edar de avila
DESCRIPTION
Remodelación de la EDAR de ÁvilaTRANSCRIPT
© P
rohi
bida
la re
prod
ucció
n to
tal o
par
cial p
or cu
alqu
ier m
edio
sin
auto
rizac
ión
prev
ia y
esc
rita
del e
dito
r.
The
tota
l or p
artia
l rep
rodu
ctio
n by
any
mea
ns is
pro
hibi
ted
with
out t
he p
rior a
utho
risat
ion
in w
ritin
g of
the
edito
r.De
pósit
o Le
gal |
Lega
l Dep
osit:
M-E
ne|F
ebre
-1591
5-20
13
ISSN
: 234
0-26
28
Am
plia
ció
n d
e la
ED
AR
de
Ávi
la |
Exte
nsi
on
to
th
e Á
vila
WW
TP
Ampliación de la EDAR de ÁvilaExtension to the Ávila WWTP
Futu
rEn
viro
| E
ner
o-F
ebre
ro J
anu
ary-
Feb
ruar
y 20
15
www.futurenviro.es 51
FuturENVIRO®
FuturENVIRO®


Am
plia
ció
n d
e la
ED
AR
de
Ávi
la |
Exte
nsi
on
to
th
e Á
vila
WW
TPFu
turE
nvi
ro |
En
ero
-Feb
rero
Jan
uar
y-Fe
bru
ary
2015
www.futurenviro.es 53
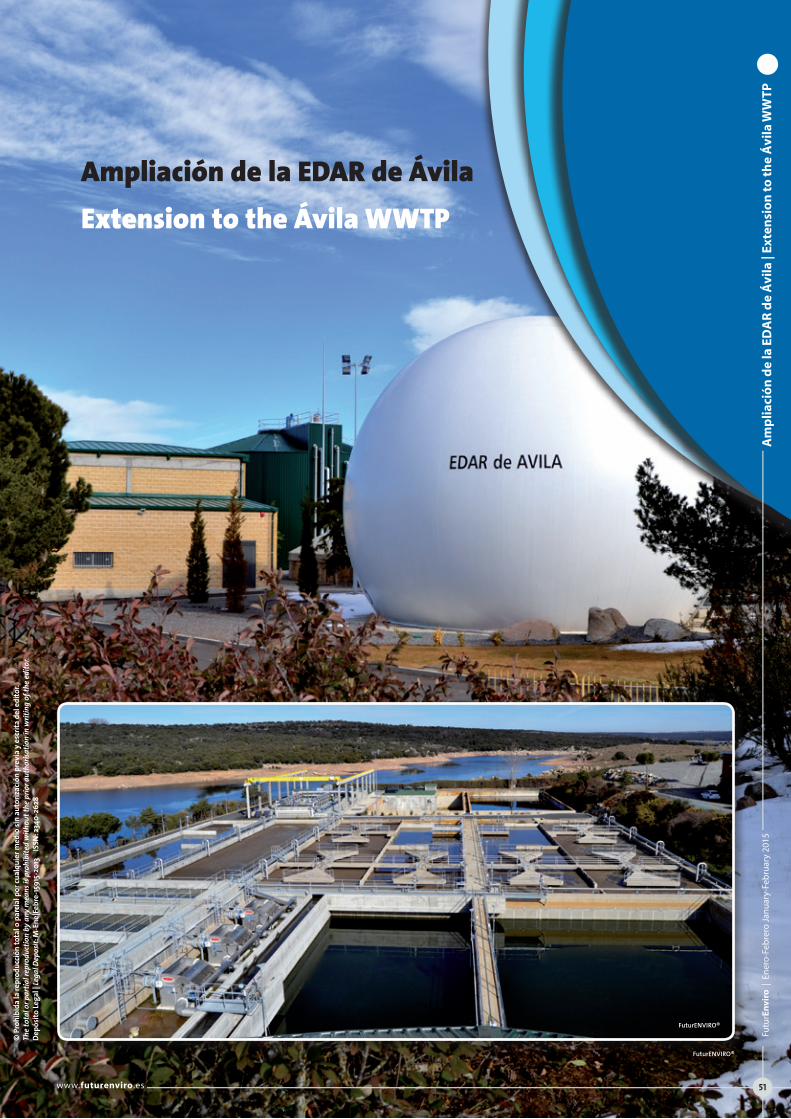
Depuración de las aguas residuales de una población de 125.000 habitantes/equivalentes mediante procesos MBR
La EDAR de Ávila entró en funcionamiento en el año 1.991 y se di-señó para un caudal de tratamiento de 33.000 m3/d y una pobla-ción equivalente del orden de 190.000 habitantes-equivalentes. Posteriormente en el año 2.002 se procedió a realizar unas obras de acondicionamiento.
La EDAR inicial contaba con una línea de agua formada por pretrata-miento (localizado en unos terrenos externos a la EDAR) decantación primaria rectangular, reactor biológico a media carga con turbinas y decantación secundaria rectangular y el vertido de agua tratada al embalse de las Cogotas que se produce por el cierre del río Adaja. En la línea de fangos existía un espesamiento con flotador y tami-ces rotativos, digestión anaerobia, espesador de fangos digeridos y deshidratación mediante una centrífuga. A pesar de las obras de re-modelación del año 2.002, algunas instalaciones de la EDAR habían quedado un tanto obsoletas y con bajos rendimientos, además la EDAR no estaba diseñada para eliminar nutrientes hasta los límites señalados por la normativa que declaraba a la zona del embalse de Las Cogotas como zona sensible por lo que se hizo necesario la susti-tución y remodelación de algunos elementos existentes.
La zona de implantación y remodelación de la EDAR corresponde a los terrenos en donde estaba la EDAR existente, que ocupa una su-perficie de 27.122 m2. Todas las obras, incluida la digestión anaerobia y el nuevo pretratamiento, se ejecutaron dentro de esta parcela, por lo que no fue necesario ampliar las instalaciones a la parcela colindan-te. Respecto a los puntos límite, no fue necesaria ninguna acometida nueva, y el punto de vertido coincide con el de la EDAR de partida.
Con esta ampliación se consigue la mejora de la calidad del efluente que se vierte al cauce del río Adaja. La ejecución de las obras de la ampliación de EDAR de Ávila fue adjudicada a la UTE formada por Aqualia Infraestructuras – Volconsa y han supuesto una inversión de 15 M€, financiados en un 70% por la Consejería de Fomento y Medio Ambiente de Castilla y León a través de la Sociedad Pública de Infraestructuras y Medio Ambiente. y el resto por parte del Ayuntamiento de Ávila.
Los datos de diseño de la EDAR de Ávila son:
Wastewater treatment for a population equivalent of 125,000 using MBR technology
The Ávila WWTP went into operation in 1991 with a design treatment flow of 33,000 m3/d to treat the wastewater of a population equivalent of around 190,000. Renovation work was subsequently carried out in 2002.
The original WWTP had a water line made up of pretreatment (located on land outside the grounds of the WWTP), a rectangular primary settling tank, a medium load bioreactor with turbines, a rectangular secondary settling tank, and discharge of treated water to the Las Cogotas reservoir, created by the damming of the Adaja River. The sludge line included flotation thickening and rotary screens, anaerobic digestion, digested sludge thickening and dewatering by means of centrifuge. Despite the renovation work carried out in 2002, some of the facilities at the WWTP had become obsolete and inefficient. Moreover, the plant was not designed to remove nutrients to achieve compliance with the levels set out in legislation, which declares the Las Cogotas reservoir to be a sensitive area. For these reasons, it was necessary to replace and renovate some of the existing elements.
The extension and remodelling of the WWTP took place on the grounds on which the existing WWTP was located, which have a surface area of 27,122 m2. All the infrastructures, including anaerobic digestion and the new pretreatment facilities were carried out within the boundaries of this site and it was not necessary to use adjacent land. No new utility connections were required and the discharge point is the same as that of the original WWTP.
This extension has enhanced the quality of the effluent discharged into the Adaja River.
The contract for the extension works to the Ávila WWTP was awarded to a consortium made up of Aqualia Infraestructuras and Volconsa. Total investment in the project amounted to €15 million and was 70% financed by the Regional Ministry of Development and the Environment of Castilla y León, through the Sociedad Pública de Infraestructuras y Medio Ambiente (publicly-owned company for infrastructures and the environment). The remaining 30% was financed by the Ávila Municipal Council.
The design data of the Ávila WWTP is as follows.
FuturENVIRO®
Población | Population equivalent 125.000 Hequivalentes | 125,000Caudal medio diario | Average daily flow rate 33.000 m3/día | 33,000 m3/day 1.375 m3/h Average hourly flow rate 1,375 m3/hCaudal punta | Peak flow rate 2.625 m3/h | 2,625 m3/hCaudal máximo pretratamiento 5.760 m3/h Maximum pretreatment flow rate 5,760 m3/hBOO5 entrada | Inlet BOD5 250 mg/l | 250 mg/lS.S. entrada | Inlet SS 275 mg/l | 275 mg/lNTK entrada | inlet TKN 55 mg/l | 55 mg/lP entrada | Inlet P 8 mg/l | 8 mg/l

