esab basic welding filler technology lesson ii common electric arc weldingprocesses
DESCRIPTION
Arc WeldingTRANSCRIPT
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_1.htm 1/1
BASICWELDING FILLER METAL
TECHNOLOGY
A Correspondence Course
LESSON IICOMMON ELECTRIC ARC
WELDING PROCESSES
ESAB ESAB Welding &Cutting Products
©COPYRIGHT 2000 THE ESAB GROUP, INC.
Lesson 1The Basics of Arc
Welding
CurrentChapter Table ofContents
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Go To Test
Lesson 5Welding Filler Metalsfor Stainless Steels
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
Glossary
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
SearchChapter(Faster
Download)
Lesson 8HardsurfacingElectrodes
Turn Pages
Lesson 9 Estimating &
Comparing WeldMetal Costs
SearchDocument(Slower
Download)
Lesson 10Reliability of Welding
Filler Metals
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_10.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
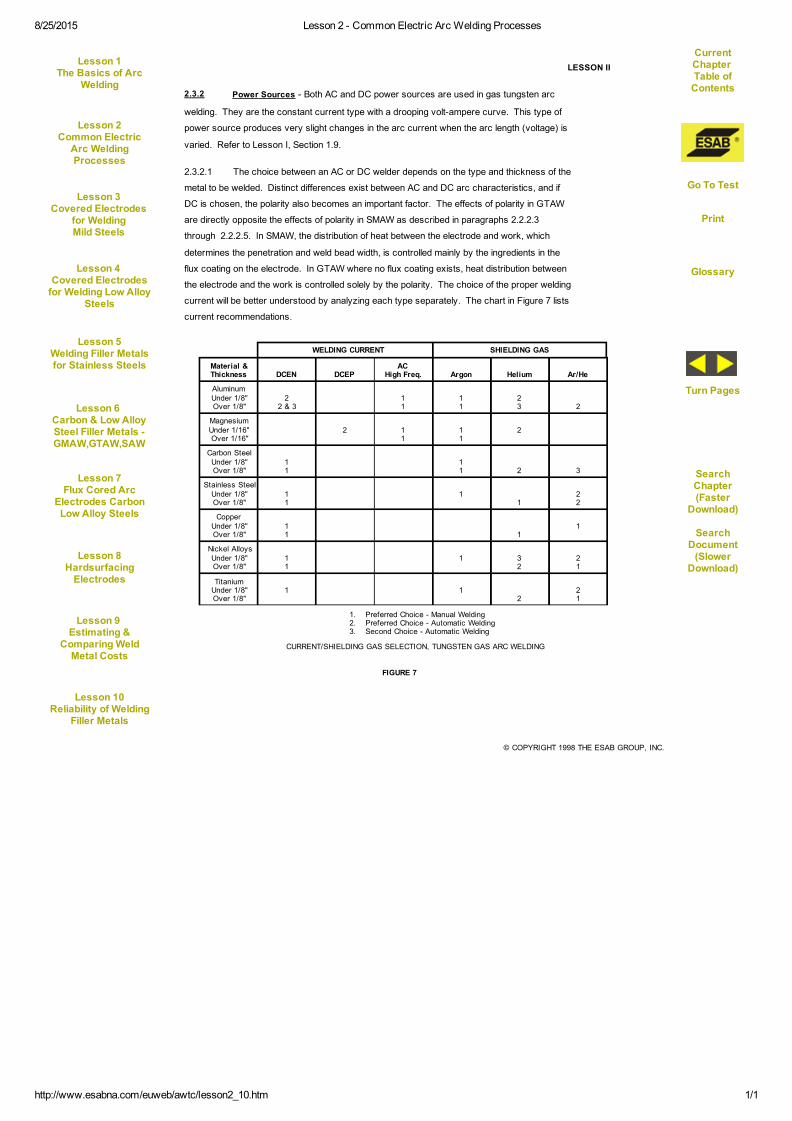
2.3.2 Power Sources - Both AC and DC power sources are used in gas tungsten arc
welding. They are the constant current type with a drooping volt-ampere curve. This type of
power source produces very slight changes in the arc current when the arc length (voltage) is
varied. Refer to Lesson I, Section 1.9.
2.3.2.1 The choice between an AC or DC welder depends on the type and thickness of the
metal to be welded. Distinct differences exist between AC and DC arc characteristics, and if
DC is chosen, the polarity also becomes an important factor. The effects of polarity in GTAW
are directly opposite the effects of polarity in SMAW as described in paragraphs 2.2.2.3
through 2.2.2.5. In SMAW, the distribution of heat between the electrode and work, which
determines the penetration and weld bead width, is controlled mainly by the ingredients in the
flux coating on the electrode. In GTAW where no flux coating exists, heat distribution between
the electrode and the work is controlled solely by the polarity. The choice of the proper welding
current will be better understood by analyzing each type separately. The chart in Figure 7 lists
current recommendations.
FIGURE 7
Material &Thickness DCEN DCEP
ACHigh Freq. Argon Helium Ar/He
AluminumUnder 1/8"Over 1/8"
22 & 3
11
11
23 2
MagnesiumUnder 1/16"Over 1/16"
2 11
11
2
Carbon SteelUnder 1/8"Over 1/8"
11
11 2 3
Stainless SteelUnder 1/8"Over 1/8"
11
11
22
CopperUnder 1/8"Over 1/8"
11 1
1
Nickel AlloysUnder 1/8"Over 1/8"
11
1 32
21
TitaniumUnder 1/8"Over 1/8"
1 12
21
WELDING CURRENT SHIELDING GAS
1. Preferred Choice - Manual Welding2. Preferred Choice - Automatic Welding3. Second Choice - Automatic Welding
CURRENT/SHIELDING GAS SELECTION, TUNGSTEN GAS ARC WELDING
Lesson 1The Basics of Arc
Welding
CurrentChapter Table ofContents
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Go To Test
Lesson 5Welding Filler Metalsfor Stainless Steels
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
Glossary
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
SearchChapter(Faster
Download)
Lesson 8HardsurfacingElectrodes
Turn Pages
Lesson 9 Estimating &
Comparing WeldMetal Costs
SearchDocument(Slower
Download)
Lesson 10Reliability of Welding
Filler Metals
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_11.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
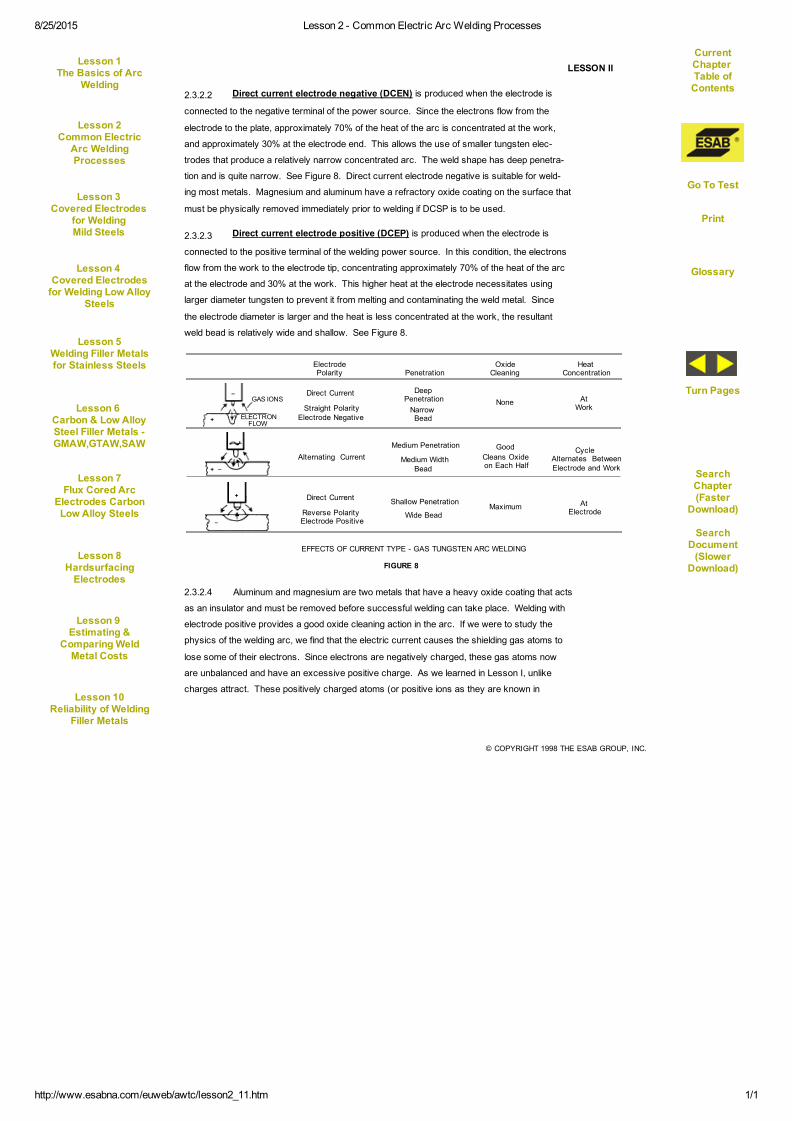
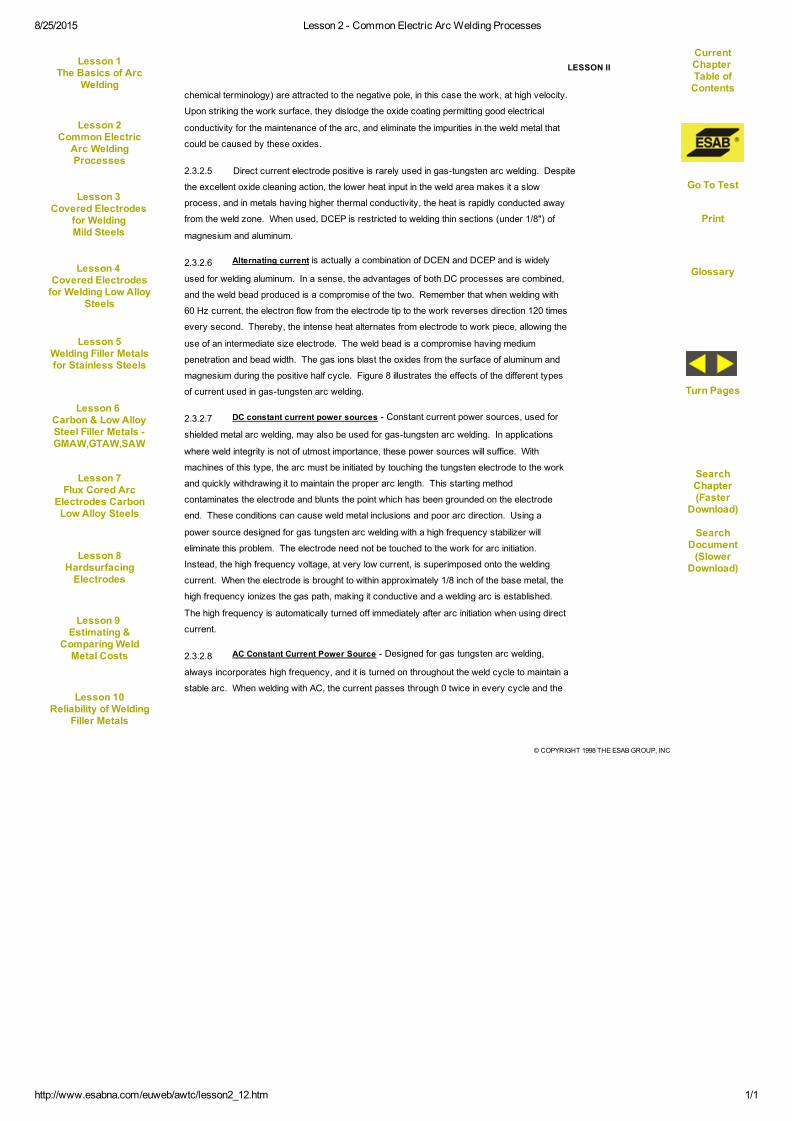
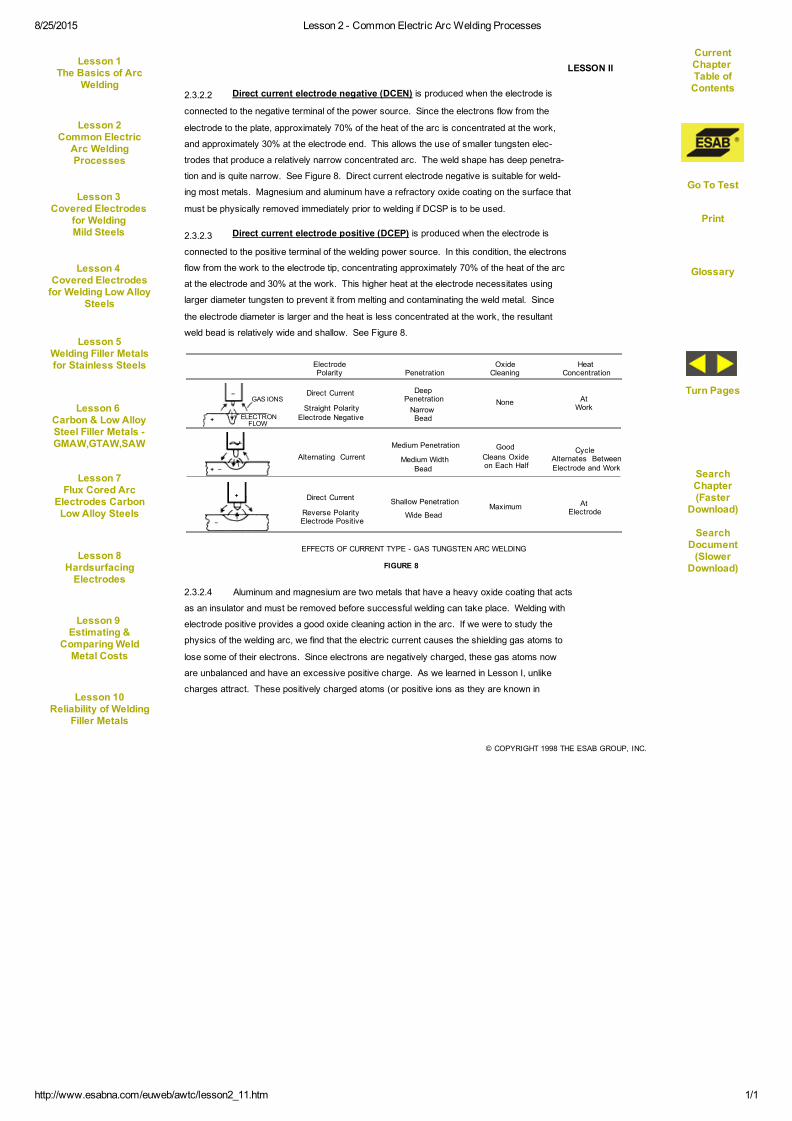
2.3.2.2 Direct current electrode negative (DCEN) is produced when the electrode is
connected to the negative terminal of the power source. Since the electrons flow from the
electrode to the plate, approximately 70% of the heat of the arc is concentrated at the work,
and approximately 30% at the electrode end. This allows the use of smaller tungsten elec-
trodes that produce a relatively narrow concentrated arc. The weld shape has deep penetra-
tion and is quite narrow. See Figure 8. Direct current electrode negative is suitable for weld-
ing most metals. Magnesium and aluminum have a refractory oxide coating on the surface that
must be physically removed immediately prior to welding if DCSP is to be used.
2.3.2.3 Direct current electrode positive (DCEP) is produced when the electrode is
connected to the positive terminal of the welding power source. In this condition, the electrons
flow from the work to the electrode tip, concentrating approximately 70% of the heat of the arc
at the electrode and 30% at the work. This higher heat at the electrode necessitates using
larger diameter tungsten to prevent it from melting and contaminating the weld metal. Since
the electrode diameter is larger and the heat is less concentrated at the work, the resultant
weld bead is relatively wide and shallow. See Figure 8.
2.3.2.4 Aluminum and magnesium are two metals that have a heavy oxide coating that acts
as an insulator and must be removed before successful welding can take place. Welding with
electrode positive provides a good oxide cleaning action in the arc. If we were to study the
physics of the welding arc, we find that the electric current causes the shielding gas atoms to
lose some of their electrons. Since electrons are negatively charged, these gas atoms now
are unbalanced and have an excessive positive charge. As we learned in Lesson I, unlike
charges attract. These positively charged atoms (or positive ions as they are known in
FIGURE 8
Electrode Oxide HeatPolarity Penetration Cleaning Concentration
Direct Current
Alternating CurrentMedium Penetration
Medium WidthBead
GoodCleans Oxideon Each Half
CycleAlternates BetweenElectrode and Work
Straight PolarityElectrode Negative
DeepPenetrationNarrowBead
Direct Current
Reverse PolarityElectrode Positive
Shallow Penetration
Wide BeadMaximum
None AtWork
AtElectrode
GAS IONS
+
_
ELECTRONFLOW
_
_
+
+
EFFECTS OF CURRENT TYPE - GAS TUNGSTEN ARC WELDING
Lesson 1The Basics of Arc
Welding
CurrentChapter Table ofContents
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Go To Test
Lesson 5Welding Filler Metalsfor Stainless Steels
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
Glossary
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
SearchChapter(Faster
Download)
Lesson 8HardsurfacingElectrodes
Turn Pages
Lesson 9 Estimating &
Comparing WeldMetal Costs
SearchDocument(Slower
Download)
Lesson 10Reliability of Welding
Filler Metals
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_12.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
chemical terminology) are attracted to the negative pole, in this case the work, at high velocity.
Upon striking the work surface, they dislodge the oxide coating permitting good electrical
conductivity for the maintenance of the arc, and eliminate the impurities in the weld metal that
could be caused by these oxides.
2.3.2.5 Direct current electrode positive is rarely used in gas-tungsten arc welding. Despite
the excellent oxide cleaning action, the lower heat input in the weld area makes it a slow
process, and in metals having higher thermal conductivity, the heat is rapidly conducted away
from the weld zone. When used, DCEP is restricted to welding thin sections (under 1/8") of
magnesium and aluminum.
2.3.2.6 Alternating current is actually a combination of DCEN and DCEP and is widely
used for welding aluminum. In a sense, the advantages of both DC processes are combined,
and the weld bead produced is a compromise of the two. Remember that when welding with
60 Hz current, the electron flow from the electrode tip to the work reverses direction 120 times
every second. Thereby, the intense heat alternates from electrode to work piece, allowing the
use of an intermediate size electrode. The weld bead is a compromise having medium
penetration and bead width. The gas ions blast the oxides from the surface of aluminum and
magnesium during the positive half cycle. Figure 8 illustrates the effects of the different types
of current used in gas-tungsten arc welding.
