engineering bulletin: selection of control … · project managers, on-scene coordinators,...
TRANSCRIPT

^EPA
SDMS DocID
UnitMj SUtM Environmantal Protaction AC*ncy
Otflc* of Emargancy and Htmadial Rasponaa Washington, OC 20460
2095109
Offioa of Raaaarchand Davalopmant OndnnaU.OH 45208
Suoarfund EPA/540/S.92/011 Saotambaf iflBg
Engineering Bulletin
SELECTION OF CONTROL TECHNOLOGIES FOR REMEDIATION OF LEAD BATTERY RECYCLING SITES
PurpoM
~Sgctlofri2l(B)"^"tIieXomprehenslve~Envlronmental~ Response. Compensation, and Liability Act, (CERCLA) mandates the Environmental Protection Agency (EPA) to select remedies that 'utilize permanent solutions and alternative treatment technologies or resource recovery technologies to the maximum extent practicable* and to prefer remedial actions In whlch-tnatmart "permanantiy and significantly raducM tha vokinMi toodclyi or mob l l y of hazardous substancae. poUiAanltt and contaminivtt^ as a principal afarftertt.** The Engineering Bulletins are a series of documents that summarize the latest Irrformatlon available on selected treatment arxl site remediation technologies and related Issues. They provide summaries and reference for tlie latest Information to help remedial project managers, on-scene coordinators, contractors, and other sKe cleanup managers understarxJ the type of data. and site ctuiracterlstics needed to evaluate a technology for potential applicability to their Superfund or other hazardous waste sites. Those documents that descrit)e Individual site remediation technologies focus on remedial Investigation scoping needs. Addenda will be issued periodically to update the original bulletins.
Introduction
The objective of this bulletin Is to provide remedial project maruigers (RPMs), potentially responsit)le parties (PRPs), and their supporting contractors with information to facilitate the selection of treatment alternatives and cleanup services at lead ktattery recycling sites (LBRS). This bulletin condenses and updates the information presented in the EPA technical resource document \
entitled: 'Selection of Control Remediation of Lead Battery
Tachiiologlaa tor Recycling SIttta,*
EPA/540/2-91/014, JUy 1991 which is avalaUe from Tha National Technical Infonnation Service. Springfield, VA. This bulletin consolidates useful Information on LBRS, such as the following:
• Description of types of operations commonly conducted, and wastes generated at LBRS;
• Technologies implemented or selected for LBRS remediation;
• Case studies of treatability studies on LBRS wastes; • Past experience regarding the recydabllty of
materials that are found at LBRS; and • Profiles of potentiaily applicable innovative treatment
technologies.
Batteries account for more than 80% of the lead used in the United States, of which approximately 60% is reclaimed during times of low lead prices and greater percentages are reclaimed during times of high lead prices. In general, 50% of the national lead requirements are satisfied by recycled products. There are 29 Superfund lead battery recycling sites (L£RS). Twenty-two sites are on the National Priority List (NPL), and 10 of these sites have completed ROOs. Removal actions are underway or completed at seven other LBRS.
LBRS are iil<ely to contain a variety of wastes (e.g., lead, plastic, hard rubber) that are potentially recyclable. At LBRS, RPMs are typically confronted with metallic lead and lead compounds as the principal contaminants of concem. Other metals (e.g., cadmium, copper, arsenic, antimony, and selenium) are often present at I^RS, but
AR200001

usually at much lower concentration tfian lead and often below hazardous concentrations. Also sulfuric acid from batteries may remain In liquid form in pits, ponds, lagoons, storage tanls, or treatment vessels.
Background Information on Laad-Acid Batteries, Battery Breaking and Secondary Lead Smelting Operatlona
• Laad-Acid Storage Battery
Whie all lead-acid storage batteries are not alike, a descrtptkxi Is provkJed t>elow of a typteal lead-acM
_ggraga battery {l.e.,.a.car.battery)_tfiat.isj|kety to have been processed at a defunct L£RS that is now on the Superfund cleanup list
A lead-acU storage battery consists of two electrodes dipped into partly cttkAed aiifurlc acU. The electrodes consist of metallic lead gdds containing either lead dioxUe paste (cathode) or sporigy lead (anode). The n>etalllc lead ghds may contain varkHJS elemental additives irK:iudirtg antimony, arsenk:, cadmium, copper, and tin.
An average automotive battery weighs 17.2 kg, and contains 8.6-8.1 kg of lead (equally dIvMed between anode and cathode), 1.4 kg of polypropylene plastk:, and approximately 2 liters of 15-20% sulfuric ackJ. Although most t>attery cases are now constructed of polypropylene, they were previously composed prImarDy of hwd rubtier-like material that was called atyonlle.
• Battery Breaking and Secondary Lead Smelting Daacription
Tfie lead recovery aspects of lead-acid twttery recycling operatkxis consist of battery ^^raaMng, component aaparatkm, lead «natting and nafining. as shown in Figure 1. Battery breaking is the first step in the lead recycling process. The flow diagram in Figure 2 depicts ttie lead-ackJ battery breaking process. Most breakers are either hammer mBs or aaw-lypa breakers.
The smelting process separates the metal from impurities in either blast, reverbieratory, or rotary furnaces. Refining is the final step in chemically purifying recycled lead.
Lead Battery Recycling Site Charactarbatlon
ijead contaminated media at i^RS can be classified into four main groups:
• tefls, sediments, arxl ahidges - includes sols and particulate matter intermixed with water or other aqueous compor)ent8.
• ¥ M a p t m • by-products from tiattery recydkm operatkjns.
• Water • includes groundwater, siwfece water and contaminated wash water or process waters from soBs, sediments, arxJ sludges treatment processes.
• BuMings, structures and equipment - Includes aB process structures, txiBdings and equlpmenL~'~
An example of a LBRS conceptual model for potential pathways of exposure is presented in Figure 3.
Lead is the primary contaminant found In sols, sediments, and sludges at L£RS. Concentrattons ranging up to 7% have been encountered. Lead (Pb), lead sulfate (PbSOJ, lead oxMe (PbO), and lead dk»dde (PbO^ are the predominant lead spades found at a LBRS. Sites with cartx>nate sols generafly contain lead cartxxiate (PbCOJ, hydnicerussite (Pb,(C0,),(0H)2), or lead Mlite (Pb^SO^ (C0J2(0H)2). Other heavy nrtetals such as antimony, arsenic, cadmium, and copper are sometimes piresent, but normally lii relatively low concentratk)ns.
Sol deanup goals vary depending on she specffic factors such as exposure routes and locatkm of humans and sensitive environmental receptors. In spite of tfiis ske to site vartabDity, two common deanup goals do tend to recur. One of these Indudes reductkxi of lead concentratkNis In the sol , sediment, or sludge to tfw pdnt that the leachate yields less than 5 mg/L of lead when subjeded to an EPA-mandated leaching procedure (i.e., EP Toxicity or TCLP tests). Cols with TCLP laachatee above 6 mg/L taad are eonsMarad to be hazardous Ivaste, which means that the soBs generally cannot be landfUled until they have been treated to yield a leachate less than 5 mg/L lead (Federal Register, 1990). A second common deanup goal is tiie redudkm of ttie total lead content In resklential sou to a level of 500 to 1000 mg/kg. in accordance with EPA Offk:e of Sdkj Waste and Emergency Response (OSWER) Directive #9355.4-02. an
'Tng!neef ln^3ISn^3e3S^orSo!Svne3no^
AR200002

