era technology limited technical consultancy...
TRANSCRIPT
© ERA Technology Limited
ERA Technology Limited
Technical Consultancy Services Forensic Engineering and Expert Witness
Claire Malpas Rotating Equipment Consultant [email protected]

© ERA Technology Limited
Agenda
• About ERA
• Introduction to Failure Investigations
• Case Study 1 – Reciprocating Compressor
• Case Study 2 – Gas Turbine
• How to make an investigation easier
17/09/2014 2
© ERA Technology Limited
About ERA Technology
• Responsive, independent engineering consultancy
• Engaged by many of top 100 international organisations
• Impressive engineering knowledge drawn from origins in research and development
• World-class engineers and specialists
• Offices in UK, Europe and UAE – global network through sister companies
• Part of the
• Global providers of technical, quality and safety solutions to the Energy industries
www.era.co.uk

© ERA Technology Limited
Specialist asset experience
4
• Turbo-machinery – gas and steam turbines
• Engines
• Pumps
• Compressors
• Motors
We have particular knowledge of the following assets:
Rotating
Electrical
• Transformers
• Cables
• Switchgear
• Protection devices
Static
• Fired Heaters & Steam Reformers
• Coke Drums,
• Platformer reactors vessels & pipework
• Heat Exchangers, pressure equipment & boilers
17/09/2014

© ERA Technology Limited 5
Through-life services
System Specification
Procurement
Construction
Commissioning
Detailed Design
Conceptual Design
Through-Life Management
Change of Use/Life Extension/End of
Life
Decommissioning
FEED, EPC Contractors
Construction Companies
Owner Operators
Specialist Contractors
• Safety Engineering
• Power Systems Design
• EMC
• Engineering Design Improvements
• 3rd Party Verification
• Power Systems Protection
• Remaining Life Assessments
• Fitness for Service
• Forensic Engineering and Root Cause Analysis
Engineering Subcontractors
17/09/2014

© ERA Technology Limited 17/09/2014 6 17/09/2014 6
Why carry out a failure investigation?
• Insurers & Loss Adjusters:
• Understanding the root causes
• Separating out damage by event
• Identifying the limits of attributable damage
• Assisting during re-instatement
• Operators & Owners:
• Understanding the root causes
• Identifying corrective actions to avoid recurrence
• Assisting during re-instatement
• E.g. Liaising with suppliers, evaluating feasibility
• Confirming effectiveness of corrective actions
• Improve safety
© ERA Technology Limited
First steps in a failure investigation
• Collect the initial information
• Examine the damage
• As soon as possible after the event
• In-situ if possible
• Witness dismantling if possible
• Obtain evidence
• Damaged components in their as-found condition
• Interview witnesses
• Data and records
17/09/2014 7

© ERA Technology Limited
Typical investigation techniques
• Physical examination of components
• Simulation e.g. FEA, calculations, metallography
• Brainstorming sessions
• Cause-effect mapping (Apollo approach)
• Elimination of unlikely causes
• Building hypothesis
• Testing hypothesis
17/09/2014 8
© ERA Technology Limited
Case Study 1 – Fool me once…
17/09/2014 9

© ERA Technology Limited
Case Study – Fool me once…
• Upstream Oil and Gas field in Africa
• Commissioning of a 2 stage reciprocating booster compressor system
• Catastrophic failure – hydrocarbon leak
• Following rebuild the unit failed again on start-up
• Parties Involved
• Owner/operator
• Package provider
• Compressor OEM
• Third party independent – ERA Technology
17/09/2014 10
© ERA Technology Limited
Case Study
• Reciprocating compressors
• Process diagram/conditions
• Initial information from the failures
• Findings
• Recommendations
• Outcomes
17/09/2014 11

