estudo da viabilidade do processo de soldagem fcaw com … · instituto de tecnologia, universidade...
TRANSCRIPT

UNIVERSIDADE FEDERAL DO PARÁ INSTITUTO DE TECNOLOGIA
FACULDADE DE ENGENHARIA MECANICA PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECANICA
FABIO GONÇALVES DA SILVA
Estudo da Viabilidade do Processo de Soldagem FCAW com Adição de Arame Frio, Aplicado a Indústria Naval
Belém – PA
2010
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

i
FABIO GONÇALVES DA SILVA
Estudo da Viabilidade do Processo de Soldagem FCAW com Adição de Arame Frio, Aplicado a Indústria Naval
Dissertação apresentada para obtenção do grau de Mestre em Engenharia Mecânica, Instituto de Tecnologia, Universidade Federal do Pará. Área de concentração Materiais e Processos.
Orientador: Prof. Dr. Eduardo de Magalhães Braga
Belém – PA
2010
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

ii
ERRATA E/OU FICHA CATALOGRÁFICA
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

iii
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

iv
DEDICATÓRIA
Aos meus pais, Carlos A. da Silva e Creuzelina G. Lima. A minhas irmães e sobrinha.
A minha namorada. Familiares e amigos.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

v
AGRADECIMENTOS
- Primeiramente a Deus por conceder-me esta realização; - Ao Prof. Dr. Eduardo M Braga pela orientação, atenção e contribuição científica dedicada a este trabalho e pelo companheirismo e amizade; - Ao Prof. Dr. Jose L. V. Quaresma, pela contribuição técnico-científica, apoio, incentivo e pela amizade; - Aos Professores da área de Materiais e Processos do PPGEM-UFPA pelo apoio; - Aos amigos e colegas mestrandos Lino Rodrigues, Junilce Carla, Donge Arvie, Washington Luis, Emmanuele Sá, Tárcio Cabral e Luiz Paulo pelas contribuições e sugestões; - Aos alunos orientados do Prof. Eduardo Braga: Ariana Lobato, Aline Moreira, Everton, Cássia e Diogo, pela ajuda e contribuição na execução dos experimentos; - Aos colaboradores do Estaleiro Rio Maguari, pela disponibilidade e paciência na execução dos experimentos; - Aos alunos do LCAM; - Aos alunos e técnicos do GETSOLDA, por contribuírem na realização dos ensaios experimentais; - A coordenação do PPGEM-UFPA, pelo apoio; - E, finalmente, a todos aqueles que direta ou indiretamente contribuíram para a realização deste trabalho.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

vi
Deus coopera em tudo para o bem daqueles que o amam.
Romanos 8,28
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
vii
RESUMO
Este trabalho tem por objetivo avaliar a viabilidade do processo de soldagem FCAW
com adição de arame frio aplicado a indústria naval. A utilização desta técnica
apresenta grandes vantagens comparadas ao processo FCAW convencional, e a
implantação de novas técnicas em processos produtivos impulsionam as indústrias a
serem mais competitivas relacionado a preço e qualidade de seus produtos. Neste
segmento, este trabalho tem por finalidade a avaliação da qualidade das juntas
soldadas pelas técnicas FCAW (convencional) e FCAW-CW (arame frio),
apresentando um comparativo da qualidade superficial dos cordões de solda,
estabilidade de arco, econômico, geométrico e metalúrgico (fases presentes) entre
os dois processos realizados em ambiente industrial. As soldagens foram realizadas
em chanfros “V” de chapas de aço baixo carbono estrutural (aço naval ASTM A-131
grau A), em posição plana pelo método semiautomatico. Em todas as condições de
soldagem o passe de raiz foi realizado com arame eletrodo AWS E71T-1 de 1,2 mm,
com velocidades de 8,5 m/min e gás CO2 como proteção na vazão de 15 L/min. Para
os passes de enchimento utilizou-se o mesmo arame eletrodo, porém com três
níveis de velocidade de alimentação de arame (6, 8 e 10 m/min) sem e com adição
de arame frio da classe AWS ER70S-6. Para o processo FCAW-CW foram
realizados dois procedimentos independentes, o primeiro com adição de arame frio
de 0,8 mm de diâmetro e o segundo com adição de arame frio de 1,0 mm de
diâmetro, a proporção entre as velocidades de alimentação do arame eletrodo e
velocidade de alimentação de arame frio foram as seguintes 6/2, 8/3 e 10/4 m/min.
Os resultados obtidos mostraram que em relação ao aspecto da sanidade
superficial, os cordões de solda apresentaram boa qualidade não apresentando
descontinuidades ao longo da junta. Os dados dos oscilogramos se mantiveram
coerente ao da literatura pesquisada. Nas características econômicas houve
melhorias significativas com a aplicação do arame frio comparado ao convencional,
já relacionado as características geométricas houve uma tendência de diminuição de
penetração e aumento do reforço. Quanto ao aspecto metalúrgico ocorreu a
formação de ferrita com a utilização de arame frio similar processo convencional. Palavras-chaves: Soldagem, FCAW-CW, ASTM A131.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

viii
ABSTRACT
This work has for objective to evaluate the viability of the welding process FCAW with
addition of cold wire applied the naval industry. The use of this technique presents
great advantages compared to the process conventional FCAW, and the implantation
of new techniques in productive processes impelling the they industries they be more
competitive related at price and quality of your products. . In this segment this activity
has for purpose the evaluation of the quality the joint welded by technique FCAW
(conventional) and FCAW-CW (cold wire),, presenting a comparative of the
superficial quality of the strings of it welds, arch stability, economical, geometric and
metallurgical (present phases). The welding were accomplished in groove "V " of
structure steel (ASTM A-131 Grade A), in position plane by the method
semiautomatic in industry in two pass (root and finish). In all the welding conditions
the root pass was accomplished with wire electrode AWS E71T-1 of 1,2 mm, with
speeds of 8,5 m/min and gas CO2 as protection with flow of 15 L/min. For the finish
pass the wire with was used AWS E71T-1 of 1,2 mm , with three levels of feeding
speed (6, 8 and 10 m/min) without and with wire cold of the class AWS ER70S-6.
For the process FCAW-CW two independent procedures were accomplished with
addition of cold wire of 0,8 mm and 1,0 diameter mm, the proportion among the
feeding speeds was 6/2, 8/3 and 10/4 m/min. The obtained results showed that in
relation to the aspect of the superficial sanity, the strings of it welds they presented of
good quality not presenting discontinuity along the joint. The data of the oscillograma
stayed coherent to the of the researched literature. In the economical characteristics
there were significant improvements with the application of the cold wire compared to
the conventional, already related the geometric characteristics there were a tendency
of the penetration decrease and of the reinforcement increase. Regarding the
aspect metallurgical occurred ferrite formation with the usage of cold wire, similar of
conventional process
Keywords: Welding, FCAW-CW, ASTM A131.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

ix
LISTA DE FIGURAS
Figura 2.1 Esquema representativo da soldagem a arame tubular com proteção gasosa (Braga, 1997 in Nascimento, 2005 e Mendonça, 2007)...........................................................................
28
Figura 2.2 Esquema representativo da soldagem a arame tubular autoprotegido (Correa,2006)........................................................
29
Figura 2.3 Representação esquemática do equipamento para soldagem FCAW. (Mendonça, 2007)............................................................
30
Figura 2.4 Identificação para eletrodos FCAW de aços médio carbono (ASME in Dias, 2003)....................................................................
33
Figura 2.5 Identificação para eletrodos FCAW de aços baixa liga (ASME in Dias, 2003)...................................................................................
33
Figura 2.6 Geometria de seções transversais típicas de arames tubulares (Dias, 2004)...................................................................................
35
Figura 2.7 Efeito da inclinação do eletrodo (Sábio, 2007)............................ 36 Figura 2.8 Ângulo de posicionamento da tocha (Barra, 2003)..................... 36 Figura 2.9 Extensão do eletrodo e taxa de deposição (Fortes, 2004).......... 38 Figura 2.10 Representação esquemática dos principais modos de
transferência (Barra, 2003)............................................................ 41 Figura 2.11 Formas típicas de transferência na soldagem com arames
tubulares. Arames: (a) "metal cored", (b) rutílico, (c) básico e (d) auto-protegido. (Modenesi, 2009)............................................. 42
Figura 2.12 . Representação esquemática do processo MIG/MAG duplo arame. (Groetelaars, 2005)........................................................... 44
Figura 2.13 (a) e (b) disposições em paralelo, (c) e (d) disposições em série. (Groetelaars, 2005 e Scotti, 2008)................................................ 45
Figura 2.14 Representação esquemática do sistema com potencial único (Motta, 2002)................................................................................. 46
Figura 2.15 (a)Tocha de potencial único (modelo fabricado pela Abicor-Binzel); (b) detalhes do bocal/bico de contato (Groetelaars, 2005)............................................................................................. 46
Figura 2.16 Representação esquemática dos sistemas com duplo arame com potenciais isolados (Motta, 2002)....................................... 47
Figura 2.17 Tochas de potencial isolado: a primeira é integrada, com arames inclinados (modelo fabricado pela Closs); a outra apresenta detalhes do bocal/bico de contato da tocha “c”. (Groetelaars, 2005)....................................................................... 48
Figura 2.18 Modelo esquemático do 1º protótipo para soldagem arame frio (Bacelar e Ferraz, 2005)................................................................ 51
Figura 2.19 Disposição da alimentação de arame.(Bacelar& Ferraz,.............. 53 Figura 2.20 Protótipo do 2º suporte de alimentação de arame frio. (Sábio,
2007)............................................................................................. 53 Figura 2.21 2º suporte de alimentação de arame frio desenvolvido para o
modo automatizado com controle de ângulo (Sábio, 2007).......... 54 Figura 2.22 3º Suporte de alimentação de arame frio (a) protótipo, (b) modo
automatizado e (c) modo semiautomatizado. (GETSOLDA)......... 55 Figura 2.23 Esquema do perfil geométrico do cordão de solda....................... 60 Figura 2.24 Esquema representativo da diluição medida na seção
transversal da solda (Figueiredo, 2005)........................................ 61
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
x Figura 2.25 Resumo da seqüência do ensaio de LP (Andreucci, 2006)......... 62 Figura 2.26 Representação esquemática de constituintes microestruturais
(Nascimento, 2005)....................................................................... 66 Figura 2.27 Microestrutura do metal depositado com indicação dos
diferentes constituintes (MO) (Modenesi, 2004 e Nascimento, 2005). ........................................................................................... 69
Figura 3.1 Esquema representativo da peça nas dimensões 9.8 mm, 150
mm e 300 mm (E x L x C) a formar a junta a ser soldada, conforme foi doado pelo Estaleiro................................................. 73
Figura 3.2 Pistola de soldagem com o sistema auxiliar de alimentação de arame não energizado acoplado................................................... 75
Figura 3.3 Protótipo do suporte auxiliar de alimentação de arame não-energizado. a) Montado e pronto a ser adaptado; b) Desmontado em peças.................................................................. 76
Figura 3.4 Suporte de Alivio de tensões......................................................... 77 Figura 3.5 Representação esquemática do corpo de prova (duas peças)
nas medidas de 300 x 300 x 9,5 mm; no detalhe o diâmetro, o ângulo de bisel de 22,5º e abertura de fresta de 3.0 mm.............. 83
Figura 3.6 Esquema representativo da abertura de raiz otimizada, de 3.0 para 2.4 mm, para o passes de raiz sem o passe no reverso do cordão............................................................................................ 85
Figura 3.7 Aplicação em campo da técnica de soldagem FCAW-CW com adição de arame frio, caracterizando o modo semiautomatico. a) soldador no momento do passe de enchimento; b) detalhe da tocha com o suporte guia de alimentação do arame frio............... 86
Figura 3.8 Esquema do corte para obtenção das amostras........................... 93 Figura 3.9 Esquema do perfil geométrico do cordão de solda....................... 94 Figura 3.10 Representação esquemática da analise geométrica e dos
pontos para a analise micrografica.............................................. 95 Figura 4.1 Desenho esquemático do processo de soldagem com adição de
arame frio. Apresentando a técnica de soldagem no sentido empurrando, com arame não energizado disposto e introduzido a frente da poça de fusão.............................................................. 98
Figura 4.2 Aspecto superficial do cordão de solda. Processo FCAW convencional, com velocidade de alimentação de arame de 6 m/min ou V6.................................................................................. 99
Figura 4.3 Aspecto superficial do cordão de solda. Processo FCAW convencional, com velocidade de alimentação de arame de 8 m/min ou V8.................................................................................. 99
Figura 4.4 Aspecto superficial do cordão de solda. Processo FCAW convencional, com velocidade de alimentação de arame de 10 m/min ou V10................................................................................
100
Figura 4.5 Aspecto superficial do cordão de solda. Processo FCAW-CW com adição de arame frio de 0.8 de diametro, com velocidade de alimentação de arames eletrodo/frio igual a 6/2 m/min............
101
Figura 4.6 Aspecto superficial do cordão de solda. Processo FCAW-CW com adição de arame frio de 0.8 de diâmetro, com velocidade de alimentação de arames eletrodo/ frio igual a 8/3 m/min...........
101
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
xi Figura 4.7 Aspecto superficial do cordão de solda. Processo FCAW-CW
com adição de arame frio de 0.8 de diâmetro, com velocidade de alimentação de arames eletrodo/ frio igual a 10/4 m/min........
101
Figura 4.8 Aspecto superficial do cordão de solda. Processo FCAW-CW com adição de arame frio de 1.0 de diâmetro, com velocidade de alimentação de arames eletrodo/ frio igual a 6/2.5 m/min.......
102
Figura 4.9 Aspecto superficial do cordão de solda. Processo FCAW-CW com adição de arame frio de 1.0 de diâmetro, com velocidade de alimentação de arames eletrodo/ frio igual a 8/3 m/min..........
102
Figura 4.10 Aspecto superficial do cordão de solda. Processo FCAW-CW com adição de arame frio de 1.0 de diâmetro, com velocidade de alimentação de arames eletrodo/ frio igual a 10/4 m/min........
102
Figura 4.11 Aspecto superficial do cordão de solda no reverso. Passe de raiz com arame tubular de 1.2 mm de diâmetro, com velocidade de alimentação de 8,5 m/min........................................................
103
Figura 4.12 Qualidade superficial dos cordões depositados pelo processo FCAW com velocidade de alimentação de arame de 6 m/min...... 104
Figura 4.13 Qualidade superficial dos cordões depositados pelo processo FCAW com velocidade de alimentação de arame de 8 m/min...... 104
Figura 4.14 Qualidade superficial dos cordões depositados pelo processo FCAW com velocidade de alimentação de arame de 10 m/min...
104
Figura 4.15 Qualidade superficial dos cordões depositados pelo processo FCAW-CW com adição de arame frio de 0.8 mm de diâmetro, com velocidades de alimentação de arames de 6/2 m/min...........
105
Figura 4.16 Qualidade superficial dos cordões depositados pelo processo FCAW-CW com adição de arame frio de 0.8 mm de diâmetro, com velocidades de alimentação de arames de 8/3 m/min...........
105
Figura 4.17 Qualidade superficial dos cordões depositados pelo processo FCAW-CW com adição de arame frio de 0.8 mm de diâmetro, com velocidades de alimentação de arames de 10/4 m/min........
105
Figura 4.18 Qualidade superficial dos cordões depositados pelo processo FCAW-CW com adição de arame frio de 1.0 mm de diâmetro, com velocidades de alimentação de arames de 6/2.5 m/min.......
106
Figura 4.19 Qualidade superficial dos cordões depositados pelo processo FCAW-CW com adição de arame frio de 1.0 mm de diâmetro, com velocidades de alimentação de arames de 8/3 m/min..........
106
Figura 4.20 Qualidade superficial dos cordões depositados pelo processo FCAW-CW com adição de arame frio de 1.0 mm de diâmetro, com velocidades de alimentação de arames de 10/4 m/min........
106
Figura 4.21 Qualidade superficial no reverso dos cordões depositados pelo passe de raiz. Realizado com o processo FCAW com o mesmo arame eletrodo, e velocidades de alimentação de 8.5 m/min.......
107
Figura 4.22 Oscilogramas de corrente e tensão do processo FCAW a 6 m/min a velocidade de alimentação de arame eletrodo: (A) corrente x tempo e (B) tensão x tempo.........................................
109
Figura 4.23 Oscilogramas de corrente e tensão do processo FCAW a 8 m/min a velocidade de alimentação de arame eletrodo: (A) corrente x tempo e (B) tensão x tempo.........................................
110
Figura 4.24 Oscilogramas de corrente e tensão do processo FCAW a 10 m/min a velocidade de alimentação de arame eletrodo: (A) corrente x tempo e (B) tensão x tempo.........................................
111
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

xii Figura 4.25 Oscilogramas de corrente e tensão do processo FCAW-CW
(diametro do arame frio de 0.8 mm) e 6 m/min a velocidade de alimentação de arame eletrodo: (A) corrente x tempo e (B) tensão x tempo..............................................................................
113
Figura 4.26 Oscilogramas de corrente e tensão do processo FCAW-CW (diametro do arame frio de 0.8 mm) e 8 m/min a velocidade de alimentação de arame eletrodo: (A) corrente x tempo e (B) tensão x tempo..............................................................................
114
Figura 4.27 Oscilogramas de corrente e tensão do processo FCAW-CW (diametro do arame frio de 0.8 mm) e 10 m/min a velocidade de alimentação de arame eletrodo: (A) corrente x tempo e (B) tensão x tempo..............................................................................
115
Figura 4.28 Oscilogramas de corrente e tensão do processo FCAW-CW (diametro do arame frio de 1.0 mm) e 6 m/min a velocidade de alimentação de arame eletrodo: (A) corrente x tempo e (B) tensão x tempo..............................................................................
116
Figura 4.29 Oscilogramas de corrente e tensão do processo FCAW-CW (diametro do arame frio de 1.0 mm) e 8 m/min a velocidade de alimentação de arame eletrodo: (A) corrente x tempo e (B) tensão x tempo..............................................................................
117
Figura 4.30 Oscilogramas de corrente e tensão do processo FCAW-CW (diametro do arame frio de 1.0 mm) e 10 m/min a velocidade de alimentação de arame eletrodo: (A) corrente x tempo e (B) tensão x tempo..............................................................................
118
Figura 4.31 Representação gráfica do comportamento da (A) corrente média e (B) tensão média, para os processos FCAW e FCAW-CW com arame frio de 0.8 e 1.0 mm de diâmetro.......................................
120
Figura 4.32 Efeito da velocidade de alimentação de arame eletrodo sobre a taxa de deposição. Soldagem FCAW, FCAW-CW (0.8 mm) e FCAW-CW (1.0 mm).....................................................................
124
Figura 4.33 Efeito da velocidade de alimentação de arame eletrodo sobre a taxa de fusão. Soldagem FCAW, FCAW-CW (0.8 mm) e FCAW-CW (1.0 mm).................................................................................
125
Figura 4.34 Efeito dos parâmetros operacionais sobre o rendimento. Soldagem FCAW, FCAW-CW (0.8 mm) e FCAW-CW (1.0 mm)..
126
Figura 4.35 Influencia da velocidade de alimentação de arame eletrodo sobre o Largura média..................................................................
128
Figura 4.36 Influencia da velocidade de alimentação de arame eletrodo sobre o Reforço médio.................................................................
129
Figura 4.37 Influencia da velocidade de alimentação de arame eletrodo sobre a Penetração Lateral média................................................
129
Figura 4.38 Gráfico representativo da diluição média obtida dos processos de soldagem.................................................................................. 130
Figura 4.39 Resultados das analises geométricas no processo FCAW, nos três níveis de velocidade...............................................................
131
Figura 4.40 Resultados das analises geométricas no processo FCAW-CW (0.8), nos três níveis de velocidade (V6/2.5, V8/3 e V10/4)..........
132
Figura 4.41 Resultados das analises geométricas no processo FCAW-CW (1.0), nos três níveis de velocidade (V6/2, V8/4 e V10/4)............. 133
Figura 4.42 Secções transversais dos cordões de solda dos processos de soldagem FCAW, FCAW-CW (0.8 e 1.0 mm), nos três níveis de velocidade..................................................................................... 134
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
xiii Figura 4.43 Micrografia do metal de base ASTM A131 Grau A,
apresentando grãos equiaxias de Ferrita (F) orientados em bandas, com ilhas de Perlita (P) de cor escura. Ataque nital 2%. 137
Figura 4.44 Micrografia do cordão de solda do processo FCAW em 6 m/min: Agregados de Ferrita e Carbetos (FC), Ferrita Acircular (AF) e Ferrita Primária (PF). Ataque nital 2%...........................................
139
Figura 4.45 Micrografia do cordão de solda do processo FCAW em 8 m/min: Ferrita Acircular (AF), Ferrita Poligonal (PG) e Agregados de Ferrita e Carbetos (FC). Ataque nital 2%......................................
140
Figura 4.46 Micrografia do cordão de solda do processo FCAW-CW(1.0) em 6 m/min: Ferrita de Segunda Fase (FS), Ferrita Poligonal (PG(I)) e Ferrita Acircular (AF). Ataque nital 2%....................................... 141
Figura 4.47 Micrografia do cordão de solda do processo FCAW em 8 m/min: Ferrita Poligonal (PG) e Ferrita Acircular (AF). Ataque nital 2%. 143
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

xiv
LISTA DE TABELAS
Tabela 2.1 Processos de soldagem por Fusão............................................. 27 Tabela 2.2 Vantagens, limitações e aplicações da soldagem FCAW........... 30 Tabela 2.3 Alguns exemplos de classificação usual dos aços...................... 56 Tabela 2.4 Algumas classificações realizadas pela ASTM ......................... 56 Tabela 2.5 Constituintes da zona fundida de aços ferriticos observados ao
microscópio ótico, segundo o sistema IIW (in Modenesi, 2004). 65 Tabela 3.1 Composição química do arame tubular E71T-1.......................... 70 Tabela 3.2 Composição química do arame maciço ER70S-6....................... 71 Tabela 3.3 Composição química do aço ASTM A-131 Grau A, fornecido
pelo estaleiro, realizada pela COPALA SA................................. 72 Tabela 3.4 Planejamento experimental dos ensaios..................................... 81 Tabela 3.5 Parâmetros variáveis dos processos de soldagem FCAW e
FCAW-CW................................................................................... 82 Tabela 3.6 Parâmetros operacionais do passe de raiz................................. 84 Tabela 3.7 Densidade linear dos arames utilizados...................................... 91 Tabela 4.1 Parâmetros variáveis retificados dos processos de soldagem 98 Tabela 4.2 Parâmetros de soldagem obtidos de Im e Um............................ 108 Tabela 4.3 Resultado das características econômicas. Soldagem FCAW,
FCAW-CW(0.8 mm) e FCAW-CW(1.0 mm)................................ 122 Tabela 4.4 Resultados das características geométricas............................... 127 Tabela 4.5 Composição Química Determinada para o Aço ASTM A 131..... 136
LISTA DE EQUAÇÕES
Equação 2.1 Carbono Equivalente ................................................................ 57 Equação 2.2 Diluição ..................................................................................... 62 Equação 3.1 Taxa de Fusão .......................................................................... 89 Equação 3.2 Taxa de Deposição ................................................................... 90 Equação 3.3 Rendimento .............................................................................. 90 Equação 3.4 Taxa de Fusão Modificada ....................................................... 91 Equação 3.5 Taxa de Deposição Modificada ................................................ 92
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

xv
SIMBOLOGIA
% _ Percentual “Tander Wire” _ Tocha de soldagem com a potencial único “Twin Wire” _ Tocha de soldagem com potencial isolado A _ Ampere AE _ Arame-eletrodo Ar _ Argônio Ar+CO2 _ Mistura Argônio dióxido de carbono Ar-He _ Mistura Argônio-Hélio AWS _ “American Welding Society” b _ Largura do cordão C _ Carbono CC+_ Corrente contínua com o eletrodo no pólo positivo CO2 _ Dióxido de carbono DAPI _ Duplo arame com potencial isolado DAPU _ Duplo arame com potencial único DBCP _ Distância bico de contato peça et al _ Et alili (e outros) FCAW _ “Flux Cored Arc Welding” FCAW-CW (0.8) _ Flux Cored Arc Welding – Cool Wire (com
arame frio de 0.8 mm de diâmetro) FCAW-CW (1.0) _ Flux Cored Arc Welding – Cool Wire (com
arame frio de 1.0 mm de diâmetro) FCAW-CW _ Flux Cored Arc Welding – Cool Wire He _ Hélio I _ Intensidade de corrente IIW _ “International Institute of Welding” Im _ Intensidade média de corrente KHz _ Freqüência l _ Comprimento do arame consumido L/min _ Vazão de gás l0 _ Comprimento do arco l1 _ Comprimento linear do arame-eletrodo l2 _ Comprimento linear do arame-frio MA _ metal de Adição MAG _ “Metal Active Gas” MAG-CW _ “Metal Active Gas – Cold Wire” MB_ metal de base mf _ Massa final da junta depois da soldagem mi _ Massa inicial da junta antes da soldagem Mn _ Manganês ms _ Milisegundos O _ Oxigênio O2 _ Gás oxigênio P _ Fósforo PL _ Penetração Lateral posição longitudinal ao sentido de deslocamento da tocha R _ Reforço do cordão
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
xvi
R% _ Rendimento do processo S _ Enxofre s _ Segundos Si _ Silício t _ Tempo t1 _ Tempo do arame-eletrodo t2 _ Tempo do arame frio TD _ Taxa de deposição TF _ Taxa de fusão tm _ Tempo médio de soldagem dos arames tmax _ Tempo máximo de reabertura do arco tmin _ Tempo mínimo de curto-circuito U _ Tensão Un _ Tensão no vale ou tensão de curto-circuito Un+1 _ Tensão de no pico (reignição do arco) Un-1 _ Tensão de início de formação da gota, Ur _ Tensão de referência Us _ Tensão de soldagem V _ Velocidade V0 _ Tensão em vazio (U0) ZAC_ Zona afetada pelo calor ZTA _ Zona termicamente afetada δ _ Diluição Δt _ Variação de tempo de curto-circuito ΔU _ Variação de tensão I_ Índice de significância ρ1 _ Densidade linear do arame-eletrodo ρ2 _ Densidade linear do arame frio ρ_ Densidade linear do arame consumível
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

xvii
SUMÁRIO
RESUMO vii ABSTRACT viii LISTA DE FIGURAS ix LISTA DE TABELAS xiv LISTA DE EQUAÇÕES xiv SIMBOLOGIA xv 1. INTRODUÇÃO .................................................................................................. 20 1.1 Justificativa.................................................................................................... 22
1.2 Objetivos ....................................................................................................... 23 1.2.1 Objetivos Gerais ........................................................................................ 23 1.2.2 Objetivos Específicos ................................................................................ 23
2. REVISÃO BIBLIOGRAFICA.............................................................................. 24 2.1 Introdução....................................................................................................... 24 2.2 Considerações sobre Soldagem.................................................................. 25 2.3 Considerações sobre o Processo Arame Tubular (FCAW)........................ 28
2.3.1 Metal de Adição........................................................................................... 30 2.3.1.1 Designação de arames tubulares para soldagem com proteção gasosa.................................................................................................................. 32 2.3.2 Características Operacionais e Econômicas........................................... 34
2.3.2.1 Influência da inclinação da pistola......................................................... 35 2.3.2.2 Extensão do Eletrodo.............................................................................. 37 2.3.2.3 Tensão e Corrente.................................................................................... 38 2.3.2.4 Velocidade de Soldagem......................................................................... 39 2.3.3 Gás de Proteção......................................................................................... 39 2.3.4 Modos de transferência metálica............................................................. 41 2.3.4.1 Transferência metálica no processo FCAW......................................... 42 2.4 Processo de Soldagem MIG/MAG Duplo Arame........................................ 43 2.4.1 Características do processo Duplo Arame.............................................. 43
2.4.2 Vantagens e Limitações.............................................................................. 48 2.5 Processo de Soldagem com Adição de Arame Frio................................... 50 2.5.1 Características do Processo Arame Frio.................................................. 51 2.5.2 Sistema de Alimentação de Arame Frio.................................................... 52
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
xviii 2.6 Soldabilidade e Microestruturas dos Aços Estruturais.............................. 55 2.6.1 Classificação dos aços .............................................................................. 55 2.6.1.1 Influencia dos elementos de ligas......................................................... 57 2.6.1.2 Aços Carbono e de Baixa Liga............................................................... 57
2.7 Características Econômicas.......................................................................... 58 2.8 Ensaios Não Destrutíveis (END).................................................................. 59 2.8.1 Ensaio de Sanidade do cordão de solda.................................................. 59 2.8.2 Ensaio por Líquidos Penetrantes.............................................................. 60
2.9 Caracteristicas Geometricas......................................................................... 61 2.10 Caracterização Microestrutural................................................................... 63 2.9.1 Microestrutura da Zona Fundida do Aço Baixo Carbono e Baixa liga... 63 3. MATERIAIS E MÉTODOS................................................................................. 70 3.1 Materiais Utilizados....................................................................................... 70 3.1.1 Consumíveis................................................................................................ 70 3.1.1.1 Arame Eletrodo......................................................................................... 70
3.1.1.2 Arame Frio ou Não-Energizado.............................................................. 71 3.1.1.3 Gás de Proteção....................................................................................... 71 3.1.2 Metal de Base............................................................................................... 72 3.2 Equipamentos Utilizados............................................................................... 73
3.2.1 Bancada de Soldagem ............................................................................... 73 3.2.1.1 Central de Soldagem Múltiplos Processos............................................ 74 3.2.1.2 Sistema de Alimentação de Arame Eletrodo......................................... 74 3.2.1.3 Sistema de Alimentação de Arame Frio................................................. 75 3.2.1.4 Pistola de Soldagem com Suporte Auxiliar de Alimentação de Arame Frio............................................................................................................. 75 3.2.1.5 Balança Digital.......................................................................................... 76 3.2.1.6 Suporte de Atracação.............................................................................. 77 3.2.1.7 Sistema de Aquisição e Processamento de Dados.............................. 77 3.2.1.8 Material para Ensaio de Liquido Penetrante.......................................... 78 3.2.1.9 Equipamentos para ensaios metalográficos ........................................ 78 3.2.1.9.1 Serra de fita............................................................................................ 79 3.2.1.9.2 Embutimento dos Corpos de Prova.................................................... 79
3.2.1.9.3 Lixadeira/Politriz.................................................................................... 79
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

xix 3.2.1.9.4 Sistema de aquisição óptico computadorizado – Analisador de imagens................................................................................................................. 80 3.3 Planejamento Experimental ......................................................................... 80 3.3.1 Metodologia Experimental ......................................................................... 82
3.3.1.1 Ensaios preliminares............................................................................... 84 3.3.1.2 Ensaios experimentais............................................................................ 85 3.3.1.3 Sanidade Superficial................................................................................ 87 3.3.1.3.1 Aspecto superficial do metal depositado........................................... 87
3.3.1.3.2 Ensaio por Líquidos Penetrantes ....................................................... 87 3.3.1.4 Estabilidade de Arco ............................................................................... 88 3.3.1.5 Características Econômicas................................................................... 89 3.3.1.5.1 Equações convencionais..................................................................... 89 3.3.1.5.2 Equações modificadas......................................................................... 90 3.3.1.6 Obtenção das amostras .......................................................................... 92 3.3.1.7 Características Geométricas da Solda................................................... 93 3.3.1.8 Características Químicas......................................................................... 94
3.3.1.9 Características Metalúrgicas .................................................................. 95 3.3.1.9.1 Macrografia e Micrografia..................................................................... 95 4. RESULTADOS E DISCUSSÕES....................................................................... 97
4.1 Resultados dos Ensaios Preliminares ........................................................ 97 4.2 Resultados dos Ensaios de Sanidade Superficial...................................... 99 4.2.1 Ensaio Visual............................................................................................... 99 4.2.2 Ensaio por Liquido Penetrante................................................................ 103 4.3 Resultados da Características da Estabilidade de Arco.......................... 107 4.4 Resultado das Características Econômicas.............................................. 121 4.5 Resultado das Características Geométricas............................................. 127 4.6 Resultados das Analises Químicas............................................................ 135 4.7 Resultados das Características Metalúrgicas (Fases presentes)........... 136
5. CONCLUSÃO.................................................................................................. 144 5.1 Sugestões para Trabalhos Futuros............................................................ 145
6. REFERENCIAS BIBLIOGRAFICAS................................................................ 146 7. AGRADECIMENTOS....................................................................................... 151
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

20 1. INTRODUÇÃO
Atualmente, a tecnologia de construção de embarcações apresenta-se em um
estágio bastante avançado. Não somente em termos de desenvolvimento de
materiais mais apropriados para a indústria naval, mas também em relação ao
estudo de novos processos de fabricação capazes de aumentar a produtividade e
reduzir os custos de produção. Portanto, a indústria naval moderna apresenta hoje
uma grande variedade de materiais, desde os mais comuns destinados às
aplicações tradicionais até os especiais, altamente ligados, para satisfazer as
condições particulares de cada projeto.
A soldagem é quem dita a velocidade de um projeto naval e de dutos. 70% do
mercado ainda utilizam sistemas manuais para soldar. No entanto, o aumento dos
projetos faz com que haja uma redução nos prazos de entrega e embora os
sistemas semi-automáticos sejam os mais usados, os mecanizados tem uma forte
tendência para o futuro. Os processos de soldagem mais comuns são eletrodos
revestidos, MIG/MAG, arame tubular e TIG (em situações especiais, nas
tubulações). O setor naval da mesma forma que outras indústrias continuam
procurando por sistemas mais produtivos e mais rápidos. Existem alguns sistemas
de mecanização e automação de soldagem para a indústria naval que melhora a
produtividade. Trata-se de uma série de processos, onde são estudadas as
melhores formas de montagem, a seqüência mais adequada de fabricação e a união
dos diversos processos para diminuir o tempo de construção, os custos, melhorar o
desempenho e a produtividade. Na indústria naval a solda representa 2% do peso
total de um navio, composto por consumíveis de soldagem (arames, eletrodos e
fluxos).
A técnica FCAW-CW, consiste da utilização do processo FCAW com a
introdução de um arame frio, na atmosfera do arco voltaico cuja energia calorífica
gerada na ponta do arame em decomposição, arame mestre, provoca a fusão e
também a decomposição do arame frio que se mistura, em coalescimento, ao metal
fundido do arame mestre e a poça de fusão na geração do metal de solda.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

21
Neste trabalho, o processo de soldagem com adição de arame frio foi utilizado
em ambiente fabril, simulando uma condição comum aplicada à junta soldada em
comparativo ao processo convencional.
Para os experimentos, as variáveis de entrada são: as velocidades de
alimentação de arame em três níveis e o diâmetro do arame em dois níveis,
conforme trabalhado por Barrozo (2006); como variáveis de resposta obteve-se a
sanidade superficial, o estudo dos oscilogramas de tensão e corrente, as
características econômicas, as características geométricas e as características
metalúrgicas.
Os resultados demonstraram que em determinadas condições, o novo
processo de soldagem, apresentou aumento significativo nas características
econômicas em relação ao modo convencional. As características inovadoras das
soldagens FCAW-CW se apresentam como uma alternativa ao aumento da
produtividade de empresas que utilizam a soldagem para união e revestimentos de
materiais de engenharia.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

22 1.1 JUSTIFICATIVA
A demanda de novas técnicas de construção naval apresenta grandes
possibilidades de serem absorvidos diante das tendências do desenvolvimento
nacional e da região Amazônica. A Amazônia é uma região impressionante e
fascinante pelas suas peculiaridades singulares em nosso planeta. Para se
contrapor ao desafio da educação superior em Engenharia Mecânica e Naval nesta
região, a nova técnica de soldagem proposta neste projeto tem como présupostos
procurar melhorar, aperfeiçoar e pesquisar novas técnicas para o processo de
construção naval na Amazônia.
A construção naval na Amazônia se caracteriza pela utilização, ao longo do
tempo, das técnicas e da criatividade dos construtores navais regionais, cujo
conhecimento tem sido transferido sem a participação efetiva da comunidade
científica, o que tem ocasionado perda de conhecimento e defasagem tecnológica. A
carência de informações relativas à navegação amazônica, consolidadas e
atualizadas, tem dificultado o poder público em elaborar políticas compatíveis com
as necessidades regionais. As tentativas de se estabelecerem novos conceitos para
as embarcações fluviais do futuro tais como o casco metálico obrigatório para
embarcações acima de determinado porte, têm redundado na adoção de projetos
elaborados sem o devido aprofundamento quanto às condições locais de operação,
o que pode vir a representar riscos à segurança, ao conforto e às condições de
navegabilidade e manobrabilidade. Destarte, a pesquisa de novos processos de
soldagem para melhoria de qualidade de fabricação de embarcações se propõe a
fornecer informações para nortear a produção de embarcações que atendam aos
padrões técnicos, econômicos, sociais e ecológicos, ou seja, segurança estrutural,
viabilidade econômica de construção, operação e manutenção. O projeto busca,
ainda, aproximar o empresariado local e a academia regional, fornecer aos
proprietários de embarcações e estaleiros melhor produtividade de processos de
soldagem que possibilitarão melhor qualidade técnica e economicidade, num esforço
para a melhoria das técnicas de construção naval da região.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

