

Making heavy haul heavier Exploring technical advancements towards increased wheel bearing reliability
Presented to: ARA Heavy Haul Rail 2013 Conference
Presented by Milan Soukup
August 1, 2013

© SKF Group 2 August 2013 Slide 2
Agenda
1. SKF introduction
2. Drivers for higher reliability in heavy haul
3. Reliability approach in passenger versus freight
4. Technical advancements extending wheel bearing service life
5. Principles of Condition Monitoring in Heavy Haul Rail
6. Summary

SKF Group
1

© SKF Group 2 August 2013 Slide 4 2 August, 2013 Slide 4
SKF – a truly global company
• Established 1907
• Sales 2012 AUD 10 345 million
• Employees 46,775
• Production sites around 140 in 28 countries
• SKF presence in over 130 countries
• Distributors/dealers 15,000 locations
• Global certificates ISO 14001
OHSAS 18001 certification

© SKF Group 2 August 2013 Slide 5
SKF in Rail
• Axleboxes
• Axle bearings
• Axletronic
• AMPEP – High performance
plain bearing
• Axletronic systems
• Sensors
• IMxR monitoring system
• Multilog
• Gearbox bearings
• Motor bearings
• Bearing design & consultancy
• Training
• Bearing refurbishing
• Bearing investigation
• Bearing exchange
• Bearing re-lubrication
• Bearing Condition Monitoring
OTHER RAILWAY SERVICES
• Axlebox overhaul
• Suspension Tubes overhaul
• Drive system bearings
overhaul BOGIE
• Slewing bearings
• Suspension tubes
DRIVE SYSTEMS
• Wheel flange lubrication
systems
CONDITION MONITORING
OTHER APPLICATIONS
• Articulation
joints
SERVICES PRODUCTS
OTHER APPLICATIONS
2 Drivers for higher reliability in heavy haul

© SKF Group 2 August 2013 Slide 7
Drivers for higher reliability in heavy haul
Main issues:
Unplanned stops – profit loss in operation
Accidents, damaged asset or even human health and life – cost of
repair and other related cost
Maintenance cost
COST OF OWNERSHIP

© SKF Group 2 August 2013 Slide 8
Specific heavy haul conditions in Australia
The most extreme conditions in the bearing world
Iron ore cars in Western Australia currently run the highest axle
loads of anywhere in the world, 40 tonnes.
Each failure causes extreme profit losses due to single line
arrangement
Class K, Class G & Short Class G operated with axle loads certainly
more than what they were designed for
Industry has expressed desire to move to even higher axle loads, in
line with plans of shipping higher tonnages.
Industry has expressed desire for higher reliability and longer service
intervals

© SKF Group 2 August 2013 Slide 9
Operation conditions in Heavy Haul – application example
CTBU BT2-8609
Iron ore wagons, with 3 piece AAR style
bogies
170,000km/yr in ambient temperatures
of 0-50deg C in Western Australia
• Axle load 38 tonnes
• Speed 75 km/hr
• CTBU units in
service
7,000 (60,000
total)

© SKF Group 2 August 2013 Slide 10
Operation conditions in Heavy Haul – application example
CTBU BT2-8606C
Iron ore wagons, with 3 piece AAR
style bogies
190,000km/yr in ambient
temperatures of 0-50deg C in
Western Australia
• Axle load 36 tonnes
• Speed 80 km/hr
• CTBU units in
service
40,000 (74,000
total)

© SKF Group 2 August 2013 Slide 11
Operation conditions in Heavy Haul – application example
CTBU BT2-8609
Iron ore wagons, with 3 piece AAR
style bogies
170,000km/yr in ambient
temperatures of 0-50deg C in
Western Australia
• Axle load 40 tonnes
• Speed 80 km/hr
• CTBU units in
service
1,500 (26,000
total)