© ERA Technology Limited
Reciprocating Compressors
• Positive displacement
• Fixed volume
• Does not like incompressible fluid
• Can be run by diesel engines, electric motors, or turbines
• Used where high pressure ratios are required, e.g. for export of dry natural gas or instrument air etc.
17/09/2014 12
© ERA Technology Limited
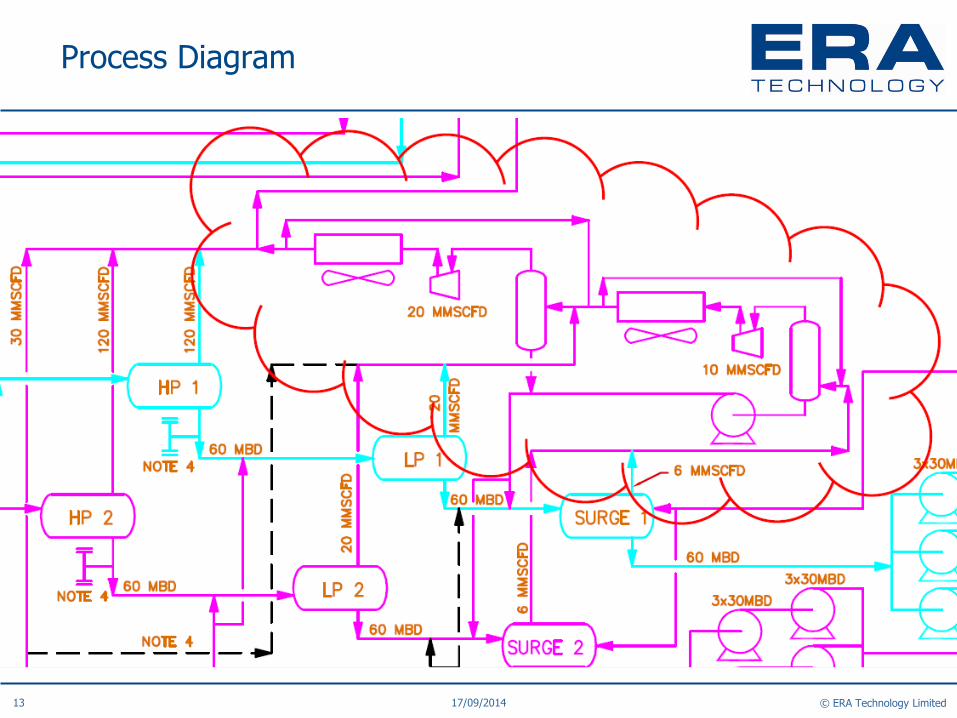
Process Diagram
17/09/2014 13
© ERA Technology Limited
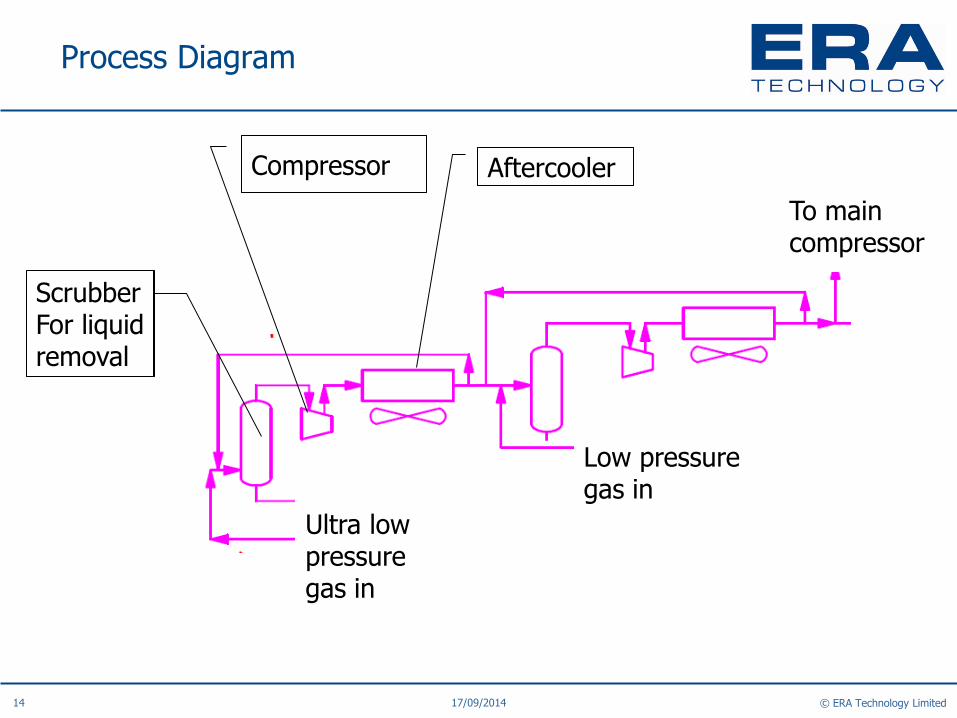
Process Diagram
17/09/2014 14
Ultra low pressure gas in
Low pressure gas in
To main compressor
Aftercooler Compressor
Scrubber For liquid removal
© ERA Technology Limited
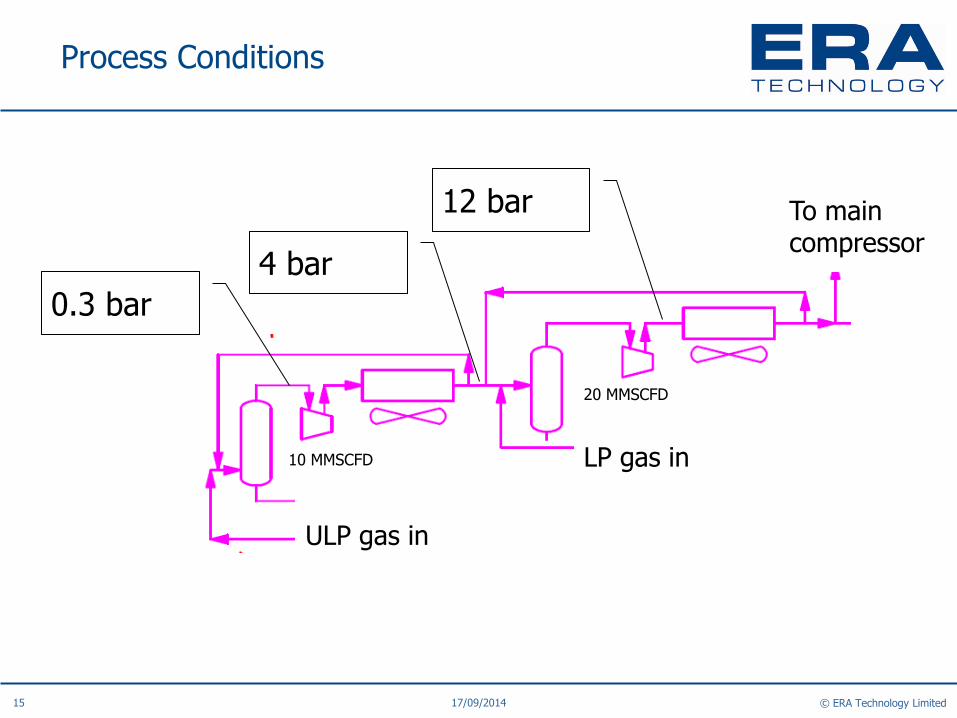
Process Conditions
17/09/2014 15
ULP gas in
LP gas in
0.3 bar
4 bar
12 bar To main compressor
10 MMSCFD
20 MMSCFD
© ERA Technology Limited
• During a commissioning test run the system tripped on hydrocarbon release in the area of the compressor.
• On inspection the cylinder head had come apart from the body.
• The unit was stripped and lots of damage found.
• Vibration monitoring had been faulty so did not trip the unit at the first sign of damage.
• The owners and contractors concluded it had been built incorrectly.
• Rebuilt the unit with a high level of precision and supervision.
1st failure
17/09/2014 16
© ERA Technology Limited
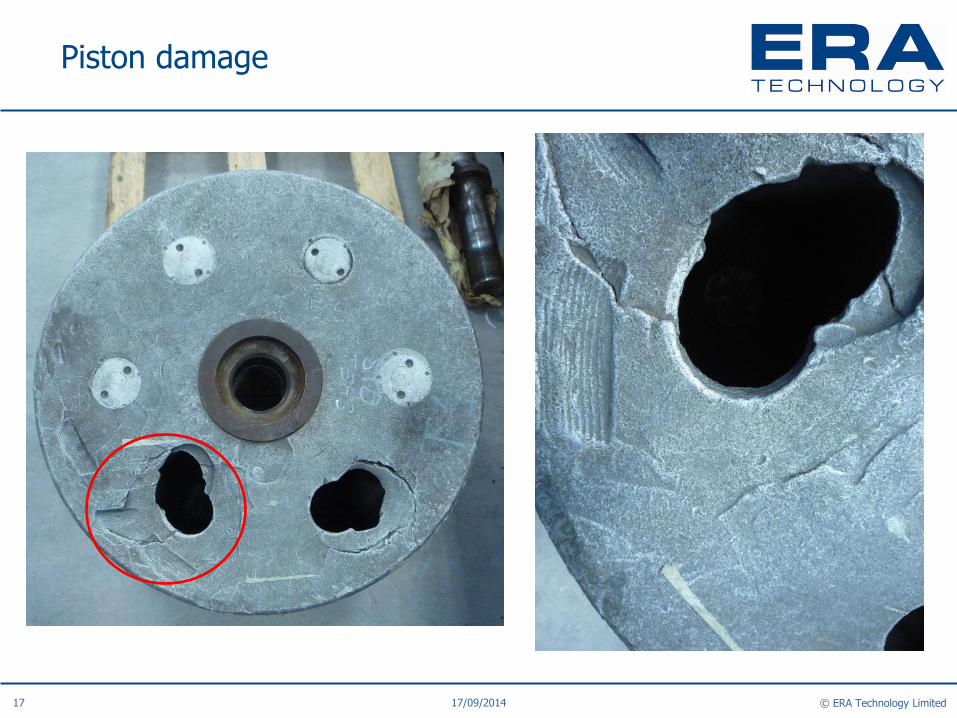
Piston damage
17/09/2014 17

