effect of coir content on mechanical and thermal
TRANSCRIPT

Effect of coir content on mechanical and thermal propertiesof LLDPE/coir blend processed by rotational molding
NIKITA GUPTA* and P L RAMKUMAR
Mechanical Engineering Department, Institute of Infrastructure Technology Research and Management,
Ahmedabad, India
e-mail: [email protected]
MS received 9 May 2020; revised 20 November 2020; accepted 1 January 2021
Abstract. Rotational Molding is a unique polymer processing technique that gives an advantage of having
stress free end product. Majorly, Linear Low Density Polyethylene (LLDPE) is preferred as a base resin for
rotomolding. However, incorporation of additives becomes necessary to improve mechanical properties and
viscoelasticity as incumbent for few applications. The present research makes an attempt to investigate the effect
of coir fiber on rotationally moldable LLDPE. Based on preliminary processing experiments, 10% or less Coir in
its powder form when mixed with LLDPE was found to account a better flow ability as a prerequisite for roto
moldability. Hence, the effect of 3%, 5%, 7% and 10% Coir mixed with LLDPE was experimented for the roto
molded product to determine the mechanical properties, viz. tensile, flexural, hardness and impact strength.
Also, the rate of heat transfer was evaluated subjected to the data recorded for mold, oven and internal air
temperature when processing LLDPE/Coir considering different weight percentages. Crystallinity of the blend
was examined based on DSC analysis for the distinguished percentage of coir incorporated in LLDPE. The
experimental results depicted an improvised mechanical properties by 7% or less fiber addition, and beyond that,
the properties were found to be regressed. The present work successfully engulfed Coir with LLDPE, producing
a uniform distribution along the sides of the mold without applying any external pressure. Therefore, fiber
integration in the rotomolding process is believed to be possible thus preserving homogeneous randomly
distributed fiber dispersion.
Keywords. Rotational molding; LLDPE; coir; mechanical characterization; DSC.
1. Introduction
Polymers and polymer composites have dominated the
world of materials in the present century due to their unique
properties deliberately found in the end product being light
in weight, corrosion resistant, etc. [1–4]. Majorly, all the
metallic goods have been replaced by the group of poly-
meric materials that are well known to the researcher in the
present century [5, 6]. Various manufacturing techniques
are into existence to frame a polymeric end product like
injection molding, blow molding, thermoforming, rota-
tional molding, etc. [7].
Rotational molding process has gained popularity in the
last few decades due to its idiosyncratic properties associ-
ated in producing the roto molded product. It is a polymer
processing technique which can manufacture hollow and
seamless structures having complex geometries. A major
benefit of rotationally molded product is it gives a stress
free end product [8]. It is used for the manufacturing of
tanks, containers, parts of cars, commercial aircraft
components, toys, kayaks, refrigerated panels, automotive
bumpers, etc. With rotational molding, multilayered parts
can also be fabricated [9, 10].
Numerous thermoplastics such as polyethylene,
polypropylene, acrylonitrile-butadiene-styrene, polylactic
acid, nylon, polyvinyl chloride can be used as a base resin
for rotational molding. However, polyethylene is accounted
for 85% of usage for this process because of its broader
processing window and excellent thermal stability [11–14].
Amongst polyethylene, LLDPE is of great interest for roto
molding due to its less shear sensitivity and unique melt
flow properties [15]. However, it frames a limitation in
delivering the adequate strength as needed in few applica-
tions like battle tanks, ships, etc. In order to enhance the
mechanical property of roto molded product, fibers, nano-
fillers, particulate reinforcements play a significant role
when blended with roto moldable LLDPE [16, 17]. A phase
has been on progressive mode in current decades wherein
the manufacturing of polymer and their composite is in a
developing era, for which natural and synthetic fibers or
fillers reinforced polymer matrix is gaining popularity
among the researchers around the globe [5].*For correspondence
Sådhanå (2021) 46:40 � Indian Academy of Sciences
https://doi.org/10.1007/s12046-021-01566-8Sadhana(0123456789().,-volV)FT3](0123456789().,-volV)

Recent year’s scenario facing to new environmental
legislations demand some promising materials based on
natural fibers reinforcement. Disparate traditional fillers
(glass fiber, talc, aramid fibers, carbon fibers, etc.), bio-
fillers offer countless advantages of being easily available,
low cost and short-term biodegradability. In this regards of
content, the usage of natural fiber composites industries are
developing rapidly [18]. Considering the issues related to
global warming and depletion of petroleum reserves, sci-
entists have become increasingly concerned on the use of
natural fibres such as bagasse, coir, sisal, jute, etc. This has
contributed more towards the research on materials which
are based on natural fiber composites. Due to low cost, easy
availability, low density, reasonable unique properties, easy
separation, biodegradability and recyclability in nature,
reinforcement with natural fibre in composites have
recently gained attention. In this regard, an investigation
was carried out in order to allow use of coir, a natural fibre
that is abundantly available in India. In this context and the
aim of improving mechanical property of roto molded
product, natural fibers have been considered to be rein-
forced with LLDPE for this particular study.
However, only few research studies have been assembled
till date regarding the incorporation of natural fiber rein-
forced matrix for rotational molding process [19–22]. The
reason mainly accuses towards the poor adhesion of fiber
with PE matrix [23]. A research study presented by Ortega
et al investigated the PE matrix composites based on abaca
and banana fiber at 5% by weight ratio, made in two and
three layer composites. An easily processible window was
observed by them for rotational molding process and even a
better aesthetic and elastic modulus property was sustained
in the product using the prepared composite [24]. In another
study pertained by Cisneros-Lopez et al have analysed the
effect of agave, pine and coir fibers on PE matrix when
surface treated with Maleated Polyethylene (MAPE) in the
weight ratio of 10, 20, 30 and 40%. Their research con-
cluded that the treated agave and coir fiber matrix gave
more successful results than pine due to their respective
chemical composition [25]. Wang et al used pre-treated flaxfibers with LLDPE and High Density Polyethylene (HDPE)
to prepare bio-composites using rotational molding.
Chemically treated fiber reinforced matrix showed increase
in strength compared to untreated fiber reinforced matrix
[22]. Szostak et al investigated the thermal and mechanical
properties of flax or hemp fiber reinforced in a rotational
molded polyethylene matrix. For 3% by weight fiber con-
tent showed an increase of 14% in tensile strength. How-
ever, the decrease in mechanical properties was observed
after 5% of fiber addition. Highest degree of crystallinity
was observed in composite having flame retardant [26].
Hanana et al used untreated and maleated polyethylene
(MAPE) treated maple wood fiber as a reinforcement with
LLDPE to produce composite using rotational molding.