© SKF Group 2 August 2013 Slide 12
Overloading
E-c
lass 2
5 to
nnes
F-c
lass 3
2.5
tonne
s
G-c
lass 3
5.5
ton
nes
G, S
ho
rt G-c
lass 4
0 to
nn
es
45 to
nnes?
K-c
lass 3
2.5
tonne
s
AAR limits
K-c
lass 3
6 to
nnes
© SKF Group 2 August 2013 Slide 13
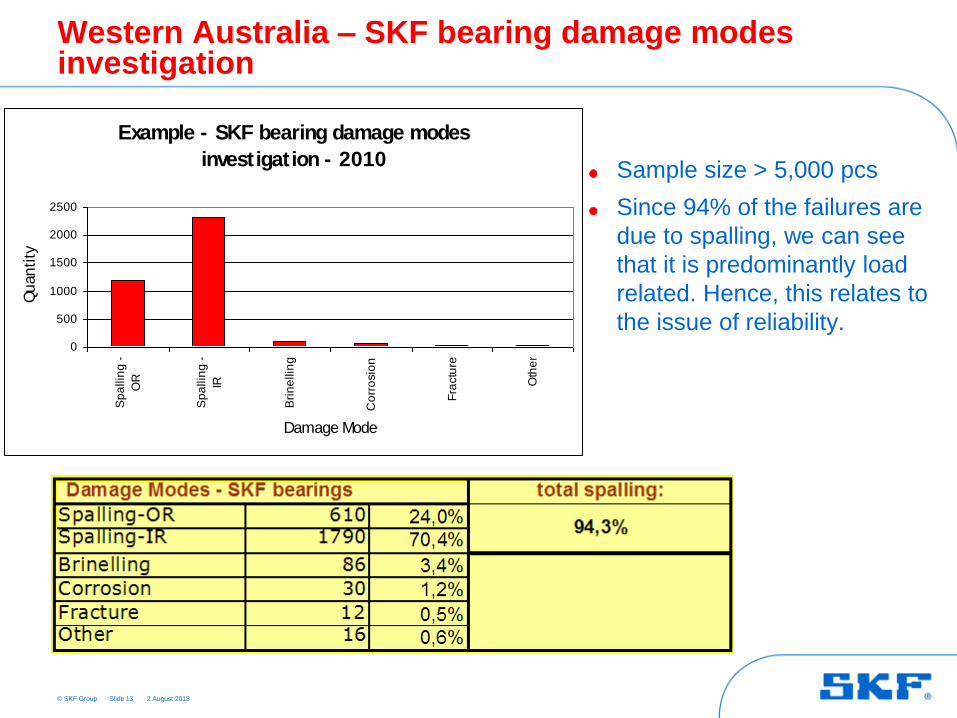
Western Australia – SKF bearing damage modes investigation
Sample size > 5,000 pcs
Since 94% of the failures are
due to spalling, we can see
that it is predominantly load
related. Hence, this relates to
the issue of reliability.
Example - SKF bearing damage modes
investigation - 2010
0
500
1000
1500
2000
2500
Sp
allin
g -
OR
Sp
allin
g -
IR
Bri
ne
llin
g
Co
rro
sio
n
Fra
ctu
re
Oth
er
Damage Mode
Qu
an
tity

© SKF Group 2 August 2013 Slide 14
Result of overloading
Spalling (Fatigue) ~90%
cause of failure in some
Western Australia operators
© SKF Group 2 August 2013 Slide 15
Technical possibilities prolonging bearing service life
Higher capacity bearing without increasing axle dimensions
Lower friction and better functioning seals reducing friction
and minimizing bearing contamination
Optimised bearing design minimizing fretting (p-spacer) and
increasing safety (polymer cage)
Improved monitoring of bearing conditions allowing operating
conditions to be altered, or maintenance to be scheduled

Reliability approach in passenger versus freight
3

© SKF Group 2 August 2013 Slide 17
Reliability approach in passenger versus freight
Traditional model: the railway vehicle producer sells the
vehicle to the operator, who takes care of service.
This concept is used by most freight operators
New model: the railway vehicle producer sells the vehicle
including service to the operator
The railway vehicle producer focuses more on component
reliability
This concept is increasingly used in passenger operation
RAMS was developed to meet these requirements

