfur and high cetane adds a newconstraint. The opportunity is to keep the LCO in the diesel boiling range and meet thenew diesel pool specifications.
LCO upgrading needs to be addressed as part of the overall refinery product sulfurstrategy. Two distinct options will be explored: the product treatment scenario whereeach refinery product is individually controlled for sulfur and quality; and the feedtreatment scenario where product quality is controlled indirectly through feed quality.
In the case of product treatment for an FCC Unit, each product must be treated; gasoline,LCO and flue gas and the clarified oil must find an acceptable home. The control of eachproduct is distinct but it involves numerous units. A simpler alternative is the secondscenario where the refiner treats the feed to the FCC Unit and indirectly controls thequality of all of the products in a single unit.
The following are two of UOP’s novel approaches for LCO upgrading and conversion:MQD Unionfining and Partial Conversion Unicracking.
MQD Unionfining Process
The Maximum Quality Diesel (MQD) Unionfining process includes a suite of processesaimed at the upgrade of difficult, refractory diesel-range material to convert them intohigh quality diesel meeting required specifications. For the specific purpose of upgradingLCO, cetane index is the controlling quality to be improved by the MQD Unionfiningprocess.
The process combination used for any given case depends directly on the productrequirements. The product qualities of pour point, cloud point, T-95, aromatics content,density and cetane can all be addressed in an optimized manner depending on the refinerysetting.
For the upgrading of LCO to make diesel product two alternatives are considered in thispaper:
• Medium pressure single-stage MQD Unionfining unit using base metal catalyst.• Low pressure two-stage MQD Unionfining unit using noble metal catalyst.
The choice of which of the above process schemes to use depends on the desiredimprovement in cetane index (and therefore the amount of aromatic saturation that isrequired), and on the existing limitations at the refinery.

AM-00-286
High desulfurization activity and high tolerance to H2S and ammonia characterize basemetal catalysts. However, they have limited aromatic saturation activity. At a fixedpressure and space velocity, the higher the aromatic saturation activity the lower theoperating temperature would be. As the temperature increases, the desired aromaticsaturation can become equilibrium limited, as seen in Figure 2. To compensate for thistemperature effect, the operating pressure of the base metal catalyst system is increased toimprove the catalyst saturation capability. The answer to low pressure aromatic saturationis high activity noble metal catalyst. The hydrogenation activity of noble metal catalystsis far superior to that of their base metal counterparts. However, to maintain theirintrinsic high activity, noble metal catalysts need to operate in a low ammonia, low H2Senvironment.
MQD Unionfining Process Flow Scheme
The preferred reactions in an MQD Unionfining unit have two common aspects. They allconsume hydrogen, and they are all exothermic in nature. Because these aspects have amajor effect on catalytic performance (conversion, selectivity, and stability), temperaturecontrol is a vital consideration in the process design. Cold recycle gas (quench gas) isinjected in the reactor at one or more points (between catalyst beds) to control thetemperature rise caused by the exothermic reactions. Proper design of the reactorinternals ensures safe, controllable operations and maximum catalyst performance.UOP’s state-of-the-art reactor internals include an inlet diffuser and vapor-liquiddistribution tray for the proper distribution of reactants to the first catalyst bed and aquench zone design between catalyst beds. The quench zone design provides intimatemixing of the reactants leaving the catalyst bed with the quench gas and effectiveredistribution into the subsequent catalyst bed. These reactor internals minimize anychanneling or development of thermal gradients (“hot spots”) in the catalyst beds. Theresultant plug flow distribution pattern and optimized temperature control directlytranslate to maximum product quality and catalyst life.
300
Temperature, °F
Aro
mat
ics,
vol
-%
40
600 750
30
20
10
0450
EquilibriumConstrainedNoble Metal
KineticsControlled
Base Metal
UOP 3300C-2
Figure 2. Aromatics Reduction Limits at 700 psig

AM-00-287
The process flow scheme for the MQD Unionfining process with base metal catalysts issimilar to that of a single stage hydrotreater designed for desulfurization. When a noblemetal catalyst is specified UOP utilizes a two-stage MQD Unionfining unit. Developinga single unit design with maximum heat integration has minimized capital and operatingcosts of UOP’s two-stage MQD unit. This low-cost, integrated, two-stage design wasdeveloped by a joint effort between UOP and Lurgi. A dramatic 40% reduction in bothcapital and utilities costs was achieved with the integrated design. The two reactionstages have been integrated into a single gas loop with interstage gas stripping to removecontaminants. Thus, once the feed is pumped to reaction pressure, it is not let down untilthe diesel product is recovered. Along with the single gas loop is a singlehigh-temperature loop, where intermediate heat input is provided solely by process fluidheat exchange. Thus, only a single fired heater and one stage of product cooling isrequired before the fractionation to generate the net products from the unit.
The process flow through the first reaction stage is essentially identical to the single-stageflow scheme for base metal catalysts. After heat exchange, the first-stage reactor effluententers a pressurized stripper, where recycle gas is used to strip H2S, NH3, and light endsfrom the hydrotreated liquid. The stripper overhead is further cooled and washed withcondensate to remove ammonia salts, which could otherwise foul the final air-effluentcooler. The cooled effluent stream is then flashed in a cold HPS. The flashed gases aredirected to an amine scrubber to remove H2S and are then directed to the suction drum ofthe recycle gas compressor. The hydrotreated liquid exiting the hot stripper againexchanges heat with the first-stage effluent and is combined with recycle gas prior toentering the second reaction stage. The heat of reaction from the second reaction stage isagain recovered from the effluent via exchange with the combined reactor charge. Thesecond-stage effluent is then further cooled, flashed, and stripped.
A second stage reactor added to an existing hydrotreater makes the low pressure two-stage MQD Unionfining process a good fit for revamp situations where existing lowpressure distillate hydrotreaters are inadequate to meet the higher quality productrequirement. Figure 3 shows the flow scheme of a two-stage MQD Unionfining unit.The second stage has been highlighted and shows how the retrofit could be achieved.The same synergy also makes the two-stage MQD Unionfining unit an ideal candidate forstaged investment, whereby the second stage can be added at a future date when cetaneimprovement is required.