Morphological and mechanical characterization showed
that the mechanical properties of MAPE treated fiber
composites were improved unlike untreated fiber compos-
ites [27]. Lopez et al produced composites from polylactic
acid and agave fibers by rotational molding and compres-
sion molding. Results showed that improvement in prop-
erties was more significant in compression molded
composites. Rotomolded parts had more porous structure
compare to compression molded parts [28].
Thus it can be concluded from literature survey that the
mechanical properties like tensile strength, impact, and
flexural strength can be improved to some extent when the
natural fillers are incorporated in low amounts in the
polyethylene (PE) matrix [29, 30]. Hence, as conferred by
the valuable articles, there is a large potential to produce PE
composites on the basis of reinforcing materials of natural
origin in rotational molding process. This inspired us to
progress our research based on reinforcing another natural
filler: Coir with LLDPE.
The main objective of this work is to determine the
feasibility of emulsifying coir fibers into linear low-density
polyethylene (LLDPE) to manufacture rotomolded com-
posite parts as coir fiber evinced to be the hardest fiber
among natural fibers in terms of processibility [31]. Besides
this, the properties of coir like low weight, inexpensive, not
abrasive, and biodegradable also marks a huge impact for
the incorporation of coir as part of research. Moreover, coir
as compared to other natural fibers has high resistivity to
water absorption [32]. Usage of this fiber also becomes
beneficial because once the coconut is processed to produce
its distinguished product, the fibers are disposed and
become a significant waste problem [33]. Coir is quite
durable as it possesses high amount of lignin. The fibres
also have high break elongation, which means that they can
also be highly elongated and stretched without rupture
beyond the elastic limit [34]. In the past, distinguished work
have been reported on creating various composite materials
made from coir for processing methods such as compres-
sion, extrusion, and injection molding [35, 36]. The addi-
tion of coir fiber, however has not been reported yet when
utilized in its powder form for rotational molding process.
The paper has been framed into majorly four sections: (1)
Procuring of materials and preparing the rotomoulded
composites utilizing coir in different concentrations with
LLDPE as base resin. (2) With the bio composites after
being roto molded, the mechanical properties will further
be then tested determining the effect of coir content on roto
molded product. (3) Section 3 deals with the analysis of
temperature during rotational molding process in order to
evaluate the heat transfer rate for distinguished percentage
of coir added in LLDPE. (4) The last part of the present
study investigates the crystallinity differences obtained for
different concentration of coir reinforced in LLDPE com-
pared to unreinforced LLDPE.
40 Page 2 of 12 Sådhanå (2021) 46:40

1.1 Preliminary analysis
Certain relevant experiments were performed by Gupta
et al as a part of preliminary analysis in order to ensure the
requisite processibility for rotational molding process [13].
Satisfying material processibility for a particular process
becomes equally important as investigating the mechani-
cal properties of the end product. Thus, as a part of
prefatory analysis, the processibility tests were performed
in order to confirm the appropriate flow ability of the
material when fibers are added into base resin. The eval-
uation tests are as mentioned in table 1:
Thus, 10% or below coir added to LLDPE marked an
appropriate significance to be utilized yielding better
processibility for rotational molding process. Based on this
preliminary analysis, the mechanical properties were
checked for 10% or less coir reinforced with LLDPE
framing roto molded product.
2. Material and experimental details
The rotationally moldable LLDPE (Ge3645, Greenage
Industries, Ahmedabad, India) was utilized as the ther-
moplastic resin for the elaborated matrix and bio com-
posite. This polymer has a 4.2 g/10 min melt flow index at
190 �C, an average size particle of 300 lm and a density of
0.936 g/cc. Coir, which is used as filler in different weight
percentage, was obtained with density 1.4 grams/cc as a
part of residues of coconut husk from a local company
Greenman Garden Agro Center, Ahmedabad, India. Coir
was procured as a residue, so it has been chopped and
grinded into powder form from Varahi Industries,
Ahmedabad, India. Coir when converted to powder form,
was then sundried for 48 hours to ensure the removal of
moisture content after being washed with distilled water.
This was then sieved to obtain an average particle size of
125 lm. Here, the major focus is to study the effect of
adding coir on LLDPE for roto molded product in terms of
mechanical characterization. Hence, for different weight
ratios of coir being blended with LLDPE (0%, 3%, 5%,
7% and 10%), a total of 5 rotationally molded structures
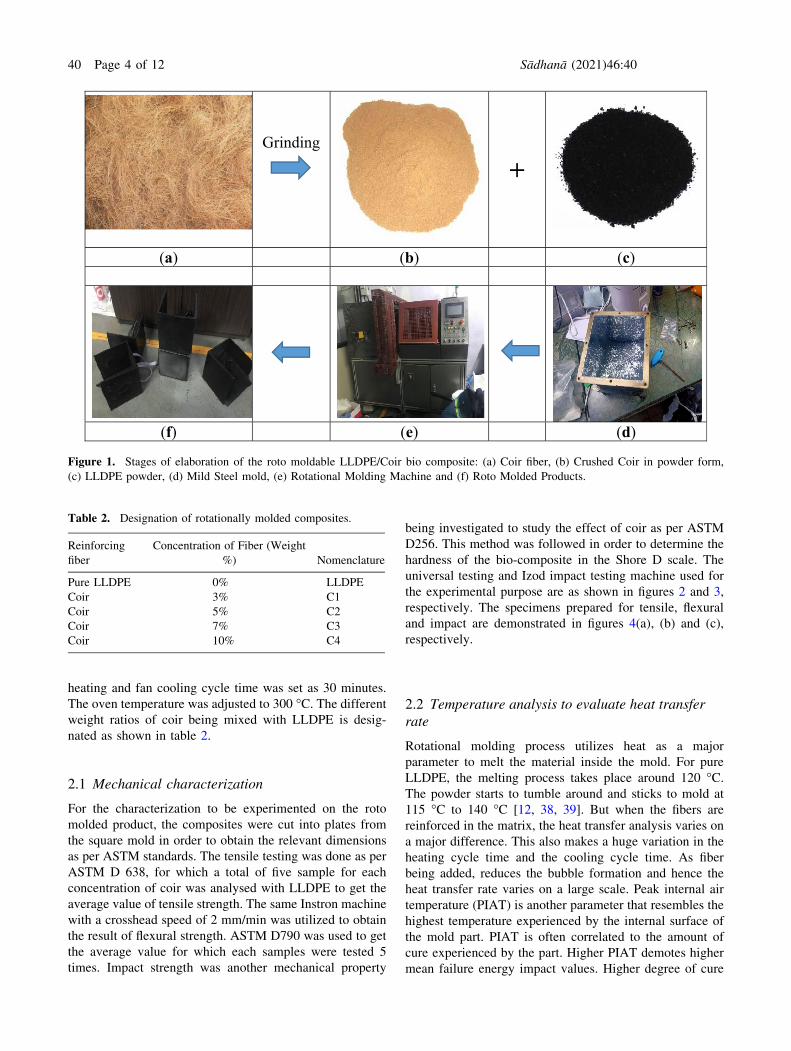
were prepared. The distinguished roto molded product that
we prepared involves various steps as schematically
described in figure 1.