© SKF Group 2 August 2013 Slide 18
RAMS (EN 50126)
RAMS = Reliability, Availability, Maintainability, Safety
Within RAMS there are for each component values called
„Lambda*T“ calculated and compared with RAMS standards:
The complete system (coach, train) has to fulfil the value of 10-9,
because it is a safety relevant item. This value must be reached
with or without barriers. Very effective barrier is for example
Condition Monitoring.
Severity of the event Consequences of the event „Lambda*T“
Catastrophic Death 10-9
Hazard/Critical Injuries 10-7
Major Stress to driver/workload 10-5
Minor N.C. 10-3

© SKF Group 2 August 2013 Slide 19
Example of RAMS fault tree for axlebox bearing in passenger application

© SKF Group 2 August 2013 Slide 20
Reliability approach in freight
Calculation example:
Load leading to calculated L10 life of 1.6Mkm. (L10 = 1.6Mkm)
Maintenance interval is 0.8Mkm.
Probability a single bearing will survive until the maintenance interval is 0.96
(using formula ).
Probability a wagon pair (16 bearings) will survive until the maintenance interval 0.96^16= 0.52
.
Implication:
48% of paired wagons will need to be brought in ahead of time. Unplanned maintenance impacting availability of wagons. Considering >10,000 wagons in service considerable maintenance and labour costs.
Alternative with higher capacity bearing:
Higher capacity, same load leading to calculated L10 = 3.2Mkm.
R (0.8Mkm) = 0.99, and two-wagon reliability over the maintenance interval is now 0.99^16= 0.85.
15% unplanned maintenance instead of 48%
© SKF Group 2 August 2013 Slide 21
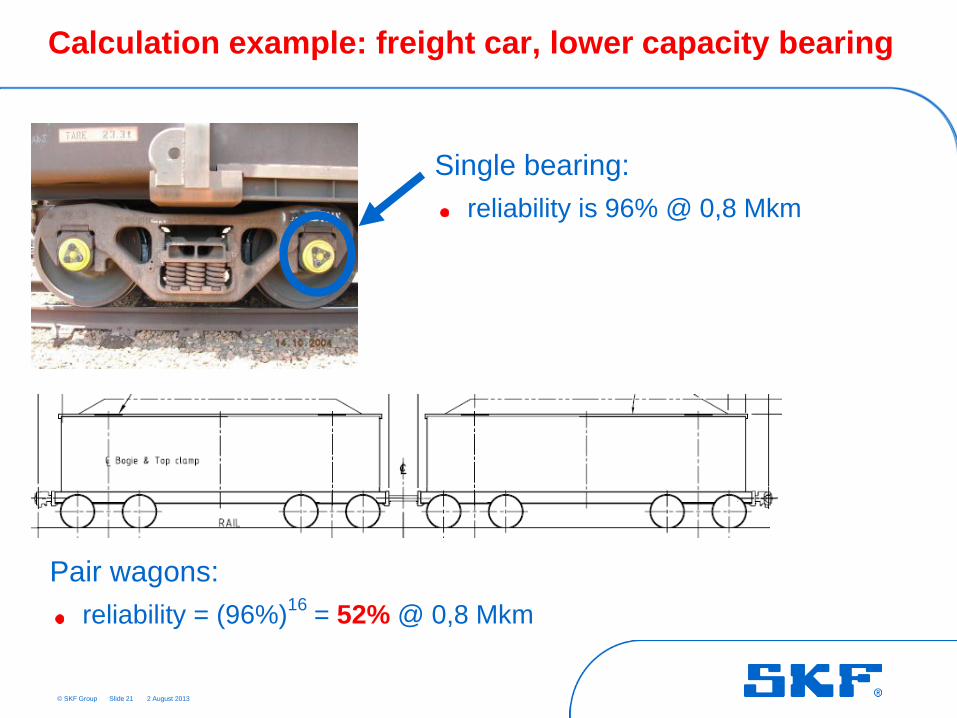
Calculation example: freight car, lower capacity bearing
Single bearing:
reliability is 96% @ 0,8 Mkm
Pair wagons:
reliability = (96%)16
= 52% @ 0,8 Mkm