OMm PlHii
MaifcM
ItarlM
FIgura 1 . Ganaral izad Sacondaiy Lead Stnelt lng/nafining Procaaa Source: ExWe Corporation, 1982
B U M M
tprinnr haiMi a l VM^ ip tbn ika )
to MVkOflMd
Add
CcnKOoA
PliriB. n i t i b iMan i i
• ngUim
Furi FlMdpMta
d d d a f a i S ONr
Oi^onl
Rayclng'
i . ih3) i
•fmt Olar
- ^ Spiigt
tieMy I u\ TrMaMm"^ • ^ Ditchug*
»{ Swcndw; hid Mwlie |
F I M U V of TvuMi/ficydhQ dipwdi upon M W I I M m lric»iA^qi(vM|yu% of aaMWt •flflwlMt I K M M iMAay^ Md raQuMom
Add ficfdi
Figure 2. Flow diagram of lead-ackJ battery bteaking.
Tn^nSer lns^ ! j l l eS^^3ec3o!^n !o !SSne3u^^
AR200003

[_ Badi ._
BwKof . 1
HMin
A I M Ski
Biou
TwMkial 1 Aqurtc
* 1 r — ^ ^ » ! f l
-i . .7.—1 RK)ih(Sfa — •
1 m J 1 - \ —
-42ffiai |—•m-
• — " 1
A KSfe^KSSf J
'—
• £K§yr*
Stem
Itflw —
S u t a n , - ntoiaid '
ndmnb
IntMtior
WuUkn
Omil CintKl
IIVMOMI
. MMIIIM
OmU CinlKl'
• • •
•
•
•
•
•
•
t(«Mtion
InhiMon
Omil Conlid
llVMtiM
WMkm
D m d ConlKl
Omul ConlKt
• •
•
•
•
•
•
•
•
•
a '
a a
•
a
Figure 3. A lead battery recycling site conceptual model.
kiterim sol deanup level of 500 to 1,000 mg/kg total lead was adopted for protection from direct contad at resUential settings. OSWER is in the process of revising this diredive to account for the contributton of various media to total lead exposure and to produce a strong scientific basis for citoosing a sol lead deanup level for a site. OSWER believes that the best avalabie approach Is to use the EPA uptake bioklnetk: model (USEPA, 1991 a).
Lead is generally not very motiile in the environment, and tervls to remain relatively dose to its point of Initial
deposition fdlowing Its escape from the recyding process. t d l s atrongly rataki lead In UMlr upper law cantknators. The iBapadty of ao l to ladsoifo taad Incraasea with (ncreBsing pH, cation axchange eapadty, organic oartion oontanf, sol/water Eh (radcoc fMtantlal). and phuaphate lawiis. Lead exhibits a high degree of adsorption on day-rich sol. Lead compounds can also be ad8ort)ed onto hydroua laaddas af Iron and teanganaee and be linmoblizad In doubia and triple aalts. Metallk; lead and its compourxls are heavier tiian water and tend to settle out. Some ot the compounds are slightly sduble whHe
"VlglnSSir^TSSISn^SISSonTrSorSSoneSinolo^^
AR200004

others are Insdubia In water. Throughout most of the natural environment, the divalent form, Pb* ' , is the most stable kxtlzad form.
Geophysk:al surveys can be used to determine the vertical arid lateral variatkxis in both subsurface stratigraphy and subsurface metal contamlnatk)n. A variety of survey technk^ues (e.g., ground penetrating radar, eledrteal resistivity, eiectromagnetk: Inductton, magnetometry. and seismk: profling) can effectively deted the locatkxis and extent of twried waste deposits. BorefK)ie geophysics Investigations can tie conduded at selected well locations in order to t)etter cliaracterize subsurface stratigraphy. Field screening techniques such as x-ray fluorescence (XRF) can tie used to pinpoint sampling locatkins at areas of greatest contamination
-(^hot-spots^Mo Wenllfy the levdof-risk-presentedbylhe" site and to evaluate remedial alternatives, soH sarriples are typk:ally analyzed In the laboratory for the USEPA Target Analyte Ust (TAL) metals, TCLP toxtelty, total cyankle, total organk: cartxin, sulfate content, pH, acMlty/alkalinity, and catkxi excharige capacity.
Waste piles at L£RS are usually by-produds from recyding operatkxis. Tfiese waste pies can be broken down into several components: battary casings (made of hard rubber-iike composites or pdypropylene), banaiy Internal componarMa (e.g., pdyvlnyl chlorkje, papeil, matt»(a metallk: sulfkJe waste containing Iron and lead), Slav and cdrtttfmnate* debris. Waste samples are analyzed for the parameters mentioned above.
Groundwater does not normally create a major pathway for lead migration. However, sirwe lead cam* pounda are sotubM at tow pHa, V battery breakkig actM-tiaa have occurred on-stej- a n t tha beitary add w i s disposed on-skai elevated concantratibna of lead anri other matala may occur in groundwatan Monitoring wells are Installed arxl sampled upgradient and downgradient from a lead tiattery recydlr^ site. To klentify the level of risk presented by the site arxJ to evaluate remedial alternatives, samples from the wells are analyzed for TAL metals, total cyanide, total organic carbon, total susperxjed sdids, total dissolved sdkis, pH, alkalln-Ity/acklity, hardness, sulfate, chlorkle, specific corxluc-tance, temperature, and dissolved oxygen. The Office of Emergency arxl Remedial Response (OERR) has recommended an interim potaUa grtxvidwater deanup* level of IS ppb for lead (USEPA, 1990af.
A variety of contaminated structures, buldkiga, and equipment may tM encountered at LBRS. Samfikig methods to determine the nature and exteni of contaminatkm on buldlngs, structures, and equipmert surfaces have not yet been standardized. Suifaca-wipa sampling is generally used.
Basle Approachaa to tha Control of Lead Battery Recycling SRaa
Remediation strategies for LBRS may Incorporate several distind techndogy opttons assembled kito a treatment tratoi to attain specific site goals. These techndogles indude:
• No adkin ~ i Immobillzallon: preventing contaminant migratton
through constnxrtlon of physteal barriers (e.g., capa, slurry walls, liners) or utiizing chemk:al or tttermal processes (e.g., sdklifk:atk)n/stablizatk)n and vitrification).
• Separation/concentration: indudes techndoglee utRlzIng chemically or physk:aliy induced pTuse separation processes to concentrate load contaminatton for further treatment, partial recyding, or disposal whDe remediating a major portton of the contaminated material.
• Excavation and off-site disposal: removal of contamination for disposal.
• Treatment Technologies for Soils, Sedimenta, and Sludgaa
Np Action
Two out of 10 Record of Decistons (RODs) for LBRS have seleded no adion as a rerhedial alternative, because the results of the HemedM InvaatigatkNi (Rt) sfwwad that tha emergency remowalprocaaBaa(axcavalton and d l - i i fc disposal) conducted al sitae were effactlida fci rsmowtng contamlnMad so l from tha sita and tha concaniiatiDoa<if contaminania found hi tha groundwater ware bakiw any appHcaUd or r8l«Msr# and qipropriata requlrainant». (ARARaf. No adkMi involves environmental monitoring and institutional re8trictk>ns such as site fencing, deed restrtetlons, restridkxis on groundwater usage, warning against excavation and a public awareness program.
Tng !neS !n^u l l 3 I I ^3^o r^^o tSvnecmo lo^^
AR200005

