effect of bovine serum albumin on the lubricant properties
TRANSCRIPT

Effect of bovine serum albumin on the lubricant properties of ricebran oil: a biomimetic approach
ABHIJITH KUNNEPARAMBIL SUKUMARAN1, ANANTHAN D THAMPI1,3, E SNEHA1,3,
MUHAMMED ARIF2 and S RANI1,3,*
1Department of Mechanical Engineering, Advanced Tribology Research Centre, College of Engineering
Trivandrum, Thiruvananthapuram, Kerala, India2Department of Chemistry, College of Engineering Trivandrum, Thiruvananthapuram, Kerala, India3A.P.J. Abdul Kalam Technological University, Thiruvananthapuram, Kerala, India
e-mail: [email protected]
MS received 6 November 2020; revised 4 July 2021; accepted 12 August 2021
Abstract. The carcinogenic effects and poor biodegradability of petroleum-based oils have pressurized the
industry to develop eco-friendly lubricants. Nowadays vegetable oils are used as a potential base stock for
industrial lubricants because of their excellent lubricating properties. Among the vegetable oils, rice bran oil is
considered for this work due to its excellent frictional properties but the wear scar diameter generated was not
comparable with that of industrial lubricants. These problems can be effectively solved by using suitable ad-
ditives. Most of the commercially used additives are toxic and non-degradable. This research work focused to
experimentally investigate the effect of bovine serum albumin (BSA) as a bio-molecular additive on the
lubricant properties of rice bran oil (RBO). The lubrication mechanism of oil with bio-molecular protein
additives is through the formation of an oil-protein layer between the surfaces, in which hydrophobic aggregates
of the proteins adhere to the bounding surfaces and forms a secondary layer to improve the frictional and wear
characteristics. The tribological, Physico-chemical, oxidation stability, and thermal properties of the modified
rice bran oil were evaluated and compared with that of the base oil. The performance evaluation of the green
cutting fluid formulated using modified RBO was also conducted and compared with that of the commercially
available cutting fluid. The results obtained have indicated that the formulated oil-protein combination can be a
potential base stock for bio-lubricants and bio-cutting fluids.
Keywords. Rice bran oil; bovine serum albumin; protein lubrication; biomimetic; lubricant property analysis;
DSC analysis.
1. Introduction
The widespread use of mineral oil-based lubricants causes
environmental problems and health issues throughout its
life cycle. The spilling and throwing of these used and fresh
petroleum-based products are causing a real threat to plants,
fishes, and wildlife [1]. The presence of mineral oils in the
soil will drastically change the Physico-chemical properties
of sand [2]. Tribologists were searching for an alternative
replacement of these mineral oil-based lubricants and they
found an answer in the form of developing bio-lubricants.
Around the globe, companies have started developing
various bio-lubricants for different industrial applications.
Many research works on bio-lubricants have been reported
on the usage of edible and non-edible vegetable oils like
coconut oil, palm oil, jojoba oil, rapeseed oil, pongamia oil,
and rice bran oil [3–7]. Ozcelik et al formulated cutting
fluids using three different vegetable oils such as crude
sunflower oil, refined sunflower oil, and refined canola oil.
The performance analysis of these vegetable oil-based
cutting fluids was performed during the drilling operation
and compared with that of the commercial semi-synthetic
cutting fluid. It was reported that canola oil-based cutting
fluid gave better results when compared with the other
cutting fluids at the constant cutting conditions [8]. Few
countries like India, Japan are widely using RBO for
cooking purposes. RBO is considered an effective substi-
tute for mineral oil-based lubricants because of its excellent
lubricant characteristics. Among vegetable oils, rice bran
oil has better oxidative stability due to the presence of
gamma oryzanol [7, 9]. To use rice bran oil as a proper
industrial lubricant, its various lubricant properties need to
be improved. Recently, it was reported that the lubricant
properties of rice bran oil were improved by chemical*For correspondence
Sådhanå (2021) 46:207 � Indian Academy of Sciences
https://doi.org/10.1007/s12046-021-01717-xSadhana(0123456789().,-volV)FT3](0123456789().,-volV)

modification methods and by the addition of suitable eco-
friendly additives [10–13]. So in this work, refined RBO
was selected as base oil.
The common additives used in most industrial lubricants
are another major reason for their toxic and non-
biodegradable nature. The replacement of such toxic addi-
tives with bio-molecules is based on the idea of biomimetic,
which simply refers to the idea of learning from nature and
applying it effectively to satisfy the needs of society. In
nature, there are different examples of effective water
lubrication, which contain proteins in the form of aqueous
solutions. Most of the tribological studies based on proteins
are related to the field of orthopedic implants and their
polymeric materials, but there are only limited works in the
field of industrial lubrication [14, 15]. Recently Yoneyama
et al reported that the use of this albumin reduced friction
and wear by enhancing the hydrodynamic effects of the
solution. The addition of albumin has also improved the
viscosity [16]. It was reported that the reason for enhanced
wear-resistant characteristics of bovine serum albumin
solution was due to the proteinaceous gel-like structure
formed by the solution [17]. Ahlroos et al mentioned that
the replacement of commercial additives with biomolecules
will be a potential forthcoming change in industrial lubri-
cation. The use of proteins such as hydrophobins and BSA
significantly enhanced water lubrication [18]. Li et alreported that lubricating film formed by the aqueous solu-
tion of BSA increases with increasing speeds and decreases
with increasing loads. The film thickness formed was
observed to be time-dependent [19]. Mavraki et al notedthat the bovine serum solution will form a lubricating film
with 4–50 nm thickness over the speed range. The thickness
of the film formed was fairly constant but tends to increase
at a slower speed. It was also reported that the lubricating
characteristics of bovine serum solution are not similar to
that of a simple Newtonian fluid [20]. Thus it was noted
that the addition of proteins like BSA into water has
enhanced the lubricity of water. This BSA is a protein that
is extracted from cows and purified by the Edwin Cohn
purification method. It mainly consists of 583 amino acid
residues. The significant disadvantage of water lubrication
is its low viscosity. Recent studies have highlighted veg-
etable oils as a potential base-stock for industrial lubricants.
