
*Corresponding author, e-mail: [email protected]
Research Article GU J Sci 31(3): 898-910 (2018)
Gazi University
Journal of Science
http://dergipark.gov.tr/gujs
Optimization of Cutting Parameters in Drilling AISI P20 Die Mold Steel with
Taguchi and GRA Methods
Yunus KAYIR1,* Mehmet SUZGUNOL1
1Gazi University, Faculty of Technology, Department of Manufacturing Engineering, 06500, Teknikokullar, ANKARA.
Article Info
Abstract
AISI P20 mold steels are widely used to manufacture die molding for plastic parts. In this
article, AISI P20 steel was drilled by using uncoated HSS twist drills. In drilling process, Ø8
mm drill bit, three cutting speed (v:10, 13 and 17 m/min) and three feed rate (f: 0.1, 0.2 and 0.3
mm/rev), and pecking drilling method were used. Taguchi L9 model was performed to design
the drilling tests. Cutting forces and torque were measured by a dynamometer in during the
experiments. The surface roughness and diameter of drilled holes were checked. Taguchi and
ANOVA analyses were done to determine effects of cutting parameters on the experimental
results. Grey Relation Analysis (GRA) was used to optimize results of the tests. The results
showed that the feed rate was the main effective factor on test results. Moreover, maximum
cutting speed (17 m/min) and minimum feed rate (0.1 mm/rev) were optimum cutting
parameters.
Received: 08/10/2017
Accepted: 18/04/2018
Keywords
AISI P20
Drilling Cutting forces
Grey Relation Analysis
Taguchi
1. INTRODUCTION
Plastics that are very important materials are widely used in many industries. Generally, plastics materials
have good properties such as isolate for thermal and electric, high rate of strength/weight, high resistance
for chemical erosion, lover cost for forming. So, many products that are made from plastics materials are
used in life for many requirements for example bag sector, airplane industries, medical equipment, and
kitchen accessories [1]. The plastic products are mostly manufactured by die molding technics. Moreover,
a molding die consists of many parts. Those parts are made from alloy steels that are called mold steels.
The mold steels, shown in the Table 1, widely used over the world. In addition, these standardized steels
are called impax and holdax steels [2].
Table 1. The standardized die mold steels
Queue AISI DIN
1 P20+Ni 1.2738
2 P20+S 1.2312
3 P20 1.2311
4 420SS 1.2083
5 420 1.2316
To select an optimum steel for manufacturing a die mold is very important. Hence, to know a few
properties of the mold steel are not enough. Many features, such as chemical resistance, ability of
hardening surface and machinability, must be taken into attention to select mold steels. Also, dimension
of the die and polishability always should not be missed. Moreover, hardening operations for these
material are very important. So, deformation problems, such as warping, cracking, can be occurred by the
heat treatment processes. To avoid such problems, pre-hardened mold steels are driven into the market.
Generally, polishability of the mold steels’ surfaces is a significant feature. For specials products such as

899 Yunus KAYIR, Mehmet SUZGUNOL/ GU J Sci, 31(3): 898-910 (2018)
glasses, lenses, need to be polish the surface of molding very well. Polishability prevent sticking molten
plastics material on the die surface during injection process [3].
AISI P20 that is a pre-hardened mold steel has an average fabrication hardness of 30-35 HRc. In spite of
pre-hardened, AISI P20 steel, chemical compassion is shown in Table 2, is good machinability material
because of including sulphur. Also weldability of these materials is pretty good. At the end of welding
operation, any deformation on surfaces does not emerge [4]. The weldability feature provides a
significant gain in terms of mold repair possibilities. And, the welded zone does not affect the polishing
[5,6]. In addition, AISI P20 is a preferred steel in some ways –polishability, high toughness and good
wear resistance, etc. Physical specification of the steel were given in Table 3. If desired to increase
resistance of the surface extra processes, such as nitration etching and coating with nickel and chromium,
can be done easily. For these properties reason, AISI P20 is a good material to use of manufacturing
plastic dies [7,8].
