folyamata · example – disk brake. before you begin: ... source: qs9000 fmea 4th edition, 2008....
TRANSCRIPT

BME FACULTY OF TRANSPORTATION ENGINEERING AND VEHICLE ENGINEERING
FMEA
Wahl István – 2019.04.02./04.09.
KOGGM614JÁRMŰIPARI KUTATÁS ÉS FEJLESZTÉS FOLYAMATA
2
Tartalomjegyzék
Siker és kudarc faktor
Minőségi célok
5 lépés módszer
FMEA típusok
Töténelmi háttér
Rövidítések
3
Rövidítések
• BOM: Bill of Materials
• FMEA: Failure Mode and Effects Analysis
• OEM: Original Equipment Manufacturer
• RPN: Risk Priority Number
• SBS: System Breakdown Structure (SBS) –
Rendszerfelépítés
• TIER1: supplying components directly to the OEM
• TIER2: supplying components directly to the TIER1
4
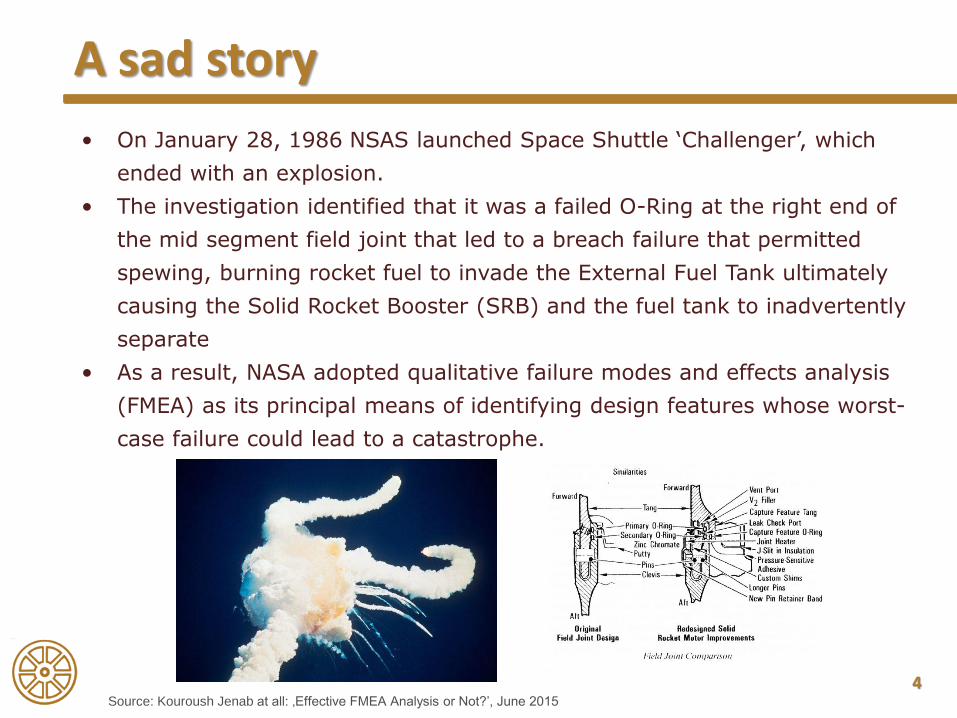
A sad story
• On January 28, 1986 NSAS launched Space Shuttle ‘Challenger’, which
ended with an explosion.
• The investigation identified that it was a failed O-Ring at the right end of
the mid segment field joint that led to a breach failure that permitted
spewing, burning rocket fuel to invade the External Fuel Tank ultimately
causing the Solid Rocket Booster (SRB) and the fuel tank to inadvertently
separate
• As a result, NASA adopted qualitative failure modes and effects analysis
(FMEA) as its principal means of identifying design features whose worst-
case failure could lead to a catastrophe.
Source: Kouroush Jenab at all: ‚Effective FMEA Analysis or Not?’, June 2015
5
Az FMEA története
• since 1959 NASA develops FMEA method for Apollo-Project. FMEA FMEA
was one of the earliest structured reliability improvement methods
• since 1965 applied to aircraft industry
• since 1975 applied to nuclear power engineering
• since 1977 first application in automotive industry (FORD)
• in 1980 standardization in Germany as „Ausfalleffekt-Analyse“ (DIN 25448)
• since 1986 increased application in German automotive industry
• applied to different industries: Electronics, Software, Chemistry,
Pharmaceuticals, Medicine engineering,...
• VDA 1996 System-FMEA
• increasing demand on the application of FMEA by ISO 9000:2000; FDA;
GMP etc. causes increased application in pharmaceutical industry,
medicine engineering, and food industry
6
Miért szükséges az FMEA?
FMEA is a structured approach to discovering potential failures that
may exist within the design of a product or process, which could
be applied in case of…
• Newly developed products
• Changes of existing products
• New environmental conditions / constraints for existing products
• Process changes
• Poor process capability
• Use of new machines, tools
• Risk for environment/operator
• Minimize probability for a recall / costs of a recall
• Feedback from field claims
[What is the purpose of applying FMEA during product development?]