Thus came the idea of adding bio-molecular additives like
BSA into vegetable oils. This may improve the lubricant
properties of vegetable oils and also help in developing bio-
lubricants.
This study aims to find out whether the lubricant prop-
erties of RBO can be improved by adding protein molecules
such as BSA. This work evaluated the tribological, Phy-
sico-chemical, oxidative stability, and thermal properties of
RBO with BSA as an additive. The experimental results
indicated that BSA is an effective lubricant additive for
vegetable oils. The green cutting fluid formulated using
modified RBO has also performed better compared to
commercial cutting fluid.
2. Materials and methods
2.1 Materials
The RBO used in this work was purchased from Kalady
Rice Millers Consortium Pvt. Ltd., Kerala, India, and BSA
which was used as a bio-molecular additive in this work
were purchased from Sigma-Aldrich Co. The chemical
reagents required for this work were purchased from Nice
chemicals, Kerala, India.
2.2 Preparation of RBO-BSA test samples
The BSA at different concentrations varying from 0.1 to 0.6
mg/ml were added to pure RBO. The mixture of RBO and
BSA (RBM) was then stirred for 6 hours using a magnetic
stirrer for proper dispersion of BSA into RBO. The RBM
samples were then visually inspected for sedimentation.
The BSA concentration in RBO was optimized based on the
tribological properties. The structure of BSA and prepared
RBM test samples are shown in figure 1.
2.3 Evaluation of tribological properties
The tribological properties of the samples are evaluated
using a standard four-ball tester. In this tribo-tester, three
balls are maintained stationary in a ball pot and the fourth
ball is fixed to a collet and attached to a spindle which is
made to rotate against the stationary balls. AISI 52100 steel
balls with 12.7 mm diameter were used in this work. The
ball pot and test balls were properly cleaned using acetone
before and after testing. The coefficient of friction (COF)
and wear scar diameter (WSD) were measured as per
ASTM D 4172. The variation of frictional torque with time
was also obtained with the help of WINDUCOM software.
The extreme pressure (EP) test was carried out as per
ASTM D 2783. The worn surface image was analyzed with
the help of a Leica optical microscope.
2.4 Evaluation of physico-chemical properties
The physicochemical properties such as density, viscosity,
acid value, peroxide value, anisidine value, and total oxi-
dation value were evaluated in this work. The density of the
oil samples was measured using a specific gravity bottle.
The viscosity of the samples can be measured as kinematic
or dynamic viscosity. It was reported in studies related to
proteins that the behavior of protein under external force
decides the characteristics of final products [21]. Thus in
the present study, the dynamic viscosity of the oil samples,
which provides a better understanding of the shearing
action of the lubricant under the external force applied, was
measured using an Anton Paar modular compact rheometer
(MCR 102) at 75�C. The acid value (AV) indicates the
207 Page 2 of 10 Sådhanå (2021) 46:207

number of fatty acids separated from the molecule. This
determines the oxidation stability and corrosion resistance
of the oil. The lower the acid value, the better will be the
shelf life of the sample. The peroxide value (PV) indicates
the degree of primary oxidation of the oil and therefore its
likeliness of becoming putrid. These chemical properties
were evaluated based on IS: 548 (Part 1) –1964. The ani-
sidine value (ANV) indicates the secondary oxidation
products of oil which produce a bad odor during storage.
The ANV is determined by using equation (1). The
absorbance of contents at a wavelength of 350nm was
measured using Spectrophotometer.
ANV ¼ 25 1:2Eb � Eað Þð Þ �W ð1ÞWhere, Ea- net absorbance of the lubricant solution, Eb-net
absorbance of the lubricant solution with anisidine solution,
W- the weight of the sample.
The total oxidation value (TOTOX) gives the oxidation
value of both the primary and secondary oxidation prod-
ucts. The lesser the TOTOX value, the better the stability of
the sample. The TOTOX value is determined by equation
(2).
TOTOX Value ¼ ANVþ 2PV ð2ÞWhere, ANV = Anisidine value, PV = Peroxide value.
2.5 Evaluation of oxidation stability
Oxidative stability of the oil is defined as the resistance of
oxidation during processing and storage. Oxidation
destroys fatty acids and produces toxic components. The
primary oxidation products are hydrogen-peroxides and the
secondary oxidation products are aldehydes and ketones.
The oxidative stability of oil was evaluated by Hot Oil
Oxidation Test (HOOT) as per American oil chemists’
society (AOCS Cd-12-57) standards. The sample will be
undergone accelerated aging by storing in a dark hot air
oven at 75C for 18 hours. Then the samples are checked for
the acid and peroxide values at regular time intervals.