Table 2. Chemical composition of AISI P20 steel
%
Cr Mn Ni Mo C Si
1.90 1.50 0.0 0.20 0.40 0.20
Table 3. Physical features of AISI P20 steel
Physical features Room Temperature
(200)
Elasticity module (kN/mm2) 210
Thermal conductivity (W/mK)) 34.0
Hardness (HRc) 35
Some studies about AISI P20 steel were done all of the world. When the studies were examined, it was
determined that milling surface operations were mainly used. Generally, common problems were
investigated in the milling operations for instance wearing of cutting tools, cutting forces, surface
roughness, and temperature in cutting region.
Chemical properties of the materials and cutting parameters affect machinability easily or hardly. There
are many studies in this direction. Generally, AISI P20, AISI P20+S and SP300 materials were preferred
for finish operation in milling processes [7]. These experimental works uncovered that used of cutting
parameters for machining the mold steels are very important. The parameters influenced tool life for long
or short period. So, optimisation of cutting parameters put forward. Researchers expressed that
optimisation reduce costs of machining mold steels to 25-40% [8].
Normally, it is known that wearing of cutting tools affect surface roughness badly. But, many results of
an experimental works that hardened AISI P20 mold steels were machined with CBN cutting tools put the
exact opposite that situation. One of the using two different CBN cutting tools including low ceramic
binder, worn off faster. Moreover, in spite of increasing tool wear, surface roughness did not appear badly
[9]. It was put forward that PCBN cutting tools were most suitable cutters for high speed machining
(HSM) the AISI P20 mold steels. If PCBN cutting tools is used instead of the coated carbide cutting tools
in HSM, the gain will be increased by 30% [10].
Also, hardenability of AISI P20 steels is better than some material. For example, AISI 1040 that widely
used for manufacturing mechanic parts. In some publications, it was suggested that AISI P20 is better
than AISI 1040 [11,12].
Many devices and methods were handled to measure these results. Optical microscopes and SEM were
used to identify wearing of cutting tools. Dynamometers were run to measure cutting forces.
Thermocouples were utilized to find out temperature in cutting regions. Various type measurement

900 Yunus KAYIR, Mehmet SUZGUNOL/ GU J Sci, 31(3): 898-910 (2018)
devices were driven to gauge roughness of surfaces. Moreover, many methods and techniques were used
to evaluate results from the experiments [13,14].
Some findings were investigated with SEM and micro structures data. Many graphs were plotted for
many factors, surface roughness, cutting forces, wear of cutting tools, to interpret of relation with
machining parameters such as feed rate, cutting speed, cutting tools, material [15,16]. In some studies,
results of experimental works were analysed with statistical methods and techniques [17]. Taguchi and
ANOVA widely preferred to disclose relation of experimental results with cutting parameters [18,19].
Moreover, FEM methods were applied to solve mechanical problems between cutting tool and machined
material.
Examined studies have shown that experimental works on drilling AISI P20 steels are limited. However,
drilling is an essential process in the structural frames of an aircraft and contributes to 40 to 60% of the
total material removal operations [20,21]. Moreover, drilling is not a simple and easy operation. This
process is commonly divided into short hole or deep hole drilling. It is known that depth hole affects
quality of drilling process. The flow of the chips out of the hole is not easy for drilling deeper hole. So,
two method that are conventional and pecking drilling are widely used for drilling processes. And,
selection of drill bits is not very easy. Normally, drill bits are grouped according to ratio of L/D (L: length
of hole and D: Diameter of cutting tool) [22]. Because, length of drill bits modify the drilling precision.
Also, temperature, drilling forces and torque change the accuracy of the holes. In addition, the cutting
parameters directly affects temperature, drilling forces and torques [23]. Having increased torque (Mz)
and force (Fz) causes breaking the drill bits down and rapidly wearing out.
Therefore, it has been decided to drill holes. In this article, we have attempted to determine the cutting
parameters that increase quality of the hole in drilling AISI P20 die steels with uncoated HSS twist drills.
Hence, Taguchi and Gray relationship analysis (GRA) was performed to determine optimum results for
experiments.
