Download - OM-II, Chapter 2(Slides) AIM

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 1/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
• What are the advantages of holding
inventory?
• What are the disadvantages?
Inventory Management

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 2/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
Day-to-day Inventory Decision
• To maintain the appropriate level of
inventory, operations managers are involved
in 2 major types of decision:
1. Volume decision: How much to order?
2. Timing decisions: When to order?
8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 3/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
The order quantity decision
Stock-holdingcosts
Orderingcosts
How much
to order?

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 4/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
The economic order quantity
Order quantity (Q)
Inventory Ordering Costs
Inventory carrying costs
Total costs
EOQ
Costs(
$)
Cost Curves: Graphical relationship between various costs

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 5/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
Economic Order Quantity: Optimising Tradeoffs
Ordering More Frequently Ordering Less Frequently
• Higher Ordering Costs • Lower Ordering Costs
• Smaller Average Inventory • Larger Average Inventory
Need to Calculate:
CO = fixed cost of placing an order
CH = holding cost per item per unit of time (e.g. a year)
Aim is to minimise ordering and holding costs

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 6/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 7/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 8/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
D. Economic Order Quantity
(EOQ) Model• Developed by F.W. Harris, 1913
• Answers two key questions
– when to order
– how much to order
• Independent demand, continuous review
system

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 9/41
8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 10/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
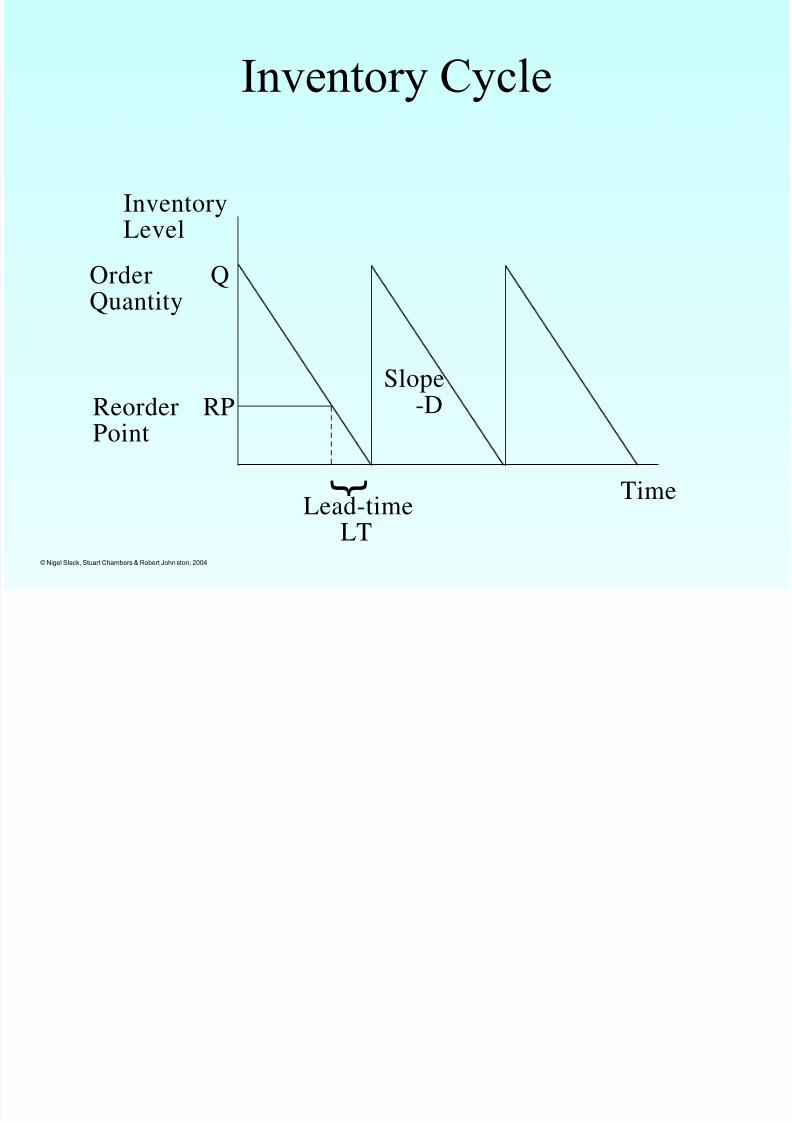
Inventory Cycle
Time
InventoryLevel
OrderQuantity
ReorderPoint
Q
RP
Lead-timeLT
}
Slope
-D