2.6 Evaluation of thermal properties
The flash point indicates the temperature at which the oil
will be heated to give off sufficient vapors to form an
inflammable mixture with air that ignites momentarily
when exposed to a flame or an electric spark. The fire point
is the temperature to which oil is heated to produce a vapor
air mixture that burns continuously at least for 5 seconds
once it is ignited The flash and fire point of the samples
were measured by using the Pensky Marten apparatus. The
temperature at which oil becomes hazy when it is cooled at
a specified rate is called the cloud point. The pour point is
the corresponding temperature at which oil loses its
flowability. The pour point and cloud point of the oil
samples were evaluated as per ASTM D97 and ASTM
D2500, respectively. The pour point was also measured by
the Differential scanning calorimetry (DSC) method. The
DSC method computes the variation of heat flows associ-
ated with transitions in materials as a function of temper-
ature and time in a controlled atmosphere. The DSC
experiments were performed on Universal V4.5A TA
Instruments.
2.7 Formulation and performance evaluationof the green cutting fluid
The green cutting fluid (GCF) was prepared using rice bran
oil with optimum BSA concentration. The emulsifier used
in this study was span 80. The oil-in-water emulsion was
prepared at a ratio of 1:20 using a magnetic stirrer.
Figure 1. Pictorial demonstration of (a) BSA Structure and (b) prepared RBM sample.
Sådhanå (2021) 46:207 Page 3 of 10 207

Similarly, the commercial cutting fluid (CCF) was prepared
by mixing commercially available oil (COM) with water.
Servocut S was the COM used in the study. The stirring
performed during the formulation procedure and the final
developed green cutting fluid is shown in figure 2.
The performance evaluation was conducted using a pin
on the disc tribometer as per the ASTM G99 standard. Cast
iron and EN31 steel are used as materials for the pin and
disc, respectively. The pin is loaded against the rotating
disc and the load was maintained constantly at 100N
throughout the test duration of 15 min with the help of a
deadweight loading system. The dimensions of the pin used
are 40 mm in length and 6 mm in diameter. Whereas, the
wear track diameter was kept constant throughout the tests
at 60 mm. The performance evaluation was conducted at 4
different speeds, i.e., 400, 600, 800, and 1000 RPM. The
cutting fluid flow was maintained at 25 ml/sec. The coef-
ficient of friction and weight loss of the pin are noted after
each test.
3. Results and discussion
3.1 Tribological properties of RBM
The four-ball tribological test was initially conducted as per
ASTM D 4172 to optimize the concentration of BSA in
RBO based on the COF and WSD results. The COF and
WSD results obtained for RBO and RBM with different
concentrations are shown in table 1.
From table 1, it was observed that the COF and WSD
value was minimum for RBM with 0.4 mg/ml BSA con-
centration. The WSD value of RBM with different BSA
concentrations was noted to be lower than that of RBO. The
COF value of RBM with 0.3 to 0.6 mg/ml BSA
concentration was observed to be lower than that of RBO.
The tribological results indicate that RBM with 0.4 mg/ml
BSA concentration formed a stable colloid. Further, the
addition of BSA has increased the COF and WSD value.
This may due to the suspension of the excess amount of
BSA which resulted in three-body abrasion. The optimum
concentration of BSA in RBO is noted to be 0.4 mg/ml. The
mixture of RBO with 0.4 mg/ml BSA concentration is
called modified RBO (MRBO). The worn surface image
obtained from Leica optical microscope for RBO and
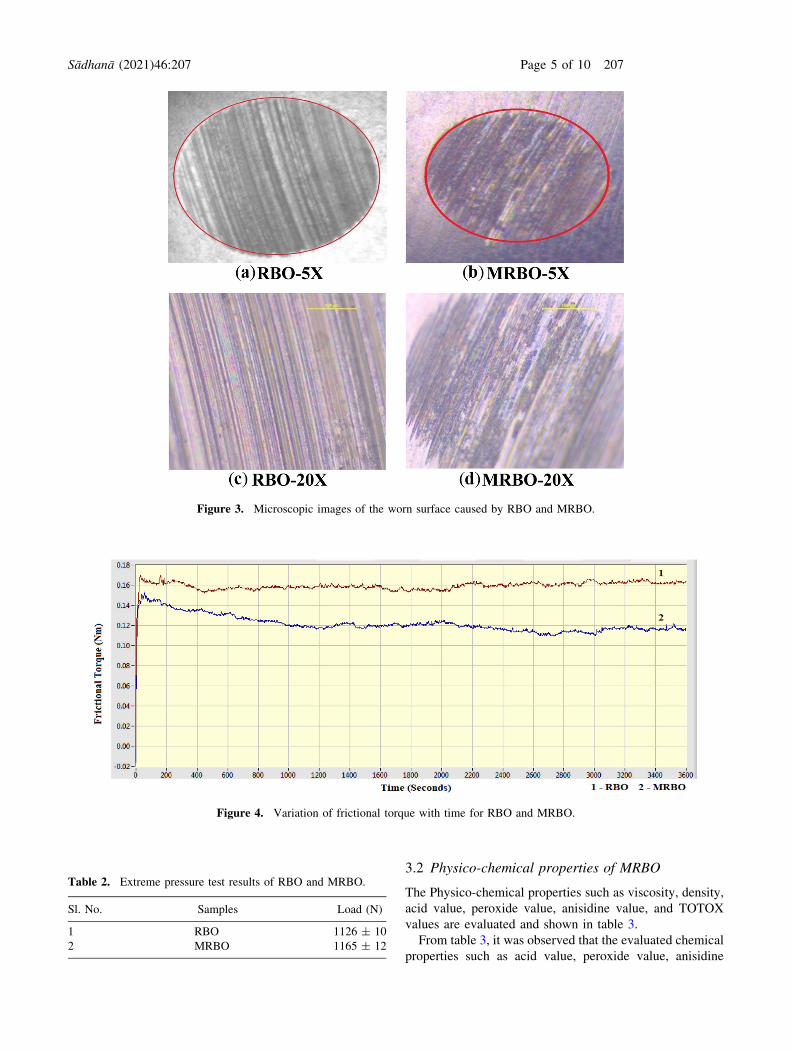
MRBO at different magnifications is shown in figure 3.