2. MATERIAL AND METHOD
In this study, drilling tests were performed for AISI P20 mold steel. Many test specimens were prepared
for AISI P20 alloy steel by size in 60x60 x35 mm (Figure 1). HSS twist drill bits were preferred as a
cutting tool. The drill bits are manufactured according to DIN 338 standard. The cutting tool has Ø8 mm
diameter and two-flute, and 30-degree helical and 118-degree tip angle. The holes that are in a 3x3 grid
(Figure 1) were drilled on a CNC Milling machine. The holes are thoroughly the part. That is, depth of
hole is equal to high of the test part (35mm). The pecking drilling method and dry cutting conditions were
used in the tests. In the pecking drilling process, the drill goes the part out at every step and comes back
and continues to process. HSS uncoated twist drills, and 3 feed rate and 3 cutting speed were used (Table
4) in the experiments. The Mz (torque) and Fz (force) were measured in drilling tests. But, Mz and Fz of
the beginning and ending of drilling process were excluded for evaluation of the test results. Because, it is
considered that countersink of drill bit affects Fz and Mz. Approximately, 2.5 mm was determined for
countersink of the drill. The remaining (35-5 = 30 mm) size was divided into 3 (3x10) steps for pecking
drilling method (Figure 2).

901 Yunus KAYIR, Mehmet SUZGUNOL/ GU J Sci, 31(3): 898-910 (2018)
a) b)
Figure 1. Test part; a) Dimensions of the workpiece, b) Samples of drilled holes
Figure 2. Pecking drilling method
