
AD-AO13 588 BATTELLE COLUMBUS LASS OH F/B 1/5BOR TENSILE STRUCTURE CONCEPT FEASIBILITY STUOY.tU)AUG BA E N KUZNETSOV F0B635-8O-C-0109
UNCLASSIFIE AFESC/ESL-TR-8O-62 NLI EEEE~EEEmhhmhEshEEEE

ESL-TR4-062
BDR TENSILE STRUCTURE CONCEPTFEASIBILITY STUDY
EDWARD N. KUZNETSOVBATTELLE COLUMBUS LABORATORIES505 KING AVENUE
00 COLUMBUS. OHIO 4320100
Lo AUGUST 1980FINAL REPORTMARCH 1980 TO JULY 1980
APPROVED FOR PUBLIC RELEASE: DISTRIBUTION UNLIMITED
ENGINEERING & SERVICES LABORATORY-' AIR FORCE ENGINEERING & SERVICES CENTERU... TYNDALL AIR FORCE BASE, FLORIDA 32403
82 04 15 048

T I
PLEASE DO NOT REQUEST COPIES OF THIS REPORT FROM
91Q A0ESC/RD (ENGINEERING AND SERVICES LABORATORY).
ADDITONAL COPIES MAY BE PURCHASED FROM:
NATIONAL TECHNICAL INFORMATION SERVICE
5285 PORT rOYAL IAD
SPRINGFIELD, VIRGINIA 22161
FEDERAL GOVERNMENT AGENCIES AND THEIR CONTRACTORS
REGISTERED WITH DEFENSE TECHNICAL INFORMATION CENTER
SHOULD DIRECT REQUESTS FOR COPIES OF THIS REPORT TO:
DEFENSE TECHNICAL INFORMATION CENTER
CAMERON STATION
ALEXANDRIA, VIRGINIA 22314
bL;)

UNCLASSIFIED* SECURITY CLASSIFICATION OF THIS PAGE When Date Entered)
READ INSTRUCTIONSREPORT DOCUMENTATION PAGE BEFORE COMPLETING FORM
!. REPORT NUMBER i2. GOVT ACCESSI N, RECIPIZNT S CATALOG NUMBER
* ESL-TR-80-62 Ab-t1 (ITS_________4. TITLE (and Subtitle) 5 TYPE OF REPORT & PERIOD COVEREDFinal Report
BDR Tensile Structure Concept Feasibility Study March 80 - July 80
6. PERFORMING ORG. REPORT NUMBER
7. AUTHOR(*) 8 CONTRAC OR GRANT NUMBER(&)
Edward N. Kuznetsov F08635-80-C-0109
9. PERFORMING ORGANIZATION NAME AND ADORESS 10 PROGRAM ELEMENT, PROJECT. TASK
Battelle Columbus Laboratories AREA 6 WORK UNIT NUMBERS
505 King Avenue PE: 63723F
Columbus, Ohio 43201 JON: 21042B50
I I. CONTROLLING OFFICE NAME AND ADDRESS 12. REPORT DATE
Air Force gngineering & Services Center August 1980
Tyndall Air Force Base, Florida 32403 13. NUMBER OF PAGES46
14. MONITORING AGENCY NAME & ADDRESS(' ditfterent from Corfrolling Office) 15. SECURITY CLASS. (of thile report)
Unclassified
15. DECLASSIFICATION 'DOWNGRADINGSCHEDULE
IE DIS-RIBUTION STATEMENT (ot thi. Report)
Approved for public release; distribution unlimited
17. DISTRIBUTION STATEMENT 'of the abstract entered in Block 20. if different from Report)
IS SUPPLEMENTARY NOTES
Availability of this report is specified on verso of front cover
19. EY WORDS (Continue on reverse side if necessary and ;dentifv by block number)
Runway Bomb Damage Repair Anchoring to Pavement
Pavement Repair Thermal Prestressing
Thin Sheet Membrane in Tension Bridging a Bomb Crater
Geometric Strain Hardening
ABSTRACT (Continue on reverse itide if -,eceseary end identit, bit block number)
This report discusses the feasibility of using a thin-sheet membrane as a bridge
across a bomb crater in a runway. The firat step of the study was to deter-
mine the tension in a membrane required to support an F-4E load. Given the
tension forces, membrane thickness was determined. The next step was to deter-
mine a feasible system for anchoring a membrane to pavement surrounding the
crater. The final part of the study was discussion on membrane fabrication,
hahdling, and installation procedures.
DD F ANM71 1473 EDITION OF i NOV GSIS OBSOLETE UNCLASSIFIEDSECURITY CLASSIFICATION OF THIS PAGE (When Data Entered) *1

UNCLASSIFIEDSECURtITY CLASSIFICATION OF THIS PAGE(Whonw Data Enteted)
UNCLASSIFIEDSECURITY CLASSIFICATION OF THIS PAGEf'1PP,* Data Enterod)

PREFACE
This research program on rapid runway repair using the the tensile
structure concept was conducted by the Stress Analysis and Fracture Section,
Transporatati-u- ind Structures Depairtment. Battelle's Columbaus Laboratories,
Columbus, Ohio. The work was performed uinder Contract No. F08635-30-C-0109.
The program was administered by the Air Force Engineering and Services Center,
Tyndall Air Force Base, Florida. Captain Thomas E. Bretz, Jr., provided the
technical liaison. This report summarizes. the work performed during the period
from March 21 through August 21, 1980).
The author acknowledges the assistance of Mr. M. E. Tuttle and the
technical direction provided L-Y Mr. P. E. Mesloh.
This report has been reviewed by the Public Affairs officer (PA) and
is releasable to the National Trechnical Information Service (NTIS) . At NTIS it
will be available to the general public including foreign nations.
This technical repc-rt has been reviewed and is approved for
publ1icat ion.
GREG'ORY T. BEYER, Cpt Sf'FRANCIS B. C OWLEY III, Col, qAFProject Officer, BDR Dir, Engineering & Servicels toratory
E. GOIN, Lt Col, USAF Accession ForJi.f, Engineering Research Division SI R&
DTIC TAB ClUnannounced 0
foi~~\ justificatio
? By _
Distribution/
Availability Co~des
(The reverc7;e of tliic page is blank)A*1 ndrDist special
T'ABL.E OF CONTENTS
Section itePage
I INTRODUCTION..................
II TENSILE STRUCTURE CONCEPT ......... 2
III ANCHORING......................9
IV FINITE ELEMENT MODEL AND ANALYTICALRESULTS....................14
V FABRTCATION, INSTALLATION, AND OPERATION .24
VI CONCLUSIONS AND RECOMMENDATIONS. .. ...... 35
REFERENCES ................... 37
Appendix
A DATA OIN CANDIDATE ADHESIVES..........38
M'