La medición hidrostática de nivel
Para la medición de nivel existe una gran variedad de diferentes tecnologías como radar, ultrasonido, óptico magnetostrictivo y mucho más. Sin embargo la medición hidrostática sigue siendo la más habitual en la industria ya que es fácil de instalar y ofrece una medición robusta y fiable sin efectos causados por espuma, vapor, suciedad u otros factores. Esta tecnología se basa en la paradoja hidrostática que establece una relación directa proporcinal entre presión y nivel del líquido independiente de forma o volumen del depósito. Como regla aproximativa: 10 metros de nivel de agua corresponde aproximadamente 1 bar. Para calcular el volumen del fluido en el tanque se utiliza una curva característica con las rela-ciones presión/volumen. La presión se capta en la parte inferior del depósito en el lugar de la máxima presión o bien en el fondo o en un tubo conectado con el tanque. (ver ilustración)
Depósitos cerrados o abiertos
En depósitos cerrados, aplicados a menudo en la industria química, la fase gaseosa en la parte encima del líquido ejerce una presión añadida sobre el sensor y falsifica por lo tanto el resultado de la me-dición. Por eso hay que compensar este efecto debe instalarse un transmisor de presión diferencial que añade una toma suplemen-taria en la fase gaseosa. Con la diferencia de estas dos presiones se calcula el nivel y con la curva característica de la geometría del tanque el volumen. Para la medición efectiva en un tanque abierto basta una toma de presión con un transmisor de presión relativa ya que la presión ambiental proporciona una compensa-ción automática. En la práctica se aplican transmisores sumergibles (sondas de pozo) que se ubican en la máxi-ma profundidad. La señal, normalmente 4-20 mA se transmite mediante un cable altamente resistente al in-dicador o al puesto de control. Para el montaje a un tubo se utiliza un transmisor de membrana flexible aflorante .
Hydrostatic level measurement
There are a host of different technologies for level measurement, including radar, ultrasound, optical magnetostriction and many more. Nonetheless, hydrostatic measurement continues to be the most widely used in industry because it is easier to install and offers robust reliable measurement without effects caused by foam, steam, fouling and other factors. This technology is based on the hydrostatic paradox, which establishes a direct proportional relationship between pressure and fluid level, regardless of the shape or volume of the tank. As an approximate rule: a water level of 10 meters corresponds to approximately 1 bar. A characteristic curve with the pressure/volume ratios is used to calculate the volume of fluid in a tank. The pressure is taken in the lower part of the tank at the point of maximum pressure, or on the tank floor or in a pipe connected to the tank (see illustration).
Closed or open tanks
In the closed tanks often used in the chemical industry, the gaseous phase above the liquid applies added pressure on the sensor, thereby distorting the measurement result. This effect can be offset by installing a differential pressure transmitter, which adds a supplementary measurement in the gaseous phase. The level is calculated with the difference of these two pressures and the volume is calculated using the characteristic curve of the tank geometry. For effective measurement in an open tank, it is sufficient to take a single pressure reading with a relative pressure transmitter. This is because the ambient pressure provides automatic compensation. In practice,
submersible pressure transmitters are used and these are positioned at the deepest point. The signal, usually 4-20 mA, is transmitted by means of a highly resistant cable to the indicator or the control point. A flush pressure transmitter is used for pipe mounting.
Sonda de pozo Submersible pressure transmitter
Transmisor de presión con membrana aflorante Flush pressure transmitter

DESCRIPCIÓN
PRETRATAMIENTO EXISTENTE FUERA DE LA EDAR El mayor problema que existía en el pretratamiento era la alta fre-cuencia con que el aliviadero del tanque de tormentas entra en funcionamiento, vertiéndose al río Adaja un gran volumen de agua residual sin tratar. Este problema se debía fundamentalmente a la gran pérdida de carga que provocaban los tamices existentes, lo que ocasionaba que en cuanto el caudal influente en los tamices era un poco elevado debido a las lluvias, se producía alivio al tan-que de tormentas, y si se prolongaba un poco el periodo de cauda-les altos se llenaba el tanque de tormentas y comenzaba a produ-cirse el vertido directo al río Adaja.
Para solucionar este problema se sustituyeron los tamices existen-tes por rejas de limpieza automática de 10 mm de paso en tres de los canales, con lo que la pérdida de carga en el desbaste se reduce considerablemente y no se producen los alivios con tanta frecuen-cia. Los residuos se recogen en un tornillo transportador de 3 m3/h de capacidad que los transporta a la prensa de residuos existente, el cual sustituyó a la cinta transportadora anterior. El cuarto ca-nal se deja como By-pass y se complementa con la instalación de un actuador eléctrico para la automatización de la compuerta. Los cuatro canales del desbaste tienen un ancho de 1 m y un calado de 1 m y la altura de descarga de las rejas nuevas es de 1,9 m.
Para la situación de caudal máximo en la EDAR de 1.600 l/s, en cada canal circula un caudal de 533 l/s, que aproximadamente corres-ponde a una velocidad de aproximación de 0,53 m/s, y una veloci-dad de paso por las rejas de 1,05 m/s, que suponen una pérdida de carga del orden de 0,20 m, lo que en principio no ocasiona alivio al tanque de tormentas. Desde la cámara de salida de desbaste se ha construido un canal, sobre los desarenadores-desengrasadores an-teriores, que transporta el agua tamizada hasta el final del edificio. Desde este pretratamiento el agua se transporta hasta la EDAR por medio de la conducción existente de 1.200 mm de diámetro.
Otra actuación en esta zona corresponde a la inclusión de dos rejas de limpieza automática de 40mm de paso en el pozo de bombeo situado en el margen derecho del río Adaja, que bombea hacia el pretratamiento los caudales de agua generados en el margen iz-quierdo del río. Estas rejas tienen una altura de descarga de 9,50 m, y un ancho de 0,95 m. Los residuos se recogen en un tornillo prensa de 3,50 m3/h de capacidad que los transporta a un contene-dor para su retirada. Anterior a estas rejas se ha ins-talado un tamiz vertedero para el alivio de agua, de tal forma que el agua enviada al río lleve la menor cantidad de sólidos posible.
Además en este bombeo se ha instala-do una estructura con un polipasto de Vicinay Cemvisa para dar servicio a las bombas y además ha optimi-zado la operación de extracción de sólidos con la cuchara bivalva.
ELEVACIÓN DE AGUA BRUTA EN LA EDAR
La conducción de DN1.200 acome-te en una cámara de llegada. En esta cámara de llegada se produce el bombeo de agua bruta al nuevo pretratamiento. Este bombeo se reali-za mediante 5 (4+1R) bombas sumergi-bles Börguer de 1.440 m3/h de capacidad cada una.
PLANT DESCRIPTION
EXISTING PRETREATMENT OUTSIDE THE WWTP The greatest problem associated with pretreatment was the high frequency with which the spillway of the stormwater tank went into operation, discharging a large quantity of untreated wastewater into the Adaja River. This problem was basically due to head loss caused by the existing screens, meaning that when the inflow to the screens was higher due to rainfall, the excess water overflowed into the stormwater tank. In prolonged periods of high flows, the stormwater tank became full and began to discharge into the Adaja River.
In order to solve this problem, the existing screens in three of the rough filtering channels were replaced with automatic self-cleaning bar screens with a 10 mm passage size, thereby reducing head loss in the filtering process considerably. The result is that overflows do not occur as often as in the past. The waste solids are collected by a screw conveyer with a capacity of 3 m3/h, which replaces the existing belt conveyer, and sent to the existing baling press. The fourth channel is now used as a by-pass channel and has been complemented by the installation of an electric actuator that controls the sluice gate. The four filtering channels have a width of 1 m, a depth of 1 m and the discharge height of the new bar screens is 1.9 m.
When the WWTP flow rate is at its maximum of 1,600 l/s, each channel has a flow rate of 533 l/s, which corresponds to an approximate speed of 0.53 m/s, and a speed going through the bar screens of 1.05 m/s. This represents head loss of around 0.20 m, which in principle does not result in overflow to the stormwater tanks. A channel has been built over the existing degritter-degreasers from the rough filtering outlet chamber and this carries the water to the end of the building. From this pretreatment building, the water is sent to the WWTP by means of the existing pipe, which has a diameter of 1,200 mm.
Another operation carried out in this area was the installation of two automatic self-cleaning bar screens with a passage size of 40 mm in the pumping well located on the right bank of the Adaja River. This pumping well pumps the water generated on the left bank of the river to pretreatment. These bar screens have a discharge height of 9.50 m and a width of 0.5 m. The
waste solids are collected in a screw press with a capacity of 3.5 m3/h, which takes the waste to a container
for subsequent dispatch. A spillway screen is installed prior to the bar screens for the
overflow, thereby ensuring that the water sent to the river contains the lowest
possible quantity of solids.
A structure with a Vicinay Cemvisa chain hoist has been installed in this pumping station to service the pumps and it also serves to optimise the extraction of solids carried out by means of the clamshell grab.
RAW WATER LIFTING AT THE WWTP
The DN 1200 pipeline takes the water to an intake chamber, from
which the raw water is pumped to the new pretreatment facility.
This pumping is carried out by means
Am
plia
ció
n d
e la
ED
AR
de
Ávi
la |
Exte
nsi
on
to
th
e Á
vila
WW
TPFu
turE
nvi
ro |
En
ero
-Feb
rero
Jan
uar
y-Fe
bru
ary
2015
www.futurenviro.es 55
FuturENVIRO®

Plataforma SISLtech de control avanzado e inteligente en la EDAR de Ávila
Para optimizar los procesos y reducir los costes de depuración, EDAR Ávila implementó la plataforma atl de SISLtech; tecnología líder en soluciones de control avanzado e inteligente con más de 100 ins-talaciones en funcionamiento a nivel global. Atl es una plataforma de control que define la estrategia de operación óptima, basándose en el estado de los parámetros de calidad y las características del proceso, a partir de controles clásicos (PID), modelos matemáticos e inteligencia artificial. La plataforma comunica con el PLC de EDAR Ávila, adquiere la información en línea de los equipos e instrumen-tación de la depuradora y define en tiempo real la mejor estrategia de operación para garantizar la correcta depuración de las aguas residuales de forma más eficiente posible (Figura 1).
La solución implementada en la EDAR Ávila está integrada por los siguientes controles avanzados e in-teligentes: aporte de aire (nutriEn y sica), eliminación del fósforo por vía química, tiempo de residencia celular y purga de fangos primarios. Los re-sultados obtenidos han sido:
• 100% de cumplimiento de los nive-les de vertido.
• Reducción del 15% de los kWh con-sumidos (sistema de aeración).
• Reducción del 20% del coste ener-gético asociado sistema de aera-ción, aplicando estrategias de con-trol tarifarias.
• Reducción del 50% del consumo de coagulante.
SISLtech advanced, smart control platform at the Ávila WWTP
To optimise processes and reduce treatment costs, the Ávila WWTP has implemented the SISLtech atl platform, a leading-edge technology for advanced and intelligent control, currently installed in over 100 facilities worldwide. The atl platform defines optimum operating strategy based on the status of quality parameters and the characteristics of the process, using classic controls (PID), mathematical models and artificial intelligence. The platform communicates with the PLC at the Ávila WWTP. It acquires the data generated by plant equipment and instrumentation and defines, in real time, the optimum operating strategy to ensure correct wastewater treatment in the most efficient way possible (Figure 1).
The solution implemented at the Ávila WWTP comprises advanced and intelligent controls for the following processes: air supply (nutriEn and sica), chemical removal of phosphorus, cell retention time and primary sludge extraction. The results obtained are as follows:
• 100% compliance with discharge quality standards.
• 15% reduction in energy consumption (kWh - aeration system).
• 20% reduction in energy costs associated with aeration system, implementing tariff control strategies.
• 50% reduction in coagulant consumption.

