engineering failure analysis - welcome to um …repository.um.edu.my/14447/1/determination of...
TRANSCRIPT
Engineering Failure Analysis xxx (2011) xxx–xxx
Contents lists available at SciVerse ScienceDirect
Engineering Failure Analysis
journal homepage: www.elsevier .com/locate /engfai lanal
Determination of correlation functions of the oxide scale growth andthe temperature increase
B.H. Salman a,⇑, M.Z. Hamzah a, J. Purbolaksono b, J.I. Inayat-Hussain a, H.A. Mohammed a,M.W. Muhieldeen c
a Department of Mechanical Engineering, College of Engineering, Universiti Tenaga Nasional, Km 7, Jalan Kajang-Puchong, 43900 Kajang, Selangor, Malaysiab Department of Engineering Design and Manufacturing, University of Malaya, 50603 Kuala Lumpur, Malaysiac Department of Mechanical Engineering, University Putra Malaysia, Serdang, Malaysia
a r t i c l e i n f o a b s t r a c t
Article history:Received 30 May 2011Received in revised form 22 July 2011Accepted 4 August 2011Available online xxxx
Keywords:OxidationSuperheater and reheaterNumerical simulationHeat transfer
1350-6307/$ - see front matter � 2011 Elsevier Ltddoi:10.1016/j.engfailanal.2011.08.001
⇑ Corresponding author.E-mail address: [email protected] (B.
Please cite this article in press as: Salman BHincrease. Eng Fail Anal (2011), doi:10.1016/j.e
In this paper, a method for estimating the scale growth of superheater and reheater tubesof boiler and generating the constant B which is correlating the scale growth and theincreased tube metal temperature, for different operational conditions is reported. Thismethod utilizes an empirical formula correlating the scale thickness with Larson-MillerParameter (LMP). Finite element modeling to estimate the scale thickness on the inner sur-face of the tube over period of time is developed. The effects of tube geometry, mass flowrate and temperature of steam, flue gas temperature and the convection coefficient on theexternal surface of the tube that influenced the temperature increase in the tube metal areexamined. The present results provide better estimation of the oxide scale growth andtemperature increase over period of time.
� 2011 Elsevier Ltd. All rights reserved.
1. Introduction
Some boilers had been operated for long durations. In order to continue the operation, techniques and methodologies areneeded to assess the current condition of plant components and to predict their remaining lives. The life estimation technol-ogy is beneficial for relatively new plants in terms of safety, availability, equipment reliability and also to reduce the costlyfailure through good design. Many researchers displayed the mode and mechanism of boiler failure, e.g. Ray et al. [1], Bab-cock and Wilcox Company [2], Baoyou et al. [3], Ganapathy [4], Armitt et al. [5], Bhatt [6], Das et al. [7], Ennis and Quadakkers[8], Viswanathan et al. [9,10], Zuo et al. [11], Rehn et al. [12], and Uhlig [13]. However, Port and Herro [14] reported that morethan 80% of boiler failures caused by long term overheating occurred in boiler tubes. The deposits layer inside the tube overperiod of time reduced the coolant flow, and experienced excessive fire-side heat input. The deposit insulates the metal fromthe cooling effects of the steam, resulting in reduced heat transfer into the steam and increase the temperature of metal tube.In prolonged exposure, this phenomenon will worsen the situation that leads to potential failure in the boiler tubes. Scalesinside the boiler tubes have also been found to be one of the major contributors to the tube failure. Heat transfer rate acrossthe tube decreases due to the accumulated scales inside the tube.
The growing scales affect the tube to have higher temperatures than those as originally specified. Such exposure maycause degradation of the tube alloy, and this eventually will lead to tube rupture. It is estimated that 10% of all power-plantbreakdowns are caused by creep fractures of boiler tubes due to the scales [15]. Computer program was developed by French[16] to simulate the aging of a superheated tube in service and used to predict failure times. The program does a series of
. All rights reserved.
H. Salman).
et al. Determination of correlation functions of the oxide scale growth and the temperaturengfailanal.2011.08.001
Nomenclature
C constant (taken to be 20 for SA213-T22)Cp specific heat, J/kg �CCps specific heat of the steamDi inner diameter of the tubeD tube diameterdo outer diameter of the tubedxi scale increase = (Xib � Xia)ls steam viscosityG gas mass velocityho convection coefficient of flue gashs convection coefficient steamKg flue gas conductivityKmetal thermal conductivity of the tube metalks steam conductivitykscale thermal conductivity of the tube scaleKWR wastage rateL length of the tubeLMP Larson Miller Parameters�ms mass flow rate of the steamNw number of tube widePr Prandtl numberSt transverse pitchT temperaturet timeTave-i average of the inner surface and the scale/metal interface temperatureTri time to rupturetsi service timeWg gas flowX scale thicknessXia scale thickness for the service hours tia
Xib scale thickness for the incremental service hours tib
Re Reynolds numberNu Nusselt number
2 B.H. Salman et al. / Engineering Failure Analysis xxx (2011) xxx–xxx
calculations until failure occurs. Although the program originated to predict failure time, it may also be used to predict thescale thickness increase and temperature increase. However, the technique did not consider the tube geometry and condi-tions of heat transfer parameters.
Clark et al. [17] provided a computer code for predicting the remaining useful life of SA213-T22 superheater tubes. One ofthe important tasks preformed is the acquisition and the compilation of oxide growth information for 2.25%Cr–1Mo steel.The procedure was based on steam-side oxide scale measurements by ultrasonic technique, tube geometry measurementsand other readily available operating parameters. Nordtest [18] presented Non-destructive testing (NDT) method to assessthe temperature history of superheater and reheater tubes using oxide thickness measurements and/or metallographicinvestigations (changes in carbide distribution). The method is actually composed of three mutually complementary andindependent sub-method. The first two methods are based on measurement of the thickness of the inside oxide layer whilethe third method is based on metallurgical observation of the microstructure. Chaudhuri [19] summarized three approachescorrelating LMP to obtain temperature of boiler tubes, hardness-based approaches, microstructure-based approach andoxide scale thickness-based approach.