LIST OF FIGURES
Figure 'rtePage
1 Tensile Structure Concept. ......... 3
2 Unit Width Membrane Strip Over theCrater. ...................
3 Forces in Structural Memb-rs .. ...... 12
4 Shear Stress Diagram in AsphalticConcrete...................l
5 Finite Element Mesh for 5-foot Crater 18
6 Finite Element Mesh for 20-Foot Crater. 19
7 Finite Element Mesh for 40-Foot Crater. 20
8 Membrane Arrangement for 40-Foot Crater 22
9 Coil Loading on a Trailer..........27
10 Coil Unloading F'rom a Railro:id Car. . -28
11 Coil Roiling ........... ..... 29
12 Coil Deployment ......... .... 30
iv

SIC'l ION I
I NTROI)UCT I ON
Structural stiffness necessary to bridge a span tu
support a vertical load over it can be obtainted in two ways.
The first employs a conventional, geometrically stable structure
(beam, truss, arch, plate, shell, etc.). The second way,
different in principle, is to stiffen a flexihle system (kinematic
chain) by introducing an appropriate prestressing force. High
strength obtained in .certain modern materials makes it feasible
for the stiffness of a prcstresed tensile structure to approach
that of conventional structurcs. Furthermore, the continuing
trend of increased material strencth is clearly favorable for the
second alternative, ,:,rticularlv so because buckling is not a con-
sideration for ti latter kind. Also, light weight and flexibility
prior to prestressinF make tensile structures portable and de-
ployable.
This research .lt,-rt is directed towards establishing
the technical feasibi i ty ao! practical implications of the tensile
structure concept as :pp] ic t., runway bomb repair. Specifically,
the structire consist:; of a tliin-sheet membrane placed over a
bomb cratec in the runway, str,'tChed (prestressed). and anchored.
One ef the a: tractive features of the concept is its insensitivity
to the crater pattern and, to a certain extent, to the individual
crater size and shape. Also, it is possible that the repair time
could be reduced considerably, as compared with other repair
methods.
The following sections contain an outline of the concept,
its basic features and structural behavior, some suggested
structural details, and such pertinent aspects as fabrication,
transportation, and deployment.
"I"l

SECTION I I
TENSILE STRUCTURE CONCEPT
This section provides tie technical background necessary
to understand the somewhat peculiar features of tensile structures
in general and the proposed stru,:ture in particular. Consider a
simple chain shown in Figure 1(a). It allows a variety of con-
figurations and its kinematic analysis shows (Reference 1) that
it possesses
n = 2 p - c = 2 x I - 4 = 2
degrees of freedom. Here p is the number of pins, each possessing
two degrees of freedom (in plane), and c is the number of constraints
(bars), each one depriving the system of one degree of freedom.
Now consider a slightly modified system of Figure l(b),
the configuration of which is rectilinear. This system also
possesses two degrees of freedom; however, these cannot be realized
and the system lacks kinematic mobility, in other words, if made
of an ideal undeformable material, the system possesses a unique
configuration in spire of the fact that it has two degrees of
freedom. The system in consideration is the simplest representa-
tive of a wide class of structures ("quasi-variant") comprising,
in particular, the so-called "tensegrity structures" patented by
R. B. Fuller (Reference 2). Their structural behavior is quite
unusual. Some of its relevant features (References 3 and 4) are
exposed and discussed in the following paragraphs with simple
structural models for illustration.
Like any structure made of a real material, these systems
develop elastic (as opposed to kinematic) displacements owing
to material pliability. However, the basic relations between
displacement, strain, stress, and load carrying capacity are
rather peculiar, loads that the system is capable of balancing
in its initial configuration are called equilibrium loads. Under
such loads, the system behaves convent jrinal v , e.g., it develops
elastic displacements but no kinematic ei p ,,cu ts ,tc. Shown
in Figure 2 is a cable(or a unit width membrane strip) with fixec.
2

(C)
Figire . Tens Lle Structure Concept
L/2 L/Z
Figure 2. Unit Width Membrane Strip Over the Crater
3.
k _ _, .. . .. . .

ends and initially rectilinear contigurat ion. fhe equilibrium
loads for this configuration consist of iorces acting along the
cables, and only elastic displacements take place.
Loads involving transverse components, like a concentrated
force, P, at the midspan, are nonequilibrium loads; hence, to balance
them, the system must change its configuration. For the final
deformed configuration of the cable (Figure 2), conditions of
statics require that
d -PL IdP4T '=2 l
where d is the midspan deflection, , is the slope (assumed small),
and T is the final value of the cable teAnsin. Simple geometric
consideration shows that the elastic elon.,atioui of the cable, ,
and the corresponding increase ..T of the tension are, respectively,
E -- I I 'T = EA - 2 )cos 21
where EA is the axial stiffness of the cable.
These formulas suffice to demonstrate the above-nentioned
peculiar features of the structural hehavior of the entire class of
systems in hand under the action of nonuquilibrium loads.
(1) As follows from the loaid-displacement relations,
Equation (1), the tension plays the role of a stiffness parameter;
both the deflection and the slope are directly proportional to the
external load and inversely proportional to the tension.
(2) It is readily seen from Equation (2) that the strcin
and the corresponding axial force induced by a non equilibriur.
load are proportionate to the square of the linear or angular
displacement; thus, a small displacement gives rise to the strain
and internal force of the second order of smallness.
(3) Bearing in mind that T in the above formulas is
the final value of the tension force, it is obvious that doubling
the external load does not double either di splacement or, even
more importantly, the tension in the cable. This characteristic feature,
called "geometric strain hardening," provides an inherent, built-in,
, i M I I | I

