NEW USED TIRE RECOVERY PROCESS
FOR VALUE-ADDED PRODUCTS
Dr. Klementina Khait
BIRL, Industrial Research Laboratory
Northwestern University
Evanston, IL 60201-3135
ABSTRACT
The goal of this work is to demonstrate a novel pulverization process
known as solid state shear extrusion (originally developed in the former USSR)
for used tire recovery. Whole tire products and tread tires have been
successfully pulverized into fine powder of different particle sizes and size
distribution. The powder which is formed by shear deformation under pressure
coupled with an extensive cooling has unique particle shape and morphology and
is somewhat reactive.
This novel pulverization process is both technically and economically
superior to other known tire grinding processes.
INTRODUCTION
At present, scrap tires are converted into crumb rubber by either
mechanical or cryogenic size reduction technology. Because of the high cost
of the cryogenic process at liquid nitrogen temperatures, mechanical size
reduction by chopping and grinding at ambient temperature is used more often.
Tires are shredded to about 3/4-inch chips followed by a magnetic separation
of steel and removal of polyester fiber. The rubber chips are then reduced to
rough, smaller pieces by a cracker grinder or granulator in a series of
screening and re-grinding operations to achieve the desired particle size of
about 500 microns.
For the traditional rubber "reclaim," crumb rubber is mixed with water,
oil and chemicals and heated under pressure. During this process the carbon
sulfur bonds are ruptured, and rubber becomes parti ally de-crossl inked (or
devulcanized) and capable of being shaped into slabs. These slabs are shipped
to tire manufacturers as an alternative to virgin rubber for use in tires or
other rubber products. Since reclaimed rubber has reduced elasticity, it is
currently used in only about Z percent of new tires.
The novel used tire recovery process originally was developed as a joint
effort between the Academy of Science in the former Soviet Union and Berstorff
Maschinenbau GMBH of Germany. This process, based on Solid State Shear
Extrusion (SSSE) is both technically and economically superior to all other
known processes. The SSSE process, also referred to as Elastic Deformation
Grinding (EDG), is governed by high shear and pressure. It utilizes
Berstorff's co-rotating, inter-meshing twin-screw extruder1 which converts
coarsely- shredded used tire pieces of about 1/4 inch to a small-particle
size, high-surface, area, somewhat reactive powder. The extruder has
proprietary screw configurations and is equipped with a chiller for rapid
cooling of the powdered rubber during the pulverization process. The
resultant fine tire powder is sorted by vibration screens and is subsequently
transported by a conveyor to a sacking station.
cnUMB RUBBER
PULVERIZATION OF USED TIRES
Berstorff's pilot scale twin-screw extruder 2E-40A was used for
pulverization trials. Used-tire samples of tread rubber (TR) and whole-tire