Ray et al. [1] reported the remaining life assessment and creep analysis of superheater tubes made of 2.25Cr–1Mo steel ofa thermal power plant after 17 years of services at average operating temperature of 540 �C and the operating pressure40 MPa. The remnant life is predicted through dimensional, hardness and tensile measurements. Purbolaksono et al. [20]used visual inspection, microscopic examination and finite element modeling to reheater tube failure. Data obtained fromvisual inspection, i.e. oxide scale thickness and tube geometry to generate finite element model. It was found that the failedreheater tube had experienced higher temperature exposure and had operational stress exceeding the allowable stress val-ues for quite prolonged period.
It was observed from the above literature review that there is no work had been carried out to identify the constant ofcorrelating the oxide scale growth and the temperature increase over a period of time that represent operating conditionsof superheater and reheater tubes. Thus, in this work correlation functions are identified which are required to evaluatethe remaining life of the superheater and reheater tubes through the iterative technique by using finite element method with
Please cite this article in press as: Salman BH et al. Determination of correlation functions of the oxide scale growth and the temperatureincrease. Eng Fail Anal (2011), doi:10.1016/j.engfailanal.2011.08.001
B.H. Salman et al. / Engineering Failure Analysis xxx (2011) xxx–xxx 3
the aid of commercial software (ANSYS). The effects of the various parameters such as the tube geometry, steam mass flow,steam temperature, flue gas temperature and convection coefficient are presented and discussed.
2. Numerical simulation
Finite element models are generated according to the geometry of the tube, the scale thickness and heat transfer param-eters governing the problem. The geometrical units that used in this simulation in meter (m). Hence, the meshing size con-trol of 0.0001 is used to generate the 2D solid triangular elements in order to allow the model to have appropriate size ofelements as shown in Figs. 1 and 2. The properties of the elements are then defined as 2D-axisymmetric solid elements.The finite element model is produced in the absence of oxide scale. The bulk temperature and convection coefficient, hg,of the flue gas are then applied on the right edge of the model. The bulk temperature and convection coefficient, hs, ofthe steam are applied on the left edge of the model. In the presence of the oxide scale, the model will have two domain areas,i.e. scale and tube metal. In order to make connectivity of the domain areas at scale/metal interface, a merge-size control of0.00001 is used. Three different elements were used in this simulation.
The area of model is divided into two regions when using ANSYS i.e. scale region and tube region. Three different geom-etries of the tube are used as shown in Table 1. Model of the tube section used is 0.1 m in length. The material of the seamlessferritic low-alloy steel tube that used in this work is SA213-T22 (Table 2) for its thermal conductivity. The chemical compo-sition of the material is listed in Table 3.
The steam-side scale is usually reported to be duplex (inner spinel layer and outer magnetite layer) or triplex (inner spinellayer, middle magnetite layer and outer hematite layer). In this study material of the scale is treated to be all magnetiteFe3O4. Heat transfer along the external surface between the flue gas and the tube wall is considered as forced convectionheat transfer due to cross flow of the flue gas over bare tubes.
The heat transfer parameters for fully developed turbulent flow in the tube are expressed as [21].
Fig. 1. Model of two dimensional axisymmetric tube.
Fig. 2. Magnification of element meshing on tube model.
Please cite this article in press as: Salman BH et al. Determination of correlation functions of the oxide scale growth and the temperatureincrease. Eng Fail Anal (2011), doi:10.1016/j.engfailanal.2011.08.001
Table 1Tube model geometries.
Tube Inner radius (m) Outer radius (m)
1 0.0219 0.02542 0.0209 0.02543 0.0209 0.0264
Table 2Properties of solid materials.
Water wall propertiesTube material SA213-T22Thermal conductivity, kt 34.606 W/m �C
Fe3O4 iron oxide (magnetite)Thermal conductivity, kt 0.592 W/m �C
Table 3Chemical composition of SA213-T22.
Code C Si Mn P, max S, max Cr Mo
SA213-T22 0.05–0.15 0.5 0.3–0.6 0.025 0.025 1.90–2.60 0.87–1.13
4 B.H. Salman et al. / Engineering Failure Analysis xxx (2011) xxx–xxx
Pleaseincrea
Nus ¼ 0:023ðResÞ0:8ðPrsÞ0:4 ð1Þ
Res ¼4�ms
pDlsð2Þ
Prs ¼lsCps
Ksð3Þ
hs ¼ 0:023Ks
DðResÞ0:8ðPrsÞ0:4 ð4Þ
hg ¼ 0:33Kg
d0ðRegÞ0:6ðPrgÞ0:33 ð5Þ
Prg ¼lgCpg
Kgð6Þ
Reg ¼Gd0
12lgð7Þ
G ¼ 12Wg
NwLðSt � d0Þð8Þ
The simulations are performed to maximum of 160,000 h with an increment of time as shown in Table 4.Phenomenon of heat transfer inside the superheater and reheater tube is considered as forced convection with turbulent
flow. Convection coefficient of steam film (hs) on the internal surface of the tube for fully developed turbulent flow in circulartube is calculated using Eq. (4). The values used in the simulation are presented in Table 5.
Heat transfer outside the superheater and reheater tube is considered as forced convection due to cross flow of the hotflue gas over the bare tubes. A conservative estimated convection coefficient of flue gas (hg) on outer surface of bare tube ininline and staggered arrangements is given by Eq. (5). In this study, parameters used to determine gas mass velocity are gi-ven in Table 6. Compositions of flue gas at 15% excess air shown in Table 7 is used in this study. The convection coefficient(hg) on internal surface of the tube obtained using Eq. (5) are presented in Table 8.