additional safety factor.
(4) It i- convenient d I ust if ied to state that, because
id goometric 't r;iin li;irdenin , Ilti load ('.Irrv n. -jp:(itv of the
system under considelration is determined by the material's ult imate
elongation rather than its ultimate strength. In otlier words, upon
reaching the yield stress, there still exists a tremendous reserve
of load carrying capacity; for a material (steel) with the ultimate
elongation of 18 percent and the yield strain 0.33 percent,
even conservativelv disregarding maiterial strain hardening, the
ultimate load exceeds tie vield load by a factor of about
/-0.18= 6-0-7 7
The moodel of I-igurc 2 is utterly simple. Nevertheless,
it reveals the quintessence ot tihe tensile structure concept, accuratdelv
reflects its basic properties and features, and explains their
origin and meaning without unduly complicating and obscuring them
with accompanying dtails irrelevant for the moment.
With regard to the thin-sheet membrane of interest,
two important practical implications follow from the above general
description:
* The governing factor determining the membrane thick-
ness is the allowable slope rather than (what one might expect)
the crater span or the membrane load carrying capacity.
For the tensile structure concept, the lateral stiffness
is proportLional to the imount of prestressing and is therefore
inversely proportioniiI to the allowable slope fEquation (1)].
The maximum allowable slope or a bomb damage repair ranges from
0.33 percent to 3.3 pcrcent. This allowable slope is critical
in the design of tihe tenqile structure concept, as a reduction
of the allowable slope from 3.3 t., 0.33 percent requires more
than a 10-fold increase in tilc prestress level. This produces
a corresponding increase in membrane thickness and anchoring re-
quirements. Therefore, throughout this study it was assumed that
a 3.0 percent slope would 'eet all runway repair requirements.
3
Some reduction of this slope may b possible, depending primarily
upon runway pavement strength characteristics. It would appear,
however, that reduction in the allowable slope to less than
0.33 percent would impose excessive requirements in terms of
increased membrane thickness and anchoring requirements. A
viable alternative to these increases would be the use of a water
bag underneath the membrane.
The second part of Equation (1) shows that, for a cable,
the slope simply does not depend on the crater size; this is bas-
ically (albeit not exactly) true tor the mnebraine as well. With
regard to the allowa'ie slope of 3 percent, for an initial!%
stress-free membrane, it would 'e ,"li v d long before the ulti-
mate elongation and, hence, thu had carr\ ing capacity of the memhranc
is approached. Fhis C learly su,,,cests the s ,cond i-npl icat ion.
* The membrane should be. prestressed to a level close
to the yield stress. Specifi'ailv, additioncl strain resulting
from the 3 percent allowable slope shuulG bring it to yield
within a nominal safety margin designated to avoid actual yield,
which would be undesirable but far from fatal.
Thus, the membrane is prestressed almost to yield
before its main (and practically the only one) load is applied.
Such is the specificity of the tensile structure in consideration.
In this way, both the utmost utilization of the material strength
and the maximum achievable stiffness of the membrane are attained.
In light of the above, some requirements of the membrane
material become apparent. It must have ao high a yield stress
as possible, yet be weldable without degrading strength and,
above all, must not be brittle. Orthotropic materials like
fabric or fiber-reinforced films are not good because of their
relatively low shear resistance. This practically narrows the
selection to some sort of steel, such as the USS T-1 constructional
tvalloy steel (minimum guaranteed yield stress Fty = 100 ksi,u
ultimate elongation e - 18 percent) or the somewhat more expensive,
but far suprior 9Ni-4Co-0.20C steel (Fty = 180 ksi, ell = 10 percent)
(Reference 5).
The utmost utilization of the membrane strength is achieved
6

NN
under biaxial tension; this is hig~hly desirable for yet another
reason, the minimum dteflection and slope. As a first cut, a
ro tg) (ho t10Iconise rv\t! i Ve) tv. iI tiI ioil o f L h1e b)ia3-,i a II stLres se d
membranc- can be obtai ned 1w re-present ing it with two perpendic-
ular, crossing, uinit width strips and using thle above formulas.
This, however, requires that the membrane be biaxially prestresscd
and securely anchored in everv direction. The feasibility and
practical implementation of such anchoring is discussed In the
next section.
To get an idea ol thc mntnitUde of membrane forces and
stresses to be dealt with, cons ider those produced by the F-4E
(single wheel load, 27.000 pounds; tire pressure, 265 psi).
The Lire imprint area is rougnhl% 100 in~ (assumed 10- x 10-inch
square) and the total load carried by thle most stressed, unit-
width longitudinal strip of tile membrane can be taken
P =265 x 10 = 2650 lb/in
At the 3 percent al low-ible slope this results in membrane
tension, Equation (1)
T 265 44, 167 lbin2 x 0.03
for a uniaxially stressed membrane and
'T 22,083 lbin
for a biaxiallY stressed one. In the latter case, the required
thickness of a membraine of 1'-l steel is of the order of 3/16
inch. The conservatism of this crude estimate was confirmed by
a more accurate finite eiement anialysis. Note that calculated
stresses do not r0f leCt the dynamic load action, which could be
aIccounted for as a first approximation b,, introducing a dynamic
load factor. This ,-,s not done, however, since there is no
doubt in thle load carrvi ng capac ity of the membrane and a more
rigorous dynamic :ina ilys s is one of the subjects of Phase Il
of this project.

The horizontal braking forces have also been neglected
in the analysis. It is assumed that the additional stress induced
in the membrane by the braking loads is negligible when compared
to the total membrane stress, or even prestress alone. Inclusion
of these braking forces would therefore unduly complicate this
analysis. However, should it be desirable to include braking
forces in a more comprehensive analysis, they tan be accommodated
easily.
8

SECTION II1
ANCHORING
Rather high tension force is tile manifestation of yet
another characteristic feature of the type of structure in hand;
its action is such that each pound of vertical load translates
into many pounds of tension with the amplification factor of
the order of the inversed slope. Now the problem is to support
this tension force externally, i.e., to anchor the membrane.
Basically, there are only two possibilities: edge anchoring or
surface (continuous) anchoring. These must be carefully weighed
against each other.
The edge anchoring requires a structural adaptor trains-
ferring the membrane tension to a supporting structure. It would
be highly advantageous to employ the surviving runwav as an
anchor, e.g., by attaching the membrane at the runway expansion
slab joints which form a regular pattern. Significant effort
was made in an attempt to find a practically sound structural
solution along this line; however, no satisfactory solution was
found. Some of the difficulties encountered are:
0 The concrete slab edge would have to be considerably
modified and reinforced to render it capable of supporting the
required force. The modification would be reasonably feasible
for a new construction runway, but does not look practical for
retrofitting an existing runway.
* Since the damage pattern and location are more or
less random, all the slab edges would have to be modified in
order to provide the necessary versatility while using modular
membrane lengths. Therefore, cost would become a serious factor.
* Attempts to design a system of edge anchors independent
of the runway proved to be discouraging; their construction volume
and complexity would be comparable to the runway itself.
Surface anchoring Implies bonding the membrane to theI runway pavement, thus utilizing the entire surface area of the
membrane except for its poto vrthe crater. The continuousI