2.3.2.7 DC constant current power sources - Constant current power sources, used for
shielded metal arc welding, may also be used for gas-tungsten arc welding. In applications
where weld integrity is not of utmost importance, these power sources will suffice. With
machines of this type, the arc must be initiated by touching the tungsten electrode to the work
and quickly withdrawing it to maintain the proper arc length. This starting method
contaminates the electrode and blunts the point which has been grounded on the electrode
end. These conditions can cause weld metal inclusions and poor arc direction. Using a
power source designed for gas tungsten arc welding with a high frequency stabilizer will
eliminate this problem. The electrode need not be touched to the work for arc initiation.
Instead, the high frequency voltage, at very low current, is superimposed onto the welding
current. When the electrode is brought to within approximately 1/8 inch of the base metal, the
high frequency ionizes the gas path, making it conductive and a welding arc is established.
The high frequency is automatically turned off immediately after arc initiation when using direct
current.
2.3.2.8 AC Constant Current Power Source - Designed for gas tungsten arc welding,
always incorporates high frequency, and it is turned on throughout the weld cycle to maintain a
stable arc. When welding with AC, the current passes through 0 twice in every cycle and the
Lesson 1The Basics of Arc
Welding
CurrentChapter Table ofContents
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Go To Test
Lesson 5Welding Filler Metalsfor Stainless Steels
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
Glossary
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
SearchChapter(Faster
Download)
Lesson 8HardsurfacingElectrodes
Turn Pages
Lesson 9 Estimating &
Comparing WeldMetal Costs
SearchDocument(Slower
Download)
Lesson 10Reliability of Welding
Filler Metals
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_13.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
arc must be reestablished each time it does so. The oxide coating on metals, such as
aluminum and magnesium, can act much like a rectifier as discussed in Lesson I. The positive
half-cycle will be eliminated if the arc does not reignite, causing an unstable condition.
Continuous high frequency maintains an ionized path for the welding arc, and assures arc re-
ignition each time the current changes direction. AC is extensively used for welding aluminum
and magnesium.
2.3.2.9 AC/DC Constant Current Power Sources - Designed for gas tungsten arc
welding, are available, and can be used for welding practically all metals. The gas tungsten
arc welding process is usually chosen because of the high quality welds it can produce. The
metals that are commonly welded with this process, such as stainless steel, aluminum and
some of the more exotic metals, cost many times the price of mild steel; and therefore, the
power sources designed for this process have many desirable features to insure high quality
welds. Among these are:
1. Remote current control, which allows the operator to control welding amperage
with a hand control on the torch, or a foot control at the welding station.
2. Automatic soft-start, which prevents a high current surge when the arc is
initiated.
3. Shielding gas and cooling water solenoid valves, which automatically control
flow before, during and for an adjustable length of time after the weld is completed.
4. Spot-weld timers, which automatically control all elements during each
spot-weld cycle.
Other options and accessories are also available.
2.3.2.10 Power sources for automatic welding with complete programmable output are also
available. Such units are used extensively for the automatic welding of pipe in position. The
welding current is automatically varied as the torch travels around the pipe. Some units
provide a pulsed welding current where the amperage is automatically varied between a low
and high several times per second. This produces welds with good penetration and improved
weld bead shape.
2.3.3 Torches - The torch is actually an electrode holder that supplies welding current to
the tungsten electrode, and an inert gas shield to the arc zone. The electrode is held in a
collet-like clamping device that allows adjustment so that the proper length of electrode pro-
trudes beyond the shielding gas cup. Manual torches are designed to accept electrodes of 3
CurrentChapter Table ofContents
Lesson 1The Basics of Arc
Welding
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Go To Test
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Lesson 5Welding Filler Metalsfor Stainless Steels
Glossary
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
SearchChapter(Faster
Download)
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
Turn Pages
Lesson 8HardsurfacingElectrodes
SearchDocument(Slower
Download)
Lesson 9 Estimating &
Comparing WeldMetal Costs
Lesson 10Reliability of Welding
Filler Metals

8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_14.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
inch or 7 inch lengths. Torches may be either air or water-cooled. The air-cooled types actu-
ally are cooled to a degree by the shielding gas that is fed to the torch head through a compos-
ite cable. The gas actually surrounds the copper welding cable, affording some degree of
cooling. Water-cooled torches are usually used for applications where the welding current
exceeds 200 amperes. The water inlet hose is connected to the torch head. Circulating
around the torch head, the water leaves the torch via the current-in hose and cable assembly.
Cooling the welding cable in this manner allows the use of a smaller diameter cable that is
more flexible and lighter in weight.
2.3.3.1 The gas nozzles are made of ceramic materials and are available in various sizes
and shapes. In some heavy duty, high current applications, metal water-cooled nozzles are
used.
2.3.3.2 A switch on the torch is used to energize the electrode with welding current and start
the shielding gas flow. High frequency current and water flow are also initiated by this switch if
the power source is so equipped. In many installations, these functions are initiated by a foot
control that also is capable of controlling the welding current. This method gives the operator
full control of the arc. The usual welding method is to start the arc at a low current, gradually
increase the current until a molten pool is achieved, and welding begins. At the end of the
weld, current is slowly decreases and the arc extinguished, preventing the crater that forms at
the end of the weld when the arc is broken abruptly.
2.3.4 Shielding Gases - Argon and helium are the major shielding gases used in gastungsten arc welding. In some applications, mixtures of the two gases prove advantageous.
To a lesser extent, hydrogen is mixed with argon or helium for special applications.
2.3.4.1 Argon and helium are colorless, odorless, tasteless and nontoxic gases. Both are
inert gases, which means that they do not readily combine with other elements. They will not
burn nor support combustion. Commercial grades used for welding are 99.99% pure. Argon
is .38% heavier than air and about 10 times heavier than helium. Both gases ionize when
present in an electric arc. This means that the gas atoms lose some of their electrons that
have a negative charge. These unbalanced gas atoms, properly called positive ions, now
have a positive charge and are attracted to the negative pole in the arc. When the arc is
positive and the work is negative, these positive ions impinge upon the work and remove
surface oxides or scale in the weld area.
2.3.4.2 Argon is most commonly used of the shielding gases. Excellent arc starting and
ease of use make it most desirable for manual welding. Argon produces a better cleaning
action when welding aluminum and magnesium with alternating current. The arc produced is
CurrentChapter Table ofContents
Lesson 1The Basics of Arc
Welding
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Go To Test
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Lesson 5Welding Filler Metalsfor Stainless Steels
Glossary
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
SearchChapter(Faster
Download)
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
Turn Pages
Lesson 8HardsurfacingElectrodes
SearchDocument(Slower
Download)
Lesson 9 Estimating &
Comparing WeldMetal Costs
Lesson 10Reliability of Welding
Filler Metals
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_15.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
relatively narrow. Argon is more suitable for welding thinner material. At equal amperage,
helium produces a higher arc voltage than argon. Since welding heat is the product of volts
times amperes, helium produces more available heat at the arc. This makes it more suitable
for welding heavy sections of metal that have high heat conductivity, or for automatic welding
operations where higher welding speeds are required.
2.3.4.3 Argon-helium gas mixtures are used in applications where higher heat input and the
desirable characteristics of argon are required. Argon, being a relatively heavy gas, blankets
the weld area at lower flow rates. Argon is preferred for many applications because it costs
less than helium.
2.3.4.4 Helium, being approximately 10 times lighter than argon, requires flow rates of 2 to
3 times that of argon to satisfactorily shield the arc.
2.3.5 Electrodes - Electrodes for gas tungsten arc welding are available in diameters
from .010" to 1/4" in diameter and standard lengths range from 3" to 24". The most commonly
used sizes, however, are the .040", 1/16", 3/32", and 1/8" diameters.
2.3.5.1 The shape of the tip of the electrode is an important factor in gas tungsten arc
welding. When welding with DCEN, the tip must be ground to a point. The included angle at
which the tip is ground varies with the application, the electrode diameter, and the welding
current. Narrow joints require a relatively small included angle. When welding very thin
material at low currents, a needlelike point ground onto the smallest available electrode may
be necessary to stabilize the arc. Properly ground electrodes will assure easy arc starting,
good arc stability, and proper bead width.
2.3.5.2 When welding with AC, grinding the electrode tip is not necessary. When proper
welding current is used, the electrode will form a hemispherical end. If the proper welding
current is exceeded, the end will become bulbous in shape and possibly melt off to
contaminate the weld metal.
2.3.5.3 The American Welding Society has published Specification AWS A5.12-80 for
tungsten arc welding electrodes that classifies the electrodes on the basis of their chemical
composition, size and finish. Briefly, the types specified are listed below:
1) Pure Tungsten (AWS EWP) Color Code: Green
Used for less critical applications. The cost is low and they give good results at
relatively low currents on a variety of metals. Most stable arc when used on AC, either
balanced wave or continuous high frequency.
Lesson 1The Basics of Arc
Welding
CurrentChapter Table ofContents
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Go To Test
Lesson 5Welding Filler Metalsfor Stainless Steels
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
Glossary
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
SearchChapter(Faster
Download)
Lesson 8HardsurfacingElectrodes
Turn Pages
Lesson 9 Estimating &
Comparing WeldMetal Costs
SearchDocument(Slower
Download)
Lesson 10Reliability of Welding
Filler Metals
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_16.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
2) 1% Thoriated Tungsten (AWS EWTh-1) Color Code: Yellow
Good current carrying capacity, easy arc starting and provide a stable arc. Less
susceptible to contamination. Designed for DC applications of nonferrous materials.
3) 2% Thoriated Tungsten (AWS EWTh-2) Color Code: Red
Longer life than 1% Thoriated electrodes. Maintain the pointed end longer, used for
light gauge critical welds in aircraft work. Like 1%, designed for DC applications for
nonferrous materials.
4) .5% Thoriated Tungsten (AWS EWTh-3) Color Code: Blue
Sometimes called "striped" electrode because it has 1.0-2.0% Thoria inserted in a
wedge-shaped groove throughout its length. Combines the good properties of pure
and thoriated electrodes. Can be used on either AC or DC applications.
5) Zirconia Tungsten (AWS EWZr) Color Code: Brown
Longer life than pure tungsten. Better performance when welding with AC. Melts more
easily than thoriam-tungsten when forming rounded or tapered tungsten end. Ideal for
applications where tungsten contamination must be minimized.
2.3.6 Summary - Gas Tungsten Arc Welding is one of the major welding processes
today. The quality of the welds produced and the ability to weld very thin metals are the major
features. The weld metal quality is high since no flux is used, eliminating the problem of slag
inclusions in the weld metal. It is used extensively in the aircraft and aerospace industry, where
high quality welds are necessary and also for welding the more expensive metals where the
weld defects become very costly. Metals as thin as .005" can be welded due to the ease of
controlling the current.
2.3.6.1 The major disadvantages of the process are that it is slower than welding with
consumable electrodes and is little used on thicknesses over 1/4" for this reason. Shielding
gas and tungsten electrode costs make the process relatively expensive.
2.4 GAS METAL ARC WELDING
Gas Metal Arc Welding* is an arc welding process that uses the heat of an electric arc
established between a consumable metal electrode and the work to be welded. The electrode
is a bare metal wire that is transferred across the arc and into the molten weld puddle. The
* Gas Metal Arc Welding (GMAW) is the current technology approved by the American Welding Society.Formerly known as "MIG" (Metal Inert Gas) Welding.
Lesson 1The Basics of Arc
Welding
CurrentChapter Table ofContents
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Go To Test
Lesson 5Welding Filler Metalsfor Stainless Steels
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
Glossary
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
SearchChapter(Faster
Download)
Lesson 8HardsurfacingElectrodes
Turn Pages
Lesson 9 Estimating &
Comparing WeldMetal Costs
SearchDocument(Slower
Download)
Lesson 10Reliability of Welding
Filler Metals
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_17.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
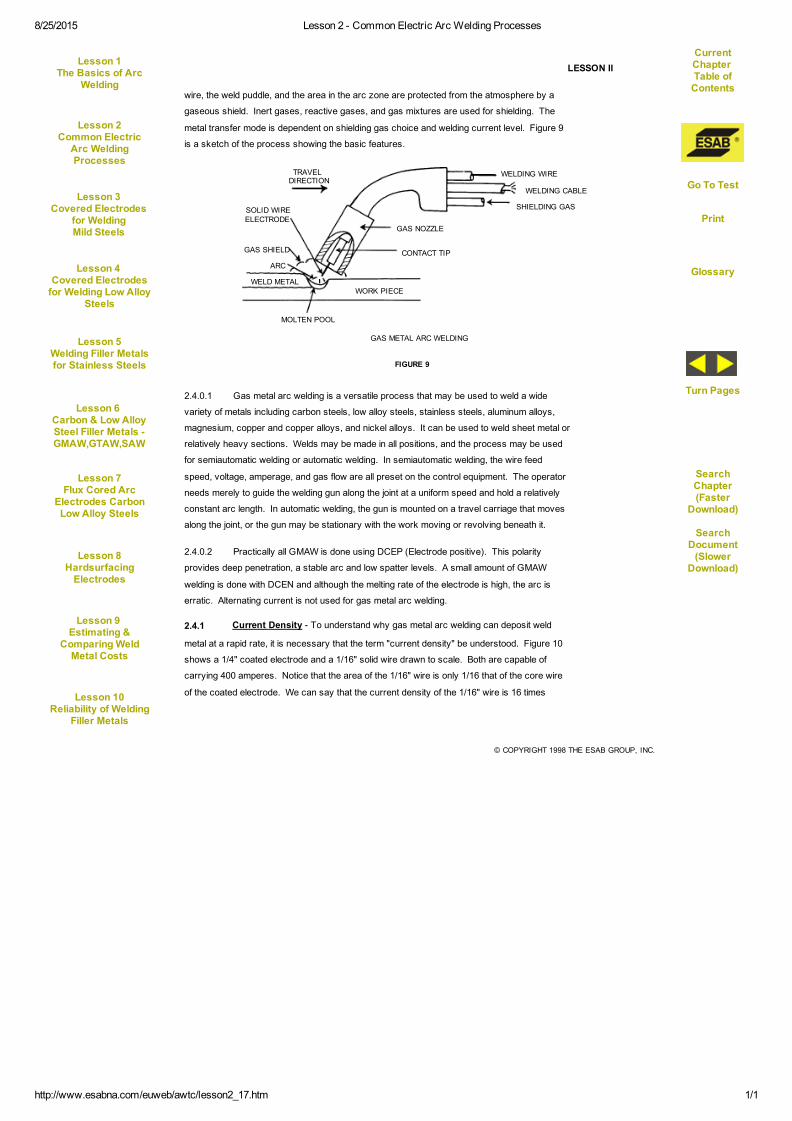
wire, the weld puddle, and the area in the arc zone are protected from the atmosphere by a
gaseous shield. Inert gases, reactive gases, and gas mixtures are used for shielding. The
metal transfer mode is dependent on shielding gas choice and welding current level. Figure 9
is a sketch of the process showing the basic features.
FIGURE 9
WELDING WIRE
WELDING CABLE
SHIELDING GAS
GAS NOZZLE
CONTACT TIP
WORK PIECE
MOLTEN POOL
WELD METAL
ARC
GAS SHIELD
SOLID WIREELECTRODE
TRAVELDIRECTION
GAS METAL ARC WELDING
2.4.0.1 Gas metal arc welding is a versatile process that may be used to weld a wide
variety of metals including carbon steels, low alloy steels, stainless steels, aluminum alloys,
magnesium, copper and copper alloys, and nickel alloys. It can be used to weld sheet metal or
relatively heavy sections. Welds may be made in all positions, and the process may be used
for semiautomatic welding or automatic welding. In semiautomatic welding, the wire feed
speed, voltage, amperage, and gas flow are all preset on the control equipment. The operator
needs merely to guide the welding gun along the joint at a uniform speed and hold a relatively
constant arc length. In automatic welding, the gun is mounted on a travel carriage that moves
along the joint, or the gun may be stationary with the work moving or revolving beneath it.
2.4.0.2 Practically all GMAW is done using DCEP (Electrode positive). This polarity
provides deep penetration, a stable arc and low spatter levels. A small amount of GMAW
welding is done with DCEN and although the melting rate of the electrode is high, the arc is
erratic. Alternating current is not used for gas metal arc welding.
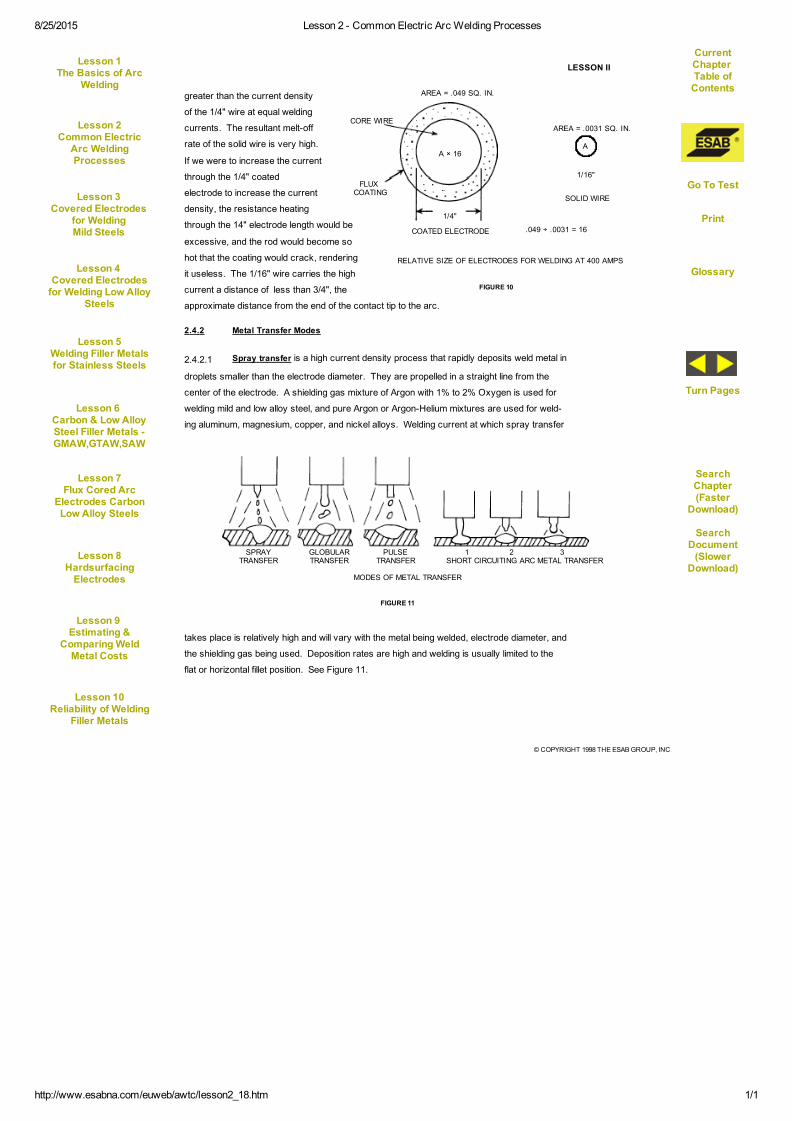
2.4.1 Current Density - To understand why gas metal arc welding can deposit weld
metal at a rapid rate, it is necessary that the term "current density" be understood. Figure 10
shows a 1/4" coated electrode and a 1/16" solid wire drawn to scale. Both are capable of
carrying 400 amperes. Notice that the area of the 1/16" wire is only 1/16 that of the core wire
of the coated electrode. We can say that the current density of the 1/16" wire is 16 times
CurrentChapter Table ofContents
Lesson 1The Basics of Arc
Welding
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Go To Test
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Lesson 5Welding Filler Metalsfor Stainless Steels
Glossary
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
SearchChapter(Faster
Download)
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
Turn Pages
Lesson 8HardsurfacingElectrodes
SearchDocument(Slower
Download)
Lesson 9 Estimating &
Comparing WeldMetal Costs
Lesson 10Reliability of Welding
Filler Metals
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_18.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
greater than the current density
of the 1/4" wire at equal welding
currents. The resultant melt-off
rate of the solid wire is very high.