La cámara es la misma que la que alberga las bombas anterior-mente. En el pozo se coloca un medidor de nivel de tipo ultraso-nidos, para regular el bombeo conjuntamente con los variadores de frecuencia de las bombas de Power Electronics. La consigna en principio es mantener constante el nivel de agua en todo momen-to. Así mismo se dota al depósito con una boya de alarma de nivel mínimo que detiene el funcionamiento de las bombas para que no trabajen en seco y un medidor de temperatura, pH y conductividad del agua de entrada.
La descarga del agua impulsada se realiza con conducciones inde-pendientes para cada bomba de 500 mm de diámetro, que descar-gan en una arqueta común de nueva ejecución, desde donde una conducción de 1.200 mm de diámetro construida en PRFV, comu-nica con la entrada a los nuevos canales de desbaste. La medición de caudal se realiza de forma independiente en cada tubería de impulsión mediante medidores de caudal electromagnéticos su-ministrados por Endress Hauser.
Para adaptar la obra se construyó una arqueta en el extremo final de uno de los venturis, con objeto de recoger el agua que rebose por el vertedero de seguridad y de esta arqueta parte una conduc-ción en PRFV en DN500 que acomete en la cámara de descarga ya construida.
PRETRATAMIENTO
Canales de desbaste
El edificio de desbaste alberga los canales de desbaste, la zona de arenas y grasas, sala de soplantes del desarenado y sala de CCM.
Los tres canales de desbaste proyectados están equipados con ta-mices de 3 mm de paso, de limpieza automática y fabricados en acero inoxidable AISI-304. marca MEWA, suministrados por Sulzer Pumps Wastewater Spain Los desechos recogidos en los tamices son conducidos a un contenedor mediante un tornillo transporta-dor-compactador.
Desarenado - Desengrasado
A continuación del edificio de desbaste se encuentran los dos ca-nales de desarenado de 22 m de longitud y 4 m de ancho cada uno. La altura total de agua es de 4,39 m y un caudal medio de 1.281 m3/h Cada uno de los desarenadores puede aislarse median-te una compuerta motorizada.
Para el suministro de aire a los desarenadores cuenta con 3 (2+1R) soplantes de 704 Nm3/h de caudal unitario suministrados por Mapner. Para la difusión del aire, se han previsto 48 difusores por desarenador. Los puentes desarenadores han sido construidos por Filtramas.
of 5 (4+1 standby) Börguer submersible pumps, each with a capacity of 1,440 m3/h.
This is the same chamber that housed the pumps prior to the extension project. The ultrasound level sensor installed in the well, together with the Power Electronics frequency converters with which the pumps are equipped, serves to regulate pumping. In principle, the objective is to maintain a constant water level at all times. The tank is also fitted with a low level alarm, which stops pump operation to ensure that dry operation does not occur, and a sensor to measure the temperature, pH and conductivity of the inflow.
The discharge of the pumped water is carried out with separate pipes for each pump. These pipes have a diameter of 500 mm and discharge into a common newly built chamber. From this chamber, a GFRP pipe of 1,200 mm in diameter carries the water to the inlet of the new filtering channels. Flow metering is carried out independently in each pipe by means of electromagnetic flow meters supplied by Endress Hauser.
A chamber built at the end of one of the venturis collects the overflow from the safety spillway. A DN 500 GFRP pipe takes the water from this chamber to the existing discharge chamber.
PRETREATMENT
Rough filtering channels
The rough filtering building houses the rough filtering channels, the degritting and degreasing area, the room containing the blowers for the degritting process and the MCC.
The three rough filtering channels are fitted with MEWA AISI-304 grade stainless steel self-cleaning screens with a mesh size of 3 mm. These pumps were supplied by Sulzer Pumps Wastewater Spain. The waste solids removed by the screens are sent by means of a screw conveyer/compactor to a container.
Degritting - Degreasing
Subsequent to the filtering stage, the water is sent to two degritting channels, each of which is 22 m long and 4 m wide. The total water height is 4.39 m and the average flow rate is 1,281 m3/h. Each of the degritters can be isolated by means of a motorised sluice gate.
3 (2+1 standby) blowers with a unitary flow rate of 704 Nm3/h supplied by Mapner are installed to supply air to the degritters. The degritting bridges were built by Filtramas.
FuturENVIRO®
FuturENVIRO®
Am
plia
ció
n d
e la
ED
AR
de
Ávi
la |
Exte
nsi
on
to
th
e Á
vila
WW
TPFu
turE
nvi
ro |
En
ero
-Feb
rero
Jan
uar
y-Fe
bru
ary
2015
www.futurenviro.es 57

Am
plia
ció
n d
e la
ED
AR
de
Ávi
la |
Exte
nsi
on
to
th
e Á
vila
WW
TP
FuturEnviro | Enero-Febrero January-February 2015
ww
w.fu
ture
nvi
ro.e
s
58
La extracción de las grasas se lleva a cabo mediante rasquetas de superficie y rebose, a través de una rampa dispuesta a tal efecto. Se realiza un aporte de agua en el canal de recogida, para facilitar el arrastre de grasas, hasta el equipo desnatador de 20 m3/h de cau-dal unitario y equipado con una bomba de arenas de 44 m3/h de caudal unitario. La mezcla de arena y agua extraída se conduce me-diante un canal hasta el clasificador-lavador de arenas suministra-do por Nuteco con capacidad para un caudal unitario de 100 m3/h.
Medida de caudal de agua tratada
A la salida de los desarenadores se instalan dos compuertas re-gulables con actuadores Centork las cuales irán comandadas por sendos medidores de caudal electromagnéticos de Endress Hauser que miden el agua enviada al tratamiento primario. De esta forma, el caudal excedente al máximo de diseño de tratamiento prima-rio rebosa por un vertedero construido en la cámara de salida de los desarenadores y se envía mediante una conducción en PRFV de DN800 a la cámara de entrada, desde donde se conducirá al embal-se a través de una tubería existente.
Por otra parte, se ha previsto la posibilidad de by-passear parcial o to-talmente el tratamiento primario, para dotar de mayor flexibilidad a la planta. Para ello se ha instalado una tercera compuerta regulable a la salida de desarenado comandada por un medidor de caudal electro-magnético. La tubería de salida, en PRFV DN600, conecta con el canal de salida de decantación primaria, previo al tamizado superfino.
TRATAMIENTO PRIMARIO
Se han proyectado dos decantadores lamelares con recirculación de fangos y espesamiento conexo, precedido por una zona de flo-culación y una cámara de mezcla. En condiciones normales el tra-tamiento primario se realiza con decantación simple sin adición de reactivos. No obstante, se ha dispuesto una dosificación de reacti-vos (polielectrolito y cloruro férrico), para que ocasionalmente se pueda trabajar con físico-químico cuando el operador de la planta lo considere oportuno.
La cámara de mezcla es cuadrada de 2,25 x 2,25 m de lado y se insta-la un agitador de mezcla rápida de 2,2 kW. La cámara de floculación, es cuadrada de 6 m de lado y 6,45 m de altura de agua; en ella se instala una turbina de floculación de 1,1 kW situada en el interior de una campana floculadora de 700 mm de diámetro. En esta campa-na se produce asimismo la recirculación de fangos.
A continuación de la zona de floculación existe una zona llamada de maduración. Después de la zona de maduración se sitúa el de-cantador lamelar.
Grease extraction is carried out by means of surface and overflow scrapers mounted on a ramp installed for the purpose. Water is pumped into the collection channel to help carry the grease towards the skimmer unit. This unit has a flow capacity of 20 m3/h and is equipped with a grit pump with a capacity of 44 m3/h. The mix of grit and water extracted is sent through a channel to a grit classifier/washer, supplied by Nuteco, with a capacity of 100 m3/h.
Treated water flow metering
Two adjustable valves with Centork actuators are installed at the outlet of the degritters. These valves are controlled by two Endress Hauser electromagnetic flow meters, which measure the water sent to primary treatment. In this way, the excess over the maximum design flow to primary treatment is sent by means of a spillway built in the degritter outlet chamber to a DN 800 GFRP pipe, which carries it to an existing pipeline for discharge into the reservoir.
There is also an option to by-pass primary treatment partially or totally, which gives the plant greater operating flexibility. For this purpose, a third adjustable valve controlled by means of an electromagnetic flow meter is installed at the outlet of the degritting stage. The DN 600 GFRP outlet pipe connects to the primary settling outlet channel, subsequent to ultra-fine filtering.
PRIMARY TREATMENT
Two lamella settling tanks with sludge recirculation and an associated thickening process are installed. These clarifiers are preceded by a flocculation zone and a mixing chamber. In normal conditions, primary treatment is carried out with simple settling, without reagent dosing. Nonetheless, a reagent (polyelectrolyte and ferric chloride) dosing unit is installed to enable physicochemical treatment when the plant operator considers it opportune.
The square shaped mixing chamber has dimensions of 2.25 m x 2.25 m and is fitted with a 2.2 kW rapid mixer. The flocculation chamber is also square shaped with dimensions of 6 m x 6 m and it has a water height of 6.45 m. It is fitted with a 1.1 kW flocculation turbine installed within a flocculation hood with a diameter of 700 mm. Sludge recirculation also takes place in this flocculation hood.
The flocculation zone is followed by the maturation area, which is arranged just prior to the lamella settler.
The settler has two settling areas, each with dimensions of 10.47 m x 5.4 m, representing a floor surface area per settling tank of 113.12 m3. The apparent rise rate over the floor surface area is 4.56 m/h at the design flow rate. Spacing between plates is 83 mm, the plate angle is 60º and the plate length is 1.50 m. The treated water is evacuated from the settler by means of 14 AISI-316 stainless steel spillway channels with a length of 5.4 m arranged above the lamella plates.
The sludge retained in the lamella clarifier is thickened by means of a thickener with a diameter of 13 m, which occupies the lower part of the lamella plate area. This thickener is installed for the purpose of achieving sludge concentration of 45 kg/m3 so that sludge FuturENVIRO®