AM-00-288
Figure 3. Treating Option LowPressure two-stage MQD Unionfining
RichAmine
ReactorChargeFurnace
FirstStage
Reactor QuenchGas
Makeup Gas
RGCompressor Amine
Scrubber
Lean Amine
HPCS
Oil toLPCS
WaterWashWater
HotStripper
Stripped Oil
SecondStage
Reactor
Quench Gas
Feed
StrippingGas
UOP 3300C-3
MQD Unionfining Catalysts
Hydrotreating
UOP has a variety of state-of-the-art hydrotreating catalysts. When the objective ismaximum desulfurization with minimum hydrogen consumption, a cobalt-molybdenum(Co-Mo) catalyst is used. When the objective is deep hydrotreating for maximumaromatic saturation, a nickel-molybdenum (Ni-Mo) catalyst is used.
Aromatics Saturation
When significant cetane upgrading is required beyond what can economically beachieved with base metal catalyst, AS-250 catalyst is used in the second stage of thetwo-stage MQD Unionfining process. The AS-250 catalyst is a noble metal catalyst usinga proprietary support designed for deep aromatic saturation and selective hydrocracking.
Partial Conversion Unicracking
Due to seasonal changes, there are periods of time when distillate is in high demand.This market drive forces the refiner to adjust unit operations to increase distillateproduction at the expense of gasoline make. This change in operation could be handledthrough the design of the FCC feed pre-treater operating in concert with the FCC.Previous work by UOP1 demonstrated that the synergy between a FCC and the feed pre-treating units can be best realized by stepping up the design of the FCC feed pre-treater to
Figure 3. Low Pressure Two-Stage MQD Unionfining

AM-00-289
R1
Fra
ctio
nato
r
FC
CU
Figure 11. Parallel FlowPartial Conversion Unicracking Unit
Fresh Feed
Heavy Naphtha
Light Naphtha
Kerosine
Diesel
Bottoms
Gasoline
LCO
LCO
R2
UOP 3300C-13
that of a partial conversion hydrocraker. The same philosophy and flow schemes wouldbe applied here while upgrading LCO.
Conventional partial-conversion hydrocracking flow schemes are similar to full-conversion hydrocracking schemes except that the operating pressure is in the range of1,500 psig instead of 2,000 to 2,500 psig. Distillate product quality is somewhat lowerbecause of the lower pressure. In addition, distillate product quality is limited by thedegree of conversion that can be achieved because the bottoms product from thehydrocracking unit is a feed to another unit. Although higher conversion can be achievedin partial-conversion units that are integrated with FCC units, this conversion is achievedat the expense of feed to the FCC unit.
New Flow Scheme
The flow scheme in Figure 4 uses two parallel reactors and separates hydrotreating andhydrocracking into distinct reaction zones so that not all of the fresh feed is required to gothrough the hydrocracking reactor. This design feature is extremely important and onlypossible because of the two reactor design.
The two reactor design in this flow scheme provides much greater flexibility than a singlereactor design because the fraction of feed that is hydrotreated and the fraction that ishydrocracked can now be customized to meet the specific needs of the refinery. Poor-quality streams, such as LCO and heavy cycle oil (HCO), can be upgraded by sendingthem to either Reactor 1 or 2, depending on the product quality targets.
Figure 4. Parallel Flow Partial Conversion Unicracking Unit