product (WTP) were donated by Baker Rubber Inc., South Bend, IN. WTP was also
given by Tire Technology Inc., Rockton, IL, and peel rubber was provided by
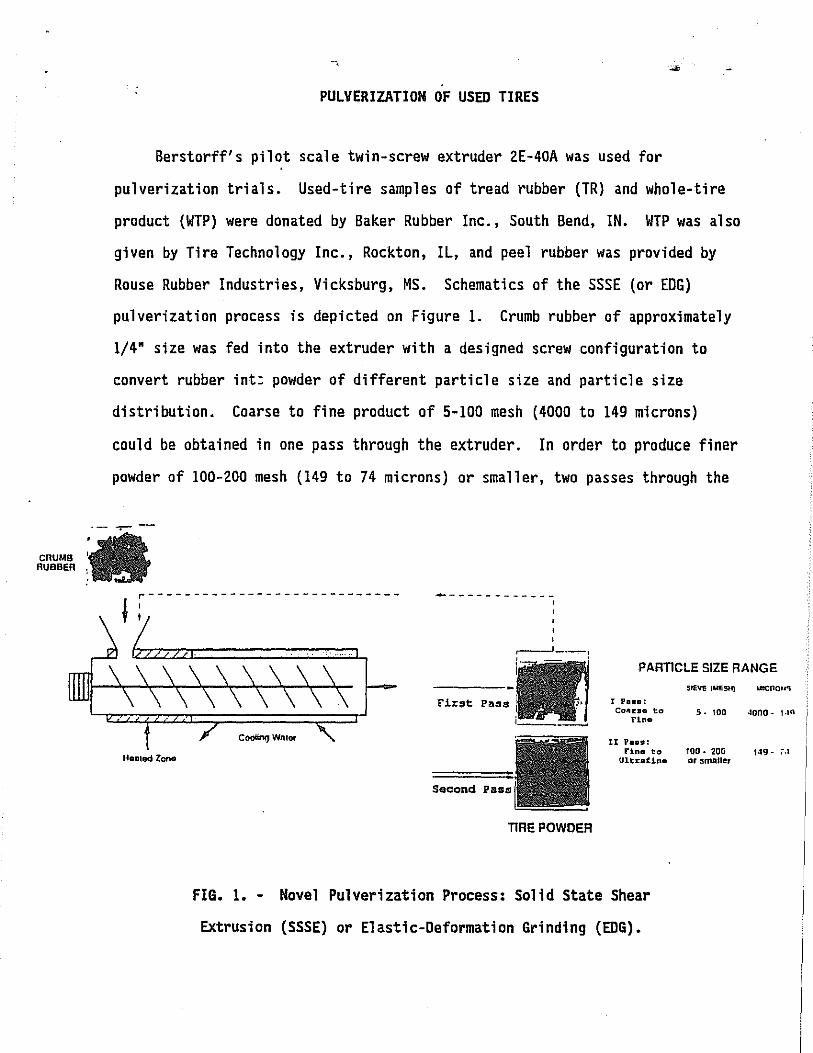
Rouse Rubber Industries, Vicksburg, MS. Schematics of the SSSE (or EDG)
pulverization process is depicted on Figure 1. Crumb rubber of approximately
1/4" size was fed into the extruder with a designed screw configuration to
convert rubber int: powder of different particle size and particle size
distribution. Coarse to fine product of 5-100 mesh (4000 to 149 microns)
could be obtained in one pass through the extruder. In order to produce finer
powder of 100-200 mesh (149 to 74 microns) or smaller, two passes through the
'--. -
~---------------------------- -------------,
First Pass I
Cooting WnlOf
Second Pass
TIRE POWDER
PARTICLE SIZE RANGE
I P .... : COllrDD to
F1no
II Pa1ll8:
5· 100 40nO· ,.1"
flnD to 100. 200 149· ,.1 Ultratln. or smaller
FIG. 1. - Novel Pulverization Process: Solid State Shear
Extrusion (SSSE) or Elastic-Deformation Grinding (EDG).
extruder are needed. All tire samples contained polyester fiber which did not
affect the pulverization process. About 300 pounds D~ t1re powders o~ various
particle sizes were, produced in one and two passes through the pulverization
extruder and characterized.
CHARACTERIZATION OF TIRE POWDER
Physical and chemical characterization of tire powder included sieve
analysis, appearance and uniformity by microscopy and acetone extraction test.
Sieve-screening analysis was performed according to Baker Rubber Inc.'s test
method using 5g of talc with 100g of pulverized tire, la-minute cycle time
with 2 rubber balls on one screen. A mechanically operated Ro-Tap Sieve
Shaker, U.S. standard sieves, and rubber balls with 1.S-inch diameter were
used. Sieve analysis results for Baker Rubber samples are presented in Tables
1-4. Samples have been taken from the top, middle and bottom of the bag
containing 20 pounds of pulverized tire rubber. As can be seen from the sieve
analysis data, the majority of particles pulverized from WTP rubber in one
pass had a mesh size larger then 35 (0.029") with slight variation from 66.8%
(top), to 64.6% (middle), and 61.2% (bottom). When WTP rubber was pulverized
the second time, the particle size of that powder was further reduced, as
expected, and ranged from 51.1% (top), to 50.3% (middle), and 49.7% (bottom).
More fine powder of 60 mesh and 80 mesh have been made in a second pass.
Similar results were obtained for the powder pulverized from tread rubber
(TR)j samples that were pulverized in one pass had a particle size larger than
35 mesh which was quite consistent throughout the bag, ranging from 65.2%
(top) to 66.2% (middle), and 65.5% (bottom). When the TR sample was
pulverized the second time, the particle size of that powder was practically

urichanged. Sieve-screening analysis of the "peel" rubber (Tables 5,6) from
Rouse Rubber Industries, Inc. pulverized with Berstorff's extruder was similar
to that of WTP and TR rubber samples from Baker Rubber, Inc.