character of this connection suits perfectly the continuous nature
of the membrane; in addition, it provides biaxial anchoring (it
would take four edge anchors to do the same). This "spread"1
anchor uses the existing attribute of the membrane (its surface)
and requires neither additional structural parts (adaptors) nor
runway modifications. It is less vulnerable to possible damage
(local damage to the edge anchor might be fatal for the entire
membrane).
So far the recognized disadvantages and problems of the
continuous anchoring are:
(1) Some preparation of the pavement surface will be
required prior to bonding (to remove loose gravel, sand, or dust;
to dry the surface in order to achieve full adhesive strength, etc.)
(2) To preclude the possibility of brittle rupture,
the adhesive must undergo considerable elongation, shear defor-
mation, before its ultimate strength is achieved.
(3) Rheologic effects (creep) in both the adhesive
and, maybe even more so, in the asphaltic concrete must be care-
fully evaluated and controlled; otherwise, considerable loss of
prestress in the membrane can occur.
Pavement surface condition and necessary preparation
represent an important consideration. Actually, this aspect is
about the only advantage of the edge anchoring, which is practically
insensitive to the surface condition. However, both this and the
second aspect (adhesive toughness) become somewhat less critical
in the light of very moderate requirements to the adhesive strength.
The fact is that the available, though rather scattered, data
suggest that the shear strength of asphaltic concrete (Reference 6)
can be conservatively taken in the range of 200 to 300 psi, so that
the bonded connection can be easily as strong. Having the adhesive
bond stronger than the asphaltic concrete does not make sense,
because in this case the asphalt becomes a weaker link. Therefore,
the easily obtainable reserve of the adhesive strength may be used
to partially offset the strength reduction owing to the pavement
surface condition, thus enabling the otherwise stringent require-
ments to be relaxed to a certain extent.

Taking the above figure of 200 psi as a representative
one for the time being and assuming the membrane tension force to
be 22,000 lb/in, the necessary anchoring length can be evaluated
as
22,000 lb/in =10ice200 psi =10ice
This length can be afforded easily. Actually, it shows
that factors other than the bonded connection strength are likely
to govern the required amount of the membrane area beyond the
crater. Two such critical topics of immediate concern are:
(1) The creep rate of the asphalt, especially at
high ambient temperatures, and its brittleness at low temperatures.
Of these, the first o~ne seems to be of a lesser concern since the
asphalt pliability at elevated temperatures enhances a more uniform
shear stress distribution over the large bonded area. The
lower stress level will, in turn, reduce the creep rate. With
regard to brittleness, it must be carefully evaluated experimentally
and minimized by all possible means. The hazard is the possibility
of an abrupt brittle failure, e.g., in peeling mode. Note that
both the potentially hazardous features are associated with asphalt
and are much less critical in the case of concrete pavement.
(2) The amount and the pattern of runway damage must
not exceed certain limits within which the surviving runway is
capable of supporting reaction forces induced by the pre-
stressed membrane. There are compression forces and bending
moments in the runway slab and slab-subgrade friction (Figure 3).
To improve the reliability of the membrane bonded
connection, it might be complemented with explosively driven studs
"priveting" the membrane to the pavement. These would be especially
efficient in preventing the peeling mode of failure. However,
this would introduce an additional "technology," increase the
repair time, and in case of poor installation jeopardize the
aircraft tires by possible protrusion. Far more preferable
is another structural solution which would cut through all the
above-mentioned difficulties and problem areas by appreciably

Compress ion
32
-60 1(Dimensions in feet)
Water bag- Membrane Slab
Friction
concrete
Concete-~........ ~Compression
Subgrode friction forces
Figure 3. Forces in Structural Members
12

reducing the membrane tension requirements. This solution is
rather simple and straightforward: to introduce a lateral support
by installing a water bag in the crater (Figure 3).
First, some midspan support of the membrane is required
to prevent it from sagging in the crater during installation;
the absence of such support would complicate both the deployment
and, especially, the prestressing. Employing a water bag appears
to be the most practical way of accomplishing this task.
Second, introducing this additional support affects
in the most favorable way the entire chain of involved problems-
amount of prestress, membrane thickness, anchoring, pavement
strength, and creep.
Third, it will smoothien considerably the bump produced
by the landing gear passing over the crater edge, the bump which
is potentially damaging to both the aircraft and the membrane.
Interestingly, it is reasonable to expect that, the higher the
aircraft speed, the stronger the smoothing effect of the water
bag.
Taking into account the simplicity of the water bag
installation, as well as the just listed advantages, it should be
considered as a highly desirable feature, especially for larger
craters.
13

SECTION IV
FINITE ELEMENT MODEL AND ANALYTICAL RESULTS
The formulated analytical model simulates a thin pre-
stressed membrane bonded to a 4-inch-thick layer of asphaltic
concrete. Analyses were performed using the contractor-developed
finite element program SHELL, comprising two types of finite
elements: a constant-strain, prestressed membrane triangle and
a truss element. Accordingly, the layer of asphaltic concrete
(together with a thin layer of adhesive) was represented by an
arrangement of truss elements.
Data on the mechanical properties of asphaltic concrete
(modulus of elasticity, shear modulus, yield stress, etc.) are
scattered. These properties are also strongly temperature de-
pendent. In the absence of more accurate data, some assumptions
were made on both the properties of asphaltic concrete and its
bonded connection with the steel membrane. The Young's modulus
of asphaltic concrete was taken as L = 500,000 psi for one group
of cases and E = 100,000 psi for another. The contribution of
the thin layer of adhesive to the compliance parameters was
disregarded, i.e., the bond was assumed to be much more rigid in
shear than the asphaltic concrete. The underlying layer of concrete
was also considered absolutely rigid. These simplifying assump-
tions were made not because of the complexity of the analysis
(which is relatively simple) but as a matter of being consistent
with the accuracy of the above-mentioned input data.
The smallness of the allowable slope and, hence, deflec-
tion makes the problem geometrically linear, albeit not in the
conventional, straightforward meaning of this definition (identifying
the initial configuration of the structure with the final one).
Obviously, the two configurations are different (Figure 2) and this
must be taken into account. However, the additional elastic elonga-
tion of the membrane induced by the live load is small as compared
with that induced by prestressing. Therefore, the membrane stres
figuring in the stiffness parameters (which must be the final stress
14