For each ratio, LLDPE and coir powders of measured
amounts were solid mixed in a Caliber Electromix T-10
S-blade mixer. The mold size utilized for the particular
experiment was a mild steel square dimension of 20 cm x
20 cm and the thickness was taken as 3 mm. PP-Steric acid
was applied on the inner side of the mold as a mold
releasing agent in order to ensure proper removal of the
roto molded product after complete processing. The
blended LLDPE/Coir was then fed into the mold. As the
mold is continued to be rotated biaxial, the major axis to
minor axis rotation was set on the ratio of 2:8. Both oven Table
1.
Preliminarytestsperform
edforLLDPE/Coirblendas
apartofRoto
moldability.
S.no.
Tests
Purpose
Results
1Fourier
Transform
Infrared
Spectroscopy(FTIR)
Tojustifytheusageofproperties
ofboth
-the
resinandadditivefrom
arangeof0%
to50%
LLDPE/Coirblend
3%
to15%
was
therangeobtained
wherethe
dominance
ofboth
LLDPEandCoirwas
found
tobesignificant
2MeltFlow
Index
(MFI)
Toaccountforproper
flow
abilityas
needed
for
rotational
moldingprocess
(3-8
grams/10
minutes)
[37]
Therangeof3%-12%
showed
thevalueofMFI
between3and8g/10min
asneeded
forroto
moldability
3Rheology
Tosatisfytheshearproperties
Thetestsconcluded
below
10%
asappropriate
deliveringneeded
storageandloss
modulus
4DSC
Tojustifythethermal
properties
Below
10%
coiradded
inLLDPEdonotmake
much
difference
inmeltingpointwhen
compared
tounreinforced
LLDPE
Sådhanå (2021) 46:40 Page 3 of 12 40
heating and fan cooling cycle time was set as 30 minutes.
The oven temperature was adjusted to 300 �C. The differentweight ratios of coir being mixed with LLDPE is desig-
nated as shown in table 2.
2.1 Mechanical characterization
For the characterization to be experimented on the roto
molded product, the composites were cut into plates from
the square mold in order to obtain the relevant dimensions
as per ASTM standards. The tensile testing was done as per
ASTM D 638, for which a total of five sample for each
concentration of coir was analysed with LLDPE to get the
average value of tensile strength. The same Instron machine
with a crosshead speed of 2 mm/min was utilized to obtain
the result of flexural strength. ASTM D790 was used to get
the average value for which each samples were tested 5
times. Impact strength was another mechanical property
being investigated to study the effect of coir as per ASTM
D256. This method was followed in order to determine the
hardness of the bio-composite in the Shore D scale. The
universal testing and Izod impact testing machine used for
the experimental purpose are as shown in figures 2 and 3,
respectively. The specimens prepared for tensile, flexural
and impact are demonstrated in figures 4(a), (b) and (c),
respectively.
2.2 Temperature analysis to evaluate heat transferrate
Rotational molding process utilizes heat as a major
parameter to melt the material inside the mold. For pure
LLDPE, the melting process takes place around 120 �C.The powder starts to tumble around and sticks to mold at
115 �C to 140 �C [12, 38, 39]. But when the fibers are
reinforced in the matrix, the heat transfer analysis varies on
a major difference. This also makes a huge variation in the
heating cycle time and the cooling cycle time. As fiber
being added, reduces the bubble formation and hence the
heat transfer rate varies on a large scale. Peak internal air
temperature (PIAT) is another parameter that resembles the
highest temperature experienced by the internal surface of
the mold part. PIAT is often correlated to the amount of
cure experienced by the part. Higher PIAT demotes higher
mean failure energy impact values. Higher degree of cure
Grinding
+
(a) (b) (c)
(f) (e) (d)
Figure 1. Stages of elaboration of the roto moldable LLDPE/Coir bio composite: (a) Coir fiber, (b) Crushed Coir in powder form,
(c) LLDPE powder, (d) Mild Steel mold, (e) Rotational Molding Machine and (f) Roto Molded Products.
Table 2. Designation of rotationally molded composites.
Reinforcing
fiber
Concentration of Fiber (Weight
%) Nomenclature
Pure LLDPE 0% LLDPE
Coir 3% C1
Coir 5% C2
Coir 7% C3
Coir 10% C4
40 Page 4 of 12 Sådhanå (2021) 46:40
results in better impact resistance [11, 40]. This made us
lead towards analyzing the internal air temperature and
evaluate the heat transfer rate for varying coir concentration
in LLDPE for rotational molding process.
2.3 Differential scanning calorimeter
DSC is an inspection technique that allows the user to
measure glass transition, melting temperature and temper-
ature of crystallization when heating or cooling a sample of
polymeric material. The polymer material being tried has a
particular melting and recrystallization point which is
expressed as an endothermic and exothermic peak sepa-
rately in the DSC thermographs. It is a thermal analysis
technique in which the heat flow in material is measured
with respect to temperature or time. During the process,
different mixtures were allowed to pass through a heating
stage, a cooling stage, and another heating stage. A TA
Instruments DSC (Model Q2000) uses, for example, a low-
mass aluminum test container and a weight of around 10
mg.
3. Results and discussion
3.1 Mechanical properties
Distinguished mechanical properties like tensile, hardness,
flexural and impact test were experimented on the prepared
roto molded products. The static tensile test results for the
prepared roto molded product of coir reinforced with LLDPE
are summarized in table 3. Figure 5 shows the tensile
strength graph of prepared bio composites when compared to
unfilled LLDPE. As depicted from the values mentioned in
table 3, the tensile strength and elastic modulus were found
to increase till 7% - (for 3% (1.31 MPa – 10.6%), 5% (0.73
Figure 2. Universal Testing Machine.
Figure 3. Izod Impact Testing Machine.
Sådhanå (2021) 46:40 Page 5 of 12 40

MPa – 6%) and 7% (0.45 MPa – 3.7%). However, a
reduction of 25% in tensile strength was evident for 10%
coir added in LLDPE. The trend obtained shows an
agreement with the several other valuable research based
on natural fiber composites [21, 41, 42]. The elastic
modulus for unfilled LLDPE was 255.15 MPa. For all the
other prepared composites, when compared with pure
LLDPE, this modulus is higher (280.11 – 308.96 MPa)
except for 10% which is 206.13 MPa. The highest value of
elastic modulus was obtained for 5% coir filler when
added to LLDPE (308.96 MPa) which can be observed in
figure 6. This type of similarity in results is also been
Figure 4. (a) Tensile Specimen as per ASTM D 638. (b) Flexural Specimen as per ASTM D 790. (c) Impact Specimen as per ASTM D
256.