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 11/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
Reorder Point
• Inventory level should reach 0 at end of each
order cycle
• RP equals demand during lead-time (DDLT)
RP = DDLT = D x LT
D = demand
LT = lead-timeD & LT must be in same time units

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 12/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
Computing Optimal Order Quantity
• Compute total material cost, TMC
• TMC is a function of order quantity, Q
Ordering costs, co[D/Q]Holding costs, c
h[Q/2]
Variable item costs, pD
TMC = co[D/Q] + c
h[Q/2] + pD

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 13/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
Total Stocking Cost
• pD is constant, no quantity discounts
• TSC = ordering + holding
= co[D/Q] + ch[Q/2]
• Find Q to minimize TSC
EOQ= 2ocDhc

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 14/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
Calculate EOQ (Q*)
Where: D = Total Annual usage
CO = fixed cost of placing an order
CH = unit cost of the item x Carrying cost rate per year

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 15/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 16/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
Fastcomp Example
p = $80
co= $1000
i = 12% per year
D = 10,000 chips per month
LT = 1.5 months
RP = 10,000 units/month x 1.5 months = 15,000 units
ch
= p x i = $80 x 0.12/year = $9.60/unit-year

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 17/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
T S C(5 0 0 0) =$ 1 0 0 0
o r d e r
x
1 2 0, 0 0 0 u n its
y e a r
5 0 0 0 u n i t so r d e r
+$9.60
u n i t− y e a r
x
5 0 0 0 u n i t s
o r d e r
2
= $ 2 4 , 0 0 0+ $ 2 4 , 0 0 0= $ 4 8, 0 0 0/ y e a r
T S C(1 0 0 0 0) =$ 1 0 0 0
o r d e rx
1 2 0, 0 0 0 u n i ts
y e a r1 0 0 0 0 u n i t s
o r d e r
+$9.60
u n i t− y e a rx
1 0 0 0 0 u n i t so r d e r
2
= $ 1 2 , 0 0 0+ $ 4 8 , 0 0 0= $ 6 0, 0 0 0/ y e a r
E O Q=2 (1 2, 0 0 0u n i t s/ y e a r) ( $1 0 0 0/ o r d e r)
$ 9 . 6 0 / u n i t− y e a r
= 5, 0 0 0u n i t s/ o r d e r

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 18/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
Validity Of Assumptions
• Model is quite robust
• Quantity discounts, demand/LT uncertainty,
no stockout assumptions easily relaxed
• Constant demand & holding cost can be
violated somewhat with minor cost penalty
• Total cost function flat near optimum• c
o& c
herrors tend to cancel out

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 19/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
E. EOQ Model With Quantity
Discounts• Quantity discounts offered to encourage
volume purchasing
• RP is not affected by quantity discounts

