energy self-supply of large abattoir by sustainable waste
TRANSCRIPT

Applied Energy 143 (2015) 460–471
Contents lists available at ScienceDirect
Applied Energy
journal homepage: www.elsevier .com/ locate/apenergy
Energy self-supply of large abattoir by sustainable waste utilizationbased on anaerobic mono-digestion
http://dx.doi.org/10.1016/j.apenergy.2015.01.0390306-2619/� 2015 Elsevier Ltd. All rights reserved.
⇑ Corresponding author at: IFA Tulln, Institute for Environmental Biotechnology, Konrad Lorenz-Str. 20, A-3430 Tulln, Austria. Tel.: +43 2272 66280 536.E-mail addresses: [email protected] (M. Ortner), [email protected] (D. Wöss), [email protected] (A. Schume
[email protected] (T. Pröll), [email protected] (W. Fuchs).1 Tel.: +43 1 47654 3531.2 Tel.: +43 650 7171535.3 Tel.: +43 2272 66280 553.
Markus Ortner a,b,e,⇑, David Wöss b,c,1, Alexander Schumergruber d,2, Tobias Pröll b,c,1, Werner Fuchs b,e,3
a Bioenergy 2020+, Konrad Lorenz Str. 20, A-3430, Tulln, Austriab University of Natural Resources and Life Sciences, Vienna, Austriac Institute for Chemical and Energy Engineering, Peter-Jordan-Str. 82, A-1190 Vienna, Austriad Rudolf Großfurtner GmbH, Hofmark 1, A-4972 Utzenaich, Austriae IFA Tulln, Institute for Environmental Biotechnology, Konrad Lorenz-Str. 20, A-3430 Tulln, Austria
h i g h l i g h t s
� Successful implementation of a newwaste and energy concept to largesize abattoir.� 85% of slaughterhouse waste
accumulated converted to energy byanaerobic digestion.� Coverage of abattoirs’ electrical and
thermal energy demand between 50%and 60%.� Reduction of main energy and
disposal cost by 63%.� Reduction of greenhouse gas
emissions by 79%.
g r a p h i c a l a b s t r a c t
a r t i c l e i n f o
Article history:Received 28 June 2014Received in revised form 17 November 2014Accepted 9 January 2015Available online 5 February 2015
Keywords:Slaughterhouse wasteAnaerobic mono-digestionAmmonia inhibitionTrace elementsHeat utilizationHeat storage
a b s t r a c t
Abattoirs have a large number of energy intensive processes. Beside energy supply, disposal costs of ani-mal by-products (ABP) are the main relevant cost drivers. In this study, successful implementation of anew waste and energy management system based on anaerobic digestion is described. Several limitationsand technical challenges regarding the anaerobic digestion of the protein rich waste material had to beovercome. The most significant problems were process imbalances such as foaming and floatation as wellas high accumulation of volatile fatty acids and low biogas yields caused by lack of essential microele-ments, high ammonia concentrations and fluctuation in operation temperature. Ultimately, 85% of thewaste accumulated during the slaughter process is converted into 2700 MW h thermal and 3200 MW helectrical energy in a biogas combined heat and power (CHP) plant. The thermal energy is optimally inte-grated into the production process by means of a stratified heat buffer. The energy generated by the bio-gas CHP-plant can cover a significant share of the energy requirement of the abattoir corresponding to50% of heat and 60% of electric demand, respectively. In terms of annual cost for energy supply and waste
rgruber),

M. Ortner et al. / Applied Energy 143 (2015) 460–471 461
disposal a reduction of 63% from 1.4 Mio € to about 0.5 Mio € could be achieved with the new system. Thepayback period of the whole investment is approximately 9 years. Beside the economic benefits also thepositive environmental impact should be highlighted: a 79% reduction of greenhouse gas emissions from4.5 Mio kg CO2 to 0.9 Mio kg CO2 annually was achieved. The realized concept received the AustrianEnergy Globe Award and represents the first anaerobic mono-digestion process of slaughterhouse wasteworldwide.
� 2015 Elsevier Ltd. All rights reserved.
1. Introduction
1.1. General
Food processing factories, particularly abattoirs, have a largenumber of energy intensive processes that require heat at moder-ate temperatures between 60 and 95 �C (e.g. scalding tunnel, dep-ilation, daily cleaning of facilities) [1]. Up to now, operatingstability and reliable coverage of peak demands have been thedominant design criteria with respect to the selection of energysources. Natural gas or fuel oil fired boilers provide the low-tem-perature heat in most cases. The main advantage of boiler-basedheat supply is the flexibility with respect to load-changes andthe low capital costs of the boiler system. However, the distinctdisadvantage of boiler-based heat supply is that high-value fuelsare needed, which is a large component of the operating costs ofthe food processing factory. Prices on the European energy marketcontinued to rise markedly owing to different global develop-ments. The price increase between 2001 and 2012 for medium sizeindustrial consumers with an annual consumption between 10,000and 100,000 GJ amounted to between 31% (Sweden) and 237%(Hungary) for natural gas and between 34% (Germany) and 164%(Malta) for electricity. The average increase in the European Union(EU27) was 68% for natural gas and 42% for electricity. In the year2012 in the EU27 the average price including network costs andnon-recoverable taxes and levies was 36.4 €/MW h for naturalgas and 95.4 €/MW h for electricity [2].
Abattoirs generate high amounts of animal by-products (ABP)which require comprehensive treatment steps owing to nationaland European hygiene regulations. The current treatment ofslaughterhouse waste is a rendering process done in carcass plants.Although rendering is a very energy intensive and expensive pro-cess, the sale of meat and bone meal as an animal feed additivewas a valuable source of income for abattoirs until new legislationcame into force in 2000 in response to the bovine spongiformencephalopathy (BSE) crisis [3]. The European Union immediatelybanned rendered animal proteins from food- and animal food-chains and enacted a law in 2002 for safe and proper disposal ofslaughterhouse wastes [4,5]. As a consequence by-products fromabattoirs turned from a valuable product to a problematic wasteand the safe disposal of slaughterhouse waste put a severeeconomic burden on meat production.
To summarize, the main operating costs of an abattoir are – apartfrom personnel costs – waste disposal costs and energy supply costsspent on electricity and fuels (natural gas or light fuel oil) [1].
To reduce this costs, new strategies in terms of processefficiency, energy supply and sustainable waste managementconcepts are important.
In this context anaerobic digestion (AD) can play a key role. It isan adequate and well-known technology for the treatment ofindustrial organic residues almost regardless of their consistency.Anaerobic digestion produces renewable energy in the form of awell combustible biogas containing of 55–70 vol.% methane. Biogascan be used onsite to co-generate process heat and electricity aswell as to substitute fossil fuels. Furthermore, it enables a
controlled stabilization of the organic material, reduces green-house gas emissions and contributes to the closing of nutrientcycles [6].
Also waste materials from abattoirs are a potential source forbiogas production. Anaerobic treatment of slaughterhouse waste-water, which derives predominantly from the daily cleaning rou-tines, is already established [7–9].
In addition, several investigators have examined the feasibilityof solid or semi-solid slaughterhouse by-products for biogas pro-duction. Some studies report on bio methane potential (BMP) ofdifferent waste fractions [10–17]. Besides that, continuous ADexperiments at different process conditions (temperature, loadingrate, influence of thermal pretreatment, NH4-removal) were con-ducted [11,16–22].