Immobilization Ootlona
Capplng-
To date five out of 10 RODs for LBRS liave seleded capping as an Integral part of a treatment alternative. Capping hivplves the installation of an hrqiarmaable barrier over the contaminated sol to restrtet access and reduce kifltratkjn of water Into the sol . A variety of cep designs and materials are avalaUe. Most designs are mutti-layerad to conform with the performarK:e standards In 40 CFR 184.310 which addresses RCRA lendfiH closure taqukamenls. However, sln(^e-layered designs are used for special purposes at L£RS, for example, when treated io l i r i s igkn ied ln to an excavated arear-lxwperTneablity-days and synthetk: memtxanes are commonly used. They can be covered with top sol and vegetated to proted them from weathering and erosion. Sol materials are raadly avallat)le, and synthetk: materials are wkjdy manufadured and distributed.
The cost of a cap depends on the type and amount of materials seleded, the thickness of each layer, and the regkxi. in a'recent RCRA Part B permit applicatk>n for a four acre hazardous waste landfill, the installed cost of a miiti-layered cap was estimated at Se/ft*. The design for this cap kiduded 3 ft of top sol , overlying a 1 ft sand lyer, overlying 1 ft of compaded day, overlying a 30 m l l igh Density Pdyethyiene (HDPE) Ikier. overlying 2 ft of
aded day (USEPA, 1965).
Fable 1 summarizes the data needed to evaluate apping as a remedial alternative for sols, sediments, and
sludges.
BolMlficatlon/Stabnization (S /S) -
To date, 5 out of 10 RODs for LBRS have seleded ex altu S/S as an Integral part of a treatment alternative. SdUificatkm processes, either in situ or ex situ, produce mondlthic blocks of waste with high strudural integrity. The contaminants do n d necessarly interad chemically with tfie sdUlfteatton reagents (typically cement/lime) but are primarly mecfianteally locked within the sdkJifled matrix. Stabllzatkxi methods usually kivdve the addition of materials such as fly ash or blast furnace slag which limit tiie sdut)lity or mobility of waste constituents ~ even though the physkaJ handling charaderistkss of the waste
may n d be changed or improved (USEPA, 1962). Ex situ S/S is wkjely demonstrated and equipment is readly available. However, long-term reliablity of S/S is not yet established.
Ex situ S/S involves «ibdng the excavated contaminated sol with portend oameni and/or Hme along with other binders such as t y aah or aUodto laagants to produce a strong, monattNc maaa. Cement is generally suitable for immoblizing metals (such as lead, antimony, and cadmium) which are found at lead battery recyding sites. Because the pH of tha oemarl mbdure Is Mgh (approximately 12), most muitivaient cattons are converted into insdut)ie hydroxkles or cartxxiates. They are then
-resistant to leaching; —'-—.
Costs to use S/S techndogy are expeded to be In a range of $304170 per cu yd <USEPA. 19698). Data needs to evaluate S/S as a remedial alternative are summarized in Tatiie 1.
Three fidl-scale S/S operatk>ns have been Implemented at LBRS. Approximately 7,300 tons of sol contaminated with lead'(EP Tox >400 mg/L) were treated In a moble plant with portland cement, fly aish, and water at a rate of 300 tons/day at Norco Battery Site In California. EP Toxteity of thie treated sol after 28 days was less than 5 mg/L (USEPA, 1991b). Approximately 11,000 tons of so l (TCiP as high as 422 mg/L) were treated by the proprietary MIAECTITE" process developed by Mascorp, Inc. a l the Lee's Farm in SVIsconsin. TCU> of the treated sol was less than 1 m g / L Atxxjt 20,000 cubic yards of lead-contaminated sol were recently sdkflfied at Cedartown Battery, Inc. ki Georgia. Anaiytk:al data on this site are currently t)elng processed.
Numerous S/S treatablity studies have been completed at LBRS. A plot-scale treatablity test conduded at the Gould Site in Oregon denrKxistrated ttiat a mix of approximately 14% portland cement Type l-il. 25% cement k in dust, and 35% water successfully stabllzed sols arxl waste products cmshed to 1/8 in. A e . Bench-scale treatat)Ulty studies conduded on sols from three LBRS (C&R Battery Site in Virginia, Sapp Battery Site In Rorida, Gould Site In Oregon) demonstrated that cement-t)ased 0-e> cement or cement virtth additives) blends decreased the leachablity of lead and met the EP Toxk:lty criterion of 5 m g / L
Tnoff tSei ln l^BS3ISnr^ele3o!r^Ton^rfScf !^^
AR200006

TABL£ 1. DATA NEEDS FOR TREATMENT TECHNOLOGIES FOR SOILS, SEDIMENTS. AND SLUDGES
Technology
Capping
(USEPA, loera)
SoDdHlcatlon/itabllteatton (USEPA, igeea and AmlaUa at al.. 1990)
^ ^ = S o l l waahlng/add laachlng (USEPA. 19e8c and USEPA. 19900)
•
•
•
On-tU» land diaposal (USEPA, 1967b)
• Extant of oontamlnatlofi • Oaptli to groundwatar tabia • Obnata • Waatavoluma
• Mdatura oontant • Bulk dansHy • Qrain-aiza diatribution • Wkita voluma • SuNata contant • Organic oontant • Oabria l ixa and typa . TCU»
• Soil typa and unitormlty • Moiatura oontant > Bulkdanaity • Qraln-tba diatribution • Clay oontant
• pH • Cation axchango capacity * Oro^nlc mattar oontant • Wasta volunto • MInaraiogical ctiaractarlatica • Oabria l iza and typa . TCU»
• Soil charactarizatkNi aa dictatad by tha landfn oparator and tha govaming lagulatory agaitey
• Waatavolumo • TCU»
In situ treatment of contaminated sols is innovative. Two specific In situ S/S technkjues. under the Superfund Innovative Techndogy Evaluation (SITE) Program, hdd promise for LBRS.
International Waste Technologlaa/Geo-Con, I n c -This In situ sdkJifteatk)n/8tabllzatkNi techndogy Immobilizes organic and Irwrganic compourxls In wet or dry soils, using additives to produce a cement-like mass. The bask; components of this techrxslogy are: a deep sol mixing system (DSM) whk:h delivers and mixes the chemk:als with the sol In situ; and a batch mixing plant to supply the International Waste Techndogles (IWT) proprietary treatment chemkrals. The IWT techndogy can be
applied to sols, sediments, and sludges contaminated with organic compounds and metala. The SITE Denran-stratkm of this techndogy occurred at a PCS-contaminated site In Aprl . 1988 and the results are summarized in an Applteattons Analysis Report (USEPA, 1990b).
S.M.W. Seiko, Inc . - The Sol-Cement Mbdng Wal (S.M.W.) techndogy developed by Seiko, Inc. bivoives tha In situ stabHIzatton and sdkJIflcatton of contaminated sola. Multi-axis, overlapping, hdlow-stem augers are used to Injed sdMifk:atlon/stBbUlzatk)n agents and blend them with contaminated sols In situ. The produd is a mondithk: block down to the treatment depth. This
Tn^nee f l n^ !3 IS ! ^ ^3e3o ! r ^Co rSone3v !o^ ! ^
AR200007