From figure 3, it is clear that the wear scar of MRBO is
smaller than that of the RBO. It was also observed that the
grooves on the worn surface caused by MRBO were noted
to be very smooth compared to those caused by RBO. The
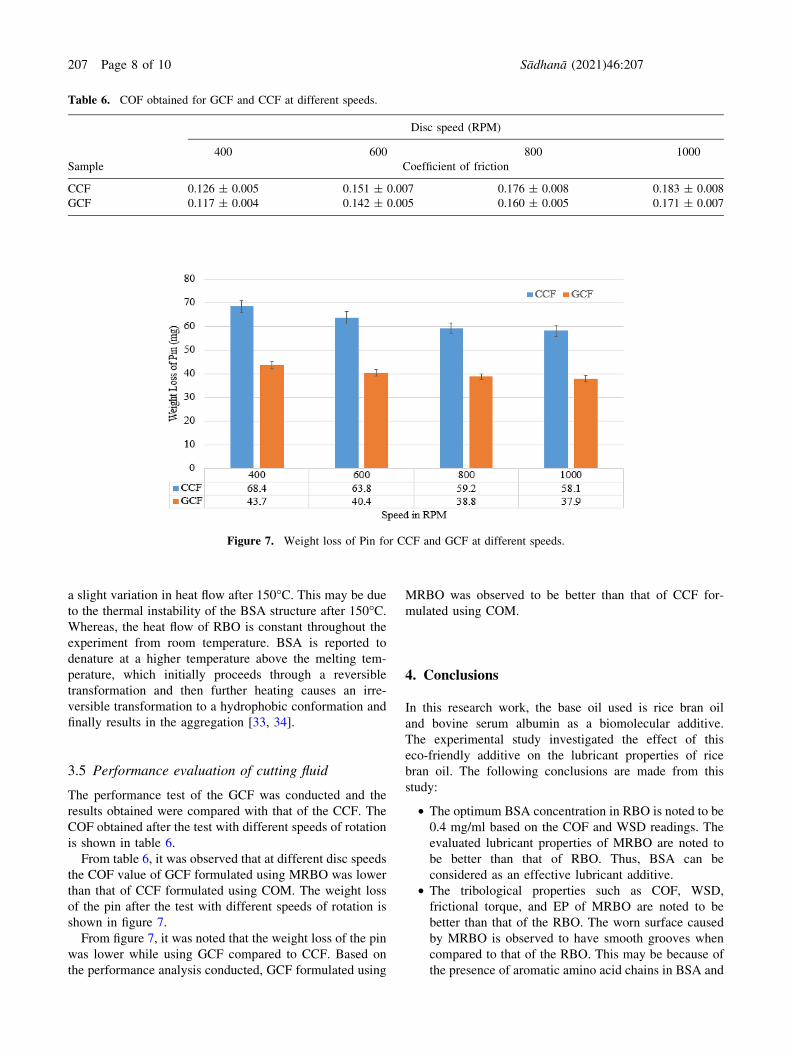
variation of frictional torque with time for RBO and MRBO
is shown in figure 4.
From figure 4, it was noted that the frictional torque
throughout the experiment was stable for RBO and MRBO.
The frictional torque was noted to be lower for MRBO
compared to RBO. The results indicated that the wear and
frictional characteristics of RBO have been improved by
the addition of BSA. This may be due to the presence of an
aromatic chain of amino acids in BSA. The extreme pres-
sure test results of RBO and MRBO are shown in table 2.
From table 2, it was noted that the EP test result obtained
for MRBO is better than that of RBO. The load-carrying
capacity of RBO has slightly improved with the addition of
BSA. It was noted that the melting temperature of BSA is
about 63�C [22]. The heat transfer at temperatures above
the melting point will break the intramolecular bonds,
which causes the unfolding and exposure of hydrophobic
patches. This, in turn, will form b-sheet rich aggregates
[23]. These hydrophobic aggregates may prevent the metal
to metal contact. It was reported that a boundary lubrication
layer will be formed by proteins, which may adsorb to the
contact surface [24–26]. The improvement in the tribolog-
ical properties of RBO after adding BSA may be due to the
secondary layer of lubricant formed by these hydrophobic
aggregates.Figure 2. (a) Stirring performed during GCF formulation and
(b) Finally developed green cutting fluid.
Table 1. COF and WSD of RBO with different BSA
concentration.
Sl. No. Samples COF WSD (mm)
1 RBO ? 0 mg/ml BSA 0.090 ± 0.003 0.565 ± 0.010
2 RBO ? 0.1 mg/ml BSA 0.091 ± 0.003 0.522 ± 0.015
3 RBO ? 0.2 mg/ml BSA 0.090 ± 0.002 0.503 ± 0.012
4 RBO ? 0.3 mg/ml BSA 0.080 ± 0.002 0.485 ± 0.008
5 RBO ? 0.4 mg/ml BSA 0.073 ± 0.003 0.472 ± 0.008
6 RBO ? 0.5 mg/ml BSA 0.082 ± 0.004 0.489 ± 0.015
7 RBO ? 0.6 mg/ml BSA 0.085 ± 0.003 0.496 ± 0.013
207 Page 4 of 10 Sådhanå (2021) 46:207
3.2 Physico-chemical properties of MRBO
The Physico-chemical properties such as viscosity, density,
acid value, peroxide value, anisidine value, and TOTOX
values are evaluated and shown in table 3.