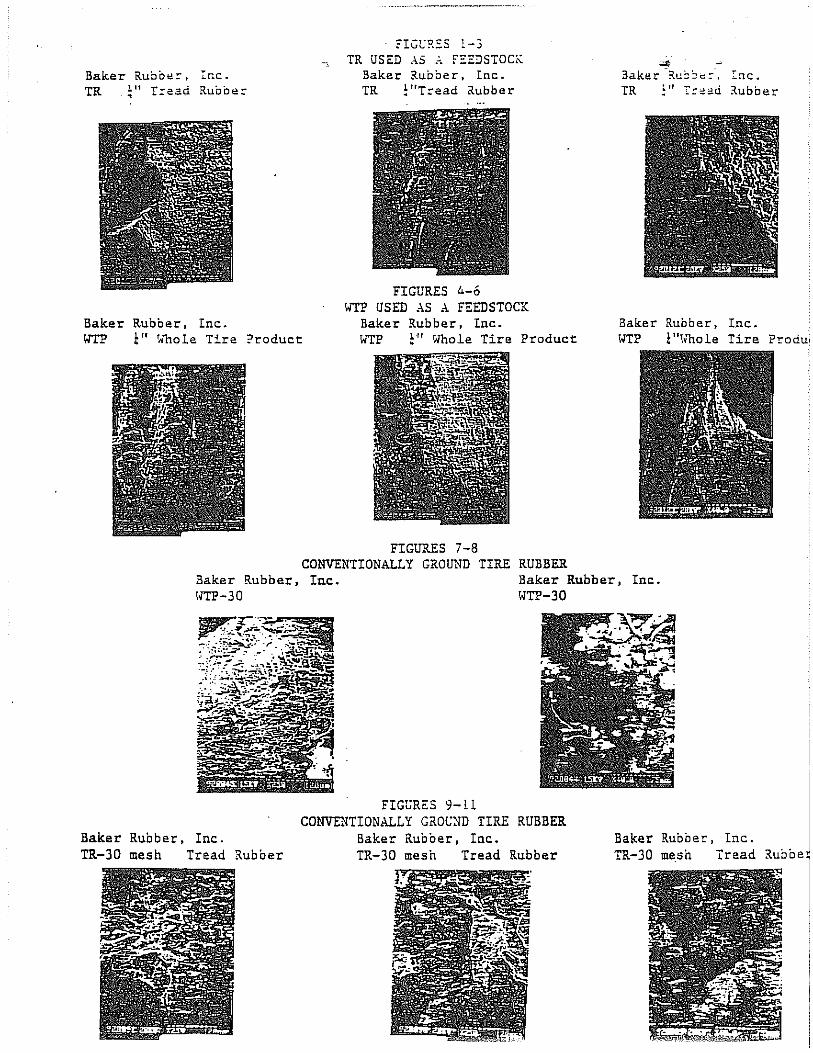
The appearance and uniformity of tire powders was studied by scanning
electron microscopy (SEM) at 40X and 250X magnification using a Hitachi model
S-570. Micrographs of the 1/4-inch WTP and TR rubber from Baker Rubber, Inc.
before and after pulverization, as well as Baker WTP-30 and TR-30 made by
conventional grinding, are shown in Figures 1-21. The WTP and TR samples used
as a feedstock consisted of irregular rod-like or diamond-like chunks of
rubber. Particles of the WTP, TR and peel samples after pulverization had a
cauliflower-like, open morphology with large surface area. Some particles
contained embedded fibers. In comparison, the conventionally ground rubber
had particles with a flat, smooth fracture surface with a relatively small
surface area. Rubber powder made using Berstorff's first commercial-size
twin-screw extruder contained primarily cauliflower-shaped particles ranging
from 50 to 500 microns.
Acetone extraction tests on pulverized tire rubber WTP, TR and
conventionally ground tire rubber showed that pulverized samples had higher
acetone values compared to ground ones. Pulverized samples had 12.6% acetone
value versus 11.6% for ground samples and pulverized TR samples showed 14.6%
acetone value versus 11.5% for ground samples. The acetone extraction data
suggest that some devulcanization of rubber probably took place during the
pulverization process.