© ERA Technology Limited
2nd Failure
• During a test run the system tripped, on high vibration on the compressor cylinder no 5.
• The cylinder was stripped and damage was found to the piston.
17/09/2014 18
© ERA Technology Limited
Areas of investigation
• Manufacture of the piston
• Assembly of the compressor
• Design of the package
• Operating conditions
• Start up procedure
17/09/2014 19

© ERA Technology Limited
Piston plug manufacture
• Threads of the remaining plugs were sectioned and examined
• Identified a varied quality of plug engagement
• Force would still be required to remove the plug from the piston
• Identified the direction of force was inward to the cylinder
17/09/2014 20

© ERA Technology Limited
Assembly of compressors
• The owners/operators suspected the assembly of the unit as the cause of the first failure
• Rebuild was conducted under strict supervision
• All stages of build signed off by qualified personnel
• No indications of poor build issues following 2nd failure
17/09/2014 21
© ERA Technology Limited
Design of the package
• Package design from a reputable company
• All equipment conforms to industry standards
• One discrepancy from owners standards
• Layout appears similar to comparable packages
• However on discussion with the package provider there was some confusion over the specification relating to the operating conditions
17/09/2014 22
© ERA Technology Limited
Operating conditions
• Specification called for 0 – 20MMscfd
• Originally designed for exactly 20MMscfd
• Recycle line added to the package design as an afterthought
• Actual flow ~5MMscfd through stage 1 and 10MMscfd through stage 2
• Recycle always used
• Leads to lower temperatures, higher liquid knock out – extra work for the scrubber
• Liquid carry over as a cause?