techndogy Is potentially applicable to sdls contaminated with metals arxl seml-vdatDe organic compounds. The search for a demonstrathsn site is currently underway.
Vitrlf ication-
As with sdidlfication, there are both ex situ and in situ procedures for vitrifteatlon. In situ vltrifk»tk>n converts contaminated sols Into chemteally Inert, stable glass and crystalline materials by a thennal treatment process. Large eledrodes are Inserted Into so l containing algnlficant levels of slicates. Because sol typk»lly has low corxJudlvlty, flaked graphite and glass frit are placed on the soB^ surface between the eledrodes to provMe a
\ tar ter path for eledrtc current A high current passes through the electrodes and graphite. The heat melts contaminants, gradually working downward through the soil. Vdatle compounds are cdleded at the surface for treatment. After tiie process ends and the soN has coded, the waste material remains fused In a chemically inert and crystalline form that has very low leadiabDIty rates. This process can t>e used to remove organics and/or immobOize lnorgank:s in contaminated soOs or sludges, it has n d yet been applied at a Superfund site. However, h has t>een field demonstrated on radioadlve wastes at the DOE'S Hanford Nudear Reservatton by the Geosafe Corporation. Geosafe lias also contraded to condud two superfund site deanups, one In Spokane. WA, and another In GrarxJ lJ9dge. Ml. Large-scale remedlatk>n of this process lias t)een suspended temporarly t>ecause of the loss d offgas confinement and control during the recent large-scale testing of Its equipment that resulted in fire.
Ex situ vitrification invdves heating the excavated soil by a tl>ermal process to form ciiemk:ally inert materials. Two specific ex situ vitrificatk>n technk)ues under the SITE Program have application to LBRS.
Retech, Inc. Plasma Reador-This thermal treatment techndogy uses heat from a plasma torch to create a molten bath that detoxifies contaminants in soil. Organic contaminants vaporize and read at very high temperatures to form Innocuous produds. Sdids melt kito the mdten l>ath. Metals remain in this phase, which • - wtien coded - forms a non-leachable matrix. It Is most appropriate for sols and sludges contaminated with metals and hard-to-destroy organic compounds. This techndogy was demonstrated in August 1991 at a Department of Energy research faclity in Butte. Montana
and the final demonstration report wHI be completed ki August 1992.
Babcock and vmicox Co. Cyclofta Furnace Proceaa-Thls cydone furnace techndogy is designed to decontaminate wastes contabiing both organk: and metal contaminants. The cydone furnace retains heavy metals in a non-leachable slag and vaporizes organic materials prior to incinerating them. The treated sols resemble natural obskJian (vdcank: glass), simlar to the final produd of vJtrlfteatkm. This techndogy is applk»ble to sdUs and sol contaminated with organic compourxls and metals. This techndogy was demonstrated in November 1991 at Babcock and WIcox Co. research faclity in
"AlilancerOhier •
Seoa f tion/Coneentratlon Onilona
Soli Washing and AcM Laaching-
Sol washing Is a water-based process for mechantoally scrut)bing sols ex situ to remove undesirable contaminants. The process removes contaminants from soils in one of two ways: by dissolving or suspending tliem in the wash sdutkm or by concentrating them Into a smaller vdume of sol through simple parttele size separatkxi techniques. AckJ leaching renrK>ves lead from sols by first converting the lead to a sduble salt, and then precipitating a lead salt from sdutlon.
Imple'Twntatton of this techndogy requires excavating tfie lead-contaminated so l , washing the lead on-site with a sdutlon (such as nitrk: add or EDTA), and returning the treated soU to the site for disposal in the excavation area. One of the limitations d sol washing as a viable alternative corK:ems tiie physk:al nature d the soil. Sols which are high In day. sit, or fines have been diffk:ult to treat
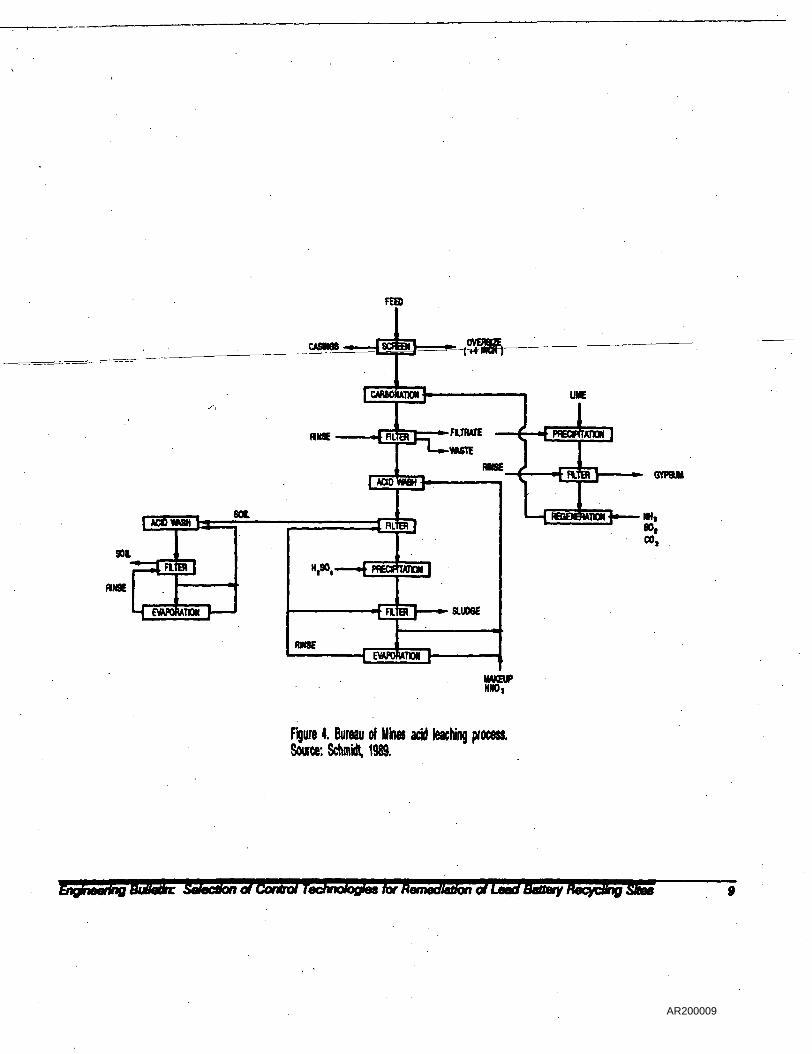
Rgure 4 is a process flow diagram d an add leaching process developed by U.S. Bureau d Mines. This process converts lead sulfate and lead dkndde to lead carbonate, which is sduble ki nitric add. i.ead Is recovered from the leaching sdutkxt by precipitatlrig with sulfuric ackJ (Schmklt, 1989). There is a pdential market for lead sulfate. The Bureau d Mines also investigated converting the lead compounds to cartx)nates fdlowed by leaching with fluoslick; ackJ. Eledrowinning recovers metallic lead from sdutton whUe regenerating the ack) for
" T n g l n e S m ^ j f l S n T S e l S S o r ^ T S S o r f e S ^ ^
AR200008
FEB)
Pigufe 4. Bureau oi Uines acid leaching procest Souce: Schmidt, 1989.
TngCSSStSi^SSSrfSSSonTTiSS^
AR200009