Table 3. Mechanical properties of LLDPE/Coir blend.
Tensile Strength (MPa) E Modulus (MPa) Strain at break (%)
LLDPE 12.36 255.15 14.17
C1 13.67 304.18 10.43
C2 13.09 308.96 9.57
C3 12.81 280.11 9.21
C4 9.28 206.13 8.09
12.36
13.6713.09 12.81
9.28
0
2
4
6
8
10
12
14
LLDPE C1 C2 C3 C4
Tens
ile S
tren
gth
(MPa
)
Pure LLDPE and its Blends
Figure 5. Tensile Strength of LLDPE/Coir.
255.15
304.18 308.96
280.11
206.13
0
50
100
150
200
250
300
LLDPE C1 C2 C3 C4
Mod
ulus
of E
las�
city
, (M
Pa)
Pure LLDPE and its blends
Figure 6. Elastic Modulus of LLDPE/Coir.
40 Page 6 of 12 Sådhanå (2021) 46:40

reported in few remarkable literature using sisal, wood,
and agave for bio composites [27, 43, 44]. The decrease in
tensile strength and elastic modulus at higher filler con-
centration conveys that fiber depreciates the elastic prop-
erty of the material, thus making it fragile. When coir is
mixed with the base resin, it increases the stiffness of the
product and the rigid nature of bio composites is influ-
enced by the coir filler [45, 46]. Moreover, the powder
form of coir acts as particle reinforcement, which aids in
lowering the elasticity nature of LLDPE, making the
composite less ductile. The elongation at break was found
to decrease (8.09-10.43%) as the filler content increases.
This conveys that the maximum stress at break get
weakened with the addition of natural filler content. In
particular, the coir particles generate stress concentration
zones around them. This in turn reveals that the coir fillers
acts as the source of creating point of weakness and
defects which decreases the resistance of the bio com-
posite [18]. The increase in tensile strength and elastic
modulus for the composites being tested when compared
to unfilled LLDPE confirms the improvement of the
strength and stiffness of the LLDPE/Coir blend till 7% of
fiber addition, beyond which the properties are found to be
reverted.
Table 4 gives the data of flexural, impact and hardness
test for the various prepared LLDPE/Coir roto molded
composites. The experimental investigation for flexural test
reveals that the flexural properties obtained are satisfacto-
rily at par when compared with unfilled LLDPE for 3%
reinforcement of coir that increases the flexural strength by
26%, and that for 5% Coir filled LLDPE, an increase in
13% strength was evident. But a drop down to 48% is
observed under further coir addition. This behaviour in
Table 4. Mechanical Properties of LLDPE/Coir blend.
S. no. Nomenclature Flexural strength (MPa) Impact strength (J/m) Hardness test (Shore D)
1 LLDPE 14.65 21.48 58.69
2 C1 18.26 24.75 60.23
3 C2 16.55 24.82 65.93
4 C3 8.24 24.96 68.35
5 C4 7.65 20.24 72.12
14.65
18.2616.55
8.24 7.65
0
2
4
6
8
10
12
14
16
18
20
LLDPE C1 C2 C3 C4
Flex
ural
Str
engt
h (M
Pa)
Pure LLDPE and its Blends
Figure 7. Flexural Strength of LLDPE/Coir.
21.48
24.75 24.82 24.96
20.24
0
5
10
15
20
25
LLDPE C1 C2 C3 C4
Impa
ct S
tren
gth
(J/m
)
Pure LLDPE and its Blends
Figure 8. Impact Strength of LLDPE/Coir.
58.6960.23
65.93
68.35
72.12
50
55
60
65
70
LLDPE C1 C2 C3 C3
Hard
ness
(Sho
re D
)
Pure LLDPE and its Blends
Figure 9. Hardness value of LLDPE/Coir.
Sådhanå (2021) 46:40 Page 7 of 12 40
flexural properties may be due to a reason that an increase
in filler content occupies a larger surface area, mainly
towards the inner surface of the mold. Moreover, higher
fiber concentrations gets agglomerated inside the mold and
thus the improper dispersion of fibers makes a significant
role in deteriorating the mechanical properties. This depicts
that the flexion initiates crack from that region [5]. And
hence, at higher coir concentration, the flexural properties
are found to be decreasing when compared to pure LLDPE.
Similar trends have been observed in the study that utilized
sisal and hemp as natural fibers [16, 47, 48]. Results of the
bio composites depicting flexural strength is reported in
figure 7.
A similarity in the trend was observed for impact spec-
imens also, that reported an improvement of 15.22% for 3%
coir, 15.6% for 5% and a maximum of 16% for 7% coir
reinforced in LLDPE. However, a negligible decrease of
5% was observed for 10% LLDPE/Coir blend as evident
from figure 8. Our results were found to be in agreement
with the research reported on other natural fillers [23, 49].
This sustains the properties without much depreciating the
roto moldability up to 7 wt% coir addition to LLDPE. This
also synchronizes with the tensile test results, wherein the
stiffness increases till 7%, after which the properties are of
significantly lesser usage in rotational molding process.
Figure 9 indicates the value of hardness obtained for
various concentration of coir in LLDPE. Hardness increases
significantly when compared with 0% Coir into base resin.
A maximum rise of 22.8% is descried for 10% coir from the
hardness experimented based on Shore D scale.
The data obtained from hardness test as mentioned in
table 4 reveals that the increasing percentage of coir in
LLDPE marks a significant rise in hardening the roto
molded product. This behaviour of increase in hardness can
be justified by the hard and brittle nature of coir being
incorporated in the soft polymer matrix. Modulus of elas-
ticity and hardness were found to be increasing significantly
whereas the tensile strength decreases with the higher
concentration of fiber in the base resin. As for tensile
testing, the adhesion between filler and base resin strongly
affects the tensile strength, whereas in the case of hardness
test, the stress is mainly applied to the bulk material [18].