23 1. 2 OBJETIVOS
Este trabalho faz parte de um projeto de pesquisa em desenvolvimento pelo
Laboratório de Controle e Análise Metalúrgica (LCAM) e Grupo de Estudos em
Tecnologia de Soldagem (GETSOLDA) da UFPA, que investiga a viabilidade
operacional da soldagem arame tubular com adição de arame frio (FCAW–CW).
Este estudo, apresenta os seguintes objetivos.
1. 2. 1 Objetivo Geral:
Desenvolver técnicas alternativas a soldagem de ligas metálicas para a
aplicação na fabricação e manutenção de produtos na indústria naval visando
garantir uma maior produtividade com melhoria da relação custo/benefício,
assegurando na junta soldada a continuidade das propriedades físicas e químicas.
1. 2. 2 Objetivos Específicos:
- Dominar a técnica de soldagem FCAW-CW com adição de arame frio.
- Estabelecer parâmetros operacionais para as soldagens.
- Estudar os efeitos das variáveis envolvidas no processo, tais como natureza
do metal de adição e sua composição química, e espessura dos passes e variação
da velocidade de soldagem;
- Avaliar o desempenho econômico, geométrico e metalúrgico (fases
presentes) e químico das soldas depositadas pelo método.
- Criar uma base de dados sobre as melhores condições de soldagem
associadas à possibilidade de relevantes aplicações industriais.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

24 2 REVISÃO BIBLIOGRAFICA
2.1 Introdução
Tendências de inovações tecnológicas aplicadas ao setor de processos de
fabricação e materiais voltadas as industrias tornam-se cada vez mais evidentes ao
propor modificações a processos produtivos já consolidados, garantindo maior
produtividade com qualidade. Nesse seguimento os processos de soldagem ganham
maiores atenções ao proporcionar essas evoluções aos seus métodos e criação de
novas técnicas voltadas ao setor produtivo.
Em tempos mais remotos, quando não existiam materiais adequados e
técnicas de junção eficazes, muitos estaleiros já utilizavam a soldagem na
construção de navios e embarcações.
Atualmente, a tecnologia de construção de embarcações apresenta-se em um
estágio bastante avançado. A experiência adquirida ao longo dos anos permitiu que
as necessidades técnicas para a superação dos problemas fossem definidas e as
soluções para suprir tais necessidades fossem encontradas. Não somente em
termos de desenvolvimento de materiais mais apropriados para a indústria naval,
mas também em relação ao estudo de novos processos de fabricação capazes de
aumentar a produtividade e reduzir os custos de produção.
Em discussão aos vários processos de soldagem, Bracarense (2000), afirma
que a soldagem com Arame Tubular (FCAW) possui inúmeras semelhanças com
relação ao processo MIG/MAG (GMAW) no que diz respeito aos equipamentos e
princípios de funcionamento. Este fato lhe permite compartilhar o alto fator de
trabalho e taxa de deposição característicos da soldagem GMAW. Por outro lado,
através da soldagem FCAW é possível obter a alta versatilidade da soldagem com
eletrodos revestidos no ajuste de composição química e facilidade de trabalho em
campo.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

25
Com a demanda pelo aumento da produtividade num mercado cada vez mais
competitivo, o processo MIG/MAG convencional começa a não atender mais
plenamente às necessidades das indústrias no que se diz respeitos à produtividade;
procuram-se taxas de deposição mais elevadas, possibilitando a redução do tempo
de soldagem e, conseqüentemente, custos globais e a necessidade de inovações
aos processos já consolidados nas linhas de produção (Groetelaars, 2005 e Scotti &
Ponomarev, 2008, p.237).
A proposta da soldagem FCAW/GMAW com adição de um arame frio se
estabelece como uma alternativa técnica e econômica em relação a soldagem MAG
e FCAW convencional e MAG com duplo arame. Esta nova versão da soldagem na
produção industrial utiliza o equipamento convencional MIG/MAG, mesmo usado
para o FCAW com proteção gasosa, com um sistema extra de alimentação de
arame, no auxilio da inclusão do arame frio conjugado a tocha de soldagem. Utiliza
somente um sistema de proteção gasosa, enquanto que a energia elétrica fornecida
ao cabeçote auxiliar de alimentação do arame seja proveniente da fonte de energia
a qual o mesmo esta conectado.
2.2 Considerações sobre Soldagem
A soldagem é o mais importante processo de união de materiais utilizados
industrialmente. Este método de união tem importante aplicação desde a indústria
microeletrônica até a fabricação de navios e outras estruturas com centenas ou
milhares de toneladas (Marques, 2007). Quites (1979) conceituou a soldagem
baseado nos processos existentes na época, por fusão, como: “Operação que visa à
união de duas ou mais peças, assegurando na junta, a continuidade das
propriedades, químicas e físicas”. Entretanto, com o avanço dos métodos de uniões
de vários tipos de materiais, Marques (2007) apresenta uma definição mais
abrangente para soldagem baseado no tipo de forças responsáveis pala união:
“Processo de união de materiais baseado no estabelecimento de forças de ligação
química de natureza similar às atuantes no interior dos próprios materiais, na região
de ligação entre os materiais que estão sendo unidos”.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
26
No intuito de unir, revestir e/ou produzir materiais, desenvolveu-se diversos
processos de soldagem, entre os quais estão os por fusão com as seguintes
características e aplicações, apresentados na Tabela 2.1, a seguir, na qual
apresenta os processos de soldagem fortemente ligados a indústria do aço.
(Modenesi, 2006).
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
27
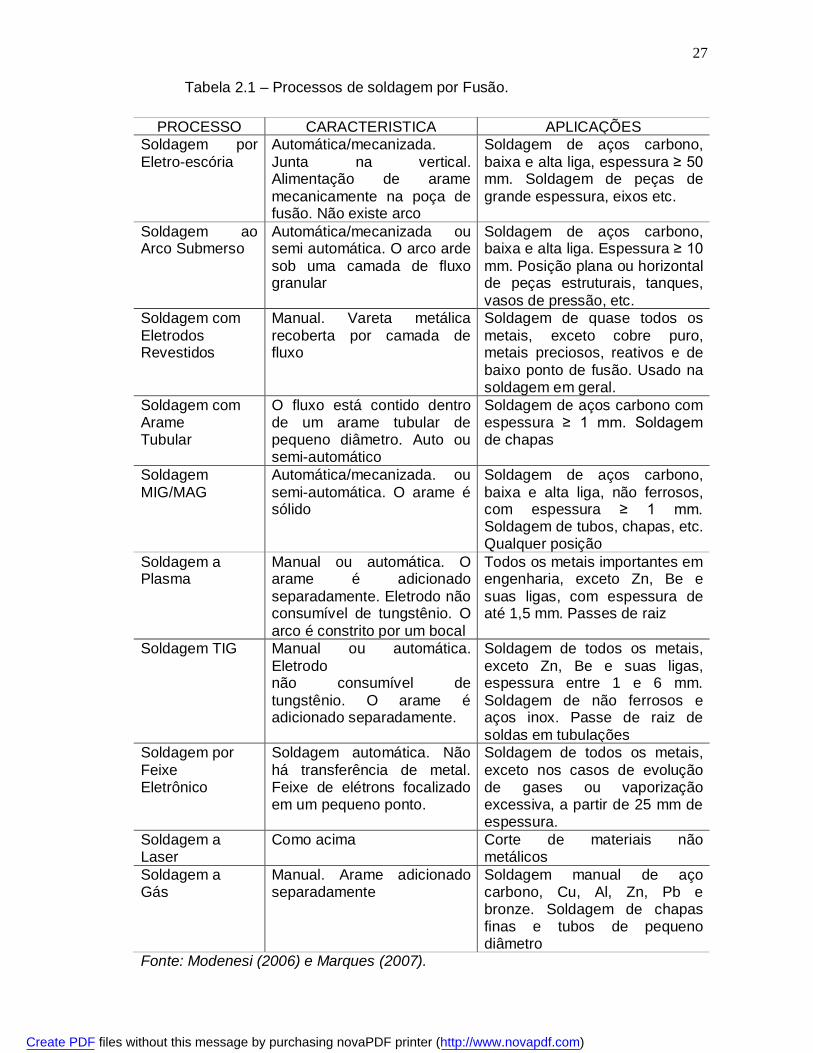
Tabela 2.1 – Processos de soldagem por Fusão.
PROCESSO CARACTERISTICA APLICAÇÕES Soldagem por Eletro-escória
Automática/mecanizada. Junta na vertical. Alimentação de arame mecanicamente na poça de fusão. Não existe arco
Soldagem de aços carbono, baixa e alta liga, espessura ≥ 50 mm. Soldagem de peças de grande espessura, eixos etc.
Soldagem ao Arco Submerso
Automática/mecanizada ou semi automática. O arco arde sob uma camada de fluxo granular
Soldagem de aços carbono, baixa e alta liga. Espessura ≥ 10 mm. Posição plana ou horizontal de peças estruturais, tanques, vasos de pressão, etc.
Soldagem com Eletrodos Revestidos
Manual. Vareta metálica recoberta por camada de fluxo
Soldagem de quase todos os metais, exceto cobre puro, metais preciosos, reativos e de baixo ponto de fusão. Usado na soldagem em geral.
Soldagem com Arame Tubular
O fluxo está contido dentro de um arame tubular de pequeno diâmetro. Auto ou semi-automático
Soldagem de aços carbono com espessura ≥ 1 mm. Soldagem de chapas
Soldagem MIG/MAG
Automática/mecanizada. ou semi-automática. O arame é sólido
Soldagem de aços carbono, baixa e alta liga, não ferrosos, com espessura ≥ 1 mm. Soldagem de tubos, chapas, etc. Qualquer posição
Soldagem a Plasma
Manual ou automática. O arame é adicionado separadamente. Eletrodo não consumível de tungstênio. O arco é constrito por um bocal
Todos os metais importantes em engenharia, exceto Zn, Be e suas ligas, com espessura de até 1,5 mm. Passes de raiz
Soldagem TIG
Manual ou automática. Eletrodo não consumível de tungstênio. O arame é adicionado separadamente.
Soldagem de todos os metais, exceto Zn, Be e suas ligas, espessura entre 1 e 6 mm. Soldagem de não ferrosos e aços inox. Passe de raiz de soldas em tubulações
Soldagem por Feixe Eletrônico
Soldagem automática. Não há transferência de metal. Feixe de elétrons focalizado em um pequeno ponto.
Soldagem de todos os metais, exceto nos casos de evolução de gases ou vaporização excessiva, a partir de 25 mm de espessura.
Soldagem a Laser
Como acima Corte de materiais não metálicos
Soldagem a Gás
Manual. Arame adicionado separadamente
Soldagem manual de aço carbono, Cu, Al, Zn, Pb e bronze. Soldagem de chapas finas e tubos de pequeno diâmetro
Fonte: Modenesi (2006) e Marques (2007).
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

28 2.3 Considerações sobre o Processo Arame Tubular (FCAW)
Na soldagem ao arco voltaico com Arame Tubular (Flux Cored Arc Welding -
FCAW) a coalescência dos metais na zona fundida é obtida pelo aquecimento e
fusão do metal de adição na forma de eletrodo tubular contínuo e do metal de base
no local de deposição (Modenesi e Marques, 2006 in Mendonça, 2007).
Existem duas variações básicas do processo arame tubular: numa a proteção
é gerada pelo próprio fluxo contido no eletrodo (soldagem com arame tubular
autoprotegido) e outra onde a proteção é complementada por uma nuvem de gás
externo, geralmente o CO2. Variações essas discutidas a seguir. (Mendonça, 2007).
No processo de soldagem com Arame Tubular autoprotegido, somente a
escória, os elementos desoxidantes e desnitretantes e os gases produzidos pela
decomposição do seu recheio protegem o metal de solda da ação da atmosfera
(principalmente O2
e N2). Outro método utiliza além do fluxo interno ao arame, um
gás de proteção adicional, geralmente o CO2
puro, ou misturas desse gás com
argônio. A Figura 2.1, a seguir, representa esquematicamente a soldagem com
arame tubular com proteção gasosa, apresentando os elementos presentes durante
a abertura de arco, fusão e transferência metálica (Nascimento, 2005).
Figura 2.1 - Esquema representativo da soldagem a arame tubular com proteção
gasosa (Braga, 1997 in Nascimento, 2005 e Mendonça, 2007).
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
29
O equipamento necessário para a soldagem com arame tubular autoprotegido
é mais simples, necessitando apenas de uma fonte de energia e de um adequado
sistema de alimentação de arame. Dispensa o armazenamento e a alimentação
externa de gás e os reguladores de pressão. Já na soldagem que utiliza proteção
auxiliar de gás, a tocha é mais robusta, necessitando de um bocal para o
direcionamento do gás, que reduz a visibilidade do soldador à poça de fusão
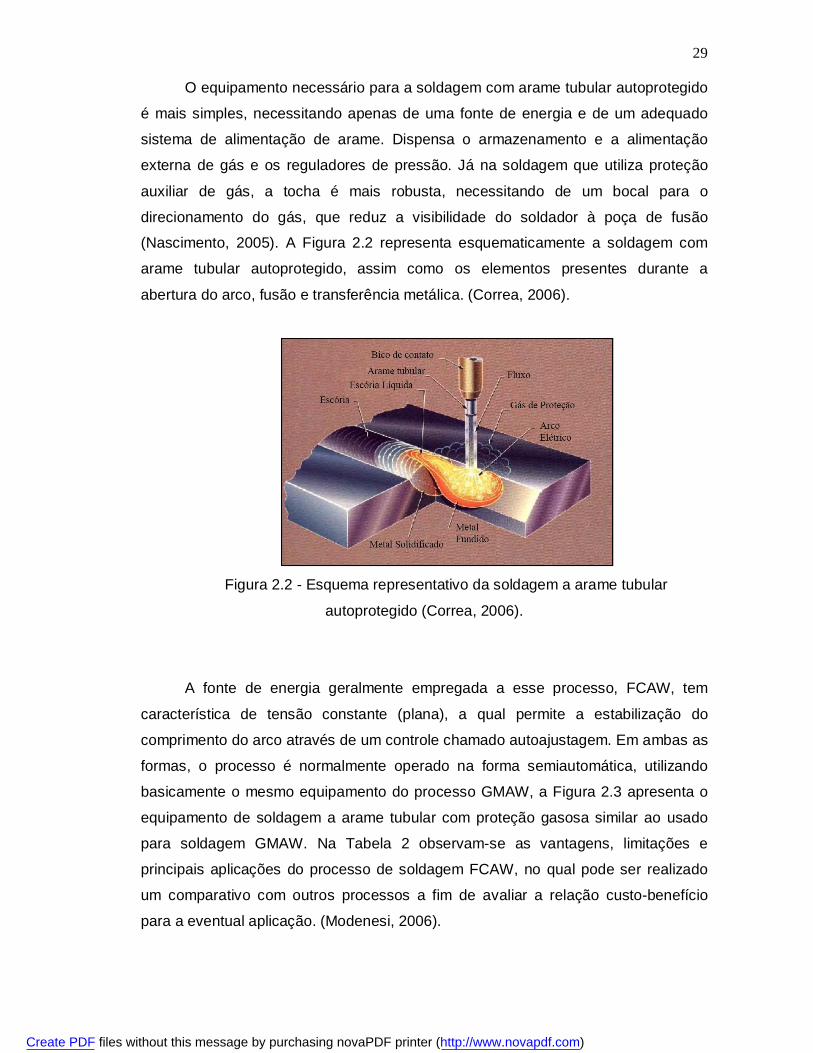
(Nascimento, 2005). A Figura 2.2 representa esquematicamente a soldagem com
arame tubular autoprotegido, assim como os elementos presentes durante a
abertura do arco, fusão e transferência metálica. (Correa, 2006).
Figura 2.2 - Esquema representativo da soldagem a arame tubular
autoprotegido (Correa, 2006).
A fonte de energia geralmente empregada a esse processo, FCAW, tem
característica de tensão constante (plana), a qual permite a estabilização do
comprimento do arco através de um controle chamado autoajustagem. Em ambas as
formas, o processo é normalmente operado na forma semiautomática, utilizando
basicamente o mesmo equipamento do processo GMAW, a Figura 2.3 apresenta o
equipamento de soldagem a arame tubular com proteção gasosa similar ao usado
para soldagem GMAW. Na Tabela 2 observam-se as vantagens, limitações e
principais aplicações do processo de soldagem FCAW, no qual pode ser realizado
um comparativo com outros processos a fim de avaliar a relação custo-benefício
para a eventual aplicação. (Modenesi, 2006).
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

30
Figura 2.3 - Representação esquemática do equipamento para soldagem
FCAW. (Mendonça, 2007).
Tabela 2.2 - Vantagens, limitações e aplicações da soldagem FCAW.
Vantagens e limitações Aplicações Elevada produtividade e eficiência. Soldagem de aços carbono, baixa e alta
liga. Soldagem em todas as posições. Soldagem de fabricação e de
manutenção. Custo relativamente baixo. Soldagem de partes de veículos. Produz soldas de boa qualidade e aparência.
Soldagem de montagem no campo.
Equipamento relativamente caro. Pode gerar elevada quantidade de fumos
Necessita limpeza após soldagem. Fonte: Modenesi, 2006.
2.3.1 Metal de Adição
Segundo Barrozo (2006), os arames tubulares podem ser classificados em
três (03) tipos segundo o fluxo fusível interno que apresentam: rutílico, básico e
metálico.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

31
O fluxo do tipo rutílico é mais comumente utilizado no processo FCAW devido
à facilidade de formação da gota. Além disso, possibilita a soldagem fora de posição
devido à formação de escória com uma composição que inicia a solidificação em
temperaturas altas, permitindo um bom suporte para a sustentação da poça de fusão
(Dias, 2003, Nascimento, 2005).
Para French e Bosworth (1995), os arames com fluxo do tipo básico são
utilizados quando elevadas propriedades mecânicas do metal de solda com baixo
níveis de hidrogênio são requeridos. Uma grande desvantagem destes arames é o
seu baixo desempenho operacional. Comparados com o arame de fluxo rutílico, eles
têm um arco mais instável, com altos níveis de salpicagem. Mesmo em pequenos
diâmetros, os arames de fluxo básico não são satisfatórios para a soldagem fora de
posição, porque em baixas correntes de soldagem, necessárias para a soldagem
fora de posição, a transferência metálica ocorre em grandes gotas, as quais
dependem da força da gravidade para uma satisfatória formação. Além disso, no
estado líquido a escória básica não garante um suporte adequado de sustentação
para a poça de fusão como o da escória líquida produzida pelo arame rutílico.
Os arames com recheio metálico fornecem uma alta taxa de deposição e
baixíssima formação de escória. Eles normalmente operam usando proteção gasosa
rica em argônio e em densidades de corrente e de tensão que facilitem a
transferência metálica no tipo spray. Correntes de soldagem para estes arames, são
então, usualmente de altos valores. Em baixas correntes o metal é transferido em
grandes gotas e, como resultado, a capacidade de soldagem fora de posição fica
comprometida. (Dias, 2003, Nascimento, 2005).
Esta descrição das características destes arames ilustra que, enquanto o
arame de fluxo rutílico oferece fácil operacionalidade para a soldagem em todas as
posições, os arames de fluxo básico e com recheio metálico oferecem vantagens
potenciais em termos de propriedade mecânica da solda, níveis de hidrogênio
difusível, taxa de deposição e eficiência. As principais desvantagens do arame com
fluxo básico e com recheio metálico são a restrita faixa de corrente na qual eles
operam satisfatoriamente e sua inadequação para o uso em soldagem fora de
posição.
Segundo Fortes (2006) e Mendonça, (2007), as funções básicas do fluxo são:
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
32
• Desoxidantes e formador de nitretos: atuam de forma a combater a
ação do hidrogênio e do oxigênio, diminuindo a possibilidade do
surgimento de porosidade e fragilidade, os desoxidantes mais
utilizados são manganês e silício;
• Formadores de escória: óxidos de cálcio, potássio, silício, ou sódio
são adicionados ao fluxo, tendo como função a formação de escória
protetora da poça de fusão;
• Estabilizadores de arco: elementos como potássio e sódio, são
benéficos na obtenção de um arco suave, reduzindo também a
salpicagem;
• Elementos de liga: as adições de elementos de liga podem melhorar
propriedades mecânicas da junta soldada, tais como resistência,
ductilidade, microdureza e tenacidade. Os elementos mais indicados
para se conseguir isso são: molibdênio, cromo, carbono, manganês,
níquel e vanádio;
• Geradores de gases: geralmente minerais como a fluorita e o calcário
são adicionados ao fluxo para se produzir uma atmosfera gasosa
protetora.
2.3.1.1 Designação de arames tubulares para soldagem com proteção gasosa.
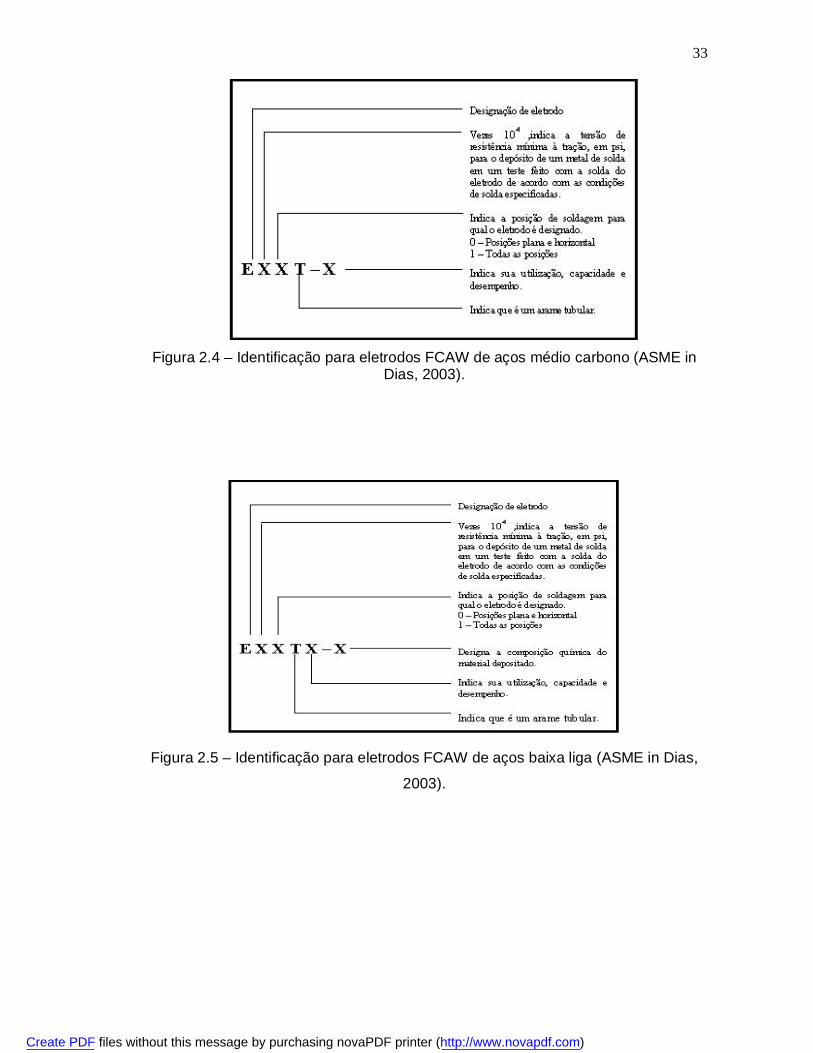
Esta classe de arame eletrodo tem a sua especificação baseada na norma
AWS (American Welding Society), que designa cada símbolo componente da
especificação, como ilustrado nas Figuras 2.4 e 2.5 a seguir:
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
33
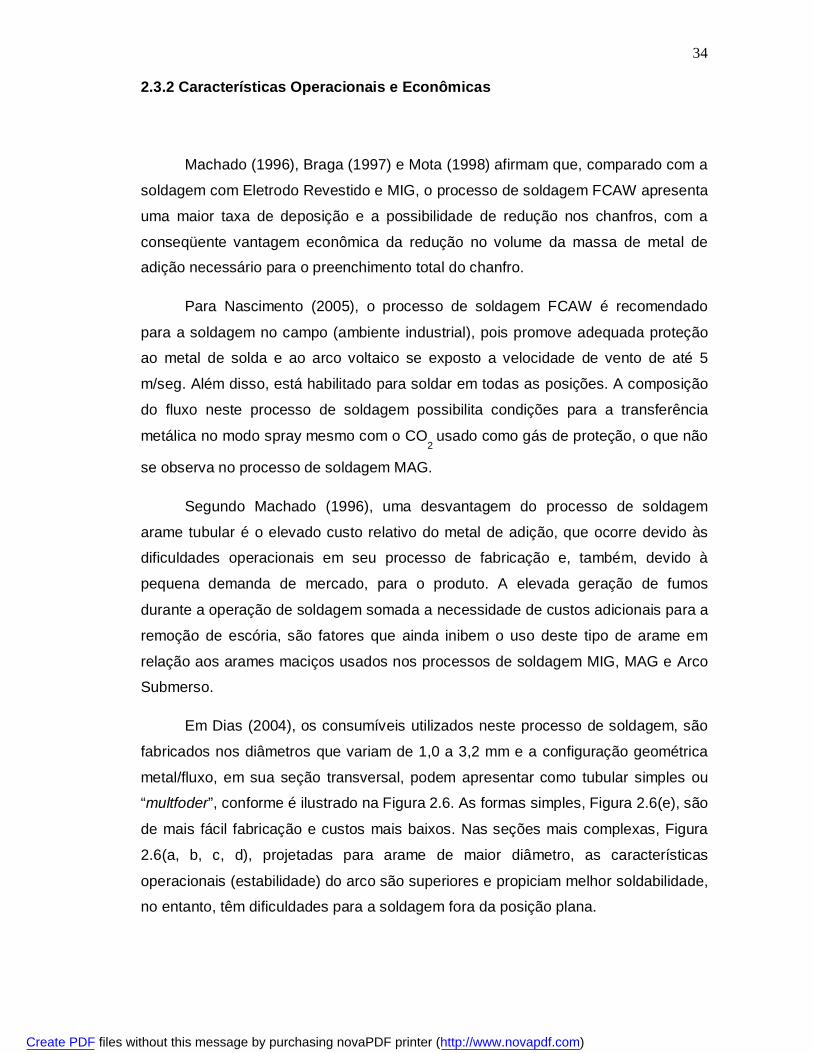
Figura 2.4 – Identificação para eletrodos FCAW de aços médio carbono (ASME in
Dias, 2003).
Figura 2.5 – Identificação para eletrodos FCAW de aços baixa liga (ASME in Dias,
2003).
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
34 2.3.2 Características Operacionais e Econômicas
Machado (1996), Braga (1997) e Mota (1998) afirmam que, comparado com a
soldagem com Eletrodo Revestido e MIG, o processo de soldagem FCAW apresenta
uma maior taxa de deposição e a possibilidade de redução nos chanfros, com a
conseqüente vantagem econômica da redução no volume da massa de metal de
adição necessário para o preenchimento total do chanfro.
Para Nascimento (2005), o processo de soldagem FCAW é recomendado
para a soldagem no campo (ambiente industrial), pois promove adequada proteção
ao metal de solda e ao arco voltaico se exposto a velocidade de vento de até 5
m/seg. Além disso, está habilitado para soldar em todas as posições. A composição
do fluxo neste processo de soldagem possibilita condições para a transferência
metálica no modo spray mesmo com o CO2
usado como gás de proteção, o que não
se observa no processo de soldagem MAG.
Segundo Machado (1996), uma desvantagem do processo de soldagem
arame tubular é o elevado custo relativo do metal de adição, que ocorre devido às
dificuldades operacionais em seu processo de fabricação e, também, devido à
pequena demanda de mercado, para o produto. A elevada geração de fumos
durante a operação de soldagem somada a necessidade de custos adicionais para a
remoção de escória, são fatores que ainda inibem o uso deste tipo de arame em
relação aos arames maciços usados nos processos de soldagem MIG, MAG e Arco
Submerso.
Em Dias (2004), os consumíveis utilizados neste processo de soldagem, são
fabricados nos diâmetros que variam de 1,0 a 3,2 mm e a configuração geométrica
metal/fluxo, em sua seção transversal, podem apresentar como tubular simples ou
“multfoder”, conforme é ilustrado na Figura 2.6. As formas simples, Figura 2.6(e), são
de mais fácil fabricação e custos mais baixos. Nas seções mais complexas, Figura
2.6(a, b, c, d), projetadas para arame de maior diâmetro, as características
operacionais (estabilidade) do arco são superiores e propiciam melhor soldabilidade,
no entanto, têm dificuldades para a soldagem fora da posição plana.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

35
Figura 2.6 - Geometria de seções transversais típicas de arames tubulares (Dias,
2004).
2.3.2.1 Influência da inclinação da pistola
A inclinação da tocha de soldagem forma com a reta vertical situada
perpendicularmente a linha de soldagem, um ângulo de deslocamento ou de ataque
que pode ser para frente ou para trás, negativo ou positivo, segundo as Figuras 2.7
e 8. A utilização da pistola de soldagem pode ser contra ou a favor da direção de
soldagem, podendo influir na geometria de solda. A pistola se inclinando para frente,
Figura 2.7, ângulo positivo e a favor da direção da soldagem, imaginando-se que
esta direção seja efetuada da esquerda para a direita, tem-se a chamada soldagem
“à direita”. Neste caso, o jato de plasma empurra o metal líquido para trás e o arco
incide mais diretamente no metal de base. Assim, a largura do cordão será menor,
com maior penetração e reforço convexo, embora o controle da operação de
soldagem seja mais difícil e o efeito da proteção de gás tende a diminuir gerando
porosidades. (Sábio, 2007).
Em Quites (2002), a pistola juntamente com o eletrodo inclinados para trás,
para o lado da solda, ângulo de deslocamento negativo, Figuras 2.7, imaginando-se
que a direção de soldagem seja efetuada da esquerda para a direita, têm-se a
chamada soldagem “à esquerda”. Desta forma o jato de plasma espalha o material
líquido na forma de um colchão fluído. Isto faz aumentar a largura do cordão de
solda e diminuir o reforço e a penetração.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
36
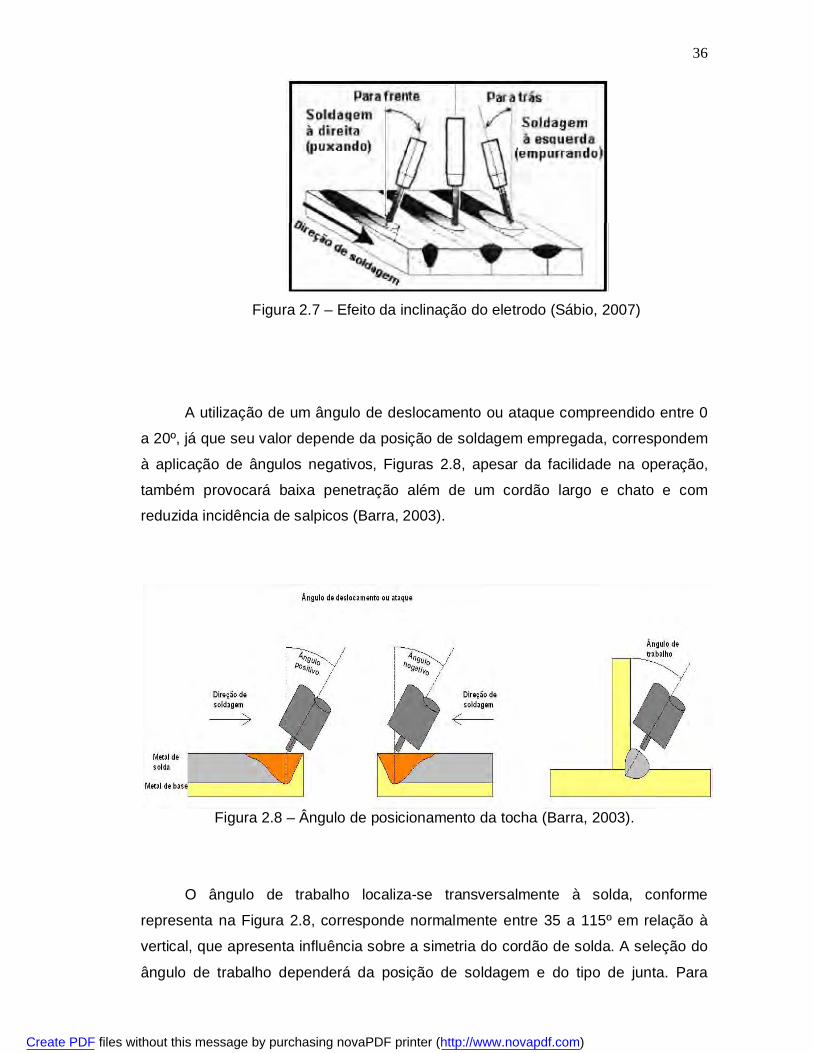
Figura 2.7 – Efeito da inclinação do eletrodo (Sábio, 2007)
A utilização de um ângulo de deslocamento ou ataque compreendido entre 0
a 20º, já que seu valor depende da posição de soldagem empregada, correspondem
à aplicação de ângulos negativos, Figuras 2.8, apesar da facilidade na operação,
também provocará baixa penetração além de um cordão largo e chato e com
reduzida incidência de salpicos (Barra, 2003).
Figura 2.8 – Ângulo de posicionamento da tocha (Barra, 2003).
O ângulo de trabalho localiza-se transversalmente à solda, conforme
representa na Figura 2.8, corresponde normalmente entre 35 a 115º em relação à
vertical, que apresenta influência sobre a simetria do cordão de solda. A seleção do
ângulo de trabalho dependerá da posição de soldagem e do tipo de junta. Para
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