Comparison of two stage AD versus a single-pass reactor apply-ing slaughterhouse waste as co-substrate was made by Wang andBanks [23]. Other studies addressed modeling of the process[13,24] or innovative applications such as anaerobic membranereactors or membrane contactor systems [25–27].
Despite these many investigations, little information is avail-able about transfer of lab results into practical application. In par-ticular, the high nitrogen content of slaughterhouse waste and theresulting ammonia inhibition makes process operation difficult.Many researchers suggested co-digestion with other less N-richsubstrates, e.g. sewage sludge, food waste or energy crops, as themost promising application [19,25–29].
Accordingly, all full-scale processes where process details areavailable are co-digestion processes. One plant is established inLinköping, Sweden (1997). It has a treatment capacity of100,000 t/a and the proportion of slaughterhouse waste in thefeedstock mixture varies between 35% and 75% [30]. Another plantis located in Münchwilen, Switzerland (2011) with a treatmentcapacity of 40,000 t/a. Beside slaughterhouse waste, food waste isapplied [31].
However, there is a trend toward very large, centralized slaugh-terhouses, and it can be difficult to get sufficient amounts of co-substrates. Therefore, there is interest in developing a reliablemono-digestion process using slaughterhouse waste as the solesubstrate.
1.2. Animal by-products as substrate for biogas plants
Animal by-products are materials of animal origin that arisemainly during slaughter of animals and are not intended forhuman consumption. ABPs may represent a source of risk to publichealth and for that reason their disposal is strictly regulated. Thereare three categories of risks.
Risk category 1 materials (i.e. spinal cord, brain, eyes of cattle orsheep) represent the highest risk such as TSE (transmissible spon-giform encephalopathy) or scrapie and have to be completely dis-posed of by incineration. Hence this category cannot be used inbiogas plants.
Risk category 2 materials include all the materials that do not fitinto category 1 or 3 and represent a risk of contamination withother animal diseases. These may not be used in feed, but can be

462 M. Ortner et al. / Applied Energy 143 (2015) 460–471
recycled for other uses (e.g. biogas or composting) after appropri-ate treatment (sterilization at 133 �C and 3 bar for a minimum of20 min, particle size <50 mm). Exceptions include intestinal con-tents, manure or milk that can be used in a biogas plant withoutany sanitation steps.
Risk category 3 materials (i.e. by-products derived from healthyanimals slaughtered for human consumption, blood) may be usedin the production of animal feeds following appropriate treatmentin approved processing plants. The treatment comprises pasteuri-zation at 70 �C for 60 min minimum with a required particle size612 mm) [4,5].
Category 2 and 3 materials are suitable biogas substrates, how-ever, pre-treatment according to the given legislation needs to beapplied.
1.3. Approach
A comprehensive waste and energy management concept wasimplemented to an abattoir located in Austria. The core elementwas the onsite establishment of an anaerobic digestion unit inorder to treat as much of the generated waste material as possiblewithout the need for any co-substrates. After cleanup, biogas isused onsite to co-generate heat and power for direct utilizationin the production process of the abattoir.
The present paper gives an overview about the situation beforeand after the integration of an AD-plant. It provides comprehensivedata addressing the performance, process economics as well as themain bottlenecks occurring during the development of the mono-digestion process.
The paper focuses on the technical realization and optimizationof a full scale plant. The implementation was accompanied byadditional AD experiments in the laboratory the outcome of whichis only briefly summarized here. Details on these investigationstargeting specific scientific questions such as maximum ammoniaload or impact of additives can be found in Ortner et al. [32].
1.4. Challenges of the new energy and waste management concept
The focus of the new concept can be divided into 2 parts:
i. Waste treatment and energy recovery by means of an anaer-obic digestion unit.
ii. Biogas utilization and integration into an optimized heatconcept.
Both areas are directly linked and depend on each other.In order to achieve highest efficiency, several aspects have to be
taken into consideration. The main questions regarding the anaer-obic digestion unit were:
� What kind of wastes generated during the slaughter process canbe effectively treated?� Are there any process limitations regarding the composition of
the waste material and its degradation behavior?� What is necessary to overcome potential process inhibitions
caused by high nitrogen concentrations?
Table 1Characterization of the suitable waste streams for AD. In the last column the current disp
Waste fraction Risk cat [5] Amount (t/d) TS (%) VS (%)
Blood (pig) 3 4–9 18–22 17–21Stomach/colon content (pig) 2 17–40 14–15 13–14Grease separation 3 6–15 10–12 8–9Rumen content (cattle) 2 n.a. 12–14 12–14
The main questions in the focus area of heat utilization were:
� How is thermal energy produced by the CHP-plant most effi-ciently integrated in the existing heat distribution system?� What are the options to store the continuously produced heat in
order to cover peak demands of the slaughter process?� What additional measures can be taken in the process chain to
optimize heat utilization
2. Materials and methods
2.1. Investigated abattoir
The factory is located in the province of Upper Austria and hasone of the largest slaughtering capacities in Austria. The abattoir isable to process more than 550,000 heads/year of pig and about50,000 heads/year of cattle in two independent facilities that arelocally separated, at a distance of about 5 km. Due to higher accu-mulation of animal by-products derived from pig slaughter thebiogas plant was established at the pig slaughter unit.
2.2. Analytical methods and laboratory investigations
Chemical parameters were measured using standard methods.Total solid (TS) volatile solid (VS) and the chemical oxygen demand(COD) of substrate and reactor content were analysed according tostandard methods DIN DEV 38 414 part 2, DIN DEV 38 414 part 3and DIN DEV 38409-H41-1, respectively. Samples for TKN analysiswere digested with sulfuric acid followed by distillation and subse-quent titration of ammonia (DIN 19 684, part 4). Volatile fatty acids(VFAs) were determined according to standard method DIN38 414-19 by HPLC.
BMP tests were carried out in triplicate according to the guide-lines VDI 4630 (2006). Continuous lab experiments were con-ducted in two 7 l (working volume 6 l) stirred tank reactors witha slip ring sealed central blade stirrer and a heat jacket for auto-matic temperature control. Biogas quantity was continuously mea-sured with high precision gas counters (MGC-1 V3, Ritter�,Germany). The gas composition (CH4, CO2, H2S and H2) was deter-mined using a GC-TCD gas chromatograph (5890 Hewlett PackardSeries II). Feeding was conducted once per day using original sub-strates from the slaughterhouse (as described in Table 1) whichwere kept at 4 �C until use. In order to set different process param-eters such as organic loading rate (OLR), hydraulic retention time(HRT) and ammonia (NH4-N), waste fractions were mixed in cer-tain ratios according to their composition. Variation of ammoniaconcentration in the process was mainly accomplished by modifi-cation of the share of blood in the substrate mixture. Analysis oftrace elements in the feedstock showed significant deficits. There-fore supplementation in form of a trace element (TE) solution wasapplied. It contained essential elements in the following concentra-tions: Ni (242 mM), Co (103 mM), Cu (5 mM), Mn (10 mM), Zn(20 mM), Mo (47 mM), Se (1 mM) and B (0.2 mM). TE solutionwas dosed on a daily basis depending on the amount of organicsubstrate fed to the reactor. The ratio was 1 ml TE solution/kg
osal costs are given. Disposal costs are average values in Austria (2014).
TKN (g/kg) COD (g/kg) BMP (Nm3CH4/tVs) Disposal costs (€/tFM)
28–32 245–270 440–480 15–305–6 190–210 450–660 30–504–5 175–200 430–500 30–503–4 185–200 330–370 15–20

M. Ortner et al. / Applied Energy 143 (2015) 460–471 463
COD added. Later on this dosage ratio was also applied in the largescale biogas plant.