If we were to increase the current
through the 1/4" coated
electrode to increase the current
density, the resistance heating
through the 14" electrode length would be
excessive, and the rod would become so
hot that the coating would crack, rendering
it useless. The 1/16" wire carries the high
current a distance of less than 3/4", the
approximate distance from the end of the contact tip to the arc.
2.4.2 Metal Transfer Modes
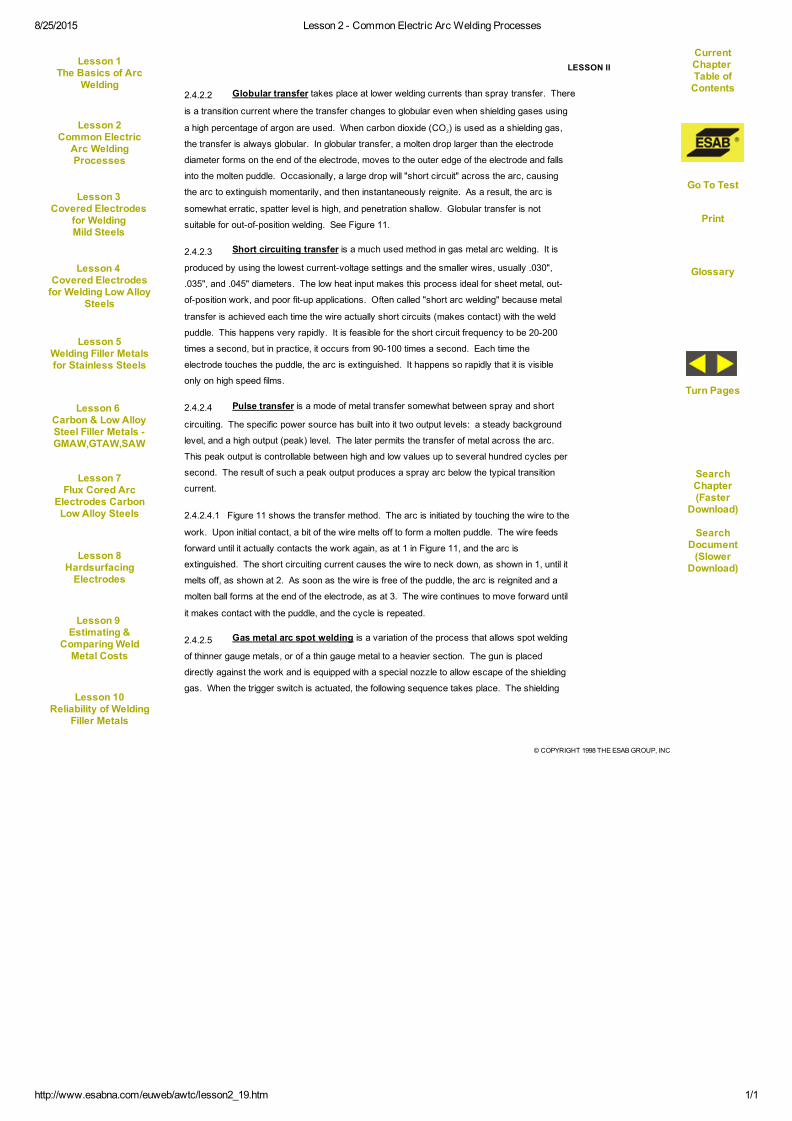
2.4.2.1 Spray transfer is a high current density process that rapidly deposits weld metal in
droplets smaller than the electrode diameter. They are propelled in a straight line from the
center of the electrode. A shielding gas mixture of Argon with 1% to 2% Oxygen is used for
welding mild and low alloy steel, and pure Argon or Argon-Helium mixtures are used for weld-
ing aluminum, magnesium, copper, and nickel alloys. Welding current at which spray transfer
FIGURE 10
AREA = .049 SQ. IN.
AREA = .0031 SQ. IN.CORE WIRE
FLUXCOATING
COATED ELECTRODE
RELATIVE SIZE OF ELECTRODES FOR WELDING AT 400 AMPS
SOLID WIRE
1/4"
1/16"
.049 ÷ .0031 = 16
AA × 16
FIGURE 11
SPRAYTRANSFER
GLOBULARTRANSFER
PULSETRANSFER
MODES OF METAL TRANSFER
1 2 3SHORT CIRCUITING ARC METAL TRANSFER
takes place is relatively high and will vary with the metal being welded, electrode diameter, and
the shielding gas being used. Deposition rates are high and welding is usually limited to the
flat or horizontal fillet position. See Figure 11.
CurrentChapter Table ofContents
Lesson 1The Basics of Arc
Welding
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Go To Test
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Lesson 5Welding Filler Metalsfor Stainless Steels
Glossary
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
SearchChapter(Faster
Download)
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
Turn Pages
Lesson 8HardsurfacingElectrodes
SearchDocument(Slower
Download)
Lesson 9 Estimating &
Comparing WeldMetal Costs
Lesson 10Reliability of Welding
Filler Metals
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_19.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
2.4.2.2 Globular transfer takes place at lower welding currents than spray transfer. There
is a transition current where the transfer changes to globular even when shielding gases using
a high percentage of argon are used. When carbon dioxide (CO2) is used as a shielding gas,
the transfer is always globular. In globular transfer, a molten drop larger than the electrode
diameter forms on the end of the electrode, moves to the outer edge of the electrode and falls
into the molten puddle. Occasionally, a large drop will "short circuit" across the arc, causing
the arc to extinguish momentarily, and then instantaneously reignite. As a result, the arc is
somewhat erratic, spatter level is high, and penetration shallow. Globular transfer is not
suitable for out-of-position welding. See Figure 11.
2.4.2.3 Short circuiting transfer is a much used method in gas metal arc welding. It is
produced by using the lowest current-voltage settings and the smaller wires, usually .030",
.035", and .045" diameters. The low heat input makes this process ideal for sheet metal, out-
of-position work, and poor fit-up applications. Often called "short arc welding" because metal
transfer is achieved each time the wire actually short circuits (makes contact) with the weld
puddle. This happens very rapidly. It is feasible for the short circuit frequency to be 20-200
times a second, but in practice, it occurs from 90-100 times a second. Each time the
electrode touches the puddle, the arc is extinguished. It happens so rapidly that it is visible
only on high speed films.
2.4.2.4 Pulse transfer is a mode of metal transfer somewhat between spray and short
circuiting. The specific power source has built into it two output levels: a steady background
level, and a high output (peak) level. The later permits the transfer of metal across the arc.
This peak output is controllable between high and low values up to several hundred cycles per
second. The result of such a peak output produces a spray arc below the typical transition
current.
2.4.2.4.1 Figure 11 shows the transfer method. The arc is initiated by touching the wire to the
work. Upon initial contact, a bit of the wire melts off to form a molten puddle. The wire feeds
forward until it actually contacts the work again, as at 1 in Figure 11, and the arc is
extinguished. The short circuiting current causes the wire to neck down, as shown in 1, until it
melts off, as shown at 2. As soon as the wire is free of the puddle, the arc is reignited and a
molten ball forms at the end of the electrode, as at 3. The wire continues to move forward until
it makes contact with the puddle, and the cycle is repeated.
2.4.2.5 Gas metal arc spot welding is a variation of the process that allows spot welding
of thinner gauge metals, or of a thin gauge metal to a heavier section. The gun is placed
directly against the work and is equipped with a special nozzle to allow escape of the shielding
gas. When the trigger switch is actuated, the following sequence takes place. The shielding
CurrentChapter Table ofContents
Lesson 1The Basics of Arc
Welding
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Go To Test
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Lesson 5Welding Filler Metalsfor Stainless Steels
Glossary
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
SearchChapter(Faster
Download)
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
Turn Pages
Lesson 8HardsurfacingElectrodes
SearchDocument(Slower
Download)
Lesson 9 Estimating &
Comparing WeldMetal Costs
Lesson 10Reliability of Welding
Filler Metals
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_11.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
2.3.2.2 Direct current electrode negative (DCEN) is produced when the electrode is
connected to the negative terminal of the power source. Since the electrons flow from the
electrode to the plate, approximately 70% of the heat of the arc is concentrated at the work,
and approximately 30% at the electrode end. This allows the use of smaller tungsten elec-
trodes that produce a relatively narrow concentrated arc. The weld shape has deep penetra-
tion and is quite narrow. See Figure 8. Direct current electrode negative is suitable for weld-
ing most metals. Magnesium and aluminum have a refractory oxide coating on the surface that
must be physically removed immediately prior to welding if DCSP is to be used.
2.3.2.3 Direct current electrode positive (DCEP) is produced when the electrode is
connected to the positive terminal of the welding power source. In this condition, the electrons
flow from the work to the electrode tip, concentrating approximately 70% of the heat of the arc
at the electrode and 30% at the work. This higher heat at the electrode necessitates using
larger diameter tungsten to prevent it from melting and contaminating the weld metal. Since
the electrode diameter is larger and the heat is less concentrated at the work, the resultant
weld bead is relatively wide and shallow. See Figure 8.
2.3.2.4 Aluminum and magnesium are two metals that have a heavy oxide coating that acts
as an insulator and must be removed before successful welding can take place. Welding with
electrode positive provides a good oxide cleaning action in the arc. If we were to study the
physics of the welding arc, we find that the electric current causes the shielding gas atoms to
lose some of their electrons. Since electrons are negatively charged, these gas atoms now
are unbalanced and have an excessive positive charge. As we learned in Lesson I, unlike
charges attract. These positively charged atoms (or positive ions as they are known in
FIGURE 8
Electrode Oxide HeatPolarity Penetration Cleaning Concentration
Direct Current
Alternating CurrentMedium Penetration
Medium WidthBead
GoodCleans Oxideon Each Half
CycleAlternates BetweenElectrode and Work
Straight PolarityElectrode Negative
DeepPenetrationNarrowBead
Direct Current
Reverse PolarityElectrode Positive
Shallow Penetration
Wide BeadMaximum
None AtWork
AtElectrode
GAS IONS
+
_
ELECTRONFLOW
_
_
+
+
EFFECTS OF CURRENT TYPE - GAS TUNGSTEN ARC WELDING
Lesson 1The Basics of Arc
Welding
CurrentChapter Table ofContents
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Go To Test
Lesson 5Welding Filler Metalsfor Stainless Steels
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
Glossary
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
SearchChapter(Faster
Download)
Lesson 8HardsurfacingElectrodes
Turn Pages
Lesson 9 Estimating &
Comparing WeldMetal Costs
SearchDocument(Slower
Download)
Lesson 10Reliability of Welding
Filler Metals
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_20.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
gas flows for a short interval before wire feeding starts; wire feeding starts; the arc is initiated
and continues for a preset time (usually a few seconds). The welding current and wire feeding
stops, and the shielding gas flows for a short interval before it automatically stops. The
process is also useful for tacking welding pieces in position prior to running the final weld
bead.
2.4.3 EQUIPMENT AND OPERATION - The equipment used for gas metal arc weldingis more complicated than that required for shielded metal arc welding. Initial cost is relatively
high, but the cost is rapidly amortized due to the savings in labor and overhead achieved by
the rapid weld metal deposition.
2.4.3.1 The equipment necessary for gas metal arc welding is listed below:
1) Power source
2) Wire feeder
3) Welding gun
4) Shielding gas supply
5) Solid electrode wire
6) Protective equipment
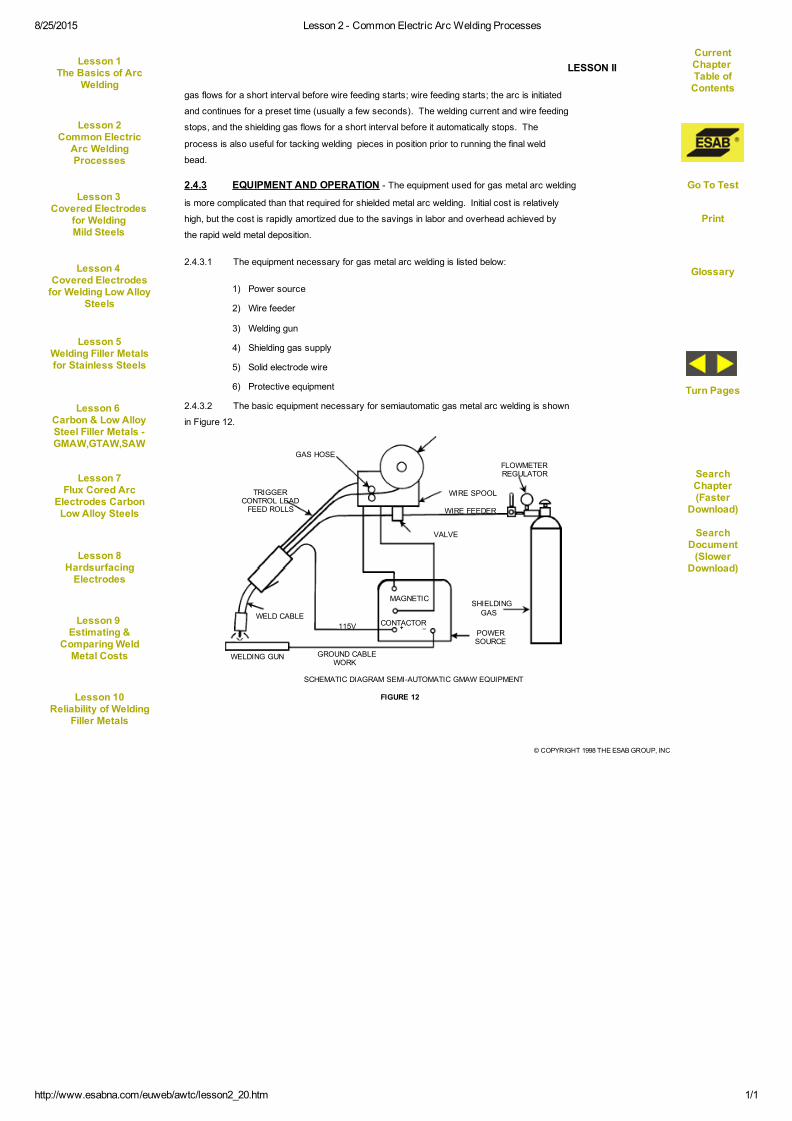
2.4.3.2 The basic equipment necessary for semiautomatic gas metal arc welding is shown
in Figure 12.
FIGURE 12
FLOWMETERREGULATOR
SHIELDINGGAS
POWERSOURCE
GROUND CABLEWORK
WELDING GUN
WELD CABLE115V CONTACTOR
MAGNETIC
VALVE
TRIGGERCONTROL LEADFEED ROLLS
GAS HOSE
WIRE FEEDER
WIRE SPOOL
+ _
SCHEMATIC DIAGRAM SEMI-AUTOMATIC GMAW EQUIPMENT
Lesson 1The Basics of Arc
Welding
CurrentChapter Table ofContents
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Go To Test
Lesson 5Welding Filler Metalsfor Stainless Steels
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
Glossary
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
SearchChapter(Faster
Download)
Lesson 8HardsurfacingElectrodes
Turn Pages
Lesson 9 Estimating &
Comparing WeldMetal Costs
SearchDocument(Slower
Download)
Lesson 10Reliability of Welding
Filler Metals
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_21.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
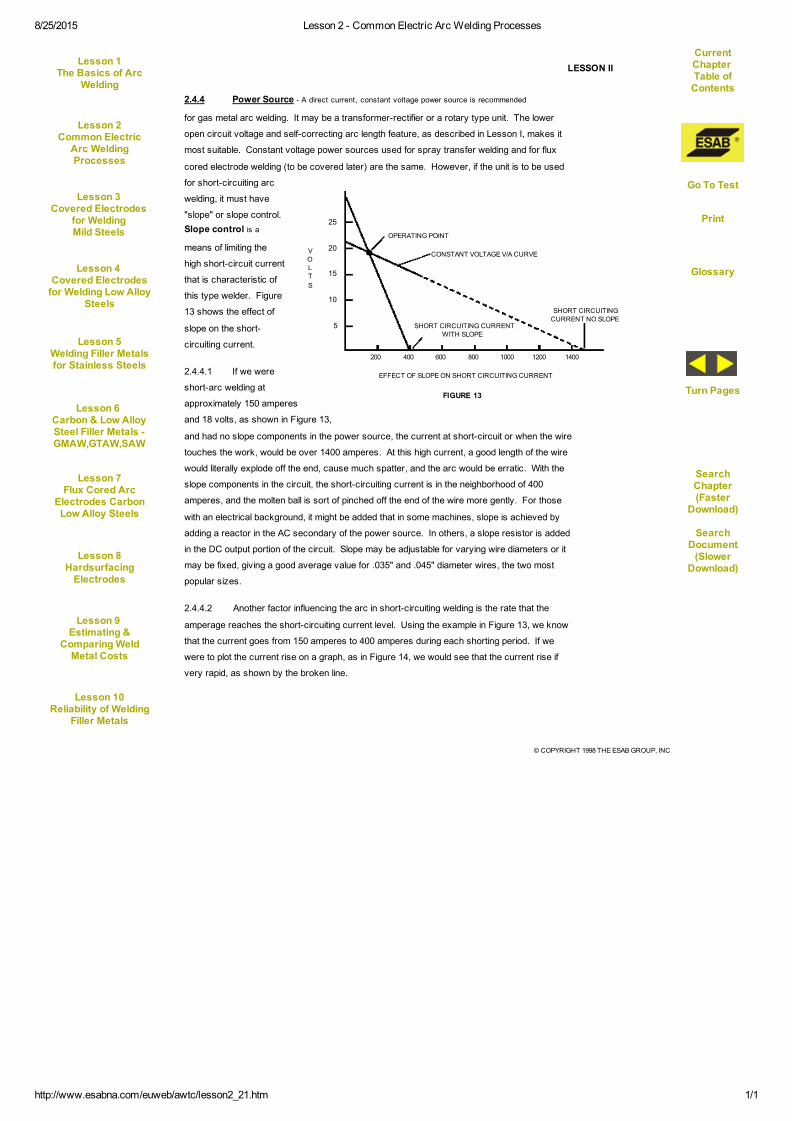
2.4.4 Power Source - A direct current, constant voltage power source is recommended
for gas metal arc welding. It may be a transformer-rectifier or a rotary type unit. The lower
open circuit voltage and self-correcting arc length feature, as described in Lesson I, makes it
most suitable. Constant voltage power sources used for spray transfer welding and for flux
cored electrode welding (to be covered later) are the same. However, if the unit is to be used
for short-circuiting arc
welding, it must have
"slope" or slope control.Slope control is a
means of limiting the
high short-circuit current
that is characteristic of
this type welder. Figure
13 shows the effect of
slope on the short-
circuiting current.