AM-00-2810
The severity in Reactor 1, the hydrotreating reactor, is set primarily by the target sulfurcontent in the unconverted oil product. The severity in Reactor 2, the conversion reactor,is determined by the distillate quality requirements. Sending only part of the feed toReactor 2 allows the second reactor to operate at the conversion needed to meet therequired distillate product quality. However, the conversion from the overall process isnot so high as to deprive the FCC unit of feed.
The key to achieving high product quality at low overall conversion is separating thehydrotreating and hydrocracking functions into separate reactors. Using conversion toachieve product quality is more cost-effective than using high-pressure.
This new partial-conversion Unicracking options offer flexibility to meet market demandsfor high-quality middle distillates. This flexibility can also be used to vary the productionbetween gasoline and diesel. High-activity Unionfining catalysts and a wide array of catalysts give refiners the means to customize the product slate to a much greater extentthan was possible before.
There is a clear advantage to this flow scheme as it offers many possibilities, amongwhich is the potential of staged construction where the second reactor train could be builtat a later date. Based on a similar concept, existing units could be revamped to have thesecond reactor added for quality improvement or product ratio adjustments.
Solution Evaluations
The only way to truly evaluate any technology change is to look at its impact on therefinery. A high conversion US FCC and coker based refinery of 125,000 bpsd waschosen as the basis. The crude slate is a blend of 25% light Arabian, 25% heavy Arabianand 50% Venezuelan.
In these examples, gasoline and diesel pools are both required to meet 30-ppm sulfurspecifications. In addition there is a future requirement of 50 cetane index on the dieselpool. Fuel oil will be made up of slurry oil and LCO which can not be blended intodiesel or lighter products.
In order to accurately follow the impact of various processing options REFINE, anonlinear refinery modeling and blending program licensed by UOP, was used to performthe evaluations.
Two situations were examined. In the first, the refiner had already decided to minimizehis investment by post-treating the FCC products. In these cases a UOP/Intevep ISALunit was chosen to remove sulfur from FCC gasoline while retaining octane4. Theremaining issue is reduction of diesel sulfur. A diesel hydrotreater to remove sulfur is therequired investment. Alternatives are compared with this as a basis.

AM-00-2811
In the second situation the refiner has decided to attack gasoline and diesel specifications,and flue gas SOx at the same time, as well as to seek a positive overall ROI. In this set,an FCC pre-treater (VGO Unionfining unit) is the base investment. Alternativetechnology options are compared against this basis to maximize return on investment.
For the evaluations, the product values used are provided in Table 1.
Table 1 – Pricing Basis
Product-crude spreads, $/Bbl
GasolineKerosene
DieselFuel Oil
8.58.35.5
(2.5)
Purchased Gas Oil – Crude spread, $/Bbl.Hydrogen, $/MSCF
0.52.5
Post-Treat Solutions
Diesel Sulfur Reduction
A diesel hydrotreating unit, such as a UOP Diesel Unionfining unit is used to processLCO. Because the FCC feed is not treated, LCO produced from the FCC operation inthese cases is of relatively low quality, with an API at around 16 degrees. To get to a 30-ppm sulfur specification, all distillate streams and the LCO stream will have to beseverely hydrotreated. Even at this high severity, low pressure base metal hydrotreatingalone will not be able to significantly improve the cetane index of LCO. Table 2provides an indication of the relative cetane index improvement for simple hydrotreatingof the LCO.
With desulfurization and the modest improvement that corresponds to the desulfurization,1,265 bpd of LCO can be blended into the diesel pool. The remainder is directed to fueloil or other lower added value products.
Increased Cetane
In this case, a moderate pressure MQD Unionfining unit is used to hydrotreat the LCO.The MQD Unionfining unit pressure and catalyst types are specified to provide bothdesulfurization and an additional improvement in the cetane index of the product. Thisconfiguration will allow the refiner to add 3,544 bpd of LCO to the diesel pool.