En el decantador hay dos zonas de decantación de 10,47 x 5,4 m3 cada una, lo cual supone una superficie en planta por decantador de 113,12 m3. La velocidad ascensional aparente sobre la superficie en planta es de 4,56 m/h a caudal de diseño. Las lamelas tienen una separación entre sí de 83 mm, una inclinación de 60º y una longitud de 1,50m. El agua tratada se evacúa del decantador por medio de 14 canales vertedero de acero inoxidable AISI-316 situa-dos sobre las lamelas de 5,4 m de longitud.
Los fangos retenidos en el decantador lamelar son espesados me-diante un espesador de 13 m de diámetro, que realmente ocupa la zona inferior de las lamelas. El objetivo por el cual se instala este espesador es conseguir una concentración de los fangos de 45 kg/m3, para que pueda producir la recirculación de fangos a la cámara de floculación, que consiga en ésta una concentración de 5 kg/m3. Para conseguir una concentración de M.S. en floculación de 5 kg/m3 es necesario proceder a una recirculación del fango espesado. Por ello se han previsto 3 (2+1R) bombas de tornillo de 90 m3/h de capacidad unitaria de Albosa.
Teniendo en cuenta que el rendimiento esperado en eliminación de sólidos será el 55% sin reactivos en esta etapa del tratamiento, la cantidad de fangos a extraer será de 4.869 kg/d que a concen-traciones medias esperadas del fango espesado entorno a 45g/l, el volumen diario de fangos primarios será de 108,20 m3. El bombeo de estos fangos hasta la línea de fangos se realiza por medio de 2 (1+1R) bombas de tornillo con un caudal unitario de 12 m3/h, las cuales funcionan 9h/d.
Mediante dos tuberías ranuradas colocadas transversalmente en los decantadores lamelares se reliza la retirada de flotantes que los envían a una arqueta de recogida y bombeo. El bombeo de los mis-mos se realiza mediante 2 (1+1R) bombas centrífugas sumergibles de Sulzer de 10 m3/h y se impulsan hasta el concentrador de grasas ubicado en el edificio de pretratamiento.
TAMIZADO FINO Y TANQUES LAMINADORES
El agua a la salida de decantación primaria se envía a un canal de alimentación de la instalación de tamizado fino. Esta instalación es necesaria para poder trabajar posteriormente con las membranas MBR y evitar su atascamiento.
La instalación de tamizado se compone de tres tamices rotativos de chapa perforada de 1mm de paso Defender® HPS-L2000 de Toro Equipment. Cubren el proceso de tamizado de seguridad de sólidos finos previo a biológico y tratan un caudal unitario de 1.160 m3/h. Estos tamices son capaces de tratar cuatro veces más de caudal que un tamiz convencional.
recirculation to the flocculation chamber can take place. The sludge concentration obtained in the flocculation chamber is 5 kg/m3. In order to achieve a dry matter concentration of 5 kg/m3 in flocculation, thickened sludge recirculation is required and for this purpose, 3 (2+1 standby) Albosa screw pumps with a capacity of 90 m3/h are installed.
Bearing in mind that expected solids removal efficiency without reagents in this stage is 55%, the quantity of sludge to be extracted is 4,869 kg/d. At average expected thickened sludge concentrations of around 45 g/l, the daily volume of primary sludge is 108.20 m3. Pumping of this sludge to the sludge line is carried out by means of 2 (1+1 standby) screw pumps with a unitary flow rate of 12 m3/h. These pumps are in operation for 9 hours/day.
Floating solids are removed by means of two grooved pipes arranged crossways in the lamella settlers and sent to a collection and pumping chamber. The floating solids are sent to the grease concentrator located in the pretreatment building by 2 (1+1 standby) Sulzer submersible centrifugal pumps with a capacity of 10 m3/h.
FINE SCREENING AND BUFFER TANKS
The outflow from primary settling is sent to a channel that feeds the fine screening facility. This facility is needed to prevent subsequent clogging of the MBR membranes.
The fine screening facility comprises 3 Defender® HPS-L2000 rotary screens made of grooved sheet metal and manufactured by Toro Equipment. These units, which treat a unitary flow of 1,160 m3/h, ensure the screening of fine solids prior to biological treatment. They have a treatment capacity four times greater than that of conventional sieves.
The screens are made of AISI 304 grade stainless steel. These automatically operated self-cleaning units include an electrical panel that enables automation in coordination with the rest of the plant.
The screened water flows directly by gravity through a channel to the bioreactors without going through the buffer tanks. In the event that the screened flow is greater than the maximum flow that can be sent to biological treatment, the excess water is stored in the buffer tanks.
The current buffer tanks were previously the primary settling tanks and to optimise the process the water is fed to only one of
these tanks. When the water reaches the maximum level in this tank, the second tank is fed by means of an aperture in the upper part of the common wall, which has dimensions of 2.0 m x 0.40 m.
The first tank has a volume of 835.56 m3 and is fitted with a 2.8 kW submersible mixer, while the second has a volume of 1,266 m3 and is equipped with a 4 kW mixer.
This type of buffering is important in all biological treatment and especially in the case of MBR technology because it avoids peaks in the membrane permeate pumps, thereby prolonging pump life. Working with an almost constant flow rate also enables optimisation of pump design.
The content of the tanks is pumped to the feed channel of biological treatment during the hours
FuturENVIRO®
Am
plia
ció
n d
e la
ED
AR
de
Ávi
la |
Exte
nsi
on
to
th
e Á
vila
WW
TPFu
turE
nvi
ro |
En
ero
-Feb
rero
Jan
uar
y-Fe
bru
ary
2015
www.futurenviro.es 59


Tamices fabricados en acero inoxidable AISI 304. Son equipos inde-pendientes con sistemas de autolimpieza y accionamiento auto-mático de funcionamiento, además incluyen cuadro eléctrico que permite su automatización con el resto de la planta.
El agua tamizada discurre por un canal por gravedad directamente hasta los reactores biológicos sin pasar por los tanques de lami-nación. En el caso en que el caudal tamizado sea mayor del caudal máximo admisible por el tratamiento biológico, el exceso se alma-cena en los tanques de laminación.
Los tanques de laminación están constituidos por lo que eran los dos decantadores primarios. Para optimizar el funcionamiento del proce-so, la alimentación se realiza sólo a uno de los tanques y cuando se alcanza el máximo nivel permitido de lámina de agua en el mismo se alimenta el segundo a través de un hueco en la parte superior el muro común de dimensiones 2,0 x 0,40m.
El volumen unitario de los tanques es de 835,56 m3 el primero de ellos y 1.266 m3 el segundo y están agitados con dos agitadores su-mergibles, de 2,8 kW de potencia el de menor volumen y de 4 kW el de mayor volumen.Esta laminación es importante en cualquier tratamiento biológi-co, pero más lo es todavía en aquellos casos en que se trabaja con MBR, ya que se evitan las puntas en las bombas de permeado de las membranas, alargando la vida de las mismas y permitiendo op-timizar su diseño al trabajar a caudal casi constante.
El contenido de los tanques se bombea al canal de alimentación del tratamiento biológico durante las horas de llegada de bajo caudal a la planta. El bombeo se realiza mediante 2 (1+1R) bombas centrífu-gas sumergibles de caudal unitario 350 m3/h y altura 3 m.c.a. En caso de que el segundo tanque contenga agua, se abre la com-puerta de fondo instalada en el muro común a los dos tanques de forma que el agua contenida en el mismo pase al primer tanque donde se instalan las bombas.
Por otra parte, en el segundo tanque cuenta con un vertedero de seguridad por donde rebosaría el agua en caso de que no fuera suficiente la capacidad de almacenamiento de los mismos por cir-cunstancias imprevistas.
Para medir el nivel de lámina de agua se instala un medidor de ni-vel ultrasónico en el primer tanque el cual controla la agitación y el bombeo del líquido. Como seguridad adicional se instala una boya de alarma de mínimo nivel. En el segundo de los tanques, se insta-lan dos boyas para poner en marcha y parar el sistema de agitación.
when inflow to the plant is lowest. This pumping is carried out by means of 2 (1+1 standby) submersible centrifugal pumps with a unitary flow of 350 m3/h at a pressure of 3 wcm. If the second tank contains water, the valve at the bottom of the tank wall common to the two tanks is opened so that the water in the second tank passes to the first tank, where the pumps are installed.
The second tank also has a safety spillway to cope with the overflow in the event that the storage capacity of the two tanks proves insufficient due to unforeseen circumstances.
An ultrasonic level sensor is installed to control the water level in the first tanks, where the mixing and pumping of the liquid is controlled. As an additional safety measure, a low-level alarm is installed to indicate when the minimum tank level is reached. The second tank is fitted with two buoys to activate and switch off the mixing system.
BIOLOGICAL TREATMENT
Biological treatment comprises an activated sludge process with separation by means of ultrafiltration membranes. This facilitates operation with higher concentrations of microorganisms in bioreactors and eliminates the need for secondary settlers.
Biological treatment process
Three biological treatment lines are now installed, two of which were already in operation and a third newly built line, giving a total biological treatment volume of 11,825 m3.
The operating process is as follows: the screened water enters anoxic zone I, where it is mixed with the MLSS recirculated from the membrane area that have passed through the degasification chamber located prior to the anoxic zone. The objective of the degasification chamber is to reduce as much as possible the oxygen content of the recirculated MLSS due to the fact that the water leaving the membrane trains has a very high oxygen concentration, which inhibits the denitrification reactions in the anoxic chambers.
Denitrification takes place in anoxic zones I, II and III. Existing partitions in the bioreactors were used in such a way that the anoxic chambers are of different sizes. Chamber I is smaller than chamber II, which in turn is smaller
than chamber III. This favours the piston flow configuration and results in greater reaction efficiency.
A facultative chamber is installed just after the anoxic zone and this can operate as an anoxic or aerobic chamber depending on requirements.
The carbonaceous matter not removed in the previous zones or in the nitrification process is removed in four aerobic zones that receive air from fine bubble diffusers. Diffusers with different densities are installed in the four chambers to facilitate the piston flow configuration and optimise blower operation.
The outlet of the bioreactors takes the form of a spillway and the mixed liquor from the
FuturENVIRO®
Am
plia
ció
n d
e la
ED
AR
de
Ávi
la |
Exte
nsi
on
to
th
e Á
vila
WW
TPFu
turE
nvi
ro |
En
ero
-Feb
rero
Jan
uar
y-Fe
bru
ary
2015
www.futurenviro.es 61

La EDAR de Ávila confía en Uniones Arpol
Uniones Arpol ha participado activamente en la remodelación de la EDAR de Ávila, aportando toda su experiencia en el dise-ño y la fabricación a medida de uniones flexibles para todo tipo de tuberías.
En la EDAR de Ávila se han colocado más de 100 uniones de estanqueidad hidráulica, del tipo Arpol Instal, para diámetros comprendidos entre DN150mm y DN800mm. Estas uniones son idóneas para realizar conexiones de forma sencilla, para proteger la superficie de los tubos y para darle flexibilidad a la línea.
Debido a las óptimas condiciones de montaje que presenta-ba la obra, y a la baja presión requerida por la instalación (un máximo de 3bar) se suministraron las uniones en ancho 140 mm y 200 mm. Todo el lote se entregó en acero inoxidable 304L y con manguitos de estanqueidad en EPDM certificado y testado.
Las empresas que eligen el uso de una unión Arpol en sus ins-talaciones, son empresas que apuestan por un producto de alta calidad, fabricado íntegramente en el marco de la unión europea y actualmente homologado en más de 30 países. Técnicamente es un producto que ofrece una solución definitiva y dura-dera y que se adapta íntegramente a las necesidades específicas de cada aplicación.
En caso de que deseen ampliar infor-mación sobre la gama de productos fabricados por Uniones Arpol, pueden visitar su página web.
The Ávila WWTP chooses Uniones Arpol
Uniones Arpol participated actively in the renovation of the Ávila WWTP, providing all its experience in the design and manufacture of customised flexible couplings for pipes of all types.
Over 100 Arpol Instal watertight couplings were installed at the Ávila WWTP for diameters ranging from DN150mm to DN800mm. These couplings are ideal for easy connection of pipes, protecting pipe surfaces and providing pipeline flexibility.
Due to the optimal onsite assembly conditions and the low pressure installation requirements (maximum 3 bar), couplings were supplied in widths of 140 mm and 200 mm. The entire batch supplied was made of 304L stainless steel with tested and certified EPDM sealing gaskets.
Companies that choose Arpol couplings for their installations are opting for high quality products, 100% manufactured within the EU and certified for use in over 30 countries. Arpol products afford a definitive, enduring technical solution, fully adapted to the specific needs of each application.
Further information on the Uniones Arpol product range is available on the company’s website.