7
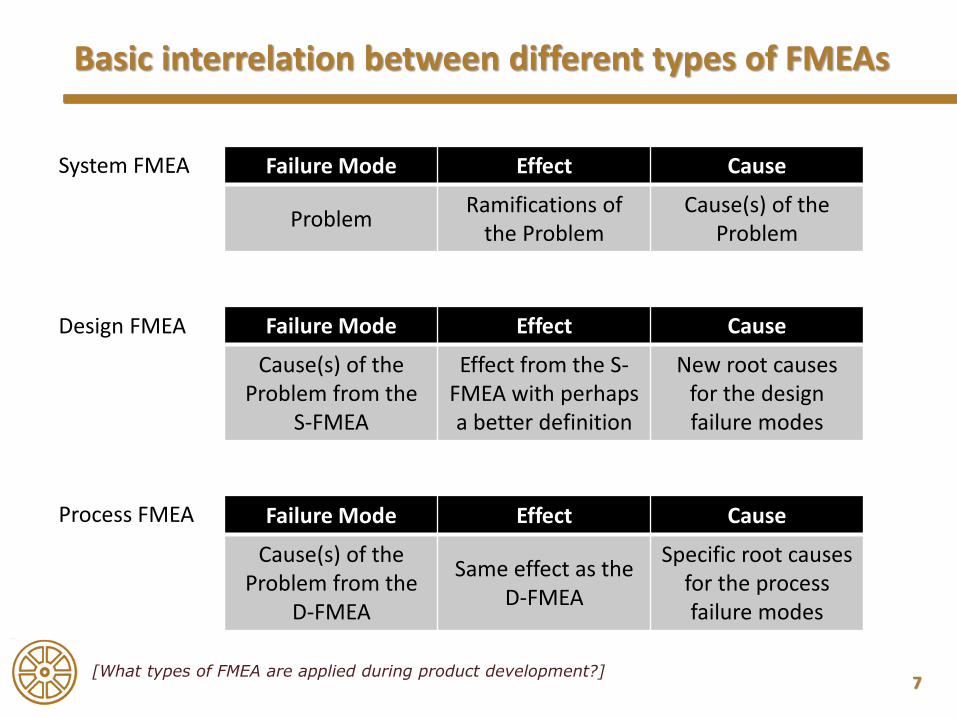
Basic interrelation between different types of FMEAs
Failure Mode Effect Cause
ProblemRamifications of
the ProblemCause(s) of the
Problem
Failure Mode Effect Cause
Cause(s) of the Problem from the
S-FMEA
Effect from the S-FMEA with perhaps a better definition
New root causesfor the design failure modes
Failure Mode Effect Cause
Cause(s) of the Problem from the
D-FMEA
Same effect as the D-FMEA
Specific root causesfor the process failure modes
System FMEA
Design FMEA
Process FMEA
[What types of FMEA are applied during product development?]

8
FMEA activities during product development
Concept Phase
Feasibility Phase
Product Design
Process Development
A-Sample B-Sample C-Sample Preproduction-Sample
Series-Sample
Q1 Q2 Q3 Q4 Q5
Tooling Preproduction Series Production
Requirement Freeze
Design Freeze
Validation Passed
[Until when the D-FMEA has to be created?]
SFMEA has to be created at the concept phase to recognize risks at an early stage.
DFMEA has to be created at this time to be most effective, but latest by design freeze.
PFMEA has to be created with the start of the serial development
S-FMEA D-FMEA P-FMEA
9
FMEA analysis principle
Product (System, Design) FMEA explores the possibility of product
malfunctions, reduced product life, and safety and regulatory concerns derived
from
• Material Properties
• Geometry, Tolerances
• Interfaces with other components and/or systems
• environments, user profile, degradation, systems interactions
Process FMEA discovers failure that impacts product quality, reduced
reliability of the process, customer dissatisfaction, and safety or environmental
hazards derived from
• Human Factors
• Methods followed while processing
• Materials used
• Machines utilized
• Measurement systems impact on acceptance
• Environment Factors on process performance
10
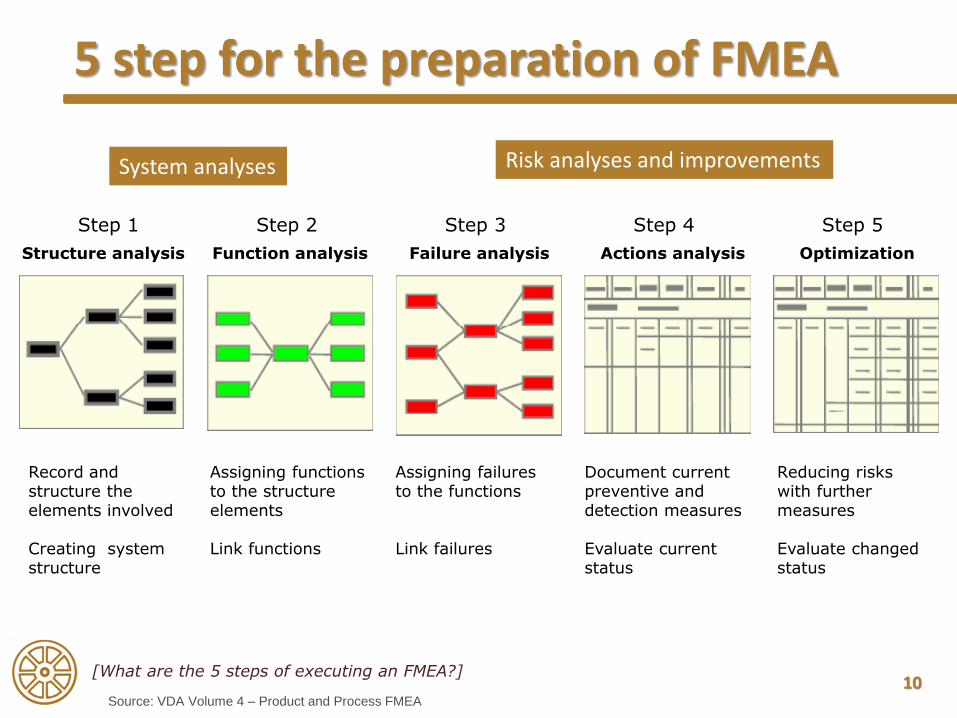
5 step for the preparation of FMEA
Source: VDA Volume 4 – Product and Process FMEA
System analyses Risk analyses and improvements
Record and structure the elements involved
Creating systemstructure
Step 2 Step 3 Step 4 Step 5
Structure analysis Function analysis Failure analysis Actions analysis Optimization
Assigning functions to the structure elements
Link functions
Assigning failures to the functions
Link failures
Document current preventive and detection measures
Evaluate current status
Reducing riskswith furthermeasures
Evaluate changed status
Step 1
[What are the 5 steps of executing an FMEA?]