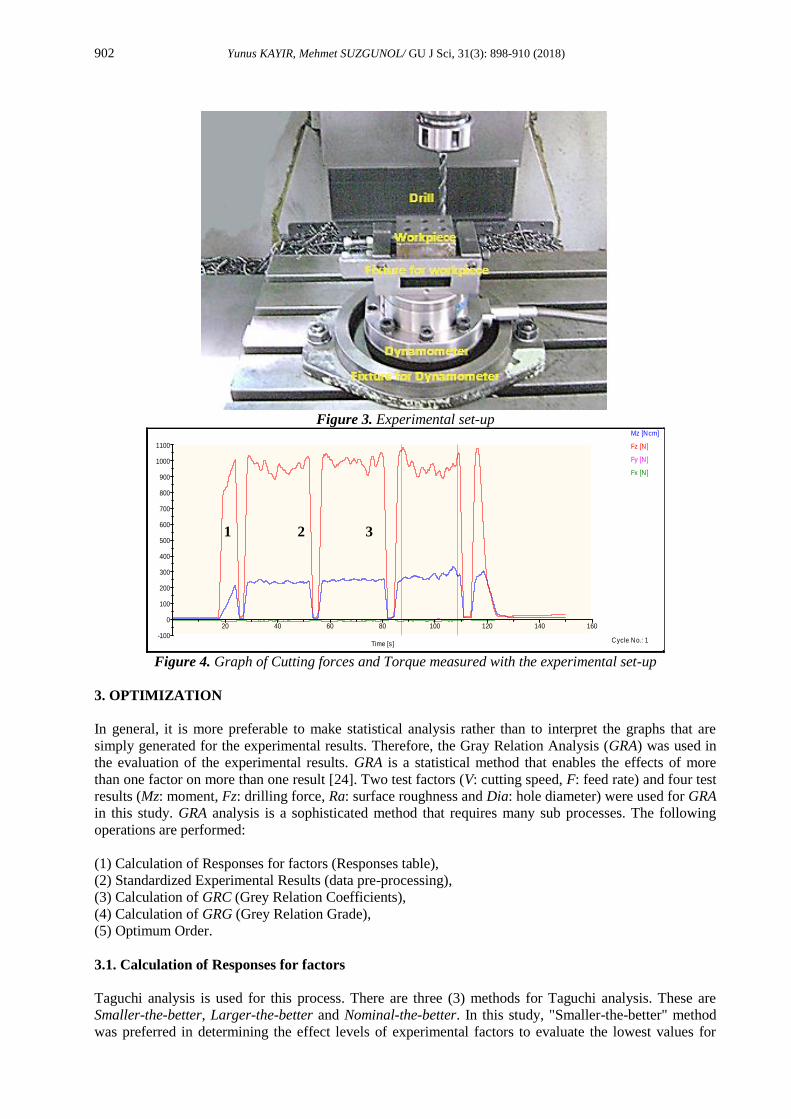
In the experiments, Kistler 9272 dynamometer and equipment (Figure 3) were used for measurement the
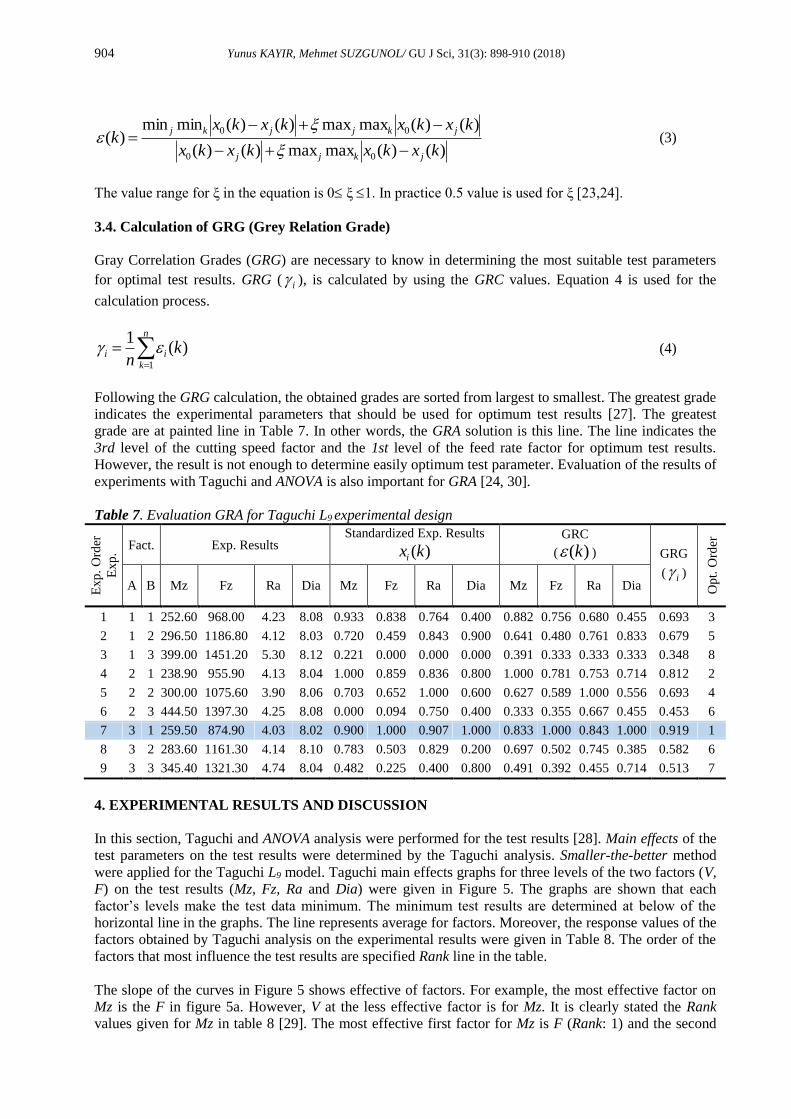
Fz drilling force and Mz drilling torque. An example (Figure 4) was given for the Fz and Mz plots that
generated with the dynamometer. In the graphs, separated curves (numbered on the graph) indicate for
each step in pecking drilling. In the graph, the top curves show the Fz values and the other curves indicate
the Mz values. The values in three regions of the graph (marked as 1, 2 and 3) were considered for
evaluation of the results. Fz and Mz values were calculated by averaging in these three region. Beginning
and ending values of the graph were excluded from evaluation test results. These values are countersink
of the drill bit. Moreover, after that the drilling processes were finished many measurements were
performed on the holes. The holes’ diameter (Dia) and surface roughness (Ra) were checked one by one.
The measurement device for surface roughness was set 0.8x5 (cut of length) up range. Ra (average
roughness) value were used to measure surface roughness.
Table 4. Conditions of the experimental works
Machine tools Johnford VMC-550 Fanuc Serial O-M CNC Milling Machine
Cutting tools Uncoated HSS twist drill bit: Ø 8mm, Edge angle 120o, Helical angle 30o, 2 flute
Material AISI P20
Cutting
parameters
Cutting speed (V): 10 13 17 m/min.
Feed rate (f): 0.1 0.2 0.3 mm/rev.