AM-00-2812
Maximum Diesel
To maximize the production of diesel, a low-pressure two-stage MQD Unionfining unit isused to hydrotreat the LCO. The two-stage MQD Unionfining unit utilizes a noble metalcatalyst in the second stage to provide the maximum cetane improvement througharomatic saturation and selective ring opening. This configuration will allow the refinerto add a total of 6,998 bpd of LCO to the diesel pool. Figure 5 shows the units involved.
Comparison
For refiners that elect to post-treat the LCO it is clear that desulfurization alone does notimprove the quality of LCO enough for a significant portion of it to be used in the dieselpool. Utilization of a moderate pressure MQD Unionfining unit resulted in animprovement in the cetane index of the treated LCO when compared to the base case.However, the level of aromatic saturation at moderate pressure, using base metal islimited by equilibrium temperature. To overcome this limitation, a two-stage MQDUnionfining unit with noble metal catalyst in a second-stage reactor was used. Betteraromatic saturation allows the maximum use of LCO in the high quality diesel pool, ascan be seen in Figure 6. Table 2 provides a summary of the cetane improvement for thethree post-treat scenarios discussed in this section. The cetane index improvement ofLCO for this case was superior when compared to the other post-treat scenarios.
VGO
Figure 5 Post-treat SchemesLP two-stage MQD Unionfining
Crudeand
Vacuum
LCO
Diesel
LC
GO
Coker
FCC
HC
GO
Gasoline
HDS
DieselLP
MQD
Gasoline
Fuel Oil
ISAL
UOP 3300C-7
Figure 5. Post-treat SchemesLP Two-Stage MQD Unionfining
AM-00-2813
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
10000
HDS MP SingleStage MQD
LP Two StageMQD
LCO to DieselLCO to Fuel Oil
0
20000
40000
60000
80000
100000
120000
HDS MP Single StageMQ D
LP Two StageMQ D
G asolineKe rose neDiese lFue l oils
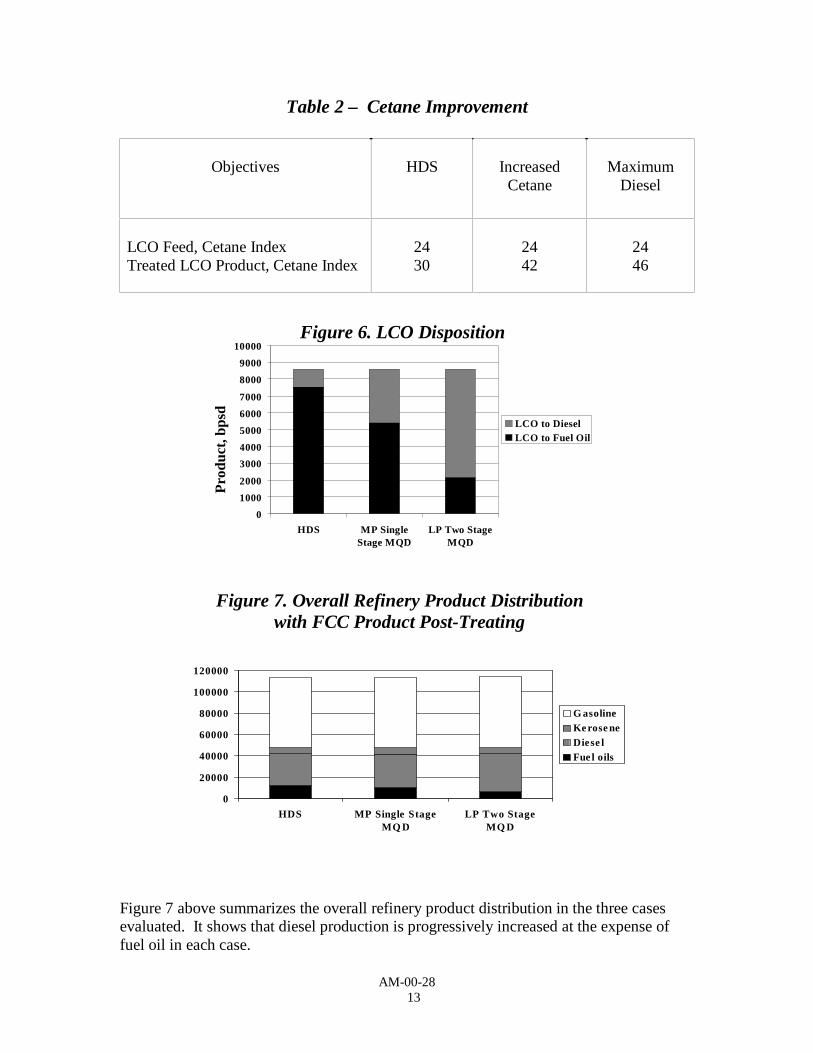
Table 2 – Cetane Improvement
Objectives HDS IncreasedCetane
MaximumDiesel
LCO Feed, Cetane IndexTreated LCO Product, Cetane Index
2430
2442
2446
Figure 7 above summarizes the overall refinery product distribution in the three casesevaluated. It shows that diesel production is progressively increased at the expense offuel oil in each case.
Figure 7. Overall Refinery Product Distributionwith FCC Product Post-Treating
Figure 6. LCO Disposition
Pro
duct
, bps
d

AM-00-2814
The economics comparing the three post-treat scenarios, utilizing the basic simplepayback method, indicates that the moderate pressure MQD Unionfining unit requiredonly a moderate increase in capital when compared to the base case, resulting in a simplepayback of approximately 0.8 years compared to base hydrotreating case. While the two-stage MQD Unionfining unit that utilized noble metal catalyst may have cost slightlymore, the incremental payback for this case was only 0.5 years. This data is summarizedin Table 3.
If a refiner elects to utilize post treating of the FCC products, and at the same time wantsto utilize more of his LCO as a high value diesel product, it is clear that he shouldconsider a moderate incremental investment in order to maximize his use of LCO asdiesel fuel. If the refiner is not yet ready to concede that the cetane requirement will begoing up, then a phased investment approach that includes the future addition of a noblemetal second stage can be considered.
Table 3 – Summary of Post-Treatment Cases
Objectives HDS MPSingle-stage
MQDUnionfining
Upgrade LCO
LPTwo-stage
MQDUnionfining
Upgrade LCOGasoline Sulfur TargetDiesel Sulfur TargetDiesel Cetane Index
30 ppm30 ppm
50
30 ppm30 ppm
50
30 ppm30 ppm
50
Post-treat processes: ISALDiesel HDS
ISALMP Single-
stageMQD UF
ISALLP Two-stage
MQD UF
Overall Refinery ProductDistribution, BPD: Gasoline Kerosene Diesel Fuel Oil (CSO+LCO)
65,8615,98929,60811,851
66,2265,98931,8999,728
66,3465,98935,3436,369
Chemical H2 Consumption, MMSCF/D Base + 4.2 + 7.5
Diesel HDS or MQD capacity,BPDCapital Investment, $ MMSimple Payback, yrs
8,600BaseBase
8,600+ 4.6+ 0.8
8,600+ 6.3+ 0.5
(Incremental values are increments over corresponding Base values)