value) can be identified with its initial value. This is what
makes the problem gnnr',L ri'.i lv I inear. Of course, the final
values of stressce; in th,, nitcmhriic obtained by Lhis analysis
are different from the initial ones and their difference shows
how well justified is the disregard of geometric nonlinearity.
Last note that, for this type of structure under consideration,
the geometrically linear approcich is conservative; both the
deflection and the membrane stresses :ire slightly exaggerated.
As far is material nonlinearity is concerned, it is
not an issue with the membrane. Though it would not be fatal
if the membrane yielded (because of geometric strain hardening),
the resulting permanent waviness would be detrimental to its
stiffness and could also reduce the operation life span by
facilitating fatigue and crack growth in welds, especially if
the latter are embrittled. Accordingly, in the analysis, the
membrane was always assumed elastic.
Unlike steel, asphaltic concrete exhibits complex
material behavior involving both rheologic features (visco-
elasticity and viscoplasticity) and material nonlinearity. It
was decided, however. at this stage of the project, to represent
it as a linearly elastic material while reflecting both the
material nonlinearity and the efftect of creep by an appropriately
reduced value of the modul us of elasticity.
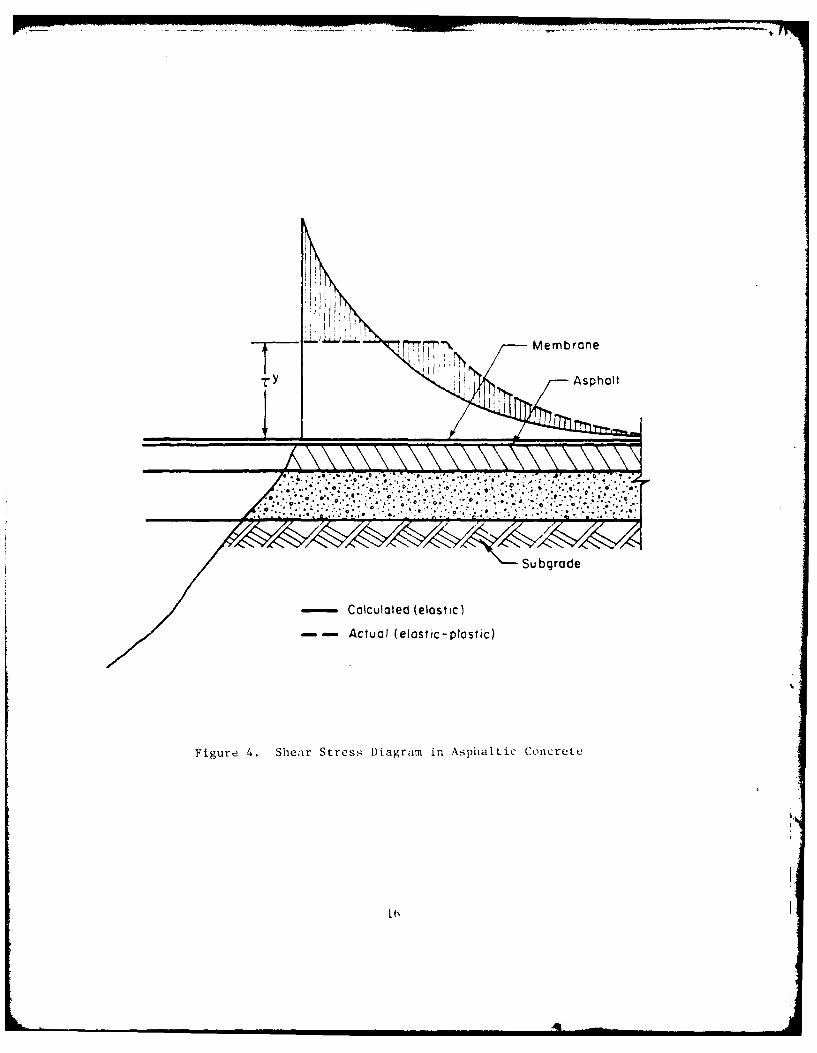
One of the implications of the above assumption is the
fact that calculated shear stre'sses in the asphalt in the vicinity
of the crater edge can be expected to considerably exceed the
ultimate shear stress while rapidly decaying with distance (Figure 4).
The aictual shear stress diagrm taking into account the elasto-
plastic behavior is shown by the broken line, assuming equal
shadowed areas above and below the shear yield stress TY.
Strictly speaking, this assumption is true if the stresses in the
membrane ire the same in both casts, whiich is a reasonable working
assumption considering thc loc;l] character of the above shear
stress redistribution. Thus, disregarding the material nonlinearity
oi asphaltic concrete, white considerably reducing the computational
volume, results only in a local redistribution of the shear stress
15
' ____________. ...___. ..____.. ..
Su bgrade
-Calculated (elastic)
- Actual (elastic- plastic)
Figure 4. Shear Stress Diagram in Asphaltic Concrete
16.
I AN

and hardly anY dist,.rtion in the membrane stress state. For this
reason, the assumption is regarded as fully appropriate at this
stage.
For all the crater sizes and aircraft loads to be tested,
it was decided to use just one 60- x 32-foot, 3/16-inch-thick
steel membrane. A number of considerations were taken into account
when sizing the membrane (in particular, fabrication, transporta-
tion, and deployment). Though some adjustments of the sizes are
possible as a result of a more detailed design, the analyses
carried out so far show that, basically, the sizing is correct.
Three finite element meshes were generated, according
to the three designated crater sizes--5, 20, and 40 feet in
diameter (Figures 5, 6, and 7, respectively). The first mesh
(5-foot crater) assumes four axus of symmetry and, accordingly,
comprises one-eighth of the analytical model. The two remaining
meshes assume only two axes of symmetry and represent one-quarter
of the analytical model. As seen in the figures, the crater con-
tours, compatible with their respective finite element mesh
patterns, are intentionallv made only approximately circular which
is consistent with the real, somewhat irregular, crater shapes.
The loading sequence was the same in all three analyses.
First, thermal prestressing of the membrane was simulated to a
more or less uniform initial stress of around 100 ksi (recall
that 100 ksi is the minimum guaranteed vield stress for T-I
constructional alloy steel, and 180 ksi is the same for
9Ni-4Co-0.20C steel). Then the vertical load from the aircraft
was applied at the assumingly most unfavorable location over the
membrane. The configuration of the load corresponded to the land-
ing gear tire pattern with the loaded area equal to the gear load
divided by the given tire pressure (in Figures 5 through 7 the
loaded elements are shadowed).
For 5-foot and 20-foot craters, the bonded area of
the membrane outside the crater was more than sufficient to
pr,)vLde complete biaxial anchorin:.;. As a result, the membrane
performance was superb, with rather uniform stress distribution
and small deflection. Following are some data on the 20-foot
17