recycle. The dean sol can t>e returned to ttie site but waste streams from either sdl washing processes require further treatment before final disdiarge.
Aduai fiekJ experience of deaning sol at LBRS is Hmlted. Two sites (Lee's Fann ki Woodvlie, Wisconsin and ILCO site In Leeds, Alabama) have unsuccessfully attempted sol' washing of contaminated sol . One ROD (United Scrap Lead Co. Site ki Ohio) out d 10 for LfiRS has seleded add leachkig as an kitegral part of the treatment alternative but full-scale treatment has n d occurred. The Bureau of Mines (BOM) conduded bench-acale studies to evaluate the performance of ackl leachkig aduttons on lead in contaminated sol at battery recyding sites. Table 2 shows some representatlveTesults from the-Buraau of Mines tests. The results Indfeated that nitric add sduttons can achieve very high removal efficiencies for so l (greater than 99%) and an EP Toxteity level less than 1 mg/L (Schmkft, 1989). BOM estimates the cost d full-scale operatk>n to be $208 per cu yd d sol.
EPA completed a series d latxxatory tests on sol and casing samples from metal recyding sites. The sol samples from these sites were subjeded to bendi-scaie washing cydes using water, EDTA, or a surfactant (TMe detergent), respedlvdy. Sol washing dU n d remove significant amounts of lead from any of the sol fractkjns. The lead was n d corKentrated ki any partk^uiar sol fradlon but rattier was distributed among all the fracttons. A comparison of lead conoentrattons ki ttie wash waters indicated that the EDTA wash performed better than the surfactant and water washes (PEI Associates Inc., 1969). WhIe EDTA was reasonably effective ki removkig lead. Bureau d Mines researchers observed that its effectiveness seemed to vary with ttie species of lead present (Schmklt—1969)_^J^ddltional^bendv«^ie studies are
required to verify that site-specfflc deanup goals can be achieved employing these technkiues. EPA researchers are also ki the earty stages d kivestigating the use d mider ackis (e.g.. acetk: add) than those adds used to date (e.g., nitric, fluoslick:) for leaching d lead from sols (USEPA. 19g0d).
TABLE 2. REPRESENTATIVE RESULTS OF THE BUREAU OF MINES TREATABILnY TCSTS ON SELECTED SAMPLES OF BATTERY BREAKER SOIL WASTES
ShaAnala
Unitad Scrap LMd aoll
Unitad Scrap Uad aoil
Arcanum aoll
Arcanum aoil
C&R Batlary Soil Sampla B
Common l a ^
apaeiaa
Pb, PbSO,. PbO,
Pb, PbS04. f * © .
Pb (6.6%). PbSO^
Pb (6.8%), PbSO^
Pb. PbSO^. PtoCO,,PbO,
Avaraga* load total (ppm)
6.000-18,000
e.000-18.000
71.000
71.000
17AX)
LAaehbtg monioG
15% HNO,, 2-tir waah and 1% HNO,, 244)r toak
SO B/L F». 4Jhr 4 ao g/L P». 4-hr. 2.«ta0a wash. 1% HNO,, 24-hraoak
80 g A F*.*^»r. 80*C & 20 g/L F*. 4.hr, 60*C, a-ataga laach and 1% HNO,, 24^r waih
15% HNO,, 2-hr. SO'C laacti and 1% HNC),, S0*C, 2 4 ^ «Mah
15% HNO,, 2-tw and 2% HNO,, 24^r wuh and t-hr watar itnaa
Total l a ^
(ppm)
200
203
334
<290
2B
EP Twdctly (n»a/U
<1.0
<1X)
0.26
<1JO
<0.1
•No Initial EP Toxicity data avallabla. F* RuoaUldcacM
Souroa: Sohntidt, 1088
10 TngBSelSlgTSIeSnrSeSSSana^
AR200010

European vendor Anna In the sol washing busbiess have been remediating for a number of years sites contamkiated with lead. Most of their experience has t>een with relatively lower lead concentrations (typkally less than 500 ppm) from mine tallngs and smelter waste materials (bag house dust and slag). No European firms have been found to date wtio have dlred experience in treatkig sols from lead battery recyding sites (or equivalent) wtwre tfie lead cortfamlnatton typk»lly ootid be around 7.000 ppm total lead. However, ki dlscusstons with certaki d ttiese vendors, they are d ttie oplnk)n that sol wasfikig may have appllcatton alttiough bendt-scale treatat>llty tests wodd be needed to verify performance.
Son E x ^ v t l o n and Off-SHe Dlaooaai
Excavatk)n-and~removal~d"contamlnated~s6fl"toT' RCRA landflU have been performed in the past at LBRS txjt probalily wll not coiitkiue unless tfie materials are treated prior to disposal due to land disposal restridtons (LDRs). Excavatton and removal are applk»ble to almost all site coiKllttons. although they may be cost-prohibitive for sites with large vdumes, greater depths or complex hydrogedogic envkonments. Determlnkig the feaslMlty d off-site disposal requires knowledge d li^Rs arxl dtier regulatkxis devetoped b^ state govemments. Without treatment this techndogy may not meet RCRA LDRs. The LDRs prohibit the land disposal d certain RCRA hazardous wastes unless they meet specified treatment standards, if lead-contaminated wastes (i-e., sols and fragments d battery cases) fal the Toxicity Charaderistic Leaching Procedure (TCLP) test with lead levels equal to or greater tfian 5.0 mg/i^ then, if excavated, thek subsequent iiandllng and disposal must comply with RCHA iiazardous wastei regulations.
Cost estimates for this tecfmdogy range from $287-$468 per cu yd d sol.
• Treatment Technologies for Wasta Pllaa
Waste pfle renrxTval and off-site disposal have been pradk»d ki the past but probably wOl not continue due to LDRs, unieas the materials are treated prior to disposal.
Table 3 summarizes the data needs for treatmertt tecfmdogles for waste piles.
Waahlna of Battarv Caainga
This techndogy, developed by the Bureau d Mktaa (BOM), Is simlar to add leachkig of sol but somewfat less complk»ted. Lead contanrinatkNi Is principally ki tha form of PbS04 \n mkxocracks hi the caskig. Cashig materials are granulated to less than 3/8 kich to crsata enough exposed surface area that the Pt>S04 couU then be successfuly removed by the leaching agent such aa nitric add.
There has been no actual fiekj experience to date ki the washing d battery caskigs at lead battery recydkig sites. BOM conducted bench-scale treataURy studies that showed good removal etfk:iencles (Table 4). The reshjud battery caskig materiala have an EP Toxicity lead
~concentratk}n less than 5 mg/L (Schmkft, 1969).
Separation and Claanlnn of Battery C««iiigy
This alternative comprises axcavatkm of tha waata pies, fdlowed by on-site separatkxi of battery casing fragments. Separatton is fdlowed by recydbig (possUy off-site) d those components that have recycle value; RCRA off-site disposal of hazardous non-recydabie components; and orvsite disposal of nonhazardous componenta
Canonle Envkonmerital Servk»s Corp. urxler contrad to NL industriea. Inc. has devek)ped a proprietary process for remedlatktg lead battery and smelting wastes at the Godd Site ki Portland. Oregon (Canonle Erivironmental, undated). The process separates the waste materials into recydaUe and nonrecydaUe products. The recyclable pixxlucts consist of:
• Materials with a lead content sufficiently high for recyding, and
• aeaned materials audi as plastk: and ebonite thati wll pass the EP Toodclty test for lead.
• The materials that cannot ba deaned to pass the EP Toxteky test for lead and do not coriaki sufficient lead for recydkig are consUered 'nonrecydaUe'.
The process is shQNvnschematkailyki Figure 5. Tha battery caskig is crushed and wasfied In the first stage. The fines are screened from the washed material, tha
EnSS ieewv^<3C3r i ^9S^n7TSrSDne3no^ 11
AR200011