A detailed description of all analytical procedures as well as theexperimental set-up and operation conditions of the laboratoryinvestigations is given in Ortner et al. [32].
2.3. On site data survey and data interpretation
For the development of the energy and waste management con-cept an intensive survey onsite was conducted. The amounts of allwaste fractions produced during the slaughter process were care-fully recorded and flowmeters were installed onsite to allow mea-surement of the substrate flow into the biogas reactors. To getreliable data on chemical composition of the fractions sampleswere taken twice a week over a period of 2 months and analysed.
The performance of the biogas plant was monitored using theestablished process control system. It provides on-line data on allrelevant parameters such as operation temperature of all reactors,feeding rates and amounts of processed slaughterhouse waste, pro-duced biogas volume and composition. In addition it monitors pro-duced electricity and heat by the combined heat and power plantas well as biogas inflow rate and pressure. For further evaluationof process performance, periodic samples were taken and analysedin the laboratory by the methods described above.
With respect to optimization of heat use and heat supply in theslaughter process, all existing heat sources (e.g. boilers, geothermalpower plant, CHP-plant) and heat sinks (e.g. depilation water,scalding water) were registered and linked to the process controlsystem. In order to determine heat consumption peaks as a func-tion of time a load profile was established in the course of adetailed data campaign conducted during a period of 8 days.Gained data were entered into a process engineering simulationmodel (IPSEpro, SimTech Simulation Technology) in order to calcu-late heat balances, to verify and validate measurements. This toolwas also used for planning of modifications of the existing heatnetwork, e.g. for different scenarios for improvement of the heatexchangers or for various technical solutions for the peak compen-sation of the heat demand.
3. Results and discussion
3.1. Analysis of initial situation
The annual energy demand of the abattoir ranges between 5.5and 7.0 GW h and 4.5 and 6.0 GW h for electricity and heat, respec-tively. Electricity was received from the local electricity gridwhereas process heat was generated onsite through gas-fired boil-ers using natural gas (NG) and compressed natural gas (CNG).
The waste accumulated during the pig slaughter process can bedivided into 4 different categories: (i) intestinal content (risk 2material), (ii) blood, grease separation material (risk 3 material),(iii) bones, head, rind, bristles (not suitable for AD), and (iv) wastewater.
The average annual amount of by-products generated is about13,700 t (item i and ii) not including about 3500 t of bones, skin,head and eyes (item iii; product 2 in Fig 1), which can be sold onthe market.
Annually about 86,000 t fresh water is used in the factory pro-ducing an equivalent wastewater stream which passes a greaseseparation unit accumulating about 4200 t of grease sludge beforedischarge to the local wastewater treatment plant (WWTP).
Prior to the implementation of the concept presented here, the13,700 t of by-products were disposed of at a rendering facility,which is located at a distance of about 80 km from the abattoir.The disposal of animal by-products is very energy intensive and
is therefore a very expensive process resulting in generation ofhigh amounts of greenhouse gas emissions.
In order to fulfill the legal requirements the material is treatedthere at different temperatures (70–133 �C) depending on the riskcategory. The main process step is heating and drying. In order totreat one ton of by-products 34 kW h of electric energy and715 kW h (equivalent to 70 Nm3) of natural gas is needed on aver-age, which is equivalent to 207 kg carbon dioxide [34]. The result-ing products are usually co-combusted in waste incineration plants.
Eight times per week waste transportation from the abattoir tothe rendering facility is necessary. The corresponding annual con-sumption of gasoline for the trucks was between 25,000 and30,000 l, which is equivalent to approximately 80,000 and96,000 kg of CO2 per year.
Fig. 1 shows a rough scheme of the mass and energy balance ofthe abattoir. In order to highlight the most important input andoutput streams of the balance, water and waste water streamsare reported in decatons (dat).
3.2. Waste fractions suitable for anaerobic digestion
Not all waste fractions accumulated during slaughter are suit-able for AD. Table 1 gives an overview of the identified relevantwaste streams that are suitable for processing in the anaerobicdigestion plant as well as their disposal costs, typically between15 and 50 €/t FM. It also includes waste material from the cattleslaughter unit. All streams have high-energy content with a chem-ical oxygen demand (COD) between 175 and 270 g/kg. The majorcomponents are proteins and fat (lipids). In theory, proteins pro-duce biogas containing 68% methane, while lipids produce biogascontaining 72% methane [33,35]. However, in practice, several lim-itations restrict the applicability of slaughterhouse waste. Themost severe limitations are the slow hydrolysis rate of certain par-ticulates, as well as foaming and floatation caused by lipid degra-dation. This results in process disturbance and inhibitory effectscaused by certain intermediates, i.e. long chain fatty acids (LCFA),hydrogen sulfide (H2S) or ammonia (NH3), formed during anaero-bic degradation [26,36–39].
Among all waste fractions, blood shows the highest protein con-centration, which may cause coagulation during pasteurizationprocess, which negatively influences pumping performance. Dueto the high nitrogen content (about 28–32 g TKN/kg fresh material)high amounts of ammonia are released during the digestion pro-cess. Free ammonia (NH3) is well known as a potential inhibitorof anaerobic digestion. Among the different groups of microorgan-isms involved in the digestion process, methanogens are the mostsensitive to ammonia inhibition [40]. Inhibitory concentrations oftotal ammonia have been reported from 1.7 g/l to 14 g/l dependingon the physiochemical conditions, such as pH, temperature and dif-ferent biomass acclimation periods [36]. In terms of free ammoniaconcentrations above �100 mg/l strongly affect biogas formation.
Slaughterhouse waste also contains lipid rich material. Lipidsare known to be easily degradable, but with the big disadvantagethat high amounts may cause foaming and process instabilitydue to high rate of degradation and rapid formation of intermedi-ates such as volatile fatty acids and carbon dioxide gas [41].
At first, bio-methane potential tests (BMP) according to VDI4630 [33] of all single waste fractions were conducted. The testsshowed very promising methane yields (see Table 1) and the BMPvalues are well comparable to the data in other studies [10–12].
However, for scale up to industrial scale further investigationswere needed. The determination of the BMP in batch tests is a sim-ple and convenient option to get quick prediction of the potentialmethane yield. Unfortunately, the standard procedure followingthe given guideline does not reflect the influence of differentorganic loading rates on process performance; moreover, it

Fig. 1. Mass and energy flow diagram of the abattoir before optimization of waste and energy management.
464 M. Ortner et al. / Applied Energy 143 (2015) 460–471
provides little information about potential inhibitory effects. Forthat reason, continuously fed fermentation tests were conducted.
3.3. Optimization of the anaerobic digestion process
3.3.1. Lab scale experienceIn the initial operation phase of the full scale plant it was almost
impossible to keep the process stable. Several of the anticipatedproblems, e.g. high volatile fatty acids (VFA) concentrations, lowbiogas amounts, foaming and odor emissions caused by volatileorganics such as valeric or butyric acids were encountered. In orderto counteract these problems, measures such as dilution as well asreduction of input quantity of grease and blood were necessary.
After these first drawbacks, a comprehensive optimization pro-cess was started including several strategies that had been testedin laboratory investigations. Initially reduction of ammonia bystripping technology was considered. Although promising resultswere observed at lab scale experiments, this approach was not pur-sued due to economic reasons.