Crater contour
415
Figure S. Finite Eltemmnt Mesh for 5-FooL Crater
18

i234567891OH121314i5
X \f\
45
47 7
101101 \2NV\-, X. S>..2( , \ \l \1 \ <
136
<148 a
)69
82
9
-\N
< >
19C 9.
.92 X!93 \.4
\197 \,98 \2.0.
\202 \C3 \ .4 205\
;2,) 1 N28209 2,0 IN'
rigure o. Finite ElonionL Xt.-;h for 20-Foot Crater

3l \"2~ 35 X lb2'3
37 1a so so 62
2 U2

crater under C-14113 load (.'*Kgur, 6).
The maximum tr.-1 in tht- membrane occurrLd in Element
33-49-50 where the principil stresses iii ksi rose from 117
and = 110 in the state of prestress to 1= 32 and c., 117,
respectively, under the main ge.ir Load. The maximum deflection
in the membrane occurred at Node 18 it is d = 1.72 inches,
which is only 0.014 of the crater radius, so that the slope is
just under one-half of the -l lo'.,,able slope of 3 percent (ad-
vantage of biaxial stress state).
The repair pdttern and its performance were somewhat
different for the 40-foot crater. It was found impractical (though
not ruled out) tl have a singie membrane of the size necessary
to cover this crater. Instead, two membranes measuring
60 x 32 feet can be combined to do the job with two possible
arrangements as sho wn in Figure 8. The first (criss-crossing)
arrangement seems adV\antageouS, but it is not always feasible,e.g., when the crater is close to, or goes beyond, the longitudinal
edge of the runway. Nevertheless, this arrangement was analyzed
for C-141B load.
Assuming that each of the two criss-crossing membranes
supports half the total load, only the first quadrant of one
membrane was modelltd (Figure 7). As expected, the state of
prestress came out !..uci less uni form, because one edge of the
membrane is not anchored at all. Therefore, the initial stress
state vacl-Ls from a uniaxial stress along the free edge to a
rather nonuniforrm bia:ial one at the middle of the membrane.
The most highly stressed element is 10-20-11 with its principal
stresses in ksi risen rom = 115 and 2 16 in the state
of prestress to - = 138 and 2 = 36, respectively, under load.
Tile maximum deflection (Node 2) is d - 4.46 inches or 0.019max
of the crater radius, which is considered reasonable for an
almost uniaxial stress state and confirms the conservatism of
the first-cut estimate based on the elementary analysis of a
unit width membrane strip.
The asphaltic concrutL, performance was in line with
expectations. With Its moduluS of elasticity taken as E = 140 ksi,
21

CI
I I
C
C
o to
22A

it developed a peak shear stress of only 375 psi, rapidly decay-
ing with distance from the crater edge. The stress redistribution,
similar to the one shown in Figure 4, would certainly take
place if viscous and nonelastic behavior was taken into account.
The objective of the described analytical effort was
to quantitatively characterize the tensile structure concept
and to establish the major features and trends of its structural
behavior. This has been done at the level of accuracy adequate
to the feasibility study and sufficient for tentative material
selection and member sizing. To this end, the membrane stresses
may be scaled up (9Ni-4Co-().20C alloy steel) or down (T-1
alloy steel) with the corresponding adjustments in the membrane
thickness. Addressing titLe problem with all the rigor of modern
stress analysis will be in order when (and if) the feasibility
is proven and more complete data on membrane-pavement interaction
are obtained.
The analytical results of this study appear encouraging,
although the dynamic phenomena have not yet been considered,
and the propertie.- ot asphaltic concrete have not been fully accounted
for; however, the significant structural support possible through
the use of n water bag installation has not been considered either,
and there is every reason to expect that its effect will be
rather far-reaching.
I
23

SECTION V
FABRICATION, INSTALLATION, AND OPERATION
All these aspects are directly related to the membrane
material selection. So far, the best candidate material for
the membrane remains the 9Ni-4Co-0.20C alloy steel. It leaves
little more to be desired from every respect taken into considera-
tion, except its cost which is discussed below. Some of the
most important (for this particular application) properties
(Reference 5) of the 9Ni-4Co-0.2OC illov steel are:
"The alloy was developed specifically to
have excellent fracture toughness, excellent
weldability... it can be readily welded
in the heat-treated condition with pre-heat
and post-heat usually not required.. .The
alloy may be exposed to temperatures up to
900OF.. .without microstructural changes
which degrade strength."
The properties just listed suggest that the membrane
can be prefabricated by welding it from parallel sheets arranged
longitudinally. It will easily sustain the elevated temperature
necessary for prestressing without loss of strength.
An attempt was made to provide a direct cost comparison
between the 9Ni-4Co-0.20C alloy steel and the T-I constructional
alloy steel. It was found that to make such a comparison at
this early conceptual stage is not practical. This is due to two
factors. First, the T-1 alloy steel is a widely available,
common constructional steel, whereas the 9Ni-4Co-0.20 alloy has
been developed primarily for use in the aircraft industry. At
present 9Ni-4Co-0.20 alloy Is considered a "speciality" ste1t,
and is neither commonly used nor widely available. A firm price
for the 9Ni-4Co-0.20 alloy could therefore not be established.
24

Second. the cost for either the T-] alloy or the 9Ni-
4Co-0.20 alloy will vary greatly depending upon the quantity of
steel required. Should the proposed use of tensile structural
membranes be adopted and put into large-scale operation, the
price per pound of both alloy steels would undoubtedly decrease.
It is also reasonable to assume that the price for the 9Ni-4Co-
0.20C alloy steel would decrease in a relative sense more than
the T-1 alloy steel. However, tile specific amount of such a
reduction in price has not been determined.
For the above reasons, a direct cost comparison of
the two steel alloys has not been made. It should he assumed
that the 9Ni-4Co-0.20C alloy steel will be more expensive than
the T-1 alloy steel. Selection between the two alloys will have
to be delayed until specific requirements in terms of material
strength, conriguration, and quantity have been established.
TransporLation, storage, and deployment methods, most
likely, will be those used routinely in the construction of
large prefabricated steel reservoirs (Reference 7). The only
difference is that the prefabricated reservoir sheets are up to
60 meters long, 12 meters wide, and 6 to 7 millimeters thick
which makes their weight in excess of 30 tons. To compare, a
00)- x 32-foot. 3/16-inch-thick membrane weighs under 8 tons, which
enables more conventional equipment (lighter trucks, tractors,
and trailors) to be used for transportation and deployment.
Upon fabrication, the sheets are coiled on a ring-
stiffened cage necessary for the right coil formation and preserva-
tion of the:shcer's form in loading, unloading, and shipping. The
minimum allowable coil diameter is determined from the condition
that no permanent strain should be induced by coiling; thus, the
diameter depends on the sheet thickness and the ratio of the
modulus of elasticity and the yield stress for the material in
ha nd: I)
t v
For T-1 constructional alloy steel:
10 3( - t = 300 t
100
2 5