From table 3, it was observed that the evaluated chemical
properties such as acid value, peroxide value, anisidine
Figure 3. Microscopic images of the worn surface caused by RBO and MRBO.
Figure 4. Variation of frictional torque with time for RBO and MRBO.
Table 2. Extreme pressure test results of RBO and MRBO.
Sl. No. Samples Load (N)
1 RBO 1126 ± 10
2 MRBO 1165 ± 12
Sådhanå (2021) 46:207 Page 5 of 10 207

value, and TOTOX value of RBO have reduced after the
addition of BSA. This shows that the shelf life and oxida-
tive stability of MRBO are better than that of RBO. It was
reported that the BSA structure is free from fatty acids and
can bind fatty acids [27]. This may have caused a slight
reduction in the acid value after adding BSA. The peroxide,
anisidine, and TOTOX value which indicates the oxidative
stability has also improved after adding BSA due to the
presence of tryptophan in BSA [28]. It was also noted that
the evaluated physical properties such as viscosity and
density of RBO have increased after the addition of BSA.
The physical properties such as viscosity and density of
RBM with different BSA concentrations were evaluated
and shown in table 4.
From table 4, it was noted that the viscosity and density
of all the RBM samples were higher than that of the pure
RBO. The results indicated that the threshold viscosity was
obtained for RBM samples with 0.4 mg/ml BSA. The vis-
cosity kept on increasing with an increase in BSA con-
centration. The change in viscosity was considered to be
negligible for RBM samples with more than 0.4 mg/ml
BSA concentration. The density of RBM samples was
noted to be increasing with an increase in BSA concen-
tration. The density has shown a significant jump from
0.942 to 0.979 gm/cm3 when the BSA concentration varied
from 0.1 mg/ml to 0.4 mg/ml. The results of viscosity and
density obtained for RBM samples with more than 0.4 mg/
ml BSA concentration indicates the chances of uneven
suspension of BSA. It is evident that the addition of BSA
after a certain limit will cause three-body abrasion, which
in turn affects the tribological properties.
3.3 Oxidative stability of MRBO
The oxidative stability of MRBO was evaluated by the
HOOT method. The test was conducted in a hot air oven at
75�C for 18 hours. The acid values (AV) in mg KOH /gm
and peroxide value (PV) in Meq /kg were measured at a
regular interval of 6 hours. The experimental results
obtained for MRBO are compared with that of the RBO.
The HOOT test results are shown in figure 5.
From figure 5, it was observed that the acid value and
peroxide value of MRBO at every stage of heating showed
a lower value when compared to that of the RBO. It was
noted that after heating for 18 hours, the difference in
peroxide value for MRBO, RBO was 22.45, 24 respec-
tively. Whereas, the difference in acid value for MRBO,
RBO was 1.06, 2.01 respectively. Thus the variation in acid
value and peroxide value of MRBO was noted to be lower
than that of the RBO. The HOOT results have indicated that
the oxidative stability of MRBO is better than that of RBO.
The BSA consists of tryptophan along with 583 amino
acids. This tryptophan was reported to be present in the
surface and hydrophobic cavities of BSA [28–30]. The
antioxidant activities of tryptophan, which is an amino acid
with an aromatic side chain and an indole ring have also
been reported [31, 32]. The presence of tryptophan in BSA
has improved the stability of RBO against oxidation.
Table 3. Physico-Chemical properties of RBO and MRBO.
Evaluated properties RBO MRBO
Physical properties Viscosity (Pa-s) 0.01330 ± 0.00010 0.01435 ± 0.00008
Density(gm/cm3) 0.920 ± 0.004 0.979 ± 0.003
Chemical properties Acid value 0.56 ± 0.05 0.39 ± 0.03
Peroxide value 5.52 ± 0.50 4.35 ± 0.25
Anisidine value 16.02 ± 0.74 13.80 ± 0.50
TOTOX value 27.02 ± 1.74 22.50 ± 1.00
Table 4. Viscosity and density of different RBM samples.
Sl. No. Sample Viscosity (Pa-s) Density(gm/cm3)
1 RBO?0 mg/ml BSA 0.01330 ± 0.00010 0.920 ± 0.004
2 RBO?0.1 mg/ml BSA 0.01350 ± 0.00015 0.942 ± 0.005
3 RBO?0.2 mg/ml BSA 0.01370 ± 0.00012 0.964 ± 0.004
4 RBO?0.3 mg/ml BSA 0.01400 ± 0.00010 0.972 ± 0.003
5 RBO?0.4 mg/ml BSA 0.01435 ± 0.00008 0.979 ± 0.003
6 RBO?0.5 mg/ml BSA 0.01437 ± 0.00008 0.981 ± 0.004
7 RBO?0.6 mg/ml BSA 0.01439 ± 0.00006 0.983 ± 0.003
207 Page 6 of 10 Sådhanå (2021) 46:207

3.4 Thermal properties of MRBO
The thermal properties such as flash point, fire point, cloud
point and pour point of RBO and MRBO are evaluated and
shown in table 5.
From table 5, it was observed that the flash and fire point
of MRBO is almost the same and comparable with that of
RBO. The low-temperature characteristics such as the
cloud and pour point of RBO have slightly improved after
the addition of 0.4 mg/ml of BSA. Thus it can be noted that
the low-temperature properties of MRBO are better than
that of RBO. The DSC results of RBO and MRBO are
shown in figure 6.