2.4.4.1 If we were
short-arc welding at
approximately 150 amperes
and 18 volts, as shown in Figure 13,
and had no slope components in the power source, the current at short-circuit or when the wire
touches the work, would be over 1400 amperes. At this high current, a good length of the wire
would literally explode off the end, cause much spatter, and the arc would be erratic. With the
slope components in the circuit, the short-circuiting current is in the neighborhood of 400
amperes, and the molten ball is sort of pinched off the end of the wire more gently. For those
with an electrical background, it might be added that in some machines, slope is achieved by
adding a reactor in the AC secondary of the power source. In others, a slope resistor is added
in the DC output portion of the circuit. Slope may be adjustable for varying wire diameters or it
may be fixed, giving a good average value for .035" and .045" diameter wires, the two most
popular sizes.
2.4.4.2 Another factor influencing the arc in short-circuiting welding is the rate that the
amperage reaches the short-circuiting current level. Using the example in Figure 13, we know
that the current goes from 150 amperes to 400 amperes during each shorting period. If we
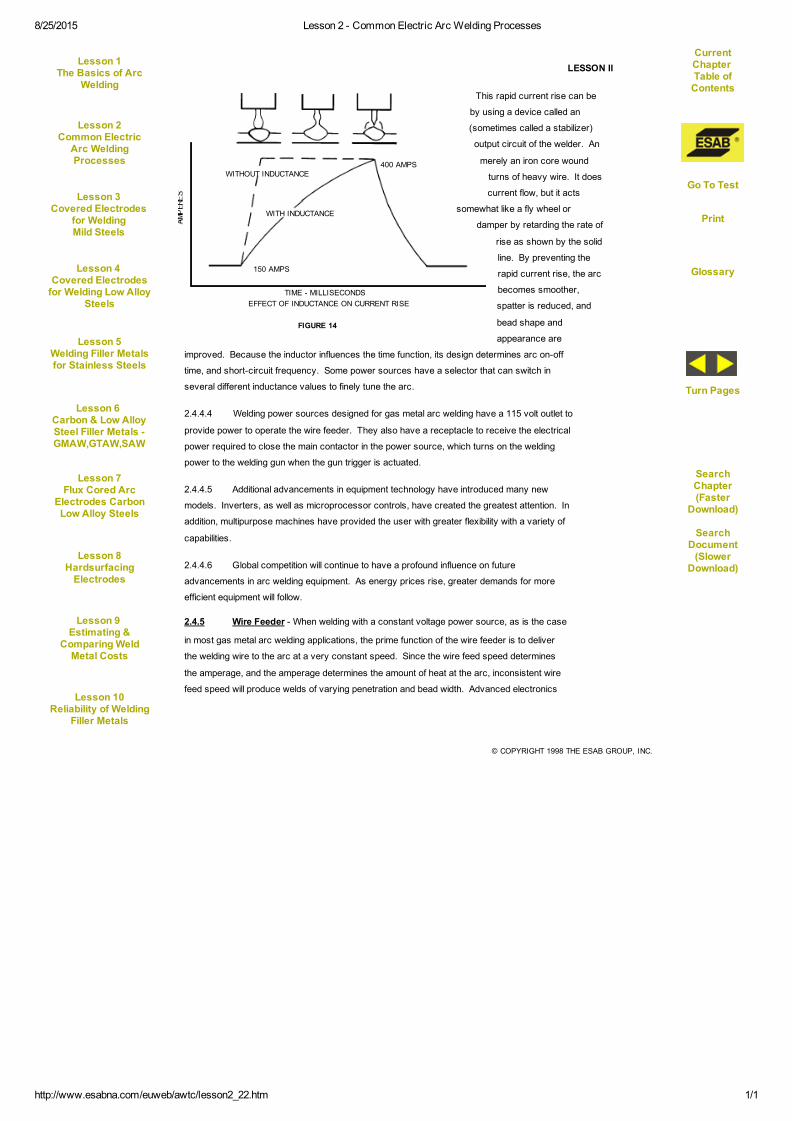
were to plot the current rise on a graph, as in Figure 14, we would see that the current rise if
very rapid, as shown by the broken line.
FIGURE 13
25
20
15
10
5
200 400 600 800 1000 1200 1400
OPERATING POINT
CONSTANT VOLTAGE V/A CURVE
SHORT CIRCUITINGCURRENT NO SLOPE
SHORT CIRCUITING CURRENTWITH SLOPE
EFFECT OF SLOPE ON SHORT CIRCUITING CURRENT
VOLTS
CurrentChapter Table ofContents
Lesson 1The Basics of Arc
Welding
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Go To Test
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Lesson 5Welding Filler Metalsfor Stainless Steels
Glossary
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
SearchChapter(Faster
Download)
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
Turn Pages
Lesson 8HardsurfacingElectrodes
SearchDocument(Slower
Download)
Lesson 9 Estimating &
Comparing WeldMetal Costs
Lesson 10Reliability of Welding
Filler Metals
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_22.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
This rapid current rise can be
by using a device called an
(sometimes called a stabilizer)
output circuit of the welder. An
merely an iron core wound
turns of heavy wire. It does
current flow, but it acts
somewhat like a fly wheel or
damper by retarding the rate of
rise as shown by the solid
line. By preventing the
rapid current rise, the arc
becomes smoother,
spatter is reduced, and
bead shape and
appearance are
improved. Because the inductor influences the time function, its design determines arc on-off
time, and short-circuit frequency. Some power sources have a selector that can switch in
several different inductance values to finely tune the arc.
2.4.4.4 Welding power sources designed for gas metal arc welding have a 115 volt outlet to
provide power to operate the wire feeder. They also have a receptacle to receive the electrical
power required to close the main contactor in the power source, which turns on the welding
power to the welding gun when the gun trigger is actuated.
2.4.4.5 Additional advancements in equipment technology have introduced many new
models. Inverters, as well as microprocessor controls, have created the greatest attention. In
addition, multipurpose machines have provided the user with greater flexibility with a variety of
capabilities.
2.4.4.6 Global competition will continue to have a profound influence on future
advancements in arc welding equipment. As energy prices rise, greater demands for more
efficient equipment will follow.
2.4.5 Wire Feeder - When welding with a constant voltage power source, as is the case
in most gas metal arc welding applications, the prime function of the wire feeder is to deliver
the welding wire to the arc at a very constant speed. Since the wire feed speed determines
the amperage, and the amperage determines the amount of heat at the arc, inconsistent wire
feed speed will produce welds of varying penetration and bead width. Advanced electronics
FIGURE 14
TIME - MILLISECONDSEFFECT OF INDUCTANCE ON CURRENT RISE
400 AMPSWITHOUT INDUCTANCE
WITH INDUCTANCE
150 AMPS
CurrentChapter Table ofContents
Lesson 1The Basics of Arc
Welding
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Go To Test
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Lesson 5Welding Filler Metalsfor Stainless Steels
Glossary
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
SearchChapter(Faster
Download)
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
Turn Pages
Lesson 8HardsurfacingElectrodes
SearchDocument(Slower
Download)
Lesson 9 Estimating &
Comparing WeldMetal Costs
Lesson 10Reliability of Welding
Filler Metals
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_23.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
technology makes it possible to design motor speed controls that will produce the same
speed, even though the load on the motor varies or the input voltage to the motor may fluctuate.
2.4.5.1 A limited amount of gas metal arc welding is performed with constant current type
power sources. In this case, the motor speed automatically varies to increase or decrease the
wire feed speed as the arc length varies to maintain a constant voltage.
2.4.5.2 The wire feeder also controls the main contactor in the power source for safety
reasons. This assures that the welding wire will only be energized when the switch on the
welding gun is depressed.
2.4.5.3 The flow of shielding gas is controlled by a solenoid valve (magnetic valve) in the
wire feeder to turn the shielding gas on and off when the gun switch is actuated. Most feeders
utilize a dynamic breaking circuit to quickly stop the motor at the end of a weld to prevent a
long length of wire protruding from the gun when the weld is terminated. Most feeders have a
burn-back circuit that allows the welding current to stay on for a short period of time after wire
feeding has stopped, to allow the wire to burn back exactly the right amount for the next arc
initiation.
2.4.5.4 The feed rolls, sometimes called drive rolls, pull the wire off the spool or reel, and
push it through a feed cable or conduit to the welding gun. These rolls must usually be
changed to accommodate each different wire diameter, although some rolls are designed to
feed a combination of sizes.
2.4.6 Welding Gun - The function of the welding gun, sometimes referred to as a torch, isto deliver the welding wire, welding current, and shielding gas to the welding arc. Guns are
available for semi-automatic operation and for automatic operation, where they are fixed in the
automatic welding head.
2.4.6.1 Guns for GMAW have several characteristics in common. All have a copper alloy
shielding gas nozzle, that delivers the gas to the arc area in a nonturbulent, angular pattern to
prevent aspiration of air. The nozzle may be water cooled for semiautomatic welding at high
amperage and for automatic welding where the arc time is of long duration. Welding current is
transferred to the welding wire as the wire travels through the contact tip or contact tube
located inside the gas nozzle (Refer to Figure 9). The hole in the contact tip through which the
wire passes is only a few thousandths of an inch larger than the wire diameter. A worn contact
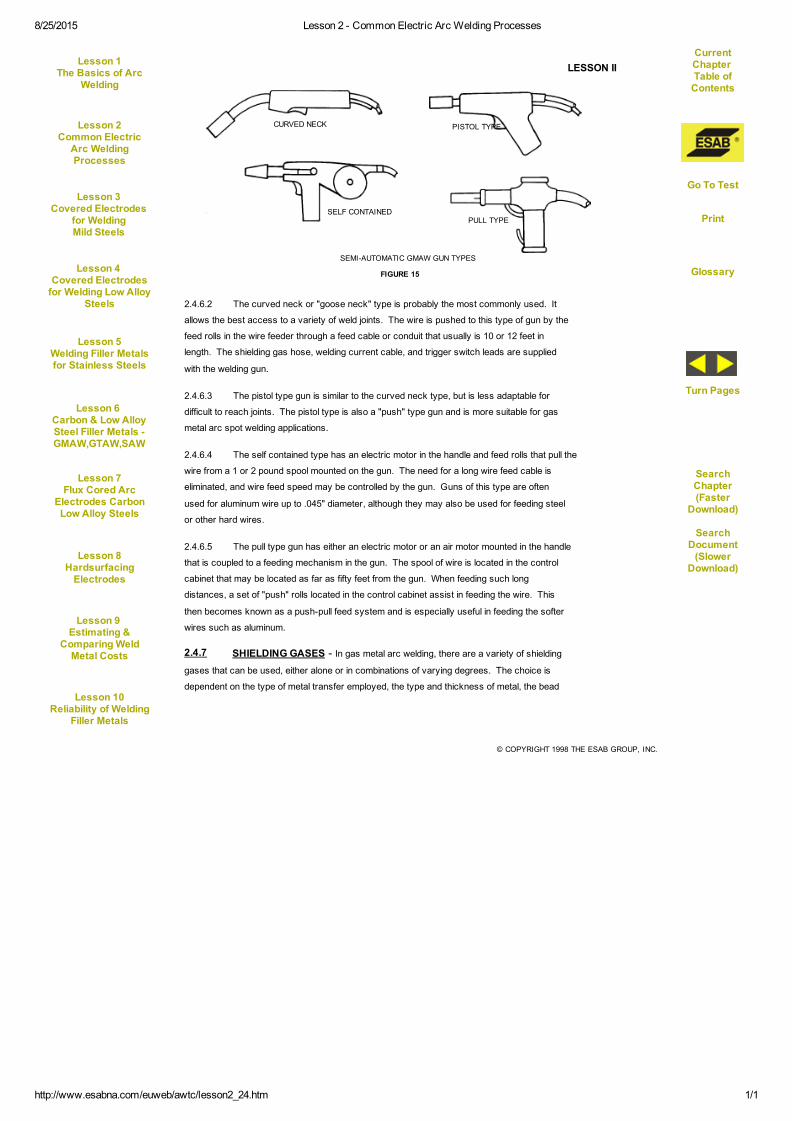
tip will result in an erratic arc due to poor current transfer. Figure 15 shows a few different
semiautomatic gun configurations that are commonly used for GMAW.
CurrentChapter Table ofContents
Lesson 1The Basics of Arc
Welding
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Go To Test
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Lesson 5Welding Filler Metalsfor Stainless Steels
Glossary
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
SearchChapter(Faster
Download)
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
Turn Pages
Lesson 8HardsurfacingElectrodes
SearchDocument(Slower
Download)
Lesson 9 Estimating &
Comparing WeldMetal Costs
Lesson 10Reliability of Welding
Filler Metals
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_24.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
2.4.6.2 The curved neck or "goose neck" type is probably the most commonly used. It
allows the best access to a variety of weld joints. The wire is pushed to this type of gun by the
feed rolls in the wire feeder through a feed cable or conduit that usually is 10 or 12 feet in
length. The shielding gas hose, welding current cable, and trigger switch leads are supplied
with the welding gun.
2.4.6.3 The pistol type gun is similar to the curved neck type, but is less adaptable for
difficult to reach joints. The pistol type is also a "push" type gun and is more suitable for gas
metal arc spot welding applications.
2.4.6.4 The self contained type has an electric motor in the handle and feed rolls that pull the
wire from a 1 or 2 pound spool mounted on the gun. The need for a long wire feed cable is
eliminated, and wire feed speed may be controlled by the gun. Guns of this type are often
used for aluminum wire up to .045" diameter, although they may also be used for feeding steel
or other hard wires.
2.4.6.5 The pull type gun has either an electric motor or an air motor mounted in the handle
that is coupled to a feeding mechanism in the gun. The spool of wire is located in the control
cabinet that may be located as far as fifty feet from the gun. When feeding such long
distances, a set of "push" rolls located in the control cabinet assist in feeding the wire. This
then becomes known as a push-pull feed system and is especially useful in feeding the softer
wires such as aluminum.
2.4.7 SHIELDING GASES - In gas metal arc welding, there are a variety of shieldinggases that can be used, either alone or in combinations of varying degrees. The choice is
dependent on the type of metal transfer employed, the type and thickness of metal, the bead
CURVED NECK PISTOL TYPE
SELF CONTAINEDPULL TYPE
SEMI-AUTOMATIC GMAW GUN TYPES
FIGURE 15
CurrentChapter Table ofContents
Lesson 1The Basics of Arc
Welding
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Go To Test
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Lesson 5Welding Filler Metalsfor Stainless Steels
Glossary
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
SearchChapter(Faster
Download)
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
Turn Pages
Lesson 8HardsurfacingElectrodes
SearchDocument(Slower
Download)
Lesson 9 Estimating &
Comparing WeldMetal Costs
Lesson 10Reliability of Welding
Filler Metals
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_25.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
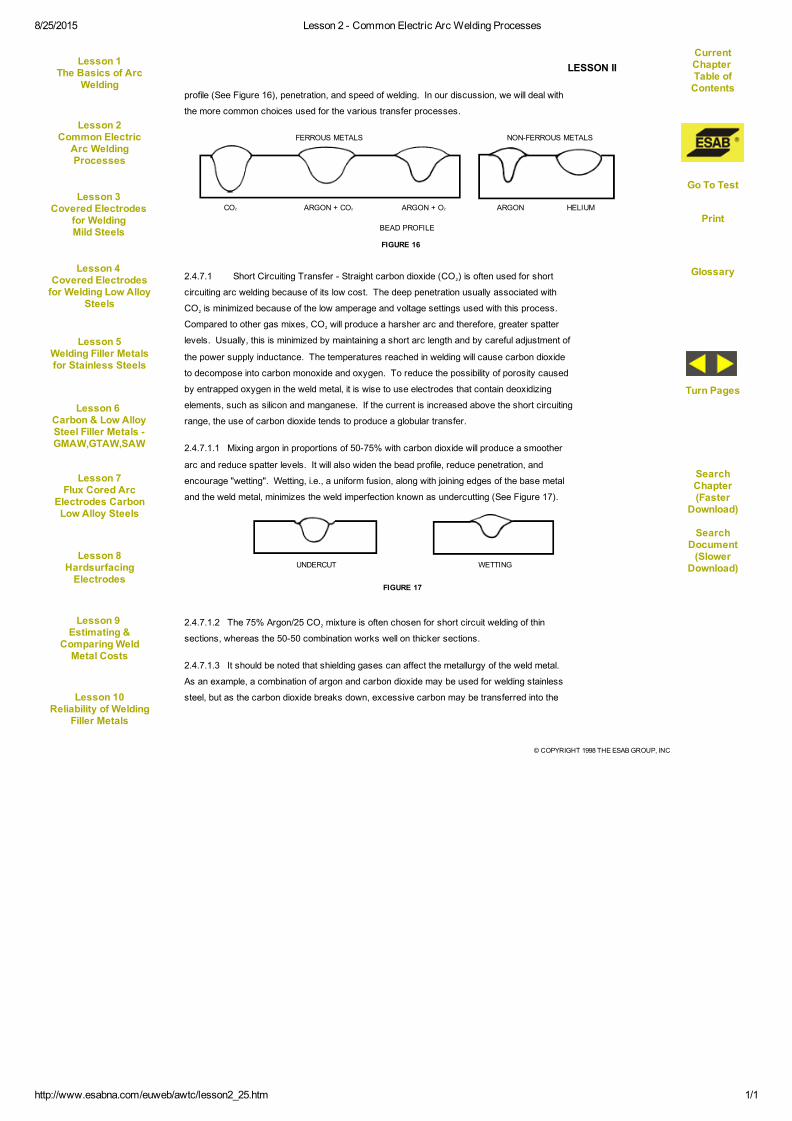
profile (See Figure 16), penetration, and speed of welding. In our discussion, we will deal with
the more common choices used for the various transfer processes.
2.4.7.1 Short Circuiting Transfer - Straight carbon dioxide (CO2) is often used for short
circuiting arc welding because of its low cost. The deep penetration usually associated with
CO2 is minimized because of the low amperage and voltage settings used with this process.