EVALUATION OF TIRE POWDER
Tire powder ha~ been evaluated in "soft" tread compounds. The
compounding of pulverized tire powder was performed by an outside service
laboratory, Midwest Custom Mixing Inc., North Miami, Oklahoma. Pulverized WTP
and TR samples were added to the "control" soft-tread rubber compound at 5
weight percent. Samples were mixed for 10 minutes at 1700F using a 6-inch
laboratory mill, followed by compression molding. Slabs were cured for 20
minutes at 3200 F and die-cut into test specimens. An addition of 5 weight
percent of pulverized tire rubber to the "control" soft tread compound did not
affect the 100% modulus, shore A hardness and tear die C properties of the
resultant material. However, the tensile strength of the samples containing
pulverized tire rubber decreased from 2947 psi for the "control" (no added
rubber) to 2210 psi for the sample with TR powder, and to 2080 psi for the
sample with WTP powder. Elongation decreased from 820% for the "control"
sample to 750% for TR powder, and to 740% for WTP powder. The Mooney
viscosity and curing characteristics of the "control" sample were comparable
to those of the samples containing pulverized WTP and TR powder.
Tire powder has been also evaluated in asphalt mixes by Koch Materials
Company, Asphalt Division, St. Paul, Minnesota. Various properties of
rubberized asphalt need to be considered for hot-mix applications. These
properties include viscosity at high temperature for appropriate mixing and
compacting processes, consistency at high and moderate payment-surface
temperature, elastic and elongation properties. Asphalt cement with
penetration 120-130 was used. Asphalt cement and tire powder were mixed at
400°F for 1 hour under constant stirring. The absolute viscosity of
-,
, . rubberized asphalt containing 5% of pulverized tire rubber was measured as
1990 poise at 140°F which is three times higher than that of asphalt cement
(791 poise). This suggests significant reaction occured when the pulverized
powder was added to the asphalt cement.
In addition of obtaining used tire powder with ·open" morphology and
large surface area, this novel pulverization process is more energy efficient
than existing cryogenic or ambient grinding processes. According to Berstorff
Maschinenbau, the specific energy consumption during extrusion pulverization
ranges between 0.3 and 0.9 kw/kg2 depending upon the type of rubber and
particle size desired2. Tire powder made by the SSSE technology would
facilitate recycling of used tires and increase use of this reconstituted
material.
APPLICATIONS DEVELOPMENT
In order for this novel reclamation technology to have an impact on waste
tire recovery, end-uses have to be developed. Fine, somewhat reactive powder
could find uses in a broad range of value-added products. Traditionally,
crumb rubber has been used to make floor mats, various rubber goods, adhesives
and asphalt products. Additional uses for crumb rubber include running tracks
and athletic surfaces, children's playgrounds, and garbage cans.
Due to its unique particle morphology and large surface area, tire powder
made by the SSSE process would be well-suited for use in a variety of rubber
compounds, asphalt mixes, and blends with other materials because it would
lead to faster incorporation and better dispersion of the powder in those
mixes. In addition, tire powder could be used in civil engineering
applications for crash barriers, railroad crossings, and others.
SUMMARY
A new SSSE pulverization technology for recovering used tires has been
successfully demonstrated. The particle size of the tire powder ranged from
50 to 500 microns.
It has been observed that particles of tire powder produced by the new ,
pulverization technology had cauliflower-like shapes (a large surface area) as
opposed to the irregularly shaped rod-like or diamond-like, mostly flat
particles (a small surface area) of the tire powder produced by conventional
grinding techniques. A large surface area is advantageous in such applica-
tions as asphalt mixes and blends with other materials because they will
permit faster incorporation and better dispersion of the rubber in those
mixes.
It has been also noticed that the tire powder made by the SSSE method is
somewhat reactive. The acetone extraction data suggest that some
devulcanization (un-crosslinking) took place during the pulverization process.
Initial evaluation of the tire powder in the asphalt mix showed a higher
increase in viscosity than that of the asphalt mix with conventionally ground
tire rubber, as indicated by a sedimentation test and viscosity.