11
Step 1. Structure analysis
Source: VDA Volume 4 – Product and Process FMEA
Objectives:
• Overview of the inspected product
• Reuse of modules
• Classification and interface description
• Establish responsibilities
12
Step 2. Function analysis
Source: VDA Volume 4 – Product and Process FMEA
Objectives:
• Overview of the functionality of the product
• Overview of the cause-effect relationship
• Verification against the customer requirements
• Basis for the failure analysis
13
Step 3. Failure analysis
Source: VDA Volume 4 – Product and Process FMEA
Objectives:
• Identification of the possible failures, assigned to
system structure and functions
• Links of the failures to the failure structure
• Basis for the illustration of failures in a form an and/or
the preparation of the form
14
Step 4. Actions analysis
Source: VDA Volume 4 – Product and Process FMEA
Objectives:
• Assigning the existing and/or already established
actions to the failure
• Risk evaluation
15
Step 5. Optimization
Source: VDA Volume 4 – Product and Process FMEA
Objectives:
• Identification of the actions necessary for improvement
• Assessment of the risk
• Checking the effectiveness of the implemented actions
• Documenting the implemented actions
16
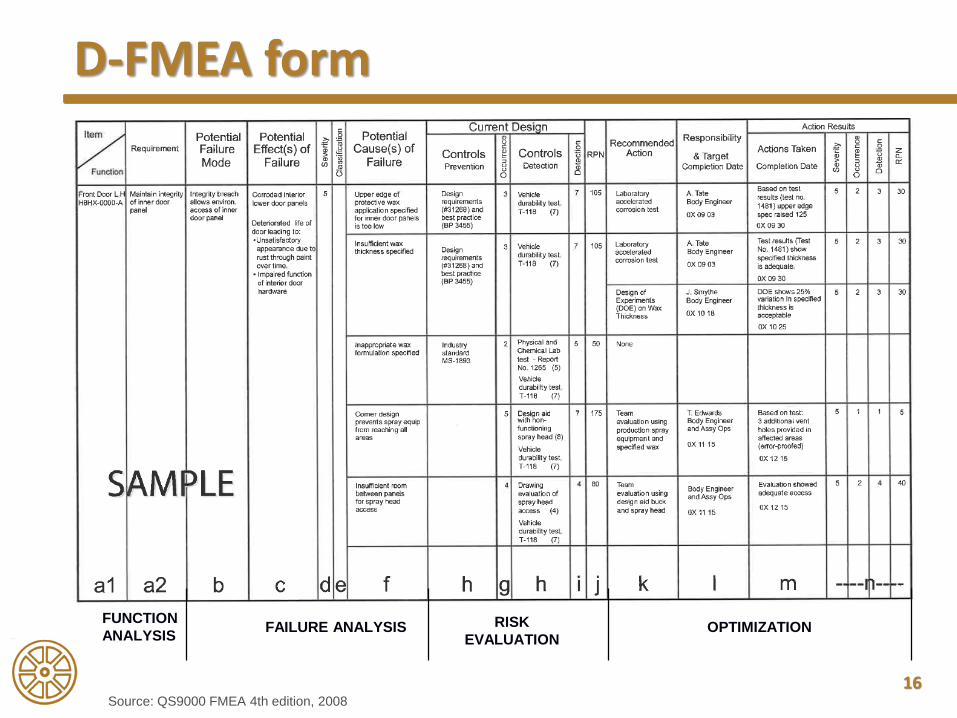
D-FMEA form
Source: QS9000 FMEA 4th edition, 2008
FUNCTION
ANALYSISFAILURE ANALYSIS RISK
EVALUATIONOPTIMIZATION
17
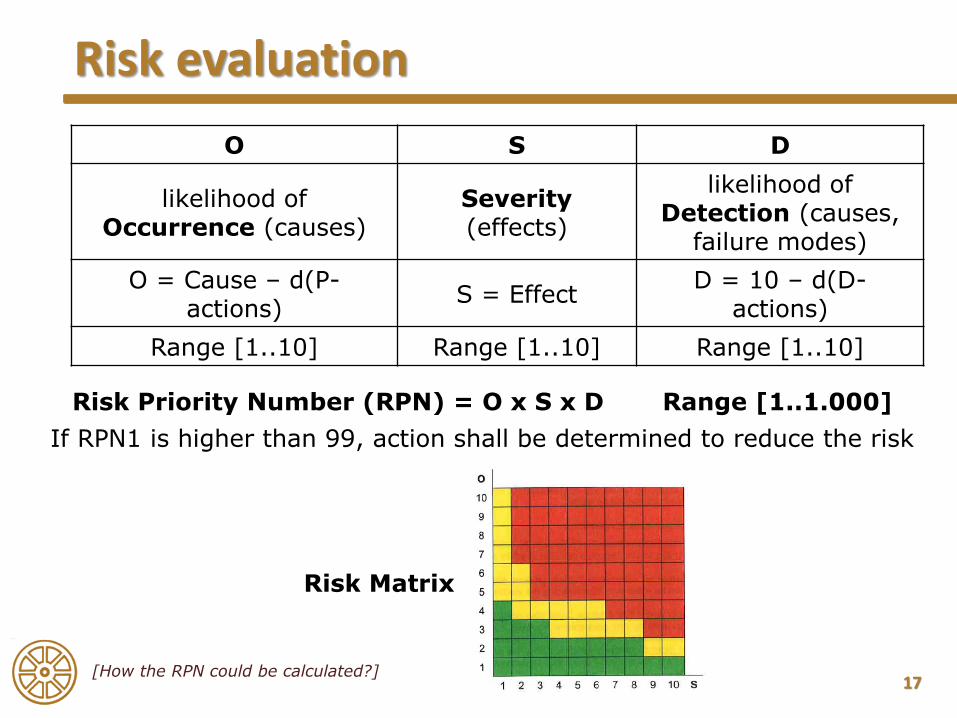
Risk evaluation
O S D
likelihood of Occurrence (causes)
Severity(effects)
likelihood of Detection (causes,
failure modes)
O = Cause – d(P-actions)
S = EffectD = 10 – d(D-
actions)
Range [1..10] Range [1..10] Range [1..10]
Risk Priority Number (RPN) = O x S x D Range [1..1.000]
If RPN1 is higher than 99, action shall be determined to reduce the risk
Risk Matrix
[How the RPN could be calculated?]