37 soldagem semiautomatizada em campo industrial há a necessidade de um
profissional que mantenha uma regularidade operacional na deposição do metal de
adição.
2.3.2.2 Extensão do Eletrodo
Para Fortes (2004), a extensão do eletrodo descreve a distância entre o bico
de contato da tocha e o arco, chamado também de “stickout”. As condições de
corrente devem ser ajustadas no botão de controle, mas durante a soldagem pode
ser necessário reduzir a quantidade de calor na poça de fusão para acomodar uma
montagem deficiente ou uma soldagem fora de posição. Um aumento na extensão
do eletrodo e a resistência elétrica adicional resultante produzirão uma poça de
fusão mais fria e menos fluida. Da mesma forma, qualquer redução na extensão do
eletrodo terá o efeito de aumentar a corrente de soldagem, podendo trazer algum
benefício no controle da penetração, especialmente onde houver alguma montagem
inconsistente.
Em alguns casos especiais, onde houver dificuldade de acesso ou em
chanfros estreitos, pode ser aplicada uma montagem em que o bico de contato fique
protuberante em relação ao bocal, mas deve ser tomado um cuidado especial para
garantir uma ação efetiva do gás de proteção.
Fortes (2004) cita que quando se opera no modo de transferência por curto-
circuito, uma extensão do eletrodo de 12 mm será suficiente para a maioria das
aplicações, enquanto que a transferência por aerossol produz uma quantidade maior
de calor irradiado e deve ter uma extensão do eletrodo de aproximadamente 20 - 30
mm. Durante a soldagem propriamente dita, qualquer grande variação produzirá um
depósito de solda inconsistente, sendo que uma extensão do eletrodo
excessivamente grande reduzirá a eficiência da proteção do gás. Para uma dada
taxa de alimentação de arame, qualquer aumento na extensão do eletrodo tem o
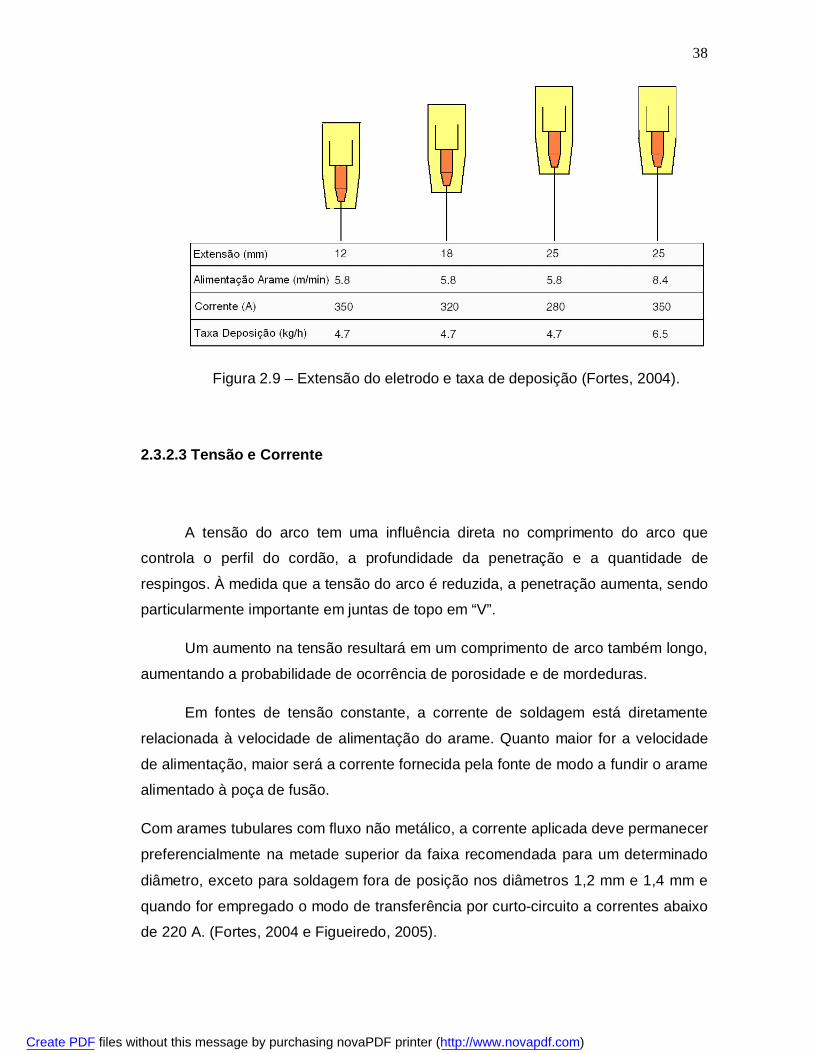
efeito de reduzir a corrente fornecida pela fonte. Aumentando-se a velocidade de
alimentação do arame para compensar a queda de corrente resultará em um
significativo aumento na taxa de deposição do metal de solda, observado na Figura
2.9.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
38
Figura 2.9 – Extensão do eletrodo e taxa de deposição (Fortes, 2004).
2.3.2.3 Tensão e Corrente
A tensão do arco tem uma influência direta no comprimento do arco que
controla o perfil do cordão, a profundidade da penetração e a quantidade de
respingos. À medida que a tensão do arco é reduzida, a penetração aumenta, sendo
particularmente importante em juntas de topo em “V”.
Um aumento na tensão resultará em um comprimento de arco também longo,
aumentando a probabilidade de ocorrência de porosidade e de mordeduras.
Em fontes de tensão constante, a corrente de soldagem está diretamente
relacionada à velocidade de alimentação do arame. Quanto maior for a velocidade
de alimentação, maior será a corrente fornecida pela fonte de modo a fundir o arame
alimentado à poça de fusão.
Com arames tubulares com fluxo não metálico, a corrente aplicada deve permanecer
preferencialmente na metade superior da faixa recomendada para um determinado
diâmetro, exceto para soldagem fora de posição nos diâmetros 1,2 mm e 1,4 mm e
quando for empregado o modo de transferência por curto-circuito a correntes abaixo
de 220 A. (Fortes, 2004 e Figueiredo, 2005).
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
39 2.3.2.4 Velocidade de Soldagem
A velocidade de soldagem tem uma influência importante na penetração. Por
exemplo, aplicando-se um arame tubular metálico de diâmetro 1,6 mm a 350 A, um
aumento na velocidade de soldagem de 30 cm/min para 60 cm/min
aproximadamente dobra a penetração na raiz de uma junta em ângulo. Para
velocidades acima de 80/100 cm/min, a penetração diminui.
Fortes (2004) e Figueiredo (2005) comentam que, da mesma forma, ocorre
uma redução na penetração se a velocidade de soldagem baixar para valores
menores que 30 cm/min, tendo em vista que o arco pode tender mais para a poça de
fusão do que para o metal de base. Ainda, o uso de baixas velocidades de soldagem
deve ser evitado quando são requeridas propriedades de impacto a baixas
temperaturas. Mesmo que a junta possa ser preenchida em poucos passes, os
volumosos depósitos de solda resultarão em grandes aportes térmicos e por isso a
tenacidade ao impacto será reduzida. Além disso, no caso de arames tubulares com
fluxo não metálico, deve ser considerada a dificuldade de controle da escória a
baixas velocidades de soldagem, que pode passar à frente da poça de fusão e gerar
inclusões de escória.
2.3.3 Gás de Proteção
A utilização de um gás externo à operação de soldagem tem como principal
função promover condições favoráveis à ionização e à estabilidade do arco elétrico,
proteger a poça de fusão de contaminantes do meio ambiente e garantir níveis de
propriedades do cordão de solda adequados a resistência esperada. A formação de
óxidos na solda pode ocasionar vários problemas, tais como, porosidade e
fragilização. No entanto, a vazão e o tipo de gás de proteção tem um pronunciado
efeito sobre os seguintes itens de importância na soldagem a arco voltaico (Irving,
1994 in Bracarense, 2000):
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

40
- Características do arco;
- Modo de transferência metálica;
- Penetração e perfil do cordão de solda;
- Velocidade de soldagem;
- Tendência à mordedura;
- Ação de limpeza;
- Propriedades mecânicas do metal de solda.
Para avaliarmos o efeito que a vazão e o gás de proteção exercem na solda e
na operação de soldagem, deve-se analisar a influência que o oxigênio e o CO2
exercem quando adicionados ao argônio ou ao hélio. O argônio e o hélio garantem a
proteção quando usados na soldagem de metais não ferrosos. (Nascimento, 2005).
Pequenas variações na composição da mistura de gás têm um efeito
relativamente pequeno na taxa de fusão do arame em comparação com sua
influencia nas características de transferência arco/metal e no comportamento da
poça de solda. Cada gás básico contribui com determinadas propriedades para o
desempenho global da mistura. (Ferreira, 2007).
O gás também tem influência nas perdas de elementos químicos, na
temperatura da poça de fusão, na sensibilidade à fissuração e porosidade, bem
como na facilidade da execução da soldagem em diversas posições. Os gases
nobres (Argônio ou Helio) são preferidos por razões metalúrgicas, enquanto o CO2
puro é preferido por razões econômicas (Carvalho, 1999). Uma mistura à base de
Argônio contendo uma certa quantidade de gás oxidante (Oxigênio ou CO2) é
necessária para se obter um arco estável. (ASM, 1993, Bracarense, 2000 e Ferreira,
2007).
2.3.4 Modos de transferência metálica
Pode-se conceituar transferência metálica como sendo o transporte de gotas
fundidas de metal da ponta de um eletrodo consumível para a poção de fusão. A
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

41 classificação dos modos de transferências se faz levando-se em consideração o
tamanho da gota, e as características como é transferida. Assim pode-se classificar
os modos de transferência metálica como: curto-circuito, globular e “spray”
(aerossol), apresentados esquematicamente na Figura 2.10. (Modenesi, 2006,
Marques, 2006).
Figura 2.10 – Representação esquemática dos principais modos de transferência
(Barra, 2003).
Para Miranda (2002) uma forma prática de controlar diretamente a
transferência metálica consiste em empregar sensores que identifiquem a
transferência da gota e reajustar os parâmetros de soldagem (caso necessário) para
melhorar a transferência metálica e, conseqüentemente, otimizar o processo.
Entretanto, isto nem sempre é fácil de ser realizado em virtude da complexidade dos
fenômenos envolvidos, o que dificulta a identificação da transferência metálica.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

42 2.3.4.1 Transferência metálica no processo FCAW.
Nesse processo, o fluxo, não metálico ou agente formador de escória, fica
localizado no interior da parte metálica do arame, sendo esta a responsável pela
condução elétrica até o arco. Este ocorre externamente ao fluxo e, assim, as
condições para a fusão são menos favoráveis do que em outros processos com
proteção por fluxo. Neste processo, a forma de transferência depende
particularmente das características do fluxo no núcleo do arame, Figura 2.11, a
seguir.
Figura 2.11 - Formas típicas de transferência na soldagem com arames tubulares.
Arames: (a) "metal cored", (b) rutílico, (c) básico e (d) auto-protegido. (Modenesi,
2009).
Arames com o núcleo de pó metálico e que contêm poucas adições não
metálicas ("metal cored") se comportam de forma similar a arames sólidos. A
presença, contudo, de adições capazes de estabilizar o arco possibilita a operação
com transferência não repulsiva com eletrodo negativo. Arames rutílicos operam
normalmente a altas correntes com uma transferência “spray” projetada não axial.
Arames básicos operam normalmente com transferência globular não axial a
correntes elevadas e curto-circuito para menores correntes. Em arames
autoprotegidos, as transferências por curtocircuito e globular repelida são típicas
(Modenesi, 2009).
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
43 2.4 Processo de Soldagem MIG/MAG Duplo Arame
O processo de soldagem MIG/MAG duplo arame tem sido comercialmente
aplicado e avaliado nos últimos anos. Conforme Michie et al (1999) in Groetelaars
(2005), somente com o advento de equipamentos de soldagem eletrônicos é que o
mesmo se tornou comercialmente disponível. Sendo introduzido no mercado no final
da década de 40 com o intuito de aumentar a produtividade e versatilidade dentre os
processos de soldagem de ligas ferrosas e não-ferrosas. Como o mercado industrial
é muito competitivo, o processo MIG/MAG convencional começou a não atender
mais a demanda das industriais no que diz respeito à produtividade (Ojo, 2005,
Groetelaars , 2007).
2.4.1 Características do processo
A soldagem MIG/MAG com dois arames é uma variante do processo
MIG/MAG e caracteriza-se pela formação de um par de arcos elétricos entre uma
única poça de fundida e dois eletrodos consumíveis continuamente alimentados,
ilustrado na Figura 2.12. Comparativamente à soldagem MIG/MAG convencional, o
duplo arame apresenta as seguintes características principais: maior taxa de
deposição de material, possibilidade de soldagens com velocidades de
deslocamento mais elevadas e o menor aporte térmico sobre a peça, este como
conseqüência da utilização de velocidades de soldagem mais altas. (Motta e Dutra,
2000, Li e Zhang, 2007 e Scotti e Ponomarev, 2008).
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
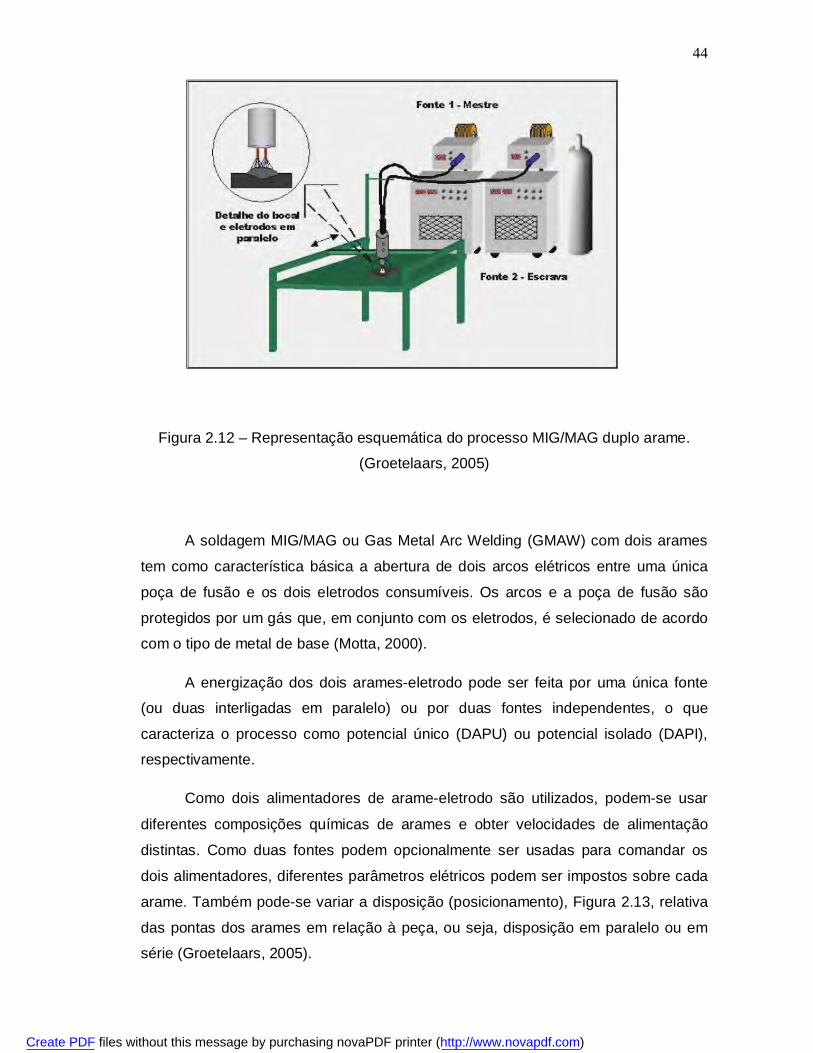
44
Figura 2.12 – Representação esquemática do processo MIG/MAG duplo arame.
(Groetelaars, 2005)
A soldagem MIG/MAG ou Gas Metal Arc Welding (GMAW) com dois arames
tem como característica básica a abertura de dois arcos elétricos entre uma única
poça de fusão e os dois eletrodos consumíveis. Os arcos e a poça de fusão são
protegidos por um gás que, em conjunto com os eletrodos, é selecionado de acordo
com o tipo de metal de base (Motta, 2000).
A energização dos dois arames-eletrodo pode ser feita por uma única fonte
(ou duas interligadas em paralelo) ou por duas fontes independentes, o que
caracteriza o processo como potencial único (DAPU) ou potencial isolado (DAPI),
respectivamente.
Como dois alimentadores de arame-eletrodo são utilizados, podem-se usar
diferentes composições químicas de arames e obter velocidades de alimentação
distintas. Como duas fontes podem opcionalmente ser usadas para comandar os
dois alimentadores, diferentes parâmetros elétricos podem ser impostos sobre cada
arame. Também pode-se variar a disposição (posicionamento), Figura 2.13, relativa
das pontas dos arames em relação à peça, ou seja, disposição em paralelo ou em
série (Groetelaars, 2005).
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
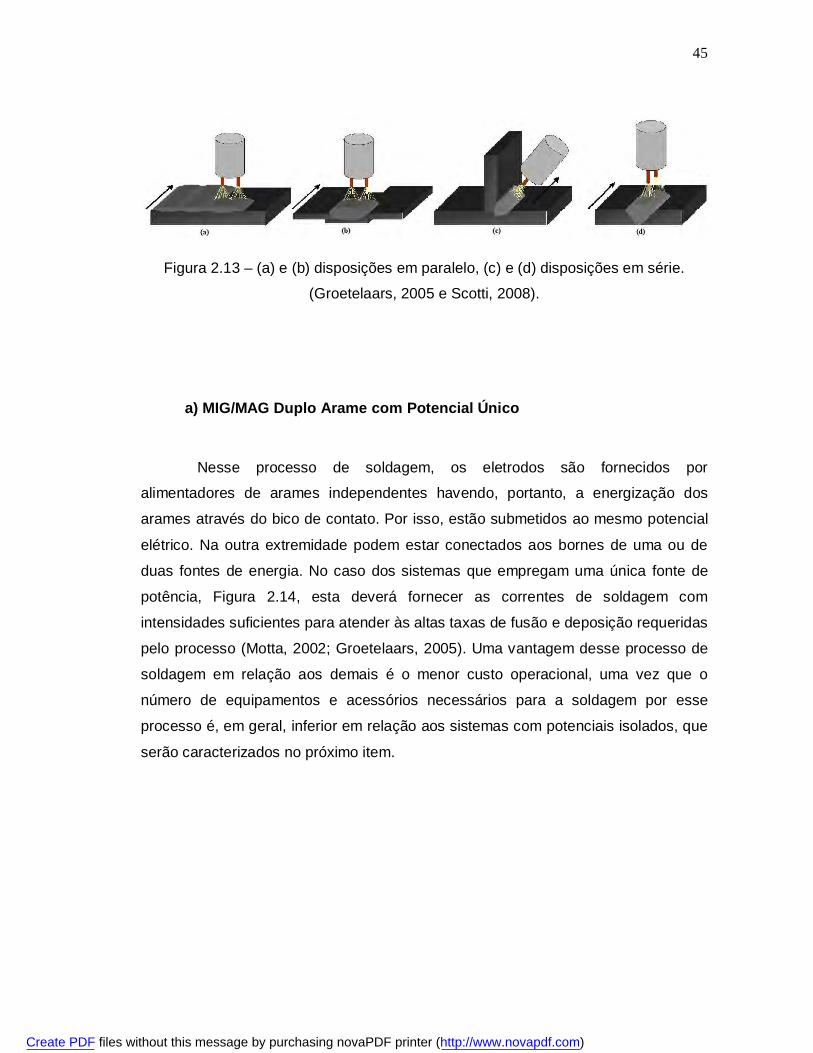
45
Figura 2.13 – (a) e (b) disposições em paralelo, (c) e (d) disposições em série.
(Groetelaars, 2005 e Scotti, 2008).
a) MIG/MAG Duplo Arame com Potencial Único
Nesse processo de soldagem, os eletrodos são fornecidos por
alimentadores de arames independentes havendo, portanto, a energização dos
arames através do bico de contato. Por isso, estão submetidos ao mesmo potencial
elétrico. Na outra extremidade podem estar conectados aos bornes de uma ou de
duas fontes de energia. No caso dos sistemas que empregam uma única fonte de
potência, Figura 2.14, esta deverá fornecer as correntes de soldagem com
intensidades suficientes para atender às altas taxas de fusão e deposição requeridas
pelo processo (Motta, 2002; Groetelaars, 2005). Uma vantagem desse processo de
soldagem em relação aos demais é o menor custo operacional, uma vez que o
número de equipamentos e acessórios necessários para a soldagem por esse
processo é, em geral, inferior em relação aos sistemas com potenciais isolados, que
serão caracterizados no próximo item.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

46
Figura 2.14 - Representação esquemática do sistema com potencial único (Motta,
2002).
Uma característica do sistema com potencial único é a possibilidade da
construção de uma tocha mais compacta e mais leve (Figura 2.15). Um único bico
de contato facilita a limpeza automática do bocal, uma vez que ele usualmente é
cilíndrico e concêntrico ao bico de contato. Outra característica é que os arames
saem do bico de forma paralela. A distância entre os arames é geralmente menor
que nas tochas utilizadas para potencial isolado e, em algumas tochas comerciais,
pode chegar até a 4 mm. A tocha pode ser inclinada ou trabalhar
perpendicularmente à chapa.
Figura 2.15 - (a) Tocha de potencial único (modelo fabricado pela Abicor-Binzel); (b) detalhes do bocal/bico de contato (Groetelaars, 2005).
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

47
b) MIG/MAG duplo arame com potenciais isolados
No segundo sistema, Figura 2.16, os dois eletrodos são isolados
eletricamente e os arcos são mantidos por duas fontes de soldagem separadas. O
isolamento elétrico entre os eletrodos e a manutenção dos arcos por fontes de
soldagem separadas são as características que identificam este processo (Motta,
2002 e Groetelaars, 2005). Portanto, assim como no processo duplo arame com
potencial único os eletrodos são fornecidos por dois alimentadores de arames. Uma
vantagem deste sistema é a possibilidade de se atuar de forma independente sobre
a manipulação dos parâmetros de soldagem de cada arco elétrico, através de
ambas as fontes, conferindo-se funções distintas a cada um dos dois arcos.
Figura 2.16 - Representação esquemática dos sistemas com duplo arame
com potenciais isolados (Motta, 2002)
Sistemas com tochas acopladas por um suporte oferecem maior versatilidade,
uma vez que utilizam tochas convencionais (facilidade de reposição de peças), e
maior flexibilidade, porque permitem a variação da angulação entre as tochas.
Nesse último tipo de tocha, a distância entre eletrodos pode chegar até a 25 mm
(Kodama et al, 1997 in Groetelaars, 2005). Ainda deve-se lembrar a possibilidade de
soldar com a tocha inclinada ou perpendicularmente à chapa. Presume-se que a
utilização de tochas de potencial isolado, Figura 2.17, resulte em um maior consumo
de gás de proteção e dificuldade de acesso às juntas, já que essa tocha possui
maiores dimensões em se comparando com a tocha de potencial.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

48
Figura 2.17 - Tochas de potencial isolado: a primeira é integrada, com arames
inclinados (modelo fabricado pela Closs); a outra apresenta detalhes do bocal/bico
de contato da tocha “c”. (Groetelaars, 2005).
2.4.2 Vantagens e Limitações
Motta (2002) cita que a aplicação do processo duplo arame tem aumentado
na indústria, principalmente, em atividades que solicitem um baixo aporte de energia
sobre as peças, permitindo a imposição de maior velocidade de deslocamento e
ainda proporcionar alta taxa de metal depositado. Além disto, outros autores citam
que estas são algumas das principais vantagens do processo com duplo arame em
relação ao processo de soldagem MIG/MAG e destacam, ainda, que os problemas
como falta de fusão, porosidade e mordedura são drasticamente reduzidas com a
aplicação do duplo arame na soldagem.
Além da capacidade de obter altas taxas de deposição e velocidade de
soldagem, Groetelaars (2007) cita que o processo duplo arame ainda possibilita
algumas outras vantagens como:
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
49
• Controlar a geometria do cordão de solda, através do posicionamento da
tocha (ângulos), do comprimento de arco e da corrente de cada arame,
apresentando-se como
uma solução na soldagem de juntas mal ajustadas;
• Utilizar eletrodos com diferentes diâmetros e diferentes composições
químicas;
• Alimentar arames com diferentes velocidades e diferentes intensidades de
corrente;
• Reduzir o nível de porosidade em altas velocidades devido ao aumento da
área da poça de fusão (maior o tempo para liberação dos gases dissolvidos
na poça de fusão);
• Extrema versatilidade e ampla faixa de aplicações, excelentes
características para robotização e pouca produção de escória (intrínsecas ao
processo MIG/MAG convencional).
Como desvantagem do processo duplo arame temos o custo dos
equipamentos e acessórios que compõe o sistema GMAW; os aspectos
relacionados com a segurança e saúde com a emissão de luzes ultravioletas por
parte do arco elétrico; a necessidade de treinamento de pessoal. Outras limitações
são apresentadas por Gonzáles (1999) no uso de duplo arame em MIG/MAG, ou
seja:
• As taxas de fusão são limitadas – devido principalmente às condições físicas
do arco em correntes elevadas;
• Interferência do campo magnético ou deflexão magnética devido à
proximidade dos arcos.
A esta lista de limitações citadas por Gonzáles ainda poderiam ser
acrescentados:
• Dificuldade na montagem e preparação da área de trabalho onde serão
realizadas as soldagens, acarretando em maior tempo de preparação e,
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
50
conseqüentemente, aumento dos custos do processo (aumento da
complexidade do sistema);
• A abertura dos arcos é mais complicada.
2.5 Considerações sobre o Processo de Soldagem com Adição de Arame Frio
Para Barrozo (2006), o processo de soldagem arame tubular na versão
FCAW-CW se refere à soldagem arame tubular com arame frio e consiste na
utilização do processo FCAW com a introdução de um arame frio na atmosfera do
arco voltaico gerado na ponta do arame eletrodo (arame energizado). Desta forma, o
arame frio se funde em decomposição simultânea com o arame eletrodo na
constituição do metal depositado, em coalescimento com o metal de base, para a
geração do metal de solda.
A concepção desta técnica de soldagem tem como objetivo principal
contribuir para o aumento da produtividade de processos de soldagem a arco
voltaico que utilizam alimentação contínua de um arame eletrodo até a poça de
fusão, ou seja, dos processos GMAW e FCAW (Bacelar e Ferraz, 2005; Barrozo,
2006; Sábio, 2007).
Estudos iniciais desenvolvidos por Bacelar e Ferraz (2005), apresentam a
soldagem GMAW com arame frio, utilizando arames de 1,2 mm, resultando numa
produção média de 70% acima da soldagem GMAW, com bons níveis de
estabilidade e qualidade superficial da união. Concluem em seu trabalho a
viabilidade operacional do processo, frente aos resultados obtido. Para a realização
dos experimentos iniciais, foi necessário o desenvolvimento de um suporte que
permitiria a condução do arame frio à poça, que vem inovando com as necessidades
de adaptação ao processo, conforme apresentam as literaturas Bacelar e Ferraz
(2005), Barrozo (2006) e Sábio (2007), respectivamente.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
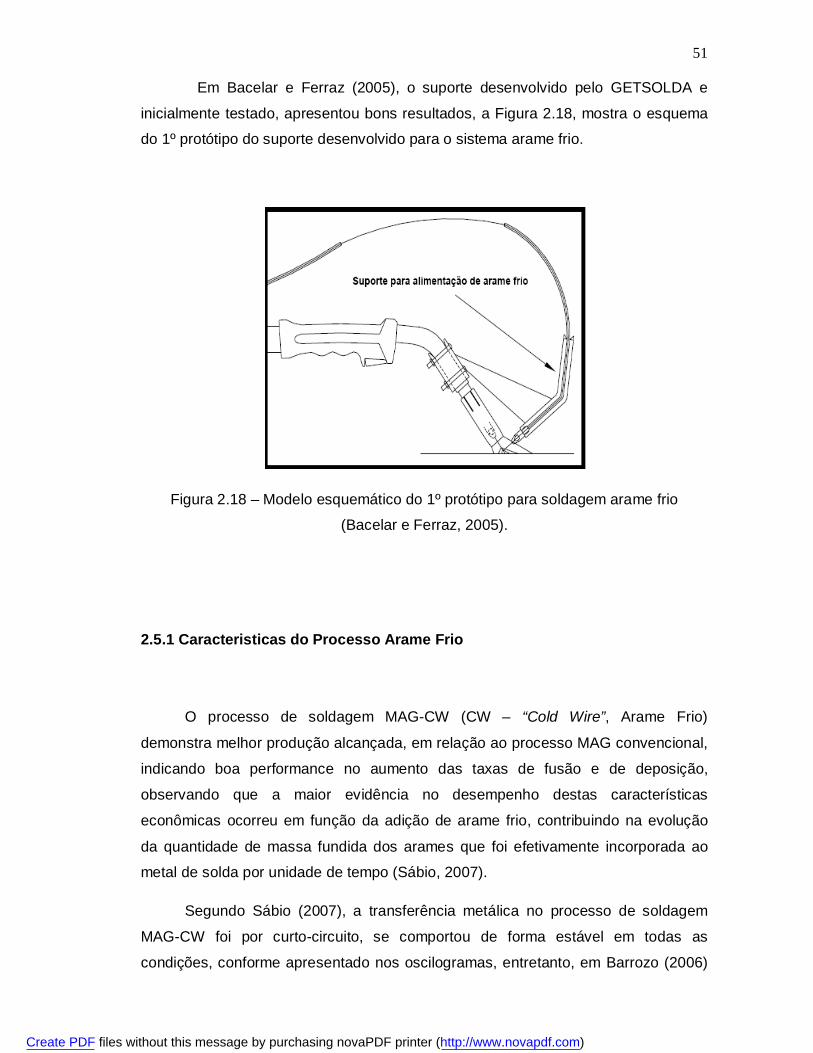
51
Em Bacelar e Ferraz (2005), o suporte desenvolvido pelo GETSOLDA e
inicialmente testado, apresentou bons resultados, a Figura 2.18, mostra o esquema
do 1º protótipo do suporte desenvolvido para o sistema arame frio.
Figura 2.18 – Modelo esquemático do 1º protótipo para soldagem arame frio
(Bacelar e Ferraz, 2005).
2.5.1 Caracteristicas do Processo Arame Frio
O processo de soldagem MAG-CW (CW – “Cold Wire”, Arame Frio)
demonstra melhor produção alcançada, em relação ao processo MAG convencional,
indicando boa performance no aumento das taxas de fusão e de deposição,
observando que a maior evidência no desempenho destas características
econômicas ocorreu em função da adição de arame frio, contribuindo na evolução
da quantidade de massa fundida dos arames que foi efetivamente incorporada ao
metal de solda por unidade de tempo (Sábio, 2007).
Segundo Sábio (2007), a transferência metálica no processo de soldagem
MAG-CW foi por curto-circuito, se comportou de forma estável em todas as
condições, conforme apresentado nos oscilogramas, entretanto, em Barrozo (2006)
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
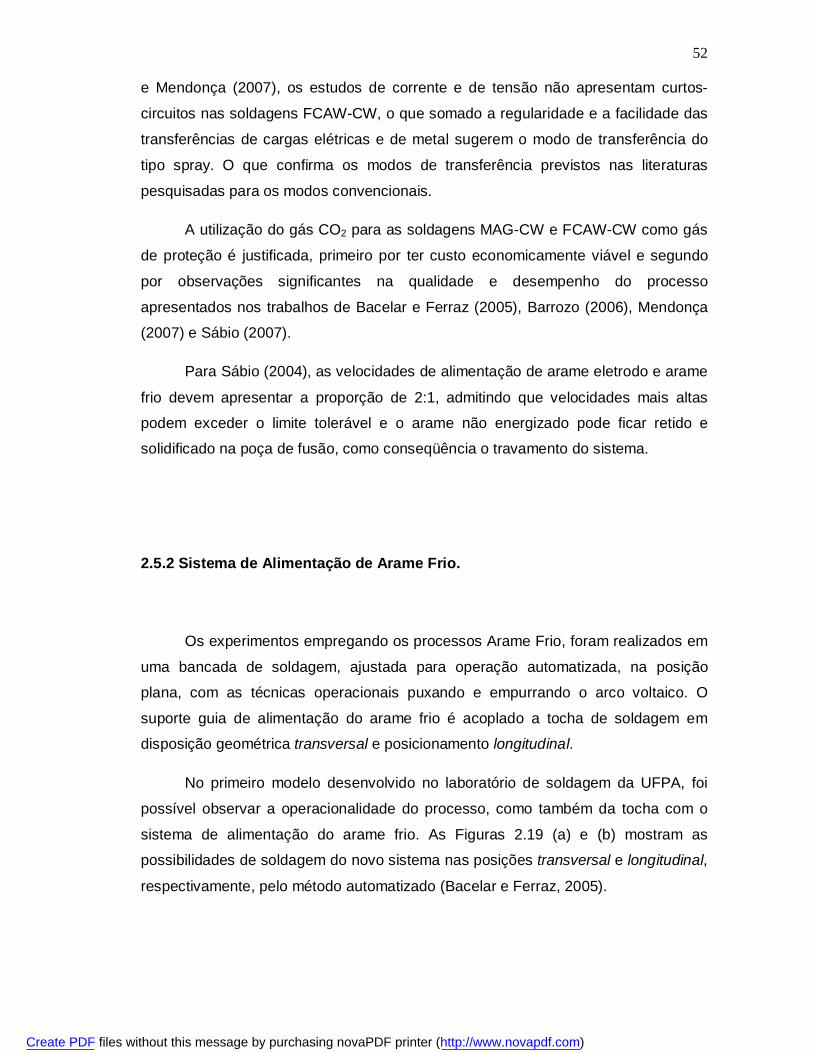
52 e Mendonça (2007), os estudos de corrente e de tensão não apresentam curtos-
circuitos nas soldagens FCAW-CW, o que somado a regularidade e a facilidade das
transferências de cargas elétricas e de metal sugerem o modo de transferência do
tipo spray. O que confirma os modos de transferência previstos nas literaturas
pesquisadas para os modos convencionais.
A utilização do gás CO2 para as soldagens MAG-CW e FCAW-CW como gás
de proteção é justificada, primeiro por ter custo economicamente viável e segundo
por observações significantes na qualidade e desempenho do processo
apresentados nos trabalhos de Bacelar e Ferraz (2005), Barrozo (2006), Mendonça
(2007) e Sábio (2007).
Para Sábio (2004), as velocidades de alimentação de arame eletrodo e arame
frio devem apresentar a proporção de 2:1, admitindo que velocidades mais altas
podem exceder o limite tolerável e o arame não energizado pode ficar retido e
solidificado na poça de fusão, como conseqüência o travamento do sistema.
2.5.2 Sistema de Alimentação de Arame Frio.
Os experimentos empregando os processos Arame Frio, foram realizados em
uma bancada de soldagem, ajustada para operação automatizada, na posição
plana, com as técnicas operacionais puxando e empurrando o arco voltaico. O
suporte guia de alimentação do arame frio é acoplado a tocha de soldagem em
disposição geométrica transversal e posicionamento longitudinal.
No primeiro modelo desenvolvido no laboratório de soldagem da UFPA, foi
possível observar a operacionalidade do processo, como também da tocha com o
sistema de alimentação do arame frio. As Figuras 2.19 (a) e (b) mostram as
possibilidades de soldagem do novo sistema nas posições transversal e longitudinal,
respectivamente, pelo método automatizado (Bacelar e Ferraz, 2005).
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

