Download - RFQ -WELDING
Noble Fire Request For Quotation
Prepared by
Julian Kalac, P.Eng
11/7/2012

Page 2 of 11 Noble Fire RFQ 7 November 2012
Description:
Noble Fire, known as Don Park Fire, is the leading fabricator of sprinkler heads in Ontario. Noble Fire produces Sprinkler Systems for both residential and commercial industries as
per the NFPA and Ontario Building Code standards Noble Fire is requesting a quote to design, build and integrate preselected Cypress
Welding & Plasma Burning machines as per Noble Fire requirements. It is the responsibility of the machine builder/integrator to become familiar with all Noble Fire
production environment plant conditions. STANDARDS & REGULATIONS:
The machines and integration of the machines must fully comply with:
Ontario Health Safety Act National Fire Protection Association (NFPA)
National Standard for Sprinkler System Design (FC 403 ) CSA Certified
Ontario Building Code
The type of outlets and quality Noble Fire produces are shown below:
Page 3 of 11 Noble Fire RFQ 7 November 2012
Production Processes The production requirement is to be able to burn and weld a minimum
DESIRED EQUIPMENT INTEGRATION Noble Fire would like to integrate the following equipment into their production facility:
1. CYPRESS CWE-1500-MG Circle Welder With Remote
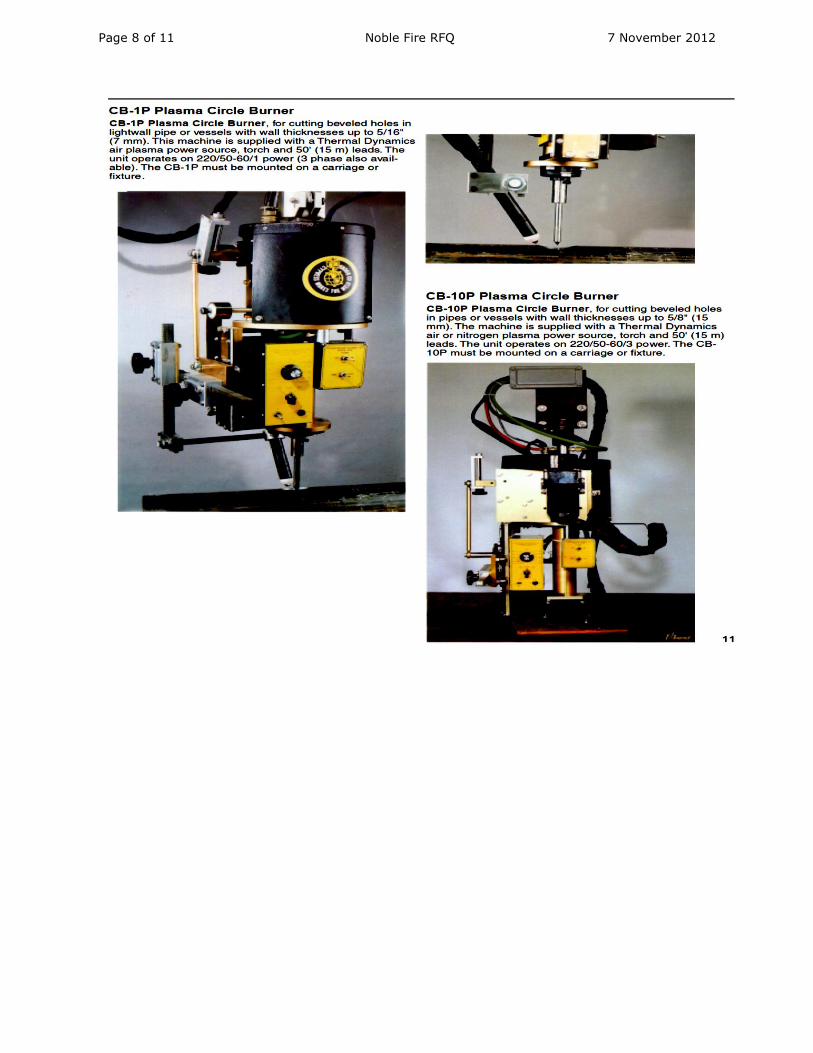
2. CB-1P Plasma Circle Burner
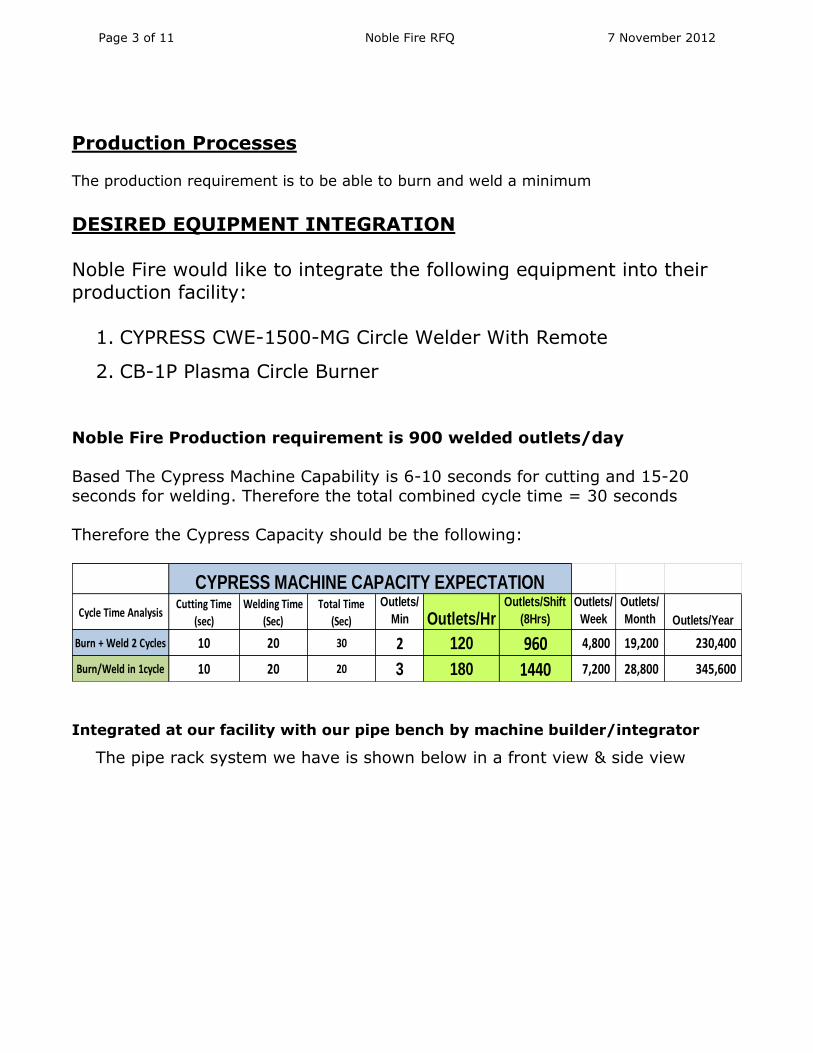
Noble Fire Production requirement is 900 welded outlets/day
Based The Cypress Machine Capability is 6-10 seconds for cutting and 15-20
seconds for welding. Therefore the total combined cycle time = 30 seconds
Therefore the Cypress Capacity should be the following:
Integrated at our facility with our pipe bench by machine builder/integrator
The pipe rack system we have is shown below in a front view & side view
Cycle Time AnalysisCutting Time
(sec)
Welding Time
(Sec)
Total Time
(Sec)
Outlets/
Min Outlets/HrOutlets/Shift
(8Hrs)
Outlets/
Week
Outlets/
Month Outlets/Year
Burn + Weld 2 Cycles 10 20 30 2 120 960 4,800 19,200 230,400
Burn/Weld in 1cycle 10 20 20 3 180 1440 7,200 28,800 345,600
CYPRESS MACHINE CAPACITY EXPECTATION

Page 4 of 11 Noble Fire RFQ 7 November 2012
SIDE VIEW OF THE PIPE BENCH RACK

Page 5 of 11 Noble Fire RFQ 7 November 2012
Run-Off Acceptance Criteria
Machine acceptance at Machine builder facility is defined as per below:
Min 8 hr run time at supplier facility prior to shipping, demonstrating a 95%