The other parameters that used in this simulation are presented in Table 9.
3. Constants (B) estimation method
The iterative technique for estimating the scale growth over period of time [22] is adopted and summarized in the form offlowchart as shown in Fig. 3. Steam-side scale formation for ferritic steel of 1–3% chromium correlated with the Larson Millerparameter as reported by Rehn et al. [12] is utilized for performing a scale growth prediction, and it may be expressed as
logð0:0254XÞ ¼ 0:00022 LMP � 7:25 ð9Þ
cite this article in press as: Salman BH et al. Determination of correlation functions of the oxide scale growth and the temperaturese. Eng Fail Anal (2011), doi:10.1016/j.engfailanal.2011.08.001

Table 4Steps of time used in the simulation.
Step no. Hour increment
1 2502 5003 10004 25005 50006 10,0007 20,0008 40,0009 60,000
10 80,00011 100,00012 120,00013 140,00014 160,000
Table 5The convection coefficient (hs) on internal surface of the tubes.
Temperature (�C) Mass flow rate (kg/h) Inner radius (m) Convection coefficient (W/m2 �C)
540 3600 0.0219 2053.65560 3600 0.0219 2073.89580 3600 0.0219 2093.78600 3600 0.0219 2113.36540 3800 0.0219 2144.42560 3800 0.0219 2165.56580 3800 0.0219 2186.33600 3800 0.0219 2206.78540 4000 0.0219 2234.25560 4000 0.0219 2256.27580 4000 0.0219 2277.92600 4000 0.0219 2299.21540 3600 0.0209 2233.89560 3600 0.0209 2255.91580 3600 0.0209 2277.55600 3600 0.0209 2298.84540 3800 0.0209 2332.63560 3800 0.0209 2355.63580 3800 0.0209 2378.22600 3800 0.0209 2400.46540 4000 0.0209 2430.34560 4000 0.0209 2454.30580 4000 0.0209 2477.84600 4000 0.0209 2501.01
Table 6Parameters used to determine gas mass velocity G.
Gas flow (kg/h) 400,000Number of tube wide 32Transverse pitch (m) 0.1016Tube length (m) 10
Table 7Compositions of flue gas at 15% excess air.
Nitrogen (mole%) 71.08Oxygen (mole%) 2.46Carbon dioxide 8.29Water (mole%) 18.17
B.H. Salman et al. / Engineering Failure Analysis xxx (2011) xxx–xxx 5
where X is scale thickness in mm, and the Larson-Miller Parameter (LMP) is expressed as:
Pleaseincrea
LMP ¼ ð95
T þ 492ÞðC þ log tÞ ð10Þ
cite this article in press as: Salman BH et al. Determination of correlation functions of the oxide scale growth and the temperaturese. Eng Fail Anal (2011), doi:10.1016/j.engfailanal.2011.08.001
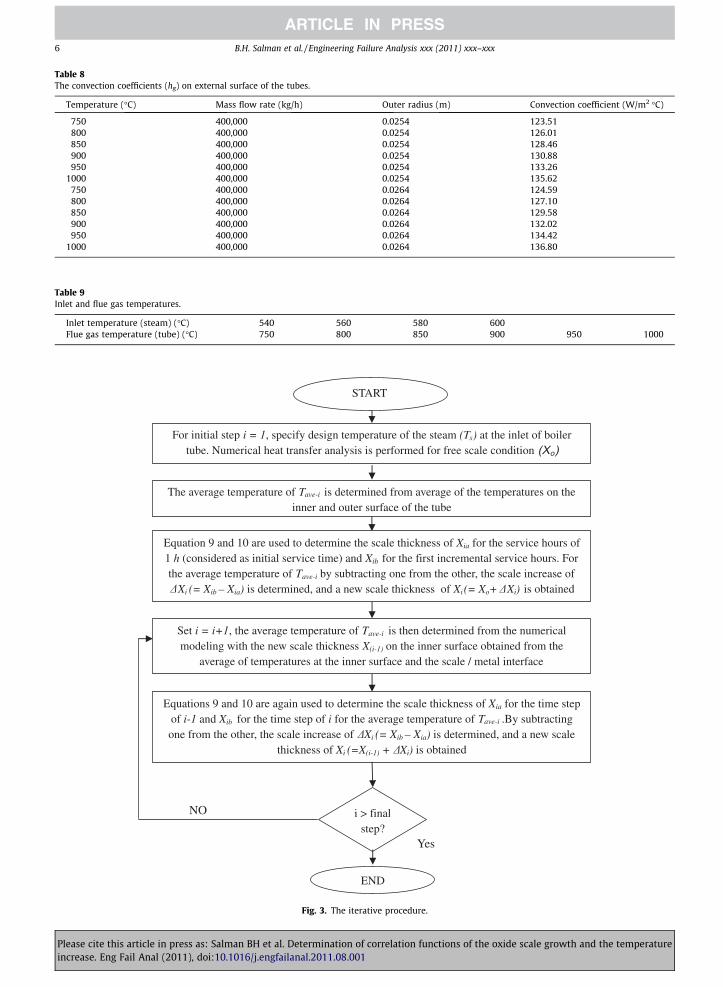
Table 8The convection coefficients (hg) on external surface of the tubes.
Temperature (�C) Mass flow rate (kg/h) Outer radius (m) Convection coefficient (W/m2 �C)
750 400,000 0.0254 123.51800 400,000 0.0254 126.01850 400,000 0.0254 128.46900 400,000 0.0254 130.88950 400,000 0.0254 133.26
1000 400,000 0.0254 135.62750 400,000 0.0264 124.59800 400,000 0.0264 127.10850 400,000 0.0264 129.58900 400,000 0.0264 132.02950 400,000 0.0264 134.42
1000 400,000 0.0264 136.80
Table 9Inlet and flue gas temperatures.