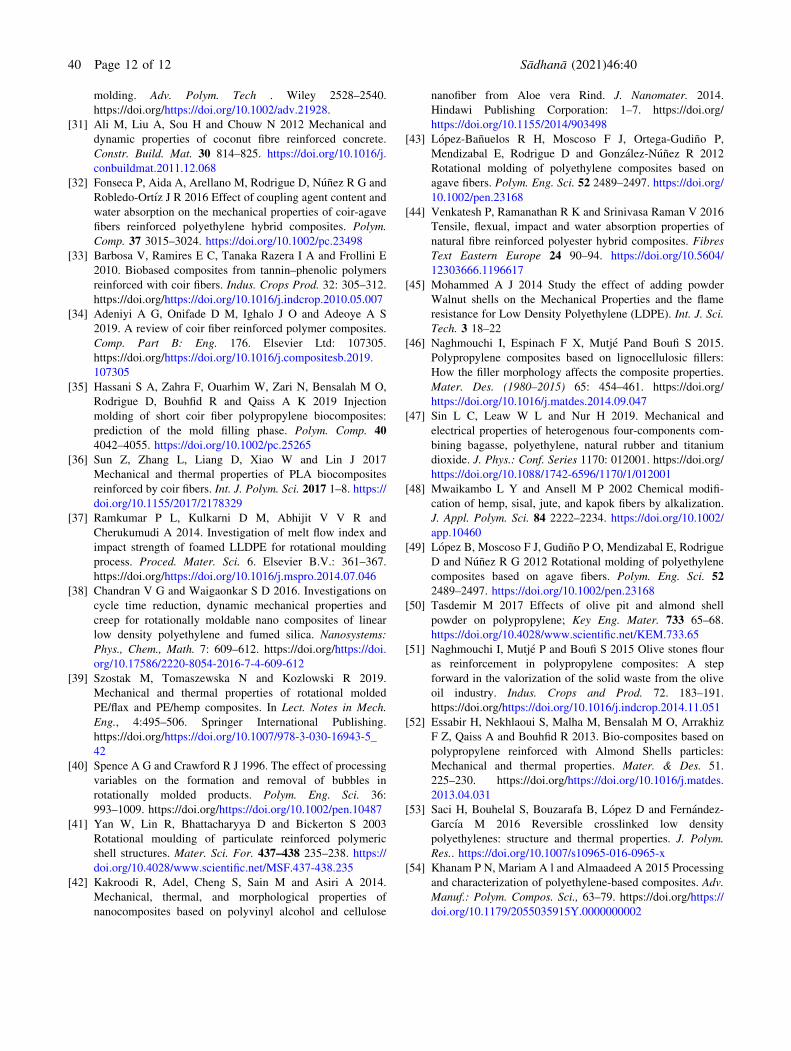
Figure 10. Microstructure image of 5% LLDPE/Coir.
Figure 11. Microstructure image of 10% LLDPE/Coir.
Figure 12. The swollen surface observed on 10% LLDPE/Coir
Roto molded product.
0
50
100
150
200
250
0 10 20 30 40 50 60
Tem
pera
ture
(Deg
ree
Celc
ius)
Oven Residence Time (in Minutes)
3% Coir Fiber Composites
Internal Air Temperature Mould Temperature Oven Temperature
Figure 13. Variation of oven residence time in terms of
temperature for 3% LLDPE/Coir blend.
40 Page 8 of 12 Sådhanå (2021) 46:40

Thus, the at room temperature, the mechanical properties
achieved for bio composites generated with our simplified
technique method are in good agreement with those of the
previously elaborated literature [50–52].
Figures 10 and 11 are the microstructure images obtained
from optical microscope for 5% and 10% coir reinforced in
LLDPE respectively. For 5%, a uniform distribution of
fiber is evident when observed from the inner surface of the
mold. 10% coir mixed with LLDPE is worst affected by the
hydrophilic nature of natural fiber on the polymer matrix.
Numerous pores were visible as depicted in figure 11. The
moisture content had affected the roto molded product
wherein a swell on the surface was visible as shown in
figure 12. This is one of the major reasons for the
mechanical properties being deteriorated for 10% (above
7%).
The experiments clearly state that an easy accommoda-
tion up to 7% of coir fiber without any property loss and a
gain in mechanical strength is possible in rotational mold-
ing process. But any further addition may signify to poor
mechanical properties which is thus not recommended. Any
further addition of fibers notifies a deficient impact on
properties. These results completely compliments to the
preliminary analysis performed to check the requisite pro-
cessibility for rotational molding process. The product
characterization reveals that the 7% coir concentrated with
LLDPE is suitable in terms of both material roto
moldability and mechanical characterization.
3.2 Heat transfer analysis
As temperature is an important parameter for the heating
cycle in rotational molding process, the heat transfer rate
becomes an integral part to be evaluated for each fiber
concentrated in the base resin. For this purpose, the tem-
perature was recorded at every 5 minutes interval for which
the data has been plotted in figure 13 for 3% coir fiber
composites whereas 10% LLDPE/Coir composites is rep-
resented in figure 14.
For heating purpose, the oven temperature has to be set
initially, through which the heat is transferred to the mold.
This temperature of the mold is then absorbed by the
polymer, through which with an appropriate viscosity, the
polymer starts to melt and gets stick to the inner mold
surface, thus forming the shape of the mold. Now when
fibers are added in this polymer resin, the temperature
variations are significant to be evaluated. Moreover, the
processing cycle time also varies with the addition of filler.
When the heat transfer investigation was performed on
distinguished LLDPE/Coir roto moldability, a remarkable
difference was observed in the internal air temperature. As
the fibers absorbs the heat more than the neat LLDPE, a
reduction in internal air temperature was noticeable as
natural fiber absorbs larger amount of heat. This revals a
reduction in bubble densification which acts as thermal
insulators. The phase change of polymer matrix (from
glassy state to rubbery state) was observed after 15 minutes
of processing time at 200 �C. At this stage, the needed melt
flow is achieved easily. At this particular temperature
parameter, a homogeneous composite can be obtained as
the fiber dispersion takes place uniformly in the LLDPE
matrix. A similar experimental analysis was observed in a
study carried by Abhilash et al [5]. Moreover, a reduction
in cycle time was also observed on higher concentration of
coir in LLDPE due to reduction in the cooling time. The
fiber content helps in improving the shrinkage effect, thus
helping the structure to be in lager contact with the mold
surface ensuring proper thermal transfer. This type of
similar results were also observed in the study conducted by
Lopez et al where they analysed the heat transfer effect on
LMDPE by the addition of agave fiber for rotational
molding process [43].
The temperature analysis compared to unfilled LLDPE
was also analysed with the aid of thermal thermographs
using Differential Scanning Calorimeter.
3.3 Thermal properties: DSC measurements
DSC characterization was done using setline DSC instru-
ment having aluminum 75 ll crucible. Experiments were
0
50
100
150
200
250
0 10 20 30 40 50 60Tem
pera
ture
(Deg
ree
Celc
ius)
Oven Residence Time (in Minutes)
10% Coir Fiber Composite
Internal Air Temperature Mould Temperature Oven Temperature
Figure 14. Variation of oven residence time in terms of
temperature for 10% LLDPE/Coir blend.