18
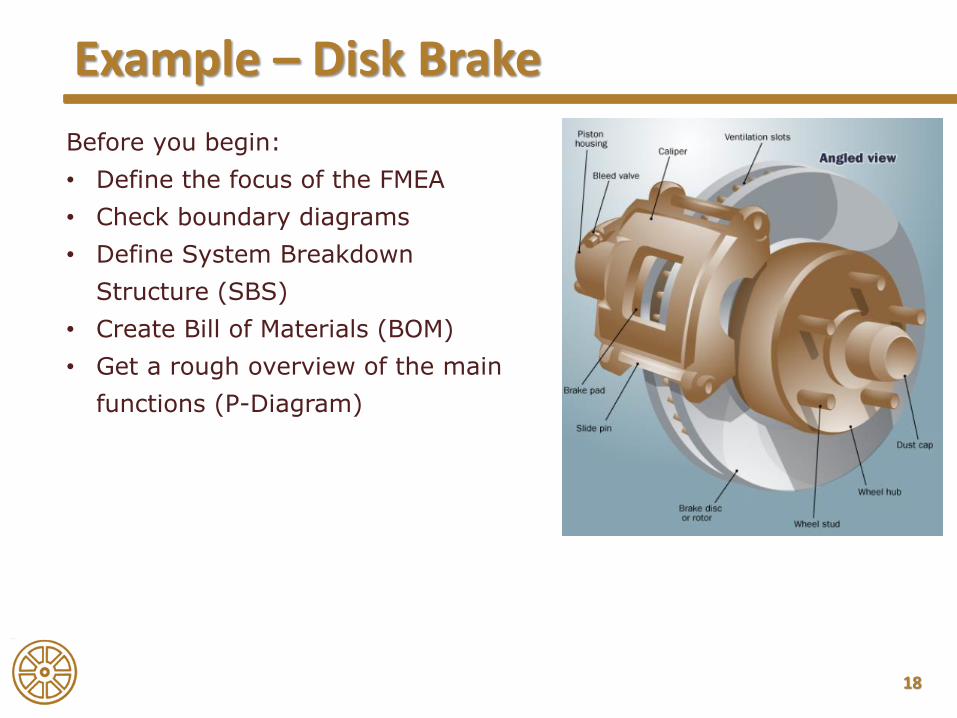
Example – Disk Brake
Before you begin:
• Define the focus of the FMEA
• Check boundary diagrams
• Define System Breakdown
Structure (SBS)
• Create Bill of Materials (BOM)
• Get a rough overview of the main
functions (P-Diagram)
19
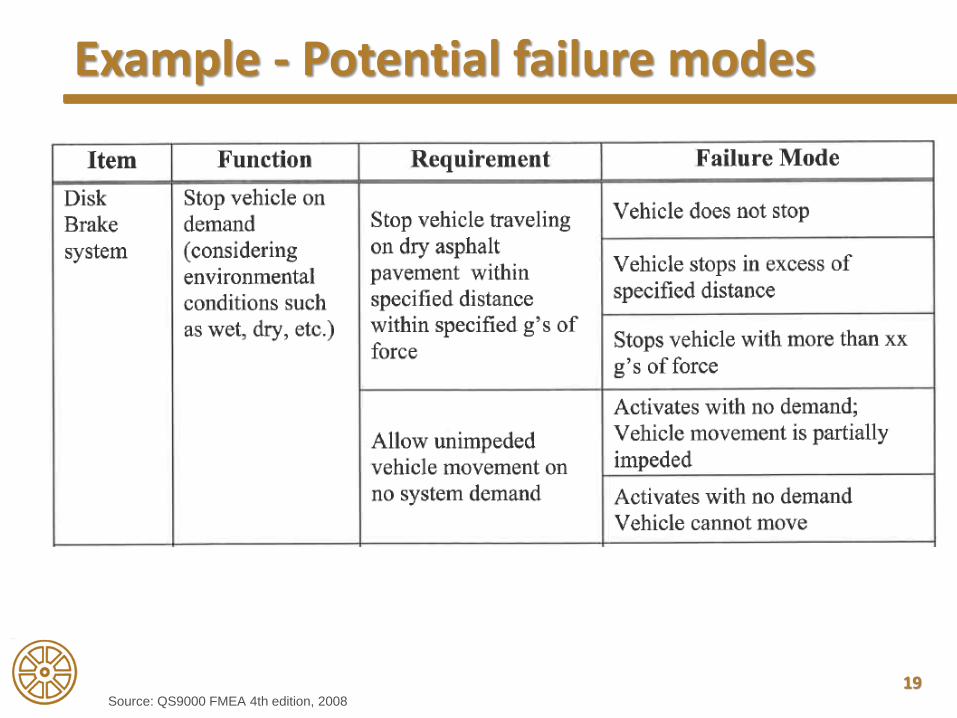
Example - Potential failure modes
Source: QS9000 FMEA 4th edition, 2008
20
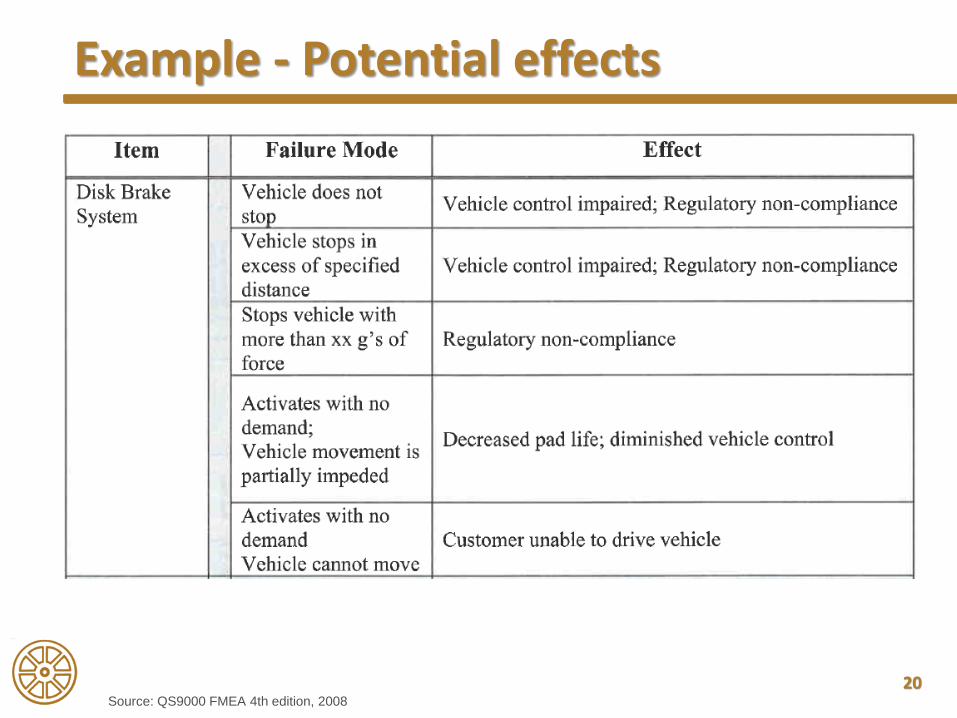
Example - Potential effects
Source: QS9000 FMEA 4th edition, 2008
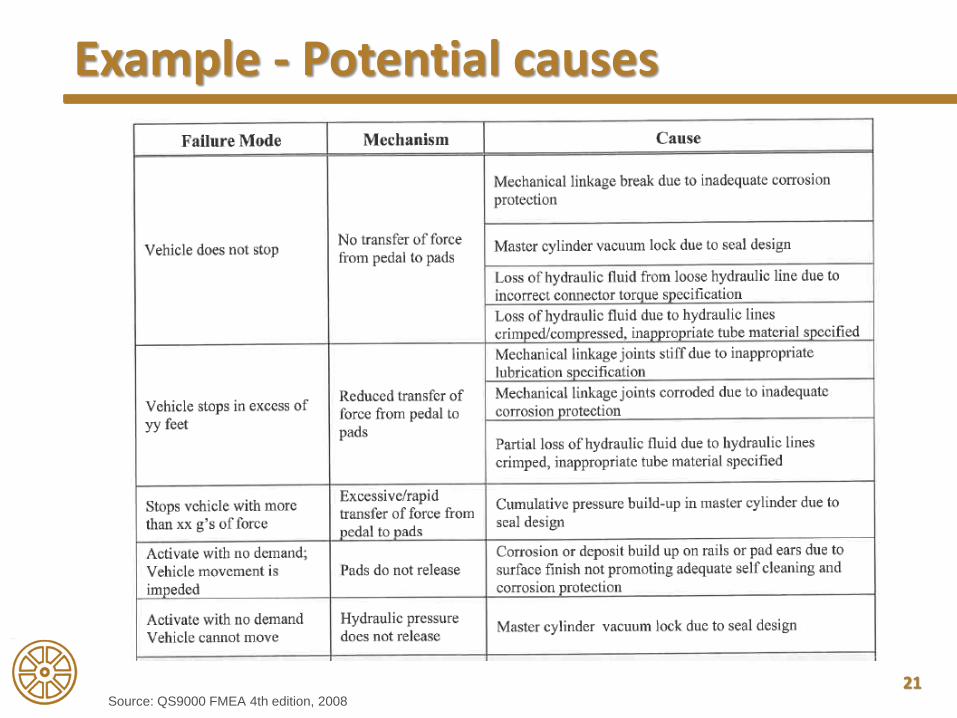
21
Example - Potential causes
Source: QS9000 FMEA 4th edition, 2008
22
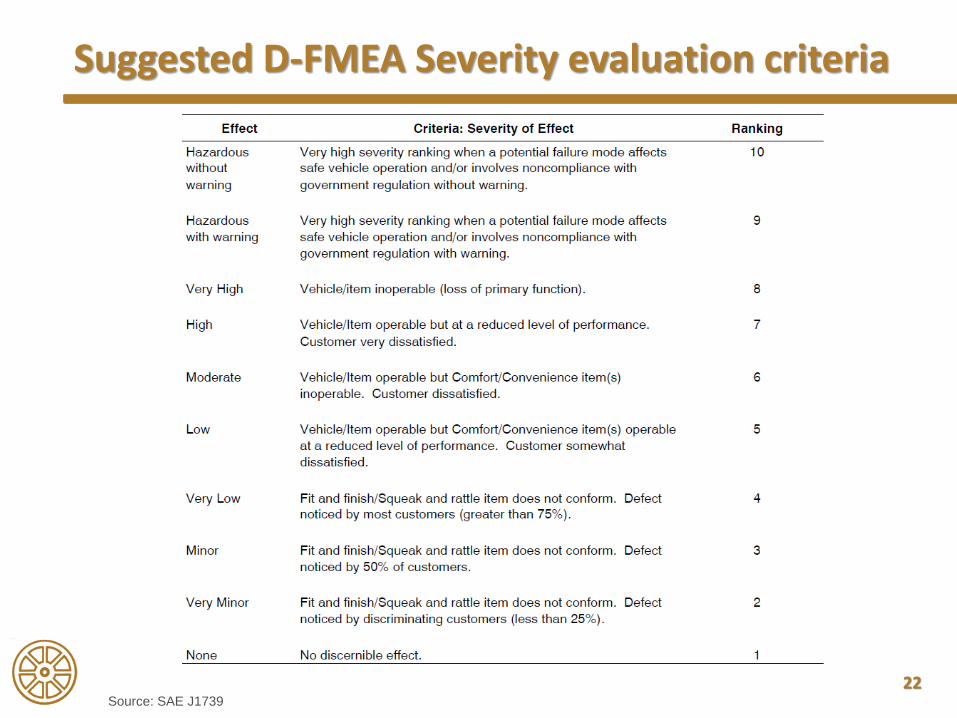