TABLE 3. DATA NEEDS FOR TREATMENT TECHNOLOGIES FOR WASTE PILES
Toehnelegy
OtMlalandM (US9Aig>7b)
vfUnHio Of MSOfy oottnQi
Soparllon of tettory oostng*
AwyoHng
Data iMOulrAnMfkl
Waata pUa charaotarbalion aa dictatad by land dlipoaal raatrtallorta Waata voluma TOP
Caalngtypa BulkdanaKy Oraln-alza dittrtbuUon Matal oonoantratlona TCLP
CompoaHion ot tMttary oaalnga Matal oonoantratlona
~iMita~vbluftiir~ Oitiar Intormatlon raqubad by radpiant TCLP
Potantial buyar/uaar Alktwabla laad oontant In abonlta/plaatic for i aaluala Laad oontant tor aooaptanca l>y amaltar
TABLE 4. REPI 8E
aNa/Mala
UnMad Scrap laad granulatad ehlpa
Moonum DfORon onipt
c a n Banary oaaing ohipa
OouU tiurtW caaing eNpa (bfokan)
Rhona-Poulanc oaaing ohipa •^wokan)
)ESENTAT1VE ^CTED CHIP
load opoolos
Pb804.Pb
PbS04.Pb
PbS04.Pb
PbC0,.PbS04
PbCO,
RESULTS OF THE BUREAU OF MINES TREATMENT TESTS ON SAMPLES OF BROKEN BATTERY CASINO WASTES
«. a MrSfVQO
laad total
(ppm)
3,000
3,on
178.000
103,000
6S,U00
Laaehlna mattiod
0.5% HNO,, 1-hr. 20*C waah
1% HNO,, tap watai, 60*C. 244ir, agitatad
t% HNO, 4hr, waah and «»atar rinia
Ammonium earbortata oarbonation, 1% HNO,, 20*C. 44u waah
Calcium carbonata oaibonatton. 0.5% HNO,, 20*C. 1-hr waah
ToM laad
(PP«)
w
210
277
14S
S16 .
EP Toidcily (Mg/g
<0J
<3.8
a i B
(182
3 «
>to M M EP Toxlolly data cvtftabto.
ooufooi Sohnkft, 1960
12 ' ^B lSSSf l l igK8eS! r iSSc8on7^o!SonS5STO^^
AR200012

t«TiBff u s m
WTBiro fccYcuon
WWIITAnON NO. 1
C f U B «
m m a
\utiraei lOfECVOE
wAitnro
. yvmil m • OVMTY
WSIE - C M
WW sSnoHL
wmwkiBt
OfANfUSnC 10RECYU
I^VON I Mttt r
flfVMTY sewHTon
stnrai
Figure 5. Batteiy waste treatment process. Source: Canonie Environmental.
T n g S i e S n n ^ S j I I S i r T S I S S S o t ^ r C o n ^ ^ 13
AR200013

sdkls are separated from the water in a settling tank, arxl tfie settled pdp is filtered from tfie sdutlon. These materials are the fiter cake that wl l typically contain more tfian 40% lead and less tfian 30% moisture. Fdlowing tfie first wash, the screen oversize is fed to a gravity separation devk:e. This system separates the plastic and etxxiite ki the wa^e from furnace produds, rocks, and trash excavated with the waste. Tiie et>onite and plastic material passes to the second wash stage where the resklual amounts d lead contamination are removed.
Pertormance at the GouM Site-The Goukl site contains approximately 117,500 tons d waste. Canonie daims that its separation and washing process there d5uld~pro<luce~approxlmately-80;500-tons-d-recydat)le-materials and 37.000 tons d material for stabilization and subsequent on-site disposal. At otfier sites, tfie amount of recyclat)le material may vary according to she history and use (Canonle Environmental, undated).
Canonle Environmental corxlucted a marketing study to klentify tfie markets for the produds from the above process. Tfie market suggested for the lead fines are primary and secondary lead smelters. Plastk:, If It can t>e suitalily deaned, appears to fiave numerous potential users. The most likely market for ebonite from the Gould site appears to t>e as a fuel supplement for cement kilns or power plants (Canonie Environmental, 1990). Additional maritet research Is planned to assess the effect d tiie new RCRA t>oiler and iridustrial furnace regulations regarding combustk>n d fiazardous vrastes. As noted t>elow. secondary lead smelters are potential users of fiard rubt>er-llke battery casings, but none are sufficiently dose to the Goidd site.
Innovative Processes for Waste Piles Treatment
The Horsehead Resource Development Co., Inc. Flame Reactor Process-A patented, hydrocartx)n-fueied. flash smelting system tiiat treats residues arxl wastes containing metals. The reactor processes wastes with a very hot redudng gas >2000''C produced from the combustton d solkl or gaseous hydrocarison fuels ki oxygen-enriched air. In a compact, low cost reactor, the feed materials read rapidly, allov^ng a high waste througfiput. Tfie end products are a non-1eachat)le slag (glass-like wfien coded) and a recydatile heavy metal-enriched oxkle, which may be marketable. This
technology has potential applk»tk>n to sols contaminated with heavy metals. A SITE demonetratkKi was performed at the Monaca faclity ki Pennsylvanki ki March 1991. The waste material was a secorxlary lead smelter blast furnace slag from the ftotlonal Smeltkig and Refining Site In Atlanta. Georgia. -i.ead and other metals were removed from tfie raw waste and concentrated in tfie bag fiouse dust whtoh may be recyded for Its lead content. Tfie process reduced tfie lead content of tfie slag from 5.4% to 0.6%. All samples d processed waste slag passed the' TCLP test for metals. For lead, the TCLP values fdl from approK. 5 mg/L to <0.33 mg/L (USEPA. 1991c).
Tlia Risk Radudion Engineering Laboratory (RREL) Debris Washlng-Syatam-pWS)^.Developed-by_ RREL staff and IT Environmental Programs. Inc., this techndogy wl l decontaminate detxis found at Superfund sites throughout the country. The DWS can dean various types d det)ris (e.g., metallic, masonry, or dher sdkls) that are contaminated with hazardous chemk:als such as pestiddes, PCBs. lead, and dher metals. Site demonstration was periormed at three Superiund sites (Carter industrial Superfund Site In Detroit. MT, PCB-Contamlnated Site ki l-iopkinsvlle, KY, and Shaver's Farm Site in Walker County. GA).
Bench-scale studies condLxrted on six pieces d debris induding plastic spiked with DDT. lindane. PCB and lead sulfate, then wasfied using surfactant adiieved an overall percentage redudkxi d lead greater tfian 08%. This techndogy fias pdential apdk:atk)n to tiattery casings and otiter metallic and masonry debris found at LBRS.
As part d tfie emerging techndogy porik>n d tfie SITE Program, tfie Cemer for Hazardous Materials Research (CKIMR) proposes to research, develop, and evaluate the economks d using secondary lead smelters for tfie recovery of lead from rubber battery casings. Secondary lead smelting techndogy is a process whk:h may be able to remove the lead from ttie battery casings and otfier waste materials. The net resdt wll t)e tiie detoxification d these materials while provkling a usable produd (i-e-. redaimed lead). A test was conduded In Septenriber 1991 with five truddoads d battery casing material at Exkle's Reading, PA smelter. The Initial results were promising, IxJt tfie projed report fias n d yet t>een publisfied.
14 "Tng ineSJn^ lS IS i rTSe^o r^ r ^o fSoneSmo lo^^
AR200014
• Traatmani Tachndloglas for Watar
Treatments using preclpl tat lon/f locculat lon/ sedlmentatkHi and k>n exchange are often consUered for remediatkxi d LBRS. Contaminated water from pits, ponds, and lagoons Is typtealiy pumped and treated together with groundwater.
Table 5 summarizes the data needs for treatment techndogles for water.
PreclDltatlon/Ftecculatlon/Sedimentatlon
Tfie comtjinatton d precipltatkm/flocculatlon/ sedlmentatkm to a weH-establlshed techndogy with specific operating parameters for metals removal fronL
~ground~and surface waters. Typk^l removal of metals employs precipitation with hydroxkles, cartx)nates, or sulfUes. Generally lime, soda ash, or sodium sulfWe Is added to water In a rapkl-mixing tank along with flocculating agents such as alum, lime, arxl various iron salts. This mixture then flows to a flocculatlon cfiamljer tfiat agglomerates partk:le8, whk:h are then separated from the liquid phase in a sedimentation chamtwr. HydroxMe precipitation with lime Is the most common ciiolce. Metal sutfMes exhibk slgnifteantiy lower sdublllty than their hydroxkie counterparts, achieve more complete
precipltatton, and provMe staMlty over a broad pH range. At a pH of 4.5, suHUa precipHatton can achlen/e the EPA-recommended starvlard for fbial deanup level for lead ki groundwater usaUa for drinkkig water (La., IS pg/L). Suifkle predpltatkxi - often effectiva - can ba conskJerably more expensive ttian hydraadde predpllatton, due to higher chemkal costs and Increased proceas complexity. The precipitated sdUa wodd then ba handled in a manner simlar to contaminated sola. Tha supernatant woukl be discharged to a nearby stream or to a puUidy owned treatment works (POTW).
Ion Exehanoa
Ion excfiange Is a process whereby tfie toxic tons _are-removed-from4fie«queou8^>fiase^«n«(diange with
relatively harmless ions fiekl by tfie ion excfiange material. Modem Ion exchange resins consbt of synthetic organic materials containing tonic fundtonal groups to which exchangeable Ions are attached. These synthetic reskis are strudurally stable and exhtolt a higii excfiange capacity. They can be tailored to sfKMv seledivlty towards specifto ions. The exchange readton to reversible and concentratlon-deperxlent; tha exchange resins are regenerable for reuse. All metallto dements - when present as sdutile spedes, either anksnto or catkxik; -can be removed by Ion excfiange.
TABLE 8. DATA NEEDS FOR TREATMENT TECHNOLOGIES FOR WATER
Tachrwiegy Data raqulramant
Pradpitation/flooculation/tadlmantatlon (USEPA. 1989b)
Ion axchanga (USEPA. 1989b)
Pumping via walla
Total suspandad tol ida pH Matal oonoantratlona O I and greaaa Spacific gravity of suapandad aolida
Total cuspandad sol idt Total disaolvad aolida tnorganlc cations and anions Oil and graaaa pH
Depth to watar tabIa Groundwatar gradlanta Hydraulic conductivity . Spacific yiald astimato Porosity. Thicknass of aqulfars Storativity
f n g S ! 5 e r l n ^ u l ^ ^ S S I 5 S o ! ^ r ^ o r ^ n e 3 v i o l o g ^ IS
AR200015