41.29
44.9315646945.6306808
46.32426878
47.78612059
36
38
40
42
44
46
48
LLDPE C1 C2 C3 C4
Degr
ee o
f Cry
stal
linity
, %
Pure LLDPE and its Blends
Figure 15. Degree of Crystallinity for various LLDPE/Coir
composites.
Sådhanå (2021) 46:40 Page 9 of 12 40

performed under nitrogen atmosphere having flow rate of
20 ml/min. A sample mass of 5 to 10 mg was used for
characterization. DSC tests were performed in the range
from room temperature to 350 �C at heating rate of 10 �C/min. Sample was first heated up to 350 �C, then cooled
down up to room temperature and then heated again to 350
�C. DSC thermographs were analyzed using calisto soft-
ware. Based on the variation in the temperature, the crys-
tallinity of the structure changes for which the
%crystallinity can be determined using equation (1):
% Crystallinity ¼ DHm
DH0m
� 1
Wf� 100: ð1Þ
where, DHm is experimental melting enthalpy, DH0m ¼
293J=g is the melting enthalpy of 100% crystalline poly-
ethylene and Wf is weight ratio of polyethylene in com-
posite [53, 54].
Reinforcement of fiber/fillers in neat polyethylene make
changes in nucleating agents which subsequently changes
the melting and crystallization temperature and the % of
crystallization. Figure 15 determines the degree of crys-
tallinity (DoC) of the prepared composites based on the
DSC test.
In mostly all the composites, the DoC obtained was
found to be higher than the unfilled LLDPE. For pure
LLDPE, DoC is 41.29%, whereas for 10% LLDPE/Coir,
highest DoC was evident. Increase in melting temperature
may be accredited to the plasticization effect of the rein-
forcement diffused into LLDPE [22]. The percentage
crystallinity was increased due to reinforcement. The fillers
when added make a significant contribution in increasing
the nucleation arrangement as they make sure to remove the
bubble density from the inner surface mold. A similar trend
was observed in a research study done by Szostac et al,wherein they noticed a higher state of crystallinity in their
prepared LDPE/Flax and LDPE/Hemp composites when
compared to their unfilled base matrix LDPE [26]. From
DSC thermograph analysis, it can be said that Coir-rein-
forced LLDPE can be used for rotational molding processes
as it does not degrade the processing temperature range.
4. Conclusion
Rotational molding is a plastic processing technique in
which mainly LLDPE is preferred as a base resin. In order
to enhance mechanical properties targeting some applica-
tions demanding strength on major criteria, additives play a
vital role. The present study aimed in exploiting coir to be
mixed with LLDPE to achieve an improvised mechanical
property of the bio composite. The tensile strength and
elastic modulus were increased on a justifiable scale till 7%
coir reinforced in LLDPE as compared to unfilled LLDPE.
For 10% coir mixed with LLDPE, the value declined by
25% as related to pure resin. For all the tested bio
composites, flexural strength showed a decrease in value
beyond 7%. This may be possible due to the flexion crack
being initiated at the mold surface due to uneven fiber
distribution at higher concentrations. Even when the
microstructures were studied for 5% and 10% roto molded
product, a uniform fiber distribution was maintained in 5%
LLDPE/Coir blend. Also the impact strength and hardness
increased on increasing the coir content in LLDPE which
satisfactorily aids to the tensile test result. The heat at the
inner surface of the mold was found to be decreasing with
the increase in temperature, the reason being major heat
absorbed by the natural filler, and hence reveals the
decrease in bubble densification which acts as thermal
insulation. Degree of crystallinity was calculated for all the
composites, which signifies an increase in the crystallinity
for all the ratios of LLDPE/Coir blend. Thus the structure
crystallizes on a better scale with the addition of coir in
LLDPE. A homogeneous fiber distribution and a strong
filler interface with the resin is achievable at lower con-
centration of coir. However, higher percentage of coir
encourages the microstructural defect. The analysis con-
firms the prospects of incorporating natural fibers in the
polymeric material on a lesser scale content, considering
their usefulness in rotational molding process.
AbbreviationsASTM American Society for Testing and Materials
DSC Differential Scanning Calorimeter
FTIR Fourier Transform Infrared Spectroscopy
HDPE High Density Polyethylene
LLDPE Linear Low Density Polyethylene
MAPE Maleated Polyethylene
MFI Melt Flow Index
PE Polyethylene
References
[1] Lukas N and Hecht B 2006 Principles of Nano-Optics;
Cambridge University Press, Cambridge. https://doi.org/10.
1017/CBO9780511813535
[2] Crawford R J 2013 Mechanical properties of plastics –
deformation. In: Plastics Engineering, 41–108.
https://doi.org/https://doi.org/10.1016/b978-0-08-032626-9.
50007-0
[3] Gupta N, Ramkumar P L and Sangani V 2020 An approach
toward augmenting materials, additives, processability and
parameterization in rotational molding: a review. Mat. andMan. Proc. Taylor & Francis: 1–18. https://doi.org/https://
doi.org/10.1080/10426914.2020.1779934
[4] Gupta N and Ramkumar P L 2020 Analysis of synthetic
fiber-reinforced LLDPE based on melt flow index for
rotational molding. Lect. Notes. Spring. Mech.. https://doi.org/10.1007/978-981-15-7827-4_61
40 Page 10 of 12 Sådhanå (2021) 46:40

[5] Abhilash S S and Singaravelu D N 2020. Effect of fiber
content on mechanical and morphological properties of
bamboo fiber-reinforced linear low-density polyethylene
processed by rotational molding. Trans. of the Indian Inst.of Metals. Springer India: 1–6. https://doi.org/https://doi.org/10.1007/s12666-020-01922-y
[6] Abdullah A H, Putri O D, Fikriyyah A K, Nissa R C and
Intadiana S 2020 Effect of microcrystalline cellulose on
characteristics of cassava starch-based bioplastic. Polym.-Plast. Tech. Mater. 59. Taylor & Francis: 1250–1258.
https://doi.org/https://doi.org/10.1080/25740881.2020.
1738465
[7] Ramkumar P L and Kulkarni D M 2016 Impact strength
investigation of foamed linear low density polyethylene in
rotational moulding process. Int. J. Mater. Eng. Inn. 7 159.
https://doi.org/10.1504/IJMATEI.2016.084617
[8] Ramkumar P L, Kulkarni D M, Abhijit V V R and
Cherukumudi A 2014 Investigation of Melt Flow Index
and impact strength of foamed LLDPE for rotational
moulding process. Proc. Mater. Sci. 6. Elsevier B.V.:
361–367 https://doi.org/https://doi.org/10.1016/j.mspro.