Compared to other gas mixes, CO2 will produce a harsher arc and therefore, greater spatter
levels. Usually, this is minimized by maintaining a short arc length and by careful adjustment of
the power supply inductance. The temperatures reached in welding will cause carbon dioxide
to decompose into carbon monoxide and oxygen. To reduce the possibility of porosity caused
by entrapped oxygen in the weld metal, it is wise to use electrodes that contain deoxidizing
elements, such as silicon and manganese. If the current is increased above the short circuiting
range, the use of carbon dioxide tends to produce a globular transfer.
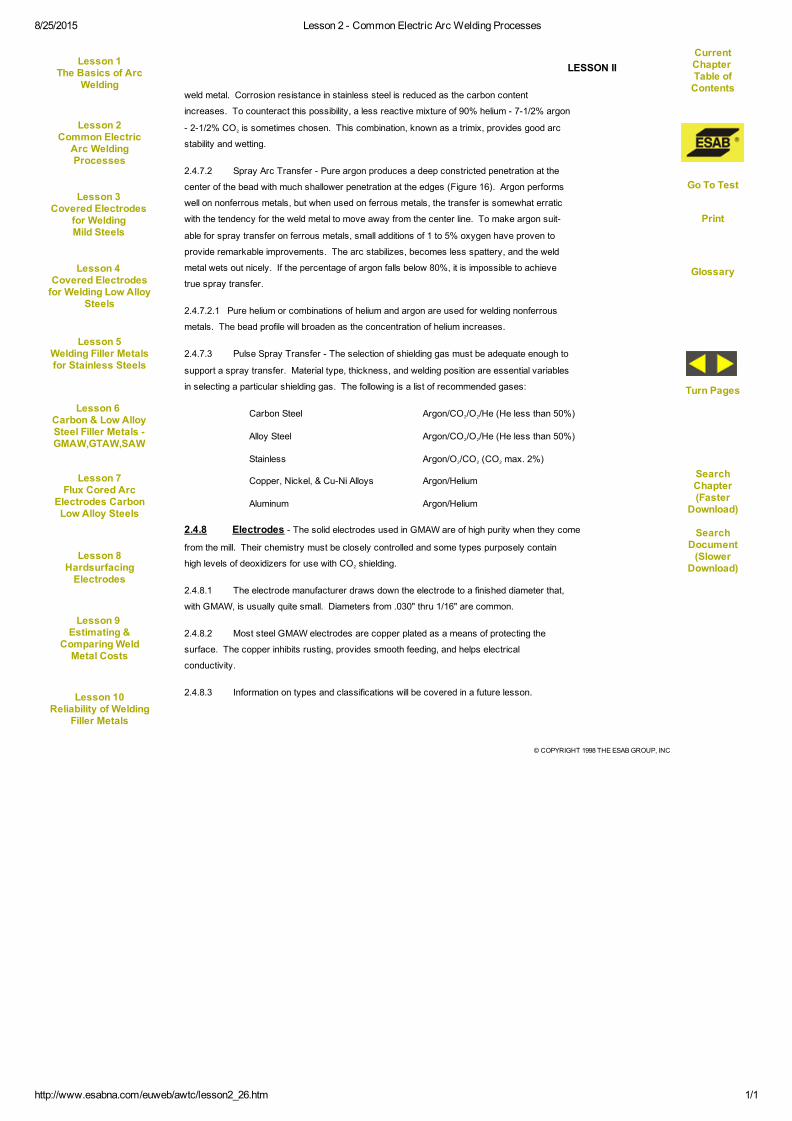
2.4.7.1.1 Mixing argon in proportions of 50-75% with carbon dioxide will produce a smoother
arc and reduce spatter levels. It will also widen the bead profile, reduce penetration, and
encourage "wetting". Wetting, i.e., a uniform fusion, along with joining edges of the base metal
and the weld metal, minimizes the weld imperfection known as undercutting (See Figure 17).
FERROUS METALS NON-FERROUS METALS
CO2 ARGON + CO2 ARGON + O2 ARGON HELIUM
BEAD PROFILE
FIGURE 16
FIGURE 17
UNDERCUT WETTING
2.4.7.1.2 The 75% Argon/25 CO2 mixture is often chosen for short circuit welding of thin
sections, whereas the 50-50 combination works well on thicker sections.
2.4.7.1.3 It should be noted that shielding gases can affect the metallurgy of the weld metal.
As an example, a combination of argon and carbon dioxide may be used for welding stainless
steel, but as the carbon dioxide breaks down, excessive carbon may be transferred into the
CurrentChapter Table ofContents
Lesson 1The Basics of Arc
Welding
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Go To Test
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Lesson 5Welding Filler Metalsfor Stainless Steels
Glossary
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
SearchChapter(Faster
Download)
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
Turn Pages
Lesson 8HardsurfacingElectrodes
SearchDocument(Slower
Download)
Lesson 9 Estimating &
Comparing WeldMetal Costs
Lesson 10Reliability of Welding
Filler Metals
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_26.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
weld metal. Corrosion resistance in stainless steel is reduced as the carbon content
increases. To counteract this possibility, a less reactive mixture of 90% helium - 7-1/2% argon
- 2-1/2% CO2 is sometimes chosen. This combination, known as a trimix, provides good arc
stability and wetting.
2.4.7.2 Spray Arc Transfer - Pure argon produces a deep constricted penetration at the
center of the bead with much shallower penetration at the edges (Figure 16). Argon performs
well on nonferrous metals, but when used on ferrous metals, the transfer is somewhat erratic
with the tendency for the weld metal to move away from the center line. To make argon suit-
able for spray transfer on ferrous metals, small additions of 1 to 5% oxygen have proven to
provide remarkable improvements. The arc stabilizes, becomes less spattery, and the weld
metal wets out nicely. If the percentage of argon falls below 80%, it is impossible to achieve
true spray transfer.
2.4.7.2.1 Pure helium or combinations of helium and argon are used for welding nonferrous
metals. The bead profile will broaden as the concentration of helium increases.
2.4.7.3 Pulse Spray Transfer - The selection of shielding gas must be adequate enough to
support a spray transfer. Material type, thickness, and welding position are essential variables
in selecting a particular shielding gas. The following is a list of recommended gases:
Carbon Steel Argon/CO2/O2/He (He less than 50%)
Alloy Steel Argon/CO2/O2/He (He less than 50%)
Stainless Argon/O2/CO2 (CO2 max. 2%)
Copper, Nickel, & Cu-Ni Alloys Argon/Helium
Aluminum Argon/Helium
2.4.8 Electrodes - The solid electrodes used in GMAW are of high purity when they comefrom the mill. Their chemistry must be closely controlled and some types purposely contain
high levels of deoxidizers for use with CO2 shielding.
2.4.8.1 The electrode manufacturer draws down the electrode to a finished diameter that,
with GMAW, is usually quite small. Diameters from .030" thru 1/16" are common.
2.4.8.2 Most steel GMAW electrodes are copper plated as a means of protecting the
surface. The copper inhibits rusting, provides smooth feeding, and helps electrical
conductivity.
2.4.8.3 Information on types and classifications will be covered in a future lesson.
CurrentChapter Table ofContents
Lesson 1The Basics of Arc
Welding
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Go To Test
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Lesson 5Welding Filler Metalsfor Stainless Steels
Glossary
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
SearchChapter(Faster
Download)
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
Turn Pages
Lesson 8HardsurfacingElectrodes
SearchDocument(Slower
Download)
Lesson 9 Estimating &
Comparing WeldMetal Costs
Lesson 10Reliability of Welding
Filler Metals

8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_27.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
2.5 FLUX CORED ARC WELDING
Flux Cored Arc Welding (FCAW) is quite similar to GMAW as far as operation and
equipment are concerned. The major difference is that FCAW utilizes an electrode that is very
different from the solid electrode used in GMAW. The flux cored electrode is a fabricated
electrode and as the name implies, flux material is deposited into its core. The flux cored
electrode begins as a flat metal strip that is formed first into a "U" shape. Flux and alloying
elements are deposited into the "U" and then the shape is closed into a tubular configuration
by a series of forming rolls.
2.5.0.1 The flux cored electrode is a continuous electrode that is fed into the arc where it is
melted and transferred into the molten puddle. As in GMAW, the flux cored process depends
on a gas shield to protect the weld zone from detrimental atmospheric contamination. With
FCAW, there are two primary ways this is accomplished (See Figure 18). The gas is either
applied externally, in which case the electrode is referred to as a gas shielded flux cored
electrode, or it is generated from the decomposition of gas forming ingredients contained in
the electrode's core. In this instance, the electrode is known as a self-shielding flux cored
electrode. In addition to the gas shield, the flux cored electrode produces a slag covering for
further protection of the weld metal as it cools. The slag is manually removed with a wire brush
or chipping hammer.
2.5.1 Self Shielded Process - The main advantage of the self shielding method is that
its operation is somewhat simplified because of the absence of external shielding equipment.
FIGURE 18
GAS CUP
GAS SHIELD
FLUX CORE
GAS SHIELDED
CONTACT TIP
INSULATEDGUIDE TUBE
SELF SHIELDED
CONTACT TIP
FLUX CORE
FLUX-CORED ARC WELDING
CurrentChapter Table ofContents
Lesson 1The Basics of Arc
Welding
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Go To Test
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Lesson 5Welding Filler Metalsfor Stainless Steels
Glossary
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
SearchChapter(Faster
Download)
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
Turn Pages
Lesson 8HardsurfacingElectrodes
SearchDocument(Slower
Download)
Lesson 9 Estimating &
Comparing WeldMetal Costs
Lesson 10Reliability of Welding
Filler Metals
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_28.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
Although self shielding electrodes have been developed for welding low alloy and stainless
steels, they are most widely used on mild steels. The self shielding method generally uses a
long electrical stick-out (distance between the contact tube and the end of the unmelted elec-
trode) commonly from one to four inches. Electrical resistance is increased with the long
extension, preheating the electrode before it is fed into the arc. This enables the electrode to
burn off at a faster rate and increases deposition. The preheating also decreases the heat
available for melting the base metal, resulting in a more shallow penetration than the gas
shielded process.
2.5.1.1 A major drawback of the self shielded process is the metallurgical quality of the
deposited weld metal. In addition to gaining its shielding ability from gas forming ingredients
in the core, the self shielded electrode contains a high level of deoxidizing and denitrifying
alloys, primarily aluminum, in its core. Although the aluminum performs well in neutralizing the
affects of oxygen and nitrogen in the arc zone, its presence in the weld metal will reduce
ductility and impact strength at low temperatures. For this reason, the self shielding method is
usually restricted to less critical applications.
2.5.1.2 The self shielding electrodes are more suitable for welding in drafty locations than
the gas shielded types. Since the molten filler metal is on the outside of the flux, the gases
formed by the decomposing flux are not totally relied upon to shield the arc from the
atmosphere. The deoxidizing and denitrifying elements in the flux further help to neutralize the
affects of nitrogen and oxygen present in the weld zone.
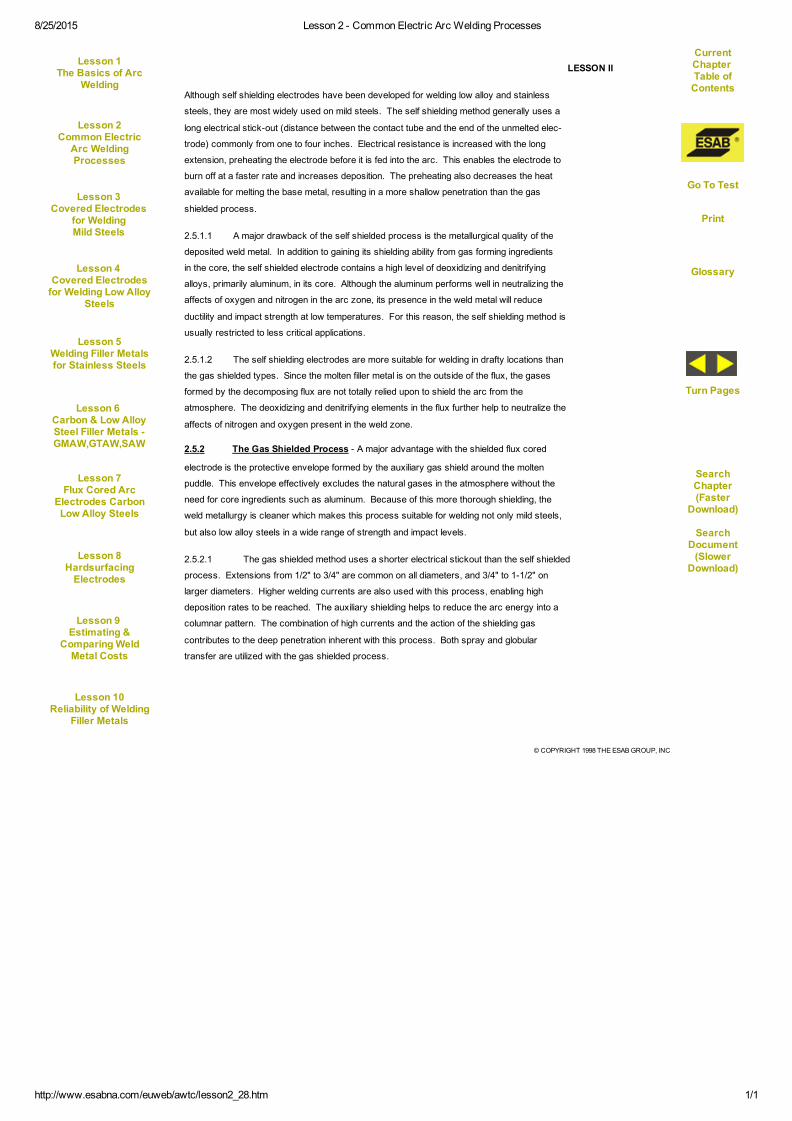
2.5.2 The Gas Shielded Process - A major advantage with the shielded flux cored
electrode is the protective envelope formed by the auxiliary gas shield around the molten
puddle. This envelope effectively excludes the natural gases in the atmosphere without the
need for core ingredients such as aluminum. Because of this more thorough shielding, the
weld metallurgy is cleaner which makes this process suitable for welding not only mild steels,
but also low alloy steels in a wide range of strength and impact levels.
2.5.2.1 The gas shielded method uses a shorter electrical stickout than the self shielded
process. Extensions from 1/2" to 3/4" are common on all diameters, and 3/4" to 1-1/2" on
larger diameters. Higher welding currents are also used with this process, enabling high
deposition rates to be reached. The auxiliary shielding helps to reduce the arc energy into a
columnar pattern. The combination of high currents and the action of the shielding gas
contributes to the deep penetration inherent with this process. Both spray and globular
transfer are utilized with the gas shielded process.
CurrentChapter Table ofContents
Lesson 1The Basics of Arc
Welding
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Go To Test
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Lesson 5Welding Filler Metalsfor Stainless Steels
Glossary
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
SearchChapter(Faster
Download)
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
Turn Pages
Lesson 8HardsurfacingElectrodes
SearchDocument(Slower
Download)
Lesson 9 Estimating &
Comparing WeldMetal Costs
Lesson 10Reliability of Welding
Filler Metals
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_29.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
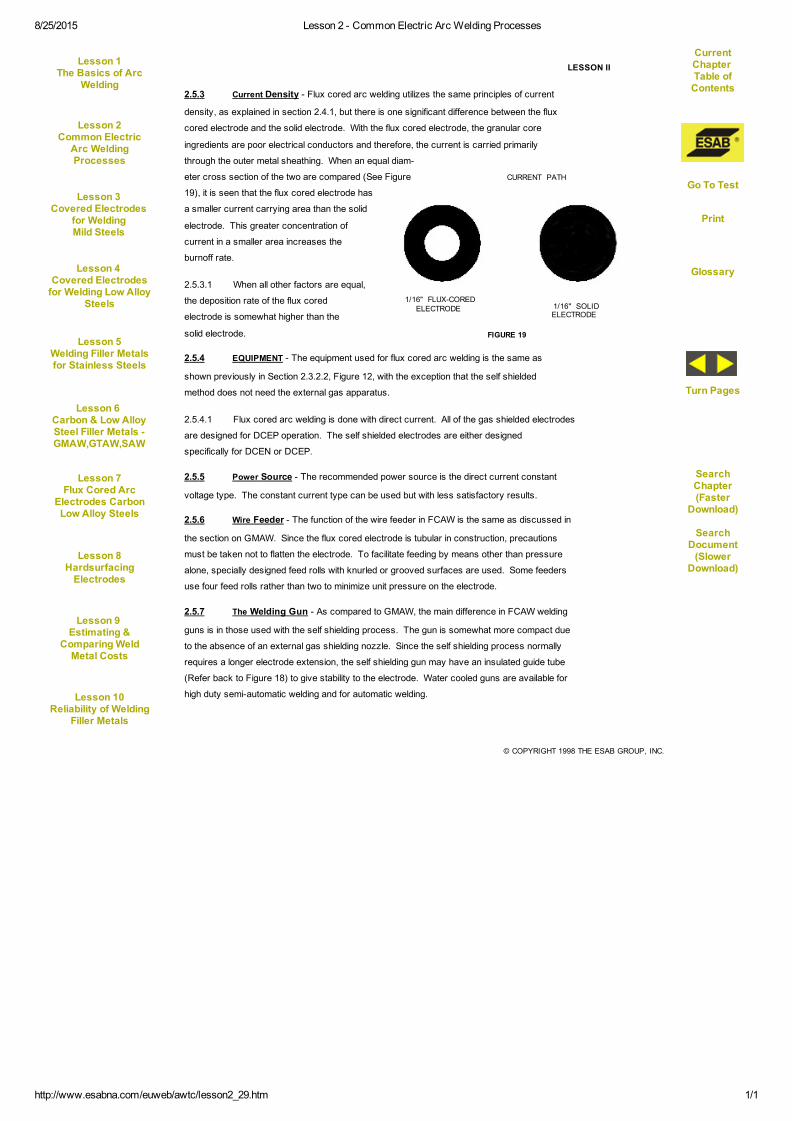
2.5.3 Current Density - Flux cored arc welding utilizes the same principles of current
density, as explained in section 2.4.1, but there is one significant difference between the flux
cored electrode and the solid electrode. With the flux cored electrode, the granular core
ingredients are poor electrical conductors and therefore, the current is carried primarily
through the outer metal sheathing. When an equal diam-
eter cross section of the two are compared (See Figure
19), it is seen that the flux cored electrode has
a smaller current carrying area than the solid
electrode. This greater concentration of
current in a smaller area increases the
burnoff rate.
2.5.3.1 When all other factors are equal,
the deposition rate of the flux cored
electrode is somewhat higher than the
solid electrode.