© SKF Group 2 August 2013 Slide 22
Calculation example: freight car, higher capacity bearing
Single bearing:
reliability is 99% @ 0,8 Mkm
Pair wagons:
reliability = (99%)16
= 85% @ 0,8 Mkm
© SKF Group 2 August 2013 Slide 23
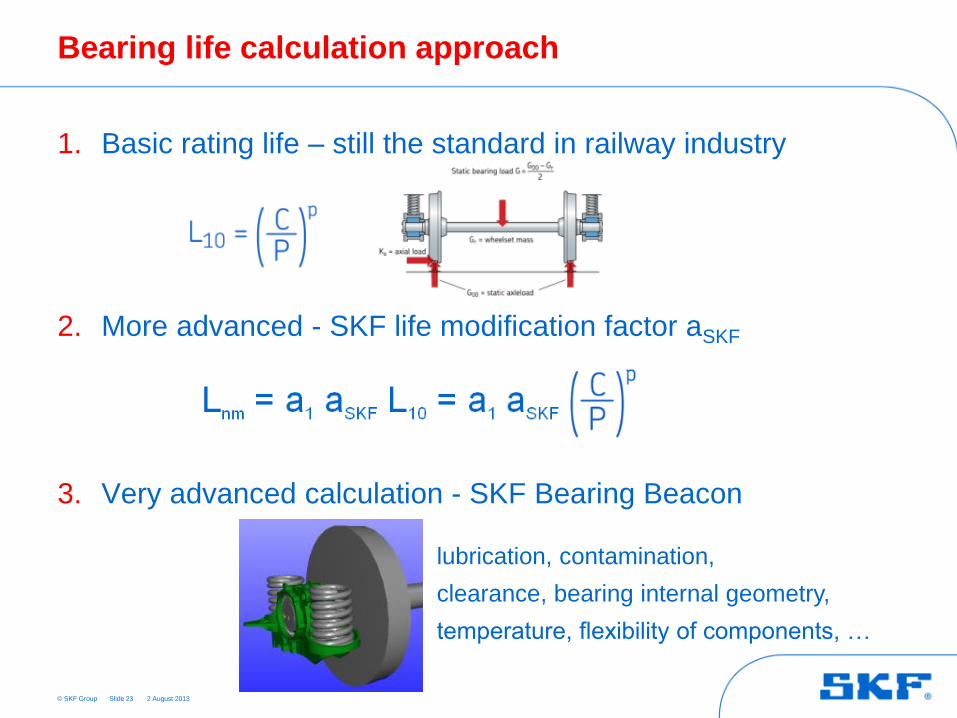
1. Basic rating life – still the standard in railway industry
2. More advanced - SKF life modification factor aSKF
3. Very advanced calculation - SKF Bearing Beacon
Bearing life calculation approach
lubrication, contamination,
clearance, bearing internal geometry,
temperature, flexibility of components, …
Technical advancements extending wheel bearing service life
4