TRATAMIENTO BIOLÓGICO
Se proyectó el tratamiento biológico de tipo fangos activados con separación mediante membranas de ultrafiltración. De esta forma se puede trabajar con concentraciones de mi-croorganismos mayores en los reactores bioló-gicos y se prescinde de la necesidad de decan-tadores secundarios.
Proceso de tratamiento biológico
Se proyectaron tres líneas de tratamiento bioló-gico, dos ya existentes y una de nueva ejecución siendo el volumen total del tratamiento bioló-gico de 11.825 m3.
El proceso de funcionamiento es el siguiente: el agua tamizada entra en la zona anóxica I donde se mezcla con los MLSS recirculados de la zona de membranas y que han entrado en la cámara de desgasificación previa a la zona anóxica. El objetivo de la zona de desgasificación es reducir al máxi-mo posible el contenido de oxígeno de la recirculación ya que de los trenes de membranas el agua sale con una concentración muy elevada lo cual inhibe las reacciones de desnitrificación en las cá-maras anóxicas.
En las zonas anóxicas I, II y III se produce la desnitrificación. Se han aprovechado unos tabiques existentes en los reactores biológicos de tal forma que las cámaras anóxicas son de diferentes tamaños. La número I es menor que la II y ésta a su vez menor que la III, lo cual favorece la configuración flujo pistón consiguiendo unos ren-dimientos de reacción mayores. A continuación se incluyó una cá-mara facultativa que puede funcionar como anóxica o aerobia en función de las necesidades.
Por último, se diseñan cuatro zonas aerobias donde se introduce aire a través de difusores de burbuja fina, y donde tiene lugar la eliminación de la materia carbonosa no eliminada en las zonas anteriores y la nitrificación. Se han considerado diferentes den-sidades de difusores en las cuatro cámaras para favorecer la con-figuración de flujo pistón y optimizar el funcionamiento de las soplantes.
La salida de los reactores biológicos se produce mediante vertede-ro y el licor mezcla de los tres reactores se envía por una tubería común de DN1600 en PRFV hasta la entrada de los trenes de mem-branas.
El oxígeno disuelto y los sólidos en suspensión en las diferentes balsas del tratamiento biológico se mide con sensores con pértiga y controladores bicanal SC200 de Hach Lange, asimismo suministro los controladores y sensores para la medición de amonio-nitratos en las salidas de las balsas del tratamiento biológico.
En la zona de membranas se produce la ultrafiltración del licor mezcla, obteniéndose el permeado (agua tratada) y un licor mezcla a una concentración de 8 kg /m3.
El licor mezcla sale por compuertas manuales de los trenes de membranas y se eleva mediante 4 (3+1R) bombas verticales a una cámara de recepción desde donde salen tres tuberías de DN700 en PRFV que conducen la recirculación, por gravedad, hasta las cáma-ras de desgasificación de los reactores biológicos. Delante de cada entrada de reactor se construye una arqueta para alojar un medi-dor de caudal electromagnético de Hach Lange y así poder medir y controlar la recirculación en todo momento.
three bioreactors is sent by a common DN 1600 GFRP pipe to the membrane trains.
The dissolved oxygen and suspended solids in the different biological treatment tanks are measured by means of Hach Lange pole-mounted sensors and Hach Lange SC200 2-channel universal controllers. Hach Lange also supplied the sensors and controllers for ammonium and nitrate measurement at the outlets of the biological treatment tanks.
Ultrafiltration of the mixed liquor takes place in the membrane area, resulting in a permeate (treated water) and a mixed liquor with a concentration of 8 kg /m3.
The mixed liquor leaves through the manual sluice gates of the membrane trains and is lifted by means of 4 (3+1 standby) vertical pumps to a reception chamber, from which it is recirculated by gravity through three DN 700 GFRP pipes to the degasification chambers of the bioreactors. Chambers constructed before the inlet to each bioreactor house Hach Lange electromagnetic flow meters for the purpose of measuring and controlling recirculation at all times.
The degasification zone, anoxic zones I, II and III, and the facultative zone are equipped with submersible mixers (blade type) to prevent sludge sedimentation. Aeration of the facultative zone and aerobic zones 1, 2, 3 and 4 is carried out by means of Xylem Water Solutions fine bubble membrane diffuser grids and Mapner blowers. The supply of air is provided by a magnetic levitation blower with a capacity of 7,150 Nm3/h and 3 (2+1 standby) blowers supplied by Mapner, two of which are fitted with frequency converters, and housed in soundproofed cabinets.
The HST9500-200 magnetic levitation turbocompressor supplied by Sulzer ensures optimal energy efficiency in the supply of compressed air to the bioreactor. It also provides excellent regulation of the air flow by means of the integrated frequency converter, and a very low noise level. Maintenance requirements are minimal due to the use of magnetic bearings, which eliminate all friction even in start-up and shutdown of the unit.
The outflow from the bioreactors is sent by gravity to the membrane trains.
FuturENVIRO®
Am
plia
ció
n d
e la
ED
AR
de
Ávi
la |
Exte
nsi
on
to
th
e Á
vila
WW
TPFu
turE
nvi
ro |
En
ero
-Feb
rero
Jan
uar
y-Fe
bru
ary
2015
www.futurenviro.es 63

Soplantes de alta eficiencia en la EDAR de Ávila
Mapner como exper-tos en soluciones de bombas neumáticas rotativas para apli-caciones de cogene-ración, que pueden trabajar para agi-tación de digesto-res, transporte del biogás, sistemas de almacenamiento ó dosificación del bio-gás principalmente, en la EDAR de Ávila
han suministrado varios equipos. Por un lado equipos pequeños de tecnología canal lateral (o álabes) configurados para operacio-nes con biogás, los equipos son 3 unidades CL15/01 ATEX.
Por otra parte han suministrado equipos mucho más grandes de tecnología de émbolos rotativos (ó lobulares ó roots) para caudales medios de aire para la la limpieza de las membranas. Estos equipos pueden trabajar hasta 800 mbar, garantizan-do un caudal óptimo a una presión media, para una correcta limpieza. Estos equipos son de última generación trilobula-res y cuentan con los máximos controles de eficiencia para su rango de operación. Se han suministrado 6 unidades del SEM80 con diferentes configuraciones de motores y puntos de operación.
Finalmente se han suministrado 3 unidades del modelo SEM11,5 para la limpieza de los desarenadores, equipos también trilobu-lares de embolos rotativos, que permiten un trabajo continuo o discontinuo según los requerimientos de operación.
High-efficiency blowers at the Ávila WWTP
Mapner specialises in pneumatic rotary vane pump solutions for different CHP applications, including mixing in digesters, biogas transportation, and biogas storage and dosing processes. The company supplied a number of units for the Ávila WWTP, including smaller equipment, such as the three CL15/01 ATEX side channel blowers configured for biogas operations.
Mapner also supplied much larger rotary lobe (roots) blowers to provide medium airflows for membrane cleaning operations. These units can work at pressures of up to 800 mbar to ensure optimum airflow at medium pressure for excellent cleaning. These leading-edge tri-lobe rotary blowers feature the best efficiency controls within their operating range. The six 6 SEM80 blowers supplied came with different motor configurations and operating points.
Three SEM11,5 blowers were also supplied for cleaning the degritters. These units also feature tri-lobe rotary technology, which enables continuous or discontinuous operation in accordance with operating requirements.