2.5.4 EQUIPMENT - The equipment used for flux cored arc welding is the same as
shown previously in Section 2.3.2.2, Figure 12, with the exception that the self shielded
method does not need the external gas apparatus.
2.5.4.1 Flux cored arc welding is done with direct current. All of the gas shielded electrodes
are designed for DCEP operation. The self shielded electrodes are either designed
specifically for DCEN or DCEP.
2.5.5 Power Source - The recommended power source is the direct current constant
voltage type. The constant current type can be used but with less satisfactory results.
2.5.6 Wire Feeder - The function of the wire feeder in FCAW is the same as discussed in
the section on GMAW. Since the flux cored electrode is tubular in construction, precautions
must be taken not to flatten the electrode. To facilitate feeding by means other than pressure
alone, specially designed feed rolls with knurled or grooved surfaces are used. Some feeders
use four feed rolls rather than two to minimize unit pressure on the electrode.
2.5.7 The Welding Gun - As compared to GMAW, the main difference in FCAW welding
guns is in those used with the self shielding process. The gun is somewhat more compact due
to the absence of an external gas shielding nozzle. Since the self shielding process normally
requires a longer electrode extension, the self shielding gun may have an insulated guide tube
(Refer back to Figure 18) to give stability to the electrode. Water cooled guns are available for
high duty semi-automatic welding and for automatic welding.
FIGURE 19
CURRENT PATH
1/16" FLUX-COREDELECTRODE 1/16" SOLID
ELECTRODE
CurrentChapter Table ofContents
Lesson 1The Basics of Arc
Welding
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Go To Test
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Lesson 5Welding Filler Metalsfor Stainless Steels
Glossary
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
SearchChapter(Faster
Download)
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
Turn Pages
Lesson 8HardsurfacingElectrodes
SearchDocument(Slower
Download)
Lesson 9 Estimating &
Comparing WeldMetal Costs
Lesson 10Reliability of Welding
Filler Metals
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_3.htm 1/1
© COPYRIGHT 2000 THE ESAB GROUP, INC.
2.4.7.3 Pulse Spray Transfer ......................................................... 23
2.4.8 Electrodes ......................................................................................... 23
2.5 FLUX CORED ARC WELDING ....................................................... 24
2.5.1 Self-Shielded Process ....................................................................... 24
2.5.2 Gas Shielded Process....................................................................... 25
2.5.3 Current Density .................................................................................. 26
2.5.4 Equipment ......................................................................................... 26
2.5.5 Power Source.................................................................................... 26
2.5.6 Wire Feeder ...................................................................................... 26
2.5.7 Welding Guns .................................................................................... 26
2.5.8 Shielding Gases ................................................................................ 27
2.6 SUBMERGED ARC WELDING ....................................................... 27
2.6.1 Submerged Arc Flux .......................................................................... 28
2.6.2 The Welding Gun ............................................................................... 28
2.6.3 Power Sources .................................................................................. 28
2.6.4 Equipment ......................................................................................... 28
2.6.5 Electrodes ......................................................................................... 29
2.6.6 Summary ........................................................................................... 29
2.7 ELECTROSLAG AND ELECTROGAS WELDING .......................... 30
2.7.1 Electroslag Welding........................................................................... 30
2.7.2 Flux ................................................................................................... 30
2.7.3 Process ............................................................................................. 30
2.7.4 Equipment......................................................................................... 31
2.7.5 Summary .......................................................................................... 31
Appendix A - GLOSSARY OF TERMS ................................................................. 32
TABLE OF CONTENTSLESSON II - Con't.
Section Nr. Section Title Page
Lesson 1The Basics of Arc
Welding
CurrentChapter Table ofContents
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Go To Test
Lesson 5Welding Filler Metalsfor Stainless Steels
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
Glossary
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
SearchChapter(Faster
Download)
Lesson 8HardsurfacingElectrodes
Turn Pages
Lesson 9 Estimating &
Comparing WeldMetal Costs
SearchDocument(Slower
Download)
Lesson 10Reliability of Welding
Filler Metals
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_30.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
2.5.7.1 Flux cored welding generates fumes, that for environmental reasons, must be
removed from the welding area. This is usually done with an external exhaust system, but
welding guns with internal fume extractors have been developed. They are heavier than the
regular gun and must be properly maintained so that the extracting mechanism does not
disturb the shielding gas.
2.5.8 SHIELDING GASES - Carbon dioxide is the most widely used gas for auxiliaryshielding of the flux cored electrode. The other commonly used gas is a mixture of 75% Argon
and 25% CO2.
2.5.8.1 A carbon dioxide shield produces deep penetration and the transfer is globular. As
previously discussed, CO2 will dissociate in the heat of the arc. To counteract this
characteristic, deoxidizing elements are added to the core ingredients of the electrode. The
deoxidizers react to form solid oxide compounds that float to the surface as part of the slag
covering.
2.5.8.2 The addition of Argon to CO2 will increase the wetting action, produce a smooth arc
arc, and reduce spatter. The transfer is spray-like, and the penetration is somewhat less than
with the straight carbon dioxide.
2.5.8.3 While some flux cored electrodes are designed to operate well on both the 100%
CO2 or the 75/25 mixture, others are formulated specifically for the CO2 shield or the Argon/
CO2 mixture. If the recommended gas is not used with these electrodes, the weld chemistry
may be affected. The reason for this is that inert gas, such as Argon, does not react with the
other elements; therefore, allowing them to be transferred across the arc into the weld metal.
An electrode designed for CO2 shielding contains deoxidizing elements, such as silicon and
manganese. If a high percentage of Argon is used in the shielding medium, a large portion of
these elements may pass into the weld metal causing the weld metallurgy to be less ductile
than intended.
2.5.8.3 The opposite happens with electrodes formulated for a 75/25 mixture. These
electrodes are usually designed for high yield and tensile strength. If a high percentage of CO2
is used with them, the CO2 may react with the elements needed to attain these strength levels,
thereby preventing them from passing into the weld metal.
2.6 SUBMERGED ARC WELDING
Submerged Arc Welding (SAW) is different from the previously explained arc welding
processes in that the arc is not visible. The arc is submerged beneath loose granular flux. A
continuous electrode is fed by automatic drive rolls through an electrode holder where current
CurrentChapter Table ofContents
Lesson 1The Basics of Arc
Welding
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Go To Test
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Lesson 5Welding Filler Metalsfor Stainless Steels
Glossary
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
SearchChapter(Faster
Download)
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
Turn Pages
Lesson 8HardsurfacingElectrodes
SearchDocument(Slower
Download)
Lesson 9 Estimating &
Comparing WeldMetal Costs
Lesson 10Reliability of Welding
Filler Metals
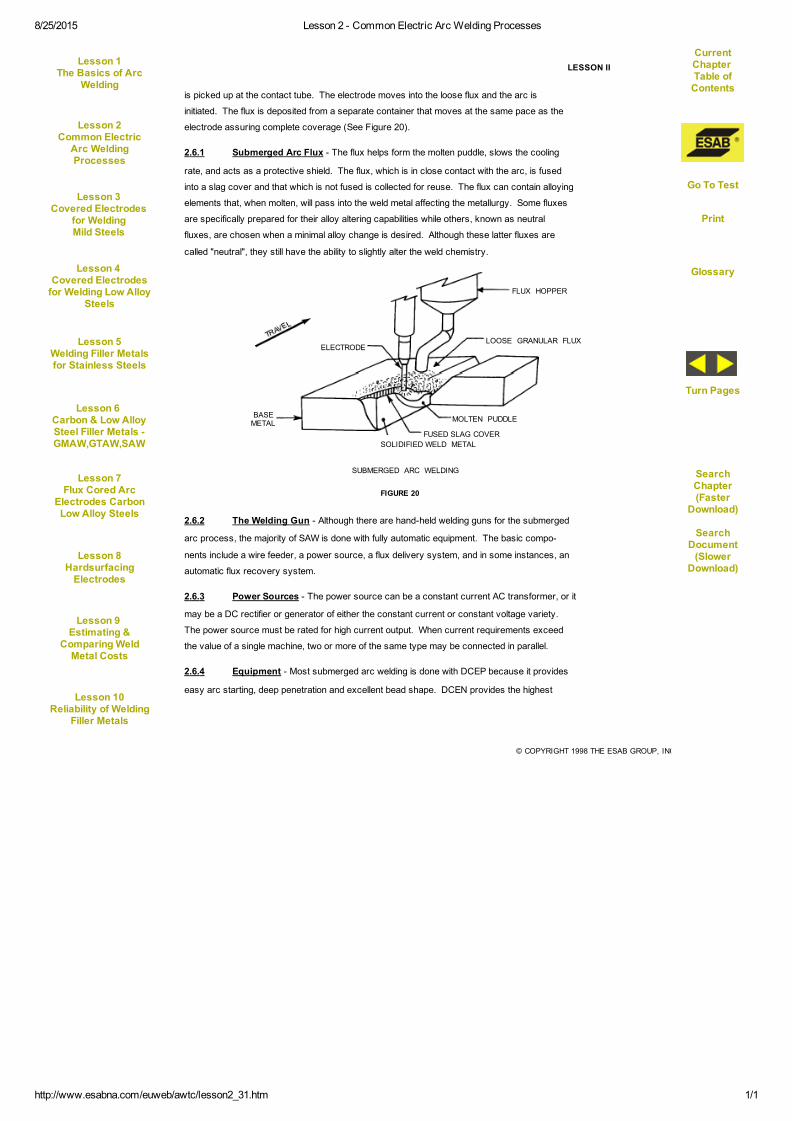
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_31.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
is picked up at the contact tube. The electrode moves into the loose flux and the arc is
initiated. The flux is deposited from a separate container that moves at the same pace as the
electrode assuring complete coverage (See Figure 20).
2.6.1 Submerged Arc Flux - The flux helps form the molten puddle, slows the cooling
rate, and acts as a protective shield. The flux, which is in close contact with the arc, is fused
into a slag cover and that which is not fused is collected for reuse. The flux can contain alloying
elements that, when molten, will pass into the weld metal affecting the metallurgy. Some fluxes
are specifically prepared for their alloy altering capabilities while others, known as neutral
fluxes, are chosen when a minimal alloy change is desired. Although these latter fluxes are
called "neutral", they still have the ability to slightly alter the weld chemistry.
FIGURE 20
FLUX HOPPER
LOOSE GRANULAR FLUX
MOLTEN PUDDLE
FUSED SLAG COVERSOLIDIFIED WELD METAL
BASEMETAL
ELECTRODE
SUBMERGED ARC WELDING
2.6.2 The Welding Gun - Although there are hand-held welding guns for the submerged
arc process, the majority of SAW is done with fully automatic equipment. The basic compo-
nents include a wire feeder, a power source, a flux delivery system, and in some instances, an
automatic flux recovery system.
2.6.3 Power Sources - The power source can be a constant current AC transformer, or it
may be a DC rectifier or generator of either the constant current or constant voltage variety.
The power source must be rated for high current output. When current requirements exceed
the value of a single machine, two or more of the same type may be connected in parallel.
2.6.4 Equipment - Most submerged arc welding is done with DCEP because it provides
easy arc starting, deep penetration and excellent bead shape. DCEN provides the highest
CurrentChapter Table ofContents
Lesson 1The Basics of Arc
Welding
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Go To Test
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Lesson 5Welding Filler Metalsfor Stainless Steels
Glossary
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
SearchChapter(Faster
Download)
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
Turn Pages
Lesson 8HardsurfacingElectrodes
SearchDocument(Slower
Download)
Lesson 9 Estimating &
Comparing WeldMetal Costs
Lesson 10Reliability of Welding
Filler Metals
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_32.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
deposition rates but minimum penetration. Alternating current is often used as a trailing arc in
tandem arc applications. In this type of application, the leading DCEP arc provides deep
penetration, and the closely trailing AC arc provides high deposition with a minimum of arc
blow.
2.6.5 Electrodes - A variety of ferrous and nonferrous electrodes are used in submerged
arc welding. They are usually solid electrodes refined with the appropriate alloys at the steel
mill, and then shipped to electrode manufacturers where they are drawn down to a specific
diameter and packaged. There is another type of sub arc electrode known as a composite
electrode, that is fabricated in the same manner as a flux cored electrode. A chief advantage
of this type is that the alloying elements can be added to the core of the electrode more
cheaply than a steel mill can produce those same alloys in a solid form. The electrodes for
SAW vary in diameter from 1/16 inch to 1/4 inch with the larger diameters being the most
widely used.
2.6.6 Summary - Submerged arc welding has some advantages over other welding
processes. Since the radiance of the arc is blanketed by the loose flux, there is no need for a
protective welding hood (although safety glasses are recommended), there is no spatter and
only a very minimal amount of fumes escape from under the blanket. High welding currents,
quite commonly in the 300 to 1600 ampere range, are used. These high currents, combined
with fast travel speeds, make SAW a high deposition process that is especially suitable for
applications that require a series of repetitious welds. Some setups allow two or more elec-
trodes to be fed simultaneously into the joint, further increasing the deposition rate and speed.
2.6.6.1 Although SAW has these advantages, it does have some limitations. The flux must
be deposited and collected for every welding pass. This requires additional equipment and
handling. Also because of the loose flux, the process is limited to the flat and horizontal
positions. The equipment for SAW is commonly quite bulky which limits its mobility, and
although the process works well on thick materials, it usually is not satisfactory for thin gauge
material. The process requires care in the operation. The amperages commonly used may
cause excessive heat buildup in the base metal, that may result in distortion or brittleness.
CurrentChapter Table ofContents
Lesson 1The Basics of Arc
Welding
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Go To Test
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Lesson 5Welding Filler Metalsfor Stainless Steels
Glossary
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
SearchChapter(Faster
Download)
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
Turn Pages
Lesson 8HardsurfacingElectrodes
SearchDocument(Slower
Download)
Lesson 9 Estimating &
Comparing WeldMetal Costs
Lesson 10Reliability of Welding
Filler Metals
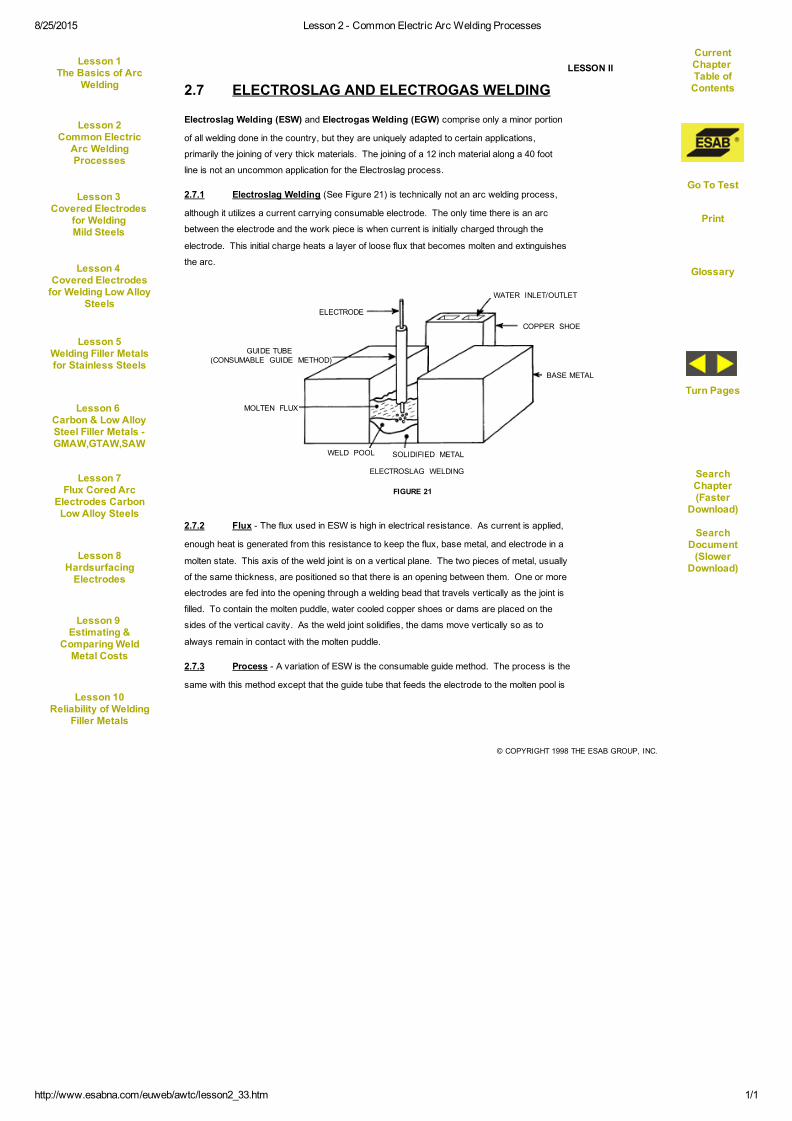
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_33.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
2.7 ELECTROSLAG AND ELECTROGAS WELDING
Electroslag Welding (ESW) and Electrogas Welding (EGW) comprise only a minor portion
of all welding done in the country, but they are uniquely adapted to certain applications,
primarily the joining of very thick materials. The joining of a 12 inch material along a 40 foot
line is not an uncommon application for the Electroslag process.
2.7.1 Electroslag Welding (See Figure 21) is technically not an arc welding process,
although it utilizes a current carrying consumable electrode. The only time there is an arc
between the electrode and the work piece is when current is initially charged through the
electrode. This initial charge heats a layer of loose flux that becomes molten and extinguishes
the arc.
2.7.2 Flux - The flux used in ESW is high in electrical resistance. As current is applied,
enough heat is generated from this resistance to keep the flux, base metal, and electrode in a
molten state. This axis of the weld joint is on a vertical plane. The two pieces of metal, usually
of the same thickness, are positioned so that there is an opening between them. One or more
electrodes are fed into the opening through a welding bead that travels vertically as the joint is
filled. To contain the molten puddle, water cooled copper shoes or dams are placed on the
sides of the vertical cavity. As the weld joint solidifies, the dams move vertically so as to
always remain in contact with the molten puddle.
2.7.3 Process - A variation of ESW is the consumable guide method. The process is the
same with this method except that the guide tube that feeds the electrode to the molten pool is
WATER INLET/OUTLET
COPPER SHOE
BASE METAL
SOLIDIFIED METALWELD POOL
MOLTEN FLUX
GUIDE TUBE(CONSUMABLE GUIDE METHOD)
ELECTRODE
ELECTROSLAG WELDING
FIGURE 21
CurrentChapter Table ofContents
Lesson 1The Basics of Arc
Welding
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Go To Test
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Lesson 5Welding Filler Metalsfor Stainless Steels
Glossary
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
SearchChapter(Faster
Download)
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
Turn Pages
Lesson 8HardsurfacingElectrodes
SearchDocument(Slower
Download)
Lesson 9 Estimating &
Comparing WeldMetal Costs
Lesson 10Reliability of Welding
Filler Metals

8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_34.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
also consumed. The chief advantage with this method is the elimination of the electrode
holder which must move vertically with the weld pool. Also since the guide tube is consumed,
the deposition rate is slightly increased with this method.