When the heat flow (W/g) is noted to be constant, the
DSC curve will be a straight line. These vegetable oils
which consist of different fatty acids will solidify over a
certain temperature range. Hence during the cooling of
these vegetable oils, the DSC curves will show certain
peaks. The low temperature at which the DSC peak occurs
is noted to be almost comparable with that of the pour point
results obtained as per ASTM D 97. The DSC results
revealed that the pour point of MRBO has improved by
about 2�C when compared to that of the RBO. From fig-
ure 6, it was noted that the DSC curve of MRBO has shown
Figure 5. Acid and Peroxide value of RBO and MRBO during different heating stages in HOOT.
Table 5. Thermal properties of RBO and MRBO.
Thermal properties RBO MRBO
Flash point (�C) 315 ± 3 308 ± 4
Fire point (�C) 320 ± 2 314 ± 2
Cloud point (�C) - 6 ± 1 - 8 ± 2
Pour point (�C) - 9 ± 1 - 11 ± 2
Figure 6. DSC results of RBO and MRBO.
Sådhanå (2021) 46:207 Page 7 of 10 207
a slight variation in heat flow after 150�C. This may be due
to the thermal instability of the BSA structure after 150�C.Whereas, the heat flow of RBO is constant throughout the
experiment from room temperature. BSA is reported to
denature at a higher temperature above the melting tem-
perature, which initially proceeds through a reversible
transformation and then further heating causes an irre-
versible transformation to a hydrophobic conformation and
finally results in the aggregation [33, 34].
3.5 Performance evaluation of cutting fluid
The performance test of the GCF was conducted and the
results obtained were compared with that of the CCF. The
COF obtained after the test with different speeds of rotation
is shown in table 6.
From table 6, it was observed that at different disc speeds
the COF value of GCF formulated using MRBO was lower
than that of CCF formulated using COM. The weight loss
of the pin after the test with different speeds of rotation is
shown in figure 7.
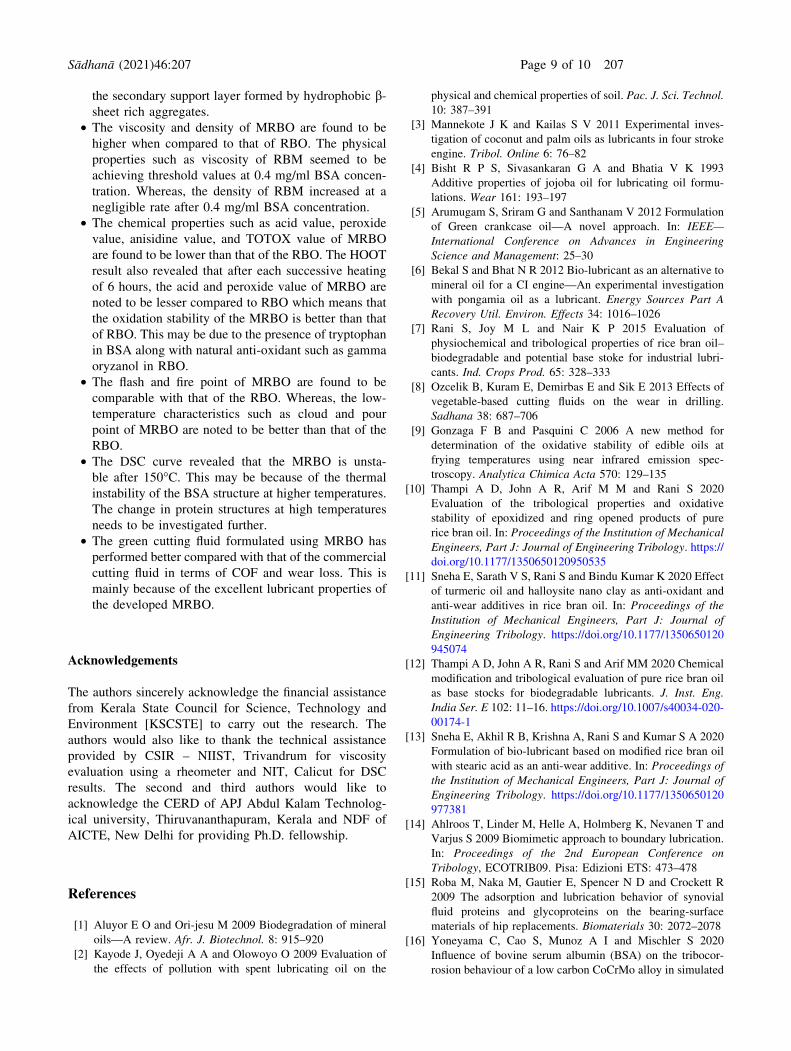
From figure 7, it was noted that the weight loss of the pin
was lower while using GCF compared to CCF. Based on
the performance analysis conducted, GCF formulated using
MRBO was observed to be better than that of CCF for-
mulated using COM.
4. Conclusions
In this research work, the base oil used is rice bran oil
and bovine serum albumin as a biomolecular additive.
The experimental study investigated the effect of this
eco-friendly additive on the lubricant properties of rice
bran oil. The following conclusions are made from this
study:
• The optimum BSA concentration in RBO is noted to be
0.4 mg/ml based on the COF and WSD readings. The
evaluated lubricant properties of MRBO are noted to
be better than that of RBO. Thus, BSA can be
considered as an effective lubricant additive.
• The tribological properties such as COF, WSD,
frictional torque, and EP of MRBO are noted to be
better than that of the RBO. The worn surface caused
by MRBO is observed to have smooth grooves when
compared to that of the RBO. This may be because of
the presence of aromatic amino acid chains in BSA and
Table 6. COF obtained for GCF and CCF at different speeds.