An alternative strategy is the slow adaptation of the microor-ganisms present in the reactor to high ammonia concentrationsas well as the strengthening of the microbial community by addi-tion of essential micronutrients. This option was investigated inlab-scale fermentation tests at 38 �C, which were conducted overa period of 1.5 years. The aims were to determine the limits fororganic loading rates (OLR), hydraulic retention time (HRT) as wellas the upper limits for ammonia and free ammonia concentrationwhile simultaneously guaranteeing a stable process and high bio-gas yields.
The data generated during these tests directly supported theoptimization process of the biogas plant.
At the beginning a high HRT (80 d), a moderate OLR (1.0 kgVS
m�3 d�1) and a constant ammonia concentration of 6 g/kg wasapplied in order to establish a stable process. Within a period of6 months HRT was slowly reduced from 80 d to 20 d keeping theammonia concentration constant. Although OLR increased from1.0 to 2.5 kgVS m�3 d�1 high specific methane yields (between 260and 290 Nm3 tCOD, cCH4 66–69 vol.%) and relatively low VFA concen-trations (between 100 and 1000 mg/kg) were observed. This effect
can be attributed to the adaptation of microorganisms to adjustedenvironmental conditions and it is well known that transition ofmicrobial communities can be obtained by a slow change of processconditions a [42–44]. However, the subsequent increase of ammo-nia concentration from 6 to 9 g/kg within a period of 4 monthsresulted in a significant accumulation of VFA (>8000 mg/kg) indi-cating process imbalances (see also Fig. 2). Specific methane yieldssignificantly dropped down to 200–220 Nm3 tCOD
�1 . The methaneconcentration in biogas remained between 66% and 69%. At thisstage the calculated free ammonia (NH3aq) concentrations werebetween 1000 and 1200 mg/kg much higher than the inhibitoryconcentrations (between 100 and 800 mg/kg) mostly reported inthe literature [45–50].
Reduction of OLR from 2.5 to 1.0 kgVS m�3 d�1and ammoniaconcentration from 9 to 7.5 g/kg and further to 6.0 g/kg within aperiod of about 2 months stabilized the process again. VFA concen-trations dropped down to <1000 mg/kg and specific methaneyields showed values between 290 and 310 Nm3 tCOD
�1 again. Slowlyincreasing the OLR from 1.0 again to 2.5 kgVS m�3 d�1 did not affectprocess performance such as VFA concentration or specific meth-ane yield. At this stage free ammonia concentration rangedbetween 400 and 700 mg/kg.
With respect to free ammonia exposure to anaerobic digestionperformance, Benabdallah El Hadj et al. (2009)observed in theirexperiments using organic fraction of municipal solid waste assubstrate a reduction of methane generation by 50% at a freeammonia level between 215 and 468 mg/kg at mesophilic andthermophilic conditions, respectively [47]. In contrast, Nakakuboet al. (2008) stated a decrease of methane generation by 50% at afree ammonia level of 1450 mg/kg, which is equivalent to 11.0 g/kgNH4-N. As feedstock, they used swine manure and adjustedthe NH4 concentration by gradually adding NH4Cl to the thermo-philic lab-scale digesters [51]. Massé et al. (2014) conducted asimilar experiment with swine manure, but at psychrophilicconditions (24.5 �C) and NH4-N concentration of 8.2 g/kg. At freeammonia concentration of 184 mg/kg, specific methane yield was230 Nm3 tCOD
�1 [52].In comparison to the findings in literature, we observed much
lower inhibitory effects on methane production in our

Fig. 2. Monitoring VFA concentration of lab scale fermentation test with regard to HRT, OLR and NH4-N concentration.
Fig. 3. Monitoring of propionic acid, total volatile fatty acids, TKN and NH4-N concentrations in the biogas plant over a period of 6 years.
M. Ortner et al. / Applied Energy 143 (2015) 460–471 465
experiments. At the highest free ammonia levels (between 1000and 1200 mg/kg) a reduction of methane production of only 25%was detected. Best results were achieved at free ammonia levelsbetween 400 and 700 mg/kg.
In the course of the experiments a deficit in micronutrients wasalso identified. The positive effect of micro nutrient supplementa-tion in anaerobic digestion process is well known and has beendescribed by many authors [53,54]. Bayr et al. (2012), who testedthe impact of trace elements addition on mono-digestion ofslaughterhouse waste, point out that such additives can facilitateachievement of higher OLRs [18]. This finding was confirmed inour lab investigations. Details on the positive impact achieved bytrace-nutrients supplementation to mono-digestion processes canbe found in Ortner et al. [32]. By means of a newly developedsequential extraction technique by Ortner et al. (2014) the neces-sary exact demand was specified in order to guarantee sufficientamounts of bioavailable micro nutrients [55].
To summarize, a very stable anaerobic digestion process withspecific methane yields of about 300 Nm3 tCOD
�1 (66–69 vol.% CH4)is possible by adjusting an OLR of 2.5 kgVS m�3 d�1 and ammoniaconcentration not exceeding 6.0 g/kg. If slight accumulation ofVFA (between 2000 and 4000 mg/kg) and slightly lower specificmethane yields (260–280 Nm3 tCOD
�1 ) are acceptable, still reasonableperformance was still observed at an elevated ammonia concentra-tion above 6.0 up to 7.5 g/kg. If the ammonia concentration exceeds7.5 g/kg, the overall process performance drops significantly.
In comparison, the mentioned co-digestion plant in Linköping,Sweden performs at NH4-N levels of only 3–5 g/kg and VFA con-centrations of 1600 and 2800 mg/kg (OLR not provided).
Even in lab-scale experiments on mono-digestion of slaughter-house waste, the applied ammonia concentration ranges mostlybetween 3 and 5 g/kg [18,19,21,23,28] and severe inhibition isreported at levels of 7 g/kg [11,19,21].
3.3.2. Optimization of the industrial anaerobic digestion unitBased on the lab experiments tests a set of measures were
implemented at the full scale plant. The core issues can be summa-rized as follows: (i) slow adaptation of the microbial consortium tohigher ammonia levels, (ii) addition of micro nutrients to supportthe microbial community, (iii) introduction of fermenter loadingcycles/biomass recirculation, (iv) accurate temperature control.
All the mentioned modifications and adjustments were realizedstepwise over a period of 4 years. In the end, the similar stable pro-cess as obtained under optimized lab conditions could be realized(specific yield of biogas between 250 and 290 Nm3 tCOD
�1 at organicloading rates between 2 and 2.5 kgVS m�3 d�1). Fig. 3 shows theresults of the process monitoring of one of the main fermenters(Fermenter no. 2). Before optimization of the full scale plant, VFAconcentrations ranged at an extremely high value between10,000 and 20,000 mg/kg. One of the most significant impactswas the introduction of micro nutrients supplementation whichresulted in a significant drop of VFA concentrations (<2000 mg/

466 M. Ortner et al. / Applied Energy 143 (2015) 460–471
kg) at permanently high ammonia values (7 g/kg). After a change infeeding (shown in Fig. 3: 2010/2011) the ammonia concentrationsincreased from 7 to 9 g/kg. At this level process inhibition in termsof increased VFA concentrations and lower biogas yield wasobserved. After the lowering of ammonia concentration (avoidinghigh amounts of blood for a while) stable process performancewas recovered. Slowly increase of ammonia concentration up to7.5 g/kg did not harm process performance.