Inlet temperature (steam) (�C) 540 560 580 600Flue gas temperature (tube) (�C) 750 800 850 900 950 1000
For initial step i = 1, specify design temperature of the steam (Ts) at the inlet of boiler tube. Numerical heat transfer analysis is performed for free scale condition (Xo)
The average temperature of Tave-i is determined from average of the temperatures on the inner and outer surface of the tube
Equation 9 and 10 are used to determine the scale thickness of Xia for the service hours of 1 h (considered as initial service time) and Xib for the first incremental service hours. For the average temperature of Tave-i by subtracting one from the other, the scale increase of
Xi (= Xib – Xia) is determined, and a new scale thickness of Xi (= Xo+ Xi) is obtained
Set i = i+1, the average temperature of Tave-i is then determined from the numerical modeling with the new scale thickness X(i-1) on the inner surface obtained from the
average of temperatures at the inner surface and the scale / metal interface
Equations 9 and 10 are again used to determine the scale thickness of Xia for the time step of i-1 and Xib for the time step of i for the average temperature of Tave-i .By subtracting one from the other, the scale increase of Xi (= Xib – Xia) is determined, and a new scale
thickness of Xi (=X(i-1) + Xi) is obtained
i > final step?
END
START
NO
Yes
Fig. 3. The iterative procedure.
6 B.H. Salman et al. / Engineering Failure Analysis xxx (2011) xxx–xxx
Please cite this article in press as: Salman BH et al. Determination of correlation functions of the oxide scale growth and the temperatureincrease. Eng Fail Anal (2011), doi:10.1016/j.engfailanal.2011.08.001

B.H. Salman et al. / Engineering Failure Analysis xxx (2011) xxx–xxx 7
where T is the temperature in degree Celsius; t is the service time in hours; C is a constant equal to 20.A temperature increase DT as a function of a scale thickness increase DX over a period of time may be used as
Table 1The gen
Mod
123456789
101112131415161718192021222324
Table 1The con
Mod
252627282930313233343536373839404142434445464748
Pleaseincrea
DT ¼ BDX ð11Þ
where B is a constant. The temperature increase DT in Eq. (11) may be introduced by adding it with the initial temperature ofthe steam Ts to replace the average temperature in the following steps of the flowchart shown in Fig. 3. The constant B cor-relating the scale growth and the temperature increase may be set on trial by employing curve fitting in Microsoft Excelprogram.
0erated constants at mass flow rate of 3600 kg/h, the inner radius of 0.0219 m, the outer radius of 0.0254 m, others parameters.
el no. Inlet temperature (�C) Flue gas temperature (�C) Convection coefficienthg (W/m2 �C)
Convection coefficienths (W/m2 �C)
Constant B
540 750 123.51 2053.65 0.90560 750 123.51 2073.89 0.80580 750 123.51 2093.78 0.70600 750 123.51 2113.36 0.60540 800 126.01 2053.65 1.20560 800 126.01 2073.89 1.00580 800 126.01 2093.78 0.90600 800 126.01 2113.36 0.80540 850 128.46 2053.65 1.30560 850 128.46 2073.89 1.20580 850 128.46 2093.78 1.10600 850 128.46 2113.36 0.95540 900 130.88 2053.65 1.60560 900 130.88 2073.89 1.45580 900 130.88 2093.78 1.33600 900 130.88 2113.36 1.20540 950 133.26 2053.65 1.80560 950 133.26 2073.89 1.70580 950 133.26 2093.78 1.58600 950 133.26 2113.36 1.45540 1000 135.62 2053.65 2.10560 1000 135.62 2073.89 1.95580 1000 135.62 2093.78 1.80600 1000 135.62 2113.36 1.70
1stant at mass flow rate 3600 kg/h, inner radius 0.0209 m, outer radius 0.0254 m, other parameters as follow.
el no. Inlet temperature (�C) Flue gas temperature(�C)
Convection coefficienthg (W/m2 �C)
Convection coefficienths (W/m2 �C)
Constant B
540 750 123.51 2233.89 0.70560 750 123.51 2255.91 0.69580 750 123.51 2277.55 0.66600 750 123.51 2298.84 0.55540 800 126.01 2233.89 0.90560 800 126.01 2255.91 0.89580 800 126.01 2277.55 0.85600 800 126.01 2298.84 0.75540 850 128.46 2233.89 1.15560 850 128.46 2255.91 1.10580 850 128.46 2277.55 1.05600 850 128.46 2298.84 0.96540 900 130.88 2233.89 1.35560 900 130.88 2255.91 1.30580 900 130.88 2277.55 1.25600 900 130.88 2298.84 1.15540 950 133.26 2233.89 1.56560 950 133.26 2255.91 1.54580 950 133.26 2277.55 1.46600 950 133.26 2298.84 1.37540 1000 135.62 2233.89 1.80560 1000 135.62 2255.91 1.75580 1000 135.62 2277.55 1.67600 1000 135.62 2298.84 1.58
cite this article in press as: Salman BH et al. Determination of correlation functions of the oxide scale growth and the temperaturese. Eng Fail Anal (2011), doi:10.1016/j.engfailanal.2011.08.001

8 B.H. Salman et al. / Engineering Failure Analysis xxx (2011) xxx–xxx
4. Results and discussion
The effects of the following parameters tube geometry, steam mass flow, steam temperature, flue gas temperature andconvection coefficient is presented in this section and discussed.
4.1. Tube geometry
The geometry of tube influences the interaction between the oxide scale developed on the inner surface and increasing ofthe temperature in the tube. The thinner tube has less incremental temperature. It means that the growth of oxide is also less
Table 12The generated constants at mass flow rate of 3600 kg/h, the inner radius of 0.0209 m, the outer radius of 0.0264 m, other parameters.