The first tire recycl ing 1 ine us.ing the Berstorff equipment on a
commercial scale is now operational in Germany, with a throughput of about
1000 lbs./hr. The process is more energy efficient and requires less
maintenance than currently used batch processes involving repetitive size
reduction.
This once-through process represents a significant breakthrough in waste
tire recovery, facilitating tire recycling and increasing end-uses of
reconstituted tire rubber in value-added products.
ACKNOWLEDGEMENTS
The author is grateful for financial support provided by the Illinois
Department of Energy and Natural Resources and in-kind contribution from Baker
Rubber, Inc. Donation of rubber samples by Baker Rubber, Inc., Rouse Rubber
Industries, Inc., and Tire Technology, Inc. is greatly appreciated. The
author would like to thank Mr. Richard Kwarcinski for assistance in testing.
REFERENCES
1 G. Capelle, presented at a meeting of the Rubber division, American
Chemical Society, Detroit, MI, October 8-11, 1991.
2 R. Lipp, presented at Recycle '91, Fourth Annual International Forum and
Exposition, Davos, Switzerland, April 3-5, 1991.

T~bla 1. Slava AnAlys1# Rallules lor 3.k." Rubbar ~-rP (lse Paao)
Export=.aeal Condition: (Baker Rubber Inc. m.enod)
;. ~ .. i~ • :00 ;. ,u:alo. ,'0 I"".:::ar n1h :1ft uc lava :114. UlG !: :nn. ':1;:la :':::18.
'10. !:
", , :. :! I !! , :i] '0 ... I :4.0
, .. " I !1: ? ~l!'l i ~JI
I '.a';!!:':
'1 ii •• ,a
1
Z!.i i .1 !.~ I t.: , u
I , !O&.i
I ... .;. ...
.:;a::u::aQ. I ,
I I I 1:1
I '.1 I !.' I ,.. 1 '.I I 0.' I 104.1
I "un ~!:~ I!! 150 !O J 100 J "0 J !fJO I !!O ! L;lln 911.
~~~~;a4 I iiI • .! I %5.1 I a.I I Z.: I l.S I 0.3 I D.l I O.Z /1114.,
~QU: :!'Ut ~jqDt MUi:leQ em b~...;m: j:llll(B.'u) h: nil -.'Iq:st .. ;'lot ila,jur~.
Table 2. 51 ... AIzal.yai.G ltaault.. tor 3&ur Rubbar WT.P (2nd P&lJa)
~.r1aeDcal. Condic.1.oaz (BUar )I.u1)bu Inc. mechod)
'1. ilic: ... l:C ;. IUiDia. :to ~:bar "Alls 04 u= nay. ;lUI. 1M 10 ain. :,c:lo :~::III.
'01i=': :a'UUUtd
" Sll.l
"'!sn S!:, , !S
I ' •. , _OHj:'t': ;IIU:l'ltG
" I
!O
lZ.l
'0 I .s.; 1Z.3
I ,. lO
I !5.0 I !:l.!I
I ~fJa I ~~ I ~~o I uo I 'l.?t:t
~a4.5
I :~o I Ito , !:o ! !:!o I L'ln ~.al.
15.Q I '.J I !.' I 0.' I 0.' I
I leo It .. I 1':0 I Z10 I 3.i'tn ~.al.
,. , I ' . 1;,0 I 1.0 I 0., , '.' I !O".l
~~bla J. Sleva Analysis aOGUles lar Saker Rubber :1 (lsc ?assl
~ar1l1uulcal ~nd1t1oQ: (Baker RubbaC' tn&::. ::.achod)
1. ':"li: • :00 i. :.a=i •• :to :""'::::111" :~il; :n Uc:I fHY. ;:.an. inc ... :::1-:. ::1ch ::::a.
j .••.• " . '1 l,-" I' :l.; ::iat~:l"lllC !:;1 '
~.: , ., I"" I ,.. • .• '!!:::! '1.~1:t
I ,., I!"