Las zonas de desgasificación, anóxicas I, II y III así como la zona facultativa, se equipan con agitadores sumergidos (tipo hélice) para evitar la sedimentación del fango. La aireación de las zonas facultativa y aerobias 1, 2, 3 y 4 se realiza mediante parrillas de difusores de membrana de burbuja fina de Xylem Water Solutions y soplantes Mapner. Para el suministro de aire se dispone una so-plante de levitación magnética 7.150 Nm3/h y 3 (2+1R) soplantes suministrados por Mapner, equipadas dos de ellas con variador de frecuencia Power electronics y situadas dentro de cabinas de insonorización.
El turbo compresor de levitación magnética modelo HST9500-200, suministrado por Sulzer,garantiza una óptima eficiencia energética en el suministro de aire comprimido al reactor biológico, una am-plia regulación del caudal de aire a través del variador de frecuencia integrado, un nivel sonoro muy bajo y una necesidad de mante-nimiento reducido debido al uso de rodamientos magnéticos que eliminan cualquier elemento de fricción incluso en las arranques y las paradas del equipo.
El agua de salida de los reactores biológicos se conduce por grave-dad a los trenes de membranas.
Dosificación de cloruro férrico para eliminación química de fósforo
Se prevé una dosificación de cloruro férrico en la última zona óxica de los reactores biológicos para eliminar fósforo hasta los niveles requeridos mediante 4 (3+1R) bombas dosificadoras de membrana de caudal unitario 70l/h de Técnica de Fluidos, tres de ellas dotadas con variador de frecuencia.
El cloruro férrico necesario para el tratamiento primario y para la desulfuración del biogás es almacenado en un depósito de 25 m3 suministrado por Dimasa.
Ferric chloride dosing for chemical removal of phosphorus
Ferric chloride dosing takes place in the final oxic zone of the bioreactors to reduce phosphorus to the required levels. This dosing is carried out by means of 4 (3+1 standby) Técnica de Fluidos membrane dosing pumps with a unitary flow rate of 70 l/h. Three of these pumps are fitted with frequency converters.
The ferric chloride required for primary treatment and desulphurisation of the biogas is stored in a tank with a capacity of 25 m3 supplied by Dimasa.
Methanol dosing to support denitrification
Given the poor NO3-DENIT/BOD5-ENT ratio, an underground tank with a capacity of 30 m3 is installed. This tank is equipped with 4 Técnica de Fluidos (3+1 standby) self-priming membrane dosing pumps with a unitary flow rate of 20 l/h. Three of the pumps are fitted with Power Electronics frequency converters. All the anoxic chambers have dosing points to give the plant greater operating flexibility.
Técnica de Fluidos supplied a package of Jesco dosing pumps for ferric chloride and methanol (Atex classified area) dosing, along with Wilden plastic pneumatic pumps for the transfer and dosing of citric acid and sodium hypochlorite.
Ultrafiltration process
Membrane ultrafiltration technology was chosen to separate sludge (MLSS) from treated water. The GE MBR ZeeWeed® technology was supplied to the plant by Xylem Water Solutions. This technology consists of a bioreactor integrated with a membrane ultrafiltration system that uses hollow fibre membranes. The ultrafiltration system essentially substitutes the secondary clarifier and sand filters of a conventional activated sludge system in carrying out the separation of solids.
ZeeWeed® 500 series membranes are reinforced hollow fibre membranes with a nominal pore size of 0.04µm. The ZW500D cassettes installed at the Ávila WWTP can house up to 48 modules and each module has a membrane surface area of 34.37 m2, giving a total membrane surface area of 1,650 m2 per ZW-500D cassette.
The ultrafiltration process is divided into four lines or membrane trains with capacity to treat the current design
FuturENVIRO®
FuturENVIRO®
Am
plia
ció
n d
e la
ED
AR
de
Ávi
la |
Exte
nsi
on
to
th
e Á
vila
WW
TPFu
turE
nvi
ro |
En
ero
-Feb
rero
Jan
uar
y-Fe
bru
ary
2015
www.futurenviro.es 65

Instalación eléctrica y de comunicaciones, automatización y programa de control de la E.D.A.R. de Ávila
Electricidad Eufón es una empresa familiar de Castilla y León que con un proceso de diversificación y crecimiento se ha convertido en una de las compañías más importantes de la región centro de España. Electricidad Eufón en la EDAR de Ávila ha realizado el suministro y montaje de línea subterránea de Alta Tensión de 15/20 kV y centro de transformación de 2x1600 kVA. Asimismo ha realizado el diseño, fabricación, instalación y puesta en servi-cio de cuadro general de distribución de Baja Tensión de 3000A; del cuadro de servicios auxiliares y los cuadros locales de protec-ción para los distintos edificios y zonas de la EDAR.También ha diseñado, fabricado, instalado y realizado la puesta en servicio de los centros de control de los motores de la EDAR del pretrata-miento y tratamiento primario, del tratamiento de fangos y del tratamiento biológico y de las membranas.
Otra de las adjudicaciones de Electricidad Eufón es el diseño, fa-bricación, instalación y puesta en servicio de los cuadros de PLC para la gestión y control de la EDAR del pretratamiento exterior, pretratamiento y tratamiento primario, del tratamiento de fan-gos así como del tratamiento biológico y membranas. También el sistema de comunicaciones, control y gestión de la EDAR, Elec-tricidad Eufón ha realizado el diseño, montaje, programación y puesta en servicio del sistema de comunicaciones.
Para finalizar destacar otros servicios e instalaciones realizados por Electricidad Eufon: Batería de condensadores para compen-sación de reactiva; sistema de pararrayos sobre columna de 23 m de altura y sistema de detección y alarma de gas. Alumbrado exterior de viales y zonas. Elaboración y tramitación de proyec-tos y legalización de las instalaciones.
Electrical and communications installations, automation and control program for ávila WWTP
Electricidad Eufón is a family-owned company based in Castilla y León. Through a process of diversification and growth, it has become one of the leading companies in central Spain. Electricidad Eufón carried out the supply and installation of the 15/20 kV high voltage underground power line and the 2x1600 kVA transformer centre for the Ávila WWTP.
The company also designed, manufactured, installed and commissioned the 3000A low-voltage distribution panel, the auxiliary services panel and local protection panels for the different WWTP buildings and areas. Moreover, Electricidad Eufón designed, manufactured, installed and commissioned the motor control centres for pretreatment and primary treatment, sludge treatment, and biological and membrane treatment at the plant.
The company was also awarded the contract for the design, manufacture, installation and commissioning of the PLC panels for the management and control of external pretreatment, pretreatment and primary treatment, sludge treatment, and biological and membrane treatment. In addition, Electricidad Eufón was responsible for the design, installation, programming and commissioning of the communications, control and management system at the WWTP.
Other services provided and installations carried out by Electricidad Eufon include: Capacitor bank for reagent compensation; lightening protection system mounted on column of 23 m in height; gas detection and alarm system and lighting for outdoor areas and roads. Drafting of designs and undertaking of procedures required for legal certification of installations.
Líneas de Distribución de Energía Eléctrica | Power Transmission LinesSubestaciones hasta 132 Kv | Substations up to 132 kV • Automatizaciones Industriales | Industrial Automation
Climatización de Granjas | HVAC for Farms • Mantenimiento 24 h | 24 h Maintenance Energía Solar Fotovoltaica | Solar Photovoltaic Energy • Biomasa | Biomass
ELECTRICIDAD EUFÓN S.A. (CENTRAL) • Crta. Valladolid s/n • CUÉLLAR (Segovia) • 921 14 02 78EUFÓN - ELECDUERO • C/ Hidrógeno, 51 • VALLADOLID • 983 30 30 66
ELECTRICIDAD EUFÓN • C/ Sauce, 28 • Pol. Ind. Nicomedes García • VALVERDE DEL MAJANO (Segovia) • 921 49 06 36
www.eufon.com [email protected]

Dosificación de metanol para apoyo de la desnitrificación
Dada la mala relación NO3-DESNIT/DBO5-ENT, para la dosificación de metanol se instala un depósito ente-rrado de 30 m3 de capacidad y 4 (3+1R) bombas dosifi-cadoras de membrana autoaspirantes también de Téc-nica de Fluidos y de caudal unitario 20l/h, tres de ellas dotadas con variador de frecuencia Power Electronics. Se prevén puntos de dosificación en todas las cámaras anóxicas para dotar de mayor flexibilidad a la planta.
Técnica de Fluidos suministró un paquete de bombas dosificadoras Jesco para las dosificaciones de cloruro fé-rrico y metanol (área clasificada Atex), así como bombas neumáticas plásticas Wilden para el trasiego y dosifica-ción de ácido cítrico e hipoclorito sódico.
Proceso de ultrafiltración
El método seleccionado para separar los fangos (MLSS) del agua tratada es la ultrafiltración en membranas. El proceso MBR ZeeWeed® es una tecnología de GE suministrada por Xylem Wa-ter Solutions que consiste en un biorreactor integrado con un sistema de membranas de ultrafiltración, usando membranas de fibra hueca. Esencialmente, el sistema de ultrafiltración sustituye la función de separación de sólidos del clarificador secundario y de los filtros de arena de los sistemas convencionales de fangos activados.
La serie de membranas ZeeWeed® 500 es una membrana de ultra-filtración de fibra hueca reforzada con un poro nominal de 0.04µm. El casete ZW500d instalados en la EDAR de Ávila puede contener hasta 48 módulos y cada módulo tiene un área de membrana de 34,37 m2, para un total de área de membrana de 1.650 m2 por casete ZW-500d.
Se ha dividido el proceso de ultrafiltración en cuatro líneas o tre-nes de membranas equipados para el caudal de diseño actual, 30.000 m3/d y se ha dejado preparada la obra civil para un quinto tren para el caudal futuro de 35.000 m3/d. Cada uno de ellos se construye con un espacio disponible para instalar 9 casetes de membranas, pudiendo contener cada casete hasta un máximo de 48 módulos ZW500D.
El licor mezcla de salida de los reactores biológicos se conduce por gravedad hasta un canal de alimentación a los trenes de mem-branas. La entrada a los mismos se realiza mediante compuertas de fondo manuales. Para agitación de las membranas se instalan tres (2+1R) soplantes Mapner de 8.475 Nm3/h, dotadas las activas de variador de frecuencia Power Electronics. El caudal de aire a cada zona de membranas se controla con válvulas automáticas, alimentándose el aire en dos puntos por cada elemento de mem-branas, en el lado derecho y en el lado izquierdo del módulo.
La retirada de flotantes del tratamiento biológico se realiza me-diante 2 (1+1R) bombas centrífugas sumergibles de 10m3/h ins-taladas en una arqueta situada a la salida de los trenes de mem-branas. Las flotantes pasan a la arqueta a través de un vertedero regulable, y son impulsados al separador de flotantes del pretra-tamiento.
En la zona de membranas se produce la concentración del licor mezcla hasta valores un 20% superiores a los de la zona aerobia, separándose el agua tratada, y saliendo el licor mezcla mediante compuertas a una cámara desde donde se eleva el mismo. El licor mezcla elevado se conduce con tres tuberías por gravedad hasta las cámaras de desgasificación de los reactores biológicos.
flow of 30,000 m3/d. The necessary infrastructure has been built and made ready for a fifth train to treat a future flow of 35,000 m3/d. Each train is built with sufficient space to install 9 membrane cassettes and each cassette can house a maximum of 48 ZW500D modules.
The mixed liquor leaves the bioreactors and is sent by gravity to a channel that feeds the membrane trains. Inflow to the trains is regulated by means of manual under sluices. (2+1 standby) Mapner blowers of 8,475 Nm3/h, fitted with Power Electronics frequency converters, are installed for mixing in the membrane area. The air flow to each membrane area is controlled by means of automatic valves and the air is fed at two points located on the right and left of each membrane.
Removal of the floating solids from biological treatment is carried out by means of 2 (1+1 standby) submersible centrifugal pumps with a capacity of 10 m3/h. These pumps are installed in a chamber arranged at the outlet of the membrane trains.
In the membrane area, the concentration of the mixed liquor is increased by a further 20% over the concentration values in the aerobic zone. The treated water is separated and the mixed liquor leaves by means of sluice gates to a chamber from which it is lifted. The lifted mixed liquor is sent by gravity through three pipes to the degasification chambers of the bioreactors.
These pipes are fitted with electromagnetic flowmeters which, along with the continuous suspended solids metering devices installed in the sludge pumping chamber and in one of the first anoxic chambers of the reactors, serve to regulate the external recirculation flow rate. This enables energy efficiency optimisation of the recirculation pumping process, because only the quantity required at any given time is pumped.
The excess biological sludge is extracted from the mixed liquor outlet channel of the membranes by means of 2 (1+1 standby) submersible centrifugal pumps of 40 m3/h and sent to thickening.
The ultrafiltration membrane trains and the building that houses the auxiliary equipment for the trains are all located inside one of the original secondary settling tanks. Suctioning and pumping of the permeate from the membrane ultrafiltration system is carried out by means of 4
FuturENVIRO®
Am
plia
ció
n d
e la
ED
AR
de
Ávi
la |
Exte
nsi
on
to
th
e Á
vila
WW
TPFu
turE
nvi
ro |
En
ero
-Feb
rero
Jan
uar
y-Fe
bru
ary
2015
www.futurenviro.es 67