and for 9Ni-4Co-0.20C alloy steel
D ? -- 800. = 160 t180
For a 3/16-inch-thick sheet, the two respective minimum diameters
become \, 60 inches and 30 inches, both more than adequate to keep
the sheet far from the oversize load category (recall that the coil
length, i.e., the membrane width, is 32 feet).
Some operations associated with coil handling at loading/
unloading, transportation and deployment, as applied to tile above-
mentioned, much heavier prefabricated parts of large cylindrical
reservoirs, are shown schematically in Figures 9 through 12.
These are reproduced from Reference 7 wnich contains some further
details and references.
An operation both peculiar to and crucial for the
tensile structure concept is prestressing. It was briefly dis-
cussed in one of the preceding sections, in connection with
anchoring. Basically, there are only two ways of prestressing
the membrane--mechanical and thermal. Generally speaking,
either one is compatible with both edge and surface anchoring.
However, mechanical prestressing requires some edge adaptors, which
transform continuously distributed membrane stresses into discrete,
concentrated forces acting at a number of anchors. This results
in several serious disadvantages associated with mechanical pre-
stressing.
First, because of the huge total prestressing force in
the membrane (tension per unit width, ', 22 kips/inch, times the
membrane width, 32 x 12 inches, i.e., 8,448 kips), either the
size or the number of individual anchors (or both the size and the
number) would be large. Accordingly, either the individual capa-
city or the number of hydraulic jacks required for prestressing
would be large. All the equipment units would have to be operated
synchronously, requiring a lot of well coordinated manpower and
pumping station power. The possibility of biaxial prestressing
would become more then problematic.
Second, it would not make sV'nsc to prust ress the membr:mn,
26
AN

pFijr 9. Co il Loading on a Traile'r

Figure 10. Coil Unloading From a Railroad Car

V777
Figure 11. Coil Rolling
19

Figure 12. Coil DeploymenL
30

mechanically and employ surface anchoring (bonding). Indeed,
to invest so heavily in the structurally complex system of
mechanical anchors and use them only for prestressing and not for
anchoring seems illogical and wasteful (the anchors would have
to be removed). As mentioned earlier, edge anchoring, as opposed
to surface anchoring, is much less versatile because it would
require some modification of all the concrete slabs and thus would
practically rule out retrofitting the existing runways. More-
over, it does not look trivial to embed the anchors in the pavement
to provide a smooth flat surface.
Hence, the only remaining alternative--thermal prestressing--
must be assessed very carefully. Technically, it looks both
feasible (it takes only about 300*F above ambient temperature
to produce the necessary thermal expansion) and attractive (almost
effortless as compared to the mechanical means necessary to induce
the required thousands of kips). The possibility of combining
the membrane heat-up with thermal cure (mandatory for many ad-
hesives and requiring roughly the same temperatures as prestress)
renders the method even more attractive. This method, however,
is not as simple and straightforward as it appears.
The fact that, in order to acquire a uniform prestress,
the membrane must be reasonably flat (stress free) in the heated
condition. Only a linearly varying temperature distribution
(uniform temperature, for the purposes of this application)
leaves the membrane stress free. Suppose, for instance, that
only the circular membrane area over the crater is heated up.
This would give rise to a thermal stress field with some of the
stresses (mainly in the heated zone) compressive. This area
would buckle out of plane, that is, bulge or sag. Now, if in this
state the membrane was anchored and cooled down, the bulge would
disappear but virtually no prestress would be induced.
One the other hand, heating up the whole membrane has
disadvantages too. Upon cool down, the procedure would induce
excessive but unnecessary stress in the pavement (much more than
the anchoring requires), thus aggravating pavement strength and
creep problems. Fortunately, many of the adhesives requiring
31

thermal cure (Appendix A) do not acquire appreciable strength in
the course of cure. This means that the bonded area of the membrane
might cool down and shrink without experiencing much resistance
from the bonded connection, i.e., not inducing much stress in
the pavement. If the middle segment (say one-third of the total
length) of the membrane is kept hot until the adhesive acquires
a certain strength after which the membrane is cooled down, the
desirable prestress in the membrane will be obtained. It will
not be uniform, however, because of the complicated temperature
patterns and different anchoring actions in the longitudinal and
transverse directions of the membrane.
Heating up the whole membrane has one more side effect:
it will be accompanied by heating at least the top layer of
asphalt. This necessitates assessing and, possibly, controlling
the whole chain of consequences (reduced modulus of elasticity,
increased creep rate, and the like).
It is possible to avoid heating up the whole membrane
by employing an adhesive which cures at ambient temperature (epoxy
based adhesives). In this case only the middle segment of the
membrane will have to be heated and a uniaxial prestress will
be obtained. In any event, some additional effort and more
information on the properties of materials involved (mainly,
asphaltic concrete and adhesive) are required before a suitable
combination of heating and bonding patterns is developed to
optimize the membrane state of prestress. With regard to the
heating-up process itself, the main problem is to identify a
suitable combustible material from the standpoint of burning
temperature and time. It could have a consistency (and, maybe,
other properties) similar to that of sterno paste, which burns
quietly, and is simple to handle and apply.
The envisioned installation procedures are as follows.
After initial preparation of the runway surrounding the crater
site, consisting mainly of removal of debris or loose gravel,
the tensile membrane will be positioned over the damaged area.
The anchoring adhesive and combustible material will then be
32