Machine Efficiency with a total of 1300 good welded outlets
Max downtime of 1%
Quality—Min 99.9% Quality validated by leak testing using air and die
penetrate testing as per Noble Fire standards & specifications
Max changeover time = 5 min
Full CSA certification and compliance
Full OHSA compliance by machine builder/integrator and approval to use
without a PSHR required under 851 OHSA section 7
Ventilation and Air Quality Testing results to be provided prior to any
acceptance indicating the minimum ventilation speed is 0.5 m/s as per
Government Canada Welding Regulation
Full compliance to section 5.48 of the OHS Regulation approval regarding
ventilation and OEL
Acceptance at Noble Fire Criteria:
Min 8 hr run time at Noble Fire facility same 95% Machine Efficiency with a
total of 1300 good welded outlets
Max downtime of 1%
Quality—Min 99.9% Quality validated by leak testing using air and die
penetrate testing as per Noble Fire standards & specifications
Max changeover time = 5 min
Page 6 of 11 Noble Fire RFQ 7 November 2012
Documents required:
User manuals and drawings
PM schedule and parts needed to be inspected
Proposed PM service plan
Parts submission Warranty from Cypress
DELIVERY
Required delivery is 8-10 weeks. If longer lead time is needed then options
need to be submitted on how to reduced the delivery time and what Noble Fire
can do to assist.
ON SITE ASSISTANCE:
All prices must include full On-Site assistance and support until the final
acceptance is achieved. No additional costs nor charges.
Payment terms:
1. 25% with Purchase Order
2. 50% after acceptance at supplier facility as per above
3. 15% after approval at Noble Fire facility
4. 10% after 30 days as assurance for any premature integration and/or
warranty issues
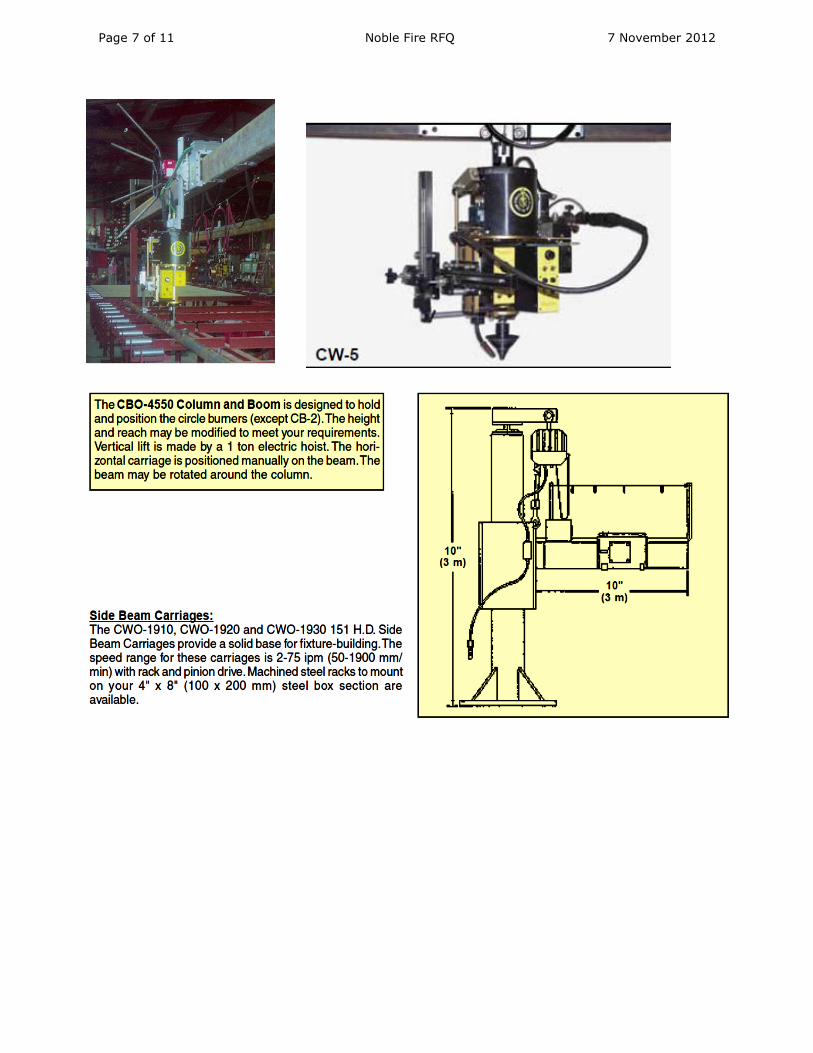
Reference Cypress Equipment and design below shown;
Page 7 of 11 Noble Fire RFQ 7 November 2012
Page 8 of 11 Noble Fire RFQ 7 November 2012
Page 9 of 11 Noble Fire RFQ 7 November 2012
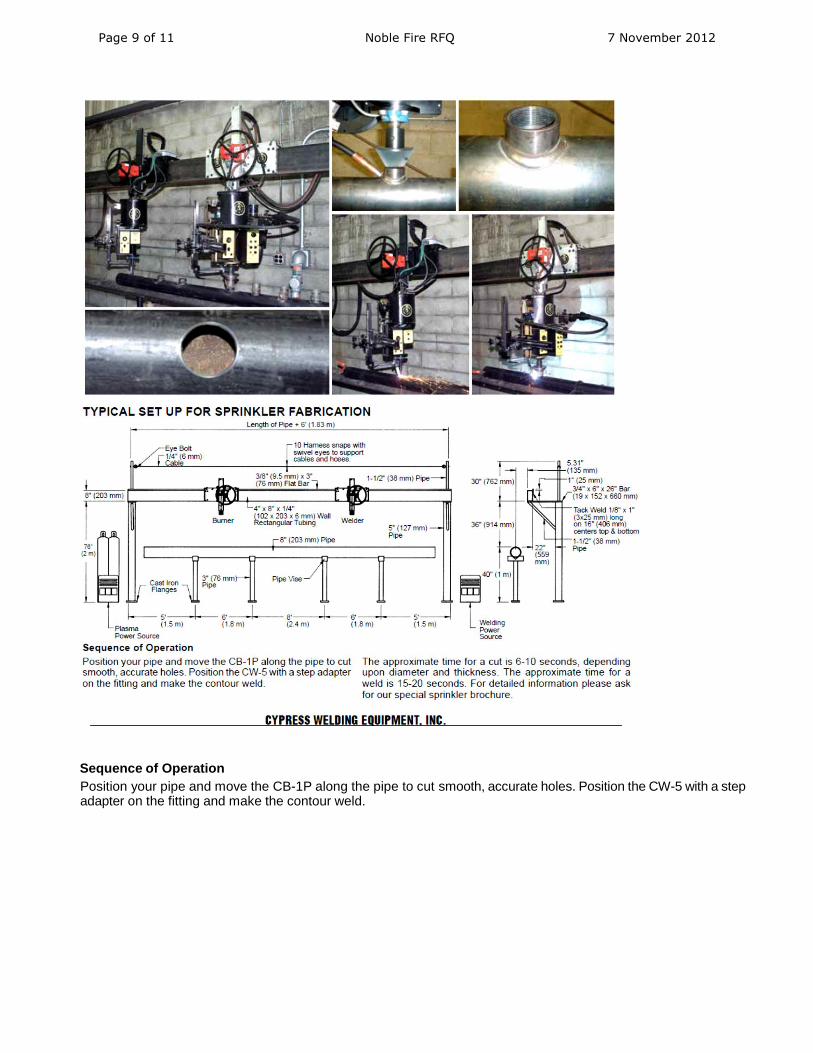
Sequence of Operation
Position your pipe and move the CB-1P along the pipe to cut smooth, accurate holes. Position the CW-5 with a step adapter on the fitting and make the contour weld.

Page 10 of 11 Noble Fire RFQ 7 November 2012
Please provide quote ASAP attention to Julian Kalac.
Thank you very much

Page 11 of 11 Noble Fire RFQ 7 November 2012
Sincerely,
Julian Kalac, P.Eng.