En estas tuberías se instala un medidor de caudal electromagné-tico que, junto con los medidores en continuo de sólidos en sus-pensión colocados en la cámara de bombeo de fangos y en una de las primeras cámaras anóxicas de los reactores, sirve para regular el caudal de recirculación externo. De esta forma se consigue opti-mizar energéticamente el bombeo de recirculación ya que en cada momento sólo se bombeará lo necesario.
Los fangos biológicos en exceso se purgan desde el canal de sa-lida de licor mixto de las membranas mediante 2 (1+1R) bombas centrífugas sumergibles de 40m3/h siendo enviados a espesa-miento.
Los trenes de membranas de ultrafiltración así como el edificio que aloja los equipos auxiliares de los mismos, se han ubicado en el in-terior de uno de los decantadores secundarios existentes.
La aspiración e impulsión del permeado del sis-tema de ultrafiltración por membranas se lleva a cabo con 4 bombas rotativas reversibles de lóbulos de la marca Börger, con un caudal no-minal de 625 m3/h cada una, sumistradas por Técnica de Fluidos.
DESINFECCION
Aunque con el tratamiento de ultrafiltración no se requiera más tratamiento de para garantizar la calidad exigida al agua tratada, dada la sen-sibilidad del punto de vertido se ha previsto la desinfección con rayos ultravioleta del agua tra-tada de Oxicom Water Systems modelo Integra 500,incorpora tecnología de lámparas UV de media presión de 3 kW cada una. Estos sistemas tienen la peculiaridad de abordar un espectro amplio de luz ultravioleta con lo que permite un ataque más directo a virus y bacterias, disminu-yendo las posibilidades de reviviscencia.
Börger reversible rotary lobe pumps, each with a nominal flow rate of 625 m3/h. These pumps were supplied by Técnica de Fluidos.
DISINFECTION
Although the ultrafiltration process ensures compliance with treated water quality requirements without the need for further treatment, due to the sensitivity of the discharge point, the treated water also undergoes UV disinfection. This is carried out by means of the Oxicom Water Systems Integra 500 model, which incorporates medium pressure, 3-kW UV lamps. These systems stand out because they emit a broad spectrum of ultraviolet light for a more direct attack on virus and bacteria, thereby reducing the possibility of revivification.
SLUDGE THICKENING
Pumping of sludge to thickening
The extraction of this sludge is carried out by means of 2 (1+1 standby) submersible centrifugal pumps of 40 m3/h, which send the excess sludge to the floatation thickeners.
Excess sludge thickening
Excess sludge thickening is carried out in a Sludgeway® FRC90 floatation thickener with a capacity of 40 m3/h, manufactured by Toro Equipment. The feed sludge has a concentration of 8 kg/m3 and the floatation thickener unit includes a recirculation pump of 8 m3/h at 5 bar, an automatic butterfly valve for sludge extraction and a surface scraper and compressor for sludge discharge.
Prior to thickening, the sludge is conditioned with polyelectrolyte. The polyelectrolyte facility comprises a compact unit of 500 l/h and 2 (1+1 standby) dosing pumps with a capacity of 275 l/h.
The thickened sludge is collected in the existing sludge tanks, which also receives the screened primary sludge. Primary sludge screening is carried out by means of a Defender® TR 40/50 rotary screen made of AISI 304 stainless steel and manufactured by Toro Equipment. This rotary screen has a perforated mesh with a passage size of 3 mm.
FuturENVIRO®
FuturENVIRO®
Am
plia
ció
n d
e la
ED
AR
de
Ávi
la |
Exte
nsi
on
to
th
e Á
vila
WW
TPFu
turE
nvi
ro |
En
ero
-Feb
rero
Jan
uar
y-Fe
bru
ary
2015
www.futurenviro.es 69

Ygnis-Atlantic Iberica
La última novedad de Ygnis en cuanto recuperadores de humos es Totaleco, para gas o gasóleo de 95 a 6.470 kW de potencia. Se tra-ta de la solución idónea para mejorar la eficiencia en instalaciones existentes o nuevas. Este producto se acopla a la caldera o calderas estándar y de baja temperatura y recupera la energía que contienen los productos de combustión mediante la condensación del vapor de agua de los humos. De esta manera el agua puede precalentarse antes de entrar en la caldera permitiendo reducir hasta un 20% la factura de combustible, lo que incide directamente sobre los gastos finales del establecimiento. Características técnicas Totaleco:
• Válido para instalaciones nuevas o existentes.• Válido para combustible gasóleo o gas.• Permite reducir hasta un 20% la factura de combustible.• Tubos lisos de acero, trampillas de inspección. Fácil mantenimiento.• Fabricado en acero inoxidable 316 litros. Larga vida útil.• Presión de servicio 6 bares.• Cámara de agua fuertemente aislada.
Nuevos quemadores ETNA, los más versátiles y para todo tipo de com-bustible
La gama de quemadores ETNA ofrece un amplio rango de soluciones en función de la potencia requerida, comprendida entre los 20 kW y 13.000 kW en quemadores monobloc y hasta 80.000 kW en quema-dores duobloc. Estos quemadores se caracterizan por su versatilidad: asociados a una caldera o generador de calor, están disponibles para que funcionen con gas natural, propano, biogás, gasóleo, fuel, con di-ferentes presiones de gas de entrada así como también en versión Low NOx. Incorporando las últimas novedades tecnológicas, Ygnis in-cluye en la gama de quemadores ETNA la posibilidad de fabricación en versión electrónica. A través de un sistema de control electrónico en toda la línea, esta nueva gama en versión electrónica permite con-trolar mediante un equipo oportunamente programado, todos los elementos que contribuyen a optimizar la mezcla gas/aire. Además, es posible ampliar el sistema de interfaz con la sonda de control de oxígeno inverter, cuyas ventajas son entre otras: la posibilidad de con-trolar la velocidad del ventilador, mejorar su rendimiento y obtener el máximo ahorro de energía tanto de combustible como de energía eléctrica utilizada.
Características técnicas:
• Facilidad en las operaciones de mantenimiento gracias a la placa de soporte de componente extraíble.
• La cabeza de combustión tiene un diseño moderno y adecuado para optimizar el rendimiento del sistema con las míni-mas emisiones posibles.
• En quemadores electrónicos, un pa-nel sinóptico indica las diferentes etapas de funcionamiento del que-mador y permite mantener el con-trol del correcto funcionamiento del mismo.
Totaleco is Ygnis’s latest condensing economizer innovation for use with gas or light fuel oil boilers with outputs on between 95 and 6,470 kW. It is the perfect solution for improving the efficiency of new or existing installations. The Totaleco heat exchanger can be connected to standard or low-temperature boilers in order to recover the energy contained in the combustion materials through the condensation of flue gas water vapour. It enables a 20% reduction in fuel bills and thus impacts directly on total facility costs.
Totaleco technical features:
• Suitable for new or existing installations.• Suitable for gas or light fuel oil.• Enables 20% reduction in fuel bill.• Smooth tubes, access doors, easy maintenance.• Stainless steel 316 litre exchanger. Long life.• Working service pressure of 6 bar.• Heavily insulated water chamber.
New versatile ETNA burners for all fuel types
The ETNA family of burners offers a wide range of solutions with capacities ranging from 20 kW to 13.000 kW in monoblock burners and up to 80.000 kW in duoblock burners. ETNA burners stand out in terms of versatility and can fire natural gas, LPG, biogas, gasoil and fuel oil boilers or heat generators with different inlet gas pressures. A Low NOx version is also available. With a modern innovative design that facilitates optimised performance, this new range of burners offers extremely low noise levels, thanks to an innovative combustion air intake system that features an integrated silencer. Ygnis ETNA burners feature the latest technological innovations and an electronic version is also available. The electronic control system enables control of all elements involved in optimising the gas/air mix in the new electronic range. Moreover, the interface system can be expanded by adding oxygen and frequency inverter control sensors, the benefits of which include: fan speed control, enhanced performance and maximum energy savings in terms of fuel and electricity consumption.
Technical features:
• Easy maintenance thanks to removable component support board.
• Combustion head with modern design for optimised system performance with minimum emissions.
• In electronic burners, a synoptic panel shows the different operating stages to enable control of operation.
HOW TO TURN A BOILER INTO A CONDENSING BOILER
¿CÓMO CONVERTIR UNA CALDERA EN UNA CALDERA DE CONDENSACIÓN?
Atlantic Iberica, S.A.UP.I. Camí Ral. C/ Molinot 59-61 • 08860 Castelldefels • Barcelona ( Spain)Telf.: 902 454 511 • Fax: 902 454 520 • E-mail: [email protected]
DATOS DE CONTACTO | CONTACT DETAILS
Pu
blir
rep
ort
aje
| Ad
vert
isem
ent
Feat
ure
FuturEnviro | Enero-Febrero January-February 2015
ww
w.fu
ture
nvi
ro.e
s
70