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 20/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
Revised Cost Model
total material cost/year=
ordering cost + holding cost + item cost
Price is function of Q, p(Q)Holding cost , c
h(Q) = p(Q) x i
Select Q to minimize
TMC = co[D/Q] + [ch(Q)][Q/2] + p(Q)D
8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 21/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
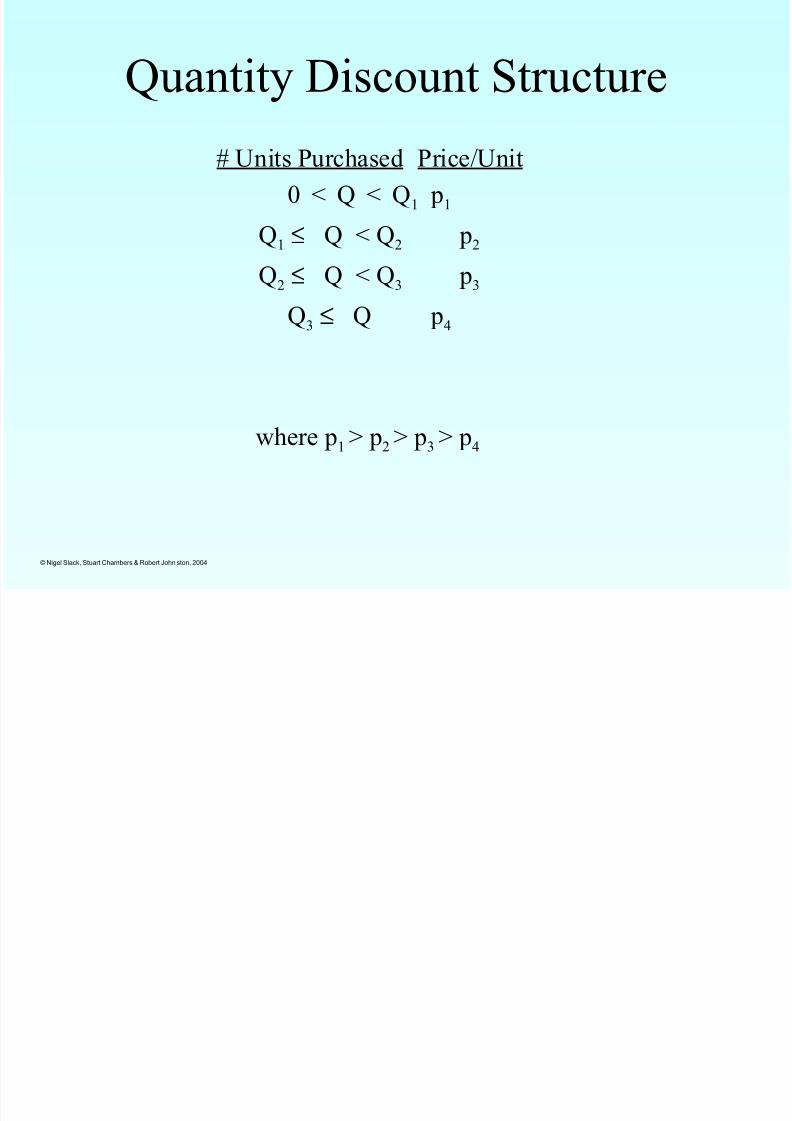
Quantity Discount Structure
# Units Purchased Price/Unit
0 < Q < Q1 p1
Q1 ≤ Q < Q2 p2
Q2 ≤ Q < Q3 p3
Q3 ≤ Q p4
where p1 > p2 > p3 > p4

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 22/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
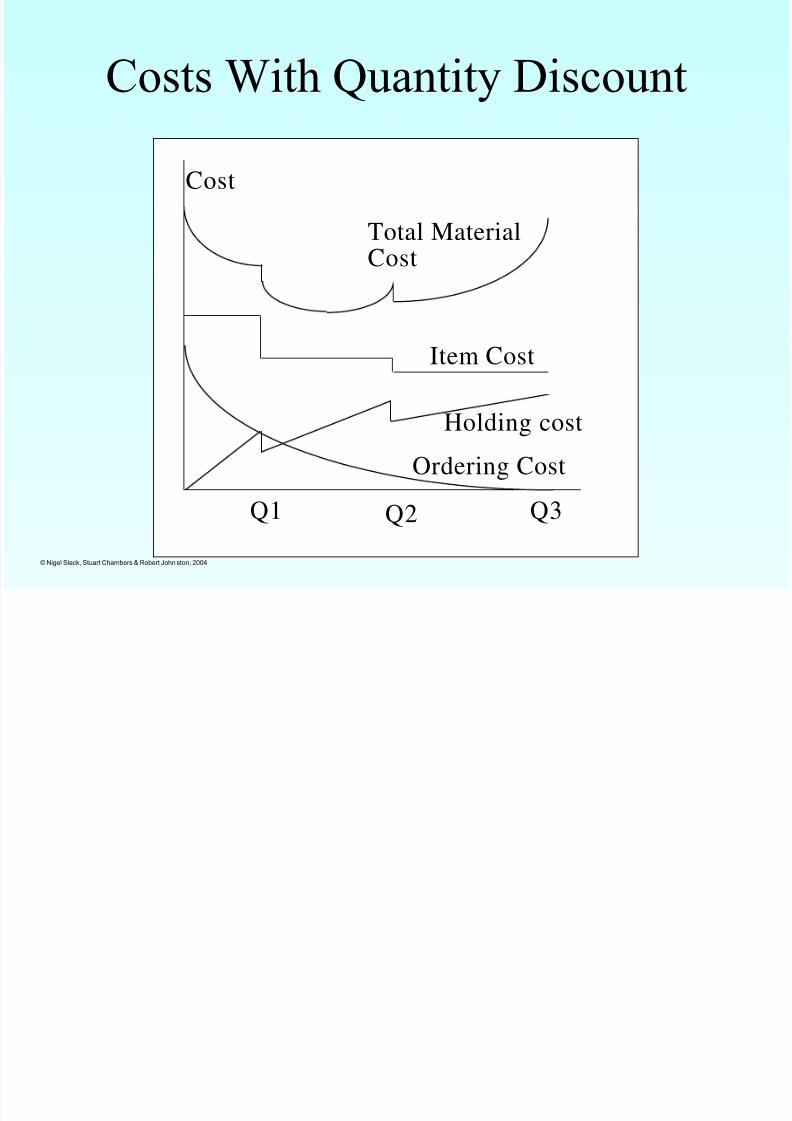
Characteristics Of Cost Functions
• Between any two price-break quantities,
annual item cost is constant because price is
constant within that range
• Annual holding cost function is not straight.
• Between any two price-break qty function
is linear. At price-break qty
(a) total holding cost drops discontinuously
(b) slope of holding cost function decreases
8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 23/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
Costs With Quantity Discount
Q1 Q2 Q3
Cost
Total MaterialCost
Item Cost
Holding cost
Ordering Cost