902 Yunus KAYIR, Mehmet SUZGUNOL/ GU J Sci, 31(3): 898-910 (2018)
Figure 3. Experimental set-up
Figure 4. Graph of Cutting forces and Torque measured with the experimental set-up
3. OPTIMIZATION
In general, it is more preferable to make statistical analysis rather than to interpret the graphs that are
simply generated for the experimental results. Therefore, the Gray Relation Analysis (GRA) was used in
the evaluation of the experimental results. GRA is a statistical method that enables the effects of more
than one factor on more than one result [24]. Two test factors (V: cutting speed, F: feed rate) and four test
results (Mz: moment, Fz: drilling force, Ra: surface roughness and Dia: hole diameter) were used for GRA
in this study. GRA analysis is a sophisticated method that requires many sub processes. The following
operations are performed:
(1) Calculation of Responses for factors (Responses table),
(2) Standardized Experimental Results (data pre-processing),
(3) Calculation of GRC (Grey Relation Coefficients),
(4) Calculation of GRG (Grey Relation Grade),
(5) Optimum Order.
3.1. Calculation of Responses for factors
Taguchi analysis is used for this process. There are three (3) methods for Taguchi analysis. These are
Smaller-the-better, Larger-the-better and Nominal-the-better. In this study, "Smaller-the-better" method
was preferred in determining the effect levels of experimental factors to evaluate the lowest values for
M z [Nc m ] Cy c l e No .: 1 M e a n = 2 7 5 .2 M in = 2 4 7 .7 8 M a x = 3 3 5 .0 9 In te g ra l = 5 9 5 5 .4 1
Fz [N] Cy c l e No .: 1 M e a n = 9 5 8 .5 8 M in = 8 8 5 .2 6 M a x = 1 0 8 4 .7 8 In te g ra l = 2 0 7 4 3 .7 1
Fy [N] Cy c l e No .: 1 M e a n = 0 .7 7 M in = -1 .1 8 M a x = 4 .1 3 In te g ra l = 1 6 .5 9
Fx [N] Cy c l e No .: 1 M e a n = -8 .3 8 M in = -1 1 .8 5 M a x = -4 .5 1 In te g ra l = -1 8 1 .3 9
20 40 60 80 100 120 140 160
-100
0
100
200
300
400
500
600
700
800
900
1000
1100
Time [s]
A22-1
Cycle No.: 1
Smoothing on
Mz [Ncm]
Fz [N]
Fy [N]
Fx [N]
1 2 3

903 Yunus KAYIR, Mehmet SUZGUNOL/ GU J Sci, 31(3): 898-910 (2018)
surface roughness (Ra), hole’s diameter variations (Dia), drilling moment (Mz) and drilling force (Fz).
The following equation (1) is used for Smaller-the-better [25].
)1
(log101
2
10
r
iijR
r (1)
Generaly, a lot of models for experimental design were used in Taguchi method [26,27]. The L9 model
(3**2) was preferred for Smaller-the-better in this study. The L9 model (3**2) include two factors (V and
F), and each of them has 3 levels (listed in Table 5). The Taguchi L9 model needs to do 9 experiments.
Four experimental results (Mz, Fz, Ra and Dia) were obtained from each of test. All of the experimental
results are shown in Table 6.
Table 5. Taguchi L9 model
Cutting Parameter Factor Unit Level
1 2 3
Cutting Speed (V) A (m/min) 10 13 17
Feed rate (F) B (mm/rev) 0.06 0.08 0.1
Table 6. Experimental results for Taguchi L9 model
Taguchi L9 Exp. Parameter Exp. Result
A B V(m/min) F(mm/rev) Mz(Ncm) Fz(N) Ra(µm) Dia(mm)
1 1 10 0.06 252.6 968.0 4.23 8.08
1 2 10 0.08 296.5 1186.8 4.12 8.03
1 3 10 0.1 399.0 1451.2 5.30 8.12
2 1 13 0.06 238.9 955.9 4.13 8.04
2 2 13 0.08 300.0 1075.6 3.90 8.06
2 3 13 0.1 444.5 1397.3 4.25 8.08
3 1 17 0.06 259.5 874.9 4.03 8.02
3 2 17 0.08 283.6 1161.3 4.14 8.10
3 3 17 0.1 345.4 1321.3 4.74 8.04
3.2. Standardized Experimental Results
Gray Relationship Coefficients (GRC) have to be calculated for GRA. But, the experimental results are
subjected to pre-processing instead of direct use for the evaluation. This process is also called
standardization. The goal is to extract the numerical differences from the units of measurement used for
the test results. As a result of the standardization process, the test results are expressed between 0 and 1
[24]. Different equations are used in the process, for example, Larger-the-better and Smaller-the-better.