© SKF Group 2 August 2013 Slide 26
Typical bearing designs for freight
SRB (open bearing) CRB (open bearing) TBU CTBU
•Robust design
•Common outer ring
•Polymer cage
•Integrated contact seals
•Factory greased and sealed
•Polymer spacer
•Ready to mount unit
•Cold mounted
•Phosphated
•Robust design
•Common outer ring
•Polymer cage
•Integrated contact seals
•Factory greased and sealed
•Ready to mount unit
•Cold mounted
•Phosphated
•Robust design
•Polymer cage
•Robust design
© SKF Group 2 August 2013 Slide 28
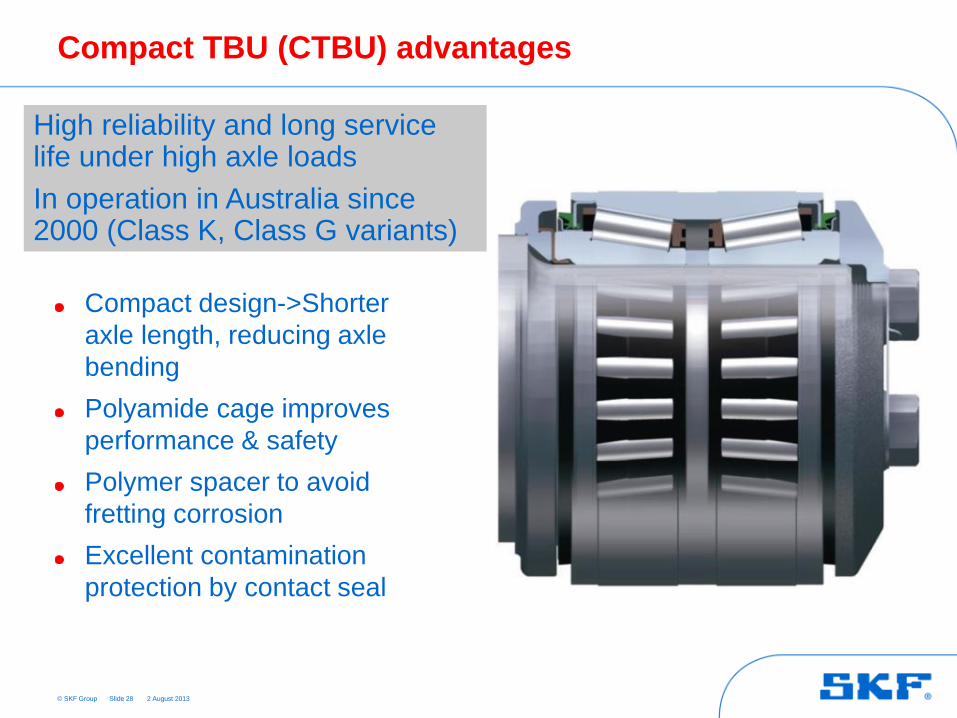
Compact TBU (CTBU) advantages
Compact design->Shorter
axle length, reducing axle
bending
Polyamide cage improves
performance & safety
Polymer spacer to avoid
fretting corrosion
Excellent contamination
protection by contact seal
High reliability and long service life under high axle loads
In operation in Australia since 2000 (Class K, Class G variants)

© SKF Group 2 August 2013 Slide 29
Fretting in wheel set bearings
Due to axle bending, relative micro movements occur between bearing
components and between bearing and adjacent parts
Most affected interfaces are:
Inner rings – spacer
Inner ring inboard side – backing ring

© SKF Group 2 August 2013 Slide 30
The polymer spacer design
No contamination from fretting corrosion particles
Longer grease life and extended maintenance intervals
No inner ring rejection at reconditioning due to “side face wear”
No increase in bearing internal clearance -> longer life
Polymer spacer
Backing ring
Inner ring
Without polymer
spacer
With polymer
spacer
© SKF Group 2 August 2013 Slide 31
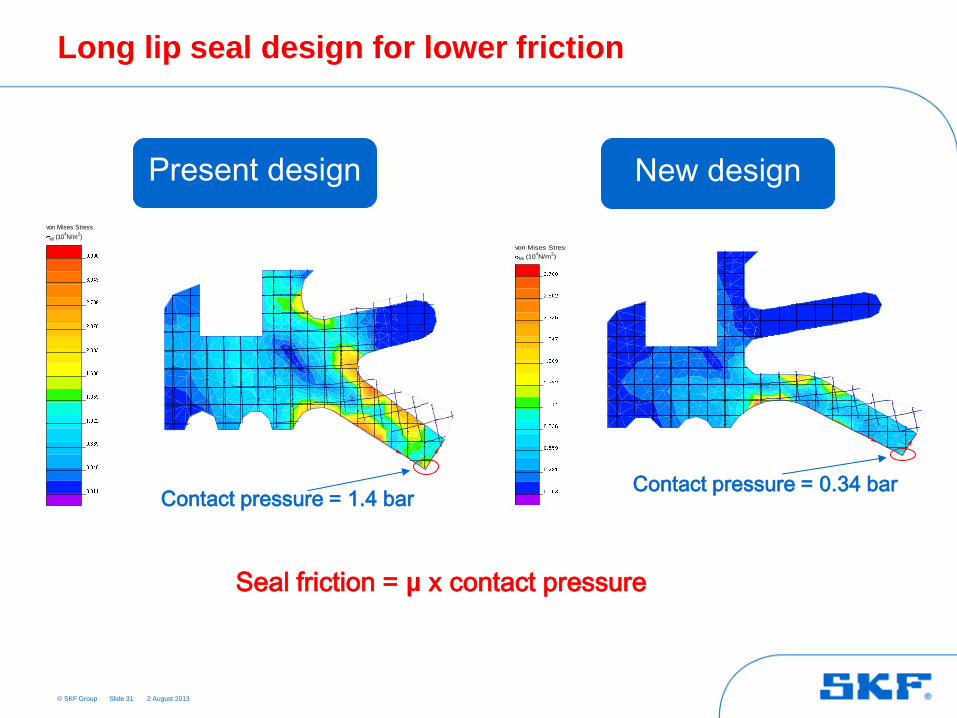
Long lip seal design for lower friction
Contact pressure = 1.4 bar
von Mises Stress
Mi (104N/m
2)
Contact pressure = 0.34 bar
von Mises Stress
Mi (104N/m
2)
Seal friction = µ x contact pressure
New design Present design