53
Figura 2.19 – Disposição da alimentação de arame (a) na posição transversal, (b) na
posição longitudinal. (Bacelar & Ferraz, 2005).
Para alcançar um alto grau de liberdade para o posicionamento de entrada do
arame frio, foi possível também adicionar um transferidor ao protótipo (ver Figura
2.20), o que permite um controle apreciável do ângulo de adição do arame frio.
Assim desenvolveu-se o 2º suporte no modo automatizado para dos ensaios em
laboratório, Figura 2.21.
Figura 2.20 – Protótipo do 2º suporte de alimentação de arame frio. (Sábio,
2007).
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
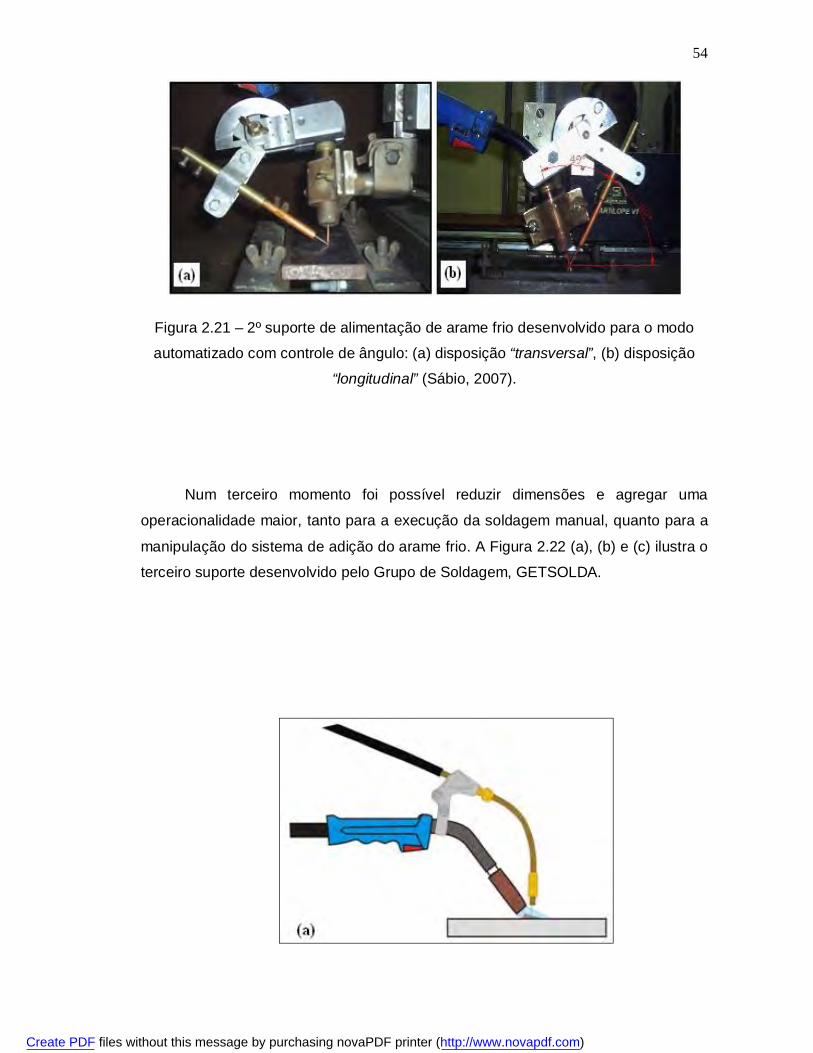
54
Figura 2.21 – 2º suporte de alimentação de arame frio desenvolvido para o modo
automatizado com controle de ângulo: (a) disposição “transversal”, (b) disposição
“longitudinal” (Sábio, 2007).
Num terceiro momento foi possível reduzir dimensões e agregar uma
operacionalidade maior, tanto para a execução da soldagem manual, quanto para a
manipulação do sistema de adição do arame frio. A Figura 2.22 (a), (b) e (c) ilustra o
terceiro suporte desenvolvido pelo Grupo de Soldagem, GETSOLDA.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
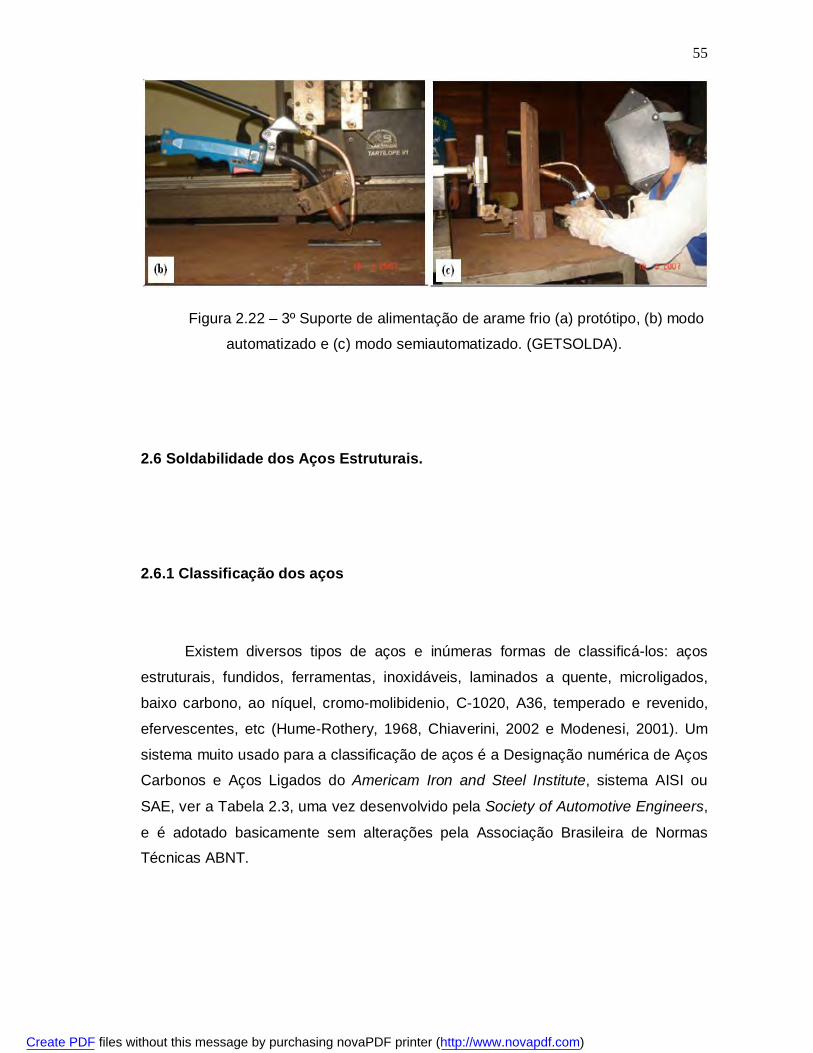
55
Figura 2.22 – 3º Suporte de alimentação de arame frio (a) protótipo, (b) modo
automatizado e (c) modo semiautomatizado. (GETSOLDA).
2.6 Soldabilidade dos Aços Estruturais.
2.6.1 Classificação dos aços
Existem diversos tipos de aços e inúmeras formas de classificá-los: aços
estruturais, fundidos, ferramentas, inoxidáveis, laminados a quente, microligados,
baixo carbono, ao níquel, cromo-molibidenio, C-1020, A36, temperado e revenido,
efervescentes, etc (Hume-Rothery, 1968, Chiaverini, 2002 e Modenesi, 2001). Um
sistema muito usado para a classificação de aços é a Designação numérica de Aços
Carbonos e Aços Ligados do Americam Iron and Steel Institute, sistema AISI ou
SAE, ver a Tabela 2.3, uma vez desenvolvido pela Society of Automotive Engineers,
e é adotado basicamente sem alterações pela Associação Brasileira de Normas
Técnicas ABNT.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
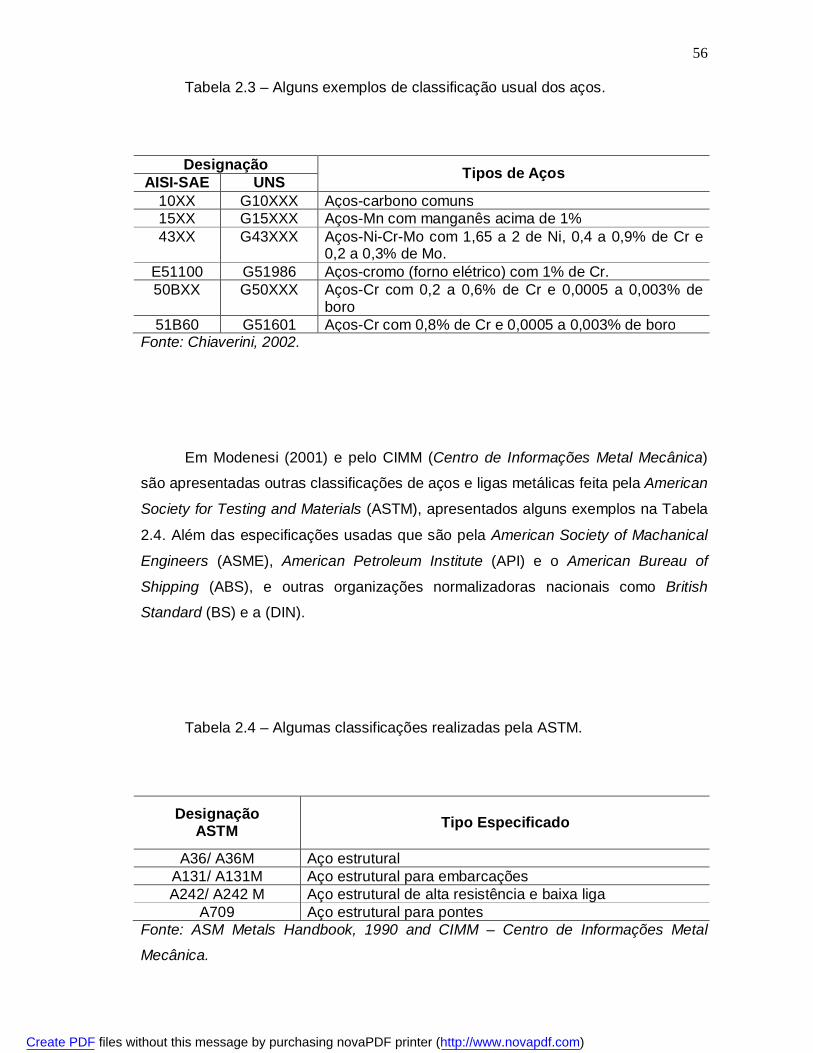
56 Tabela 2.3 – Alguns exemplos de classificação usual dos aços.
Designação Tipos de Aços AISI-SAE UNS 10XX G10XXX Aços-carbono comuns 15XX G15XXX Aços-Mn com manganês acima de 1% 43XX G43XXX Aços-Ni-Cr-Mo com 1,65 a 2 de Ni, 0,4 a 0,9% de Cr e
0,2 a 0,3% de Mo. E51100 G51986 Aços-cromo (forno elétrico) com 1% de Cr. 50BXX G50XXX Aços-Cr com 0,2 a 0,6% de Cr e 0,0005 a 0,003% de
boro 51B60 G51601 Aços-Cr com 0,8% de Cr e 0,0005 a 0,003% de boro
Fonte: Chiaverini, 2002.
Em Modenesi (2001) e pelo CIMM (Centro de Informações Metal Mecânica)
são apresentadas outras classificações de aços e ligas metálicas feita pela American
Society for Testing and Materials (ASTM), apresentados alguns exemplos na Tabela
2.4. Além das especificações usadas que são pela American Society of Machanical
Engineers (ASME), American Petroleum Institute (API) e o American Bureau of
Shipping (ABS), e outras organizações normalizadoras nacionais como British
Standard (BS) e a (DIN).
Tabela 2.4 – Algumas classificações realizadas pela ASTM.
Designação ASTM Tipo Especificado
A36/ A36M Aço estrutural A131/ A131M Aço estrutural para embarcações A242/ A242 M Aço estrutural de alta resistência e baixa liga
A709 Aço estrutural para pontes Fonte: ASM Metals Handbook, 1990 and CIMM – Centro de Informações Metal
Mecânica.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

57 2.6.1.1 Influencia dos elementos de ligas.
Ainda de acordo com a ABNT, os aços-liga são os que possuem outros
elementos de liga, não se considerando como tais os, elementos adicionados para
melhorar sua usinabilidade. A soma de todos esses elementos, inclusive carbono,
silício, manganês, fósforo e enxofre não deve ultrapassar 6%. No caso do silício,
manganês e alumínio, sempre presentes nos aços-carbono, os aços serão
considerados ligados quando seus teores ultrapassarem 0,6%, 1,65% e 0,1%
respectivamente. (Chiaverini, 1977 e Brown, 2000).
A soldabilidade é outra característica muito importante para este tipo de
material de construção, visto que a soldagem de peças estruturais é comum. Os
aços-carbono comuns também satisfazem plenamente este requisito, pois podem
ser soldados sem alteração da estrutura. E pode ser estimada através da utilização
de uma das expressões desenvolvidas para essa finalidade. Em Modenesi (2004) e
Brandi (1995), uma das mais conhecidas é o efeito da composição química expressa
em termos de fórmulas de carbono-equivalente, apresentada na Equação 2.1,
quanto maior for o carbono equivalente, menor será a soldabilidade do aço, e mais
lentamente deverá ser feito o resfriamento. As temperaturas de pré-aquecimento e
interpasses deverão ser maiores e o controle do hidrogênio também deverá ser
maior (Kou, 2002).
1556
%% CuNiVMoCrMnCCeq Equação 2.1
2.6.1.2 Aços Carbono e de Baixa Liga
Aços carbono são ligas de ferro e carbono (até 2%C) contendo ainda, como
residuais (de matérias primas ou do processo de fabricação), outros elementos
como Mn, Si, S e P. Aços de baixo carbono têm um teor de carbono inferior a 0,15%
a 0,3%C. Aços de baixa liga têm uma quantidade total de liga inferior a 2%
(Smallman, 1999, Modenesi, 2001 e Fortes, 2004).
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

58
Aços de baixo carbono o teor varia entre 0,10 e 0,25%C, o Manganês entre
0,25 e 1,5%Mn, o fósforo máximo é de 0,4%P e de enxofre de 0,5%S, sendo
considerados elementos desoxidantes o Mn e o Si (Smallman, 1999 e Brown, 2000).
Estes são os aços mais comumente usados em fabricação e construção. São
materiais soldáveis por qualquer processo a arco, gás ou resistência. Os aços
resistentes ao tempo são aços de baixa liga que podem ser expostos ao ambiente
sem serem pintados, a sua resistência a corrosão é quatro vezes a de aços
estruturais ao carbono, e são especificados pela ASTM A242. (Modenesi, 2001 e
Gottardo, 2006).
2.7 Características Econômicas
As características econômicas do arame consumível são compostas através
do consumo, da produção e dos rendimentos de deposição. Para Mota (1998) um
dos fatores de grande importância na seleção de um arame consumível ou eletrodo
para soldagem é o seu desempenho econômico. No entanto, dentre as variáveis
capazes de interferir ou influenciar no desempenho do consumível destacam-se: a
composição química; o modo de transferência metálica; a natureza e o valor da
corrente e a polaridade; os valores da tensão e do comprimento da distância do
eletrodo (“stick-out”), além das perdas de metal por salpicagem. Deve-se considerar,
ainda, o diâmetro do arame consumível, o tipo de proteção e a fonte de energia,
bem como, as condutividades elétricas e térmicas do consumível que, juntamente
com as demais condições de soldagem, as quais interferem de maneira bastante
complexa no balanço energético do arco voltaico, responsável pela fusão do arame-
eletrodo.
Machado (1993) destaca que o comportamento das características
econômicas de um consumível para soldagem a arco voltaico é analisado através do
seu desempenho operacional e é representado por TF (taxa de fusão) que pode ser
estabelecida pelo seu consumo, TD (taxa de deposição) determinada pela produção.
O rendimento R(%) pode ser definido como rendimento de deposição real através da
razão entre a massa do consumível, incorporado ao metal de solda, e a massa de
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

59 arame consumida durante a operação de soldagem, na mesma unidade de tempo,
ou seja, o rendimento é a razão entre as taxas TD/TF adquiridas na soldagem.
2.8 Ensaios Não Destrutíveis (END)
Ensaios não destrutivos são realizados em algumas peças e não interferem
ou prejudicam o uso ou o processamento posterior das mesmas. Existe um grande
número de métodos de ensaio não destrutivo (END), vários dos quais têm aplicação
na inspeção de juntas e equipamentos soldados. Em geral, um END não mede
diretamente a propriedade de interesse, sendo o valor desta obtido por alguma
correlação entre essa e a propriedade realmente medida. Assim, por exemplo, na
inspeção por ultra-som, usualmente se mede a intensidade e tempo de retorno da
onda sonora refletida pela descontinuidade, sendo esta informação usada para
localizar e dimensionar esta descontinuidade. Assim, a confiabilidade de um END
depende da unicidade e precisão da correlação entre a propriedade medida e a de
interesse (Modenesi, 2001).
2.8.1 Ensaio de Sanidade do cordão de solda
O ensaio de Sanidade do cordão de solda ou ensaio visual é o método de
inspeção mais simples, o mais utilizado e, em geral, precede qualquer outro tipo de
ensaio. É usado na inspeção de superfícies externas para a determinação de
tamanho, forma, acabamento, existência de trincas, poros etc, que possam ser
observados ao longo do cordão de solda. Pode ser feito a olho nu ou com o uso de
instrumentos como microscópios, lupas, espelhos etc. Além disso, instrumentos
como réguas e gabaritos são comumente utilizados (Mendonça, 2007).
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

60 2.8.2 Ensaio por Líquidos Penetrantes
O ensaio por líquidos penetrantes é um método desenvolvido especialmente
para a detecção de descontinuidades essencialmente superficiais, e ainda que
estejam abertas na superfície do material (Andreucci, 2007).
O objetivo do Ensaio por Líquido Penetrante é assegurar a confiabilidade do
produto, por meio de:
a) Revelação da natureza da descontinuidade sem danificar a peça;
b) Obtenção de uma imagem visual, que revela a descontinuidade na
superfície da peça (mancha);
c) Separação das peças aceitáveis das não aceitáveis segundo o critério
estipulado.
A Figura 2.23 apresenta um resumo da seqüência do ensaio por líquidos
penetrantes.
Figura 2.23 – Resumo da seqüência do ensaio de LP (Andreucci, 2006).
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

61 2.9 Características geométricas
A avaliação da geometria da superfície plana do cordão de solda é realizada
pela análise dimensional de sua seção transversal. Segundo Mota (1998) e Braga
(1997), para o mesmo material e tipo de junta, a natureza do consumível, a corrente
de soldagem, o comprimento do eletrodo, a tensão e a velocidade de soldagem
interferem na geometria da solda. A geometria do cordão de solda tem influência
básica na resistência mecânica da junta soldada.
O esquema representativo do perfil geométrico do cordão de solda está
presente na Figura 2.24 e nela estão indicadas as principais grandezas que
caracterizam a geometria do cordão de solda: a penetração lateral (PL), o reforço
(R) e a largura (L).
Figura 2.24 - Esquema do perfil geométrico do cordão de solda.
A análise da geometria da solda é realizada pela avaliação dimensional da
seção transversal da Figura 2.24. As medidas de largura (L), reforço (R) e
penetração (PL), definem tais características geométricas do cordão de solda
depositado na superfície do chanfro das peças metálica. Portanto, a largura do
cordão de solda tem relação diretamente proporcional a corrente de soldagem, a
tensão do arco elétrico e ao diâmetro do consumível, porém, uma relação
inversamente proporcional com a velocidade de soldagem (Farias, 1993). O reforço
da solda tem relação direta com a corrente de soldagem e inversa com a tensão,
com o diâmetro do consumível e com a velocidade de soldagem. Entretanto, alguns
estudos com eletrodos revestidos, comprovam que a penetração da solda no metal
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

62 de base tem relação inversa com a velocidade de soldagem, com o diâmetro do
arame eletrodo e direta com a corrente de soldagem (Farias, 1993).
Em Figueiredo (2005) a composição química final da zona fundida depende
da intensidade nas interações das composições químicas do metal de base e da
adição e da participação relativa destes na formação da zona fundida. Esta
participação relativa é conhecida como “coeficiente de diluição” ou, simplesmente,
como “diluição” (δ), que pode ser expressa pela Equação 2.2, como definida abaixo:
%100.AB
B
Equação 2.2
A diluição pode ser medida em macrografias da seção transversal de soldas,
como mostra a Figura 2.25. Seu valor pode variar entre 100% (soldas sem metal de
adição) e 0% (brasagem).
Figura 2.25 – Esquema representativo da diluição medida na seção transversal da
solda (Figueiredo, 2005).
O controle da diluição é importante na soldagem de metais dissimilares, na
deposição de revestimentos especiais sobre uma superfície metálica, na soldagem
de metais de composição química desconhecida, caso muito comum em soldagem
de manutenção e na soldagem de materiais que tenham altos teores de elementos
prejudiciais à zona fundida, como o carbono e o enxofre (Figueiredo, 2005).
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
63 2.10 Caracterização Microestrutural
A estrutura de uma liga é, invariavelmente, constituída de unidades
denominadas elementos estruturais ou microconstituintes. O ramo da tecnologia que
estuda e interpreta essas estruturas é chamado metalografia, processo que, além
das informações sobre o comportamento da estrutura íntima da liga metálica,
fornece subsídios complementares, indicando a linha de direção de muitas das
características importantes orientando, assim, sobre as condições de aplicação
tecnológica do produto. A compreensão e interpretação da estrutura de um material
exige uma gama muito grande de conhecimentos teóricos e práticos.
O estudo da estrutura interna dos metais e suas ligas é uma valiosa
ferramenta, tanto para o trabalho de pesquisa como para o industrial, fazendo com
que a implantação de um sistema de controle metalográfico racional e organizado,
ou seja, a perfeita interação analista / metodologia analítico - estrutural, traga
grandes benefícios de ordem técnica e comercial devido à sua versatilidade, rapidez
e economia de execução.
2.10.1 Microestrutura da Zona Fundida do Aço Baixo Carbono e Baixa liga
Para os aços com baixo teor de carbono e baixa liga, a poça de fusão
solidifica-se inicialmente como ferrita, podendo sofrer uma reação peritética com a
formação de austenita. Durante o resfriamento, a ferrita remanescente transforma-se
em austenita. Esta, em função das elevadas temperaturas, sofre um grande
crescimento de grão, tendendo a apresentar uma estrutura de grãos colunares e
grosseiros, similar à estrutura original de fusão da zona de fusão. Em temperaturas
mais baixas, inferiores a 900°C, a austenita se decompõe, resultando em diferentes
produtos ou constituintes. Assim, a microestrutura da zona fundida do metal de solda
baixo carbono e baixa liga é resultado do crescimento epitaxial colunar do metal de
solda solidificado, sendo influenciada pelo estado inicial da austenita (composição,
tamanho de grão, micro-segregações e estado de deformações), das condições de
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
64 aquecimento e resfriamento, bem como do efeito dos elementos de liga (Modenesi,
2004).
As fases resultantes da decomposição da austenita são basicamente: ferrita,
cementita e martensita. Além destas, pequenas quantidades de austenita podem
permanecer inalteradas (austenita retida) e diferentes precipitados (outros
carbonetos, nitretos, etc.) e inclusões podem existir (Nascimento, 2005). O Instituto
Internacional de Soldagem (IIW) desenvolveu um sistema de classificação para os
constituintes do metal de solda, baseado na sua observação com o microscópio
ótico, que se tornou o mais aceito atualmente. Segundo este sistema, os
constituintes mais comuns da zona fundida podem ser classificados como:
Ferrita de Contorno de Grão – PF(G).
Ferrita Poligonal Intragranular – PF(I).
Ferrita com Segunda Fase Alinhada - FS(A).
Ferrita com Segunda Fase Não Alinhada – FS(NA).
Ferrita Acicular – FA.
Agregado ferrita-carboneto - FC
Martensita – M.
A Tabela 2.5 resume as características destes constituintes segundo o
sistema de classificação do IIW e as Figuras 2.26 e 2.27 ilustram este sistema.
Normalmente, em estudos que envolve a correlação entre a microestrutura e as
propriedades do metal de solda, é necessário realizar metalografia quantitativa no
metal de solda, determinando-se a fração ou predominância de seus diferentes
constituintes. Serão discutidas abaixo, de forma bem geral, as características gerais
destes diferentes elementos estruturais (Modenesi, 2004).
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

65
Tabela 2.5 – Constituintes da zona fundida de aços ferriticos observados ao
microscópio ótico, segundo o sistema IIW (in Modenesi, 2004).
Constituintes Código Descrição
- Ferrita Primária
- de Contorno de Grão PF(G)
Veios de grãos poligonais associados com os contornos de austeníticos prévios.
- Poligonal Intragranular PF(I)
Grãos de ferrita usualmente poligonais, localizados dentro dos grãos austeníticos prévios e mais 3 vezes maiores do que os grãos ou lâminas adjacentes de ferrita.
- Ferrita Acircular AF
Grãos de ferrita pequenos e não alinhados localizados no interior dos grãos austeníticos prévios. Uma região de AF comumente inclui placas isoladas de grande razão de forma (relação entre o maior e o menor eixo).
- Ferrita com Segunda Fase Alinhada FS(A)
Duas ou mais placas paralelas de ferrita. No caso de apenas duas placas, a razão de forma deve ser maior do que 4:1. Se o operador tiver segurança, este constituinte pode ser subclassificado como placa lateral de ferrita, bainita superior ou inferior, FS(SP), FS(UB) ou FS(LB).
- Ferrita com Segunda Fase Não Alinhada FS(NA)
Ferrita envolvendo completamente ou (i) “microfases” aproximadamente equiaxiais ou distribuídas aleatoriamente ou (ii) lâminas isoladas de AF.
- Agregado Ferrita Carboneto FC
Estruturas finas de ferrita e carboneto, incluindo ferrita com carbonetos “interfásicos” e perlita. Se o agregado é claramente identificado como perlita, ele deve ser designado como FC(P). Se o agregado for menor que as lâminas adjacentes dentro do grão austenítico prévio, ele deve ser desprezado.
- Martensita M
Colônias de martensita maiores que as lâminas adjacentes de ferrita. Se o operador estiver seguro, o constituinte pode ser classificado como martensita laminar ou maclada, M(L) ou M(T).
Fonte: Modenesi, 2004.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

66
Figura 2.26 - Representação esquemática de constituintes microestruturais (IIW).
Onde:
a)- Fronteira imaginária entre PF(G) e FS.
bi)- Ferrita sob o retículo <3x a largura média da ripas de ferrita que a
circundam.
bii)- Ferrita sob o retículo >3x a largura média da ripas de ferrita que a
circundam.
ci)- Duas ou mais ripas paralelas e relação comprimento/largura > 4/1.
cii)- Duas ripas com relação comprimento/largura <4/1 ou ripas não alinhadas
ou ripas isoladas de alta relação comprimento/largura.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
67
di)- Área da colônia FC sob o retículo < área individual das ripas de ferrita.
dii)- Área da colônia FC sob o retículo > área individual das ripas de ferrita.
- Ferrita Primária (PF) – Este constituinte pelo seu aspecto claro e liso pode ocorrer
sob duas formas e computadas como constituintes distintos, se o observador estiver
confiante que a sua diferença é clara:
• Ferrita de Contorno de Grão PF(G) – Constituída por veios de ferrita
associados a contorno de grãos austeníticos. É o constituinte de
mais fácil identificação no metal de solda pelo seu aspecto claro e
liso. Costuma adotar a forma de veios, delineando o contorno de
grão colunar da austenita prévia. Isto se deve ao fato que sua
nucleação e crescimento ocorrem nestes contornos, conferindo-lhes
assim uma forma alongada, Figura 2.26-a.
• Ferrita Poligonal Intragranular PF(I) – Caracteriza-se como grãos de
ferrita normalmente poligonais, encontradas no interior dos grãos da
Austenita Prévia, mas que apresentam dimensões superiores ao
triplo da largura média das ripas da Ferrita Acicular ou da Ferrita
com Segunda Fase, que as circundam, Figuras 2.26-bii.
- Ferrita com Segunda Fase (FS) – Pode ocorrer em duas formas computadas como
constituintes distintos, se o observador estiver seguro que a distinção é clara.
• Ferrita com Segunda Fase Alinhada FS(A) – Duas ou mais ripas de
ferritas paralelas. Quando existirem somente duas ripas, deve-se
classificar como Ferrita com Segunda Fase Alinhada somente se
sua razão de aspecto for maior que 4:1. Caso isto não se verifique,
o constituinte deverá ser classificado como Ferrita Acicular ou
Ferrita Poligonal, Figuras 2.26-ci.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
68
• Ferrita com Segunda Fase não Alinhada FS(NA) – Ferrita circundante
(completamente) às microfases ou às ripas de Ferrita Acicular.
- Ferrita Acicular (AF) – Constituinte intragranular de grão fino, com uma morfologia
emaranhada em grãos se entrecruzando no interior do grão da austenita prévia,
separados por contornos de alto ângulo e razão de aspecto variando de 3:1 até 10:1.
Pode incluir ainda ripas isoladas de elevada razão de aspecto. Uma região de AF
freqüentemente apresenta a morfologia de uma estrutura de Widmanstatten, mas
também inclui ripas isoladas de comprimento superior a largura, Figuras 2.26-bi,2.
26-cii e 2.26-di.
- Martensita (M) – É o micro constituinte que se forma como produto final de
transformação, ocorrendo freqüentemente em soldagens com baixo aporte térmico.
Colônias de martensita maiores que as ripas de ferrita dentro dos grãos austeníticos
prévios adjacentes. Colônias menores devem ser tratadas como microfases. É o
constituinte que se forma como produto final de transformação.
- Agregados Ferrita e Carbetos (FC) – São constituídos por uma estrutura fina de
ferrita e carbetos, incluindo perlita e ferrita com carbetos interfásicos. Constituinte
formado fora do contorno de grão da austenita. Apresenta uma estrutura interna cuja
resolução fica abaixo da obtida por microscopia ótica, formando áreas escurecidas.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

69
Figura 2.27- Microestrutura do metal depositado com indicação dos diferentes constituintes (MO) (Modenesi, 2004 e Nascimento, 2005).
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

70 3. MATERIAIS E MÉTODOS
Neste item será apresentada a especificação e a descrição dos materiais e
equipamentos utilizados, assim como, a metodologia experimental empregada para
os processos de soldagem FCAW (convencional) e FCAW-CW (arame frio),
englobando as analises de avaliação propostas.
3.1 Materiais Utilizados
3.1.1 Consumíveis
A seleção dos tipos de consumíveis estão relacionadas as suas
características de elevada produção, facilidade de manutenção da estabilidade do
arco e de facilidade de aplicação da técnica de soldagem.
3.1.1.1 Arame Eletrodo
Foi utilizado como arame eletrodo o arame tubular da classe AWS E71T-1 de
diâmetro de 1,2 mm, conforme a classificação AWS 5.20. Este consumível
energizado será responsável pelo estabelecimento e manutenção do arco voltaico.
Esse arame contem fluxo rutílico para soldagem em passe único ou passes
múltiplos, natureza e polaridade da corrente CC+, e pode ser aplicado em todas as
posições. Apresenta uma ampla faixa de parâmetros operacionais, baixo índice de
respingos e facilidade para remoção de escória. Pode ter como gás de proteção CO2
ou mistura gasosa. Destinado a soldagem de aços de baixo e médio teor de
carbono. Aplicado em soldagem estrutural e construção pesada em geral. Com
composição química presente na Tabela 3.1;
Tabela 3.1 – Composição química do arame tubular E71T-1.
Elemento C Si Mn S P
(%) 0,05 0,50 1,20 0,012 0,015 Fonte: ESAB, 2008.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

71 3.1.1.2 Arame Frio ou Não-Energizado
Os arames não-energizados utilizados foram os arames solido “maciço” da
classe AWS ER70S-6 nos diâmetros de 0,8 e 1,0 mm, conforme a classificação
AWS 5.18. O arame frio sendo o consumível não energizado é responsável pela
adição suplementar de massa metálica na composição do metal de solda.
É um arame sólido de aço carbono com manganês e silício, cobreado,
destinado à soldagem MIG/MAG de aços não ligados para construção em geral.
Este arame é recomendado para soldagem tanto em passe único como em múltiplos
passes, em CC+, pode ser aplicado com CO2 ou mistura onde se requer um melhor
acabamento do cordão de solda e redução do nível de respingo. Devido ao fato de
possuir em sua composição química um maior teor de elementos desoxidantes
(Silício e Manganês), é a opção mais adequada para ser aplicada sobre a superfície
de chapas que tenham moderada quantidade de oxidação (aços patináveis), além
de não produzir escória. Na tabela 3.2 esta apresentado a composição química do
arame AWS ER70S-6.
Tabela 3.2 – Composição química do arame maciço ER70S-6.
Elemento C Si Mn P S (%) 0,07 0,80 1,20 0,025 0,035
Fonte: ESAB, 2008. 3.1.1.3 Gás de Proteção
Como proteção gasosa foi utilizada neste trabalho o dióxido de carbono (CO2)
comercialmente puro. O qual selecionado por ser bastante utilizado na indústria de
transformação mecânica, na soldagem de aços carbono e de baixa liga pelo
processo de soldagem GMAW. Seus fatores determinantes são o seu baixo custo
em relação a outros gases de proteção e suas características físico-químicas que
proporcionam vantagens operacionais em aplicações ligadas à soldagem de
estruturas em aço.
A utilização do gás CO2 no processo de soldagem FCAW-CW como gás de
proteção é por ter custo economicamente viável e por observações significantes na
qualidade e desempenho do processo quando foram utilizadas em práticas
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

72 desenvolvidas em trabalhos experimentais no Labsolda da UFPA, segundo a norma
AWS A5.18 recomenda a utilização de CO2 para a soldagem MAG.
3.1.2 Metal de Base
O Aço ASTM A-131 Grau A foi selecionado como o metal de base para a
soldagem das amostras devido a sua ampla utilização na indústria naval. É um aço
estrutural da classe dos aços com baixo teor de carbono e baixa liga, destinado a
construção de estruturas navias ou off-shore, apresenta maior resistência a corrosão
e sua composição química é apresentada na Tabela 3.3. O material de base
empregado foi fornecido pelo Estaleiro Rio Maguari em peças, nas dimensões de 9,5
mm de espessura, 150 mm de largura e 300 mm de comprimento, conforme a Figura
3.1, seguindo a usinagem, pesagem e montagem para a formação da junta a ser
soldada.
Tabela 3.3 – Composição química do aço ASTM A-131 Grau A.
Elementos Químicos Determinados (%) C Si Mnmin P S Cr Mo Ni Cu Vmin**
0.21* 0,5 2,5 x C 0,035 0,035 ≤ 0,02 0,030 Fonte: ASTM A131, Standard Specification for Structural Steel for Ships, Vol
03.01, 2001.p.03. (Obs:* o Maximo de aceitável até 0,23% de carbono para o Grau
A; ** a percentagem de vanádio a ser encontrada será de no mínimo de 0,030% e
esta relacionado ao Niobio e ao Aluminio).
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

73
Figura 3.1 – Esquema representativo da peça nas dimensões 9.5 mm, 150 mm e
300 mm (E x L x C) a formar a junta a ser soldada.
3.2 Equipamentos Utilizados
Estão dispostos neste item as descrições dos equipamentos e acessórios
utilizados no decorrer da execução de cada fase deste trabalho. É pertinente
informar que devido às soldas serem realizadas em ambiente industrial, as fontes de
soldagem e os sistemas de alimentação de arame foram fornecidos pelo Estaleiro
Rio Maguari, ou seja, são equipamentos de linha de produção.
3.2.1 Bancada de Soldagem
A bancada de ensaio para a realização deste trabalho foi constituída pelos
seguintes equipamentos:
• Uma central de soldagem;
• Uma fonte de energia auxiliar;
• Dois sistemas de alimentação de arame;
• Uma pistola de soldagem;
• Uma balança digital;
• Um sistema de medição das velocidades dos arames;
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