• Liquid in the compressor could cause the high pressure required to knock in the plug
• However, although it wasn’t designed for these conditions, the scrubber is able to cope with the calculated amount of additional liquid knock out.
17/09/2014 23
© ERA Technology Limited
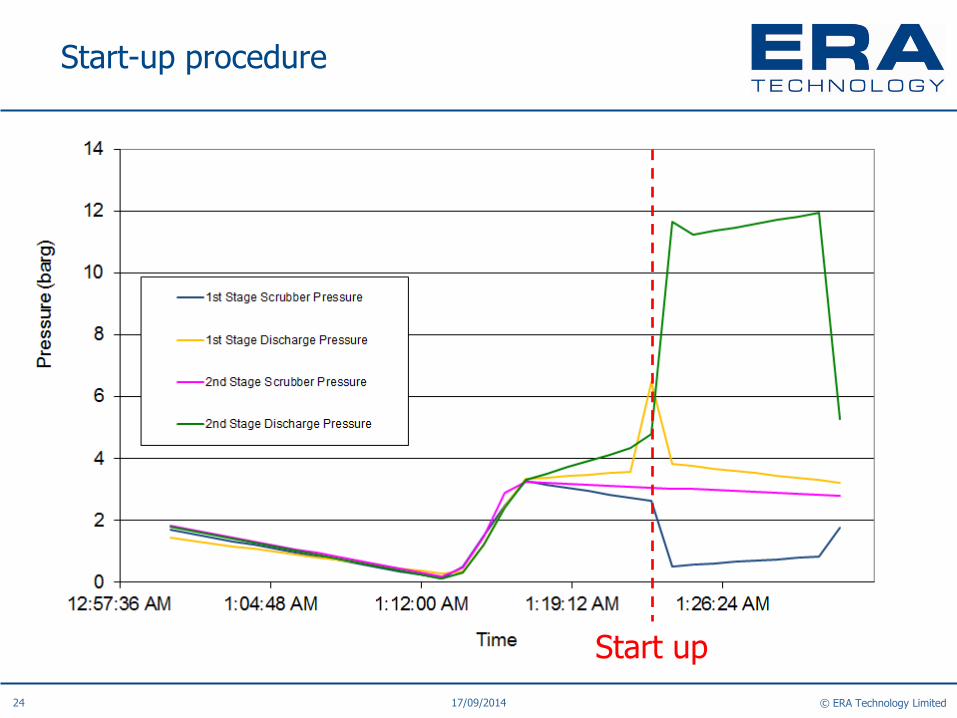
Start-up procedure
17/09/2014 24
Start up
© ERA Technology Limited
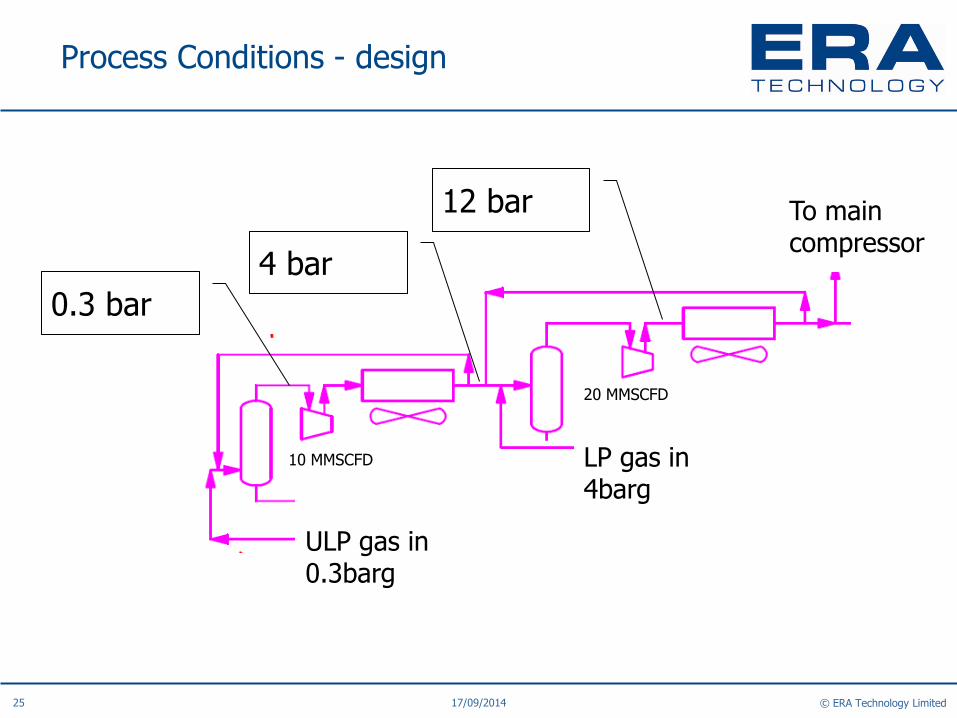
Process Conditions - design
17/09/2014 25
ULP gas in 0.3barg
LP gas in 4barg
0.3 bar
4 bar
12 bar To main compressor
10 MMSCFD
20 MMSCFD
© ERA Technology Limited
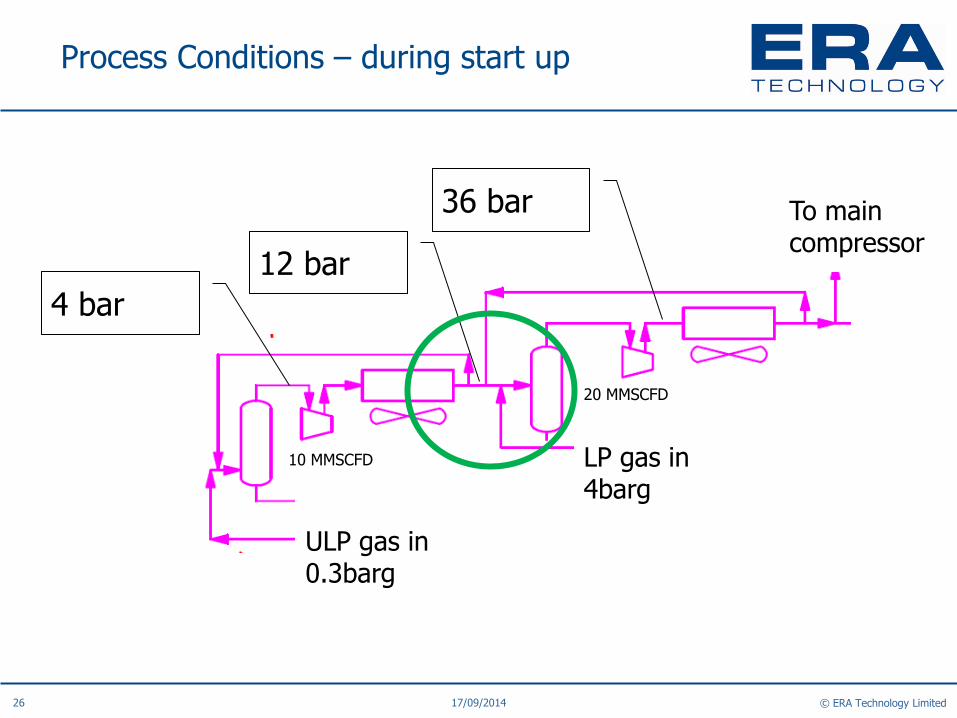
Process Conditions – during start up
17/09/2014 26
ULP gas in 0.3barg
LP gas in 4barg
4 bar
12 bar
36 bar To main compressor
10 MMSCFD
20 MMSCFD
© ERA Technology Limited
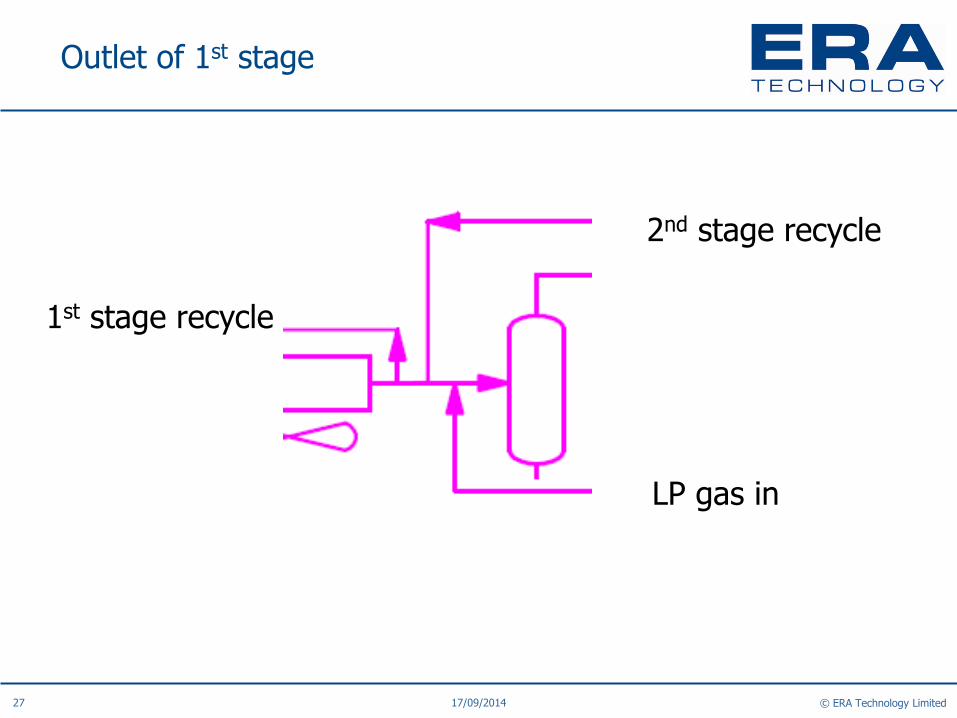
Outlet of 1st stage
17/09/2014 27
LP gas in
2nd stage recycle
1st stage recycle
© ERA Technology Limited
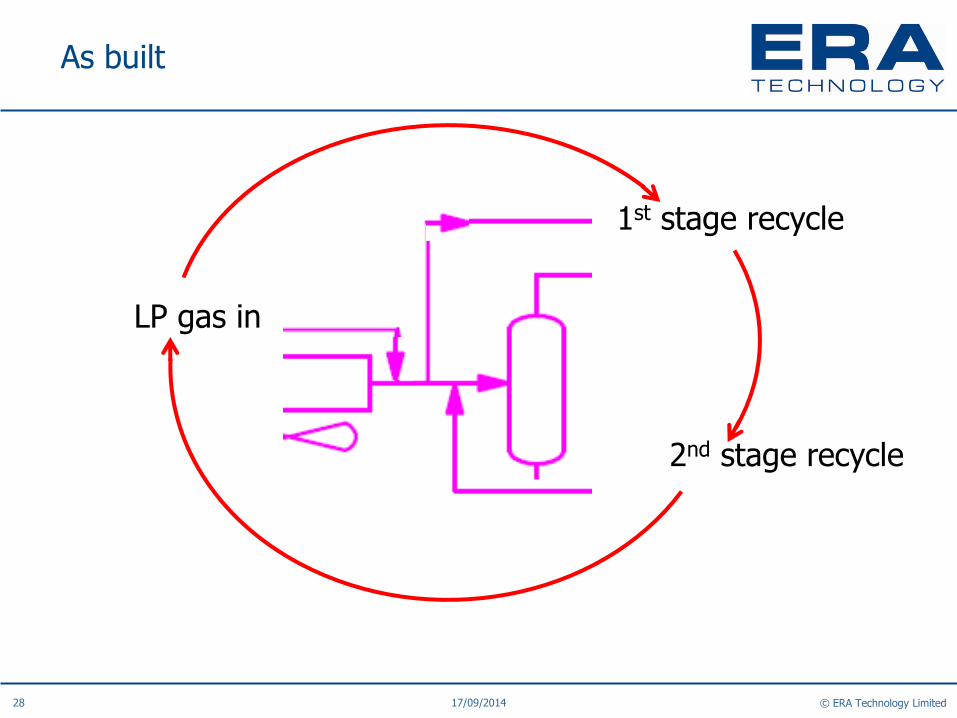
As built
17/09/2014 28
LP gas in
2nd stage recycle
1st stage recycle
© ERA Technology Limited
Knock on effects
• Is the scrubber able to cope?
• No, not with these conditions
• Liquid will build up in the scrubber and carry over to the cylinder
• Incompressible liquid will cause very high forces on the face of the piston
17/09/2014 29
© ERA Technology Limited
Root cause of the failure
• High pressures at start up combined with recycling the gas at low temperatures increases the liquid to be separated in the scrubber.
• Scrubber cannot handle this volume of liquid so some carries over to the cylinder.
• The liquid carry over is likely to be the cause of the force on the plug causing the damage and release of the piston plugs.
• Poor plug thread engagement is a contributing factor.
17/09/2014 30