Model no. Inlet temperature (�C) Flue gas temperature (�C) Convection coefficienthg (W/m2 �C)
Convection coefficienths (W/m2 �C)
Constant B
49 540 750 124.59 2233.89 0.6250 560 750 124.59 2255.91 0.6051 580 750 124.59 2277.55 0.5852 600 750 124.59 2298.84 0.5353 540 800 127.10 2233.89 0.7054 560 800 127.10 2255.91 0.6855 580 800 127.10 2277.55 0.8056 600 800 127.10 2298.84 0.7057 540 850 129.58 2233.89 0.9058 560 850 129.58 2255.91 0.8959 580 850 129.58 2277.55 1.0060 600 850 129.58 2298.84 0.9061 540 900 132.02 2233.89 1.1062 560 900 132.02 2255.91 1.0563 580 900 132.02 2277.55 1.2064 600 900 132.02 2298.84 1.1065 540 950 134.42 2233.89 1.3066 560 950 134.42 2255.91 1.4067 580 950 134.42 2277.55 1.3968 600 950 134.42 2298.84 1.3069 540 1000 136.80 2233.89 1.5070 560 1000 136.80 2255.91 1.6071 580 1000 136.80 2277.55 1.5772 600 1000 136.80 2298.84 1.50
Table 13The generated constants at mass flow rate of 3800 kg/h, the inner radius of 0.0219 m, the outer radius of 0.0254 m, others parameters.
Model no. Inlet temperature (�C) Flue gas temperature (�C) Convection coefficienthg (W/m2 �C)
Convection coefficienths (W/m2 �C)
Constant B
73 540 750 123.51 2144.42 0.9074 560 750 123.51 2165.56 0.8075 580 750 123.51 2186.33 0.7076 600 750 123.51 2206.78 0.6077 540 800 126.01 2144.42 1.2078 560 800 126.01 2165.56 1.0079 580 800 126.01 2186.33 0.9080 600 800 126.01 2206.78 0.8081 540 850 128.46 2144.42 1.3582 560 850 128.46 2165.56 1.2583 580 850 128.46 2186.33 1.1584 600 850 128.46 2206.78 1.0085 540 900 130.88 2144.42 1.6086 560 900 130.88 2165.56 1.5087 580 900 130.88 2186.33 1.3988 600 900 130.88 2206.78 1.2589 540 950 133.26 2144.42 1.9090 560 950 133.26 2165.56 1.7091 580 950 133.26 2186.33 1.6092 600 950 133.26 2206.78 1.4893 540 1000 135.62 2144.42 2.1094 560 1000 135.62 2165.56 1.9595 580 1000 135.62 2186.33 1.8396 600 1000 135.62 2206.78 1.70
Please cite this article in press as: Salman BH et al. Determination of correlation functions of the oxide scale growth and the temperatureincrease. Eng Fail Anal (2011), doi:10.1016/j.engfailanal.2011.08.001
B.H. Salman et al. / Engineering Failure Analysis xxx (2011) xxx–xxx 9
increasing. The thicker tubes have higher temperature because of the greater growth of scale resulting in changes of the tubemetal and cause material deterioration. These results are presented in Tables 10–12.
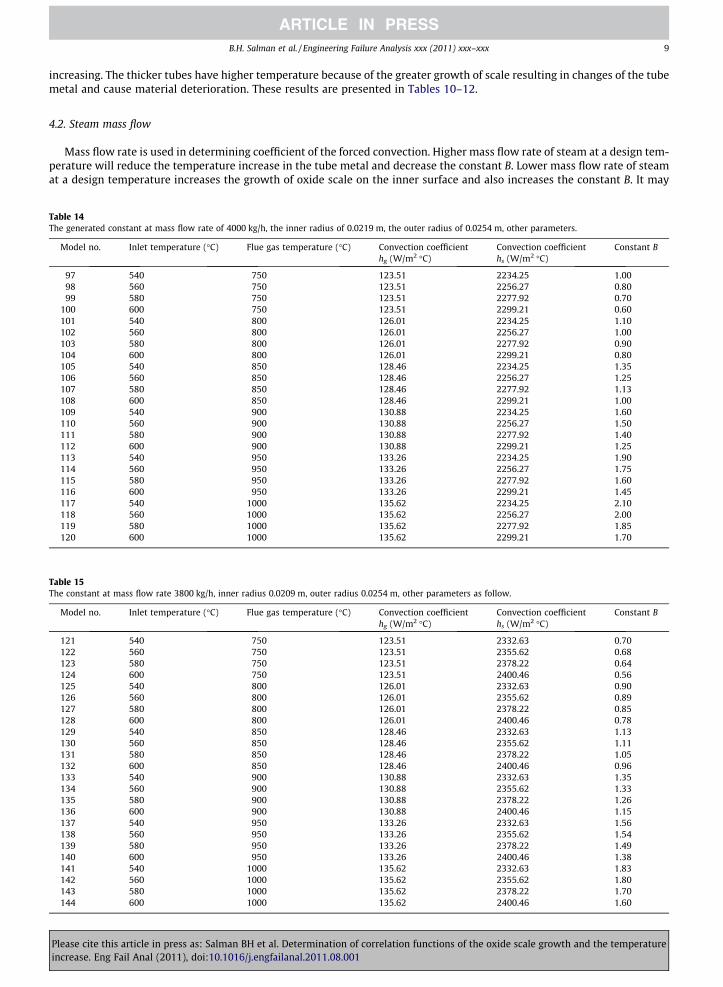
4.2. Steam mass flow
Mass flow rate is used in determining coefficient of the forced convection. Higher mass flow rate of steam at a design tem-perature will reduce the temperature increase in the tube metal and decrease the constant B. Lower mass flow rate of steamat a design temperature increases the growth of oxide scale on the inner surface and also increases the constant B. It may
Table 14The generated constant at mass flow rate of 4000 kg/h, the inner radius of 0.0219 m, the outer radius of 0.0254 m, other parameters.