74
• Uma placa de aquisição e de processamento de dados;
• Microcomputador;
• Programas computacionais;
• Material de ensaio líquido penetrante;
• Equipamentos auxiliares de metalografia;
• Sistema de Aquisição Óptico Computadorizado
Os equipamentos utilizados são descritos a seguir: 3.2.1.1 Central de Soldagem Múltiplos Processos
A fonte de soldagem utilizada é multiprocessos, optando-se pelo processo
FCAW, conforme empregado na linha de produção, no modo ajuste da fonte em
tensão constante, natureza de corrente e polaridade CC+.
Tipo: Fonte eletrônica tiristorizada.
Modelo: LAI 550.
Fabricante: ESAB.
Tensão de alimentação: 220, 380, ou 440 V, trifásico, 60Hz.
Tensão em vazio: 17 a 55 V.
Potência aparente nominal: 22,5 KVA.
Compensação de parâmetros: ± 10% de variação da rede elétrica.
3.2.1.2 Sistema de Alimentação de Arame Eletrodo
O sistema de alimentação de arame eletrodo é composto por um cabeçote,
Modelo: MEF 30.
Fabricante: ESAB.
Faixa de velocidade do arame: 1,5 – 22 m/min.
Sistema de 04 roldanas.
Alimentação elétrica: 42 VCA.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
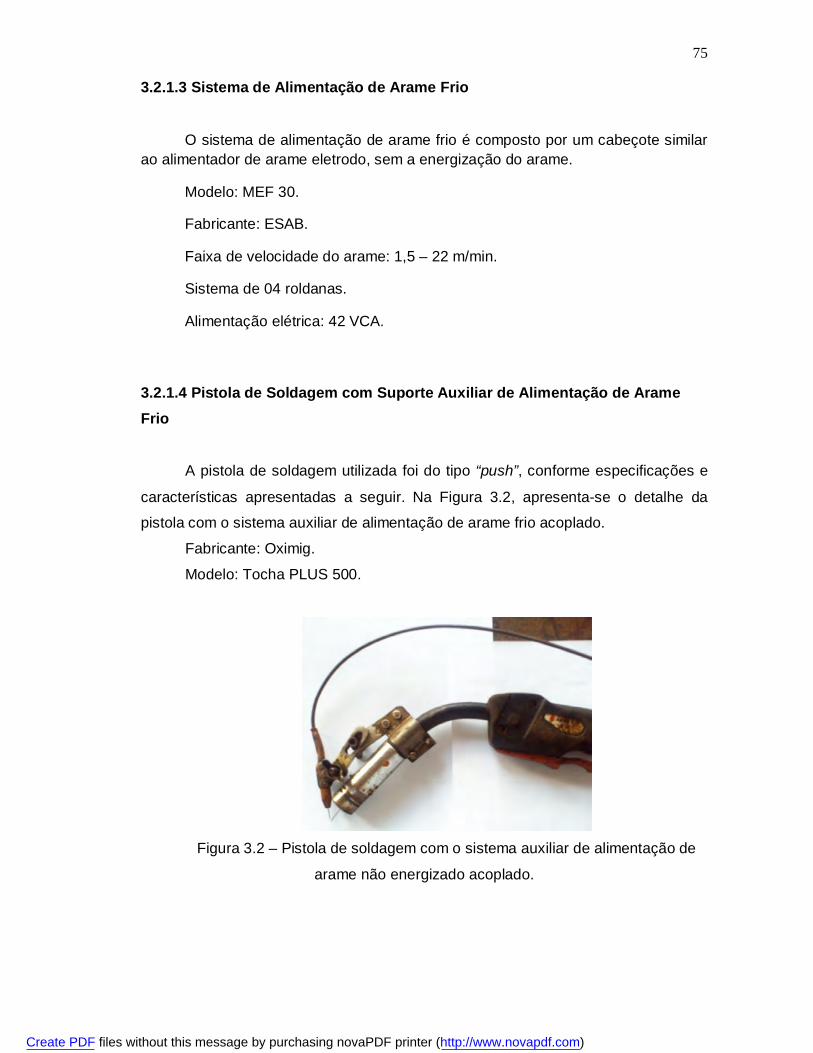
75 3.2.1.3 Sistema de Alimentação de Arame Frio
O sistema de alimentação de arame frio é composto por um cabeçote similar ao alimentador de arame eletrodo, sem a energização do arame.
Modelo: MEF 30.
Fabricante: ESAB.
Faixa de velocidade do arame: 1,5 – 22 m/min.
Sistema de 04 roldanas.
Alimentação elétrica: 42 VCA.
3.2.1.4 Pistola de Soldagem com Suporte Auxiliar de Alimentação de Arame Frio
A pistola de soldagem utilizada foi do tipo “push”, conforme especificações e
características apresentadas a seguir. Na Figura 3.2, apresenta-se o detalhe da
pistola com o sistema auxiliar de alimentação de arame frio acoplado.
Fabricante: Oximig.
Modelo: Tocha PLUS 500.
Figura 3.2 – Pistola de soldagem com o sistema auxiliar de alimentação de
arame não energizado acoplado.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
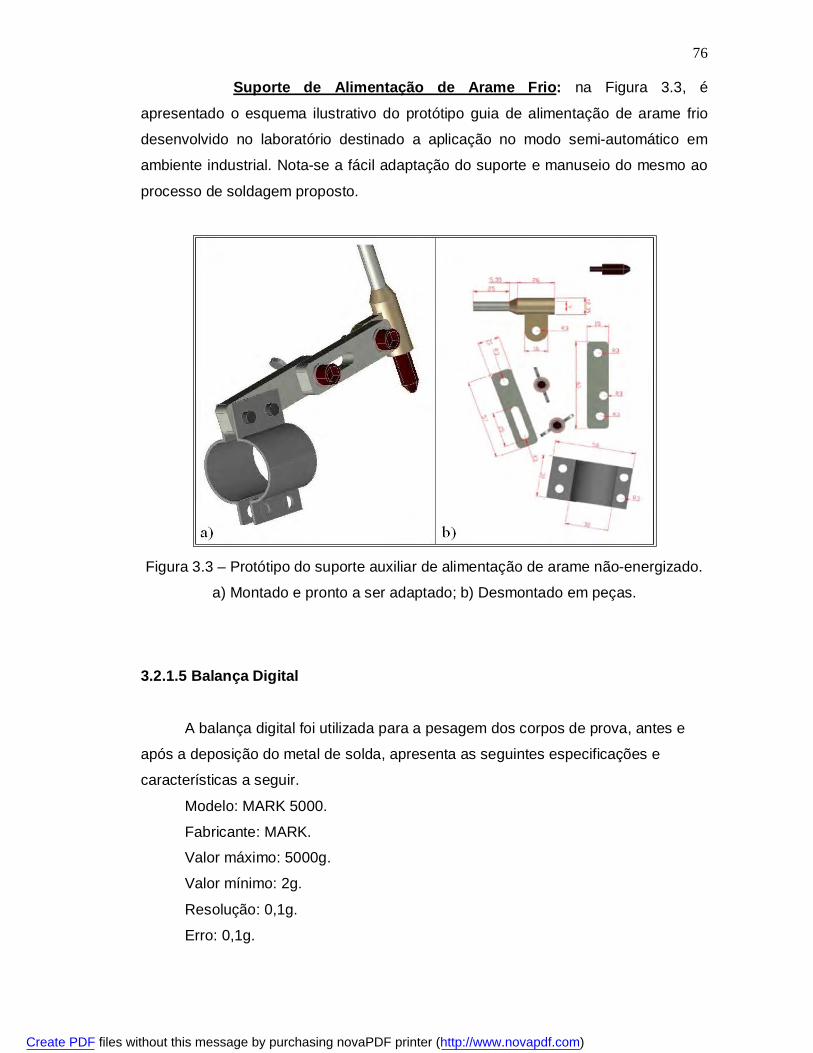
76
Suporte de Alimentação de Arame Frio: na Figura 3.3, é
apresentado o esquema ilustrativo do protótipo guia de alimentação de arame frio
desenvolvido no laboratório destinado a aplicação no modo semi-automático em
ambiente industrial. Nota-se a fácil adaptação do suporte e manuseio do mesmo ao
processo de soldagem proposto.
Figura 3.3 – Protótipo do suporte auxiliar de alimentação de arame não-energizado.
a) Montado e pronto a ser adaptado; b) Desmontado em peças.
3.2.1.5 Balança Digital
A balança digital foi utilizada para a pesagem dos corpos de prova, antes e
após a deposição do metal de solda, apresenta as seguintes especificações e
características a seguir.
Modelo: MARK 5000.
Fabricante: MARK.
Valor máximo: 5000g.
Valor mínimo: 2g.
Resolução: 0,1g.
Erro: 0,1g.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
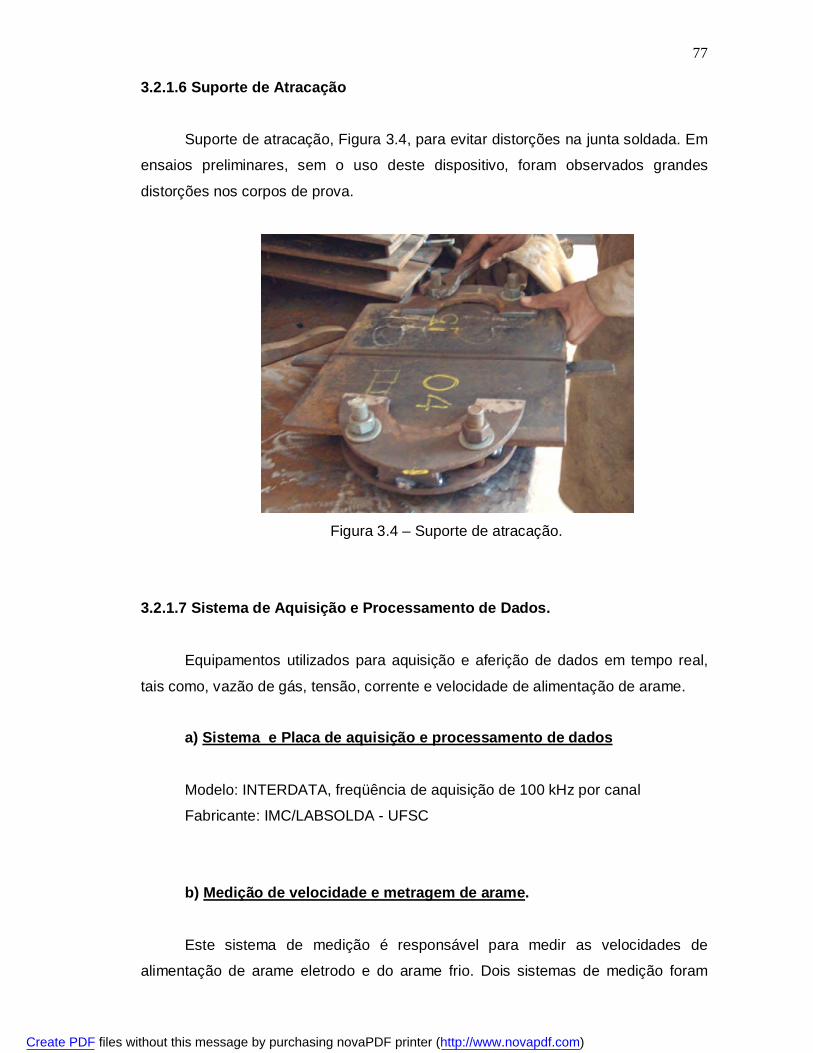
77 3.2.1.6 Suporte de Atracação
Suporte de atracação, Figura 3.4, para evitar distorções na junta soldada. Em
ensaios preliminares, sem o uso deste dispositivo, foram observados grandes
distorções nos corpos de prova.
Figura 3.4 – Suporte de atracação.
3.2.1.7 Sistema de Aquisição e Processamento de Dados.
Equipamentos utilizados para aquisição e aferição de dados em tempo real,
tais como, vazão de gás, tensão, corrente e velocidade de alimentação de arame.
a) Sistema e Placa de aquisição e processamento de dados
Modelo: INTERDATA, freqüência de aquisição de 100 kHz por canal
Fabricante: IMC/LABSOLDA - UFSC
b) Medição de velocidade e metragem de arame.
Este sistema de medição é responsável para medir as velocidades de
alimentação de arame eletrodo e do arame frio. Dois sistemas de medição foram
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

78 utilizados, um para o arame energizado e outro para o arame frio. Este sistema é
acoplado ao arame na entrada do cabeçote e tem a função de medir a velocidade de
alimentação de arame e a metragem de arame consumível para o cálculo das
características econômicas.
Modelo: MVA – 2.
Fabricante: IMC/LABSOLDA – UFSC
c) Microcomputador
Modelo: Pentium 133 MHz
Fabricante: Intel
d) Programas Computacionais
Oscilos.SAP – Utilizado na aquisição dos dados instantâneos da tensão e da
corrente durante a soldagem.
Fabricante: IMC/LABSOLDA – UFSC
Origin 6.0 – Programa computacional utilizado na geração de gráficos para
análise de resultados.
Fabricante: Microcal
Programa para análise gráfica - empregado na geração de gráficos.
AutoCAD 2009 – Fabricante Microsoft. Programa comercial de computação
gráfica usado na modelagem de sólidos 3D e na medição da geometria das
amostras soldadas.
3.2.1.8 Material para Ensaio de Liquido Penetrante
Material utilizado no ensaio por líquidos penetrantes para a detecção de
descontinuidades essencialmente superficiais.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

79
Dados técnicos:
a) Penetrante: VP-30 lavável a água N° 02
Fabricante: MetaL-Chek
b) Revelador: D-70 N° 03
Fabricante: MetaL-Chek
c) Removedor: E–59
Fabricante: MetaL-Chek
3.2.1.9 Equipamentos para ensaios metalográficos 3.2.1.9.1 Serra de fita.
Máquina automática de serrar,responsável pelo corte dos corpos de prova.
Modelo: FM18
Fabricante: FRANHO - Máquinas e Equipamentos S/A
3.2.1.9.2 Embutimento dos Corpos de Prova
Realizado após o corte, os corpos de prova foram embutidos por resina
acrílica, kit de embutimento a frio da AROTEC, contendo o desmoldante D-30, a
resina acrílica e o liquido auto-polimerizante A2.
3.2.1.9.3 Lixadeira/Politriz
Utilizada para lixar e polir os corpos de prova após o corte.
Modelo: DPU-10
Fabricante: Panambra S/A
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

80 3.2.1.9.4 Sistema de aquisição óptico computadorizado – Analisador de imagens.
Modelo: Leica DMR, equipado com câmera digital JVC-TK 138 OU e
microcomputador Q 550 IW1 com programa de análise de imagens “Leica QWIN”.
Fabricante: Leica
Resolução: 50 a 500X
3.3 Planejamento Experimental
O planejamento experimental será dividido em 04 (quatro) etapas: 1ª: escolha
dos parâmetros operacionais de soldagem, FCAW convencional e FCAW-CW com
adição de arame não energizado, e preparação da bancada e dos corpos de prova;
2ª: adequação dos processos de soldagem e ensaios preliminares em ambiente
industrial; 3ª: aplicação dos métodos de soldagem e obtenção das variáveis de
respostas (tensão, corrente e características econômicas); 4ª: concerne das
avaliações superficiais e por liquido penetrante, e retirada das amostras para
determinação e avaliação das características geométricas, quimicas e metalúrgicas.
Estas etapas objetivam o estudo da viabilidade do processo de soldagem
FCAW com adição de arame frio ou não-energizado, avaliando as condições de
aplicação dos processos realizados na industria sobre as variações provocadas
pelas velocidades de soldagem e pela introdução de arame frio à atmosfera do
arame eletrodo.
Avaliar o processo de soldagem FCAW e FCAW-CW em três níveis de
velocidade de alimentação de arame eletrodo e o aporte térmico sobre a geometria
do cordão de solda (largura, reforço e penetração), e sobre os parâmetros
econômicos (consumo, produção e rendimento), sobre os aspectos metalúrgicos
(fases presentes). Os fatores e níveis estudados estão apresentados na Tabela 3.4
e os resultados serão processados e avaliados para a obtenções de resultados.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
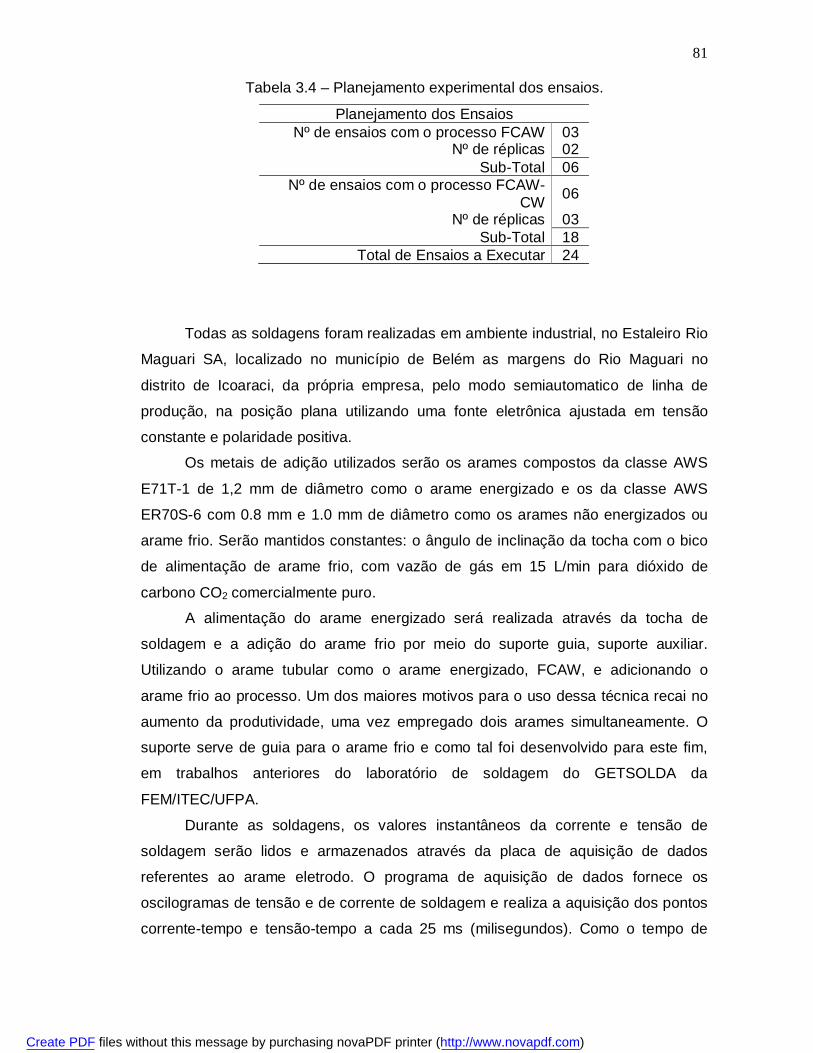
81
Tabela 3.4 – Planejamento experimental dos ensaios.
Planejamento dos Ensaios Nº de ensaios com o processo FCAW 03
Nº de réplicas 02 Sub-Total 06
Nº de ensaios com o processo FCAW-CW 06
Nº de réplicas 03 Sub-Total 18
Total de Ensaios a Executar 24
Todas as soldagens foram realizadas em ambiente industrial, no Estaleiro Rio
Maguari SA, localizado no município de Belém as margens do Rio Maguari no
distrito de Icoaraci, da própria empresa, pelo modo semiautomatico de linha de
produção, na posição plana utilizando uma fonte eletrônica ajustada em tensão
constante e polaridade positiva.
Os metais de adição utilizados serão os arames compostos da classe AWS
E71T-1 de 1,2 mm de diâmetro como o arame energizado e os da classe AWS
ER70S-6 com 0.8 mm e 1.0 mm de diâmetro como os arames não energizados ou
arame frio. Serão mantidos constantes: o ângulo de inclinação da tocha com o bico
de alimentação de arame frio, com vazão de gás em 15 L/min para dióxido de
carbono CO2 comercialmente puro.
A alimentação do arame energizado será realizada através da tocha de
soldagem e a adição do arame frio por meio do suporte guia, suporte auxiliar.
Utilizando o arame tubular como o arame energizado, FCAW, e adicionando o
arame frio ao processo. Um dos maiores motivos para o uso dessa técnica recai no
aumento da produtividade, uma vez empregado dois arames simultaneamente. O
suporte serve de guia para o arame frio e como tal foi desenvolvido para este fim,
em trabalhos anteriores do laboratório de soldagem do GETSOLDA da
FEM/ITEC/UFPA.
Durante as soldagens, os valores instantâneos da corrente e tensão de
soldagem serão lidos e armazenados através da placa de aquisição de dados
referentes ao arame eletrodo. O programa de aquisição de dados fornece os
oscilogramas de tensão e de corrente de soldagem e realiza a aquisição dos pontos
corrente-tempo e tensão-tempo a cada 25 ms (milisegundos). Como o tempo de
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

82 aquisição de um segundo, acarretará no fornecimento de um universo de 4000
pontos para cada ensaio, suficiente para a análise pretendida.
Os cordões de solda foram realizados em quatro passes, primeiro o de raiz
em seguida no reverso do cordão, com parâmetros determinados em campo, em
terceiro o passe de enchimento e reforço, que procederá em duas etapas, para o
FCAW convencional e FCAW-CW com adição de arame frio.
Ao processo convencional serão variadas as velocidades de alimentação de
arame eletrodo (classe AWS E71T-1 com diâmetro de 1,2 mm) em três níveis 6, 8 e
10 m/min. O processo FCAW-CW será realizado em dois momentos, o primeiro com
adição de arame frio (classe AWS ER70S-6) de diâmetro de 0.8 mm e o segundo
com o de 1.0 mm de diâmetro, as variáveis de velocidade de alimentação de arame
eletrodo serão as mesmas do modo convencional sendo essas relacionadas as
velocidade de alimentação de arame frio na seguinte proporção: 6/2, 8/3 e 10/4
m/min. Esses parâmetros utilizados estão dispostos na Tabela 3.5 e obtidos de
trabalhos anteriores e adaptados a linha de produção, com vazão de gás de
proteção no valor de 15 L/min, e tensão e corrente ajustadas em 30 V e 190 A.
Tabela 3.5 – Parâmetros variáveis dos processos de soldagem FCAW e FCAW-CW.
Fator de Velocidade de Alimentação Nível Arame Eletrodo, (m/min), FCAW - Ø=1.2 mm 6,0 8,0 10,0 Arame Frio, (m/min), FCAW-CW - Ø=0.8 mm 2 3 4 Arame Frio, (m/min), FCAW-CW - Ø=1.0 mm 2 3 4
Nos passes de enchimento, serão avaliados o efeito dos três níveis de
velocidade e da introdução de um arame não energizado a atmosfera do arco nas
características de estabilidade de arco, econômicas, geométricas e metalúrgicos do
processo, assim como, será avaliado as características superficiais do cordão de
solda. Etapas essas necessárias para viabilização da análise e comparação dos
resultados obtidos para os dois processos de soldagem.
3.3.1 - Metodologia Experimental
Neste tópico é apresentada a metodologia experimental empregada para a
execução de cada uma das etapas propostas: a determinação de parâmetros de
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

83 soldagem do passe de raiz utilizados em aplicação industrial, a realização das
soldagens pelos FCAW convencional e FCAW-CW com adição de arame não
energizado, a obtenção das características econômicas (taxa de fusão, taxa de
deposição e rendimento), das características geometricas do cordão de solda
(largura, reforço e penetração lateral) e características metalúrgicas (fases
presentes).
Conforme a 1ª etapa do planejamento, temos:
a) Usinagem dos chanfros conforme modelo utilizado na industria. Peças de
aço ASTM A131 Grau A, nas medidas de 300 x 150 x 9,5 mm, neste caso
o ângulo de bisel de 22.5° usinado em uma das arestas maiores e sem
nariz, ver detalhe da Figura 3.5;
b) Montagem dos corpos de prova com abertura de raiz de 3.0 mm, chanfro
de 45º, sem nariz, conforme especificações sugeridas pelo Estaleiro,
apresentado na Figura 3.5. Seguindo para limpeza e pesagem dos
mesmos;
Figura 3.5 – Representação esquemática do corpo de prova (duas peças) nas
medidas de 300 x 300 x 9,5 mm; no detalhe o diâmetro, o ângulo de bisel de 22,5º e
abertura de fresta de 3.0 mm.
c) Passe de raiz e no reverso – para estes passes será utilizado o processo
convencional, FCAW com o mesmo arame eletrodo da classe E71T-1, nas
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

84
condições operacionais mais adequadas ao soldador, pois não se objetiva
analisar estes passes. Condição a ser apresentada durante os ensaios
preliminares;
d) Passe de enchimento – serão realizados dois passes para o
preenchimento total do chanfro, utilizando o FCAW convencional e com a
adição de arame frio para comparação. Com a adição de arame não
energizado será utilizado dois diâmetros de arame de 0.8 e 1.0 mm da
classe AWS ER70S-6. Durante estes passes será feita a aquisição de
dados de corrente e tensão de soldagem.
3.3.1.1 Ensaios preliminares
Para o passe de enchimento dos processos de soldagens propostos, teve de
ser determinado os parâmetros operacionais do passe de raiz, apresentado na
Tabela 3.6, os quais foram obtidos pelo método de tentativas, até a melhor aplicação
do mesmo, apresentando boas qualidades superficiais e geométricas.
Tabela 3.6 – Parâmetros operacionais do passe de raiz.
Fatores Nivel Velocidade Arame Tubular (AWS E71T-1), Ø = 1,2 mm 8,5 m/min
Vazão do Gás de Proteção (CO2 100%) 15 L/min Tensão (U) 30 V Corrente (I) 190 A
Técnica Operacional Empurrando Modo Operacional Semiautomatico
Após a determinação dos parâmetros de soldagem do passe de raiz através
dos ensaios preliminares, foi iniciado a aplicação desse em todas as juntas
montadas conforme apresentada na Figura 3.6, na qual observa-se que a abertura
de raiz foi reduzida de 3.0 mm para 2.4 mm, para eliminar o passe no reverso,
reduzindo o numero de passes totais de quatro (4) para três (3) com aplicado na
indústria. Esta otimização e utilização deste passe de raiz ao processo, representa
aumento da produtividade em termos de tempo e custos ao Estaleiro.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
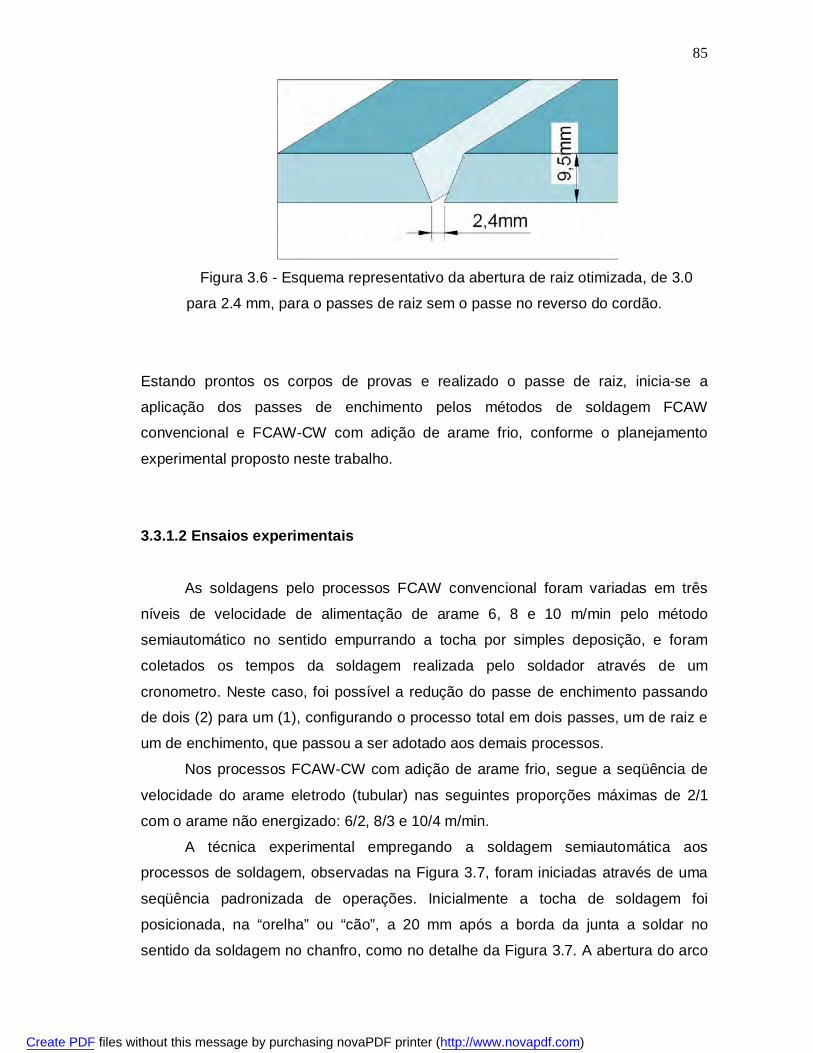
85
Figura 3.6 - Esquema representativo da abertura de raiz otimizada, de 3.0
para 2.4 mm, para o passes de raiz sem o passe no reverso do cordão.
Estando prontos os corpos de provas e realizado o passe de raiz, inicia-se a
aplicação dos passes de enchimento pelos métodos de soldagem FCAW
convencional e FCAW-CW com adição de arame frio, conforme o planejamento
experimental proposto neste trabalho. 3.3.1.2 Ensaios experimentais
As soldagens pelo processos FCAW convencional foram variadas em três
níveis de velocidade de alimentação de arame 6, 8 e 10 m/min pelo método
semiautomático no sentido empurrando a tocha por simples deposição, e foram
coletados os tempos da soldagem realizada pelo soldador através de um
cronometro. Neste caso, foi possível a redução do passe de enchimento passando
de dois (2) para um (1), configurando o processo total em dois passes, um de raiz e
um de enchimento, que passou a ser adotado aos demais processos.
Nos processos FCAW-CW com adição de arame frio, segue a seqüência de
velocidade do arame eletrodo (tubular) nas seguintes proporções máximas de 2/1
com o arame não energizado: 6/2, 8/3 e 10/4 m/min.
A técnica experimental empregando a soldagem semiautomática aos
processos de soldagem, observadas na Figura 3.7, foram iniciadas através de uma
seqüência padronizada de operações. Inicialmente a tocha de soldagem foi
posicionada, na “orelha” ou “cão”, a 20 mm após a borda da junta a soldar no
sentido da soldagem no chanfro, como no detalhe da Figura 3.7. A abertura do arco
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

86 elétrico é iniciada com alimentação do arame-eletrodo e somente decorridos dois
segundos (2s) de soldagem entra em ação a alimentação do arame frio na operação
caracterizando o processo FCAW-CW e após a estabilização do arco, a deposição
do metal de solda segue para o corpo-de-prova e iniciada a contagem pelo
cronometro a dois segundos (2s) do momento que a poça entrar no chanfro. A
soldagem foi finalizada após a saída da poça de fusão do chanfro e interrupção da
alimentação do arame frio, cinco segundos (5s) na “orelha”, para que o processo
conclua o passe de solda e o fechamento do arco elétrico, nesta ordem. No entanto,
quando a incidência de arame frio fora ou as margens da poça de fusão, o calor
gerado pelo arco funde parcialmente provocando a fixação do arame não energizado
no cordão de solda interrompendo o processo. Com a intenção de eliminar este fato,
o ângulo de 50° apresenta melhor disposição durante a soldagem FCAW-CW. A
diferença de tempo na entrada e saída da alimentação dos arames foi essencial
para a operacionalização do processo. Estes resultados foram obtidos dos ensaios
preliminares, conforme proposto.
Figura 3.7 – Aplicação em campo da técnica de soldagem FCAW-CW com adição de
arame frio, caracterizando o modo semiautomatico. Soldador no momento do passe
de enchimento; no detalhe o ponto de inicio da abertura do arco e ângulo entre os
arames.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

87
Durante as operações de soldagem, a aquisição dos dados de corrente e da
tensão de soldagem foram obtidas através de uma placa de aquisição de dados em
alta freqüência, instalada em um computador Pentium 133 MHz (SAP – sistema de
aquisição portátil). O programa OSCILOS SAP de aquisição de dados que fornece
os oscilogramas de tensão e de corrente de soldagem e realiza a aquisição dos
pontos a cada vinte e cinco milisegundos (25 ms). O tempo de aquisição utilizado foi
de um segundo (1s) e acarretará no fornecimento de 4000 pontos para cada ensaio,
o que será suficiente para a análise pretendida. Esta aquisição será realizada a
partir do terço médio (1/3) do corpo de prova em um único ponto, no qual pode ser
considerado o momento que o arco encontra-se mais estabilizado, conforme
também proposto pelas literaturas pesquisadas. Foram realizadas duas repetições
dos ensaios com aquisição dos dados de corrente e tensão para cada experimento
dos processos FCAW e FCAW-CW. 3.3.1.3 Sanidade Superficial
3.3.1.3.1 Aspecto superficial do metal depositado
A análise do aspecto superficial do metal depositado tem por objetivo verificar
a qualidade da superfície do cordão de solda, a qual depende das condições
operacionais de soldagem estabelecidas. O aspecto superficial do metal depositado
foi avaliado através de inspeção visual, sem auxilio de qualquer equipamento de
precisão, com base na regularidade geométrica da deposição de metal de adição,
largura e altura do reforço ao longo do seu comprimento, além da presença de
descontinuidades tais como, trincas, porosidade, respingos, mordeduras, deposição
insuficiente, abertura de arco, etc, em comparação o FCAW convencional com os
FCAW-CW arame frio.
3.3.1.3.2 - Ensaio por Líquidos Penetrantes
Os ensaios por líquido penetrante foram efetuados em todas as amostras dos
experimentos, sendo, 6 (seis) amostras do processo FCAW convencional e 18
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

88 (dezoito) amostras do processo FCAW-CW. Também foi realizado o mesmo ensaio
para a avaliação dos passe de raiz na superfície inversa a solda em todas as
amostras soldadas.
A superfície de cada amostra soldada, incluindo a raiz no reverso, foram
inicialmente limpa e seca para que não houvesse a presença de contaminantes, pois
a ocorrência destes, torna o ensaio não confiável. O ensaio foi iniciado através da
aplicação do líquido penetrante até formar um filme sobre a superfície da chapa de
aço. Em seguida foi determinado um tempo de 10 min, conforme a norma Petrobrás
N-1596, para ocorrer o fenômeno da capilaridade e completa penetração do líquido.
Após o tempo especificado, foram removidos da superfície o excesso de líquido
penetrante e aplicado o revelador, que consiste de um pó fino e branco. Logo em
seguida, novamente foram dado um tempo de 10 min para que o líquido penetrante
fosse absorvido pelas descontinuidades, revelando-as. A avaliação das indicações
os resultados foram registrados em imagens. As amostras foram limpas para depois
ser efetuado o corte individual. A avaliação das indicações foi efetuada com a
inspeção dos corpos de prova soldados, através da técnica visual sobre as
superfícies atacadas.
3.3.1.4 Estabilidade de Arco
A avaliação do arco voltaico visa a observação dos oscilogramas de tensão e
corrente para a soldagem, que envolvem a transferência metálica, para fins de
comparação de resultados entre os processos de soldagem empregados.
Para a avaliação do comportamento dinâmico do arco voltaico, inicialmente,
foram realizadas a seleção de parâmetros operacionais preliminares da soldagem.
Esta seleção de parâmetros preliminares se baseou em dados de trabalhos
experimentais anteriores realizados a partir de experimentos desenvolvidos pelo
GETSOLDA, sob condições operacionais de soldagem equivalentes, conforme já
discutido.
Os sinais obtidos durante os processos de soldagem foram monitorados
pelo programa computacional oscilos. Este programa avaliou a dinâmica operacional
através da interpretação de oscilogramas de tensão e de corrente em função do
tempo de soldagem. Os dados instantâneos da corrente e da tensão de soldagem
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

89 foram obtidos por programas computacionais adequados que, em seguida, foram
processados para a geração de oscilogramas.
Os oscilogramas de corrente e de tensão de soldagem foram tratados por
meio de um programa computacional gráfico, que permite a traçagem de todas as
curvas tempo x tensão de soldagem (txU) e tempo x corrente de soldagem (txI),
através dos dados obtidos pela placa de aquisição durante toda a experiência, cuja
finalidade é realizar a aquisição de dados em tempo real, armazenar e processar os
dados instantâneos da corrente e da tensão de soldagem, tempo e quantidade de
ocorrências de picos ou sinais de queda.
3.3.1.5 Características Econômicas 3.3.1.5.1 Equações convencionais
Para avaliar as características econômicas os valores da taxa de fusão (TF),
da taxa de deposição (TD) e do rendimento de deposição (R), foram obtidos, para
um arame ou modo FCAW convencional, a partir da utilização das Equações 3.1, 3.2
e 3.3, respectivamente.
A taxa de fusão (TF), Equação 3.1, representa a quantidade de material
(massa) do eletrodo ou arame consumível que é fundida por unidade de tempo. Esta
taxa representa a produção em tempo gasto para a realização da soldagem. A taxa
de deposição (TD) é definida como a massa fundida do arame-eletrodo depositada e
realmente incorporada ao metal de solda, por unidade de tempo, Equação 3.2. e
está relacionada ao custo total da operação de soldagem. O rendimento de
deposição real (R) é a razão entre a massa do consumível incorporada ao metal de
solda e a massa de arame consumida durante a operação de soldagem, na mesma
unidade de tempo (Braga, 1998 e Mota, 1996), Equação 3.3.
Taxa de Fusão (TF) – Consumo:
l KgTF = 3,6. ρ ht Equação 3.1
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
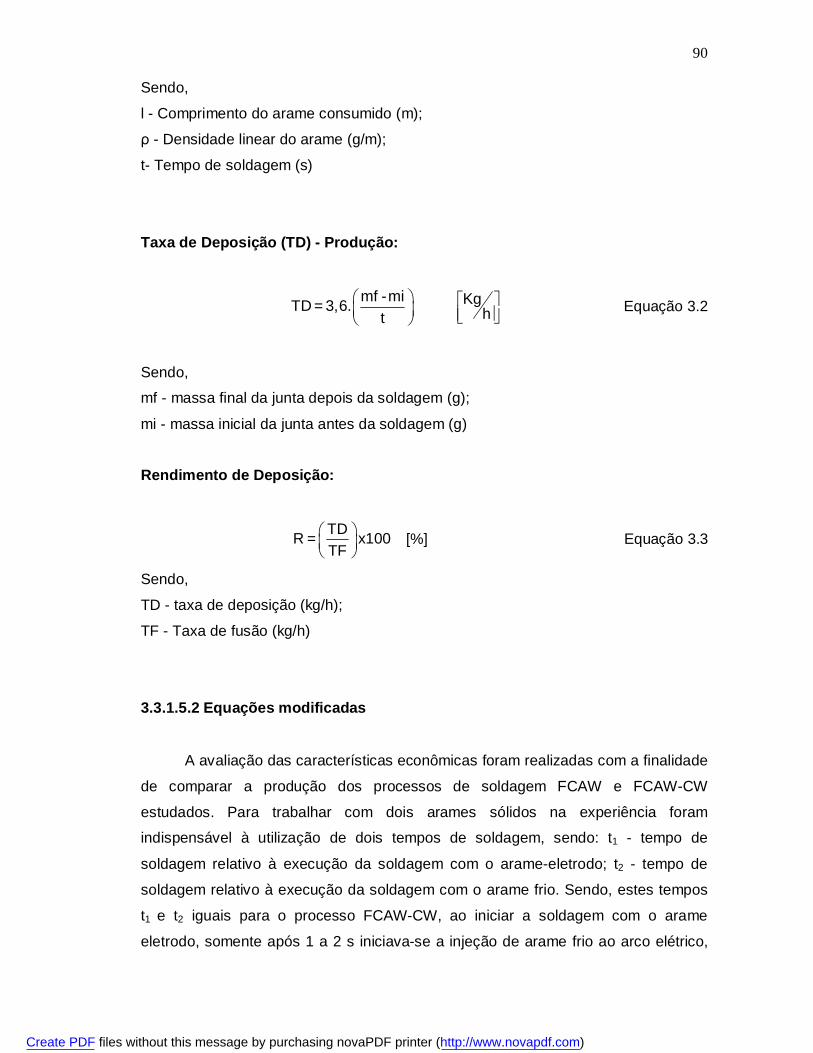
90 Sendo,
l - Comprimento do arame consumido (m);
ρ - Densidade linear do arame (g/m);
t- Tempo de soldagem (s)
Taxa de Deposição (TD) - Produção:
mf -mi KgTD = 3,6. ht
Equação 3.2
Sendo,
mf - massa final da junta depois da soldagem (g);
mi - massa inicial da junta antes da soldagem (g)
Rendimento de Deposição:
TDR = x100TF
[%] Equação 3.3
Sendo,
TD - taxa de deposição (kg/h);
TF - Taxa de fusão (kg/h)
3.3.1.5.2 Equações modificadas
A avaliação das características econômicas foram realizadas com a finalidade
de comparar a produção dos processos de soldagem FCAW e FCAW-CW
estudados. Para trabalhar com dois arames sólidos na experiência foram
indispensável à utilização de dois tempos de soldagem, sendo: t1 - tempo de
soldagem relativo à execução da soldagem com o arame-eletrodo; t2 - tempo de
soldagem relativo à execução da soldagem com o arame frio. Sendo, estes tempos
t1 e t2 iguais para o processo FCAW-CW, ao iniciar a soldagem com o arame
eletrodo, somente após 1 a 2 s iniciava-se a injeção de arame frio ao arco elétrico,
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
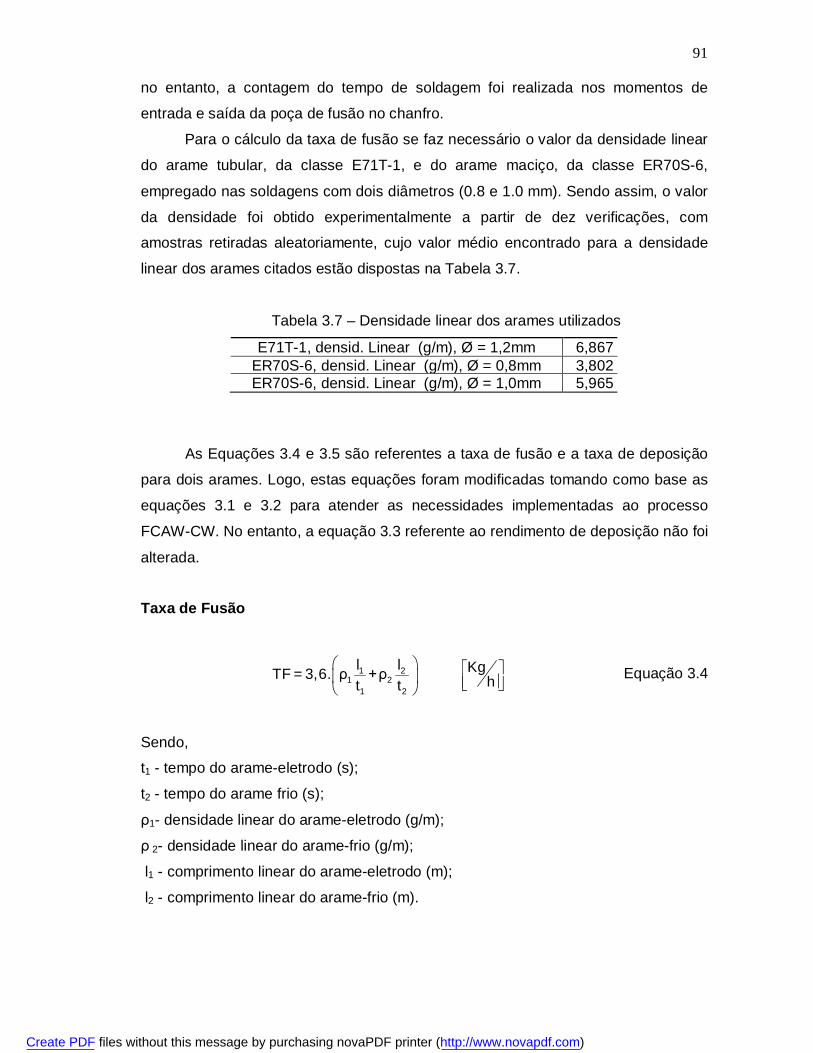
91 no entanto, a contagem do tempo de soldagem foi realizada nos momentos de
entrada e saída da poça de fusão no chanfro.
Para o cálculo da taxa de fusão se faz necessário o valor da densidade linear
do arame tubular, da classe E71T-1, e do arame maciço, da classe ER70S-6,
empregado nas soldagens com dois diâmetros (0.8 e 1.0 mm). Sendo assim, o valor
da densidade foi obtido experimentalmente a partir de dez verificações, com
amostras retiradas aleatoriamente, cujo valor médio encontrado para a densidade
linear dos arames citados estão dispostas na Tabela 3.7.
Tabela 3.7 – Densidade linear dos arames utilizados
E71T-1, densid. Linear (g/m), Ø = 1,2mm 6,867 ER70S-6, densid. Linear (g/m), Ø = 0,8mm 3,802 ER70S-6, densid. Linear (g/m), Ø = 1,0mm 5,965
As Equações 3.4 e 3.5 são referentes a taxa de fusão e a taxa de deposição
para dois arames. Logo, estas equações foram modificadas tomando como base as
equações 3.1 e 3.2 para atender as necessidades implementadas ao processo
FCAW-CW. No entanto, a equação 3.3 referente ao rendimento de deposição não foi
alterada.
Taxa de Fusão
1 2
1 21 2
l l KgTF = 3,6. ρ +ρ ht t Equação 3.4
Sendo,
t1 - tempo do arame-eletrodo (s);
t2 - tempo do arame frio (s);
ρ1- densidade linear do arame-eletrodo (g/m);
ρ 2- densidade linear do arame-frio (g/m);
l1 - comprimento linear do arame-eletrodo (m);
l2 - comprimento linear do arame-frio (m).
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