© ERA Technology Limited
Recommendations
• Improved QA on the threads of the pistons and plugs would reduce the chance of a piston with a weak engagement from entering service.
• Reconfigure the cylinder from double acting to single acting reducing the volume flow from 20MMscfd to 10MMscfd.
• Review start up procedure to stop high pressures building in the system which is currently causing high liquid drop out in the second stage at start up.
17/09/2014 31
© ERA Technology Limited
Outcomes
• Liability shift from owner/build contractor to OEM and package designer
• Financial settlement for the owner
• Rebuild according to the recommended changes
• Successful commissioning and operation
• Flexibility to reinstate the double acting compressor if flow rate increases
17/09/2014 32
© ERA Technology Limited
Learning points
• Worthwhile carrying out a technical RCA
• Cause of failure different to first thought
• Could have avoided the second failure
• Justification for attributing liability
• Improvements to quality procedures reduce the risk of
reoccurrence
17/09/2014 33
© ERA Technology Limited 17/09/2014 34
Case Study 2 – Where’s the damage?
© ERA Technology Limited
Case study – Where’s the damage?
• Gas turbine is operated in a Mediterranean environment
• Used for power generation
• Condition monitoring contract with the OEM
• Surge protection tripped machine following control card failure
• Operator found that performance changed
• Waterwashing did not help
• Operator suspected mechanical damage
• Operator committed to investigation and repair costs, then called insurer
17/09/2014 35