ESPESAMIENTO DE FANGOS
Bombeo de fangos en exceso a espesamiento
La extracción de estos fangos se efectúa con dos (1+1R) bombas centrífugas sumergibles de 40 m3/h que impulsan los fangos en exceso a espesamiento por flotación.
Espesamiento de fangos en exceso
El espesamiento de fangos en exceso se realiza en un espesador de flotación Sludgeway® FRC90 de Toro Equipment de capaci-dad 40 m3/h. La concentración de fango de alimentación es de 8 kg/m3 y este equipo incluye una bomba derecirculación de 8 m3/h a 5 bar, la purga lodos mediante válvula mariposa auto-mática, la descarga de lodos mediante rascador superficial y un compresor.
Los fangos previamente son acondicionados con polielectrolito. La instalación de polielectrolito consta de un elemento compacto de 500 l/h y dos (1+1R) bombas dosificadoras de 275 l/h.
Los fangos espesados se recogen en un depósito de fangos ya exis-tente al cual también se envían los fangos primarios tamizados. El tamizado de fangos primario se realiza mediante tamiz rotativo Defender® TR 40/50 fabricado por Toro Equipment en AISI 304 para 12 m3/h, con luz de paso de 3mm en malla perforada.
Mezcla de fangos y bombeo a digestores La mezcla de fangos espesados se realizará, en el depósito citado anteriormente que tiene una capacidad de 46 m3. El volumen de este depósito supone una capacidad de almacena-miento superior a 4 horas.
Estos fangos espesados se bombean al nuevo digestor, mediante dos (1+1R) bombas de tor-nillo helicoidal suministrados por Albosa de 24m3/h de caudal unitario a 20m.c.a. El tiem-po de operación de este bombeo es de 12h/d y se ubica en la planta sótano del edificio ya existente de fangos.
DIGESTIÓN ANAEROBIA DE FANGOS La tecnología empleada consiste en una di-gestión anaerobia, en una etapa, en diges-
Sludge mixing and pumping to digesters Mixing of the thickened sludge takes place in the aforementioned tank, which has a capacity of 46 m3. The volume of this tank enables the sludge to be stored for a period of over 4 hours.
The thickened sludge is pumped to the new digester by means of 2 (1+1 standby) progressive cavity pumps with a unitary capacity of 24 m3/h at 20 wcm. These pumps, supplied by Albosa, are in operation 12 hours/day and are installed in the basement of the existing sludge building.
ANAEROBIC SLUDGE DIGESTION The technology implemented consists of a single stage of mesophilic anaerobic digestion in concrete digesters (operating temperature = 35ºC). The
biogas produced is used for the heating requirements of the process and the production of energy by means of a Guascor FGLD180 engine. Excess biogas is eliminated by means of a flare.
The digestion mixing system consists of a vertical agitator with one blade on the bottom of the digester and another closer to the surface. The newly built digester has a tapered conical shape and is located within the grounds of the WWTP. A Ygnis low pressure hot water boiler of 620 kW is installed for sludge heating. This unit is powered by the biogas produced at the plant, meaning that the heating needs of the process are met by this biogas.
The dual fuel burners allow both biogas and fuel oil to be used as fuel. Fuel oil may be required to keep the digester at a temperature of 35º C during the start-up period before the digestion process stabilises and biogas generation begins.
The horizontal centrifugal sludge recirculation pumps have vortex impellers to prevent any risk of obstruction that might be caused by the presence of filaments or other materials. Two pumps are installed, one of which is a standby unit. These pumps suction the sludge from the base of the digester and re-circulate it in the fresh sludge reception chamber.
The water circuit is made up of two sub-circuits, one of which serves the boiler and the other which goes to the
FuturENVIRO®
FuturENVIRO®
Am
plia
ció
n d
e la
ED
AR
de
Ávi
la |
Exte
nsi
on
to
th
e Á
vila
WW
TPFu
turE
nvi
ro |
En
ero
-Feb
rero
Jan
uar
y-Fe
bru
ary
2015
www.futurenviro.es 71

Am
plia
ció
n d
e la
ED
AR
de
Ávi
la |
Exte
nsi
on
to
th
e Á
vila
WW
TP
FuturEnviro | Enero-Febrero January-February 2015
ww
w.fu
ture
nvi
ro.e
s
72
tores de hormigón, con funcionamiento en régimen mesófilo (temperatura de funcionamiento = 35ºC), utilizando el biogás producido para: las necesidades de calentamiento del proceso y producción de energía mediante un motor Guascor modelo FGLD180 y eliminando el exceso de biogás en antorcha.
El sistema de agitación de la digestión es con agitador vertical con una hélice en el fondo del digestor y otra más cerca de la superficie. Se utiliza un digestor de nueva construcción de forma troncocónica localizado dentro de la parcela de la depuradora. Para el calenta-miento de los fangos se instala una caldera de agua caliente de la marca Ygnis de 620 kW, que funciona con el biogás producido en la misma estación, permitiendo así responder a las necesidades de calentamiento del proceso.
Los quemadores son de tipo “dual fuel”, que permiten la utilización como combustible tanto biogás como fuel. El fuel puede ser nece-sario para mantener el digestor a 35ºC durante la puesta en mar-cha de la instalación mientras el proceso de digestión se estabiliza y empieza la generación de biogás.
Las bombas de recirculación de fangos son de tipo centrífuga ho-rizontal, con rodete vórtex para evitar cualquier riesgo de obstruc-ción debido a la presencia de filamentos u otras materias. Se prevé una bomba activa más una de reserva. Estas aspiran los fangos de la base del digestor para recircularlos en la arqueta de recepción de fangos frescos.
El circuito de agua está compuesto de dos subcircuitos: uno hacia la caldera, otro hacia el intercambiador. Una válvula de tres vías permite mezclar las aguas de los dos circuitos cuando esto es ne-cesario. Una sonda de temperatura en la aspiración de las bombas de recirculación de fangos controla el bucle de circulación de agua caliente.
El gasómetro instalado permite la estabilización de la presión en la línea de biogás alrededor de los 20 mbar, es de tipo elástico de doble membrana de 1.580 m3 de capacidad instalado por la empre-sa MSP Environment Systems & Projects. La producción prevista de gas es de 2.802 Nm3/d y ventilador anti-deflagrante asegura el mantenimiento de la forma de la membrana exterior.
La antorcha suministrada por Tecnair permite la eliminación del exceso de biogás producido en la estación. Esta suele ser del tipo de flama oculta, y está prevista para quemar la totalidad del biogás producido, incluidas las puntas.
heat exchanger. A three-way valve enables the water from the two sub-circuits to be mixed when necessary. A temperature sensor in the intake manifold of the sludge recirculation pumps controls the hot water circulation loop.
The gas holder installed enables the pressure in the biogas line to be stabilised at around 20 mbar. This elastic double membrane gas holder has a capacity of 1,580 m3 and was installed by MSP Environment Systems & Projects. Gas production is estimated at 2,802 Nm3/d and an anti-deflagrating fan ensures that the shape of the outer membrane is maintained.
The flare, supplied by Tecnair, enables the excess biogas produced at the plant to be eliminated. This concealed flame type flare is capable of burning all the biogas produced, including biogas production peaks.
To avail of the biogas generated and reduce energy costs, a Guascor biogas cogeneration module of 264 kWe is installed. This module includes a cooling and heat recovery system used for heating the sludge in the digester.
A newly built buffer tank to store all digested sludge has a capacity of 545,72 m3, which gives it a storage autonomy of more than 2 days.
Ferric chloride can be dosed in the mixed sludge storage tanks, before the pumping FuturENVIRO®
FuturENVIRO®

Para aprovechar el gas generado y disminuir los costes energéticos se ha instalado un módulo de cogeneración de biogás de la marca Guascor de 264 kWel, que incluye además un sistema de refrigera-ción y recuperación de energía para calentamiento de los fangos en digestión.
Se ha construido un nuevo depósito tampón para almacenar la to-talidad de fango digerido de 545,72 m3 y con una autonomía de almacenamiento superior a 2 días.
Previo al bombeo de fangos espesados a digestión, en el depósito de almacenamiento de fangos mezclados, se prevé la posibilidad de dosificar cloruro férrico, para evitar la presencia de ácido sulfhí-drico en el interior de los digestores, que se recogería con el biogás producido.
Para la dosificación de cloruro férrico se dispone de un depósito de almacenamiento, común con la dosificación en físico-químico y eli-minación de fósforo de 25.000l y tres bombas dosificadoras, una en reserva, de 5 l/h de caudal unitario.
DESHIDRATACION DE FANGOS
Para la deshidratación de fangos, se han instalado tres centrífugas, realizándose la alimentación de fangos a las centrífugas mediante 3 (2+1R) bombas de tornillo, de 20 m3/h de caudal unitario. El tiem-po de operación previsto de las dos centrífugas es 5 días por sema-na y 8h/d. La producción prevista de fangos deshidratados con el 25% de sequedad es de 32,74 m3 por día de secado.
Para el almacenamiento de fangos deshidratados, Cameto ha ins-talado dos silos de fangos de 55 m3 lo que supone una autonomía de 3,36 días de trabajo. Las cimentaciones de los mismos se proyec-tan en el mismo sitio que las cimentaciones de las tolvas existentes para evitar posible interferencia con la línea de media tensión de la planta. Las tolvas van equipadas con un sistema de extracción para evitar el apelmazamiento del fango, así como medidor de ultrasonidos en cada uno de ellos. La elevación de fangos a las tolvas de alma-cenamiento se efectúa mediante dos bombas de tornillo, espe-cialmente diseñadas para trabajar con fangos deshidratados, de 3 m3/h. Para el acondicionamiento del fango con polielectrolito, se ha previsto una dosis de diseño de 4,0 kg/t MS.
of the thickened sludge to digestion, in order to prevent the presence of hydrogen sulphide in the digesters, which would be collected along with the biogas produced.
The ferric chloride dosed is stored in the same tank as that used for dosing in physicochemical treatment and phosphorus removal. This tank has a capacity of 25,000 l. Three 5 l/h dosing pumps, one of which is a standby pump, are installed for this purpose.
SLUDGE DEWATERING
Three centrifuges are installed for sludge drying purposes and these are fed by 3 (2+1 standby) screw pumps, each with a flow rate of 20 m3/h. The centrifuges are expected to be in operation 8 hours/day and 5 days/week. Expected production of dewatered sludge with a dryness of 25% is 32.74 m3 per day of drying.
For the purpose of storing the dewatered sludge, two 55 m3 sludge silos were installed by Cameto. This capacity gives a storage autonomy of 3.36 working days. The foundations of these silos are located in the same place as the foundations of the existing hoppers to avoid any possible interference with the medium voltage power line of the plant. The hoppers are equipped with an extraction system to prevent sludge clogging and each hopper is also fitted with an ultrasonic gauge. Sludge is lifted into the storage hoppers by means of two screw pumps with a capacity of 3 m3/h. These pumps are specially designed to operate with dewatered sludge. The sludge is conditioned by adding polyelectrolyte, with a design dose of 4.0 kg/t DM.
FuturENVIRO®
FuturENVIRO®
Am
plia
ció
n d
e la
ED
AR
de
Ávi
la |
Exte
nsi
on
to
th
e Á
vila
WW
TPFu
turE
nvi
ro |
En
ero
-Feb
rero
Jan
uar
y-Fe
bru
ary
2015
www.futurenviro.es 73