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 24/41

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 25/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
Quantity Discount Example
Order quantity Price
0-99 $40.00
100-249 $39.60
250-499 $39.00
500+ $38.00
Ordering cost = co = $100
Holding cost rate = 18%
Annual demand= 10 units/wk x 52 wks/yr = 520

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 26/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
1. Start at $38 ch = 38x.18 = 6.84
inconsistent with $38 price
2. Select $39 ch = 39x.18 = 7.02
inconsistent with $39 price
Now use $39.60 ch = 39.60x 18 =7.128
consistent with $39.60 price
3. Compute TMC for 121, 250 & 500 units
TMC121 = 100x(520/121)+7.128x(121/2)+39.60x520
= $21,452.99TMC250 = $21,36.54 TMC500 = $21,574.00
250 is optimal order quantity
Q̂= 2x100x520 /6.84 =123
Q̂=
2x100x520 /7.02=
122
Q̂= 2x100x520 /7.128 =121

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 27/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
F. Economic Production Lot-Size Model
• Items are consumed as they are produced
• Demand rate = D
• Production rate = P, P>D• Inventory builds at rate P-D
• Cost of producing Q units = co+ pQ
• TSC = setup costs/year + holding costs/year

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 28/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
Production Lot Size Inventory
Pattern
.
Time
Imax= (P-D)Q/P
Slope-D
I
n v e n t o r y L e v
e l
SlopeP-D
Q/P
8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 29/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
ELS Calculations
• Average inventory = (Imax
+ Imin
)/2
• Imax
= (P-D)(Q/P)
• Average inventory = (P-D)(Q/2P)• TSC = c
oD/Q + c
h(P-D)(Q/2P)
ELS =Q*= [2coD/ch][P/(P−D)]

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 30/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
ELS Example
Demand = 1,000,000/month
co= $800 p = $2.00 i = 0.24 c
h= 2.00x.24=$0.48/unit-year
Production capacity = 100,000/day = 3,000,000/month
E L S= [ 2 ( 8 0 0) (1 , 0 0 0, 0 0 0) / 0 . 0 4] [3 , 0 0 0, 0 0 0 / 2 , 0 0 0, 0 0 0]
= 2 4 4, 9 4 9
R u nW a v e
R u no t h e rp r o d u c t s
0 2 . 4 5 7 . 3 99 . 8 4
R u nW a v e
R u no t h e rp r o d u c t s
T i m e ( d a
T i m i n g o f s o a p r u n

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 31/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
G. Safety Stock Policies
• Demand & LT are random
• If DDLT exceeds RP stockouts result
• Use safety stock to reduce risk of stockouts
• Safety stock (SS) = reorder point (RP) - average demandduring leadtime
DDL T( )
RP = D D L T +SS = D xL T + SS

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 32/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
Inventory Pattern With Random
Demand & Lead Time
Time
RP
Invent
oryLe
vel
Leadtime
Out of stock
Leadtime

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 33/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
The order timing decision
Orderingtoo early
When to
order?
Orderingtoo late

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 34/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
Types of Inventory Management Systems
(IMS)
1. Reorder point systems
– time between orders varies
– constant order quantity
1. Periodic review systems
– time between orders fixed
– order quantity varies
1. Material requirements planning (MRP)
– dependent demand items
8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 35/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
Reorder Point System
• In reorder point system an inventory level
is specified at which a replenishment
order for a fixed quantity of the inventory
item is to be placed.