The final set-up of the biogas plant was as follows: the processemploys three fermentation tanks (CSTRs, continuously stirred tankreactors) that are loaded in a mixed serial/parallel mode, followedby a final storage tank for the digestate (Fig. 4). All three fermentersare operated at 38 �C. The average conditions applied are: fermen-ter 1: HRT 35–40 d; substrate: rumen content (�2t/d) + hygienisedmixed material (Hyg,�12 t/d) + recycled material from fermenter 3(�6 t/d); fermenter 2: HRT = 20–25 d; substrate: Hyg (�21 t/d) + fermenter 1 material (�20 t/d); fermenter 3: HRT = 15–20 d;substrate: Hyg (�21 t/d) + fermenter 2 material (�35 t/d). The bio-gas produced in the AD plant is directed to an external biologicaldesulphurization unit (standard bio-trickling filter; finalcH2S < 200 ppmv) and subsequently combusted in a combined heatand power plant (CHP) with an electric power capacity of 526 kWand a thermal capacity of 553 kW.
Some other processes changes were implemented that provedto have beneficial influence on the performance of anaerobic diges-tion. Firstly, biomass recycling, is conducted from fermenter 3 to
Fig. 4. Simplified process scheme of the anaerobic digestion unit.
Fig. 5. Main energy flows in
fermenter 1 with recycling rates of about 5–10% of the daily inputflow. Recirculation of active biomass has two main effects; firstlyfresh input material is immediately brought in contact with activebiomass, secondly a good distribution of high alkalinity (=buffercapacity) reduces pH effects [56].
Secondly, in accordance to the given standard, the input mate-rial is minced to a maximum particle size of 12 mm and collectedin a separate buffer tank followed by pasteurisation at 70 �C for60 min. After passing a recuperator for thermal energy recovery,substrate is pumped into the fermenters. This step was changedfrom a batch to a continuous process resulting in a more continu-ous feedstock supply as well as in a better process control andlower heat demand of the hygienization unit.
Another important issue to achieve stable process conditionswas to accurately fix the temperature at 38 �C with low marginof fluctuation (±1 �C maximum). Previously there was a significanttemperature fluctuation in fermenter 3 (about ±5 to 10 �C), partic-ularly in winter due to an inappropriate insulation. The signifi-cance of keeping a constant temperature for high processperformance was also reported by other authors [57].
Through all these measures overall process performanceimproved drastically and turned into a stable anaerobic digestionprocess with high thermal and electric output. In the beginningthe daily amount of by-products fed to the biogas plant was lowand ranged between 20 and 25 t, equivalent to about 50% of theaccumulated waste material. Ultimately, it was possible to utilizealmost the entire by-product material accumulated during the pigslaughter process in the anaerobic digestion unit (except bristlesand other by-products not suitable for anaerobic digestion). More-over, an additional amount of by-product material from the 2ndslaughter unit (cattle) could be introduced as a substrate (between7 and 15 t/day). The overall amount of by-products fed to the biogasplant could be doubled from initially 25 t to finally 53 t per daywithout facing any process instabilities such as foaming, swimminglayers or high accumulation of VFA. Accordingly, the organic load-ing rate was increased from 1.0 up to 2.3 kgVS m�3 d�1 (CODremoval rate 75–80%) and the biogas production could be signifi-cantly improved from around 50,000 Nm3 to 120,000 Nm3 permonth.
3.4. Heat management
3.4.1. Process heat demand and heat production by CHP-plantTwo main energy input streams are relevant in the overall pro-
cess: electrical power for the refrigeration purposes and low-tem-perature heat. The latter serves to provide hot water between 75and 90 �C required for scalding, depilation and segmentation(Fig. 5).
To generate this heat, two parallel natural gas boilers are inplace in order to cover peak demands by the slaughter process.As there are two boilers, most of the time the boilers are operatedin partial load conditions.
the production process.

Fig. 6. Biogas combined heat and power (CHP) plant: thermal energy output.
M. Ortner et al. / Applied Energy 143 (2015) 460–471 467
To get a detailed view on the energy flows the individual timelydemand of the main heat consumers were monitored. Based onthese data a detailed mass and energy balance was calculated.For the successful implementation of the concept it was necessaryto consider the additional energy requirement for the hygieni-zation of the waste material.
In full load operation the biogas CHP-plant delivers a thermalenergy output of 553 kW derived from four different heat sourcesas shown in Fig. 6.
Moreover, it was necessary to consider daily fluctuations of theenergy demand (see Fig. 7). The companies’ energy supply can bedistinguished between two operating modes: During workingdays, when slaughtering is performed (Mon–Fri, 2 a.m. to 7 p.m.)most of the energy is needed. The typical power demand in thisperiod is between 600 and 900 kW. In contrast to that, only 10%
Fig. 7. Heat demand of the abattoir over one week. The biogas CHP-plant wasoperated at approximately 80% load based on the available biogas and deliversabout 450 kW of heat on average (indicated as horizontal line). Without apossibility to store the heat, a large part of the generated heat (excess heat inFig. 7) is not utilized. Graph below shows the heat demand in a timely cumulatedway.
of the daily peak energy demand is needed during night timeand during the weekend (about 100 kW).
If weekly heat demand is transformed and cumulated as illus-trated in Fig. 7, it can be shown that the complete CHP-plant heatcan be directly utilized in the production process only during about33% of the time. Generally, on weekends and nighttime the heatdemand of the abattoir is less than the heat generated by the bio-gas-CHP-plant. On the other hand the total thermal energy pro-duced by the CHP plant may cover a much higher share of thedemand if efficient heat storage is implemented.
3.4.2. Integration of CHP heat in the existing systemTo effectively utilize the heat produced by the CHP-plant, a
return flow temperature of 70 �C in the heat distribution systemmust not be exceeded in order to accomplish the required coolingof the gas engine. In case the heat demand is too low, convectivecoolers are installed as a back-up system to keep the necessaryreturn flow temperature (70 �C).
Under optimized operation conditions their activation shouldbe minimized, as this results in a direct loss of energy to theenvironment.
Several adaptations of the heat supply system were carried out.First of all, operation performance of the heat exchangers used inthe slaughter process was improved with the aim to significantlydecrease the return flow temperatures. For that reason the heatexchangers were recalculated using the VDI directive [58]. In thesecalculations, a 1.85 mm layer of biofilm/deposit (inner side of tube)with an average heat conductivity of 0.65 W/mK as well as primaryand secondary mass flows were considered. Detailed analysesdemonstrated that biofilm/deposit as well as low flow velocitieslimit the heat transfer rate significantly. In order to optimize theperformance the parallel units were rearranged to serial ones toincrease flow velocity. The higher turbulence improves heat trans-fer and reduces film formation. By this means the necessary capac-ity of 272 kW was reached without the need to substitute theexisting heat transfer units. The necessary forward flow tempera-ture for safe operation of the slaughter process was reduced fromabout 90 �C to 76 �C and the return flow temperature from 78 �Cto 62 �C. This means that temperature levels fit well now to therequirements of the biogas CHP plant.
Further optimization was carried out to reduce the fluctuationof the energy demand. Most importantly and as already men-tioned, the hygienization process was modified from a discontinu-ous process to a continuous operating mode, which leveled thetransient heat demand and return flow temperatures from thehygienization section. With an average heat demand of 100 kWthe hygienization process is one of the largest heat consumers inthe facility. The switch to continuous operation with a constantheat demand allowed both lower forward (90 �C instead of95 �C), and lower return water temperature (70 �C instead of75 �C) in the heat carrier system.