© ERA Technology Limited
Case Study
• Gas turbine power loss
• Causes of power loss
• Areas for investigation
• Physical damage
• Control system
• Environment
• Findings
• Learning points
17/09/2014 36
© ERA Technology Limited
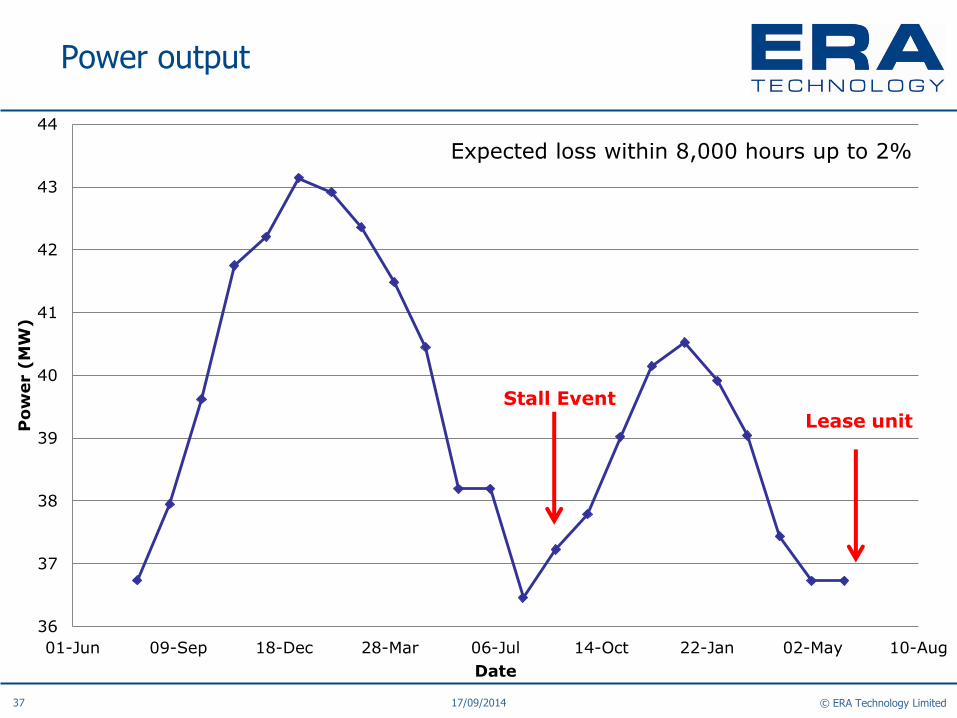
Power output
17/09/2014 37
36
37
38
39
40
41
42
43
44
01-Jun 09-Sep 18-Dec 28-Mar 06-Jul 14-Oct 22-Jan 02-May 10-Aug
Po
wer (
MW
)
Date
Stall Event Lease unit
Expected loss within 8,000 hours up to 2%
© ERA Technology Limited
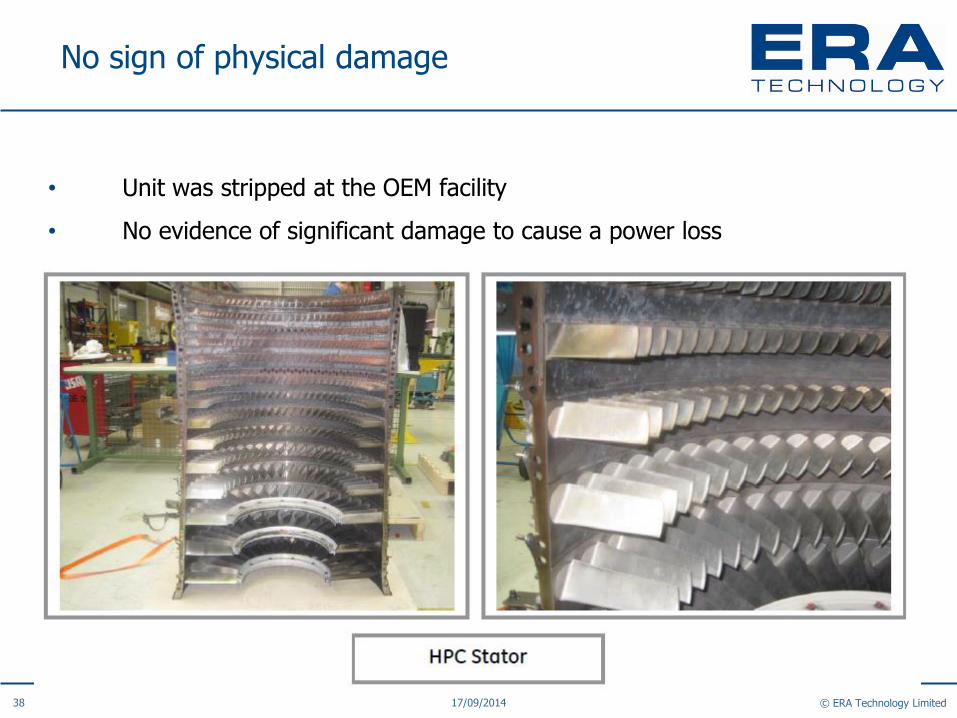
No sign of physical damage
• Unit was stripped at the OEM facility
• No evidence of significant damage to cause a power loss
• So where is the power loss coming from?
• Data from the turbine was provided, but very limited
• One data point per day
17/09/2014 38