© SKF Group 2 August 2013 Slide 32
Bearing Energy Savings ratio 13%
Energy Saving 1 bearing [MJ]
27.556
24.000 3.556
0 5.000 10.000 15.000 20.000 25.000 30.000
Energy spent
(standard) [MJ]
Energy spent
(E2) [MJ]
Application example: Energy savings - standard seal versus low friction seal

© SKF Group 2 August 2013 Slide 33
Application example: Energy savings - standard seal versus low friction seal
Based on 200,000 freight
cars in operation at an
average speed of 80 km/h
the total Power Saving is
160 MW.
This leads to energy
savings of 1.6 TWh for
the fleet over the life of
the seals.
The total energy saving
for the complete train is
approximately 1%.
Energy Saving 1 train [kWh/km]
10,00
9,92 0,08
0 2 4 6 8 10
Energy spent
(standard)
[kWh/km]
Energy spent (E2)
[kWh/km]

© SKF Group 2 August 2013 Slide 34
Technical advancements in cage materials
02/08/2013 ©SKF
SKF Railway Business Unit
Resilient polymer material
Channelled roller pocket
design
Lower friction coefficient,
less roller slip and wear,
lower temperature
Self-lubricating material,
improved safety
Slide 13

© SKF Group 2 August 2013 Slide 35
"Oil - off" : temperature development in dry running
P- cage
Distance
220
°C
Steel cage
200
0 70 500 km
Temperature
°C
Polymer cage "oil-off" test

© SKF Group 2 August 2013 Slide 36
Through hardened rollers - proposal for heavy haul
SKF has good experience with through hardened rollers
Cleaner steel and lower risk of crack propagation
Case carburisation calls for a low carbon content before
carburisation (0.2%)
This gives a higher oxygen content than through hardened
rollers that uses a steel with higher carbon content (1%)
Oxygen drives oxides and slag formation which gives
inclusions and drives crack propagation
Higher hardness and wear resistance
Through hardened rollers gives 3-5% carbides
Case carburisation does not produce carbides
Carbides contribute to hardness and wear resistance
© SKF Group 2 August 2013 Slide 38
Next generation of CTBU – 45t for heavy haul freight
Design goal – 45t/axle
Higher dynamic load rating in order to get 2x longer fatigue life
that of TBU Class G for the same load
Same journal diameter and length
Same design features as existing CTBUs already proven in
West Australia. (P-spacer, low friction seals, polyamide cage,
long life grease)
Greater outer ring OD