92 Taxa de Deposição
M
1 2M
mf -mi KgTD = 3,6. htt + tt =
2
Equação 3.5
Sendo,
tM - tempo médio de soldagem dos arames (s)
mf - massa final da junta depois da soldagem (g)
mi - massa inicial da junta antes da soldagem (g)
3.3.1.6 Obtenção das amostras
As amostras dos corpos de prova são necessárias para a análise geométrica
do cordão de solda e foram obtidas através da máquina automática de serrar,
embutimento, lixamento e polimento. O critério utilizado para a posição do corte da
amostra foi a de seccioná-la na região central, que se julgava a região do cordão
onde o arco, bem como, a transferência metálica estivesse mais estável. De cada
experimento, foram retiradas uma (1) amostra do modo convencional FCAW, e duas
(2) amostras do processo FCAW-CW.
A Figura 3.8 apresenta o desenho esquemático do seccionamento transversal
das soldas experimentais dos corpos de prova, detalhando o corte para a remoção
das amostras.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

93
Figura 3.8 – Esquema do corte para obtenção das amostras.
3.3.1.7 Características Geométricas da Solda
A avaliação da geometria do cordão de solda foi realizada pela análise
dimensional de sua seção transversal em três amostras do FCAW, uma de cada
velocidade de alimentação de arame, e em doze amostras do FCAW-CW, duas para
cada parâmetro de velocidade, totalizando quinze (15) amostras dos experimentos.
Em cada uma dos corpos de prova soldados (em simples deposição) foi efetuado
cortes transversais ao cordão de solda a uma distância mediana, conforme a Figura
3.9, a fim de obter as amostras para caracterização geométrica.
As superfícies das seções transversais das amostras foram lixadas por via
úmida e atacadas com um reagente químico para posteriormente experimentar o
ensaio macrográfico.
A preparação da superfície foi executada através do lixamento iniciado com a
lixa número 100, em direção normal aos riscos já existentes, passando-se
sucessivamente para lixas de granulação mais fina. Em todo o caso, para cada
seqüência de lixamento foi mudada a direção de lixamento em 90º. Entretanto, após
cada série de lixamento a superfície foi cuidadosamente limpa a fim de que o novo
lixamento não fosse contaminado com resíduos da operação anterior. Finalmente, a
preparação da superfície é concluída com a lixa de granulometria 600 mesh.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
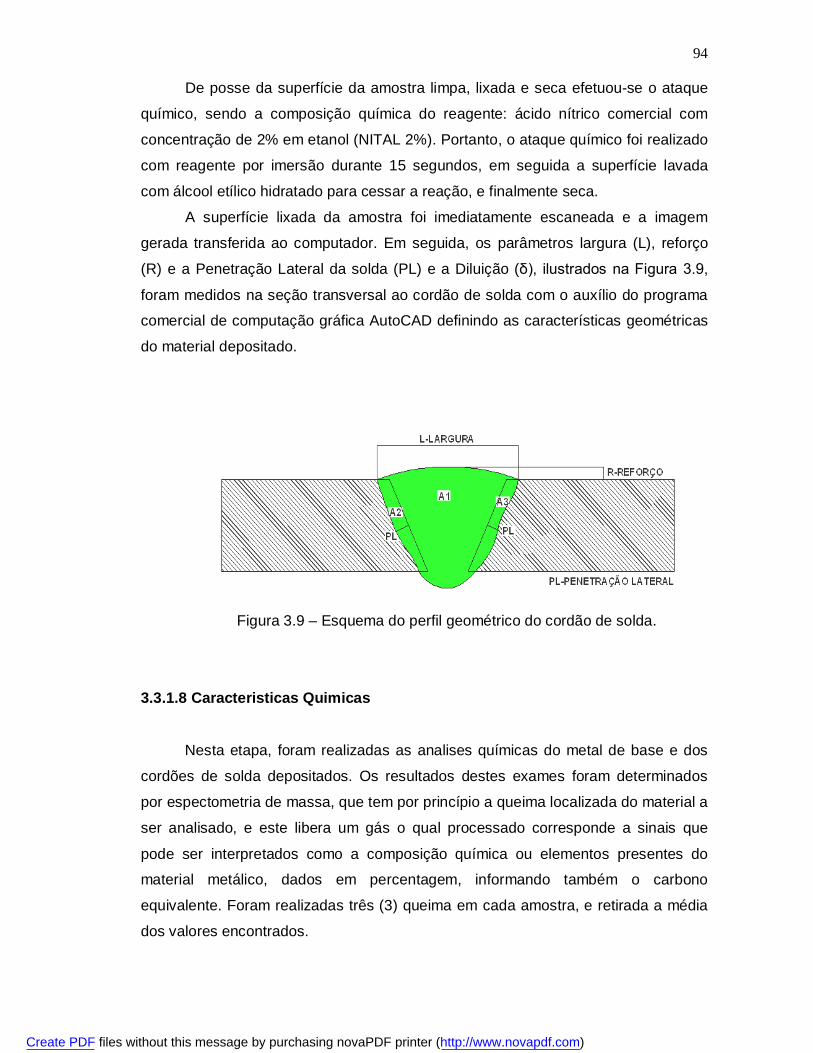
94
De posse da superfície da amostra limpa, lixada e seca efetuou-se o ataque
químico, sendo a composição química do reagente: ácido nítrico comercial com
concentração de 2% em etanol (NITAL 2%). Portanto, o ataque químico foi realizado
com reagente por imersão durante 15 segundos, em seguida a superfície lavada
com álcool etílico hidratado para cessar a reação, e finalmente seca.
A superfície lixada da amostra foi imediatamente escaneada e a imagem
gerada transferida ao computador. Em seguida, os parâmetros largura (L), reforço
(R) e a Penetração Lateral da solda (PL) e a Diluição (δ), ilustrados na Figura 3.9,
foram medidos na seção transversal ao cordão de solda com o auxílio do programa
comercial de computação gráfica AutoCAD definindo as características geométricas
do material depositado.
Figura 3.9 – Esquema do perfil geométrico do cordão de solda.
3.3.1.8 Caracteristicas Quimicas
Nesta etapa, foram realizadas as analises químicas do metal de base e dos
cordões de solda depositados. Os resultados destes exames foram determinados
por espectometria de massa, que tem por princípio a queima localizada do material a
ser analisado, e este libera um gás o qual processado corresponde a sinais que
pode ser interpretados como a composição química ou elementos presentes do
material metálico, dados em percentagem, informando também o carbono
equivalente. Foram realizadas três (3) queima em cada amostra, e retirada a média
dos valores encontrados.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

95 3.3.1.9 Características Metalúrgicas
O exame metalográfico consistiu na análise macrografias e micrografias e foi
realizado nas seções transversais das soldas. Foram analisados o metal de solda de
todas as amostras utilizadas na caracterização geometrica. O objetivo deste exame
é identificar nas soldas o tipo de microestruturas presentes. Além disso, verificar em
cada região as fases presentes predominantes. A Figura 3.10 apresenta o “lay-out”
dos pontos analisados em cada amostra da junta soldada para a realização de
exames metalográficos.
Figura 3.10 – Representação esquemática da analise geométrica e dos
pontos para a analise micrografica.
3.3.1.9.1 Macrografia e Micrografia
A análise macrográfica foi realizada na seção transversal das soldas em
chanfro com o objetivo de caracterizar o perfil macroestrutural nesta seção em três
níveis de aumento, 100X, 400X e 800X. Foram verificadas a incidência de
porosidade, a falta de penetração e de fusão, ocorrência de inclusões, etc. A
preparação da superfície consistiu em lixamento até a granulometria de 500, 600,
800, 1200 e 1500 mesh, seguido de polimento com pasta de diamente de 3 µm e
pano de polimento adequado, e na sequencia o ataque químico com solução de nital
2%, pelo método de imersão e lavagem com etanol hidratado.
O objetivo de uma análise micrográfica em uniões soldadas é de avaliar a
microestrutura do metal de solda e da zona termicamente afetada. As observações e
as análises serão realizadas com o auxilio de um microscópio ótico de marca Leica,
e de fotomicrografias de pontos selecionados na superfície observada conforme a
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

96 Figura 3.10. Para a identificação dos principais microconstituintes será adotada a
terminologia de padronização proposta na “revisão bibliográfica”, item 2.10-
Microestruturas, deste trabalho.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

97 4 RESULTADOS E DISCUSSÕES 4.1 Resultados dos Ensaios Preliminares
Nesta primeira avaliação dos resultados, ensaios preliminares, consistiu em
observações das melhores condições de soldagem e do treinamento do soldador na
aplicação da técnica para todos os processo de soldagem abordados FCAW
convencional e FCAW-CW com adição de um arame frio de 0.8 e 1.0 mm de
diâmetro. Os principais resultados mostraram que o soldador apresentou-se
capacitado as variações dos processos de campo, após os treinamentos e
orientações adequadas.
Durante os ensaios de aplicação do passe de raiz, com o arame
convencional, observou-se a possibilidade de otimização deste processo a partir da
eliminação do passe no reverso do cordão. Baseado em observações, analises e
ensaios experimentais, foi possível estabelecer parâmetros de soldagem que, de
modo geral, se mostraram satisfatório, ou seja, a solda apresentou homogeneidade,
reforço mediano e sem descontinuidades aparentes na geometria do cordão no
reverso, na aplicação do passe de raiz em uma única etapa, o que consistiu na
redução da abertura de raiz de 3.0 mm para 2.4 mm e na determinação da
velocidade de alimentação de arame em 8.5 m/min.
Ainda durante os ensaios preliminares de soldagem, observou-se que ocorria
uma pequena oscilação na saída do arame do dispositivo de alimentação de arame
frio. Este fato motivou um novo ajuste no dispositivo e na melhor condição de
colocação deste à tocha, culminando no sentido empurrando e com a entrada do
arame frio a frente da poça de fusão. A Figura 4.1 ilustra esquematicamente a
técnica adotada em todos os ensaios, e a Figura 3.7 (pag.83) mostra o soldador
executando a soldagem.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

98
Figura 4.1 - Desenho esquemático do processo de soldagem com adição de arame
frio. Apresentando a técnica de soldagem no sentido empurrando, com arame não
energizado disposto e introduzido a frente da poça de fusão.
Nos ensaios de soldagem com os parâmetros planejados ao processo,
observou-se que para o processo de soldagem FCAW-CW com o arame não
energizado de 0.8 mm de diâmetro na velocidade de 6 m/min do arame eletrodo,
não foi possível realizar as soldagens, devido à excessivos respingos, explosões e
descontinuidades, resultando na mudança da velocidade de alimentação de arame
frio de 2.0 para 2.5 m/min, gerando uma nova condição de soldagem 6/2.5 m/min. A
tabela 4.1 apresenta o novo resultado (anterior Tabela 3.5)para as condições de
soldagem.
Tabela 4.1 – Parâmetros variáveis retificados dos processos de soldagem.
Fator de Velocidade de Alimentação Nível Arame Eletrodo, (m/min), FCAW - Ø=1.2 mm 6,0 8,0 10,0 Arame Frio, (m/min), FCAW-CW - Ø=0.8 mm 2.5 3 4 Arame Frio, (m/min), FCAW-CW - Ø=1.0 mm 2 3 4
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
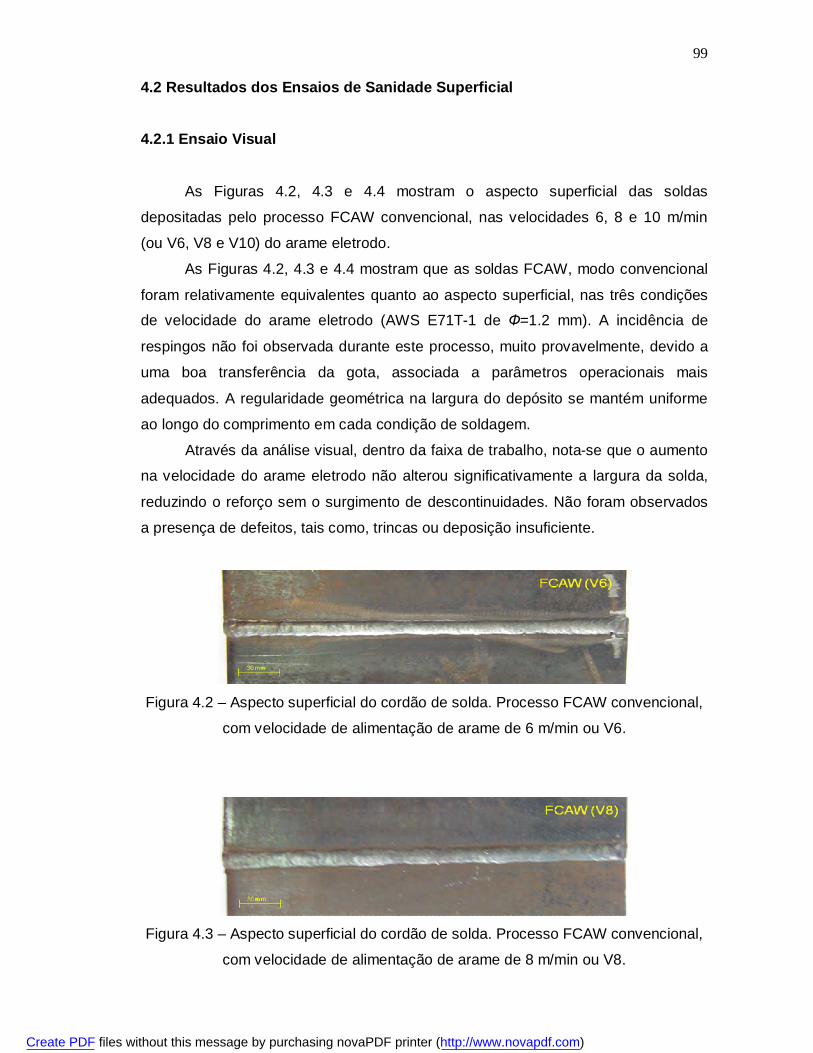
99 4.2 Resultados dos Ensaios de Sanidade Superficial 4.2.1 Ensaio Visual
As Figuras 4.2, 4.3 e 4.4 mostram o aspecto superficial das soldas
depositadas pelo processo FCAW convencional, nas velocidades 6, 8 e 10 m/min
(ou V6, V8 e V10) do arame eletrodo.
As Figuras 4.2, 4.3 e 4.4 mostram que as soldas FCAW, modo convencional
foram relativamente equivalentes quanto ao aspecto superficial, nas três condições
de velocidade do arame eletrodo (AWS E71T-1 de Ф=1.2 mm). A incidência de
respingos não foi observada durante este processo, muito provavelmente, devido a
uma boa transferência da gota, associada a parâmetros operacionais mais
adequados. A regularidade geométrica na largura do depósito se mantém uniforme
ao longo do comprimento em cada condição de soldagem.
Através da análise visual, dentro da faixa de trabalho, nota-se que o aumento
na velocidade do arame eletrodo não alterou significativamente a largura da solda,
reduzindo o reforço sem o surgimento de descontinuidades. Não foram observados
a presença de defeitos, tais como, trincas ou deposição insuficiente.
Figura 4.2 – Aspecto superficial do cordão de solda. Processo FCAW convencional,
com velocidade de alimentação de arame de 6 m/min ou V6.
Figura 4.3 – Aspecto superficial do cordão de solda. Processo FCAW convencional,
com velocidade de alimentação de arame de 8 m/min ou V8.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

100
Figura 4.4 – Aspecto superficial do cordão de solda. Processo FCAW convencional,
com velocidade de alimentação de arame de 10 m/min ou V10.
As Figuras 4.5, 4.6 e 4.7, apresentam o aspecto superficial das soldas
depositadas pelo processo de soldagem FCAW-CW (0.8 mm) com arame frio de 0.8
mm de diâmetro, nas velocidades de alimentação do arame eletrodo/ arame não
energizado: 6/2.5, 8/3, 10/4 m/min., respectivamente; e as Figuras 4.8, 4.9 e 4.10,
estão os cordões de solda do processo FCAW-CW (1.0 mm) com arame frio de 1.0
mm de diametro, nas seguintes velocidades de alimentação de arame eletrodo/
arame frio: 6/2, 8/3 e 10/4 m/min.
Nos processos representados pelas Figuras 4.5, 4.6 e 4.7, as quais se
observa o aspecto superficial das soldas, FCAW–CW com adição de arame frio de
diâmetro de 0.8 mm, nos três níveis da velocidades de alimentação do arames
eletrodo/frio, 6/2.5, 8/3 e 10/4 m/min., as qualidades superficiais desses cordões de
soldas se mantiveram equivalente à qualidade das soldas no modo FCAW
convencional, não apresentado quaisquer descontinuidade que compromete-se o
cordão de solda, para os mesmos níveis de velocidades de alimentação. Entretanto,
a introdução de um arame não energizado a atmosfera do arco voltaico e o aumento
da velocidade de alimentação geram um aumento na largura, redução no reforço e
maior incidência de respingos, além de ser observado o desalinhamento do cordão e
ondulações superficiais irregulares, provocadas possivelmente por procedimentos
incorretos de operação da soldagem conforme é discutido em Braga (2008, p. 04).
Comportamento semelhante foi verificado para as demais condições de alimentação
do arame frio, na soldagem FCAW–CW com arame não energizado de diâmetro de
1.0 mm, conforme pode ser verificado pela analise das figuras 4.8, 4.9 e 4.10.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

101
Figura 4.5 – Aspecto superficial do cordão de solda. Processo FCAW-CW com
adição de arame frio de 0.8 de diametro, com velocidade de alimentação de arames
eletrodo/frio igual a 6/2,5 m/min.
Figura 4.6 – Aspecto superficial do cordão de solda. Processo FCAW-CW com
adição de arame frio de 0.8 de diâmetro, com velocidade de alimentação de arames
eletrodo/ frio igual a 8/3 m/min.
Figura 4.7 – Aspecto superficial do cordão de solda. Processo FCAW-CW com
adição de arame frio de 0.8 de diâmetro, com velocidade de alimentação de arames
eletrodo/ frio igual a 10/4 m/min.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

102
Figura 4.8 – Aspecto superficial do cordão de solda. Processo FCAW-CW com
adição de arame frio de 1.0 de diâmetro, com velocidade de alimentação de arames
eletrodo/ frio igual a 6/2 m/min.
Figura 4.9 – Aspecto superficial do cordão de solda. Processo FCAW-CW com
adição de arame frio de 1.0 de diâmetro, com velocidade de alimentação de arames
eletrodo/ frio igual a 8/3 m/min.
Figura 4.10 – Aspecto superficial do cordão de solda. Processo FCAW-CW com
adição de arame frio de 1.0 de diâmetro, com velocidade de alimentação de arames
eletrodo/ frio igual a 10/4 m/min.
As maiores incidências de respingos são verificadas sobre as soldas
depositadas pelo processo FCAW-CW, nas maiores velocidades de alimentação de
arame frio, e está relacionada à instabilidade do processo provocada pela vibração
do arame frio, que entra em contato a poça de fusão e ao arame eletrodo (arame
energizado), causando interferências na transferência metálica. Segundo Mendonça
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

103 (2007, p. 37), o ruído decorrente deste instante de instabilidade sugere que a carga
energética do arco voltaico não é suficiente para fundir completamente o arame frio.
Neste caso o arame frio passa livremente através do arco voltaico e atinge
abruptamente a poça de fusão onde se energiza momentaneamente provocando
turbulências e níveis diferentes de respingos de parte do metal fundido, igualmente
observado durante as deposições dos cordões de solda para o processo FCAW-CW.
Passe De Raiz:
O passe de raiz também foi inspecionado quanto ao seu aspecto superficial
no reverso da solda. Sendo considerado o primeiro passe a ser aplicado e utilizado
como um dos pré-requisitos a aplicação do enchimento pelos processos FCAW e
FCAW-CW. Na Figura 4.11, pode-se observar o passe de raiz no reverso do cordão
de solda, o qual apresenta as mesmas características de um processo de soldagem
simples, incluindo altura e reforço, não apresentando quaisquer descontinuidades ao
longo do cordão. As etapas de enchimento foram somente realizadas sobre os
passes de raiz que apresentaram boa qualidade superficial.
Figura 4.11 - Aspecto superficial do cordão de solda no reverso. Passe de raiz com
arame tubular de 1.2 mm de diâmetro, com velocidade de alimentação de 8,5 m/min.
Detalhe o cordão de solda no reverso em perfil.
4.2.2 Ensaio por Liquido Penetrante
As Figuras 4.12, 4.13 e 4.14 mostram a qualidade superficial das soldas
depositadas pelo processo FCAW, nas velocidades de alimentação do arame
eletrodo de 6, 8 e 10 m/min, respectivamente. Observa-se, não haver nenhum caso
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

104 de descontinuidade ao longo dos cordões de solda que possa ser revelada pela
técnica.
Figura 4.12 – Qualidade superficial dos cordões depositados pelo processo
FCAW com velocidade de alimentação de arame de 6 m/min.
Figura 4.13 – Qualidade superficial dos cordões depositados pelo processo
FCAW com velocidade de alimentação de arame de 8 m/min.
Figura 4.14 – Qualidade superficial dos cordões depositados pelo processo
FCAW com velocidade de alimentação de arame de 10 m/min.
As Figuras 4.15, 4.16 e 4.17, apresentam a qualidade superficial das soldas
depositadas pelo processo de soldagem FCAW-CW (0.8) com adição de arame frio
de 0.8 mm de diâmetro, respectivamente, nas velocidades de alimentação do arame:
6/2.5, 8/3 e 10/4 m/min.; E as figuras 4.18, 4.19 e 4.20, representam as soldas pelo
processo FCAW-CW (1.0) com arame de 1.0 mm de diâmetro, apresentando as
seguintes velocidades de alimentação: 6/2, 8/3 e 10/4 m/min.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

105
Figura 4.15 – Qualidade superficial dos cordões depositados pelo processo FCAW-
CW com adição de arame frio de 0.8 mm de diâmetro, com velocidades de
alimentação de arames de 6/2.5 m/min.
Figura 4.16 – Qualidade superficial dos cordões depositados pelo processo FCAW-
CW com adição de arame frio de 0.8 mm de diâmetro, com velocidades de
alimentação de arames de 8/3 m/min.
Figura 4.17 – Qualidade superficial dos cordões depositados pelo processo FCAW-
CW com adição de arame frio de 0.8 mm de diâmetro, com velocidades de
alimentação de arames de 10/4 m/min.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

106
Figura 4.18 – Qualidade superficial dos cordões depositados pelo processo FCAW-
CW com adição de arame frio de 1.0 mm de diâmetro, com velocidades de
alimentação de arames de 6/2 m/min.
Figura 4.19 – Qualidade superficial dos cordões depositados pelo processo FCAW-
CW com adição de arame frio de 1.0 mm de diâmetro, com velocidades de
alimentação de arames de 8/3 m/min.
Figura 4.20 - Qualidade superficial dos cordões depositados pelo processo FCAW-
CW com adição de arame frio de 1.0 mm de diâmetro, com velocidades de
alimentação de arames de 10/4 m/min.
Pelos resultados deste ensaio, nota-se que não surgiram descontinuidades ao
longo das soldas. Observa-se que as maiores incidências de defeitos revelados
foram os respingos, o que não influenciaram na regularidade dos cordões, este fato,
muito provavelmente, se deve aos procedimentos de soldagem aliados a técnica
operacional do soldador.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

107
Passe de raiz:
A Figura 4.21, apresenta a qualidade superficial do passe de raiz no reverso
do cordão de solda, no qual não foi observado em todos as aplicações qualquer tipo
de descontinuidade ao longo do cordão, esta associada a boa habilidade do
soldador.
Figura 4.21 - Qualidade superficial no reverso dos cordões depositados pelo passe
de raiz. Realizado com o processo FCAW com o mesmo arame eletrodo, e
velocidades de alimentação de 8.5 m/min.
4.3 Resultados das Características da Estabilidade de Arco.
A analise da estabilidade de arco pode ser representada pelas Figuras 4.22 à
4.32, ilustram o comportamento gráfico do arco voltaico e os oscilogramas de
tensão/tempo e de corrente/tempo para a faixa dos parâmetros operacionais de
soldagem adotados. A Tabela 4.2, apresenta os dados obtidos para a corrente e
tensão durante os experimentos. Observa-se, de modo geral, o aumento da
velocidade de alimentação de arame de 6 para 8 e à 10 m/min, nesta seqüencia,
houve o aumento dos valores médios de corrente e tensão de soldagem, situação
natural, ja que a fonte precisa equilibrar a potência do arco, para fundir uma
quantidade maior de arame por unidade de tempo.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

108
Tabela 4.2 – Parametros de soldagem obtidos de Im e Um.
Processo de Soldagem
Vel. Arame Eletrodo (m/min)
Vel. Arame Frio (m/min)
Parâmetros Obtidos
Im (A) Um (V)
FCAW Ф=1.2 mm
6 - 131 28,6 8 - 148 29,1 10 - 163 31,0
FCAW-CW Ф=1.2 e 0.8
mm
6 2.5 181 29,7 8 3 242 28,5 10 4 212 29,2
FCAW-CW Ф=1.2 e 1.0
mm
6 2 165 28,1 8 3 191 36,1 10 4 226 34,6
Para uma melhor visualização dos dados da Tabela 4.2 do comportamento da
corrente e tensão com a mudança de velocidade de alimentação de arame, foram
elaborados os gráficos da Figura 4.22. Por estes gráficos nota-se o perfil de
aumento da corrente e tensão com o aumento da velocidade de alimentação de
arame para os dois processos empregados.
Os oscilogramas das Figuras 4.22 a 4.24 apresentam o comportamento do
arco voltaico para o processo FCAW no modo convencional nas velocidades de 6, 8
e 10 m/min, respectivamente, os quais registros de sinais apresentam variações, em
nível ou em natureza, capazes de estabelecer uma regularidade na transferência de
carga elétrica ou na transferência de metal através da coluna do arco voltaico. O
registro de curtos-circuitos, são pouco evidenciados pela queda na tensão do arco
quando se utiliza gás ativo como proteção gasosa ao processo arame tubular. A
maior velocidade de alimentação do arame eletrodo, V10, Figura 4.22,
correspondente a maior corrente média (163 A), produz, também, maior correlação
entre as força atuantes no arco voltaico e da transferência de metal. No entanto,
este fato não significa que ocorreu instabilidade de arco neste nível de velocidade do
arame eletrodo, conforme observados nos trabalhos desenvolvidos por Barrozo
(2006) e Mendonça (2007), os quais obtiveram resultados semelhantes para os
mesmos processos com parâmetros iguais.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

109
Figura 4.22 – Oscilogramas de corrente e tensão do processo FCAW a 6 m/min a
velocidade de alimentação de arame eletrodo: (A) corrente x tempo e (B) tensão x
tempo.
A)
B)
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

110
Figura 4.23 – Oscilogramas de corrente e tensão do processo FCAW a 8 m/min a
velocidade de alimentação de arame eletrodo: (A) corrente x tempo e (B) tensão x
tempo.
A)
B)
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
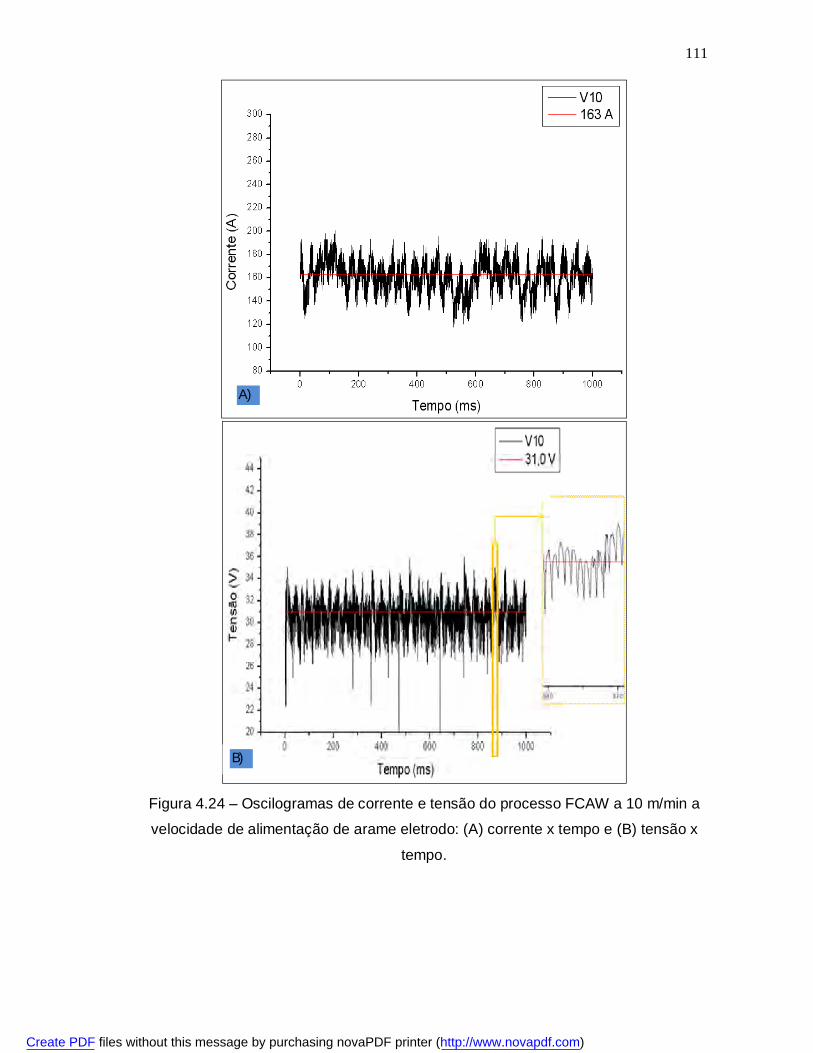
111
Figura 4.24 – Oscilogramas de corrente e tensão do processo FCAW a 10 m/min a
velocidade de alimentação de arame eletrodo: (A) corrente x tempo e (B) tensão x
tempo.
A)
B)
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
112
As Figuras 4.25, 4.26 e 4.27,se referem aos oscilogramas obtidos para as
velocidades de alimentação do arame eletrodo V6, V8 e V10 com arame frio de 0.8
mm de diâmetro. Pelas figuras, nota-se o comportamento dinâmico de arco voltaico
obtido, não alterado significativamente pela introdução do arame frio durante a
soldagem FCAW–CW (0.8 mm), entretanto os valores médios de corrente
aumentaram de V6 (181 A) a V8 (242 A) e tendeu a baixar de V8 (242 A) para V10
(212 A), devido a fatores operacionais de soldagem, pois a medida que a velocidade
de alimentação aumenta o operador também aumenta a velocidade de
deslocamento da tocha de soldagem, comportamento relacionado ao processo semi-
automático. Neste processo, se observa que foram mantidos os valores médios da
tensão como forma a compensar as variações de corrente e manter a regularidade
do arco voltaico regular. Estes valores médios de tensão e corrente são obtidos por
intermédio do programa oscilos, que dispõem de cursores que possibilitam de forma
empírica determinar este valor, ou seja, não é um valor que se obtém de forma
automática, mas é um valor aproximado.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