2.7.4 Equipment - The equipment used in ESW is all automatic and of special design.
The power source may use either AC or DC current. The electrode may be either solid or flux
cored, although if the flux cored is used, it must be specially formulated so as not to contain its
normal amount of slag forming ingredients.
2.7.5 Summary - Electrogas Welding is similar to ESW as far as the mechanical as-
pects are concerned. The equipment is automatic, the welding head travels vertically, and the
molten puddle is retained by shoes on the sides of the joint. The difference is that Electrogas
Welding utilizes an arc and it is externally gas shielded. The power source is also limited to
DC operation. The electrodes used in EGW can be either solid or flux cored.
CurrentChapter Table ofContents
Lesson 1The Basics of Arc
Welding
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Go To Test
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Lesson 5Welding Filler Metalsfor Stainless Steels
Glossary
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
SearchChapter(Faster
Download)
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
Turn Pages
Lesson 8HardsurfacingElectrodes
SearchDocument(Slower
Download)
Lesson 9 Estimating &
Comparing WeldMetal Costs
Lesson 10Reliability of Welding
Filler Metals
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_35.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
APPENDIX A
LESSON II - GLOSSARY OF TERMS
Arc Blow - Deviation of the direction of the welding arc caused by magnetic fields in the
work piece when welding with direct current.
Straight
Polarity- Welding condition when the electrode is connected to the negative terminal
and the work is connected to the positive terminal of the welding power source.
ReversePolarity
- Welding condition when the electrode is connected to the positive terminal
and the work is connected to the negative terminal of the welding power
source.
Slag - The brittle mass that forms over the weld bead on welds made with coated
electrodes, flux cored electrodes, submerged arc welding and other slag
producing welding processes. Welds made with the gas metal arc and the
gas tungsten arc welding processes are slag free.
Manual ArcWelding
- Welding with a coated electrode where the operator's hand controls travel
speed and the rate the electrode is fed into the arc.
Semi-Automatic
Welding- Welding with a continuous solid wire or flux cored electrode where the wire
feed speed, shielding gas flow rate, and voltage are preset on the equipment,
and the operator guides the hand held welding gun along the joint to be
welded.
SlagInclusion
- A weld defect where slag is entrapped in the weld metal before it can float to
the surface.
Root Pass - The initial pass in a multi-pass weld, usually requiring 100% penetration.
CurrentChapter Table ofContents
Lesson 1The Basics of Arc
Welding
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Go To Test
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Lesson 5Welding Filler Metalsfor Stainless Steels
Glossary
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
SearchChapter(Faster
Download)
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
Turn Pages
Lesson 8HardsurfacingElectrodes
SearchDocument(Slower
Download)
Lesson 9 Estimating &
Comparing WeldMetal Costs
Lesson 10Reliability of Welding
Filler Metals
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_36.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
Gas Ions - Shielding gas atoms that, in the presence of an electrical current, lose one or
more electrons and therefore, carry a positive electrical charge. The provide
a more electrically conductive path for the arc between the electrode and the
work piece.
HighFrequency - (as applied to gas-tungsten arc welding)
An alternating current consisting of over 50,000 cycles per second at high
voltage, low amperage that is superimposed on the welding circuit in GTAW
power sources. It ionizes a path for non-touch arc starting and stabilizes the
arc when welding with alternating current.
Inert Gases - Gases that are chemically inactive. They do not readily combine with other
elements.
Flux - In arc welding, fluxes are formulations that, when subjected to the arc, act as
a cleaning agent by dissolving oxides, releasing trapped gases and slag and
generally cleaning the weld metal by floating the impurities to the surface
where they solidify in the slag covering. The flux also serves to reduce spatter
and contributes to weld bead shape. The flux may be the coating on the
electrode, inside the electrode as in flux cored types, or in a granular form as
used in submerged arc welding.
Current
Density - The amperes per square inch of cross-sectional area of an electrode. High
current density results in high electrode melt-off rate and a concentrated, deep
penetrating arc.
Slope or SlopeControl - A necessary feature in welding power sources used for short circuiting arc
welding. Slope Control reduces the short circuiting current each time the
electrode touches the weld puddle (See Section 2.5.3).
Inductance - (as applies to short circuiting arc welding)
A feature in welding power sources designed for short circuiting arc welding
to retard the rate of current rise each time the electrode touches the weld
puddle.
CurrentChapter Table ofContents
Lesson 1The Basics of Arc
Welding
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Go To Test
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Lesson 5Welding Filler Metalsfor Stainless Steels
Glossary
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
SearchChapter(Faster
Download)
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
Turn Pages
Lesson 8HardsurfacingElectrodes
SearchDocument(Slower
Download)
Lesson 9 Estimating &
Comparing WeldMetal Costs
Lesson 10Reliability of Welding
Filler Metals
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_37.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
Contact Tip - That part of a gas metal arc welding gun or flux cored arc welding gun that
transfers the welding current to the welding wire immediately before the wire
enters the arc.
Spray
Transfer
- Mode of metal transfer across the arc where the molten metal droplets are
smaller than the electrode diameter and are axially directed to the weld puddle.
Requires high voltage and amperage settings and a shielding gas of at least
80% argon.
Globular
Transfer
- Mode of metal transfer across the arc where a molten ball larger than the
electrode diameter forms at the tip of the electrode. On detachment, it takes
on an irregular shape and tumbles towards the weld puddle sometimes
shorting between the electrode and work at irregular intervals. Occurs when
using shielding gases other than those consisting of at least 80% argon and
at medium current settings.
Pulse
Transfer
- Mode of metal transfer somewhat between spray and short circuiting. The
specific power source has built into it two output levels: a steady background
level, and a high output (peak) level. The later permits the transfer of metal
across the arc. This peak output is controllable between high and low values
up to several hundred cycles per second. The result of such a peak output
produces a spray arc below the typical transition current.
Short-circuiting
Transfer
- Mode of metal transfer in gas metal arc welding at low voltage and amperage.
Transfer takes place each time the electrode touches or short-circuits to the
weld puddle, extinguishing the arc. The short-circuiting current causes the
electrode to neck down, melt off, and then repeats the cycle.
Trimix or
Triple Mix
- A shielding gas consisting of approximately 90% helium, 7-1/2% argon, and
2-1/2% carbon dioxide used primarily for short-circuiting arc welding of
stainless steels. Maintains corrosion resistance of the stainless steel and
produces good wetting and excellent weld bead shape.
CurrentChapter Table ofContents
Lesson 1The Basics of Arc
Welding
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Go To Test
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Lesson 5Welding Filler Metalsfor Stainless Steels
Glossary
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
SearchChapter(Faster
Download)
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
Turn Pages
Lesson 8HardsurfacingElectrodes
SearchDocument(Slower
Download)
Lesson 9 Estimating &
Comparing WeldMetal Costs
Lesson 10Reliability of Welding
Filler Metals
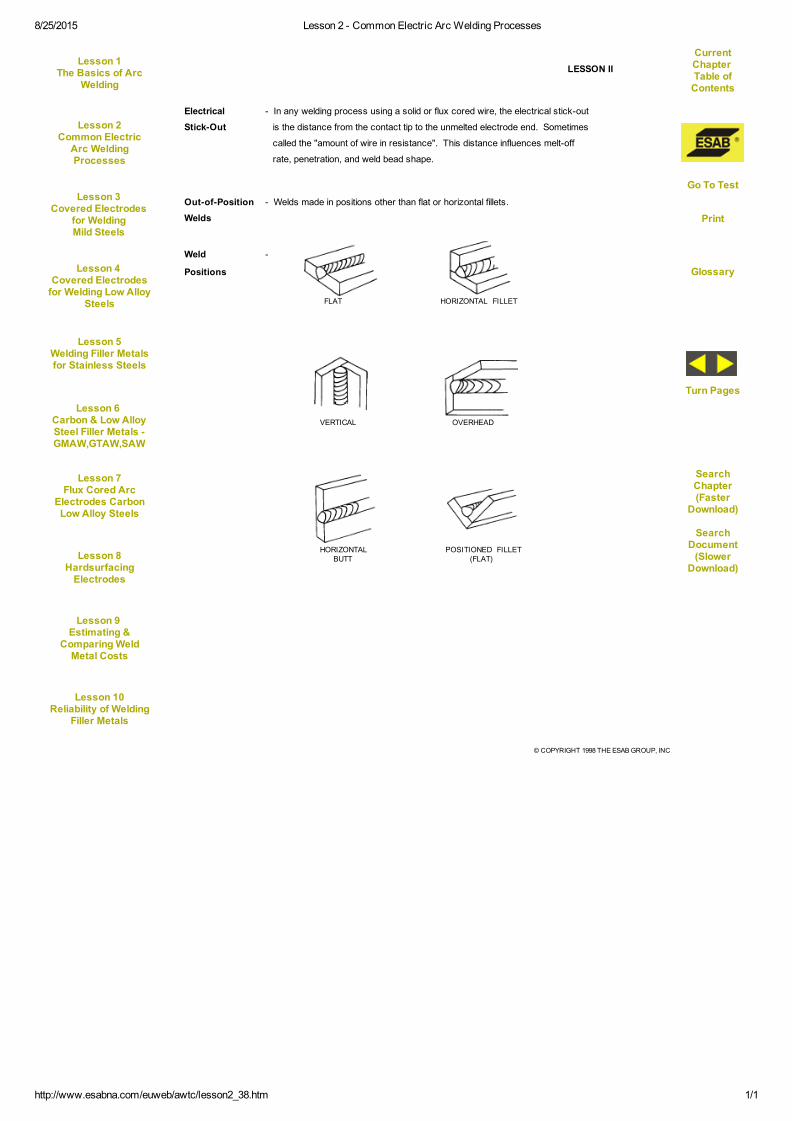
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_38.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
ElectricalStick-Out
- In any welding process using a solid or flux cored wire, the electrical stick-out
is the distance from the contact tip to the unmelted electrode end. Sometimes
called the "amount of wire in resistance". This distance influences melt-off
rate, penetration, and weld bead shape.
Out-of-PositionWelds
- Welds made in positions other than flat or horizontal fillets.
Weld
Positions
-
FLAT HORIZONTAL FILLET
VERTICAL OVERHEAD
HORIZONTALBUTT
POSITIONED FILLET(FLAT)
CurrentChapter Table ofContents
Lesson 1The Basics of Arc
Welding
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Go To Test
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Lesson 5Welding Filler Metalsfor Stainless Steels
Glossary
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
SearchChapter(Faster
Download)
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
Turn Pages
Lesson 8HardsurfacingElectrodes
SearchDocument(Slower
Download)
Lesson 9 Estimating &
Comparing WeldMetal Costs
Lesson 10Reliability of Welding
Filler Metals
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_4.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
COMMON ELECTRIC ARC WELDING PROCESSES
2.1 INTRODUCTION
After much experimentation by others in the early 1800's, an Englishman named Wilde
obtained the first electric welding patent in 1865. He successfully joined two small pieces of
iron by passing an electric current through both pieces producing a fusion weld. Approximately
twenty years later, Bernado, a Russian, was granted a patent for an electric arc welding
process in which he maintained an arc between a carbon electrode and the pieces to be
joined, fusing the metals together as the arc was manually passed over the joint to be welded.
2.1.0.1 During the 1890's, arc welding was accomplished with bare metal electrodes that
were consumed in the molten puddle and became part of the weld metal. The welds were of
poor quality due to the nitrogen and oxygen in the atmosphere forming harmful oxides and
nitrides in the weld metal. Early in the Twentieth Century, the importance of shielding the arc
from the atmosphere was realized. Covering the electrode with a material that decomposed in
the heat of the arc to form a gaseous shield appeared to be the best method to accomplish
this end. As a result, various methods of covering electrodes, such as wrapping and dipping,
were tried. These efforts culminated in the extruded coated electrode in the mid-1920's,
greatly improving the quality of the weld metal and providing what many consider the most
significant advance in electric arc welding.
2.1.0.2 Since welding with coated electrodes is a rather slow procedure, more rapid
welding processes were developed. This lesson will cover the more commonly used electric
arc welding processes in use today.
2.2 SHIELDED METAL ARC WELDING
Shielded Metal Arc Welding*, also known as manual metal arc welding, stick welding, orelectric arc welding, is the most widely used of the various arc welding processes. Welding is
performed with the heat of an electric arc that is maintained between the end of a coated metal
electrode and the work piece (See Figure 1). The heat produced by the arc melts the base
metal, the electrode core rod, and the coating. As the molten metal droplets are transferred
across the arc and into the molten weld puddle, they are shielded from the atmosphere by the
gases produced from the decomposition of the flux coating. The molten slag floats to the top
of the weld puddle where it protects the weld metal from the atmosphere during solidification.
Lesson 1The Basics of Arc
Welding
CurrentChapter Table ofContents
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Go To Test
Lesson 5Welding Filler Metalsfor Stainless Steels
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
Glossary
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
SearchChapter(Faster
Download)
Lesson 8HardsurfacingElectrodes
Turn Pages
Lesson 9 Estimating &
Comparing WeldMetal Costs
SearchDocument(Slower
Download)
Lesson 10Reliability of Welding
Filler Metals
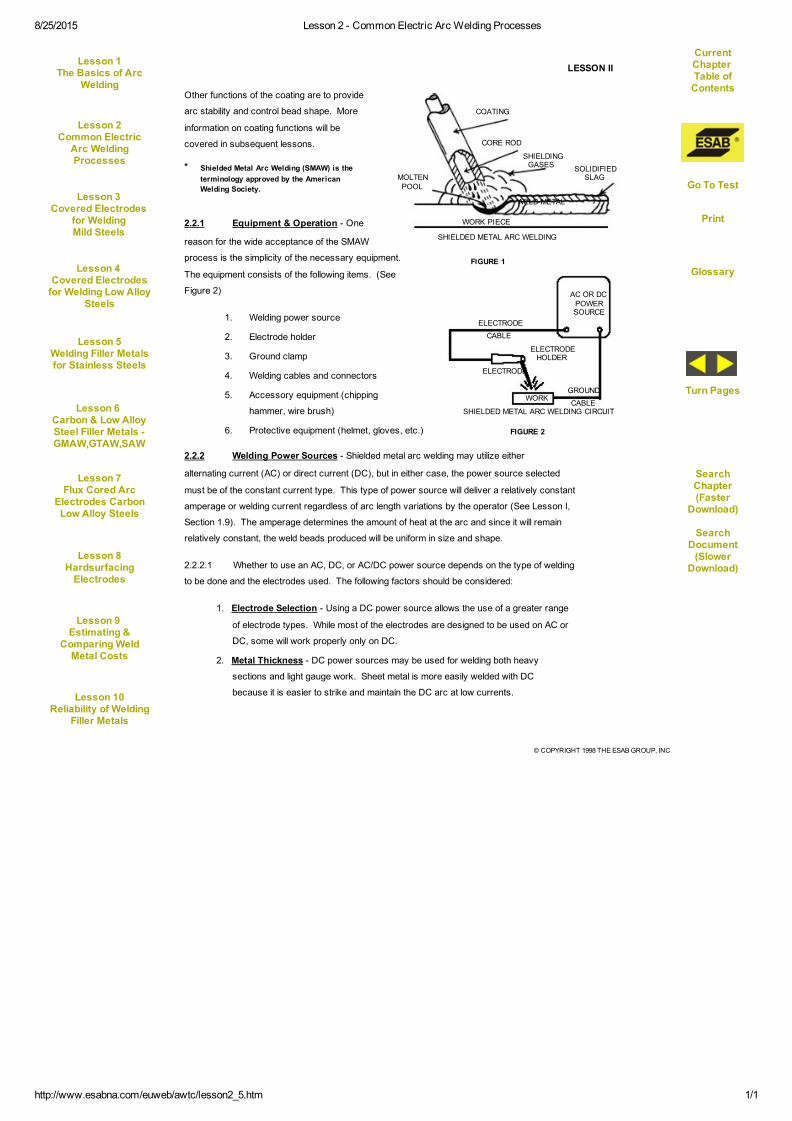
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_5.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
Other functions of the coating are to provide
arc stability and control bead shape. More
information on coating functions will be
covered in subsequent lessons.
* Shielded Metal Arc Welding (SMAW) is theterminology approved by the AmericanWelding Society.
2.2.1 Equipment & Operation - One
reason for the wide acceptance of the SMAW
process is the simplicity of the necessary equipment.
The equipment consists of the following items. (See
Figure 2)
1. Welding power source
2. Electrode holder
3. Ground clamp
4. Welding cables and connectors
5. Accessory equipment (chipping
hammer, wire brush)
6. Protective equipment (helmet, gloves, etc.)
2.2.2 Welding Power Sources - Shielded metal arc welding may utilize either
alternating current (AC) or direct current (DC), but in either case, the power source selected
must be of the constant current type. This type of power source will deliver a relatively constant
amperage or welding current regardless of arc length variations by the operator (See Lesson I,
Section 1.9). The amperage determines the amount of heat at the arc and since it will remain
relatively constant, the weld beads produced will be uniform in size and shape.
2.2.2.1 Whether to use an AC, DC, or AC/DC power source depends on the type of welding
to be done and the electrodes used. The following factors should be considered:
1. Electrode Selection - Using a DC power source allows the use of a greater range
of electrode types. While most of the electrodes are designed to be used on AC or
DC, some will work properly only on DC.
2. Metal Thickness - DC power sources may be used for welding both heavysections and light gauge work. Sheet metal is more easily welded with DC
because it is easier to strike and maintain the DC arc at low currents.