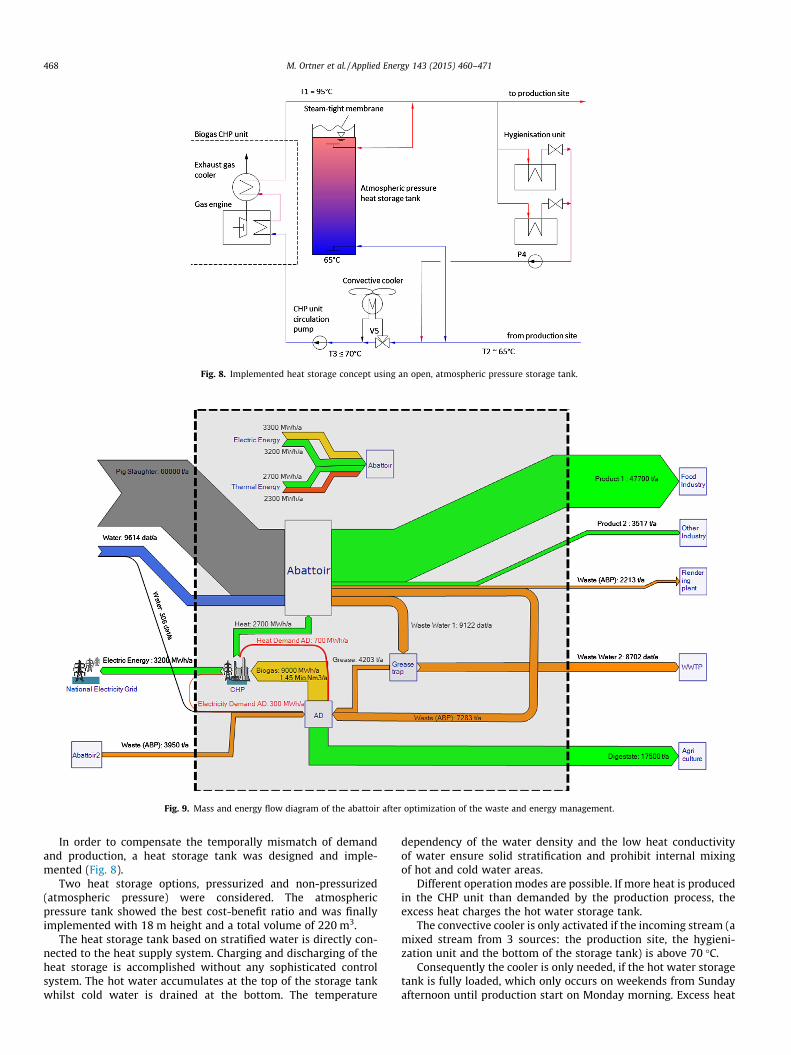
Fig. 8. Implemented heat storage concept using an open, atmospheric pressure storage tank.
Fig. 9. Mass and energy flow diagram of the abattoir after optimization of the waste and energy management.
468 M. Ortner et al. / Applied Energy 143 (2015) 460–471
In order to compensate the temporally mismatch of demandand production, a heat storage tank was designed and imple-mented (Fig. 8).
Two heat storage options, pressurized and non-pressurized(atmospheric pressure) were considered. The atmosphericpressure tank showed the best cost-benefit ratio and was finallyimplemented with 18 m height and a total volume of 220 m3.
The heat storage tank based on stratified water is directly con-nected to the heat supply system. Charging and discharging of theheat storage is accomplished without any sophisticated controlsystem. The hot water accumulates at the top of the storage tankwhilst cold water is drained at the bottom. The temperature
dependency of the water density and the low heat conductivityof water ensure solid stratification and prohibit internal mixingof hot and cold water areas.
Different operation modes are possible. If more heat is producedin the CHP unit than demanded by the production process, theexcess heat charges the hot water storage tank.
The convective cooler is only activated if the incoming stream (amixed stream from 3 sources: the production site, the hygieni-zation unit and the bottom of the storage tank) is above 70 �C.
Consequently the cooler is only needed, if the hot water storagetank is fully loaded, which only occurs on weekends from Sundayafternoon until production start on Monday morning. Excess heat

Fig. 10. Cost situation before and after the implementation of the new energy and waste management concept.
M. Ortner et al. / Applied Energy 143 (2015) 460–471 469
can be stored between 95 �C and 65 �C in the storage tank reachinga storage heat capacity of about 6.5 MW h.
3.5. New energy and waste management
Fig. 9 shows the changed energy and waste regime after imple-mentation of the anaerobic digestion unit, the biogas CHP plantand the process modifications with respect to heat supply to theabattoir. All animal by-products suitable for anaerobic digestionare exploited which corresponds to 85% mass reduction of thewaste. Only a minor part (not suitable for anaerobic digestion) stillhas to be transported to the rendering plant. The new system evenallows placing a certain amount (mainly blood, grease separationmaterial and rumen content) of animal by-products from the 2ndslaughter (cattle) line into the anaerobic digestion unit (about4000 t/a).
From this amount digested in the anaerobic digestion unit, thecombined heat and power plant is able to generate about3500 MW h electric and 3400 MW h thermal energy annually.About 300 MW hel p.a. and 700 MW hth p.a. are necessary for theoperation of the digestion process (the largest share is the thermalenergy needed for hygienization). The remaining part, about2700 MW hth, is stored in a heat buffer storage system, for furtheruse in the production process of the abattoir. It should be underlinedthat the actual share for process heat demand, i.e. 21% of the thermalenergy produced, is much lower than the value suggested by Pöschlat al. (2010) in their extensive study on energy efficiency of biogassystems. For a typical co-digestion scenario of slaughterhousewaste, they assumed an internal heat demand of 50% (includingdigester heating, sterilization and internal losses) [59].
By implementation of the anaerobic digestion unit, the overallenergy demand slightly increased; nevertheless, ultimately 50%of electric and 60% of thermal energy are covered.
By additional partial use of renewable energy from an on-sitegeothermal power plant (not shown in this study) the degree ofheat self-supply is further increased to 75%.
Fig. 11. Sensitivity analysis of payback period: investment of the realized wasteand energy concept depending on feed-in tariff, heat price (calculated as naturalgas) and disposal costs. Assumption: feed-in tariff 0.126 €/kW h, electricity price of0.105 €/kW h; heat 0.046 €/kW h and average disposal costs of 37 €/t; 5% interestrate.
3.6. Saving potential and economics
Fig. 10 shows the cost situation before and after the implemen-tation of the new energy and waste management concept. Theabattoir had total costs for energy supply and waste disposal inthe amount of around 1.4 Mio € (for the pig line only). Consideringthese three main cost factors (heat, electricity and disposal costs) areduction of annual costs by 63% is possible.
It should be mentioned that beside energy production the outputmaterial of anaerobic digestion also represents a valuable and nutri-ent-rich fertilizer. Based on current market prices for mineral fertil-izers the hypothetical value is 10.5 €/t fresh material (in total179.000 €) [60]. Despite that, in the given station it is currentlynot possible the acquire revenues from the marketing of the dige-state and in contrast, 3–5 €/t full costs have to be considered for dis-tribution (logistics; payment to local farmer to pick it up on- or off-site).