AM-00-2815
Pre-treat Options
Another crucial factor to overall sulfur management and LCO upgrading not yetdiscussed in our evaluation is FCC feed pre-treatment. Treating of the FCC feed opensup an array of benefits that can not be offered by post-treating. Having the ability tocontrol the quality of the FCC feed through feed treatment allows the refiner to producematerials that meet the stringent environmental demands and more importantly to alterthe product ratio and yields to fit the changing market demand. Investments thatimprove yields and operation are the investments that can produce a return. These areinvestments aimed at a longer range strategy.
FCC feed pre-treatment can help produce on-spec sulfur in gasoline, help meet SOX fluegas emissions and reduce sulfur content in LCO. All this can be done in one unit asopposed to having a specific treating unit for each of the FCC products. While thefunction of pre-treating is to desulfurize the feed to the FCC, this step will also addenough hydrogen into the feed to make it more paraffinic and easier to crack. As a result,conversion in the FCC toward gasoline will increase at the expense of LCO and slurryoil. Even with the lower amount of LCO produced, there are additional ways to furtherimprove LCO quality by using the FCC feed pre-treater unit. There are instances wherethe refiner would like to have the flexibility to change the product ratios to matchseasonal demands, typically a higher need for gasoline production in the summer andconversely a higher need for distillate production in the winter. The right design of theFCC pre-treater will give the refiner that flexibility and the ability to control conversionincluding that of LCO into high quality gasoline or diesel.
In the following sections, various process options with specific objectives will beevaluated and compared against the basic FCC feed pre-treatment case where the maintarget is to meet sulfur specifications only. Except for the base case, where no attemptwill be made to upgrade LCO, all subsequent cases address the LCO conversion issue.
• Desulfurization Case• Maximum Gasoline Production Case• Flexible Gasoline/Diesel Production Case• Flexible Gasoline/Diesel Production Case with expansion
Desulfurization
The FCC pre-treater feed in our example contains 2.35 wt% sulfur. As both gasoline anddiesel will be produced from this pre-treater/FCC system, both products will have to meetthe required level of 30 ppm. However, the diesel sulfur target will be more difficult tomeet. To avoid having the design of the FCC being controlled by the diesel sulfur target,several flow schemes have been proposed by UOP to solve this problem either through aVGO/Diesel integrated flow scheme or by sending this diesel to a finishing step5. The

AM-00-2816
VGO/Diesel Unionfining integrated flow scheme is based on the same concept as UOPpatent of several years ago in the area of resid hydrocracking.
The overall flow scheme for this case is shown in Figure 8. The nominal desulfurizationseverity for this operation will be around 99%. Thanks to this high severity and theamount of hydrogen added to the feed, LCO produced from the FCC operation in thiscase is of relatively good quality, with API ranging from 19-20 degrees, and a low sulfurcontent in the range of 300-400 ppm. However, the cetane index of the LCO materialfrom this option would only be marginally improved: LCO produced from the treatedFCC feed would have a cetane index of 27, a rather small improvement from a cetaneindex of 24 with an untreated feed. With this quality, LCO would probably be used aslow sulfur fuel oil and will not be able to be blended in the diesel pool. Just as in the basecase for post-treatment where the process target is only for desulfurization, the base casefor pre-treatment results in little upgrade of LCO. The first column in Figure 12 providesa representation of the Refinery yields for this case.
Maximum Gasoline Production
There are situations where the refiner’s goal is to maximize the production of gasoline.The natural thought would be to find ways to turn LCO into gasoline. The easiest optionwould be to recycle LCO back to the FCC for re-cracking. However, two things arerequired:
• LCO needs to be hydrotreated before being sent back to the FCC. This saturates thepoly-aromatics and makes LCO easier to crack in the FCC. This is accomplishedby having LCO re-processed through the FCC feed pre-treater.
FCC
Coker
Crudeand
Vacuum
LCO
Diesel
LC
GO
HC
GO
Gasoline
Diesel
Gasoline
Fuel Oil
Figure 8. FCC Feed Pre-treaterat 99% HDS
Gasoline
Diesel
HDS
HDS
UOP 3300C-10
Figure 8. FCC Feed Pre-treater at 99% HDS