FIGURE 1
CORE ROD
SHIELDINGGASES SOLIDIFIED
SLAG
WELD METAL
WORK PIECE
MOLTENPOOL
SHIELDED METAL ARC WELDING
AC OR DCPOWERSOURCE
ELECTRODECABLE
ELECTRODEHOLDER
ELECTRODE
GROUNDCABLEWORK
SHIELDED METAL ARC WELDING CIRCUIT
FIGURE 2
Lesson 1The Basics of Arc
Welding
CurrentChapter Table ofContents
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Go To Test
Lesson 5Welding Filler Metalsfor Stainless Steels
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
Glossary
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
SearchChapter(Faster
Download)
Lesson 8HardsurfacingElectrodes
Turn Pages
Lesson 9 Estimating &
Comparing WeldMetal Costs
SearchDocument(Slower
Download)
Lesson 10Reliability of Welding
Filler Metals
COATING
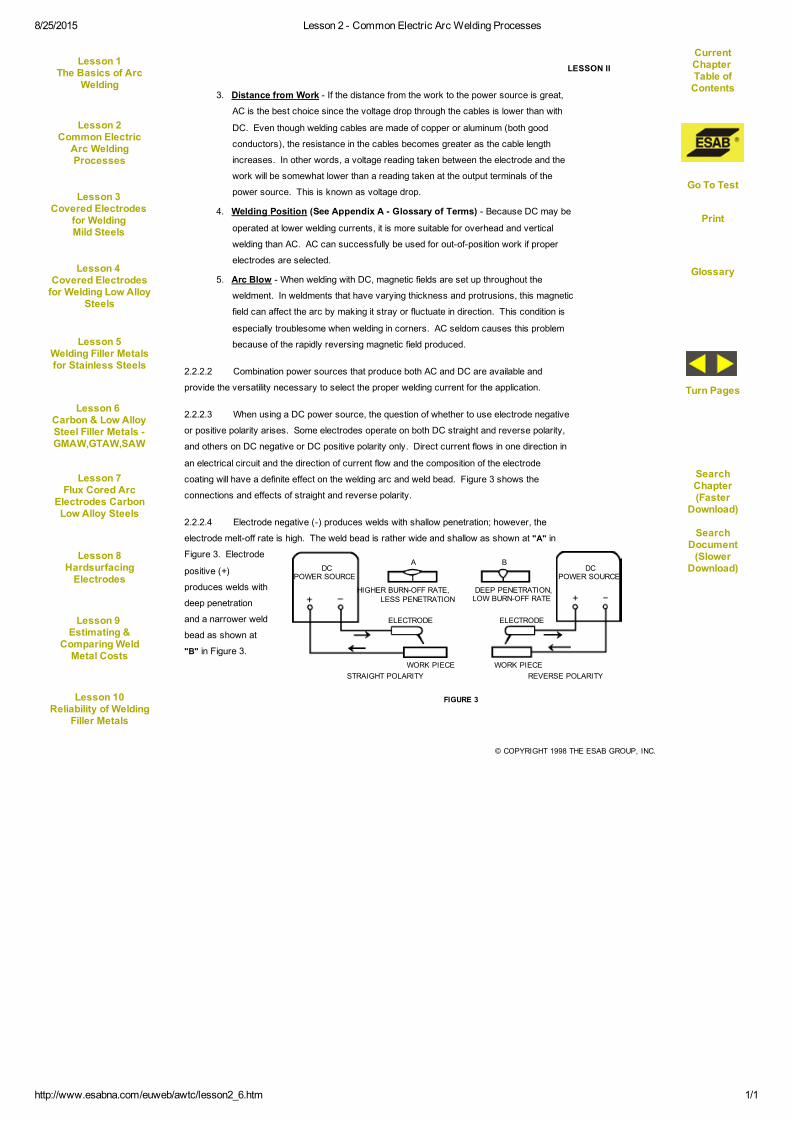
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_6.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
3. Distance from Work - If the distance from the work to the power source is great,AC is the best choice since the voltage drop through the cables is lower than with
DC. Even though welding cables are made of copper or aluminum (both good
conductors), the resistance in the cables becomes greater as the cable length
increases. In other words, a voltage reading taken between the electrode and the
work will be somewhat lower than a reading taken at the output terminals of the
power source. This is known as voltage drop.
4. Welding Position (See Appendix A - Glossary of Terms) - Because DC may be
operated at lower welding currents, it is more suitable for overhead and vertical
welding than AC. AC can successfully be used for out-of-position work if proper
electrodes are selected.
5. Arc Blow - When welding with DC, magnetic fields are set up throughout theweldment. In weldments that have varying thickness and protrusions, this magnetic
field can affect the arc by making it stray or fluctuate in direction. This condition is
especially troublesome when welding in corners. AC seldom causes this problem
because of the rapidly reversing magnetic field produced.
2.2.2.2 Combination power sources that produce both AC and DC are available and
provide the versatility necessary to select the proper welding current for the application.
2.2.2.3 When using a DC power source, the question of whether to use electrode negative
or positive polarity arises. Some electrodes operate on both DC straight and reverse polarity,
and others on DC negative or DC positive polarity only. Direct current flows in one direction in
an electrical circuit and the direction of current flow and the composition of the electrode
coating will have a definite effect on the welding arc and weld bead. Figure 3 shows the
connections and effects of straight and reverse polarity.
2.2.2.4 Electrode negative (-) produces welds with shallow penetration; however, the
electrode melt-off rate is high. The weld bead is rather wide and shallow as shown at "A" in
Figure 3. Electrode
positive (+)
produces welds with
deep penetration
and a narrower weld
bead as shown at
"B" in Figure 3.
FIGURE 3
DCPOWER SOURCE
ELECTRODE
DCPOWER SOURCE
ELECTRODE
A
HIGHER BURN-OFF RATE,LESS PENETRATION
DEEP PENETRATION,LOW BURN-OFF RATE
WORK PIECE
B
STRAIGHT POLARITY REVERSE POLARITYWORK PIECE
CurrentChapter Table ofContents
Lesson 1The Basics of Arc
Welding
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Go To Test
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Lesson 5Welding Filler Metalsfor Stainless Steels
Glossary
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
SearchChapter(Faster
Download)
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
Turn Pages
Lesson 8HardsurfacingElectrodes
SearchDocument(Slower
Download)
Lesson 9 Estimating &
Comparing WeldMetal Costs
Lesson 10Reliability of Welding
Filler Metals
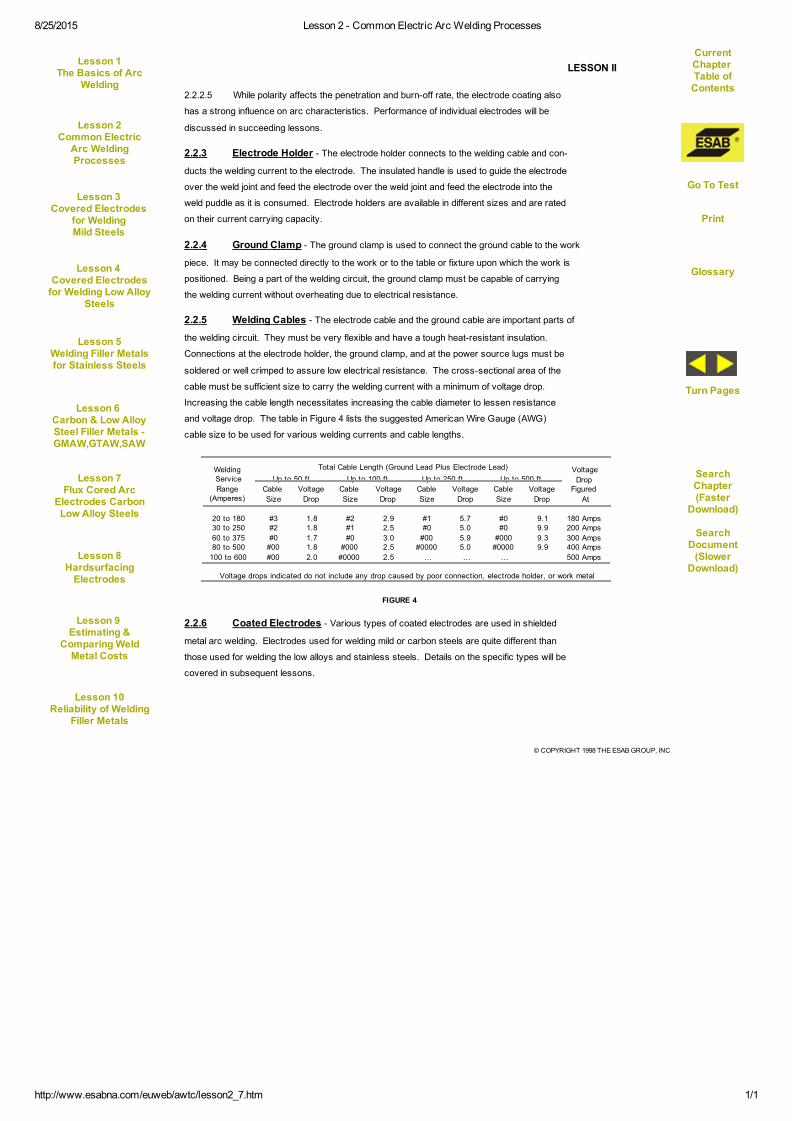
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_7.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
2.2.2.5 While polarity affects the penetration and burn-off rate, the electrode coating also
has a strong influence on arc characteristics. Performance of individual electrodes will be
discussed in succeeding lessons.
2.2.3 Electrode Holder - The electrode holder connects to the welding cable and con-ducts the welding current to the electrode. The insulated handle is used to guide the electrode
over the weld joint and feed the electrode over the weld joint and feed the electrode into the
weld puddle as it is consumed. Electrode holders are available in different sizes and are rated
on their current carrying capacity.
2.2.4 Ground Clamp - The ground clamp is used to connect the ground cable to the workpiece. It may be connected directly to the work or to the table or fixture upon which the work is
positioned. Being a part of the welding circuit, the ground clamp must be capable of carrying
the welding current without overheating due to electrical resistance.
2.2.5 Welding Cables - The electrode cable and the ground cable are important parts ofthe welding circuit. They must be very flexible and have a tough heat-resistant insulation.
Connections at the electrode holder, the ground clamp, and at the power source lugs must be
soldered or well crimped to assure low electrical resistance. The cross-sectional area of the
cable must be sufficient size to carry the welding current with a minimum of voltage drop.
Increasing the cable length necessitates increasing the cable diameter to lessen resistance
and voltage drop. The table in Figure 4 lists the suggested American Wire Gauge (AWG)
cable size to be used for various welding currents and cable lengths.
Total Cable Length (Ground Lead Plus Electrode Lead)Up to 50 ft. Up to 100 ft. Up to 250 ft. Up to 500 ft.
Cable Voltage Cable Voltage Cable Voltage Cable VoltageSize Drop Size Drop Size Drop Size Drop
20 to 180 #3 1.8 #2 2.9 #1 5.7 #0 9.1 180 Amps30 to 250 #2 1.8 #1 2.5 #0 5.0 #0 9.9 200 Amps60 to 375 #0 1.7 #0 3.0 #00 5.9 #000 9.3 300 Amps80 to 500 #00 1.8 #000 2.5 #0000 5.0 #0000 9.9 400 Amps100 to 600 #00 2.0 #0000 2.5 ... ... ... 500 Amps
Voltage drops indicated do not include any drop caused by poor connection, electrode holder, or work metal
WeldingServiceRange(Amperes)
VoltageDropFiguredAt
FIGURE 4
2.2.6 Coated Electrodes - Various types of coated electrodes are used in shieldedmetal arc welding. Electrodes used for welding mild or carbon steels are quite different than
those used for welding the low alloys and stainless steels. Details on the specific types will be
covered in subsequent lessons.
CurrentChapter Table ofContents
Lesson 1The Basics of Arc
Welding
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Go To Test
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Lesson 5Welding Filler Metalsfor Stainless Steels
Glossary
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
SearchChapter(Faster
Download)
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
Turn Pages
Lesson 8HardsurfacingElectrodes
SearchDocument(Slower
Download)
Lesson 9 Estimating &
Comparing WeldMetal Costs
Lesson 10Reliability of Welding
Filler Metals

8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_8.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
2.3 GAS TUNGSTEN ARC WELDING
Gas Tungsten Arc Welding* is a welding process performed using the heat of an arc
established between a nonconsumable tungsten electrode and the work piece. See Figure 5.
The electrode, the arc, and the area surrounding the molten weld puddle are protected from
the atmosphere by an inert gas shield. The electrode is not consumed in the weld puddle as in
shielded metal arc welding. If a filler metal is
necessary, it is added to the leading
the molten puddle as shown in
2.3.0.1 Gas tungsten arc welding
produces exceptionally clean welds
no slag is produced, the chance
inclusions in the weld metal is
and the finished weld requires
virtually no cleaning. Argon
and Helium, the primary
shielding gases employed,
are inert gases. Inert gases
do not chemically combine
with other elements and
therefore, are used to exclude
the reactive gases, such as oxygen and
nitrogen, from forming compounds that could
be detrimental to the weld metal.
2.3.0.2 Gas tungsten arc welding may be used for welding almost all metals — mild steel,
low alloys, stainless steel, copper and copper alloys, aluminum and aluminum alloys, nickel
and nickel alloys, magnesium and magnesium alloys, titanium, and others. This process is
most extensively used for welding aluminum and stainless steel alloys where weld integrity is of
the utmost importance. Another use is for the root pass (initial pass) in pipe welding, which
requires a weld of the highest quality. Full penetration without an excessively high inside bead
is important in the root pass, and due to the ease of current control of this process, it lends
itself to control of back-bead size. For high quality welds, it is usually necessary to provide an
inert shielding gas inside the pipe to prevent oxidation of the inside weld bead.
* Gas Tungsten Arc Welding (GTAW) is the current terminology approved by the American Welding Society,formerly known as "TIG" (Tungsten Inert Gas) welding.
FIGURE 5
TRAVELDIRECTION
TORCH
SHIELDING GASNOZZLE
INERT GASSHIELD
WORK PIECE
TUNGSTENELECTRODE
ARC
FILLERMETAL
GAS TUNGSTEN ARC WELDING
CurrentChapter Table ofContents
Lesson 1The Basics of Arc
Welding
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Go To Test
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Lesson 5Welding Filler Metalsfor Stainless Steels
Glossary
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
SearchChapter(Faster
Download)
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
Turn Pages
Lesson 8HardsurfacingElectrodes
SearchDocument(Slower
Download)
Lesson 9 Estimating &
Comparing WeldMetal Costs
Lesson 10Reliability of Welding
Filler Metals
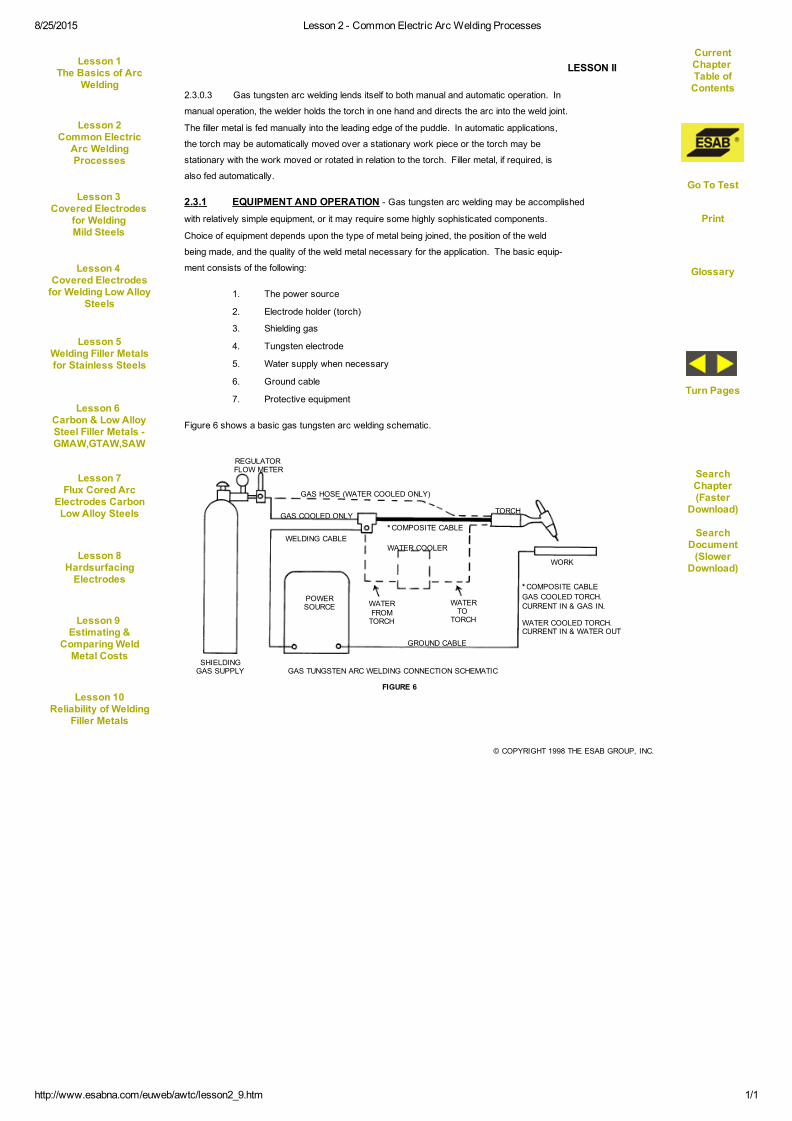
8/25/2015 Lesson 2 - Common Electric Arc Welding Processes
http://www.esabna.com/euweb/awtc/lesson2_9.htm 1/1
© COPYRIGHT 1998 THE ESAB GROUP, INC.
LESSON II
2.3.0.3 Gas tungsten arc welding lends itself to both manual and automatic operation. In
manual operation, the welder holds the torch in one hand and directs the arc into the weld joint.
The filler metal is fed manually into the leading edge of the puddle. In automatic applications,
the torch may be automatically moved over a stationary work piece or the torch may be
stationary with the work moved or rotated in relation to the torch. Filler metal, if required, is
also fed automatically.
2.3.1 EQUIPMENT AND OPERATION - Gas tungsten arc welding may be accomplishedwith relatively simple equipment, or it may require some highly sophisticated components.
Choice of equipment depends upon the type of metal being joined, the position of the weld
being made, and the quality of the weld metal necessary for the application. The basic equip-
ment consists of the following:
1. The power source
2. Electrode holder (torch)
3. Shielding gas
4. Tungsten electrode
5. Water supply when necessary
6. Ground cable
7. Protective equipment
Figure 6 shows a basic gas tungsten arc welding schematic.
FIGURE 6
REGULATORFLOW METER
GAS HOSE (WATER COOLED ONLY)
TORCH
* COMPOSITE CABLE
WATER COOLER
GAS COOLED ONLY
WELDING CABLE
SHIELDINGGAS SUPPLY
POWERSOURCE WATER
FROMTORCH
WATERTOTORCH
GROUND CABLE
WORK
* COMPOSITE CABLEGAS COOLED TORCH.CURRENT IN & GAS IN.
WATER COOLED TORCH.CURRENT IN & WATER OUT
GAS TUNGSTEN ARC WELDING CONNECTION SCHEMATIC
CurrentChapter Table ofContents
Lesson 1The Basics of Arc
Welding
Lesson 2Common Electric
Arc WeldingProcesses
Lesson 3Covered Electrodes
for WeldingMild Steels
Go To Test
Lesson 4 Covered Electrodesfor Welding Low Alloy
Steels
Lesson 5Welding Filler Metalsfor Stainless Steels
Glossary
Lesson 6 Carbon & Low AlloySteel Filler Metals -GMAW,GTAW,SAW
SearchChapter(Faster
Download)
Lesson 7Flux Cored Arc
Electrodes CarbonLow Alloy Steels
Turn Pages
Lesson 8HardsurfacingElectrodes
SearchDocument(Slower
Download)
Lesson 9 Estimating &
Comparing WeldMetal Costs
Lesson 10Reliability of Welding
Filler Metals