Suggested D-FMEA Severity evaluation criteria
Source: SAE J1739
23
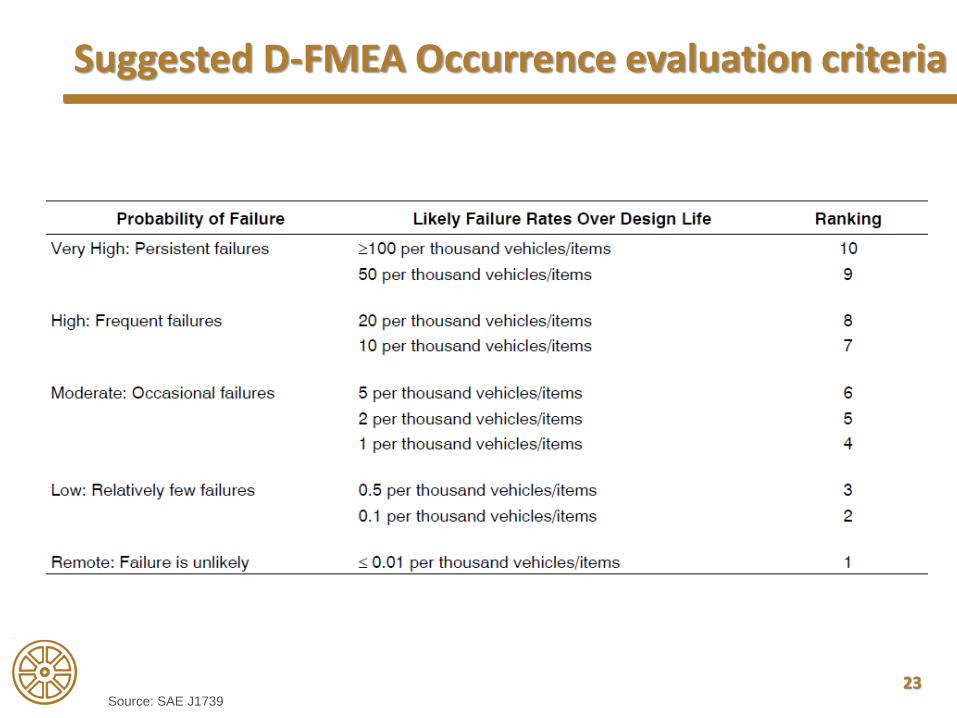
Suggested D-FMEA Occurrence evaluation criteria
Source: SAE J1739
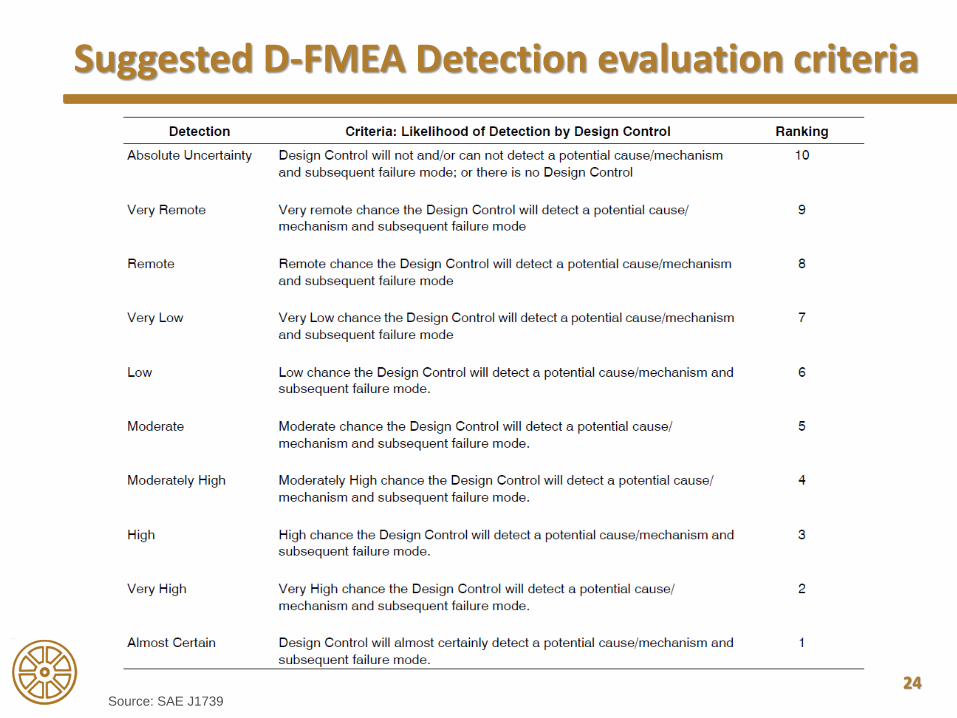
24
Suggested D-FMEA Detection evaluation criteria
Source: SAE J1739

25
Prevention and Detection controls
Source: QS9000 FMEA 4th edition, 2008
Prevention Controls:
• Benchmarking studies
• Fail-safe design
• Design and Material standards
• Documentation – record of best
practices, lessons learned from
similar design
• Simulation studies – analysis of
concepts to establish design
requirements