AM-00-2817
• To control the build up of mono-aromatics which are more difficult to saturate inthe hydrotreater and thus will remain un-cracked in the FCC, a purge stream ofLCO produced from the FCC is required immediately downstream of the FCC.
Figure 9 represents a flow scheme that can be utilized by a refiner designed to maximizegasoline production, meet gasoline sulfur specifications (30 ppm) and upgrade LCO intogasoline.
Similar to the basic FCC feed pre-treating case, this pre-treater upstream of the FCC unitalso operates at a nominal 99% desulfurization to keep the sulfur in the FCC gasolinebelow 30 ppm. If this is a new unit, the FCC feed pre-treater design will need toaccommodate for the additional LCO stream. Since the intent of this flow scheme is tomaximize gasoline production, all diesel and gas oil boiling material will be kept as feedto the FCC where they will be converted to gasoline. With no diesel production, thedesulfurization level for the pre-treater will be controlled by the gasoline sulfurspecification only and diesel cetane index will no longer be a concern. As the FCC feedgets pre-treated, the additional hydrogen in the feed will enhance conversion in the FCCand will reduce the amount of LCO and slurry oil produced. Typically, the amount ofLCO recycled back to the pre-treater will be equivalent to about 10% of the pre-treaterfeed, a fairly small amount to accommodate in the design of the new pre-treater. Most ofLCO poly-aromatics would be saturated in the FCC feed pre-treater. However, theamount of LCO that can be effectively upgraded is limited due to the net drag stream ofLCO pulled from the unit to control the potential buildup of aromatics in the system.This drag stream will have about the same quality as that of the LCO shown in the basecase and therefore can be used to blend with low sulfur fuel oil.
Compared to the basic feed pre-treating, more hydrogen will be consumed in this case forthe partial saturation of the LCO. The capacities of both the pre-treater and the FCC unitwill also be increased by about 10% to accommodate for the LCO recycle rate. Theimproved FCC conversion coupled with the high FCC capacity results in a markedincrease in gasoline production. The second column in Figure 12 clearly shows theimproved gasoline production, as well as the reduced fuel oil make. Approximately 70%
HDS
Diesel
GasolineFCC
Coker
Crudeand
Vacuum
LCO
Diesel
LC
GO
UOP 3300C-11
Gasoline
HDS
HC
GO
Fuel Oil
Figure 9. FCC Feed Pre-treater at 99% HDS
AM-00-2818
of the LCO produced will be converted to gasoline. This scheme has an attractiveincremental payout of 1.5 years when compared to the FCC pre-treater scheme.
Flexible Gasoline/Diesel Production
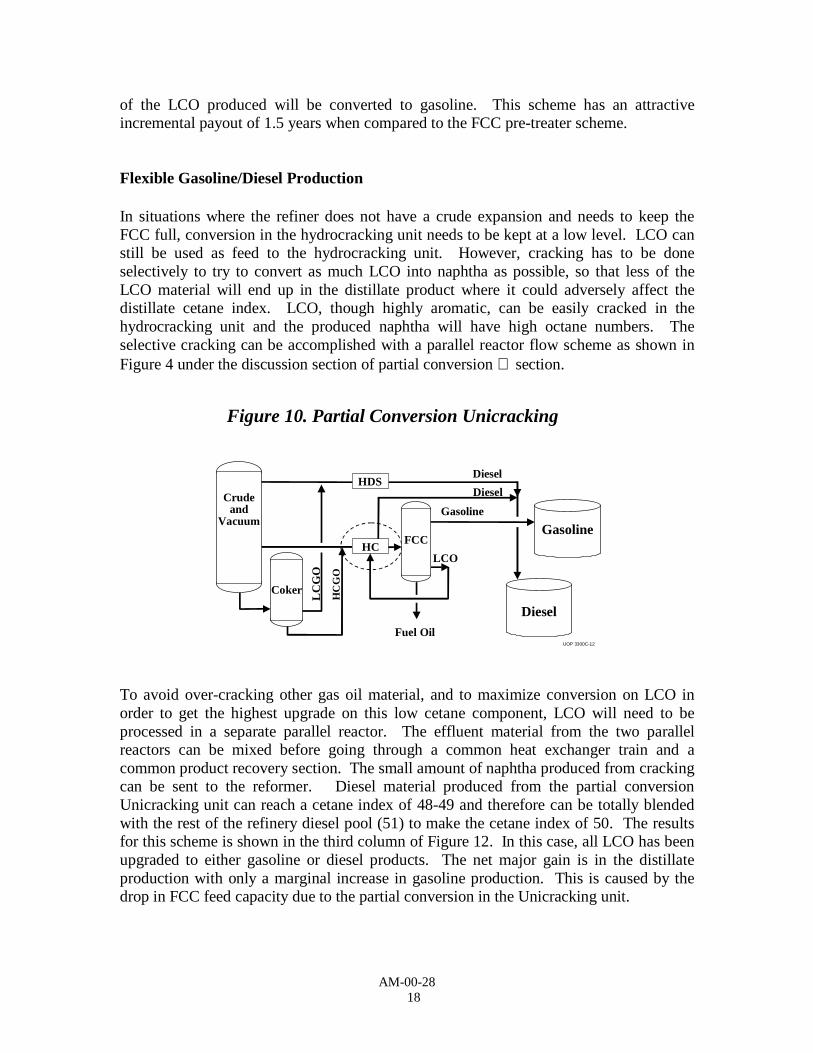
In situations where the refiner does not have a crude expansion and needs to keep theFCC full, conversion in the hydrocracking unit needs to be kept at a low level. LCO canstill be used as feed to the hydrocracking unit. However, cracking has to be doneselectively to try to convert as much LCO into naphtha as possible, so that less of theLCO material will end up in the distillate product where it could adversely affect thedistillate cetane index. LCO, though highly aromatic, can be easily cracked in thehydrocracking unit and the produced naphtha will have high octane numbers. Theselective cracking can be accomplished with a parallel reactor flow scheme as shown inFigure 4 under the discussion section of partial conversion section.
To avoid over-cracking other gas oil material, and to maximize conversion on LCO inorder to get the highest upgrade on this low cetane component, LCO will need to beprocessed in a separate parallel reactor. The effluent material from the two parallelreactors can be mixed before going through a common heat exchanger train and acommon product recovery section. The small amount of naphtha produced from crackingcan be sent to the reformer. Diesel material produced from the partial conversionUnicracking unit can reach a cetane index of 48-49 and therefore can be totally blendedwith the rest of the refinery diesel pool (51) to make the cetane index of 50. The resultsfor this scheme is shown in the third column of Figure 12. In this case, all LCO has beenupgraded to either gasoline or diesel products. The net major gain is in the distillateproduction with only a marginal increase in gasoline production. This is caused by thedrop in FCC feed capacity due to the partial conversion in the Unicracking unit.
Gasoline
Diesel
HDS
FCC
Coker
Crudeand
Vacuum
LCO
Diesel
LC
GO
UOP 3300C-12
Diesel
Gasoline
Figure 10. Partial Conversion Unicracking
HC
HC
GO
Fuel Oil
Figure 10. Partial Conversion Unicracking
AM-00-2819
Gasoline
Diesel
HDS
FCC
Coker
Crudeand
Vacuum
LCO
Diesel
LC
GO
UOP 3300C-12A
Diesel
Gasoline
Figure 10a. Partial Conversion Unicracking
HC
HC
GO
Fuel OilPurchased
Gas Oil
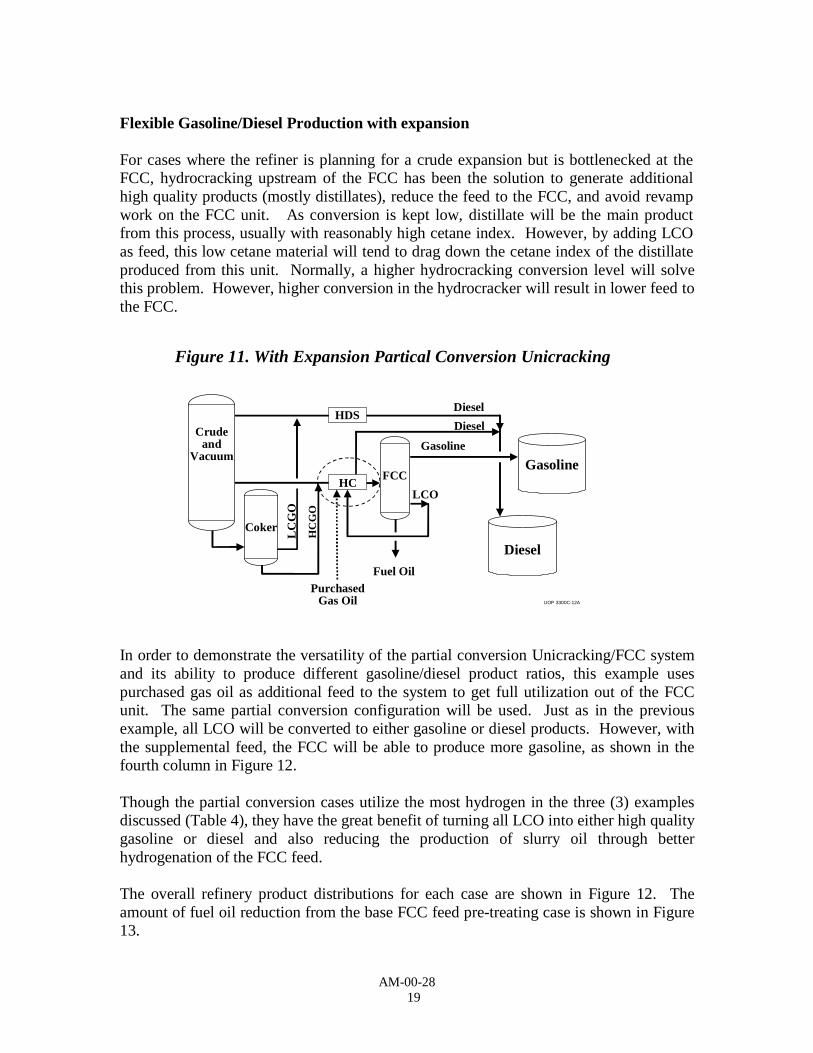
Flexible Gasoline/Diesel Production with expansion
For cases where the refiner is planning for a crude expansion but is bottlenecked at theFCC, hydrocracking upstream of the FCC has been the solution to generate additionalhigh quality products (mostly distillates), reduce the feed to the FCC, and avoid revampwork on the FCC unit. As conversion is kept low, distillate will be the main productfrom this process, usually with reasonably high cetane index. However, by adding LCOas feed, this low cetane material will tend to drag down the cetane index of the distillateproduced from this unit. Normally, a higher hydrocracking conversion level will solvethis problem. However, higher conversion in the hydrocracker will result in lower feed tothe FCC.
In order to demonstrate the versatility of the partial conversion Unicracking/FCC systemand its ability to produce different gasoline/diesel product ratios, this example usespurchased gas oil as additional feed to the system to get full utilization out of the FCCunit. The same partial conversion configuration will be used. Just as in the previousexample, all LCO will be converted to either gasoline or diesel products. However, withthe supplemental feed, the FCC will be able to produce more gasoline, as shown in thefourth column in Figure 12.
Though the partial conversion cases utilize the most hydrogen in the three (3) examplesdiscussed (Table 4), they have the great benefit of turning all LCO into either high qualitygasoline or diesel and also reducing the production of slurry oil through betterhydrogenation of the FCC feed.
The overall refinery product distributions for each case are shown in Figure 12. Theamount of fuel oil reduction from the base FCC feed pre-treating case is shown in Figure13.
Figure 11. With Expansion Partical Conversion Unicracking