I !!:l 1 ?.?'In :.a I,
1 0.' I '" !C~.J
Tub 4. 5te .... ..\AD1Yliu a..ault. tor 84Jc.u !bUlbar :It (2nd. ?au)
Expa~Dtal Condit.ioa: (Baker Rubbar I~c. ~.thod)
S q. i.aic: - loa ;. sam;lia. 110 r"J:=er :Oliis :n UQ $1 ..... ~~. !lid Ie :'n. 1:7;:la :~:: ••
!oiq:t; . 'Ilia.l I 13.3 1 '.0 "aUlnoa (~l
1 "'!!n S'!:!I ! ;5' 1 ;0 !O
·.Ietqn: I .U 1 n.; I
i.o.S ilat,unllC 1~1
!'Ie. 1: ~.a=i! .. ~ :ot'::=
j "'!S;'I S'!:!I !! I ;0 !O
I .•• 13.l '''al;n; i iD.! 1 " .. ita>;:u:ta: ! ! r~l
!11.
1 " : 1 loS 1'" I'" 1,·1 ::';'.2
j l:C I ;.10 J !!l0 i Z:!!I , ~ ,'In :,1.
1 ' " I'" 1 C.l 1 a.1 ., ,., ~O4.. ~
I
I "0 I :~ I !':!I J no 1 ~. ~1:'1 :l !.
I I.' ' , , i ,.; I·· . i '.: I" .. .,. ,
I ! I I
li ,I " j
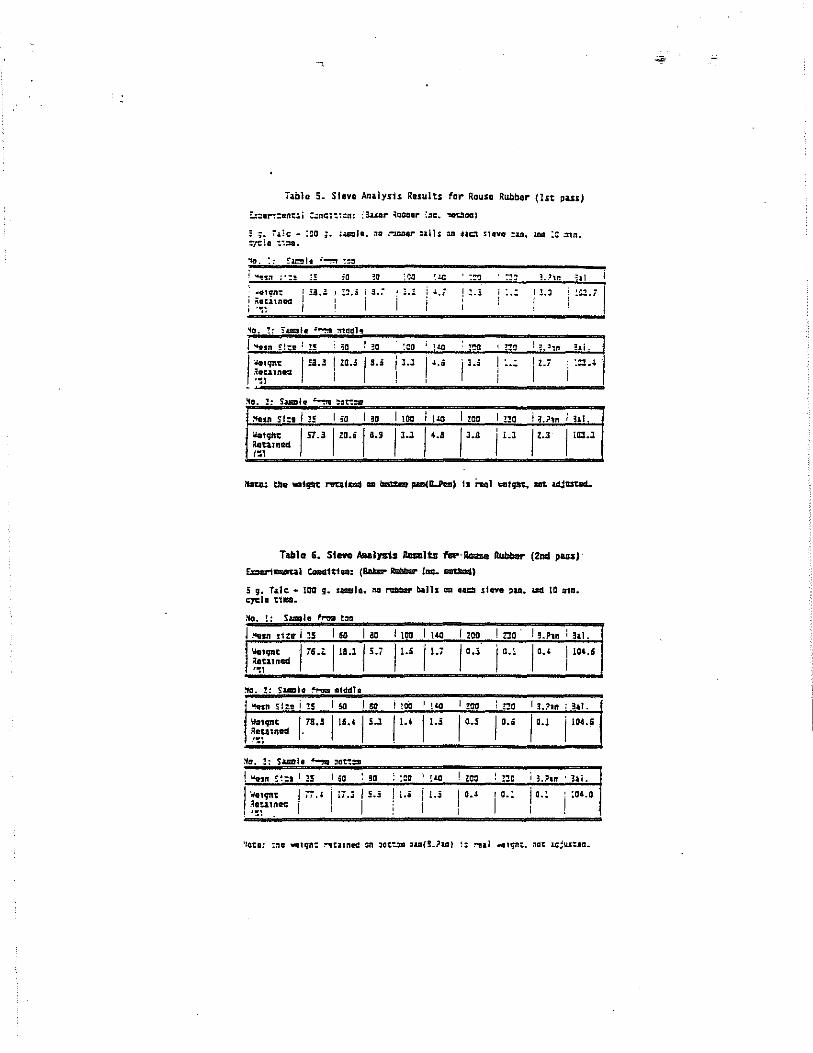
Tabla 5. Sieve AnaJysls Results far Rousa Rubber (1st pass)
.: ;. 7.ic - :Co ;. iUIDI., :to :-JImOr :&11s :Ill UCl savo :UI. tM ::: ~11. :-,-ei. ':.~=.