applied simultaneously. Details related to application of the
adhesive will depend upon the specific adhesive chosen, but it
is likely that an adhesive coating will be applied to both the
runway surface and the underside of each end of the membrane.
The combustible material will be applied to a narrow band across
the middle segment of the membrane.
Once the adhesive and combustible materials are in place,
the combustible material will be ignited. The middle segment
of the membrane will be required to reach about 400*F. The
middle segment can be heated to this temperature in a matter of
seconds, since the membrane is so thin. Once the middle segment
has reached the proper temperature, the membrane will have
lengthened in a uniaxial fashion, and the adhesive-coated runway
and tensile membrane surfaces will be brought in contact. The
anchored ends will be relatively cool, since the distance from
the ends to the middle segment is about 20 feet. It is likely
that any heating of the ends will in fact be beneficial, since
heating normally accelerates the bonding process and in most cases
strengthens the bond, In some cases, bond pressure during the
adhesive cure is also beneficial. It may be possible to obtain
this pressure by driving a tractor or truck over the anchored
ends of the membrane during cure. Equipment of this nature
will already be in the immediate area, since it will have been
used to move the tensile structure to the crater site initially.
It is critical that the adhesive bond reaches a significant
percentage of its ultimate strength prior to membrane cool down,
since it is by this mechanism that the tensile prestressing of the
membrane is achieved. Given the present wide variety of adhesive
types and adhesive properties, there is little doubt that a suit-
able adhesive can be identified during Phase 11 of this project.
The above installation procedures are admittedly at
a conceptual. stage. However, it is felt that these procedures
will be simple and straightforward and that a total of three
personnel with rudimentary training should be able to perform
these required tasks quickly.
An important aspect of the tensile structure performance
3 3

is its durability. In this case, it is the physical time life
span rather than the number of operating cycles (takeoffs and
landings). The reason is that the creep, with the resulting
loss of prestress, is the most probable critical factor for the
structure being operable. Since the stress fluctuations are neither
large nor long, it is the induced prestress level that, other
things being equal, determines the creep rate. Again, it will
take additional informationand effort to resolve the question.
For the time being, it would be reasonable to consider this repair
as temporary, with a variety of ways to Increase its longevity
or to render it permanent (e.g., by pumping some solidifying
foam or concrete mixture beneath the membrane).
Judging by the anticipated number of loading cycles,
fatigue failure should not be a major consideration. To accommo-
date membrane weakening due to bullet holes or other possible
damage, some reserve of membrane thickness should be allowed.
Repairing a membrane damaged to a point where a considerable
part of the prestress is lost is not practical. In such a case
a new membrane should be installed.
The ultimate goal of a 1-hour repair time appears to
be quite feasible. Given that the proper materials are on hand
and ready for deployment, installation procedures such as removal
of debris, positioning of the membrane, and application of the
adhesive should be accomplished in a matter of minutes. The
critical link in achieving a 1-hour repair time is adhesive
bonding, that is, the time required for the adhesive bond to
gain the necessary strength. Taking into account the rather
large assortment of candidate adhesives and the current state
of the art of bonding technology, the prospects are encouraging.
34

SECTION VI
CONCLUSIONS AND RECOMMENDATIONS
I. CONCLUSIONS
The conclusions of this feasibility study are enumerated
below.
1. Analysis of the tensile structure concept--prestressed
thin membrane--indicates that it may be an alternative to the
existing methods of bomb damage repair, with potential for
considerable reduction in repair time requirements.
2. Since the lateral stiffness of the membrane is
proportionate to its prestress level, the latter must be maxi-
mized. Owing to the phenomenon of "geometric strain hardening,"
it is possible to prestress the membrane close to the yield and
still maintain a more than adequate reserve of load carrying
capacity.
3. Membrane anchoring is the critical aspect of the
concept, from the standpoint of both its reliability and practi-
cality (installation time). In its present state of development,
the anchoring system for the tensile structure concept appears
to be only suitable for the repair of concrete runways without
asphaltic pavement.
4. Surface anchoring (bonding the membrane to the
pavement) is found preferable to its one alternative--edge anchoring.
5. Heating up and anchoring the expanded membrane
is the only practical way of prestressing it to the required
high level.
2. RECOMMENDATIONS
This feasibility study resolved some of the structural
problems and provided unequivocal answers to many questions. The
results obtained so far look encouraging.
At the same time, a new problem area has emerged, the
one associated with the capacity of the surviving runway, in
general, and asphaltic concrete pavement, in particular, to
35
I i II I I li HI I I i . ... . ... . " ; "" in, i
support the high tension in the membrane patch. If further
work is done on the tensile structure concept, this problem
area must be addressed with all the appropriate attention.
The work to be done consists of (1) collecting the
available data on the relevant properties of asphaltic concrete
used in runway pavements, (2) staging rather simple and straight-
forward, but crucial, experimental studies of the bonded connection
between steel membrane and concrete or asphaltic concrete, and
(3) any bonding system validation must be applicable under a wide
range of environmental conditions including rain, freezing to
very hot ambient temperatures, etc.
36

REFERENCES
I Timoshenko, S. P., Theory of Structures, NY (1939), (1965).
2 Fuller, R. B., Synergetics, NY (1957).
3 Kuznetsov, E. N., Introduction to the Theory of CableStructures (in Russian), Stroiizdat, Moscow (1963).
4 Kuznetsov, E. N., International Journal of Solids and
Structures, Vol. 15, pp. 761-767 (1979).
5 MIL-HDBK-SC, pp. 2.53-2.58 (1978).
6 Meukelon, W., Proceedings of the Second International
Conference on Structural Design of Asphaltic Pavements,University of Michigan (1967).
7 Suvorov, A. F. and Lialin, K. V., Construction of LargeReservoirs (in Russian), Nedra, Moscow (1979).
37
APPENDIX A
DATA ON CANDIDATE ADHESIVES
Selected adhesives which will bond steel to concrete
(or asphalt) are listed below. Bond strength of adhesives will
depend greatly on what kind of cure can be obtained. Adhesives
having potential for the present application under ideal con-
ditions of cure, surface preparation, and application are:
* Hughson Chemical Veralok® 200 and 202 (acrylic
adhesive-structural type).
* Hughson Veralok® 506 (acrylic).
0 DuPont CavalonW3001 S plus catalyst 3300 S or
3303 S (acrylic).
0 B. F. Goodrich Plastilok® 610 Nitrile unsupported
film adhesive (polyethylene liners) 16 inches wide,
8 to 40 mils thick (cure 6 minutes at 425*F).
0 Goodyear Chemical Pliobond830 Nitrile adhesive
in methyl ethyl ketone (15 minutes at 350*F).
0 Uniroyal Royal@M6214 elastomer-epoxy (2 part cure
5 minutes at 380*F).
* Hughson Chemlok' 305 and 304 (2 part cure 3 minutes
at 380°F).
Lab work would be required to check the lap shear strength
on substrates (steel concrete and steel asphalt) and to shorten
the cure time.
Adhesives which will bond steel and concrete without regard
to lap shear strength are:
* polyester-isocyanates
* polyisocyanate
* silicone resins
* elastomeric contact adhesives (all but natural rubber
and chlorinated natural rubber)
38
.1.

0 polyimide
* epoxy
0 acrylic structural adhesives.
39
(The reverse of this page is blank)