113
Figura 4.25 – Oscilogramas de corrente e tensão do processo FCAW-CW (diametro
do arame frio de 0.8 mm) e 6 m/min a velocidade de alimentação de arame eletrodo:
(A) corrente x tempo e (B) tensão x tempo.
A)
B)
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
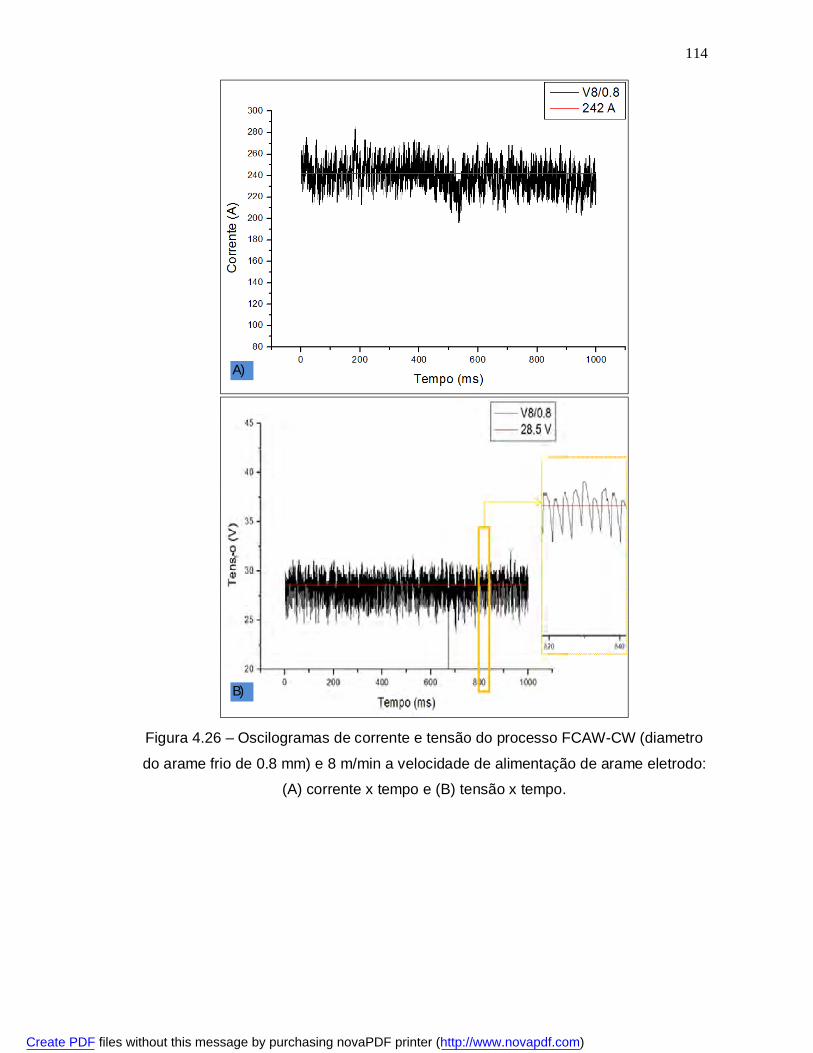
114
Figura 4.26 – Oscilogramas de corrente e tensão do processo FCAW-CW (diametro
do arame frio de 0.8 mm) e 8 m/min a velocidade de alimentação de arame eletrodo:
(A) corrente x tempo e (B) tensão x tempo.
A)
B)
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

115
Figura 4.27 – Oscilogramas de corrente e tensão do processo FCAW-CW (diametro
do arame frio de 0.8 mm) e 10 m/min a velocidade de alimentação de arame
eletrodo: (A) corrente x tempo e (B) tensão x tempo.
Os oscilogramas seguintes das Figuras 4.28, 4.29 e 4.30, apresentam os
registros das ocorrências do comportamento dinâmico do arco voltaico durante a
soldagem FCAW-CW com a introdução do arame frio de 1.0 mm de diametro. Na
Tabela 4.2, o desempenho da corrente média obtido nas velocidades de alimentação
A)
B)
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

116 do arame eletrodo, se apresentou equivalente à soldagem FCAW quanto à dinâmica
das transferências de carga elétrica, portanto, sem alterações significativas na
estabilidade do arco voltaico. Entretanto, os valores médios da tensão e da corrente
de soldagem tenderam a se maior, por decorrência da maior velocidade de
alimentação de arame eletrodo com arame frio na atmosfera do arco voltaico.
(A)
(B)
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

117 Figura 4.28 – Oscilogramas de corrente e tensão do processo FCAW-CW (diametro
do arame frio de 1.0 mm) e 6 m/min a velocidade de alimentação de arame eletrodo:
(A) corrente x tempo e (B) tensão x tempo.
Figura 4.29 – Oscilogramas de corrente e tensão do processo FCAW-CW
(diametro do arame frio de 1.0 mm) e 8 m/min a velocidade de alimentação de
arame eletrodo: (A) corrente x tempo e (B) tensão x tempo.
(A)
(B)
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
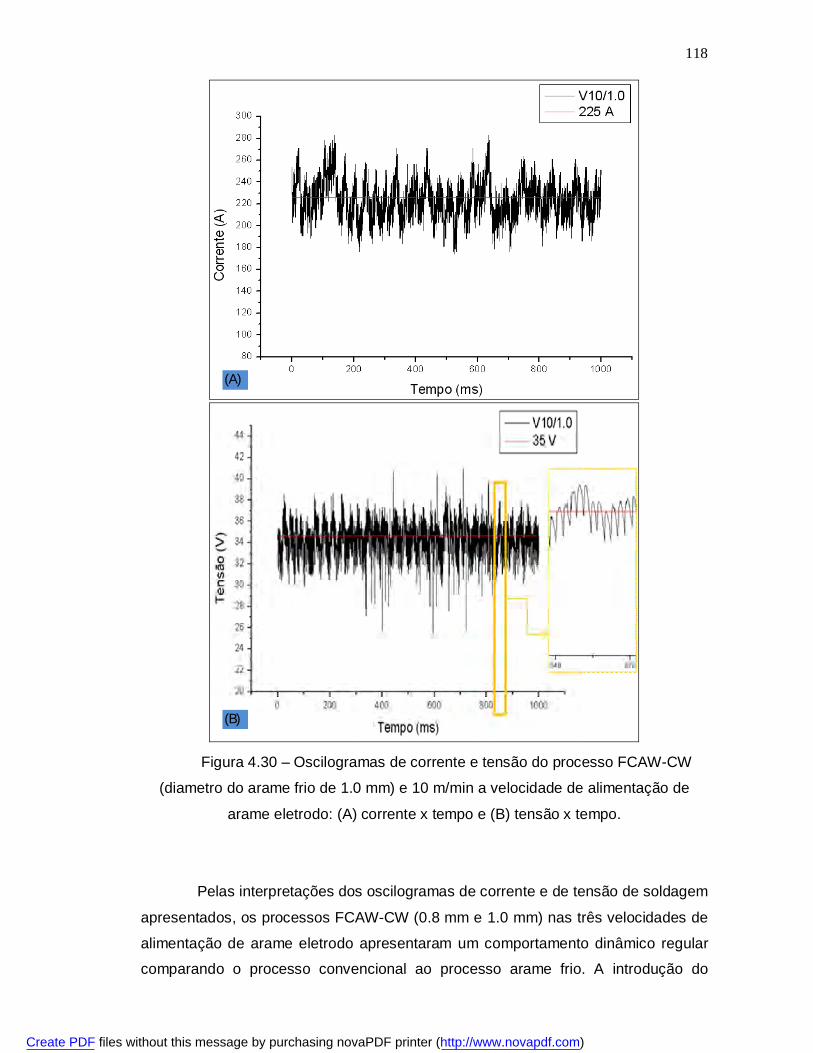
118
Figura 4.30 – Oscilogramas de corrente e tensão do processo FCAW-CW
(diametro do arame frio de 1.0 mm) e 10 m/min a velocidade de alimentação de
arame eletrodo: (A) corrente x tempo e (B) tensão x tempo.
Pelas interpretações dos oscilogramas de corrente e de tensão de soldagem
apresentados, os processos FCAW-CW (0.8 mm e 1.0 mm) nas três velocidades de
alimentação de arame eletrodo apresentaram um comportamento dinâmico regular
comparando o processo convencional ao processo arame frio. A introdução do
(A)
(B)
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
119 arame frio na atmosfera do arco voltaico da soldagem FCAW-CW, não promoveu
perturbações de natureza significativa capaz de alterar a regularidade do arco
relativa da soldagem FCAW, ao se variar a velocidade de alimentação de arames.
Portanto, os oscilogramos são característicos de transferência metálica
provavelmente por spray, conforme observado também por Barrozo (2006, p.26), o
qual afirma a presença de curtos-circuitos de pequena duração sem a transferência
de metal e não promovendo perturbações à estabilidade do arco, e se manteve em
todos os experimentos mesmo com a adição do arame não energizado, nas faixa de
corrente e tensão de trabalho.
Pela Figura 4.31, o gráfico apresenta a influencia da velocidade de
soldagem dos três processos estudados em relação a corrente media obtida.
Observou-se uma tendência de maiores níveis de corrente para as maiores
velocidade de arame eletrodo ao analisar cada processo individualmente. Ao
comparar os métodos de soldagem FCAW-CW (0.8 e 1.0 mm) ao FCAW
convencional, observamos a mesma tendência do aumento dos níveis de corrente,
observado também quando se confronta os processos FCAW-CW nas velocidades
de 6, 8 e 10 m/min. Resultado não apresentado para o FCAW-CW (0.8 mm) na
velocidade de 10 m/min, isto, provavelmente se deve pelo processo apresentar
maiores níveis de salpicagem e velocidade de soldagem não compensado pela taxa
de fusão, ao contrario do FCAW-CW (1.0 mm) para a mesma velocidade.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

120
Figura 4.31 – Representação gráfica do comportamento da (A) corrente média e (B)
tensão média, para os processos FCAW e FCAW-CW com arame frio de 0.8 e 1.0
mm de diâmetro.
A utilização de valores de tensão alta, para este arame eletrodo, é
recomendada pelo fabricante e esta de acordo a trabalhos ja realizados, Barrozo
(A)
(B)
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

121 (2006) e Mendonça (2007), nos quais apresentaram comportamento satisfatorio para
a aplicação da tecnica FCAW com a adição de um arame não energizado, ou seja,
FCAW-CW, com a adição de arame eletrodo de diametro maior ma proporção
máxima de velocidade de alimentação de arames de 2:1 (eletrodo:frio), promovendo
energia suficiente a coalescer o arame adicional a poça de fusão sem comprometer
a qualidade superficial do cordão para os parametros pré-determinados.
Os indicativos de instabilidade na operação de soldagem FCAW e FCAW-
CW (0.8 e 1.0 mm) são de fácil percepção e registro, por afetarem os aspectos
geométricos do cordão de solda, observado no exame de sanidade superficial, que
representa a qualidade do produto soldado e, relacionado, a superfície da junta,
sendo apresentados nestes casos o surgimento de salpicos (quentes) nas
adjacências da união o que exige, em muitas situações, e mais evidenciado nas
soldagens FCAW-CW em especial no processo FCAW-CW (1.0 mm) na velocidade
de alimentação de arame eletrodo de 10 m/min, resultando numa menor taxa de
deposição de metal de adição, podendo ser indicado pela leitura dos oscilosgramos.
4.4 Resultado das Características Econômicas.
Neste item são apresentados os resultados das características econômicas
para as diferentes condições de soldagem estabelecidas. O desempenho destas
caracteristicas foram calculados utilizando as Equações 3.1, 3.2 e 3.3, para o
processo FCAW convencional, e as Equações 3.3, 3.4 e 3.5, para os processos
FCAW-CW (0.8 e 1.0 mm) com adição de arame frio.
A Tabela 4.3 apresenta os valores médios da taxa de fusão (TF), taxa de
deposição (TD) e do rendimento de deposição (R), obtidos para os processos
FCAW, FCAW-CW (0.8 mm) e FCAW-CW (1.0 mm) nos três níveis de velocidade de
alimentação de arame eletrodo (6, 8 e 10 m/min). Observamos, em negrito, que os
maiores valores das taxas de fusão e deposição, não necessariamente representam
maiores rendimentos para os processos em estudo, pois não há como comparar
processos com parametros diferentes nesta análise.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
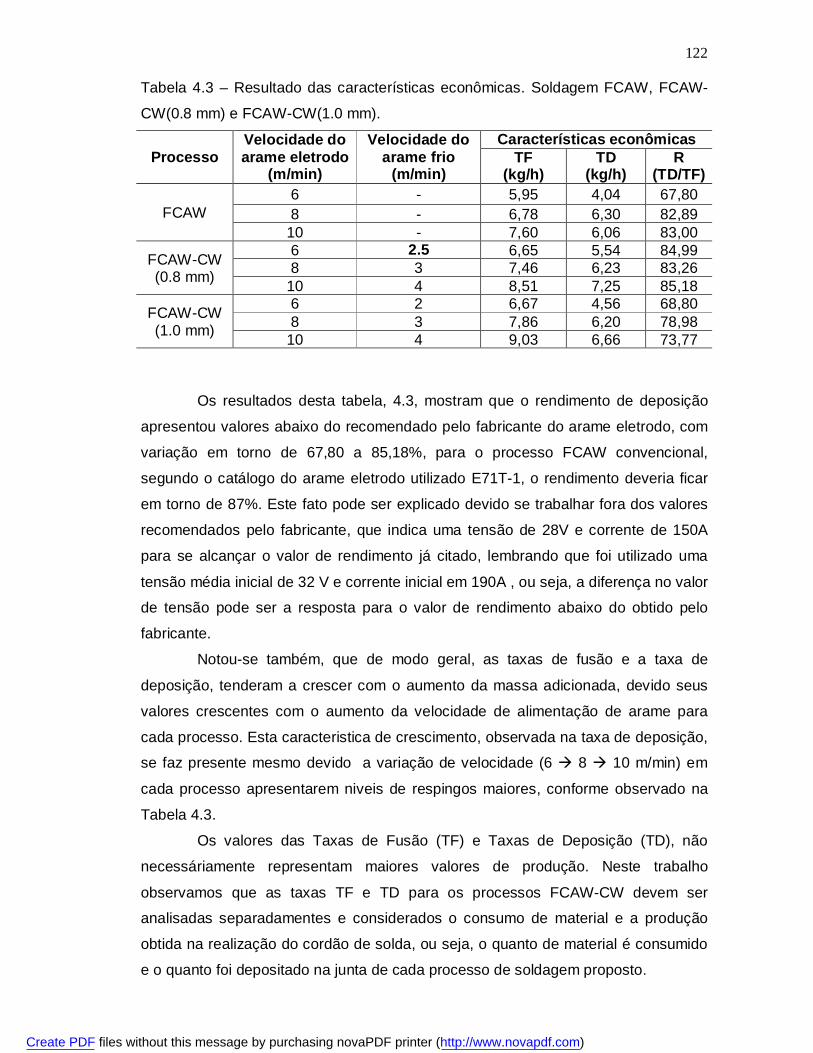
122 Tabela 4.3 – Resultado das características econômicas. Soldagem FCAW, FCAW-
CW(0.8 mm) e FCAW-CW(1.0 mm).
Processo Velocidade do arame eletrodo
(m/min)
Velocidade do arame frio
(m/min)
Características econômicas TF
(kg/h) TD
(kg/h) R
(TD/TF)
FCAW 6 - 5,95 4,04 67,80 8 - 6,78 6,30 82,89 10 - 7,60 6,06 83,00
FCAW-CW (0.8 mm)
6 2.5 6,65 5,54 84,99 8 3 7,46 6,23 83,26 10 4 8,51 7,25 85,18
FCAW-CW (1.0 mm)
6 2 6,67 4,56 68,80 8 3 7,86 6,20 78,98 10 4 9,03 6,66 73,77
Os resultados desta tabela, 4.3, mostram que o rendimento de deposição
apresentou valores abaixo do recomendado pelo fabricante do arame eletrodo, com
variação em torno de 67,80 a 85,18%, para o processo FCAW convencional,
segundo o catálogo do arame eletrodo utilizado E71T-1, o rendimento deveria ficar
em torno de 87%. Este fato pode ser explicado devido se trabalhar fora dos valores
recomendados pelo fabricante, que indica uma tensão de 28V e corrente de 150A
para se alcançar o valor de rendimento já citado, lembrando que foi utilizado uma
tensão média inicial de 32 V e corrente inicial em 190A , ou seja, a diferença no valor
de tensão pode ser a resposta para o valor de rendimento abaixo do obtido pelo
fabricante.
Notou-se também, que de modo geral, as taxas de fusão e a taxa de
deposição, tenderam a crescer com o aumento da massa adicionada, devido seus
valores crescentes com o aumento da velocidade de alimentação de arame para
cada processo. Esta caracteristica de crescimento, observada na taxa de deposição,
se faz presente mesmo devido a variação de velocidade (6 8 10 m/min) em
cada processo apresentarem niveis de respingos maiores, conforme observado na
Tabela 4.3.
Os valores das Taxas de Fusão (TF) e Taxas de Deposição (TD), não
necessáriamente representam maiores valores de produção. Neste trabalho
observamos que as taxas TF e TD para os processos FCAW-CW devem ser
analisadas separadamentes e considerados o consumo de material e a produção
obtida na realização do cordão de solda, ou seja, o quanto de material é consumido
e o quanto foi depositado na junta de cada processo de soldagem proposto.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
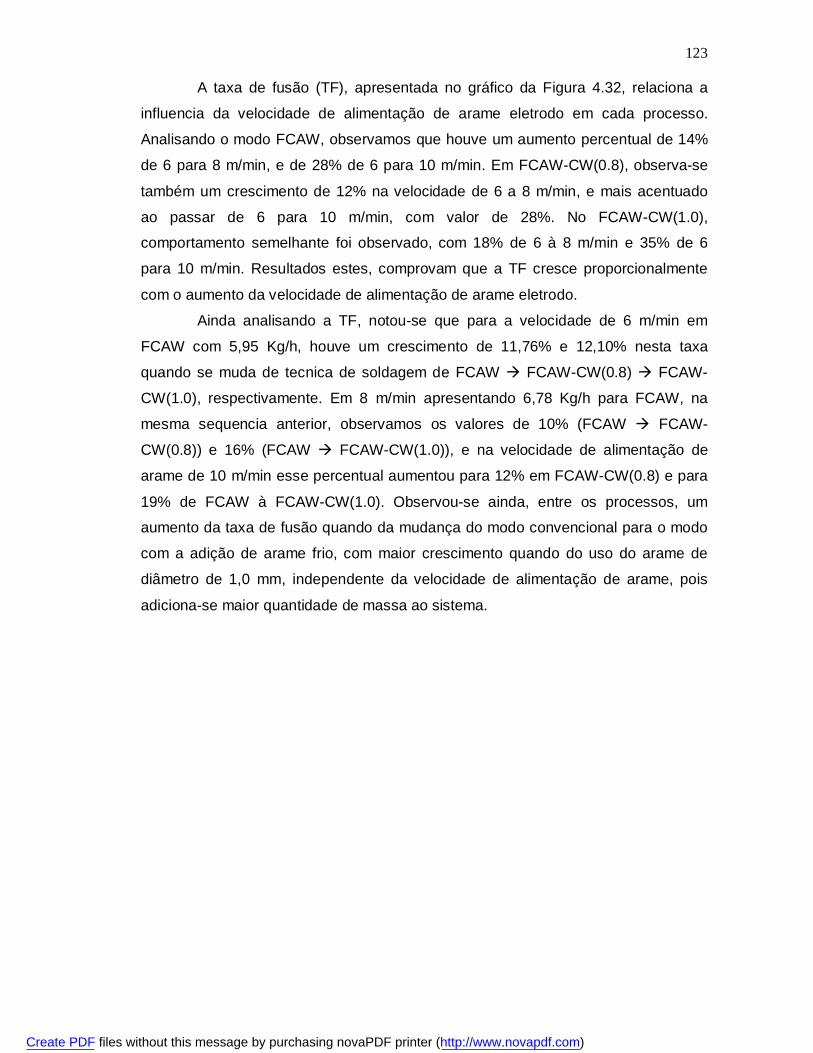
123
A taxa de fusão (TF), apresentada no gráfico da Figura 4.32, relaciona a
influencia da velocidade de alimentação de arame eletrodo em cada processo.
Analisando o modo FCAW, observamos que houve um aumento percentual de 14%
de 6 para 8 m/min, e de 28% de 6 para 10 m/min. Em FCAW-CW(0.8), observa-se
também um crescimento de 12% na velocidade de 6 a 8 m/min, e mais acentuado
ao passar de 6 para 10 m/min, com valor de 28%. No FCAW-CW(1.0),
comportamento semelhante foi observado, com 18% de 6 à 8 m/min e 35% de 6
para 10 m/min. Resultados estes, comprovam que a TF cresce proporcionalmente
com o aumento da velocidade de alimentação de arame eletrodo.
Ainda analisando a TF, notou-se que para a velocidade de 6 m/min em
FCAW com 5,95 Kg/h, houve um crescimento de 11,76% e 12,10% nesta taxa
quando se muda de tecnica de soldagem de FCAW FCAW-CW(0.8) FCAW-
CW(1.0), respectivamente. Em 8 m/min apresentando 6,78 Kg/h para FCAW, na
mesma sequencia anterior, observamos os valores de 10% (FCAW FCAW-
CW(0.8)) e 16% (FCAW FCAW-CW(1.0)), e na velocidade de alimentação de
arame de 10 m/min esse percentual aumentou para 12% em FCAW-CW(0.8) e para
19% de FCAW à FCAW-CW(1.0). Observou-se ainda, entre os processos, um
aumento da taxa de fusão quando da mudança do modo convencional para o modo
com a adição de arame frio, com maior crescimento quando do uso do arame de
diâmetro de 1,0 mm, independente da velocidade de alimentação de arame, pois
adiciona-se maior quantidade de massa ao sistema.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

124
Figura 4.32 - Efeito da velocidade de alimentação de arame eletrodo sobre a taxa de
fusão. Soldagem FCAW, FCAW-CW (0.8 mm) e FCAW-CW (1.0 mm).
A Figura 4.33 mostra a variação da taxa de deposição – TD em relação a
variação das velocidades de alimentação de arame. Por esta Figura nota-se um
crescimento progressivo quando do aumento das velocidades de alimentação de
arame. Nas condições de FCAW, de 6 m/min para 8 m/min, observa-se um aumento
de 56% em TD, já na variação de 6 à 10 m/min, ocorreu um crescimento de 50%. No
processo FCAW-CW(0.8), adicionando o arame frio de 0.8 mm, ao variar a
velocidade de alimentação de arame energizado de 6 para 8 m/min, observa-se
ganhos de 12% e de 30%, quando a velocidade variou de 6 para 10 m/min. Ao
adicionar o arame frio de 1.0 mm de diametro, os valores creceram em 36% na
variação de alimentação de arame eletrodo de 6 para 8 m/min, e de 46% ao passar
de 6 para 10 m/min.
Com relação as influencias da adição de arame frio na TD, conforme
apresentado na Figura 4.33, foram observados que o processo FCAW ao passar
para o FCAW-CW(0.8), apresentou um crescimento significativo de 37%, e que de
FCAW para FCAW-CW(1.0) essa percentagem decai para 13%, na mesma
velocidade de 6 m/min. Relação semelhante na velocidade de 10 m/min, com 19,6%
do modo convencional para FCAW-CW(0.8) mm e redução para 10% em FCAW-
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

125 CW(1.0). Razões estas, devido a incidência de maiores niveis de respingos quando
se introduz um arame maciço na atmosfera de arco do arame tubular. Esses
salpicos, podem ser considerados como a massa do metal de adição que não foram
incorporada na poça de fusão. Entretanto, percebemos que na velocidade 8 m/min,
os valores encontrados são considerados semelhantes ou estável, mesmo alterando
o processo de soldagem ou o diametro do arame frio. Observou-se ainda que, de
modo geral, os processos de soldagem com adição de arame frio apresentaram bom
desempenho em termos de taxa de deposição em relação ao processo
convencional.
Figura 4.33 - Efeito da velocidade de alimentação de arame eletrodo sobre a taxa de
deposição. Soldagem FCAW, FCAW-CW (0.8 mm) e FCAW-CW (1.0 mm).
A Figura 4.34 mostra a variação do rendimento em relação a variação da
velocidade de alimentação de arame nos diversos modelos utilizados. Por esta
Figura, observamos que para a velocidade de 6 m/min com 67,80% em FCAW, há
tendência de crescimento da produtividade em 22% quando o rendimento chega a
82,89% em 8 m/min, e a 22,5% de ganho em 10 m/min. O processo FCAW-CW (0.8)
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
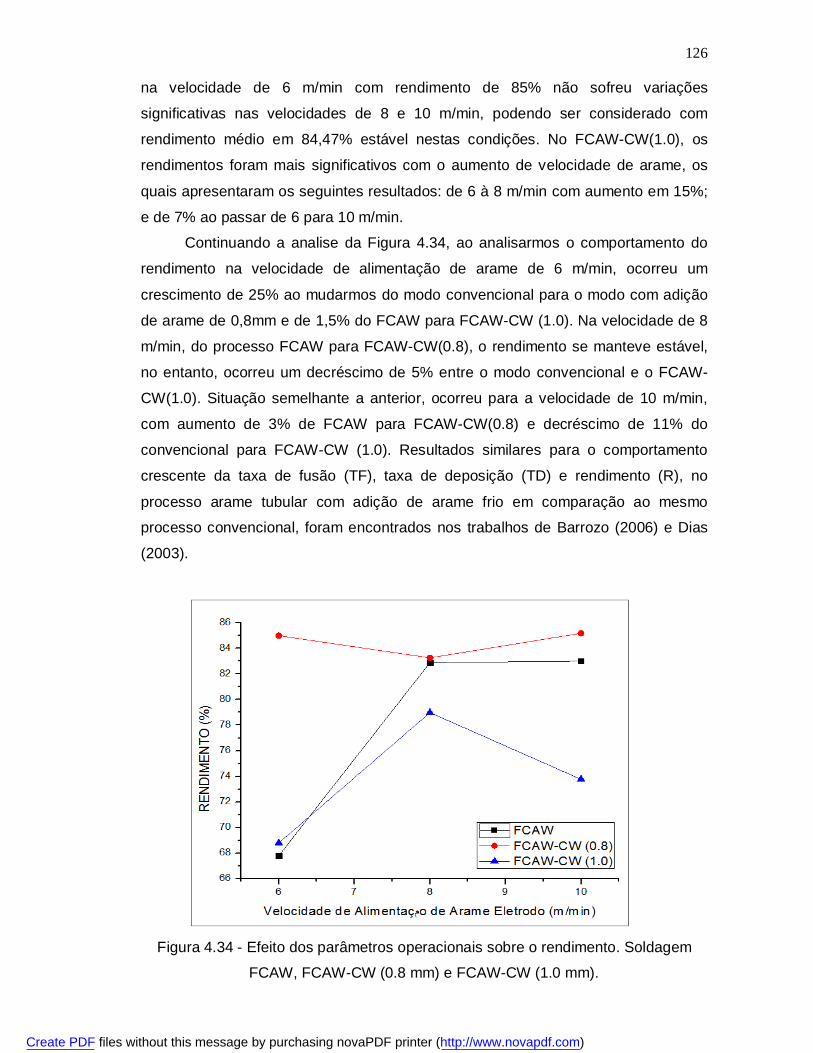
126 na velocidade de 6 m/min com rendimento de 85% não sofreu variações
significativas nas velocidades de 8 e 10 m/min, podendo ser considerado com
rendimento médio em 84,47% estável nestas condições. No FCAW-CW(1.0), os
rendimentos foram mais significativos com o aumento de velocidade de arame, os
quais apresentaram os seguintes resultados: de 6 à 8 m/min com aumento em 15%;
e de 7% ao passar de 6 para 10 m/min.
Continuando a analise da Figura 4.34, ao analisarmos o comportamento do
rendimento na velocidade de alimentação de arame de 6 m/min, ocorreu um
crescimento de 25% ao mudarmos do modo convencional para o modo com adição
de arame de 0,8mm e de 1,5% do FCAW para FCAW-CW (1.0). Na velocidade de 8
m/min, do processo FCAW para FCAW-CW(0.8), o rendimento se manteve estável,
no entanto, ocorreu um decréscimo de 5% entre o modo convencional e o FCAW-
CW(1.0). Situação semelhante a anterior, ocorreu para a velocidade de 10 m/min,
com aumento de 3% de FCAW para FCAW-CW(0.8) e decréscimo de 11% do
convencional para FCAW-CW (1.0). Resultados similares para o comportamento
crescente da taxa de fusão (TF), taxa de deposição (TD) e rendimento (R), no
processo arame tubular com adição de arame frio em comparação ao mesmo
processo convencional, foram encontrados nos trabalhos de Barrozo (2006) e Dias
(2003).
Figura 4.34 - Efeito dos parâmetros operacionais sobre o rendimento. Soldagem
FCAW, FCAW-CW (0.8 mm) e FCAW-CW (1.0 mm).
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

127 4.5 Resultados das Características Geométricas
As características geométricas do metal depositado pelos processos de
soldagem foram analisadas para as condições estabelecidas e apresentada nesta
seção. Na Tabela 4.4, estão expostos os resultados do desempenho das
características geométricas que são referentes aos efeitos da velocidade de
alimentação de arame eletrodo e frio, sobre a penetração lateral (PL), o reforço (R), a
largura (L) e a diluição (δ). Entretanto, para uma melhor compreensão, os resultados
da Tabela 4.4 serão discutidos e apresentados de maneira gráfica e as imagens das
secções transversais de alguns corpos-de-prova, para facilitar a percepção da
aplicação como resultado prático dos parâmetros operacionais.
Na analise dos resultados da Tabela 4.4, podemos observar que os valores
da largura tenderam a manter-se estabilizados em uma curta faixa de variação,
conforme a Figura 4.35, e foram estimadas médias, na qual o processo FCAW-CW
(0.8) apresentou valores acima da média. De modo geral, esses resultados foram
satisfatórios a todos os processos analisados.
Tabela 4.4 – Resultados das características geométricas.
Processo Veloc. arame
eletrodo (m/min)
Veloc. do
arame frio
(m/min)
Características Geometricas
Largura (L)
(mm)
Reforço (R)
(mm)
Penetração Lateral (PL)
(mm)
Diluição (δ) (%)
FCAW 6 - 14,43 2,10 0,44 9,24 8 - 13,08 0,89 0,42 12,62 10 - 13,77 0,97 0,37 12,80
FCAW-CW (0.8 mm)
6 2.5 15,39 2,12 0,64 11,30 8 3 13,98 1,63 0,64 12,31 10 4 16,60 2,08 1,01 17,20
FCAW-CW (1.0 mm)
6 2 14,19 1,53 0,72 10,00 8 3 13,55 1,85 0,65 9,89 10 4 14,54 0,67 0,75 14,28
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

128
Figura 4.35 - Influencia da velocidade de alimentação de arame eletrodo sobre o
Largura média.
Os reforços médio dos cordões de solda, foram observados os
comportamentos variados a medida que a velocidade de alimentação de arame
energizado aumentava, entretanto, o processo FCAW-CW (0.8) apresentou
superioridade no reforço em relação aos demais nas velocidade de alimentação de
arame eletrodo de 6 e 10 m/min, e para a velocidade de 8 m/min, seu valor ficou
abaixo do FCAW (1.0) na mesma velocidade, variações podendo ser melhor
observada na Figura 4.36. Fato este possível, devido ao melhor coalescimento do
arame frio na poça de fusão relacionado a velocidade e massa metálica a fundir,
promovendo maior deposição, não observado quando foram utilizados o FCAW-CW
com o arame frio de 1.0 mm de diametro.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

129
Figura 4.36 – Influencia da velocidade de alimentação de arame eletrodo sobre o
Reforço médio.
Como podemos observar na Figura 4.37, a influencia da velocidade de
alimentação de arame eletrodo para o processo convencional, FCAW, promoveu um
decréscimo não significativo da penetração lateral nas três variáveis de velocidade.
Figura 4.37 – Influencia da velocidade de alimentação de arame eletrodo sobre a
Penetração Lateral média.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