Model no. Inlet temperature (�C) Flue gas temperature (�C) Convection coefficienthg (W/m2 �C)
Convection coefficienths (W/m2 �C)
Constant B
97 540 750 123.51 2234.25 1.0098 560 750 123.51 2256.27 0.8099 580 750 123.51 2277.92 0.70
100 600 750 123.51 2299.21 0.60101 540 800 126.01 2234.25 1.10102 560 800 126.01 2256.27 1.00103 580 800 126.01 2277.92 0.90104 600 800 126.01 2299.21 0.80105 540 850 128.46 2234.25 1.35106 560 850 128.46 2256.27 1.25107 580 850 128.46 2277.92 1.13108 600 850 128.46 2299.21 1.00109 540 900 130.88 2234.25 1.60110 560 900 130.88 2256.27 1.50111 580 900 130.88 2277.92 1.40112 600 900 130.88 2299.21 1.25113 540 950 133.26 2234.25 1.90114 560 950 133.26 2256.27 1.75115 580 950 133.26 2277.92 1.60116 600 950 133.26 2299.21 1.45117 540 1000 135.62 2234.25 2.10118 560 1000 135.62 2256.27 2.00119 580 1000 135.62 2277.92 1.85120 600 1000 135.62 2299.21 1.70
Table 15The constant at mass flow rate 3800 kg/h, inner radius 0.0209 m, outer radius 0.0254 m, other parameters as follow.
Model no. Inlet temperature (�C) Flue gas temperature (�C) Convection coefficienthg (W/m2 �C)
Convection coefficienths (W/m2 �C)
Constant B
121 540 750 123.51 2332.63 0.70122 560 750 123.51 2355.62 0.68123 580 750 123.51 2378.22 0.64124 600 750 123.51 2400.46 0.56125 540 800 126.01 2332.63 0.90126 560 800 126.01 2355.62 0.89127 580 800 126.01 2378.22 0.85128 600 800 126.01 2400.46 0.78129 540 850 128.46 2332.63 1.13130 560 850 128.46 2355.62 1.11131 580 850 128.46 2378.22 1.05132 600 850 128.46 2400.46 0.96133 540 900 130.88 2332.63 1.35134 560 900 130.88 2355.62 1.33135 580 900 130.88 2378.22 1.26136 600 900 130.88 2400.46 1.15137 540 950 133.26 2332.63 1.56138 560 950 133.26 2355.62 1.54139 580 950 133.26 2378.22 1.49140 600 950 133.26 2400.46 1.38141 540 1000 135.62 2332.63 1.83142 560 1000 135.62 2355.62 1.80143 580 1000 135.62 2378.22 1.70144 600 1000 135.62 2400.46 1.60
Please cite this article in press as: Salman BH et al. Determination of correlation functions of the oxide scale growth and the temperatureincrease. Eng Fail Anal (2011), doi:10.1016/j.engfailanal.2011.08.001
10 B.H. Salman et al. / Engineering Failure Analysis xxx (2011) xxx–xxx
indicate that the poor or impaired mass flow rate of the steam, e.g. blocking steam flow, causes significant increase of thescale growth because of higher temperature developed in scale/tube metal interface. This feature shows that the impairedmass flow of the steam may cause the tube having higher temperature and it may consequently result in the tube rupture ascan be seen in Tables 13–18.
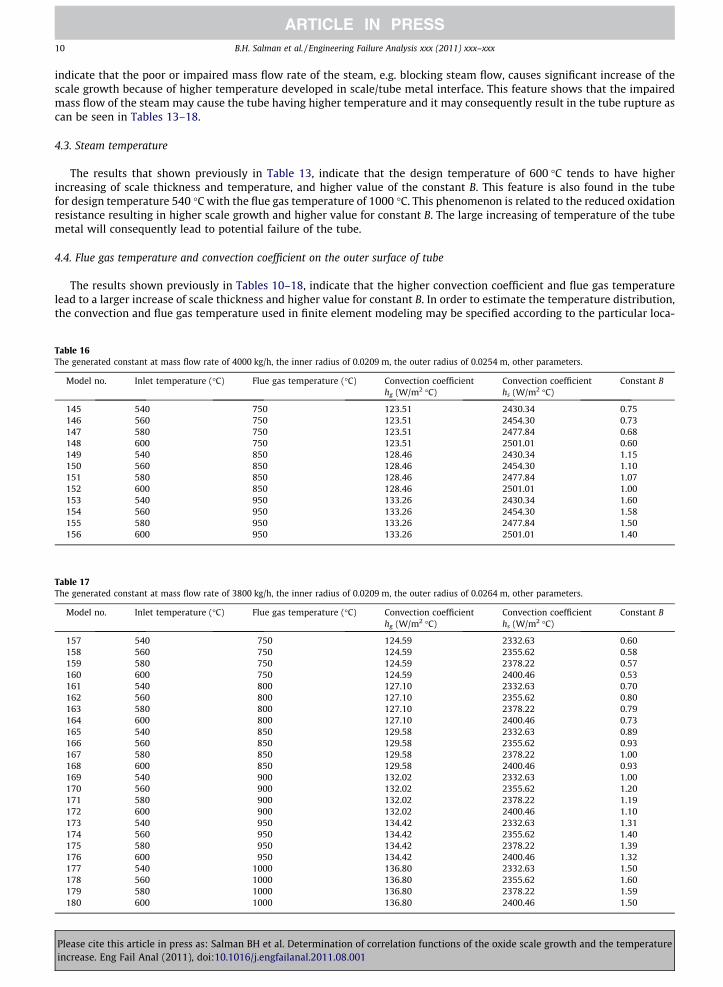
4.3. Steam temperature
The results that shown previously in Table 13, indicate that the design temperature of 600 �C tends to have higherincreasing of scale thickness and temperature, and higher value of the constant B. This feature is also found in the tubefor design temperature 540 �C with the flue gas temperature of 1000 �C. This phenomenon is related to the reduced oxidationresistance resulting in higher scale growth and higher value for constant B. The large increasing of temperature of the tubemetal will consequently lead to potential failure of the tube.