AM-00-2820
020000400006000080000
100000120000140000160000
HDS MaximumGasoline
FlexibleGasoline/Diesel
FlexibleGasoline/Dieselwith Expansion
GasolineKeroseneDieselFuel oils
010002000300040005000600070008000
HD S M aximumG asoline
F lexibleG aso line/D iesel
F lexibleG asoline/D ieselwith Expansion
Fuel o ils
Figure 12. Overall Refinery Product Distributionwith FCC Feed Pre-Treating
Comparison
Table 4 summarizes the results in the pre-treatment cases. These examples demonstratedthat desulfurization alone to 30 ppm level, as shown in the base case, does not improvethe quality of LCO enough for it to be used in the diesel pool. There is a good potentialfor LCO upgrade with the use of the LCO recycle stream through the feed pre-treater.However, this case is marginally limited because of the loss of value in the required LCOdrag stream. The incremental cost for this case compared to the base case is modest andthe expected payback is about 1.5 years. The partial conversion Unicracking cases havethe best chances of converting all the LCO into transportation fuels and have the highestflexibility in handling product ratio adjustments. Although the incremental cost of thesetwo cases are higher than the previous case, the additional margins realized through theproduct conversion resulted in better paybacks of 0.9 and 1.1 years respectively for thepartial conversion Unicracking cases, with and without purchased gas oil.
Figure 13. Fuel Oil Production with FCC Feed Pre-treating