© ERA Technology Limited
What can affect power output?
• Common causes:
• Outside temperature, pressure, humidity
• Dirty filters
• Dirt build up on the compressor blades
• Increased clearances (wear and tear or damage)
• Other causes:
• Change of fuel calorific value
• Fogging / inlet cooling
• Steam/water injection
• Gas turbine tuning
17/09/2014 39
Maintenance reports do not suggest this
Waterwashed regularly, no sign of this at strip
Nothing significant found at strip
No fuel change
No change
No change
No control system changes
© ERA Technology Limited
An ISO day
• Temperatures onsite range from ~ 10˚C to 35˚C in the year
• Power output in previous year 35 – 45 MW,
• Need to correct for ambient conditions to make a comparison
• ISO standard day:
• 101.325 kPa
• 15˚C
• 60% humidity
17/09/2014 40
© ERA Technology Limited
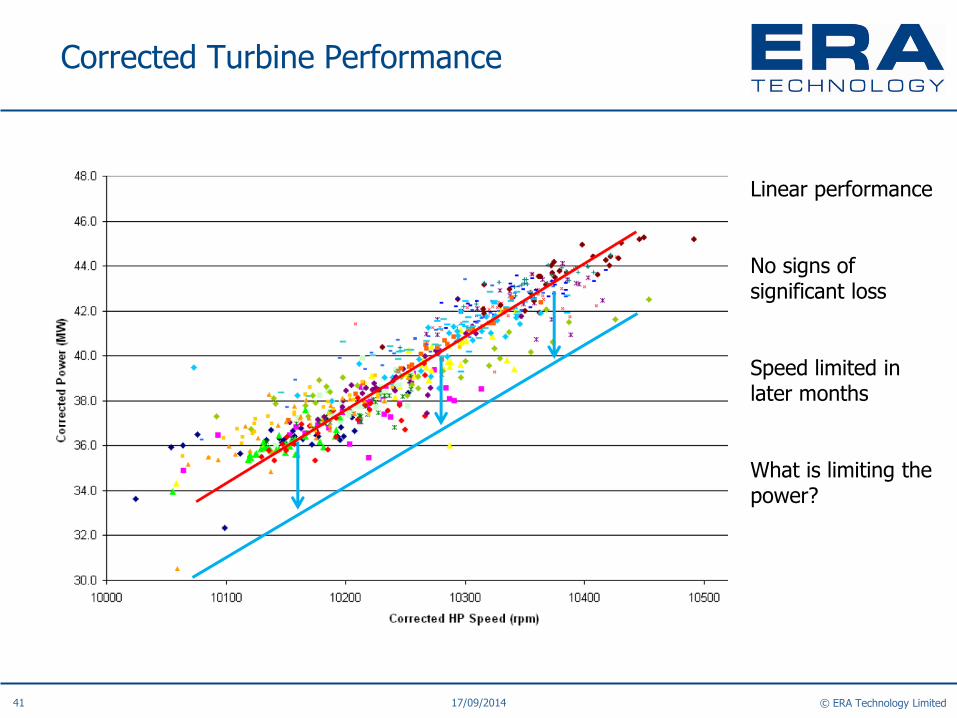
Corrected Turbine Performance
Linear performance
No signs of significant loss
Speed limited in later months
What is limiting the power?
17/09/2014 41
© ERA Technology Limited
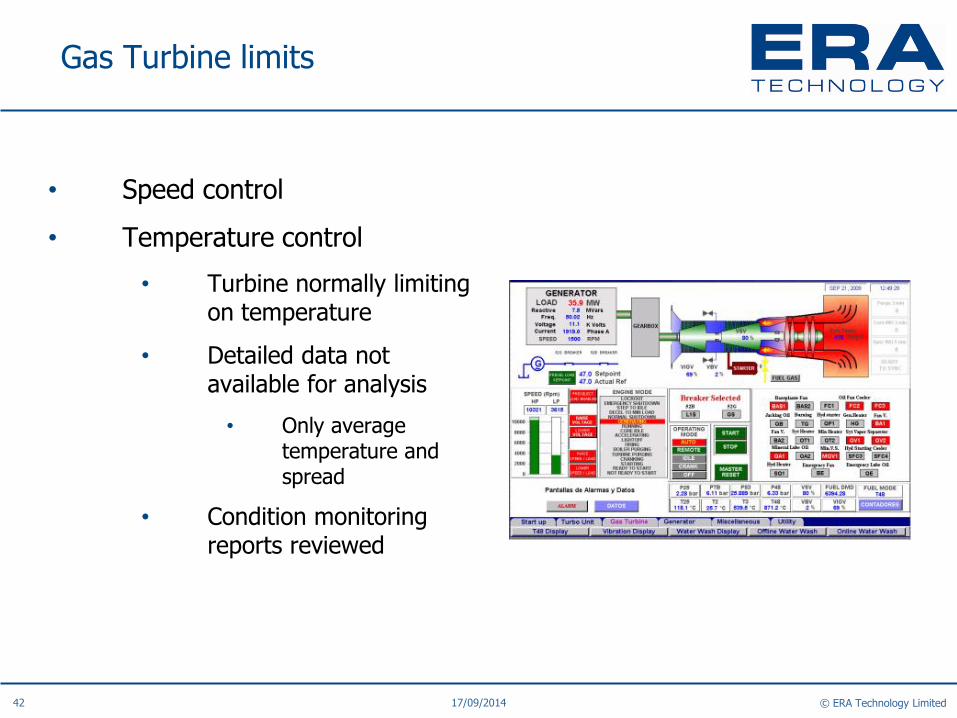
Gas Turbine limits
• Speed control
• Temperature control
• Turbine normally limiting on temperature
• Detailed data not available for analysis
• Only average temperature and spread
• Condition monitoring reports reviewed
17/09/2014 42