In this study, it was aimed to determine the optimum experimental results. Therefore, standardization (
)(kxi ) for the process Smaller-the-better equation (Eqn. 2) were used [25]. The values obtained from the
calculation are shown in Table 7.
)(min)(max
)()(max)(
00
00
kxkx
kxkxkx
ii
ii
i
(2)
3.3. Calculation of GRC (Gray Relation Coefficients)
GRC must be evaluated for the Gray Relation Analysis. The standardized values for Ra, Dia, Mz and Fz
were used to calculate GRC. Equation 3 is used for gray relation coefficients, (k).
904 Yunus KAYIR, Mehmet SUZGUNOL/ GU J Sci, 31(3): 898-910 (2018)
)()(maxmax)()(
)()(maxmax)()(minmin)(
00
00
kxkxkxkx
kxkxkxkxk
jkjj
jkjjkj
(3)
The value range for ξ in the equation is 0 ξ 1. In practice 0.5 value is used for ξ [23,24].
3.4. Calculation of GRG (Grey Relation Grade)
Gray Correlation Grades (GRG) are necessary to know in determining the most suitable test parameters
for optimal test results. GRG ( i ), is calculated by using the GRC values. Equation 4 is used for the
calculation process.
n
kii k
n 1
)(1
(4)
Following the GRG calculation, the obtained grades are sorted from largest to smallest. The greatest grade
indicates the experimental parameters that should be used for optimum test results [27]. The greatest
grade are at painted line in Table 7. In other words, the GRA solution is this line. The line indicates the
3rd level of the cutting speed factor and the 1st level of the feed rate factor for optimum test results.
However, the result is not enough to determine easily optimum test parameter. Evaluation of the results of
experiments with Taguchi and ANOVA is also important for GRA [24, 30].
Table 7. Evaluation GRA for Taguchi L9 experimental design
4. EXPERIMENTAL RESULTS AND DISCUSSION
In this section, Taguchi and ANOVA analysis were performed for the test results [28]. Main effects of the
test parameters on the test results were determined by the Taguchi analysis. Smaller-the-better method
were applied for the Taguchi L9 model. Taguchi main effects graphs for three levels of the two factors (V,
F) on the test results (Mz, Fz, Ra and Dia) were given in Figure 5. The graphs are shown that each
factor’s levels make the test data minimum. The minimum test results are determined at below of the
horizontal line in the graphs. The line represents average for factors. Moreover, the response values of the
factors obtained by Taguchi analysis on the experimental results were given in Table 8. The order of the
factors that most influence the test results are specified Rank line in the table.
The slope of the curves in Figure 5 shows effective of factors. For example, the most effective factor on
Mz is the F in figure 5a. However, V at the less effective factor is for Mz. It is clearly stated the Rank
values given for Mz in table 8 [29]. The most effective first factor for Mz is F (Rank: 1) and the second
Ex
p.
Ord
er
Ex
p.