Sample
Disc speed (RPM)
400 600 800 1000
Coefficient of friction
CCF 0.126 ± 0.005 0.151 ± 0.007 0.176 ± 0.008 0.183 ± 0.008
GCF 0.117 ± 0.004 0.142 ± 0.005 0.160 ± 0.005 0.171 ± 0.007
Figure 7. Weight loss of Pin for CCF and GCF at different speeds.
207 Page 8 of 10 Sådhanå (2021) 46:207
the secondary support layer formed by hydrophobic b-sheet rich aggregates.
• The viscosity and density of MRBO are found to be
higher when compared to that of RBO. The physical
properties such as viscosity of RBM seemed to be
achieving threshold values at 0.4 mg/ml BSA concen-
tration. Whereas, the density of RBM increased at a
negligible rate after 0.4 mg/ml BSA concentration.
• The chemical properties such as acid value, peroxide
value, anisidine value, and TOTOX value of MRBO
are found to be lower than that of the RBO. The HOOT
result also revealed that after each successive heating
of 6 hours, the acid and peroxide value of MRBO are
noted to be lesser compared to RBO which means that
the oxidation stability of the MRBO is better than that
of RBO. This may be due to the presence of tryptophan
in BSA along with natural anti-oxidant such as gamma
oryzanol in RBO.
• The flash and fire point of MRBO are found to be
comparable with that of the RBO. Whereas, the low-
temperature characteristics such as cloud and pour
point of MRBO are noted to be better than that of the
RBO.
• The DSC curve revealed that the MRBO is unsta-
ble after 150�C. This may be because of the thermal
instability of the BSA structure at higher temperatures.
The change in protein structures at high temperatures
needs to be investigated further.
• The green cutting fluid formulated using MRBO has
performed better compared with that of the commercial
cutting fluid in terms of COF and wear loss. This is
mainly because of the excellent lubricant properties of
the developed MRBO.
Acknowledgements
The authors sincerely acknowledge the financial assistance
from Kerala State Council for Science, Technology and
Environment [KSCSTE] to carry out the research. The
authors would also like to thank the technical assistance
provided by CSIR – NIIST, Trivandrum for viscosity
evaluation using a rheometer and NIT, Calicut for DSC
results. The second and third authors would like to
acknowledge the CERD of APJ Abdul Kalam Technolog-
ical university, Thiruvananthapuram, Kerala and NDF of
AICTE, New Delhi for providing Ph.D. fellowship.
References
[1] Aluyor E O and Ori-jesu M 2009 Biodegradation of mineral
oils—A review. Afr. J. Biotechnol. 8: 915–920[2] Kayode J, Oyedeji A A and Olowoyo O 2009 Evaluation of
the effects of pollution with spent lubricating oil on the
physical and chemical properties of soil. Pac. J. Sci. Technol.10: 387–391
[3] Mannekote J K and Kailas S V 2011 Experimental inves-
tigation of coconut and palm oils as lubricants in four stroke
engine. Tribol. Online 6: 76–82
[4] Bisht R P S, Sivasankaran G A and Bhatia V K 1993
Additive properties of jojoba oil for lubricating oil formu-
lations. Wear 161: 193–197[5] Arumugam S, Sriram G and Santhanam V 2012 Formulation
of Green crankcase oil—A novel approach. In: IEEE—International Conference on Advances in EngineeringScience and Management: 25–30
[6] Bekal S and Bhat N R 2012 Bio-lubricant as an alternative to
mineral oil for a CI engine—An experimental investigation
with pongamia oil as a lubricant. Energy Sources Part ARecovery Util. Environ. Effects 34: 1016–1026
[7] Rani S, Joy M L and Nair K P 2015 Evaluation of
physiochemical and tribological properties of rice bran oil–
biodegradable and potential base stoke for industrial lubri-
cants. Ind. Crops Prod. 65: 328–333[8] Ozcelik B, Kuram E, Demirbas E and Sik E 2013 Effects of
vegetable-based cutting fluids on the wear in drilling.
Sadhana 38: 687–706
[9] Gonzaga F B and Pasquini C 2006 A new method for
determination of the oxidative stability of edible oils at
frying temperatures using near infrared emission spec-
troscopy. Analytica Chimica Acta 570: 129–135
[10] Thampi A D, John A R, Arif M M and Rani S 2020
Evaluation of the tribological properties and oxidative
stability of epoxidized and ring opened products of pure
rice bran oil. In: Proceedings of the Institution of MechanicalEngineers, Part J: Journal of Engineering Tribology. https://doi.org/10.1177/1350650120950535
[11] Sneha E, Sarath V S, Rani S and Bindu Kumar K 2020 Effect
of turmeric oil and halloysite nano clay as anti-oxidant and
anti-wear additives in rice bran oil. In: Proceedings of theInstitution of Mechanical Engineers, Part J: Journal ofEngineering Tribology. https://doi.org/10.1177/1350650120945074
[12] Thampi A D, John A R, Rani S and Arif MM 2020 Chemical
modification and tribological evaluation of pure rice bran oil
as base stocks for biodegradable lubricants. J. Inst. Eng.India Ser. E 102: 11–16. https://doi.org/10.1007/s40034-020-
00174-1
[13] Sneha E, Akhil R B, Krishna A, Rani S and Kumar S A 2020
Formulation of bio-lubricant based on modified rice bran oil
with stearic acid as an anti-wear additive. In: Proceedings ofthe Institution of Mechanical Engineers, Part J: Journal ofEngineering Tribology. https://doi.org/10.1177/1350650120977381
[14] Ahlroos T, Linder M, Helle A, Holmberg K, Nevanen T and
Varjus S 2009 Biomimetic approach to boundary lubrication.