AM-00-2821
Table 4 – Summary of Pre-Treatment Cases
Objectives: HDS only MaximumGasoline
production
Upgrade LCO
FlexibleGasoline/Diesel
production
Upgrade LCO
FlexibleGasoline/Diesel
productionWith Expansion
Upgrade LCO
Gasoline Sulfur TargetDiesel Sulfur TargetDiesel Cetane Index
30 ppm30 ppm
50
30 ppm30 ppm
50
30 ppm30 ppm
50
30 ppm30 ppm
50
Pretreatment Process:
Special Feature:
99%HDS forPre-treatment
99% HDS forPre-treatment
LCO recyclewith drag
stream
Partial (30%)ConversionUnicracking
Partial (30%)ConversionUnicracking
PurchasedGas Oil
13,000 BPDOverall Refinery ProductDistribution, BPD: Gasoline Kerosene Diesel Fuel Oil (CSO+LCO)
66,8255,98938,0126,986
81,2645,98928,4733,636
68,0525,989
42,8511,433
79,1515,98946,8051,864
Chemical H2Consumption, MMSCF/D
Base + 3.5 + 6.7 + 15.8
FCC Feed pre-treater orPartial ConversionUnicracking, BPD
Capital Investment, $ MMSimple Payback, yrs
44,600
BaseBase
49,200
+ 11.0+ 1.5
47,800
+ 17.9+ 1.1
57,569
+ 36.2+ 0.9
(Incremental values are increments over corresponding Base values)

AM-00-2822
CONCLUSION
The distillate market is poised to change. Sulfur in on-road fuel will need to come downto ultra low level, while sulfur in off-road fuel will have to meet the 500 ppm mark. Theheating and fuel oil market will continue to shrink. At the same time, there is mountingpressure from the engine and auto manufacturers demanding higher quality diesel asdiesel engines for light duty begin to displace gasoline engines.
In the midst of this evolving market, refiners must find ways to increase profitabilitywhile complying to legislative regulations at the same time. Early planning, takingadvantage of potential synergistic opportunities can turn low value materials into highermargin products.
LCO has long been known as a drag on the quality of the diesel pool. In anticipation forfurther tightening of transportation fuel specifications, UOP has evaluated the above 7cases to help clarify the path forward.
In both the post-treatment and pre-treatment scenarios, severe hydrotreating will not beable to upgrade a significant amount of LCO to the diesel pool with a cetane index of 50.In both scenarios, a further step would be required to either deeply saturate LCO or crackit to improve its quality.
The decision on post-treatment or pre-treatment of FCC LCO depends on the refineryoverall sulfur management strategy. However, FCC feed pre-treatment using partialconversion Unicracking is a solution for long term strategy as it offers greater potentialfor flexibility. It is the ability to control the product ratio offered by partial conversionwhich would give the refiner a competitive edge and a means to respond to changes inmarket demand. Incremental cost of upgrading LCO is relatively small compared to thebasic case of hydrotreating to meet regulatory specifications. The concept is to use thesame facilities already required to meet regulations to upgrade LCO, simplify operationand maximize the return on investment.

AM-00-2823
REFERENCES
1. “Exploiting synergy between FCC and Feed Pretreating units to improve RefineryMargins and produce Low-Sulfur Fuels” – AM-99-55 - Scott Shorey
2. “US Light Duty Dieselization Scenarios,” Arthur D. Little, Inc., Cambridge, MA,1999.
3. Petroleum Marketing Monthly 1995-1999, Energy Information Administration,Office of Oil & Gas, US Department of Energy, Washington, DC.
4. “Meet gasoline pool sulfur and octane target with the ISALTM process”- AM-00-52 –Nelson P. Martinez, J. Armando Alazar, Jorje Tejada, Edward Houde, MaheshAnand.
5. The lower it goes, the tougher it gets (The Practical Implications of Producing Ultra-Low Sulfur Diesel)- AM-00-16 -Bradford L. Bjorklund, Timothy L. Heckel, Neil D.Howard, David A. Lindsay, David J. Piasecki