2014.07.046
[9] Crawford R J and Throne J L 2002 Introduction to rotational
molding. In Rotational Molding Technology, 1–18. Elsevier.https://doi.org/https://doi.org/10.1016/B978-188420785-3.
50003-4
[10] Ramkumar P L, Waigaonkar S D and Kulkarni D M 2016
Effect of oven residence time on mechanical properties in
rotomoulding of LLDPE. Sadh. - Acad; Proceed. in Eng. Sci.41 571–582. https://doi.org/10.1007/s12046-016-0489-4
[11] Crawford R J, Nugent P and Xin W 1991 Prediction of
optimum process conditions for rotomolded products. Inter.Polym. Process. 6 56–60. https://doi.org/10.3139/217.
910056
[12] Ramkumar P L, Ramesh A, Alvenkar P P and Patel N 2015.
Prediction of heating cycle time in rotational moulding.
Mater. Today: Proc. 2. Elsevier Ltd.: 3212–3219.
https://doi.org/https://doi.org/10.1016/j.matpr.2015.07.116
[13] Gupta N and Ramkumar P L 2020. Experimental investiga-
tion of linear low density polyethylene composites based on
coir for rotational molding process. Polym. & Polym.Comp..:096739112095324. https://doi.org/https://doi.org/10.1177/
0967391120953246.
[14] Ramkumar P L, Panchal Y, Panchal D and Gupta N 2020
Characterization of LLDPE/coir blend using FTIR tech-
nique. Mater. Today: Proc.. https://doi.org/10.1016/j.matpr.
2020.04.819
[15] Ramkumar P L, Kulkarni D M and Chaudhari V V 2019
Fracture toughness of LLDPE parts using rotational mould-
ing technology. Int. J. Mat. Prod. Tech. 58 305. https://doi.
org/10.1504/IJMPT.2019.100003
[16] Zelca Z, Kukle Sand Kajaks J 2017. LLDPE and Natural
Fiber Composites Characterization using AFM. IOP Con-ference Series: Mater. Sci. Eng. 251: 012086. https://doi.org/https://doi.org/10.1088/1757-899X/251/1/012086
[17] Ramkumar P L, Kulkarni D M and Chaudhari V V 2014
Parametric and mechanical characterization of linear low
density polyethylene (LLDPE) using rotational moulding
technology. Sadhana 39 625–635. https://doi.org/10.1007/
s12046-013-0223-4
[18] Boujelben M, Abid M, Kharrat M and Dammak M 2020
Production and mechanical characterization of LLDPE
biocomposite filled with almond shell powder. Polym.Polym. Comp.. https://doi.org/10.1177/0967391120910869
[19] Hanana F E and Rodrigue D 2018 Rotational molding of
polymer composites reinforced with natural fibers. Plast.Eng. 71 28–31. https://doi.org/10.1002/j.1941-9635.2015.
tb01960.x
[20] Fletes V, Carlos R, Cisneros Lopez E O, Moscoso Sanchez F
J, Mendizabal E, Nunez R G, Rodrigue D and Gudino P O
2020 Morphological and mechanical properties of bilayers
wood-plastic composites and foams obtained by rotational
molding. Polym. 12 503. https://doi.org/10.3390/
polym12030503
[21] Torres F G and Aragon C L 2006 Final product testing of
rotational moulded natural fibre-reinforced polyethylene.
Polym. Test. 25 568–577. https://doi.org/10.1016/j.polymer
testing.2006.03.010
[22] Wang B, Panigrahi S, Tabil L and Crerar W 2007 Pre-
treatment of flax fibers for use in rotationally molded
biocomposites. J. Reinf. Plas. Comp. 26 447–463. https://doi.org/10.1177/0731684406072526
[23] Liu D Y, Yuan X W, Bhattacharyya D and Easteal A J 2010
Characterisation of solution cast cellulose nanofibre –
reinforced poly(lactic acid). Exp. Polym. Lett. 4 26–31.
https://doi.org/10.3144/expresspolymlett.2010.5
[24] Ortega Z, Monzon M D, Benıtez A N, Kearns M, McCourt
M and Hornsby P R 2013 Banana and abaca fiber-reinforced
plastic composites obtained by rotational molding process.
Mater. Manuf. Process. 28 879–883. https://doi.org/10.1080/
10426914.2013.792431
[25] Cisneros-Lopez E O, Gonzalez-Lopez M E, Perez-Fonseca A
A, Nunez R G, Rodrigue D and Robledo-Ortız J R 2017
Effect of fiber content and surface treatment on the
mechanical properties of natural fiber composites produced
by rotomolding. Compos. Interf. 24 35–53. https://doi.org/10.1080/09276440.2016.1184556
[26] Szostak M, Tomaszewska N and Kozlowski R 2019
Mechanical and thermal properties of rotational molded
PE/Flax and PE/Hemp composites. Adv. Manuf. Eng. 4495–506. https://doi.org/10.1007/978-3-030-16943-5_42
[27] Hanana F E, Chimeni D Y and Rodrigue D 2018 Morphol-
ogy and mechanical properties of maple reinforced LLDPE
produced by rotational moulding: effect of fibre content and
surface treatment. Polym. Polym. Comp. 26 299–308. https://
doi.org/10.1177/096739111802600404
[28] Cisneros-Lopez E O, Perez-Fonseca A A, Garcıa Y G,
Daniel E, Nunez R G, Rodrigue D and Robledo-Ortız J R
2018 Polylactic acid-agave fiber biocomposites produced by
rotational molding: a comparative study with compression
molding. Adv. Polym. Tech. 37 2528–2540. https://doi.org/
10.1002/adv.21928
[29] Hanana F E and Rodrigue D Rotational molding of self-
hybrid composites based on linear low-density polyethylene
and maple fibers. Polym. Comp. 39: 4094–4103.
https://doi.org/https://doi.org/10.1002/pc.24473
[30] Cisneros-Lopez E O, Omar E, Perez-Fonseca A A, Garcıa Y
G, Daniel E, Nunez R G, Rodrigue D and Robledo-Ortız J R
2018 Polylactic acid–agave fiber biocomposites produced by
rotational molding: a comparative study with compression
Sådhanå (2021) 46:40 Page 11 of 12 40
molding. Adv. Polym. Tech . Wiley 2528–2540.
https://doi.org/https://doi.org/10.1002/adv.21928.
[31] Ali M, Liu A, Sou H and Chouw N 2012 Mechanical and
dynamic properties of coconut fibre reinforced concrete.