© SKF Group 2 August 2013 Slide 40
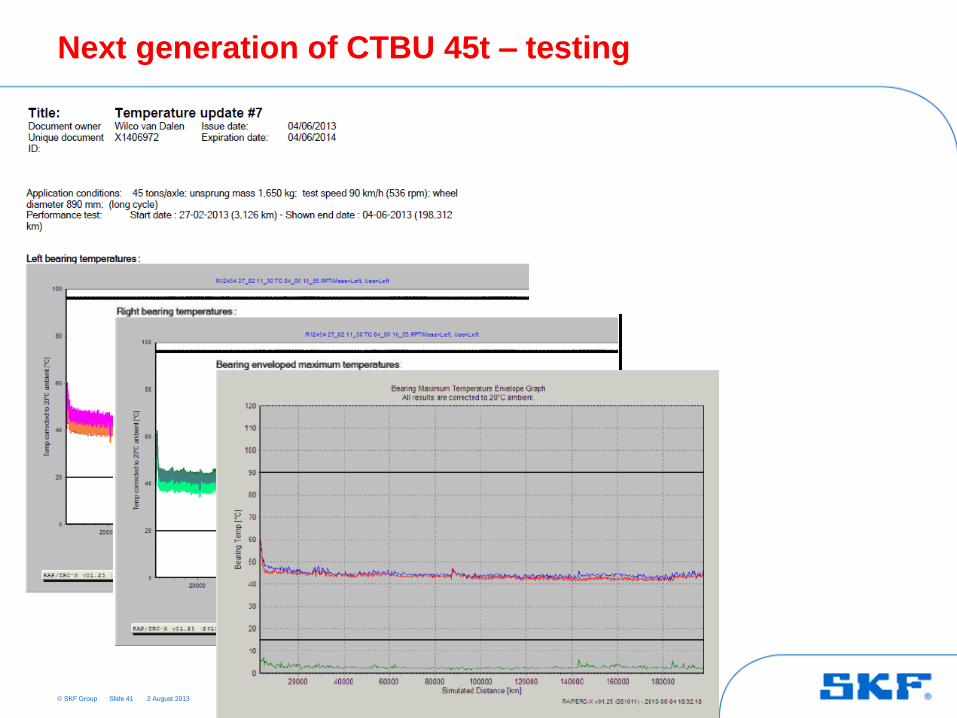
Next generation of CTBU 45t – testing
SKF RTC test just finished, 200 Tkm.
Good temperature development through the test.
© SKF Group 2 August 2013 Slide 41
Next generation of CTBU 45t – testing

© SKF Group 2 August 2013 Slide 42
Adaptor design – outer ring creep
The adaptor design must allow the bearing outer ring to creep,
thus avoiding a fixed point load
There are adaptor designs that do not enable the outer ring to
creep. Either due to more than 180° contact or due to other
design features
Adaptors must be modified to accommodate
the larger 45t bearing

Principles of Condition Monitoring in Heavy Haul Rail
5

© SKF Group 2 August 2013 Slide 44
Increasing wheel bearing reliability
Two basic approaches:
1. Technical advancements
prolonging the service life of the
wheel bearing
2. More accurate prediction of
failures using modern condition
monitoring technology
© SKF Group 2 August 2013 Slide 46
Condition Monitoring in rail
Different systems and technologies are available to detect bearing or
other mechanical (electrical) component failure before it develops into
heavy damage or accidents.
Two basic approaches:
Along the track (bearing surface temperature detection via infrared beams
or Acoustic Waves Emission based devices)
Integration of sensors in the bearing or in the bogie
SKF approach is the integration of sensors in the bearing
The immediate contact with the bearing enables reliable extraction of high
quality bearing condition info, allowing early detection of bearing
degradation
Newly developed wireless communication further enables this approach in
heavy haul

© SKF Group 2 August 2013 Slide 48
Along the track hot box detection - infrared
Trenitalia DB SBB SNCB
Absolute alarm
Relative alarm – Delta T
Relative alarm – threshold for the hottest bearing
Single alarm (T linear dependent, value at
20°C ambient T)