4.4. Flue gas temperature and convection coefficient on the outer surface of tube
The results shown previously in Tables 10–18, indicate that the higher convection coefficient and flue gas temperaturelead to a larger increase of scale thickness and higher value for constant B. In order to estimate the temperature distribution,the convection and flue gas temperature used in finite element modeling may be specified according to the particular loca-
Table 16The generated constant at mass flow rate of 4000 kg/h, the inner radius of 0.0209 m, the outer radius of 0.0254 m, other parameters.
Model no. Inlet temperature (�C) Flue gas temperature (�C) Convection coefficienthg (W/m2 �C)
Convection coefficienths (W/m2 �C)
Constant B
145 540 750 123.51 2430.34 0.75146 560 750 123.51 2454.30 0.73147 580 750 123.51 2477.84 0.68148 600 750 123.51 2501.01 0.60149 540 850 128.46 2430.34 1.15150 560 850 128.46 2454.30 1.10151 580 850 128.46 2477.84 1.07152 600 850 128.46 2501.01 1.00153 540 950 133.26 2430.34 1.60154 560 950 133.26 2454.30 1.58155 580 950 133.26 2477.84 1.50156 600 950 133.26 2501.01 1.40
Table 17The generated constant at mass flow rate of 3800 kg/h, the inner radius of 0.0209 m, the outer radius of 0.0264 m, other parameters.
Model no. Inlet temperature (�C) Flue gas temperature (�C) Convection coefficienthg (W/m2 �C)
Convection coefficienths (W/m2 �C)
Constant B
157 540 750 124.59 2332.63 0.60158 560 750 124.59 2355.62 0.58159 580 750 124.59 2378.22 0.57160 600 750 124.59 2400.46 0.53161 540 800 127.10 2332.63 0.70162 560 800 127.10 2355.62 0.80163 580 800 127.10 2378.22 0.79164 600 800 127.10 2400.46 0.73165 540 850 129.58 2332.63 0.89166 560 850 129.58 2355.62 0.93167 580 850 129.58 2378.22 1.00168 600 850 129.58 2400.46 0.93169 540 900 132.02 2332.63 1.00170 560 900 132.02 2355.62 1.20171 580 900 132.02 2378.22 1.19172 600 900 132.02 2400.46 1.10173 540 950 134.42 2332.63 1.31174 560 950 134.42 2355.62 1.40175 580 950 134.42 2378.22 1.39176 600 950 134.42 2400.46 1.32177 540 1000 136.80 2332.63 1.50178 560 1000 136.80 2355.62 1.60179 580 1000 136.80 2378.22 1.59180 600 1000 136.80 2400.46 1.50
Please cite this article in press as: Salman BH et al. Determination of correlation functions of the oxide scale growth and the temperatureincrease. Eng Fail Anal (2011), doi:10.1016/j.engfailanal.2011.08.001

Table 18The generated constant at mass flow rate of 4000 kg/h, the inner radius of 0.0209 m, the outer radius of 0.0264 m, other parameters.
Modelno.
Inlet temperature(�C)
Flue gas temperature(�C)
Convection coefficient hg (W/m2 �C)
Convection coefficient hs (W/m2 �C)
ConstantB
181 540 750 124.59 2430.34 0.55182 560 750 124.59 2454.30 0.60183 580 750 124.59 2477.84 0.59184 600 750 124.59 2501.01 0.53185 540 800 127.10 2430.34 0.73186 560 800 127.10 2454.30 0.85187 580 800 127.10 2477.84 0.80188 600 800 127.10 2501.01 0.75189 540 850 129.58 2430.34 0.90190 560 850 129.58 2454.30 1.00191 580 850 129.58 2477.84 0.99192 600 850 129.58 2501.01 0.93193 540 900 132.02 2430.34 1.17194 560 900 132.02 2454.30 1.23195 580 900 132.02 2477.84 1.20196 600 900 132.02 2501.01 1.12197 540 950 134.42 2430.34 1.37198 560 950 134.42 2454.30 1.47199 580 950 134.42 2477.84 1.40200 600 950 134.42 2501.01 1.33
B.H. Salman et al. / Engineering Failure Analysis xxx (2011) xxx–xxx 11
tion and situation of the tube. For instance, the tube situated facing directly to the furnace section has different convectioncoefficient and flue gas temperature or the tube is identified subject to severe gas flow.
5. Verification with actual data
In this case study, two different cases with different tube diameters from two different locations are used which wereobtained from dimensional measurements for the scale thickness. The objective of this case study is to compare the esti-mated values using the proposed method with the actual data [23,24]. The detailed samples used are shown in Table 19.
Samples for Case 1 was located at the first row facing to the burner while the sample for Case 2 was located a relativelyfurther from the burner. Operating steam temperature of both tubes is 576 �C. The flue gas temperatures were reported rang-ing from 800 �C to 900 �C. Parameters used to determine gas mass velocity and to estimate the convection coefficients hs andhg for internal and external surfaces are shown in Tables 20 and 21 respectively.
The estimated scale thickness by the constant and the actual data are plotted in Fig. 4. It can be seen that the scale thick-ness for the actual data of Case 1 is relatively close to the estimated scale thickness for the flue gas temperature of 900 �C byusing the constant B. The results show good agreement with the actual data with respect to the location of the tube since thehigher temperature of the flue gas will accelerate the scale growth over period of time. Bigger inner diameter and thicknessof the tube may also accelerate scale growth. The scale thickness for Case 2 also fairly agrees with the estimated scale thick-ness for the flue gas temperature of 800 �C by using the constant B. It is essential to make appropriate monitoring of the heattransfer parameters that may govern the problem from time to time.