Constr. Build. Mat. 30 814–825. https://doi.org/10.1016/j.
conbuildmat.2011.12.068
[32] Fonseca P, Aida A, Arellano M, Rodrigue D, Nunez R G and
Robledo-Ortız J R 2016 Effect of coupling agent content and
water absorption on the mechanical properties of coir-agave
fibers reinforced polyethylene hybrid composites. Polym.Comp. 37 3015–3024. https://doi.org/10.1002/pc.23498
[33] Barbosa V, Ramires E C, Tanaka Razera I A and Frollini E
2010. Biobased composites from tannin–phenolic polymers
reinforced with coir fibers. Indus. Crops Prod. 32: 305–312.https://doi.org/https://doi.org/10.1016/j.indcrop.2010.05.007
[34] Adeniyi A G, Onifade D M, Ighalo J O and Adeoye A S
2019. A review of coir fiber reinforced polymer composites.
Comp. Part B: Eng. 176. Elsevier Ltd: 107305.
https://doi.org/https://doi.org/10.1016/j.compositesb.2019.
107305
[35] Hassani S A, Zahra F, Ouarhim W, Zari N, Bensalah M O,
Rodrigue D, Bouhfid R and Qaiss A K 2019 Injection
molding of short coir fiber polypropylene biocomposites:
prediction of the mold filling phase. Polym. Comp. 404042–4055. https://doi.org/10.1002/pc.25265
[36] Sun Z, Zhang L, Liang D, Xiao W and Lin J 2017
Mechanical and thermal properties of PLA biocomposites
reinforced by coir fibers. Int. J. Polym. Sci. 2017 1–8. https://doi.org/10.1155/2017/2178329
[37] Ramkumar P L, Kulkarni D M, Abhijit V V R and
Cherukumudi A 2014. Investigation of melt flow index and
impact strength of foamed LLDPE for rotational moulding
process. Proced. Mater. Sci. 6. Elsevier B.V.: 361–367.
https://doi.org/https://doi.org/10.1016/j.mspro.2014.07.046
[38] Chandran V G and Waigaonkar S D 2016. Investigations on
cycle time reduction, dynamic mechanical properties and
creep for rotationally moldable nano composites of linear
low density polyethylene and fumed silica. Nanosystems:Phys., Chem., Math. 7: 609–612. https://doi.org/https://doi.org/10.17586/2220-8054-2016-7-4-609-612
[39] Szostak M, Tomaszewska N and Kozlowski R 2019.
Mechanical and thermal properties of rotational molded
PE/flax and PE/hemp composites. In Lect. Notes in Mech.Eng., 4:495–506. Springer International Publishing.
https://doi.org/https://doi.org/10.1007/978-3-030-16943-5_
42
[40] Spence A G and Crawford R J 1996. The effect of processing
variables on the formation and removal of bubbles in
rotationally molded products. Polym. Eng. Sci. 36:
993–1009. https://doi.org/https://doi.org/10.1002/pen.10487
[41] Yan W, Lin R, Bhattacharyya D and Bickerton S 2003
Rotational moulding of particulate reinforced polymeric
shell structures. Mater. Sci. For. 437–438 235–238. https://
doi.org/10.4028/www.scientific.net/MSF.437-438.235
[42] Kakroodi R, Adel, Cheng S, Sain M and Asiri A 2014.
Mechanical, thermal, and morphological properties of
nanocomposites based on polyvinyl alcohol and cellulose
nanofiber from Aloe vera Rind. J. Nanomater. 2014.
Hindawi Publishing Corporation: 1–7. https://doi.org/
https://doi.org/10.1155/2014/903498
[43] Lopez-Banuelos R H, Moscoso F J, Ortega-Gudino P,
Mendizabal E, Rodrigue D and Gonzalez-Nunez R 2012
Rotational molding of polyethylene composites based on
agave fibers. Polym. Eng. Sci. 52 2489–2497. https://doi.org/
10.1002/pen.23168
[44] Venkatesh P, Ramanathan R K and Srinivasa Raman V 2016
Tensile, flexual, impact and water absorption properties of
natural fibre reinforced polyester hybrid composites. FibresText Eastern Europe 24 90–94. https://doi.org/10.5604/
12303666.1196617
[45] Mohammed A J 2014 Study the effect of adding powder
Walnut shells on the Mechanical Properties and the flame
resistance for Low Density Polyethylene (LDPE). Int. J. Sci.Tech. 3 18–22
[46] Naghmouchi I, Espinach F X, Mutje Pand Boufi S 2015.
Polypropylene composites based on lignocellulosic fillers:
How the filler morphology affects the composite properties.
Mater. Des. (1980–2015) 65: 454–461. https://doi.org/
https://doi.org/10.1016/j.matdes.2014.09.047
[47] Sin L C, Leaw W L and Nur H 2019. Mechanical and
electrical properties of heterogenous four-components com-
bining bagasse, polyethylene, natural rubber and titanium
dioxide. J. Phys.: Conf. Series 1170: 012001. https://doi.org/https://doi.org/10.1088/1742-6596/1170/1/012001
[48] Mwaikambo L Y and Ansell M P 2002 Chemical modifi-
cation of hemp, sisal, jute, and kapok fibers by alkalization.
J. Appl. Polym. Sci. 84 2222–2234. https://doi.org/10.1002/
app.10460
[49] Lopez B, Moscoso F J, Gudino P O, Mendizabal E, Rodrigue
D and Nunez R G 2012 Rotational molding of polyethylene
composites based on agave fibers. Polym. Eng. Sci. 522489–2497. https://doi.org/10.1002/pen.23168
[50] Tasdemir M 2017 Effects of olive pit and almond shell
powder on polypropylene; Key Eng. Mater. 733 65–68.
https://doi.org/10.4028/www.scientific.net/KEM.733.65
[51] Naghmouchi I, Mutje P and Boufi S 2015 Olive stones flour
as reinforcement in polypropylene composites: A step
forward in the valorization of the solid waste from the olive
oil industry. Indus. Crops and Prod. 72. 183–191.
https://doi.org/https://doi.org/10.1016/j.indcrop.2014.11.051
[52] Essabir H, Nekhlaoui S, Malha M, Bensalah M O, Arrakhiz
F Z, Qaiss A and Bouhfid R 2013. Bio-composites based on
polypropylene reinforced with Almond Shells particles:
Mechanical and thermal properties. Mater. & Des. 51.
225–230. https://doi.org/https://doi.org/10.1016/j.matdes.
2013.04.031
[53] Saci H, Bouhelal S, Bouzarafa B, Lopez D and Fernandez-
Garcıa M 2016 Reversible crosslinked low density
polyethylenes: structure and thermal properties. J. Polym.Res.. https://doi.org/10.1007/s10965-016-0965-x
[54] Khanam P N, Mariam A l and Almaadeed A 2015 Processing
and characterization of polyethylene-based composites. Adv.Manuf.: Polym. Compos. Sci., 63–79. https://doi.org/https://doi.org/10.1179/2055035915Y.0000000002
40 Page 12 of 12 Sådhanå (2021) 46:40