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 36/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
A Reorder Point System

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 37/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
Stock Control Exercise
• Pete noted that stocks were exactly at the maximumstock level of 30,000 units
• It takes 8 days between placing a reorder with the
supplier and the stock actually arriving (i.e. the leadtime is 8 days)
• If stocks must not fall below 12,000 units and if 1000stocks are used each day
– What must Pete set his re-order level at?
– How much must he reorder?

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 38/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
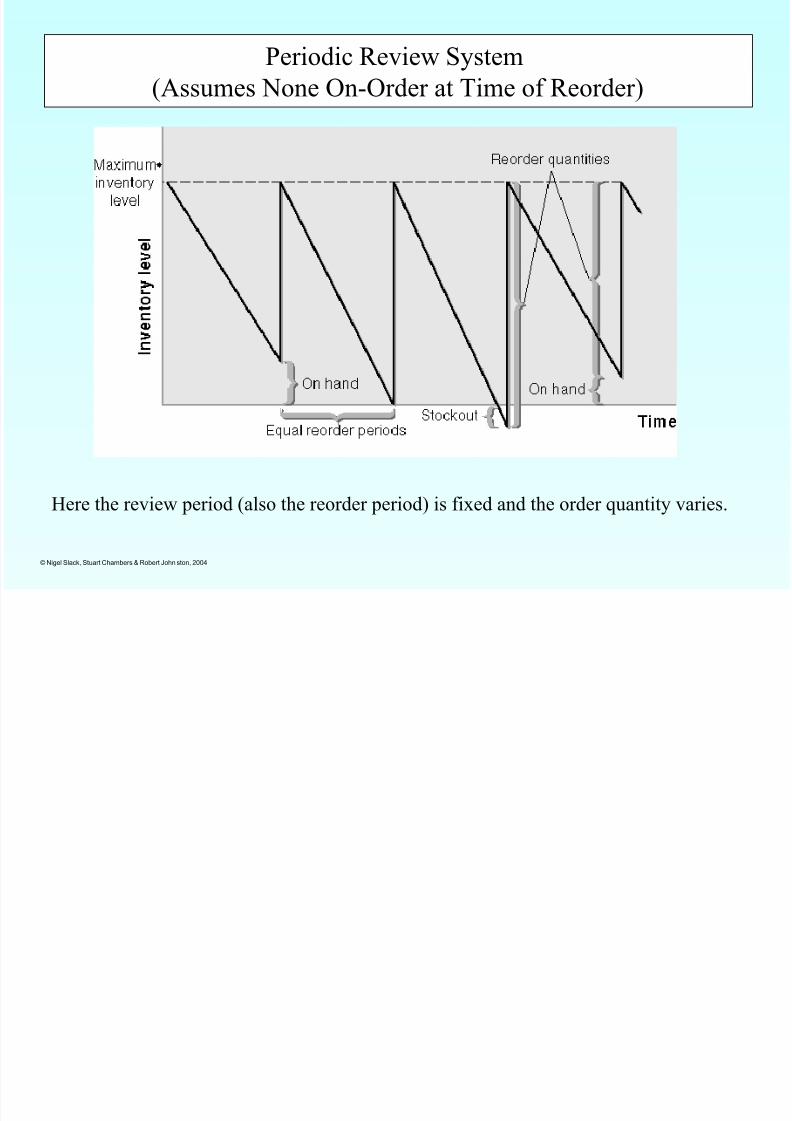
Periodic Review System
• In periodic review system the inventory
level is reviewed periodically and at each
review a reorder may be placed to bring the
level up to a desired quantity.• Reorder quantity
= maximum level – on-hand inventory – on-order
quantity (Q) + demand over lead time
8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 39/41

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 40/41
© Nigel Slack, Stuart Chambers & Robert John ston, 2004
Priorities for Inventory Management:
The ABC Concept
• A. High-value items
– The 15-20% of items that account for 75-80% of annual inventory
value
• B. Medium-value items
– The 30-40% of items that account for15% of annual inventory value
• C. Low-value items
– The 40-50% of items that account for 10-15% of annual inventory
value
The ABC classification system is based on the annual dollar purchases
of an inventoried item

8/8/2019 OM-II, Chapter 2(Slides) AIM
http://slidepdf.com/reader/full/om-ii-chapter-2slides-aim 41/41