© SKF Group 2 August 2013 Slide 49
Along the track hot box detection - acoustic
Railway trackside acoustic detector (photo Saferail)
© SKF Group 2 August 2013 Slide 50
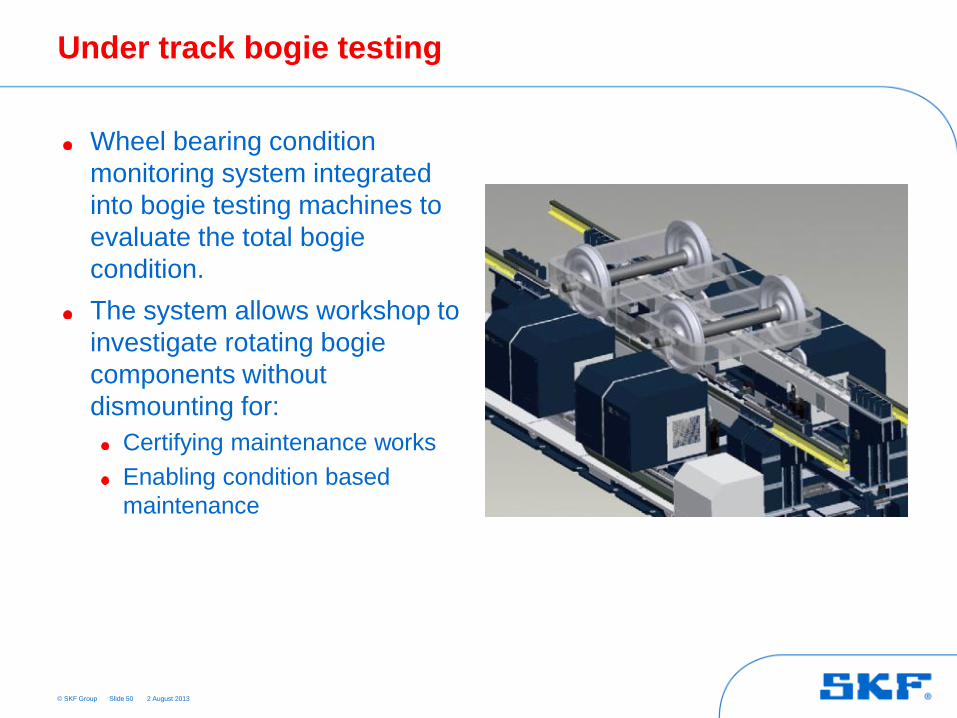
Under track bogie testing
Wheel bearing condition
monitoring system integrated
into bogie testing machines to
evaluate the total bogie
condition.
The system allows workshop to
investigate rotating bogie
components without
dismounting for:
Certifying maintenance works
Enabling condition based
maintenance

Technical advancements in the application of condition monitoring in heavy haul rail

© SKF Group 2 August 2013 Slide 52
Coming from a research & development program
R&D focused on combining SKF’s bearing life and condition monitoring
knowledge
Factor aSKF
for radial roller bearings
hc Pu/P
0.005 0.02 0.05 0.2 0.5 2 50.01 0.1 1
aSKF
0.05
0.2
0.5
2
5
20
50
0.1
1
10
k =
4
2
10.
80.
60.
5
0.4
0.3
0.2
0.15
0.1
0.005 0.02 0.05 0.2 0.5 20.01 0.1 1c
Explorer

© SKF Group 2 August 2013 Slide 53
SKF InsightTM – embedding self powered CoMo sensors within railway bearing units
Power harvesting from application environment
Embedded sensors for measurement of
Load
Lubrication
Speed
Vibration
Temperature
Intelligent wireless communication packaged inside the bearing
SKF InsightTM embedded sensors allows operators to alter operating conditions to avoid bearing damage
SKF InsightTM is currently tested in heavy haul rail

© SKF Group 2 August 2013 Slide 54
Application of embedded wireless CoMo sensors
Wireless
communication from
bearing to gateway
Information relating to actual
operating condition is sent to
Cloud servers for remote
diagnostics
Smart Components are integrated into the bearing or housing.
Monitor lubrication, speed, temperature and vibration
Self powered
Understand how the bearing’s
service life is being consumed
and the risks of failure

© SKF Group 2 August 2013 Slide 55 2 August 2013 Slide 55
Smart End Cap for Freight Cars with Insight™ Technology

© SKF Group 2 August 2013 Slide 56
Advantages of this breakthrough innovation
Eliminate damaging operating
conditions
Avoid expensive and disruptive failures
Optimise major overhaul schedules
based on equipment health
Improve process control
Reduced maintenance costs
Extended bearing life through
optimised operation
Reduce cost of ownership

Summary
6

© SKF Group 2 August 2013 Slide 59
Technical advancements increasing Heavy haul wheel bearing reliability
New technologies increasing wheel bearing service life
- Higher capacity bearings without increasing axle dimensions
- Lower friction and better functioning seals reducing energy
consumption and minimizing bearing contamination
- Optimised bearing design minimizing fretting (p-spacer) and
increasing safety (polymer cage)
Embedding self-powered sensors for accurate online condition
data, allowing operating conditions to be altered, or
maintenance to be scheduled.
Thank you for your
attention

© SKF Group 2 August 2013 Slide 61