130
Ainda na Figura 4.37, para os dois processos FCAW-CW, os valores de
penetração lateral apresentados tenderam a crescer com o aumento da velocidade.
Valores estes com possíveis justificativas nas taxas de fusão e deposição dos
processos duplo arame. Os dados tabelados mostraram que com o aumento da
velocidade de alimentação de arame eletrodo, onde se comprova o efeito dos
parâmetros de entrada com suas respectivas respostas. Entretanto, quando são
comparados os resultados experimentais entre os processos de soldagem FCAW ao
FCAW-CW, observou-se que a penetração lateral média para o FCAW foi inferior
aos FCAW-CW (0.8 e 1.0 mm) em todos os níveis de velocidade, pois maior
diâmetro de arame representa maior corrente.
Durante os processo de soldagem, a diluição descreve a interação entre o
metal de base e o metal de adição, os valores médio determinados foram
apresentados na Figura 4.38. Neste gráfico, foram observados que a diluição tende
a aumentar com o aumento da velocidade. E que mesmo o perfil de crescimento da
diluição aos processos FCAW-CW serem semelhantes, o FCAW-CW (0.8)
apresentou valores superiores aos do FCAW-CW (1.0). Entretanto, na velocidade de
8 m/min, o processo FCAW convencional se comportou superior aos demais.
Figura 4.38 - Gráfico representativo da diluição média obtida dos processos de
soldagem.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
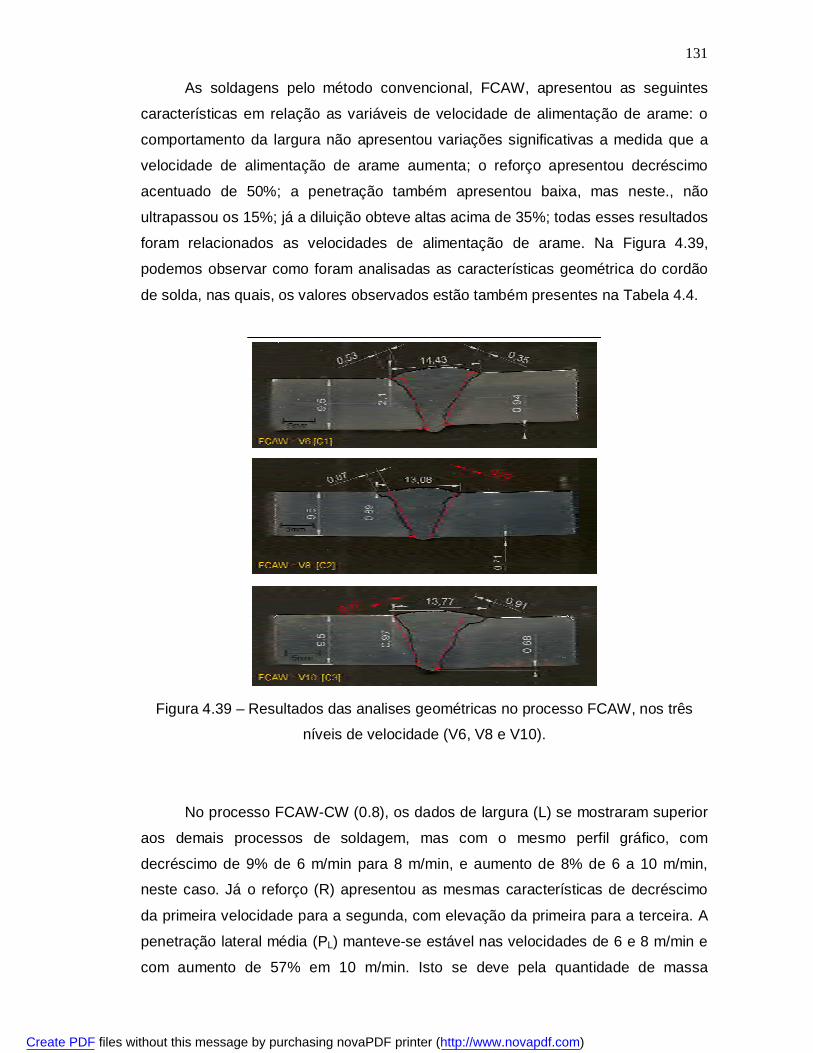
131
As soldagens pelo método convencional, FCAW, apresentou as seguintes
características em relação as variáveis de velocidade de alimentação de arame: o
comportamento da largura não apresentou variações significativas a medida que a
velocidade de alimentação de arame aumenta; o reforço apresentou decréscimo
acentuado de 50%; a penetração também apresentou baixa, mas neste., não
ultrapassou os 15%; já a diluição obteve altas acima de 35%; todas esses resultados
foram relacionados as velocidades de alimentação de arame. Na Figura 4.39,
podemos observar como foram analisadas as características geométrica do cordão
de solda, nas quais, os valores observados estão também presentes na Tabela 4.4.
Figura 4.39 – Resultados das analises geométricas no processo FCAW, nos três
níveis de velocidade (V6, V8 e V10).
No processo FCAW-CW (0.8), os dados de largura (L) se mostraram superior
aos demais processos de soldagem, mas com o mesmo perfil gráfico, com
decréscimo de 9% de 6 m/min para 8 m/min, e aumento de 8% de 6 a 10 m/min,
neste caso. Já o reforço (R) apresentou as mesmas características de decréscimo
da primeira velocidade para a segunda, com elevação da primeira para a terceira. A
penetração lateral média (PL) manteve-se estável nas velocidades de 6 e 8 m/min e
com aumento de 57% em 10 m/min. Isto se deve pela quantidade de massa
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
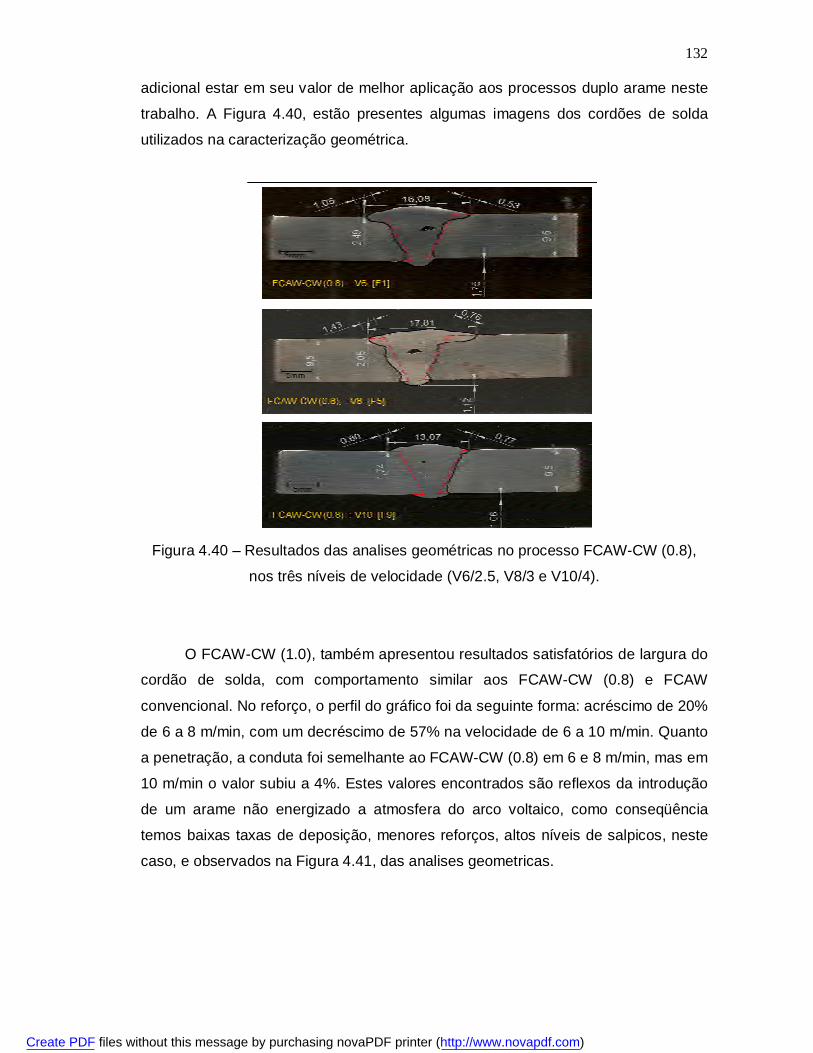
132 adicional estar em seu valor de melhor aplicação aos processos duplo arame neste
trabalho. A Figura 4.40, estão presentes algumas imagens dos cordões de solda
utilizados na caracterização geométrica.
Figura 4.40 – Resultados das analises geométricas no processo FCAW-CW (0.8),
nos três níveis de velocidade (V6/2.5, V8/3 e V10/4).
O FCAW-CW (1.0), também apresentou resultados satisfatórios de largura do
cordão de solda, com comportamento similar aos FCAW-CW (0.8) e FCAW
convencional. No reforço, o perfil do gráfico foi da seguinte forma: acréscimo de 20%
de 6 a 8 m/min, com um decréscimo de 57% na velocidade de 6 a 10 m/min. Quanto
a penetração, a conduta foi semelhante ao FCAW-CW (0.8) em 6 e 8 m/min, mas em
10 m/min o valor subiu a 4%. Estes valores encontrados são reflexos da introdução
de um arame não energizado a atmosfera do arco voltaico, como conseqüência
temos baixas taxas de deposição, menores reforços, altos níveis de salpicos, neste
caso, e observados na Figura 4.41, das analises geometricas.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
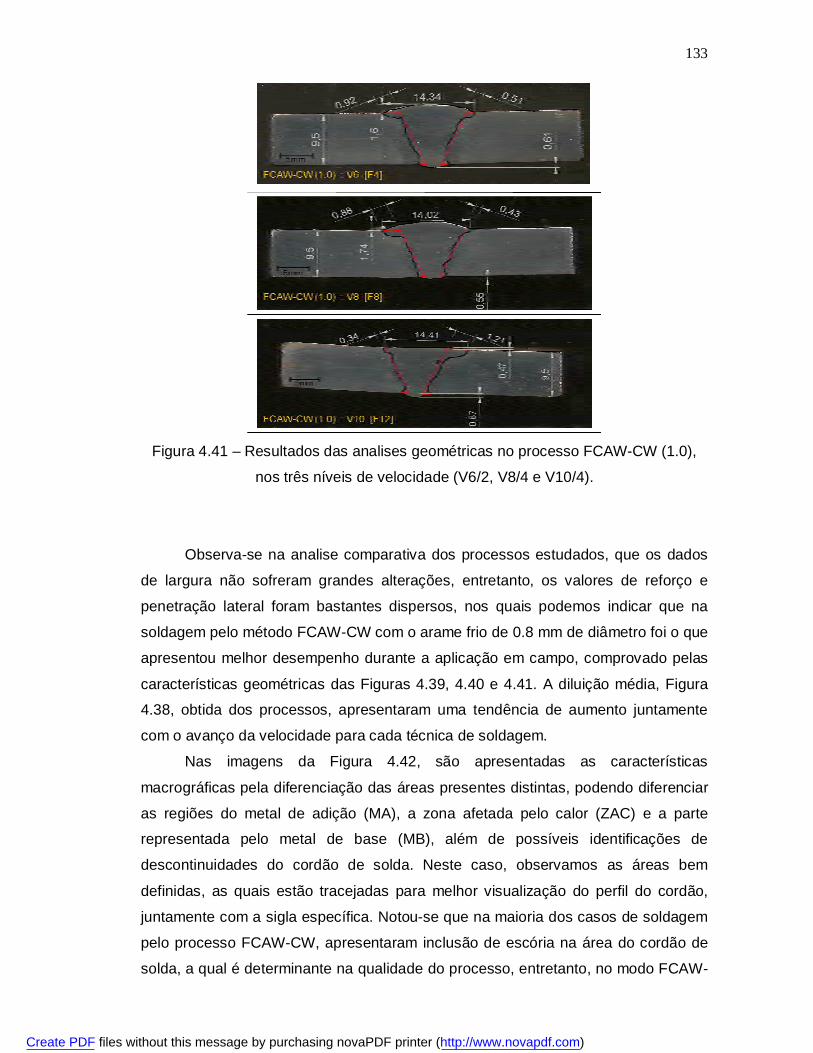
133
Figura 4.41 – Resultados das analises geométricas no processo FCAW-CW (1.0),
nos três níveis de velocidade (V6/2, V8/4 e V10/4).
Observa-se na analise comparativa dos processos estudados, que os dados
de largura não sofreram grandes alterações, entretanto, os valores de reforço e
penetração lateral foram bastantes dispersos, nos quais podemos indicar que na
soldagem pelo método FCAW-CW com o arame frio de 0.8 mm de diâmetro foi o que
apresentou melhor desempenho durante a aplicação em campo, comprovado pelas
características geométricas das Figuras 4.39, 4.40 e 4.41. A diluição média, Figura
4.38, obtida dos processos, apresentaram uma tendência de aumento juntamente
com o avanço da velocidade para cada técnica de soldagem.
Nas imagens da Figura 4.42, são apresentadas as características
macrográficas pela diferenciação das áreas presentes distintas, podendo diferenciar
as regiões do metal de adição (MA), a zona afetada pelo calor (ZAC) e a parte
representada pelo metal de base (MB), além de possíveis identificações de
descontinuidades do cordão de solda. Neste caso, observamos as áreas bem
definidas, as quais estão tracejadas para melhor visualização do perfil do cordão,
juntamente com a sigla específica. Notou-se que na maioria dos casos de soldagem
pelo processo FCAW-CW, apresentaram inclusão de escória na área do cordão de
solda, a qual é determinante na qualidade do processo, entretanto, no modo FCAW-
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

134 CW(1.0) com alimentação de arame frio de 1.0 mm de diâmetro, nas velocidade de
alimentação de arame eletrodo de 6 e 8 m/min, esta descontinuidades não se fez
presente.
Figura 4.42 – Macrografia das secções transversais dos cordões de solda dos
processos de soldagem FCAW, FCAW-CW (0.8 e 1.0 mm), nos três níveis de
velocidade. No detalhe são evidenciados a inclusão de escoria.
Durante a investigação da qualidade do metal depositado no passe de
enchimento, foram observados o surgimento de uma descontinuidade na superfície
da secção transversal do cordão de solda, que foram destinadas a caracterização
geométrica macrográfica como mostra no detalhe da Figura 4.42. As
descontinuidades apresentadas originaram-se no metal de solda em função do
aprisionamento de material metálico e não metálico retido na zona fundida. Este
aprisionamento resulta do fato destas partículas desprendidas do eletrodo e escória
na superfície a ser soldada apresentarem elevado ponto de fusão. Estas
descontinuidades, assim como a porosidade, são consideradas prejudiciais por
servirem como redutores da área útil resistente e como concentradores de tensão
(Braga, 2008, p. 23).
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

135
Braga (2008, p. 24) cita que a origem das inclusões baseia-se no fato da
presença de partículas metálicas ou não metálicas (oriundas do eletrodo ou do
fluxo), com elevado ponto de fusão, dispersas na poça de fusão. Durante o processo
de solidificação estas inclusões ficam retidas no interior da zona fundida ou na
interface ZTA/zona fundida na soldagem multipasse. Os Fatores influentes na
formação das inclusões podem ser: a manipulação inadequada do eletrodo; a
remoção incompleta da escória na soldagem multipasse; o aporte de calor
insuficiente para refundir a escória; o contato da tocha ou eletrodo não consumível
com a poça de fusão (TIG, MIG/MAG e arame tubular); a limpeza inadequada da
superfície a ser soldada; o uso de cobre junta inadequado e o perfil inadequado do
cordão depositado.
As amostras que apresentaram essa descontinuidade foram todas do
processo FCAW-CW (0.8) e somente o FCAW-CW (1.0) na velocidade de 10 m/min,
fator este que inviabiliza as soldagens citadas. No entanto, os que não apresentam,
devem ser destacados como os de possíveis aplicações da técnica FCAW-CW com
a adição de um arame frio em ambiente industrial, que são os FCAW-CW (1.0) nas
velocidades de 6 e 8 m/min. Os quais apresentam vantagens de sanidade
superficial, econômicas com TD de 13% em 6 m/min, acima do modo convencional e
geométricos com valores satisfatórios de largura e reforço, diante ao FCAW, que
também, não apresentou descontinuidade.
4.6 Resultados da Caracterização Química
Nesta etapa, foram analisados a influencia de cada elemento quimico na
composição estrutural, presentes no material em estudo durante a aplicação do
cordão de solda. Foram obtidos pela norma do metal de base, as composições
quimicas bem como as caracteristicas físicas.
A composição determinada por espectometria de massa, realizadas em uma
empresa de fabricação de vergalões na Região, COPALA AS. São apresentados na
Tabela 4.5, os valores relativos ao aço analisado.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
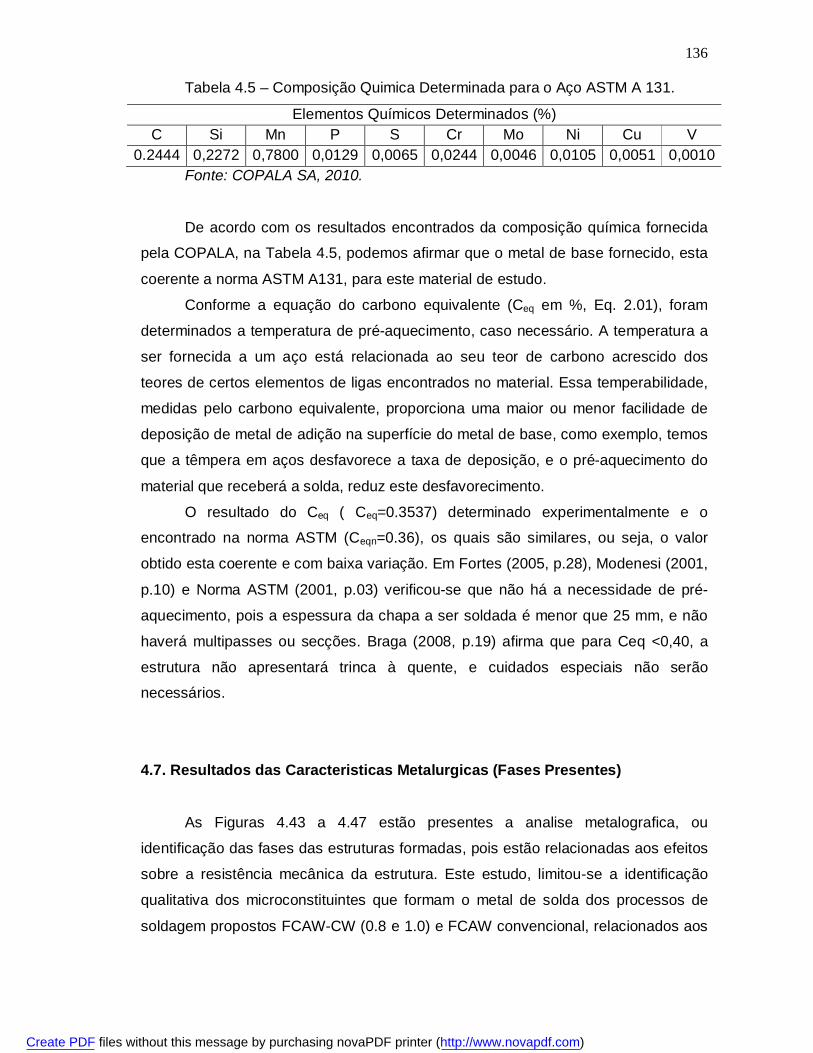
136
Tabela 4.5 – Composição Quimica Determinada para o Aço ASTM A 131.
Elementos Químicos Determinados (%) C Si Mn P S Cr Mo Ni Cu V
0.2444 0,2272 0,7800 0,0129 0,0065 0,0244 0,0046 0,0105 0,0051 0,0010 Fonte: COPALA SA, 2010.
De acordo com os resultados encontrados da composição química fornecida
pela COPALA, na Tabela 4.5, podemos afirmar que o metal de base fornecido, esta
coerente a norma ASTM A131, para este material de estudo.
Conforme a equação do carbono equivalente (Ceq em %, Eq. 2.01), foram
determinados a temperatura de pré-aquecimento, caso necessário. A temperatura a
ser fornecida a um aço está relacionada ao seu teor de carbono acrescido dos
teores de certos elementos de ligas encontrados no material. Essa temperabilidade,
medidas pelo carbono equivalente, proporciona uma maior ou menor facilidade de
deposição de metal de adição na superfície do metal de base, como exemplo, temos
que a têmpera em aços desfavorece a taxa de deposição, e o pré-aquecimento do
material que receberá a solda, reduz este desfavorecimento.
O resultado do Ceq ( Ceq=0.3537) determinado experimentalmente e o
encontrado na norma ASTM (Ceqn=0.36), os quais são similares, ou seja, o valor
obtido esta coerente e com baixa variação. Em Fortes (2005, p.28), Modenesi (2001,
p.10) e Norma ASTM (2001, p.03) verificou-se que não há a necessidade de pré-
aquecimento, pois a espessura da chapa a ser soldada é menor que 25 mm, e não
haverá multipasses ou secções. Braga (2008, p.19) afirma que para Ceq <0,40, a
estrutura não apresentará trinca à quente, e cuidados especiais não serão
necessários.
4.7. Resultados das Caracteristicas Metalurgicas (Fases Presentes)
As Figuras 4.43 a 4.47 estão presentes a analise metalografica, ou
identificação das fases das estruturas formadas, pois estão relacionadas aos efeitos
sobre a resistência mecânica da estrutura. Este estudo, limitou-se a identificação
qualitativa dos microconstituintes que formam o metal de solda dos processos de
soldagem propostos FCAW-CW (0.8 e 1.0) e FCAW convencional, relacionados aos
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
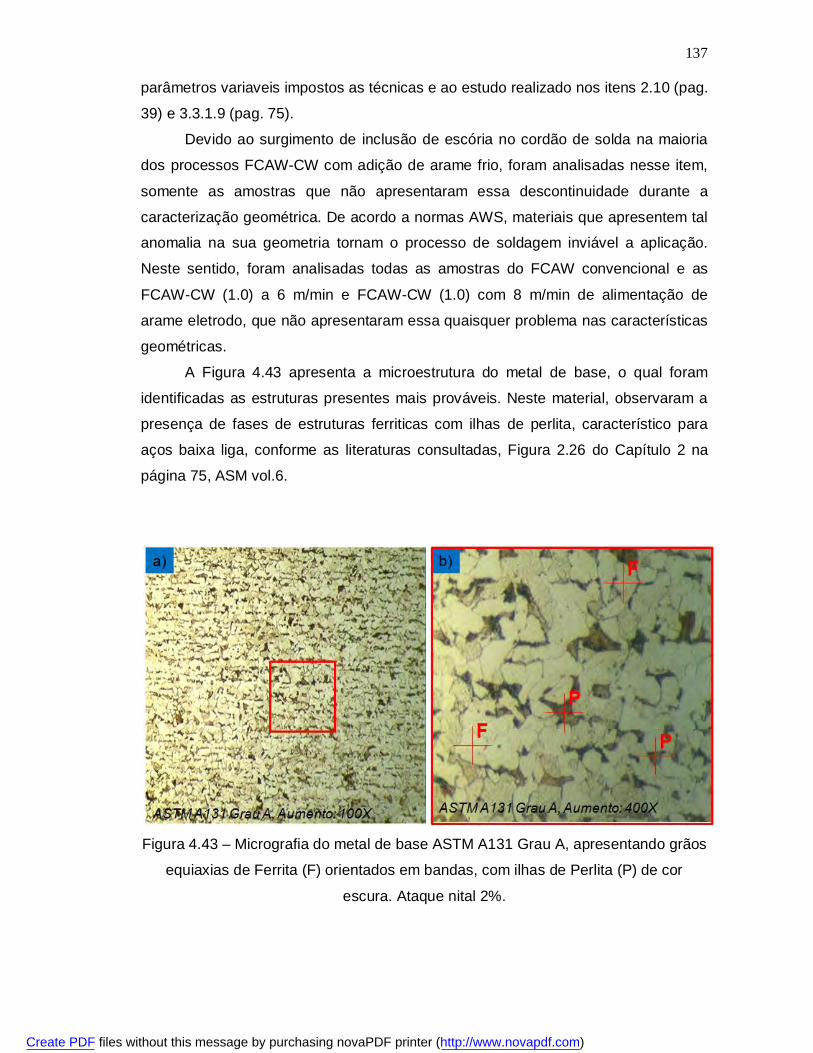
137 parâmetros variaveis impostos as técnicas e ao estudo realizado nos itens 2.10 (pag.
39) e 3.3.1.9 (pag. 75).
Devido ao surgimento de inclusão de escória no cordão de solda na maioria
dos processos FCAW-CW com adição de arame frio, foram analisadas nesse item,
somente as amostras que não apresentaram essa descontinuidade durante a
caracterização geométrica. De acordo a normas AWS, materiais que apresentem tal
anomalia na sua geometria tornam o processo de soldagem inviável a aplicação.
Neste sentido, foram analisadas todas as amostras do FCAW convencional e as
FCAW-CW (1.0) a 6 m/min e FCAW-CW (1.0) com 8 m/min de alimentação de
arame eletrodo, que não apresentaram essa quaisquer problema nas características
geométricas.
A Figura 4.43 apresenta a microestrutura do metal de base, o qual foram
identificadas as estruturas presentes mais prováveis. Neste material, observaram a
presença de fases de estruturas ferriticas com ilhas de perlita, característico para
aços baixa liga, conforme as literaturas consultadas, Figura 2.26 do Capítulo 2 na
página 75, ASM vol.6.
Figura 4.43 – Micrografia do metal de base ASTM A131 Grau A, apresentando grãos
equiaxias de Ferrita (F) orientados em bandas, com ilhas de Perlita (P) de cor
escura. Ataque nital 2%.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
138
A Figura 4.44 apresenta a Microestrutura de uma chapa laminada de um aço
microligado mostrando grãos equiaxiais de ferrita orientados em bandas, do corpo
de prova sem ser soldado, imagem semelhante a observada em Metals Handbook,
vol.9 (2004, in Marinho, 2007). Nesta Figura, verificaram a presença dos
microconstituintes de ferrita (F), que possui uma morfologia de grãos poligonal, além
da presença de perlita (P) em formas escuras entre as estrutura matriz ferritica.
Essas estruturas estão relacionadas a composição química durante o
processo de solidificação. A partir destas informações foram investigadas as
estruturas e/ou as alterações provocadas pelo processo de soldagem FCAW-CW
com e sem a adição de arame frio, pois entende-se que este processo de
solidificação localizado, pode reorganizar as estruturas com adição de elementos de
liga na poça de fusão, alem de promover alterações microconstitucionais
identificadas na zona afetada pelo calor (ZAC). Foram também observados, os
aspectos das zonas identificadas das amostras avaliadas, e estabelecidos um
comparativo entre os processos. Entretanto, é apresentado os resultados da
microestruturas do cordão de solda (MA) e a identificação das fases presente.
A Figura 4.45 representa o cordão soldado pelo processo FCAW
convencional na velocidade de alimentação de arame de 6 m/min. Nesta Figura
podemos observar que houve a presença da ferrita acicular (AF), mas surgiram além
da AF, os microconstituintes ferrita primária (PF) e agregados de ferrita e carbetos
(FC). Esta última também é uma ferrita constituída por estrutura fina e carbetos,
formado fora dos contornos de grão de austenita.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

139
Figura 4.44 – Micrografia do cordão de solda do processo FCAW em 6 m/min:
1- Agregados de Ferrita e Carbetos (FC), 2- Ferrita Acircular (AF) e 3 – Ferrita
Primária (PF). Ataque nital 2%.
A Figura 4.45 apresenta a microestrutura do metal de base do processo
FCAW a 8 m/min. Nesta Figura pode-se verificar a presença dos microconstituintes
ferrita acicular (AF) da ferrita poligonal (PG), alem de agregados de ferrita e carbetos
(FC).
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

140
Figura 4.45 - Micrografia do cordão de solda do processo FCAW em 8 m/min: 1-
Ferrita Acircular (AF), 2 – Ferrita Poligonal (PG) e 3 – Agregados de Ferrita e
Carbetos (FC). Ataque nital 2%.
A Figura 4.46 é correspondente às juntas soldadas pelo processo FCAW-
CW(1.0) com adição de arame frio de 1.0 mm, na velocidade de 6 m/min. Esta
microestrutura representa a região de grãos equiaxiais do cordão de solda e é
formada por microconstituintes do tipo ferrita acicular (AF) e ferrita com segunda
fase, aparentemente do tipo alinhada.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

141
Figura 4.46 - Micrografia do cordão de solda do processo FCAW-CW(1.0) em 6
m/min: 1- Ferrita de Segunda Fase (FS), 2 – Ferrita Poligonal (PG(I)) e 3 – Ferrita
Acircular (AF). Ataque nital 2%.
A Figura 4.47 também é representativa das juntas soldadas do modo FCAW-
CW(1.0), mas neste caso na velocidade de arame eletrodo de 8 m/min. Nesta
micrografia, é evidente a presença de ferrita acircular (AF) e a presença de ferrita
primária aparentemente do tipo poligonal (PG).
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

142
Figura 4.47 - Micrografia do cordão de solda do processo FCAW em 8 m/min: Ferrita
Poligonal (PG) e Ferrita Acircular (AF). Ataque nital 2%.
De um modo geral, todas as micrografias dos corpos de prova apresentaram
semelhança quanto aos microconstituintes presentes, na região do cordão dos perfis
das amostras. Como o aspecto microestrutural de um metal de solda é fortemente
dependente da composição química e do ciclo térmico que o metal é submetido, a
constatação da aparente semelhança dos microconstituintes presentes nas várias
micrografias, pode ser atribuída ao fato das juntas soldadas terem sido preenchidas
com o mesmo número de passes e com praticamente a mesma energia de
soldagem e, conseqüentemente, pelo fato de ter sido utilizado um único tipo de
arame para a deposição do metal de solda no processo FCAW convencional (AWS
E71T-1) e para os processos FCAW-CW (1.0) com arame frio (AWS ER70S-6)
apresentarem composição química semelhantes, o que sugere a homogeneidade da
composição química do metal de adição.
A ferrita acicular (AF) que é vista como a microestrutura mais desejável para
cordões de solda, em virtude dos valores elevados de resistência mecânica e
tenacidade que possui, obteve formação comum em todas as micrografias
analisadas. Este fato pode ser justificado pela presença de elementos
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

143 estabilizadores e formadores de ferrita acicular, como o Mn, presente no material de
base e no material de solda.
Além da Ferrita Acicular (AF), o microconstituinte mais freqüente nas
micrografias foram a Ferrita Primaria aparentemente poligonal (PF ou PG), que nas
condições configurou como elemento secundário mais predominante.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

144 5. CONCLUSÃO
Os ensaios preliminares foram determinantes no bom andamento dos
procedimentos de soldagem durante todo o trabalho. O treinamento do soldador,
agregado a ajustes durante a aplicação dos processos, garantiram o bom
desempenho dos experimentos durante suas execuções.
Na avaliação de sanidade superficial das juntas soldadas, foram observados o bom
aspecto visual das soldas em todos os processos, apresentando uma regularidade
na largura e reforço, sem apresentar qualquer descontinuidade ao longo do cordão.
Em todas as condições observadas, o processo de soldagem FCAW-CW apresentou
o modo de transferência metálica, muito provavelmente foi do tipo spray.
A adição de arame frio, independente do diâmetro do arame utilizado, proporcionou
aumento na taxa de fusão TF e taxa de deposição TD em comparação ao processo
convencional.
A taxa de fusão, de deposição e o rendimento tenderam a aumentar com o aumento
da velocidade de alimentação de arame eletrodo, independente do processo.
O processo de soldagem FCAW-CW proporcionou rendimentos superiores aos da
técnica FCAW convencional com os mesmos parâmetros de aplicação da indústria
naval da Região. As altas taxas de produção e de consumo, revelam que estas
evoluções dos processos convencionais são uma boa alternativa para as indústrias
locais aumentarem sua produtividade a baixo custo de investimento, sendo o FCAW-
CW de fácil adaptação a linha de produção.
A largura, reforço e penetração tenderam a se manterem numa faixa estável, com
baixas oscilações com o aumento da velocidade de alimentação de arame,
independente do processo utilizado. A diluição média, tendeu a aumentar com o
aumento da velocidade de alimentação.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

145 Durante as analise metalográfica, por microscopia optica, foi observada inclusões de
escoria na maioria dos cordões de solda nos processos FCAW-CW, entretanto, nas
velocidades de alimentação de 6 e 8 m/min com arame frio de 1.0 mm de diâmetro,
essa descontinuidade não se fez presente, o que pode ser considerado um
parâmetro otimizado para a aplicação do processo FCAW-CW na industria.
Pela analise metalografica realizada nas soldas do processo FCAW-CW, não
observou-se diferenças significativas das fases presentes, em relação as soldas do
processo convencional.
5.1 Sugestões para trabalhos futuros
A continuação deste trabalho esta em desenvolvimento em dissertações
futuras as quais tem como metas:
Analise de microdureza das estruturas presentes e investigações
microestruturais por microscopia eleletronico de varedura (MEV);
Avaliar o comportamento mecânico das soldas depositadas por ambos os
processos;
Analisar a resistência à corrosão de soldas através de ensaios
eletroquímicos;
Realizar a soldagem FCAW-CW utilizando outros consumíveis, arame
eletrodo e/ou arame frio;
Avaliar o efeito do diâmetro do arame frio na operação de soldagem;
Adequar o processo a outras posições de soldagem de campo;
Capacitação e treinamento dos soldadores a realização de novos processos
de soldagem.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

146 6. REFERENCIAS BIBLIOGRAFICAS
ANDREUCCI, R.; Líquidos Penetrantes. jan. 2006, apoio ABENDE. Disponível
em: http://www.infosolda.com.br/ andreucci ou http://www.abende.org.br. Acesso
em: fev. 2009.
ASM Handbook, ASM International, “Welding, Brazing and Soldering”, vol.6,
USA, 1993.
ASTM A131, Standard Specification for Structural Steel for Ships, Annual
Book of ASTM Standards, Vol 03.01. West Conshohocken, PA, USA, 2001.
BACELAR, A. R. C. & FERRAZ, A. C. Estudo da Viabilidade Operacional do Processo de Soldagem MAG com Alimentação Adicional de um Arame Frio.
Trabalho de Conclusão de Curso – Curso de Engenharia Mecânica, UFPA,
Belém, 2005.
BARROZO, T. S., Estudo da Soldagem FCAW com Arame Frio. Trabalho de
Conclusão de Curso, Curso de Engenharia Mecânica, UFPA, Belém, 2006.
BRACARENSE, A. Q., Processo de Soldagem por Arame Tubular – FCAW.
2000. Universidade Federal de Minas Gerais, Escola de Engenharia, disciplina
Processo de Soldagem, Belo Horizonte, 2000.
BRAGA, E. M., Soldagem a Arame Tubular Autoprotegido em Corrente Pulsada. Dissertação de Mestrado - Universidade Federal do Pará, dezembro,
Programa de Pós-graduação em Engenharia Mecânica, Belém, 1997.
BRAGA, E. M., Aspectos sobre Descontinuidades em Juntas Soldadas.
Apostila do Curso Metalurgia da Soldagem e em Tópicos em Processos de
Fabricação - Universidade Federal do Pará, Programa de Pós-graduação em
Engenharia Mecânica, Belém, 2008.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

147
BROWN, J.R.; Foseco Ferrous Foundryman’s Handbook, Livro, 2000.
CARVALHO, M. S. de; Orientações Práticas de Soldagem em Aço Inox,
Laudo Técnico, ACESITA, 1999.
CHIAVERINI, V. Aços e ferros fundidos. São Paulo, Associação Brasileira de
Metais, 1977.
DIAS, A. C. D. Aspectos metalúrgicos da soldagem do aço USI-SAC 350 com
arame tubular, Dissertação de Mestrado, Universidade Federal do Pará, 2003.
ESAB. OK Autrod 12.51 – Arame Sólido, Catálogo de Soldagem. Disponível
em: http://www.esab.com.br. Acesso em: jan. 2009.
ESAB. OK TUBROD WS Arame Tubular. Disponível em: http://
www.esab.com.br. Acesso em: jan. 2009.
FARIAS, J. P. Efeito dos parâmetros de soldagem sobre as características operacionais e econômicas de arame tubulares autoprotegidos. In: Encontro
Nacional de Tecnologia de Soldagem, XXII., 1996, Blumenau. Anais...Blumenau,
1997. p. 827-32.
FERREIRA FILHO, DEMOSTENES; Influencia do Gás de Proteção nas Soldagens GMAW do Aço Inoxidável Ferritico com Arames Ferriticos.
Dissertação, Universidade Federal Uberlandia, MG, 2007.
FIGUEIREDO, K.M; Tecnologia da Soldagem. Apostila, Centro Federal de
Educação Tecnológica do Maranhão, Departamento de Mecânica e Materiais,
São Luis, 2005.
FORTES, C. Arame Tubulares OK, Catálogo de Soldagem. ESAB, Maio/2004
Disponível em: http://www.esab.com.br. Acesso em: jan. de 2009.
FRENCH, I. E.; BOSWORTH, M. R. A Comparison of Pulsed and
Conventional Welding With Basic Flux Cored and Metal Cored Welding Wires. Welding Journal, June, 1995.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

148
GONZÁLES, A. M. R., “Análise e Desenvolvimento do Processo MIG/MAG Duplo Arame com Potencial Único”. Dissertação de Mestrado em Engenharia
Mecânica – Faculdade de Engenharia Mecânica, Universidade Federal de Santa
Catarina, Florianópolis – SC, 1999.
GROETELAARS, P. J., “Influência da Variação de Parâmetros de Soldagem sobre a Transferência Metálica e Perfil do Cordão no Processo MIG/MAG
Duplo-Arame”. Dissertação de Mestrado - Universidade Federal de Uberlândia,
Minas Gerais, 2005.
KOU, S., Welding Metallurgy, Edited by Wiley-Interscience publication, United
States of America, 2003.
MACHADO, I. G., “Soldagem e Técnicas Conexas – Processos”: Livro, Porto
Alegre, 1996.
MARQUES,P. V., Soldagem: Fundamentos e Tecnologia – Livro, Belo
Horizonte: Editora UFMG, p. 86, 2005.
MENDONÇA, N. B., “Uma Contribuição ao Estudo do Desenvolvimento da Soldagem FCAW com Arame Frio”: Trabalho de Conclusão de Curso - TCC,
UFPA, Belém-Pará, março, 2007
METALS HANDBOOK, Metallography and Microstructures. 1st ed., vol. 9,
Colorado: ASM, 2004.
METALS HANDBOOK, Properties and Selections: Iron, steels and High Performance Alloys. 10th ed., vol. 1, Colorado: ASM, 1990.
MIRANDA, H. C. Reconhecimento e Controle da Transferência Metálica no Processo MIG/MAG Pulsado. Tese de Doutorado - Universidade Federal de
Uberlândia, Minas Gerais, 2002.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
149
MODENESI, P. J., Soldagem I – Descontinuidades e Inspeção em juntas Soldadas, Universidade Federal de Minas Gerais, Departamento de Engenharia
Metalúrgica e de Materiais, Belo Horizonte, p. 9-10, nov. 2001.
MODENESI, P. J., e MARQUES, P.V., Soldagem I – Introdução aos Processos de Soldagem, Universidade Federal de Minas Gerais, Departamento de
Engenharia Metalúrgica e de Materiais, Belo Horizonte, jan. 2005.
MODENESI, P. J.; “Técnica Operatória da Soldagem GMAW”, Disponível em
http://www.infosolda.com.br. Acesso em: setembro/2006.
MODENESI, P. J., MARQUES, P.V e SANTOS, D.B.; Introdução a Metalurgia da Soldagem, Universidade Federal de Minas Gerais, Departamento de
Engenharia Metalúrgica e de Materiais, Belo Horizonte, mai. 2006.
MONDENESI, P. J.: Soldabilidade dos Aços Transformáveis, UFMG, Belo
Horizonte, MG, 2004. Disponível em: www.infosolda.com.br. Acesso em: mar/
2009.
MOTA, C. A. M. Níquel e Manganês como Controladores da Tenacidade na
Soldagem com Arames Tubulares Autoprotegidos. Tese de Doutorado -
Universidade Federal de Santa Catarina, Florianópolis, 1998.
MOTTA, M. F., “Aplicação do Processo MIG/MAG Pulsado com Duplo Arame e Potenciais Isolados em Soldagem de Revestimento”. Tese de Doutorado,
Universidade Federal de Santa Catarina, Florianópolis, UFSC, Florianópolis,
2002.
MOTTA, MARCELO FERREIRA; DUTRA, JAIR CARLOS: Efeitos das Variáveis do Processo MIG/MAG Duplo Arame com Potenciais Isolados nas Características Geométricas do Cordão de Solda. Soldagem & Inspeção, Vol.
10, Nº. 1, Jan/Mar 2005.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
150
NASCIMENTO, A. S. Aspectos Operacionais e Metalúrgicos da Soldagem a Arame Tubular. Dissertação de Mestrado – Universidade Federal do Pará,
UFPA, Pará, 2004.
OJO, E., MORAIS, C. M, SCOTTI, A; Influencia da Posição e Afastamento da Tocha na Geometria de Filetes pelo Processo MIG/MAG Duplo Arame Potencial Isolado, XII CREEM, Ilha Solteira, SP, 2005.
PETER JAN GROETELAARS, AMÉRICO SCOTTI. Influência do Teor de CO2 no Gás de Proteção sobre a Transferência Metálica no Processo MIG/MAG Duplo-Arame, Soldagem Insp., Vol. 12, No. 1, Jan/Mar 2007
QUITES, A. M.; Dutra, J. C., Tecnologia da Soldagem a Arco Voltaico: Livro,
EDEME, Florianópolis, 1979.
SÁBIO, A. D.; Estudo da Viabilidade Operacional do Processo de Soldagem
MAG com Alimentação Adicional de Arame Frio, Dissertação, Universidade
Federal do Pará, Belém, 2007.
SCOTTI, A., PONOMAREV, V.; Soldagem MIG/MAG, Livro, ArtLiber, 2008.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

151 7. AGRADECIMENTOS
Ao nosso Louvado Deus;
Ao professor: Dr. Eduardo de Magalhães Braga;
Ao professor: Dr. José Maria do Vale Quaresma – GPEMAT-PA;
A coordenação e aos professores da Área de Materiais e Processos do PPGEM-PA.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)