The economic impact was evaluated in a detailed cost-benefitanalysis. The real investment for the entire concept was 3.7 Mio €.With current knowledge it is probably less, considering that theimplementation was an ongoing process realized over many yearspaired with drawbacks and learning lessons. Furthermore, the anal-ysis includes all expenses (energy, disposal, personal and servicecosts of the anaerobic digestion unit) and revenues of the pig abat-toir (constant value), an electricity price of 0.105 €/kW h, a feed-intariff of 0.126 €/kW h (situation in Austria 2014 for <500 kWinstalled electric power including co-generation bonus of 0.020€/kW h), heat costs of 0.046 €/kW h (calculated as natural gas).37 €/t disposal cost for non-utilizable material and 4.5 €/t for dige-state handling were included. The rate of interest was set to 5%.
Based on these data the calculated payback period is around9 years. To get a more general picture, a sensitivity analysis wasconducted varying heat and disposal costs as well as feed-in tariff

Fig. 12. Situation of greenhouse gas emission before and after the implementation of the new energy and waste management concept.
470 M. Ortner et al. / Applied Energy 143 (2015) 460–471
for the generated electricity. These relevant impact factors werevaried in the range of ±50% which also reflects the actual band-width of these parameters in the different countries of the EuropeUnion in the year 2013. From the three factors chosen, feed-in tariffand disposal costs had the highest impact (see Fig. 11). A cut of 30%in these factors double the payback period to about 18 years. Onthe other hand a 50% increase of feed-in tariff and disposal costwould halve the payback time to about 4 years. Variation of heatcosts in terms of gas price showed only a small difference on thepayback time.
Beside the financial benefits, the described process has also asubstantial positive impact on environment. Originally, the totalannual GHG emissions reached about 4.5 Mio kg CO2 equivalent.These included emissions generated from the heat supply (com-bustion of natural gas), the transportation to the rendering plant(combustion of gasoline) and the energy needed to treat the dis-posed waste material (combustion of natural gas). Through therealization of the new concept the amount of GHG emissions couldbe greatly reduced (79%; see Fig. 12). An additional 85 Mio kg CO2
are saved per year including the amount of animal by-productsderived from the cattle slaughter unit also processed in theanaerobic digestion unit.
4. Conclusion
With the new waste and energy management system based onanaerobic digestion, 85% of the waste generated during the slaugh-ter process is converted yielding 2700 MW h thermal and3200 MW h electrical energy. By means of a stratified heat bufferthe thermal energy is optimally integrated into the production pro-cess. The energy generated by the biogas CHP-plant can cover a sig-nificant share of the energy requirement of the abattoircorresponding to 50% of heat and 60% of electric demand, respec-tively. Annual cost savings for energy supply and waste disposalwere 63% and decreased from 1.4 Mio € to about 0.5 Mio €. The cal-culated payback period of the total investment is 9 years. Besidethe economic benefits, which is the most relevant decision crite-rion, the positive environmental impact should also be high-lighted: a 79% reduction of greenhouse gas emissions from4.5 Mio kg CO2 to 0.9 Mio kg CO2 annually was achieved.
The realized concept, which received the Austrian Energy GlobeAward, is a flagship project in terms of waste utilization and repre-sents the first anaerobic mono-digestion process worldwide.
Acknowledgements
The authors thank Rudolf Großfurtner, who financially sup-ported the project which was done in cooperation with Austrian
Competence Center Bioenergy 2020+ co-funded by the AustrianResearch Promotion Agency (FFG). Sincere thanks to RolandKirchmayr, who set the ball of optimization rolling. We are alsovery grateful for the valuable contributions from Kerstin Leitzinger,Marianne Pfeffer and Sören Skupien.
References
[1] Fritzson A, Berntsson T. Energy efficiency in the slaughter and meat processingindustry—opportunities for improvements in future energy markets. J FoodEng 2006;77:792–802.
[2] Eurostat: Gas and electricity prices for industrial consumers; 2012. <http://epp.eurostat.ec.europa.eu> [requested 12.02.14].
[3] European Commission. Decision 2000/766/EC; 2000.[4] European Commission. Regulation (EC) 1774/2002; 2002.[5] European Commission. Regulation (EC) 1069/2009; 2009.[6] Korres N, OKiely P, Benzie J, West J, editors. Bioenergy production by anaerobic
digestion: using agricultural biomass and organic wastes. Routledge Chapman& Hall; 2013.
[7] McCabe BK, Hamawand I, Harris P, Baillie C, Yusaf T. A case study for biogasgeneration from covered anaerobic ponds treating abattoir wastewater:investigation of pond performance and potential biogas production. ApplEnergy 2014;114:798–808.
[8] Ruiz I, Veiga M, de Santiago P, Blazquez R. Treatment of slaughterhousewastewater in UASB reactor and an anaerobic filter. Bioresour Technol1997;60:251–8.
[9] Del Nery V, de Nardi IR, Damianovic MHRZ, Pozzi E, Amorim AKB, Zaiat M.Long-term operating performance of a poultry slaughterhouse wastewatertreatment plant. Resour Conserv Recycl 2007;50:102–14.
[10] Pitk P, Kaparaju P, Vilu R. Methane potential of sterilized solid slaughterhousewastes. Bioresour Technol 2012;116:42–6.
[11] Hejnfelt A, Angelidaki I. Anaerobic digestion of slaughterhouse by-products.Biomass Bioenergy 2009;33:1046–54.
[12] Palatsi J, Viñas M, Guivernau M, Fernandez B, Flotats X. Anaerobic digestion ofslaughterhouse waste: main process limitations and microbial communityinteractions. Bioresour Technol 2011;102:2219–27.
[13] Buendía IM, Fernández FJ, Villaseñor J, Rodríguez L. Feasibility of anaerobic co-digestion as a treatment option of meat industry wastes. Bioresour Technol2009;100:1903–9.
[14] Lopez I, Passeggi M, Borzacconi L. Co-digestion of ruminal content and bloodfrom slaughterhouse industries: influence of solid concentration andammonium generation. Sci Technol 2006;54:231–6.
[15] Battimelli A, Torrijos M, Moletta R, Delgenès JP. Slaughterhouse fatty wastesaponification to increase biogas yield. Bioresour Technol2010;101:3388–93.
[16] Edström M, Nordberg A, Thyselius L. Anaerobic treatment of animalbyproducts from slaughterhouses at laboratory and pilot scale. ApplBiochem Biotechnol 2003:109.
[17] Bayr S, Rantanen M, Kaparaju P, Rintala J. Mesophilic and thermophilicanaerobic co-digestion of rendering plant and slaughterhouse wastes.Bioresour Technol 2012;104:28–36.
[18] Bayr S, Pakarinen O, Korppoo A, Liuksia S, Väisänen A, Kaparaju P, et al. Effectof additives on process stability of mesophilic anaerobic monodigestion of pigslaughterhouse waste. Bioresour Technol 2012;120:106–13.
[19] Cuetos MJ, Gómez X, Otero M, Morán A. Anaerobic digestion and co-digestionof slaughterhouse waste (SHW): influence of heat and pressure pre-treatmentin biogas yield. Waste Manage 2010;30:1780–9.
[20] Luste S, Luostarinen S. Anaerobic co-digestion of meat-processing by-productsand sewage sludge - effect of hygienization and organic loading rate. BioresourTechnol 2010;101:2657–64.

M. Ortner et al. / Applied Energy 143 (2015) 460–471 471
[21] Resch C, Wörl A, Waltenberger R, Braun R, Kirchmayr R. Enhancement optionsfor the utilisation of nitrogen rich animal by-products in anaerobic digestion.Bioresour Technol 2011;102:2503–10.