A practical upper concentratton limit of toxic tons for ton exchange Is about 2,500 to 4,000 m g / L A higher concentration results ki rapkl exfiaustion d the resin and kxxdkiately high regeneration costs. Suspended sdids In tfie feed stream should contain less than 50 mg/L to prevent plugging the resins (USEPA, 1986b).
.( Innovative Processes for Water Treatment
The Bk>-Racovafy Systems, Inc. Biological Sorption Procaaa-Bio-Recovery Systems, Inc. In Las Cruces, New Mexico to testing AlgaSORB". a new technology for tfie removal and recovery d heavy metal tons frqrn^groundwater. Thto btological sorption process
~is~based on the affifiity of ̂ giaenpell~walls~for heavy metal-tons. Tills techndogy is t>eing tested for the removal of metal tons tfiat are 'hard* or contain high levels of dissolved sdkfs from groundwater or surface ieachates. TNs process to being developed under the SITE Emerging TechrK)logles Program.
Colorado School of Mines' Wetlands-Based Traatment-Thls approach lises natural bidogical arxj geocfiemical processes inherent In man-made wetlands to accumulate and remove metals from contaminated water. Tfie treatment system Incorporates principal ecosystem components from wetiands, such as organic soils, mtorot)ial fauna, algae, and vascular plants. Waters which coritain high metal concentrations and fiave low pH flow through tfie aerobic and anaerobic zones d the wetland ecosystem. The metals can be removed by filtration, Ion excfiange, adsorption, atisorption, and precipitation through geocfiemical and mk:rol}ial oxidation and radudton.
Conclusion
EPA's recent put)ltoatton d the document. Selection of Control Technologies for the Remediation of Lead Battery Recycling SHes, EPA/540/2-91/014, enables EPA, State, and private sedor remediation managers to qutoWy identify pest experience and Information that can be applied to site diaraderizatlon and contrd technology evaluation activities.
Regarding the remedlatton of sols, sediments, and sludges, tfie feaslblky of the previously popular remedy d axcavatkxi and off-site disposal fias been t)asically eliminated unless a waiver can be obtained or the soil is determined to pose a threat to grourxiwater. but is not
consklered a RCRA hazardOLis waste. Cement-tjased S/S has been implemented at full-scale on at least three sites (Norco, CA; Lee's Fami.WI; Cedartown Battery, GA) and to scheduled for knplementatton at several others. S/S d sdls can be expeded to remain a popdar optton for lead and dher fieavy metal contaminated sols, sedknents, arxl sludges due to (a) relative simplicity, (b) ready avalabllty d equipment and vendors, arxl (c) tow cost. Disadvantages indude: (a) S/S can cause sidMtantlal increases (e.g., 30%) in tfie vdume of material, (b) long4erm immot>fllzation of lead to n d yet demonstrated, and (c) organto contaminants present ki tfie sol may Interfere with tfie S/S process.
Shodd'S/S of solsrsediments, and sludges t>ecome. obsdete due to ot>served ieadiing falures, tfien tfie cfiances d acceptance til otfier novel techndogles such as in situ and ex situ vitrification, so l washing, and acU leaching may Improve, in shu and ex situ vitriflcatton may provide improved permeation and leaching resistance, but tend to be more complicated and expensive tfian cement-tiased sdklificatton. Sol washing and ackl leaching techndogles are more compltoated. costly, and novel tiian sdkliftoation, txit tfiey fiave the potentially significant advantage d adually removing the lead from the sol , which should minimize tfie need for long-term monitoring and would eliminate tfie potential d any long-term leaching protilems. Tfie success or falure d ackl leaching techndogy at tfie United Scrap Lead Site ki Ohio to viewed as critical to tfie future acceptablity d this techndogy for LBRS remediation.
Recyding d waste pies to reduce the vdiwrie d fiazardous waste, and to recover lead, lead compounds, plastic, and hanj rubt>er is a challenge .that has continued to receive conskleratile attenttoa To date, large-scale recyding d defund LBRS waste materials to n d krxiwn to occur. A key site regarding recyding to the Godd she, Portland. OR where efforts are underway In separating and recyding d lead fines to a secondary smelter, plastk: to a plastics recycler, and fiard rublser-llke material as a fuel supplement. Also Important to tfie Tondll site. Nesquehonlng. PA where a full-scale treatat)nity study to examining the feasiblity of using hard rubtier battery scraps as a fuel supplement in a nearby secondary lead smelter. Battery scraps from dher defund LBRS may be tested as well. For sites where lead leaching from slag to posing a health or environmental threat, a process (llame reador) for recovering lead from slag and simultaneously converting tfie slag to a non-fiazardous material (i.e..
16 tng!nSSJn^Bul lSn^3eSor^nSontrorFe3i^^
AR200016