• Error proofing
Detection Controls:
• Design reviews
• Prototype testing
• Validation testing
• Simulation studies – validation of
design
• Design of Experiments, including
reliability testing
• Mock-up using similar parts
Prevention control: what can be done to prevent the failure cause?
Detection control: what can be done to detect the failure cause?
[What are the typical Detection Controls of an FMEA?]
26
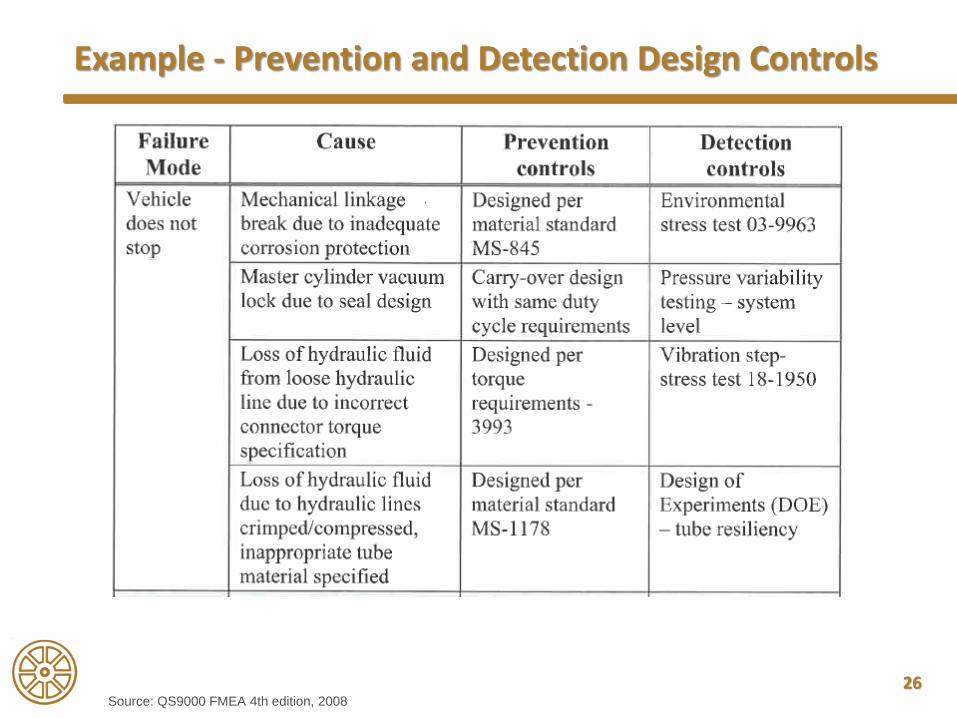
Example - Prevention and Detection Design Controls
Source: QS9000 FMEA 4th edition, 2008
27
Recommended Action
Source: QS9000 FMEA 4th edition, 2008
• Prevention actions (e.g. reducing Occurrence) are preferable than
Detection actions.
• The target of Recommended Action is to improve the Design.
Reduce Severity ranking:
• Only by Design revision
Reduce Occurrence ranking:
• Error proof the Design to eliminate
the failure mode
• Revised Design geometry and
tolerances
• Revised Design to lower the stresses
or replace weak components
• Add redundancy
• Revised material specification
Reduce Detection ranking:
• Design of Experiments
(particularly when multiple
or interactive causes of a
failure mode are present)
• Revised test plan
[What is the main target of defining Recommended Actions in an FMEA?]