Table 19Oxide scale thickness and geometry of the tube in actual [22,23].
Case Inner radius (m) Tube thickness (mm) Service time (h) Year taken Scale thickness (mm)
1 0.0225 4 92,525 2001 0.682 0.0219 3.5 117.522 2003 0.58
Table 20Parameters used to determine gas mass velocity for validation of actual data.
Gas flow (kg/h) 500,000Number of tube wide 50Transverse pitch (m) 0.01016Tube length (m) 8
Please cite this article in press as: Salman BH et al. Determination of correlation functions of the oxide scale growth and the temperatureincrease. Eng Fail Anal (2011), doi:10.1016/j.engfailanal.2011.08.001

Table 21The estimated convection coefficients hs and hg for internal and external surfaces respectively.
Case hs (W/m2 �C) hg (W/m2 �C)
1 1990.59 125.312 2053.65 126.01
Fig. 4. Comparison of the estimated scale thickness using the constant B and the actual data.
12 B.H. Salman et al. / Engineering Failure Analysis xxx (2011) xxx–xxx
6. Conclusions
A technique for determining the constant correlating the scale thickness and tube metal temperature has been proposed.Tube metal temperature was one of the most important factors in maintaining boiler life. In fact, temperature was the mainfactor found in mechanical and corrosion failures of boiler tubes. The oxide scale developed on the inner surface of super-heater and reheater tube over period of time led to increase the temperature of metal tube and material hardness decrease.Therefore, the constant B is useful to estimate the boiler life and may be used to support the condition monitoring system ofboiler tubes.
References
[1] Ray AK, Sahay SK, Goswami B. Assessment of service exposed boiler tubs. Eng Fail Anal 2003;10:645–54.[2] Patent EP0239275. Measuring oxide scale on inner surface of boiler tubes. The Babcock & Wilcox Company; 1992.[3] Baoyou Z, Zhonghong L, Yuexian C, Xigang F. Analysis of a boiler pipe rupture. Eng Fail Anal 2006;13:75–9.[4] Ganapathy V. Industrial boilers and heat recovery steam generator; design, applications, and calculations. New York: Marcel Dekker; 2003.[5] Armitt J, Holmes R, Manning MI, Meadowcroft DB, Metcalfe E. The spalling of steam-grown oxide from superheater and reheater tube steels. EPRI
Report No. FP-686, February 1978.[6] Bhatt MS. Effect of water side deposits on the energy performance of coal fired thermal power plants. Energy Convers Manage 2006;47(9–10
June):1247–63.[7] Das G, Chowdhury SG, Ray AK, Das S, Bhattacharaya DK. Failure of a superheater tube. Eng Fail Anal 2002;9:563–70.[8] Ennis PJ, Quadakkers WJ. Implications of steam oxidation for the service life of high-strength martensitic steel components in high-temperature plant.
Int J Pressure Vessels Piping 2007;84:82–7.[9] Viswanathan R, Paterson SR, Grunloh H, Gehl S. Life assessment of superheater reheater tubes in fossil boilers. J Pressure Vessel Technol, Trans ASME
1994;116(1):1–16.[10] Viswanathan R, Grunloh H, Paterson SR, Gehl S. Life assessment of superheater/reheater tubes, vol. 240. American Society of Mechanical Engineers,
Pressure Vessels and Piping Division (Publication) PVP; 1992. p. 103–22.[11] Zuo M, Chovelli S, Nonaka Y. Fitting creep-rupture life distribution using accelerated life testing data. J Pressure Vessels Technol, ASME
2000;122(November):482–7.[12] Rehn IM, Apblett Jr WR, Stringer J. Controlling steam side oxide exfoliation in utility boiler superheater and reheater. Mater Perform 1981(June):27–31.[13] Uhlig HH. Corrosion and corrosion control. 2nd ed. New York: Wiley; 1971.[14] Port RD, Herro HM. The NALCO guide to boiler failure analysis. Nalco Chemical Company, McGraw-Hill Inc.; 1991.[15] Jones DRH. Creep failures of overheated boiler, superheater and reformer tubes. Eng Fail Anal 2004;11:873–93.[16] French DN. Metallurgical failures in fossil fired boilers. New York: A Wiley – Inter science Publication, John Wiley and Sons Inc.; 2000.[17] Clark KJ, Paterson SR, Retting TW. Remaining life assessment of superheater and reheater tubes. California: Aptech Engineering Services, Inc.; 1988.[18] Nordtest. Metallographic assessment of the temperature history and remanent life of power plant components, NT MAT 002, Nordtest, Finland; 2001.[19] Chaudhuri S. Some aspects of metallurgical assessment of boiler tubes – basic principles and case studies. Mater Sci Eng, A 2006;432:90–9.[20] Purbolaksono J, Hong YM, Nor SSM, Othman H, Ahmed B. Evaluation on reheater tube failure. Eng Fail Anal 2009;16(1):533–7.[21] Incropera FP, Dewitt DP. Introduction to heat transfer. 3rd ed. John Wiley; 1996.[22] Purbolaksono J, Khinani A, Ali A, Rashid AZ, Nordin NF. Prediction of oxide scale growth in superheater and reheater tubes. Corros Sci
2009;51(5):1022–9.[23] Ahmed J. Technical memorandum of Kapar Power Station Sdn Bhd. Remaining life assessment of reheater tube. TNB Generation Sdn Bhd, May 2001.[24] Ahmed J. Technical memorandum of Kapar Power Station Sdn Bhd. Report of reheater tube failure. TNB Generation Sdn Bhd, January 2004.
Please cite this article in press as: Salman BH et al. Determination of correlation functions of the oxide scale growth and the temperatureincrease. Eng Fail Anal (2011), doi:10.1016/j.engfailanal.2011.08.001