[22] Zhang Y, Banks CJ. Co-digestion of the mechanically recovered organic fractionof municipal solid waste with slaughterhouse wastes. Biochem Eng J2012;68:129–37.
[23] Wang Z, Banks CJ. Evaluation of a two stage anaerobic digester for thetreatment of mixed abattoir wastes. Process Biochem 2003;38:1267–73.
[24] Martinez E, Marcos A, Al-Kassir A, Jaramillo Ma, Mohamad Aa. Mathematicalmodel of a laboratory-scale plant for slaughterhouse effluents biodigestion forbiogas production. Appl Energy 2012;95:210–9.
[25] Lauterböck B, Nikolausz M, Lv Z, Baumgartner M, Liebhard G, Fuchs W.Improvement of anaerobic digestion performance by continuous nitrogenremoval with a membrane contactor treating a substrate rich in ammonia andsulfide. Bioresour Technol 2014;158:209–16.
[26] Lauterböck B, Ortner M, Haider R, Fuchs W. Counteracting ammonia inhibitionin anaerobic digestion by removal with a hollow fiber membrane contactor.Water Res 2012;46:4861–9.
[27] Saddoud A, Sayadi S. Application of acidogenic fixed-bed reactor prior toanaerobic membrane bioreactor for sustainable slaughterhouse wastewatertreatment. J Hazard Mater 2007;149:700–6.
[28] Pitk P, Kaparaju P, Palatsi J, Affes R, Vilu R. Co-digestion of sewage sludge andsterilized solid slaughterhouse waste: methane production efficiency andprocess limitations. Bioresour Technol 2013;134:227–32.
[29] Pitk P, Palatsi J, Kaparaju P, Fernández B, Vilu R. Mesophilic co-digestion ofdairy manure and lipid rich solid slaughterhouse wastes: process efficiency,limitations and floating granules formation. Bioresour Technol2014;166C:168–77.
[30] Ek AEW, Hallin S, Vallin L, Schnürer A, Karlsson M. Slaughterhouse waste co-digestion – experiences from 15 years of full-scale operation. In: World renew.energy congr. 2011 – Sweden; 2011. p. 64–71.
[31] Biorender AG 2014. <https://www.biorender.ch> [requested 12.06.14].[32] Ortner M, Leitzinger K, Skupien S, Bochmann G, Fuchs W. Efficient anaerobic
mono-digestion of N-rich slaughterhouse waste: Influence of ammonia,temperature and trace elements. Bioresour Technol 2014.
[33] VDI 4630. Fermentation of organic materials, Characterisation of the substrate,sampling, collection of material data, fermentation tests; 2006.
[34] Ortner M. Not published data 2011.[35] Braun R. Anaerobic digestion: a multifaceted process for energy,
environmental management and rural development. In: Ranalli P, editor.Improv. crop plants ind. end uses. Dordrecht: Springer; 2007. p. 335–415.
[36] Chen Y, Cheng JJ, Creamer KS. Inhibition of anaerobic digestion process: areview. Bioresour Technol 2008;99:4044–64.
[37] Salminen E, Rintala J, Lokshina LY, Vavilin VA. Anaerobic batch degradation ofsolid poultry slaughterhouse waste. Sci Technol 1995:33–41.
[38] Silvestre G, Illa J, Fernández B, Bonmatí a. Thermophilic anaerobic co-digestionof sewage sludge with grease waste: effect of long chain fatty acids in themethane yield and its dewatering properties. Appl Energy 2014;117:87–94.
[39] Angelidaki I, Ahring B. Thermophilic anaerobic digestion of livestock waste:the effect of ammonia. Appl Microbiol Biotechnol 1993;38:560–4.
[40] Kayhanian M. Performance of a high-solids anaerobic digestion process undervarious ammonia concentrations. J Chem Technol Biotechnol 1994;59:349–52.
[41] Ganidi N, Tyrrel S, Cartmell E. Anaerobic digestion foaming causes – a review.Bioresour Technol 2009;100:5546–54.
[42] Schnürer A, Nordberg A. Ammonia, a selective agent for methane productionby syntrophic acetate oxidation at mesophilic temperature. Water Sci Technol2008:735–40.
[43] Palatsi J, Illa J, Prenafeta-Boldú FX, Laureni M, Fernandez B, Angelidaki I, et al.Long-chain fatty acids inhibition and adaptation process in anaerobicthermophilic digestion: batch tests, microbial community structure andmathematical modelling. Bioresour Technol 2010;101:2243–51.
[44] Garcia SL, Jangid K, Whitman WB, Das KC. Transition of microbial communitiesduring the adaption to anaerobic digestion of carrot waste. Bioresour Technol2011;102:7249–56.
[45] Angelidaki I, Ahring BK. Anaerobic thermophilic digestion of manure atdifferent ammonia loads: effect of temperature. Water Res1994;28:1153–8.
[46] Calli B, Mertoglu B, Inanc B, Yenigun O. Effects of high free ammoniaconcentrations on the performances of anaerobic bioreactors. Process Biochem2005;40:1285–92.
[47] Benabdallah El Hadj T, Astals S, Galí a, Mace S, Mata-Alvarez J. Ammoniainfluence in anaerobic digestion of OFMSW. Water Sci Technol2009;59:1153–8.
[48] Hansen KH, Angelidaki I, Ahring BK. Anaerobic digestion of swine manure:inhibition by ammonia. Water Res 1998;32:5–12.
[49] Rajagopal R, Massé DI, Singh G. A critical review on inhibition ofanaerobic digestion process by excess ammonia. Bioresour Technol2013;143:632–41.
[50] Browne JD, Allen E, Murphy JD. Assessing the variability in biomethaneproduction from the organic fraction of municipal solid waste in batch andcontinuous operation. Appl Energy 2014;128:307–14.
[51] Nakakubo R, Møller HB, Nielsen AM, Matsuda J. Ammonia inhibition ofmethanogenesis and identification of process indicators during anaerobicdigestion. Environ Eng Sci 2008;25:1487–96.
[52] Massé DI, Rajagopal R, Singh G. Technical and operational feasibility ofpsychrophilic anaerobic digestion biotechnology for processing ammonia-richwaste. Appl Energy 2014;120:49–55.
[53] Schattauer A, Abdoun E, Weiland P, Plöchl M, Heiermann M. Abundance oftrace elements in demonstration biogas plants. Biosyst Eng 2011;108:57–65.
[54] Demirel B, Scherer P. Trace element requirements of agricultural biogasdigesters during biological conversion of renewable biomass to methane.Biomass Bioenergy 2011;35:992–8.
[55] Ortner M, Rachbauer L, Somitsch W, Fuchs W. Can bioavailability of tracenutrients be measured in anaerobic digestion? Appl Energy 2014;126:190–8.
[56] Zuo Z, Wu S, Zhang W, Dong R. Performance of two-stage vegetable wasteanaerobic digestion depending on varying recirculation rates. BioresourTechnol 2014.
[57] Gerardi MH. The microbiology of anaerobic digesters. Hoboken, NewJersey: John Wiley & Sons, Inc.; 2003.
[58] VDI-Gesellschaft, editor. VDI heat atlas. Berlin (Heidelberg): Springer; 2010.[59] Pöschl M, Ward S, Owende P. Evaluation of energy efficiency of various biogas
production and utilization pathways. Appl Energy 2010;87:3305–21.[60] Barrientos M, Soria C. Agricultural commodities; 2014. <www.indexmundi.
com> [requested 23.03.14].