28
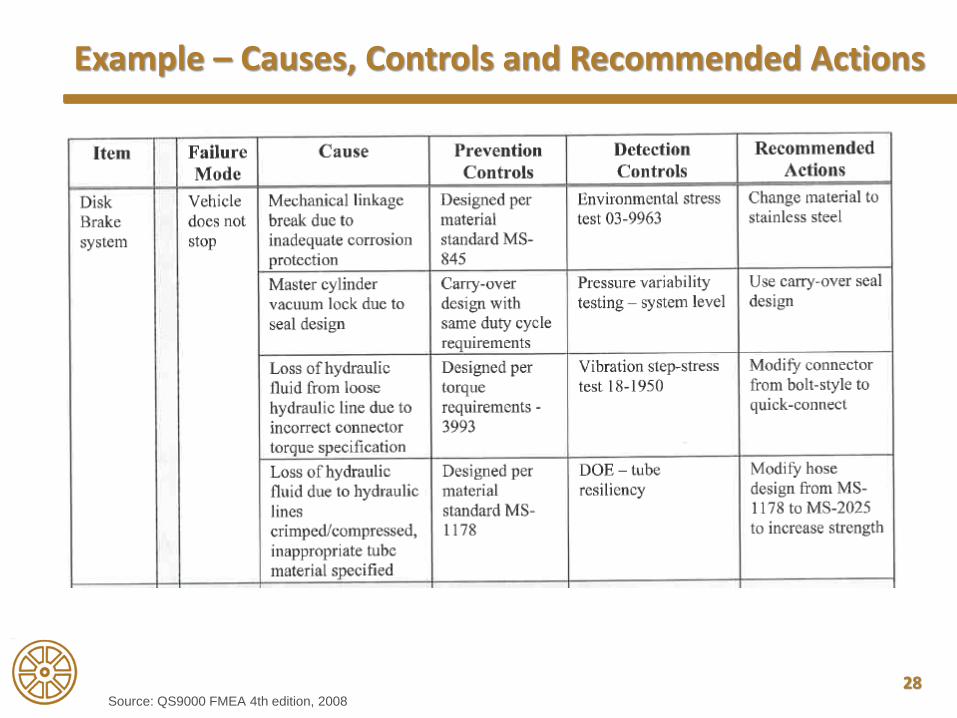
Example – Causes, Controls and Recommended Actions
Source: QS9000 FMEA 4th edition, 2008
29
Resulting RPN
• After the Prevention / Correction actions have been taken,
determine the resulting Severity, Occurrence and Detection
rankings.
• Calculate the resulting Risk Priority Number.
• If further action is considered necessary, than the analysis and
the optimization should be repeated.
30
Quality objectives of D-FMEA
Source: SAE J1739
[What are typical quality objectives of an FMEA?]
1. DESIGN IMPROVEMENTS: The FMEA drives Design Improvements as the primary objective.
2. HIGH RISK FAILURE MODES: The FMEA address all high risk Failure Modes, as identified by the
FMEA team, with executable Action Plans. All other failure modes are considered.
3. A/D/V OR DVP&R PLANS: The Analysis/Development/Validation (A/D/V), and/or Design
Verification Plan and Report (DVD&R) considers the failure modes from the Design FMEA.
4. INTERFACES: The FMEA scope includes integration and interface failure modes in both block
diagram and analysis.
5. LESSONS LEARNED: The FMEA considers all major “lessons learned” (such as high warranty,
campaigns, etc.) as input to failure mode identification.
6. SPECIAL OR KEY CHARACTERISTICS: The FMEA identifies appropriate Key Characteristics
candidates, as input to the Key Characteristics selection process, if applicable due to company policy.
7. TIMING: The FMEA is completed during the “Window of opportunity” where it could most efficiently
impact the product design.
8. TEAM: The right people participate as part of the FMEA team throughout the analysis, and are
adequately trained in the procedure. As appropriate, a facilitator should be utilized.
9. DOCUMENTATION: The FMEA document is completely filled out “by the book”, including “Action
Taken” and new RPN values.
10.TIME USAGE: Time spent by the FMEA team, as early as possible, is an effective and efficient use
of time, with a value-added result. This assumes Recommended Actions are identified as required
and the actions are implemented.

31
Special or critical Characteristics
Source: VDA4 – Product and Process FMEA
• C/C (Critical Characteristics): product
characteristics or process parameter that
influence the safety of a product or the
compliance to legal regulation.
• S/C (Special Characteristics): product
characteristics or process parameter that
influence the fit/function of a product, or which
have to be controlled and documented for other
reasons, such as customer requirements.
• S/C and C/C are part of the Control Plan,
which provides the process monitoring and
control methods that will be used to control
characteristics.
• If S=9..10 and O>1 than C/C
• If S=8 and O≥4 than S/C

32
Interface to customer & supplier FMEAs
• Customers can review
FMEA’s only in the
presence of the company
representative
• FMEA’s are not to be sent
or left with customers
• An FMEA summary is given
to the customer if
requested
• The customer has to be
informed of high product
risks and all customer
influenced risks
OEM
TIER1
TIER2
functions, failures,
severities
functions, failures,
severities
failure causes, actions, risk?
failure causes, actions, risk?
33
Success and Failure factors of an FMEA
Source: QS9000 FMEA 4th edition, 2008
Success factors:
• Support by top management
• Involving specialists of different
departments, customer and
supplier
• Ability to work in a team
• Ability to communicate
• Knowledge of the FMEA method
• Scheduled meetings and enough
time
Failure factors:
• Preparation of the project is not
appropriate
• Missing goals
• Poor knowledge of the method
• The top management is not
supporting
• No action tracking
• The rules of team work are not
defined or not applied
• The team members are not
active
[What are the success factors of an FMEA?]
BME FACULTY OF TRANSPORTATION ENGINEERING AND VEHICLE ENGINEERING
Wahl, István
BUDAPEST UNIVERSITY OF TECHNOLOGY AND ECONOMICS