:~a ~~ ::0 ~. ~.-'\" :11
: •• IO'n; 1 :a . .! J Z~ • .i j 3.; i .:;etitnltG II I I' i ''':~
, ! • .t. i
J..; : ~ . .: I Z.J ~-:J.i
I !
!"'un 5:!;v l !! : ~o r ~o :::0 i !.to ' !~O I !!o ! ~. '1" ~Ii.
/ ...... I :a.l I za.~ /, .. !l.l "., i J.' I Z - ::l.-' 1.tllnN : !
I ., ':1 , ,
~'n 51:1 115 I 50 r!1I I 100 I l.tO I 200 I !~II I :J.?ln ; ~JI.
~r" /57.3 / za.; /'.' / J..J /'.' /'.' i 1.J / z.. / 111>.1
Talli. 6. SI ... AooIys1. _Its far·-' _ (2nd P""
E.:r:=er1..u.1 CGad1t1=: {BUr R!Ii88er IDC- aardrei}
5 g. ToI.lc • llJO g. ussla. no r"IltICa" bails em oadl sitv. :JB .... 10 .nd. C)'Clo t1 ...
"'" s , . .. ..... !III
l ~sn s1ZI' J 25 I ., I" I !DO I ". I ZOO ! no' ! !.Ptn : 3&1.
WeUPlt /7 •.• Ila.1 / s.; /1.' /1., / a •• i a.: / a., ) 1114.6 ~.Ulned '":1 I
!fa. 2: 5&l1li1. ~ 1II1ddh
: ~ ,if:.. i:!S I so J so ! 100 '!'O J 200 ! nil r !.?tn ; 3 .. 1.
~~:od /.18.5 Ill .. j S..J 11.. j 1.5 I D.S / D.a 10•1 i ID4.5
~tJ. !: SUDiI ~ ,ot::::m
! We,n !:~=!I I " J 50 : so ::D '''' I Z,. , nc i Lilln ' lli.
I-.,qnt I ;'7. " i li.3 Is.,; , 1.& I 1.5 I a.' I a.! i D.! :0&.0 ! I
~.tllnCtC ,
! i I I , .. , I
-, Baker RubD~r, ~nc.
TR ~II T=ead RubDI::!::
Baker Rubber, Inc.
?IGC?ES 1- 3 TR USED AS ~ F~~DSTOC~
Baker aubber, Inc. TR !"T=aad Rubber
FIGURES 4-6 WTP USED AS A FEEDSTOCK
Baker Rubber, Inc. WT!' J;" ftlnol e Tire ?roduct WTP !" Whole Tire Product
FIGURES 7-8 CONVENTIONALLY GROUND TIRE RUBBER
'-'b
3ak~r -!\U~:'<::=,
tR ." Ir~aci :!:nc. :tubb,,=
Baker Rubber, Inc. WTP 1"\,1,0 1e Tire ProdUi
Baker Rubber, Inc. \;IP-30
Baker Rubber, Inc. WTP-30
Baker Rubber, Inc. TR-30 mesh Tread Rubber
FIGl:RES 9-11 CONVENTIONALLY GROc~D TIRE RUBBER
Baker Rubber, Inc. TR-30 mesh Tread Rubber
Baker Rubber, Inc. TR-30 mesh Tread RuDbe.

Sake!:' '.-':1 .~ .L_
FIGURES 12-13 weP PULVERIZED I~ ONE ?AS3
~ubber, rIfe. Iso Pass
FIGURES 14-15
3aker 3.uoaer, Inc~ WTP 1st Pass
WTP PULVERIZED I~ TWO PASSES Eaker Rubber, Inc. "iF 2nd Pass
Baker Rubber, Inc. WTF 2nd Pass
Baker Rubber, Inc. TR 1st Pass
Baker Rubber, Inc. TR 2nd Pass
-.
FIGURES 16-18 TR PULVERIZED IN ONE PASS
Baker Rubber, Inc. TR 1st Pass
FIGURES 19-21 TR PULVERIZED IN TWO PASSES
Baker Rubber, Inc. TR 2nd Pass
Baker ~ubber, Inc. TR 150 Pass
Baker Rubber, Inc. rR 2nd Pass