In: Proceedings of the 2nd European Conference onTribology, ECOTRIB09. Pisa: Edizioni ETS: 473–478
[15] Roba M, Naka M, Gautier E, Spencer N D and Crockett R
2009 The adsorption and lubrication behavior of synovial
fluid proteins and glycoproteins on the bearing-surface
materials of hip replacements. Biomaterials 30: 2072–2078[16] Yoneyama C, Cao S, Munoz A I and Mischler S 2020
Influence of bovine serum albumin (BSA) on the tribocor-
rosion behaviour of a low carbon CoCrMo alloy in simulated
Sådhanå (2021) 46:207 Page 9 of 10 207
body fluids. Lubricants. https://doi.org/10.3390/
lubricants8050061
[17] Hirwani J K and Sinha S K 2021 Mechanical and tribological
studies of SU-8 composites filled with UHMWPE and Gum
Acacia under dry and bovine serum albumin lubricated
conditions. J. Tribol. 143: 011701[18] Ahlroos T, Hakala T J, Helle A, Linder M B, Holmberg K,
Mahlberg R, Laaksonen P and Varjus S 2011 Biomimetic
approach to water lubrication with biomolecular additives.
In: Proceedings of Institute of Mechanical Engineers, Part J:J. Engineering Tribology 225: 1013–1022
[19] Li X, Guo F and Wong P L 2016 Effect of Bovine serum
albumin aqueous solution on steel slider surface under
hydrodynamic lubrication. Tribol. Int. 93: 495–501[20] Mavraki A and Cann P M 2011 Lubricating film thickness
measurements with bovine serum. Tribol. Int. 44: 550–556[21] Rondeau P, Navarra G, Cacciabaudo F, Leone M, Bourdon E
and Militello V 2010 Thermal aggregation of glycated
bovine serum albumin. Biochimica et Biophysica Acta (BBA)Proteins Proteomics 1804: 789–798
[22] Pal S, Pyne P, Samanta N, Ebbinghaus S and Mitra R K 2020
Thermal stability modulation of the native and chemically-
unfolded state of bovine serum albumin by amino acids.
Phys. Chem. Chem. Phys. 22: 179–188[23] Sharma L G and Pandey L M 2020 Thermomechanical
process induces unfolding and fibrillation of bovine serum
albumin. Food Hydrocoll. 112: 106294. https://doi.org/10.
1016/j.foodhyd.2020.106294
[24] Serro A P, Degiampietro K, Colaco R and Saramago B 2010
Adsorption of albumin and sodium hyaluronate on
UHMWPE: A QCM-D and AFM study. Colloids Surf.B Biointerfaces 78: 1–7
[25] Widmer M R, Heuberger M, Voros J and Spencer N D 2001
Influence of polymer surface chemistry on frictional prop-
erties under protein-lubrication conditions: Implications for
hip-implant design. Tribol. Lett. 10: 111–116[26] Bortel E L, Charbonnier B and Heuberger R 2015 Devel-
opment of a synthetic synovial fluid for tribological testing.
Lubricants 3: 664–686. https://doi.org/10.3390/
lubricants3040664
[27] Cistola D P, Small D M and Hamilton J A 1987 Carbon 13
NMR studies of saturated fatty acids bound to bovine serum
albumin. J. Biol. Chem. 262: 10971–10979[28] Mariam J, Dongre P M and Kothari D C 2011 Study of
interaction of silver nanoparticles with Bovine Serum
albumin using fluorescence spectroscopy. J. Fluoresc. 21:2193–2199
[29] Sood D, Kumar N, Rathee G, Singh A, Tomar V and
Chandra R 2018 Mechanistic interaction study of bromo-
noscapine with bovine serum albumin employing spectro-
scopic and chemoinformatics approaches. Sci. Rep. 8: 1–11[30] Tian Z, Tian L, Shi M, Zhao S, Guo S, Luo W, Wang C and
Tian Z 2020 Investigation of the interaction of a polyamine-
modified flavonoid with bovine serum albumin (BSA) by
spectroscopic methods and molecular simulation. J. Pho-tochem. Photobiol. B Biol. 209: 111917. https://doi.org/10.1016/j.jphotobiol.2020.111917
[31] Del Angel-Meza A R, Davalos-Marin A J, Ontiveros-
Martinez L L, Ortiz G G, Beas-Zarate C, Chaparro-Huerta
V, Torres-Mendoza B M and Bitzer-Quintero O K 2011
Protective effects of tryptophan on neuro-inflammation in
rats after administering lipopolysaccharide. Biomed. Phar-macother. 65: 215–219. https://doi.org/10.1016/j.biopha.
2011.02.008
[32] Issac P K, Lite C, Guru A, Velayutham M, Kuppusamy G,
Saraswathi N T, Al Olayan E M, Aloufi A S, Elokaby M A,
Elumalai P, Arshad A and Arockiaraj J 2020 Tryptophan-
tagged peptide from serine threonine-protein kinase of
Channa striatus improves antioxidant defence in L6
myotubes and attenuates caspase 3-dependent apoptotic
response in zebrafish larvae. Fish Physiol. Biochem..https://doi.org/10.1007/s10695-020-00912-7
[33] ClarkWS2001Concentrated anddrymilks andwheys.AppliedDiary Microbiology. New York-Marcel Dekker: 77–92
[34] Deeth H C and Bansal N 2018 Whey proteins: From milk tomedicine. London - Academic Press
207 Page 10 of 10 Sådhanå (2021) 46:207