© ERA Technology Limited
Spread data
17/09/2014 43
30
40
50
60
70
80
90
100
01-Jun 09-Sep 18-Dec 28-Mar 06-Jul 14-Oct 22-Jan 02-May 10-Aug
Sp
rea
d (
de
gC
)
Date
T48 Spread
Before Stall
After Stall
© ERA Technology Limited
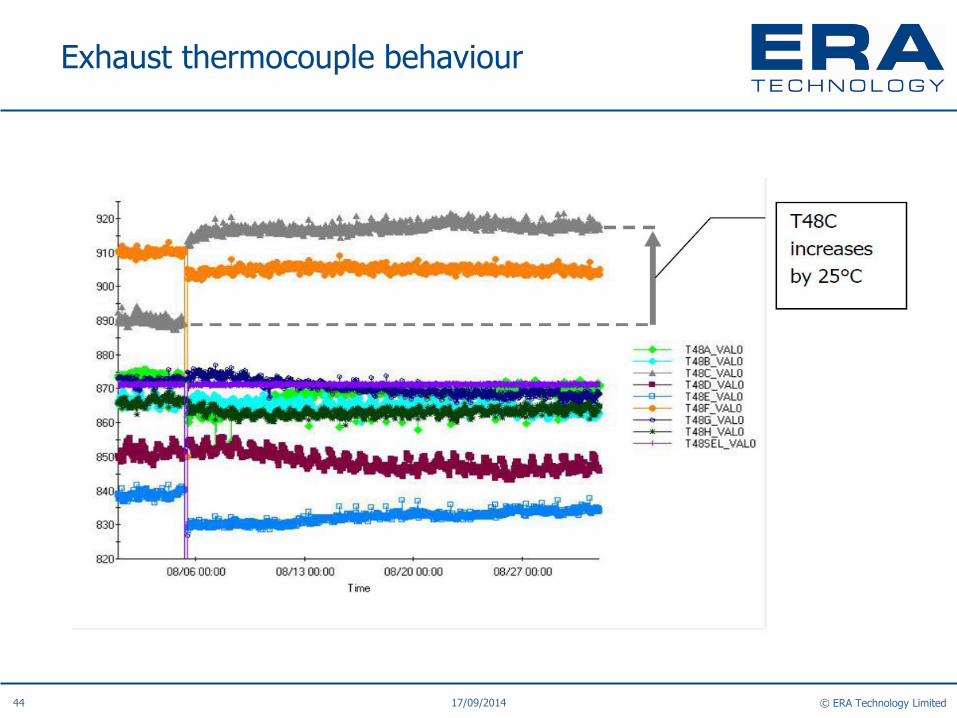
Exhaust thermocouple behaviour
17/09/2014 44

© ERA Technology Limited
Summary of findings
• No evidence of physical damage to the gas path
• Power reduction rather than power loss
• Speed limited by maximum limit on average exhaust temperature
• Probable failure of one probe
• Power reduction unrelated to stall event
• Cause of problem found in the condition monitoring report
• OEM did not highlight issue
• Repair work carried out was unnecessary
17/09/2014 45

© ERA Technology Limited
Lessons learned
• Good understanding of gas turbine operation beneficial
• OEM reports should be read and not just filed
• Rushing to initiate repair work can lead to unnecessary work/cost
• Recording data can help to solve future investigations
17/09/2014 46
© ERA Technology Limited
How to make an investigation easier
• Leave scene untouched as long as possible
• Retain or quarantine all components for analysis
• Record data for high value assets such as gas turbines
• Involve all parties as soon as possible
• Conduct witness interviews early
• Open and honest communication
• Have all parties attend the investigation together
• Do not rush to conclusions!
17/09/2014 47
© ERA Technology Limited
• Questions?
17/09/2014 48