TCLP leachate < 5 mg/L lead) Is undergdng testing In EPA's SITE Program. Tfie flame reador may also be appitoable to lead contaminated sols. Whhln another several years, the use d acU leaching for deaning and recovery d lead from battery cases may also be demonstrated at the United Scrap Lead site to be a viable optkxi.
Ttie selectton d contrd techndogy for LBRS remedlattoti to expeded to remain an Interesting and Important remedlatton tosua for tha next several years.
Acknowladgamant
This bulletin was prepared for tfie U.S. Environmental Prdectton Agency, Offica of Emergency and Remedial
_5Mpon8e__(OERR)_and_the_Offtea-of-Research-and-Devdopment (ORD) by Foster Wheder Enviresponse, Inc. (FWEI) under contrad No.68-C9-0033. Mr. MIchad D. Royer served as the EPA Work Assignment Manager. Or. Art Selvakumar was FWEI's Projed Leader and primary autfior. Mr. Roger Gaire co-authored this ttulletia
References
Amiella, E. F. and L J. BIythe. 1990. Sdkllfying Traps. Chemical Engineering, pp. 92-102.
Canonie Environmental. Undated. Informatton Sheet on Process for Remedtotlng Lead Battery Sites.
Canonle Environmental. 1990. Marketing Studies Report for Gould, Inc., Portland, Oregon.
Federal Register. 1990. 40 CFR Parts 148 et al. Land Disposal Restrictions for Third ThinJ Scheduled Wastes; Rule. U.S. Environmental Prdedton Agency, Washington, DC. pp.22567-22660.
PEI Associates, Ina 1989. Lead Battery Site Treatability Studies. Contrad No.66-03-3413. Submitted to Risk Redudton Engineering Latxiretory, Edison, New Jersey.
USEPA. 1982. GuUe to Disposal dChemtoalyStabltzad and Sdklified Waste. SW-872. U.S. Envkonmenuri Protectton Agency Ofitoe of S d U Waste and Emergency Response, Washington, DC.
USEPA. 1985. hiandbook, Remedial Actton at W a M Dbposal Sites (Revised). EPA/e25/6r85/006. U.S. Environmental Protectton Agency Ofltea of Emergency and Remedtod Response, Washington, DC.
USEPA. iQSea. Handbook for Stablizatton/Sdklincatton d Hazardous Waataa. EPA/540/2-ae/001. Hazardous Wasta Engineering Research Laboratory, Cincinnati, Ohkx
USEPA. 1 -Superfund
Schmidt, B. WQItom. 1989. Assessment d Treatment Techniques at Superfund Battery Sites. International Symposium on Hazardous Waste Treatment: Treatment d (Contaminated Sols, Cincinnati, Ohio.
Mbbia Treatment Technqloglaa for Wastes. EPA/540/2-86/003(l). U.8.
Environmental Protedton Agency Offica of Sdkl Wasta and Emergency Response, Washington, DC.
USEPA. ig87a. A Compendium of Techndogles Used ki the Treatment d Hazardous Wastes. EPA/625/8-87/014. Center for Environmental Research Infonnation, Offtoe of Research and Developmert. Cincinnati, Ohio.
USEPA. igOTb. Techndogy Briefer Data Requirements for Seleding Remedial Adton Techndogy. EPA/600/2-87/001. Hazardous Waste Engkieering Research Laboratory, Clndnnatl, Qhto.
USEPA. igoga. Stablizatton/SdMiftoatton d CER(XA and RCRA Wastes: Phystoal Tests, Chemtoal Testing Procedures, Techndogy Screening, and FWd Activities. EPA/625/fr«9/022. Center for Envkonmentirf Research Information, Cincinnati. Ohto.
USEPA. 1989b- GuUe for CondudlngTreatablfty Studies under CERCLA. interim Rnal. EPA/540/2-69/058. U.S- EPA Offtoe of Sdkl Waste and Emergency Response, Washington, DC.
USEPA. 1969c. Superfund Treatatiity aearinghousa Abstrads. EPA/540/2-e9/001. U.S. Environmental Protedlon Agency Offtoe of Emergency and Remedy Response, Washington, DC.
t r ^ n e e f u ^ g B u l l S K s S e S o i r v c S S ^ 17
AR200017

USEPA. 1990a. Memorandum from Henry L Longest, Diredor. OfHce of Emergency and Remedial Response to Patrtok M. Tobin, Diredor, Waste Management DIvtoton, Regton IV, Cleanup Level for Lead in Groundwater. U.S. Envkonmental Prdectton Agency, Office d Emergency and Remedial Response, Wasfilngton, DC.
USEPA. l'990b. international Waste Techndogles/Geo-Con In Situ Stablizatkxi/Sdklificatkin, Appltoations Analysis Report. EPA/540/A5-89/004. U.S. Envkonmental Protection Agency, Office of Research arxl Developmem, CIndnnati, Ohto.
USEPA. 1990c. Treatment Techndogy Bulletin: Sol Washkig^TreatmenL—EPA/540/2-«0/017T^^^ U ^ S ^ Envkonmental Protectton Agency Offtoe of Emergency and Remedial Response, Washington, DC.
USEPA. iggOd. Worksfiop on innovative Techndogles for Treatment d Contaminated Sedknents. Summary Report. EPA/600/2-90/054. U.S. Environmental Protectton Agency Office d Research and Development, CindnnatI, Ohio.
USEPA. 1991a. Memorandum from Don R. Clay, Assistant Administrator, Offtoe d Sdkl Waste arxl Emergency Response on Update on Sol Lead Cieaniq} Guklance. U.S. Environmeriai Prdectlon Agency, Office of SdU Waste and Emergency Response, Washington, DC.
USEPA. 1991b. Federal On-Scene Coordinators Report on Norco Battery Site Removal Actioa U. S. Environmental Prdectton Agency, Regton IX, Califomia.
USEPA. iggtc. Demonstration Bdietln: Flame Reador. EPA/540/M5-91/005. U.S. Environmental Prdedton Agency Offtoe of Research and Oevdopment. Ondnnati. Ohto.
18 TnSnSSiS!gV3ISn^T3eSononSofSone3!n^^
•uj.owmiPiwmQOWo: na2-a4s-osaooi38
AR200018

United Slates Envirorwnental PnAedion Agency Center for Environmental Research Infomiatton Cincinnati, OH 45268 I
Official Business ^ I Panalty lor Private Use $300
EPA/540/S-92/011
PlHaa mi l l * i l naoMMfy d«ng«> on ON batow l ibd. OMaoh or ccpy. and retum lo nw adifrass In ffw lyper Ml-hand oofnar.
I you do not wtao to ncaM ttwta lapoits CHECK HERE O : OMadi, or copy this cover, md raium to tha addrass In iris tfV<r Ml-hwid ooniM.
BULK RATE POSTAGE & FEES PAID
EPA PERMIT No. G-35
AR200019