Fact. Exp. Results Standardized Exp. Results
)(kxi
GRC
( )(k ) GRG
( i )
Op
t. O
rder
A B Mz Fz Ra Dia Mz Fz Ra Dia Mz Fz Ra Dia
1 1 1 252.60 968.00 4.23 8.08 0.933 0.838 0.764 0.400 0.882 0.756 0.680 0.455 0.693 3
2 1 2 296.50 1186.80 4.12 8.03 0.720 0.459 0.843 0.900 0.641 0.480 0.761 0.833 0.679 5
3 1 3 399.00 1451.20 5.30 8.12 0.221 0.000 0.000 0.000 0.391 0.333 0.333 0.333 0.348 8
4 2 1 238.90 955.90 4.13 8.04 1.000 0.859 0.836 0.800 1.000 0.781 0.753 0.714 0.812 2
5 2 2 300.00 1075.60 3.90 8.06 0.703 0.652 1.000 0.600 0.627 0.589 1.000 0.556 0.693 4
6 2 3 444.50 1397.30 4.25 8.08 0.000 0.094 0.750 0.400 0.333 0.355 0.667 0.455 0.453 6
7 3 1 259.50 874.90 4.03 8.02 0.900 1.000 0.907 1.000 0.833 1.000 0.843 1.000 0.919 1
8 3 2 283.60 1161.30 4.14 8.10 0.783 0.503 0.829 0.200 0.697 0.502 0.745 0.385 0.582 6
9 3 3 345.40 1321.30 4.74 8.04 0.482 0.225 0.400 0.800 0.491 0.392 0.455 0.714 0.513 7

905 Yunus KAYIR, Mehmet SUZGUNOL/ GU J Sci, 31(3): 898-910 (2018)
factor is V (Rank: 2). In addition, the effects of the factors on Fz are examined (Figure 5.b), it is seen that
F is the most effective factor. Because, the slope of the graph increase rapidly. This information is proved
by the Rank values given for Fz in Table 8. With respect to Rank, the most effective factor for Fz is F
(Rank: 1) and V is the second factor (Rank: 2). And, the graph in Figure 5.c express that the effect of F
and V factors on the Ra test results is high. Because there is a rapidly rise in both curves. Which is the
most effective factor on Ra? The Rank values (Table 8) give exactly. The 1 value given in the rank row is
the declaration that F is the first factor. In the end graph for Dia (Figure 5.d), the effects of F and V are
high. F is the most effective factor, due to Rank: 1 (Table 8).
a) Main effects for Mz b) Main effects for Fz
c) Main effects for Ra d) Main effects for Dia
Figure 5. Effects of Factors for experimental results (Taguchi Smaller-the-better method)
Table 8. Response Values of factors for experimental results (Taguchi Smaller-the-better method)
Level Mz Fz Ra Dia
A B A B A B A B
1 316.0 240.3 1202.0 932.9 4.550 4.130 8.077 8.047
2 327.8 293.4 1142.9 1141.2 4.093 4.053 8.060 8.063
3 296.2 396.3 1119.2 1389.9 4.303 4.763 8.053 8.080
Delta 31.6 146.0 82.8 457 0.457 0.710 0.023 0.033
Rank 2 1 2 1 2 1 2 1
According to Taguchi analysis, it is found that the first factor F and the second factor V are taken into
account when the test results are optimized in the drilling of AISI P20 die steel with Ø8 mm uncoated
drill bits by using pecking drilling method with dry cutting conditions. In fact, the most influential
factor’s levels that will make the test results minimum (Smaller-the-better) are indicated in the Main
Effects Plot graphs (Figures 5 a, b, c, d). Actually, those factors’ levels are at below of the average line in
the graphs. Accordingly, these factors’ levels are F1 and V3 for Mz, F1 and V3 for Fz, F2 and V2 for Ra
and F1 and V3 for Dia. These levels can be expressed like an optimum parameter for the test. However, it
171310
400
375
350
325
300
275
250
0.100.080.06
V
Mz (
Ncm
)
F
Main Effects Plot for MzData Means
171310
1400
1300
1200
1100
1000
900
0.100.080.06
V
Fz (
N)
F
Main Effects Plot for FzData Means
171310
4.8
4.7
4.6
4.5
4.4
4.3
4.2
4.1
4.0
0.100.080.06
V
Ra
(u
m)
F
Main Effects Plot for RaData Means
171310
8.080
8.075
8.070
8.065
8.060
8.055
8.050
8.045
0.100.080.06
V
Dia
(m
m)
F
Main Effects Plot for DiaData Means

906 Yunus KAYIR, Mehmet SUZGUNOL/ GU J Sci, 31(3): 898-910 (2018)
will not be realistic. So, GRA analysis is needed to determined exactly optimum levels of the factors
[30,31].
In the GRA analysis, the optimum parameters are determined by the largest GRG values. The largest GRG
value is 0.919 (in table 7) indicate the optimum levels of factors [32,33]. This line is organized with num.
1 for the opt. order. However, this order is defined by the num. 7 for exp. order. In other words, the 7th
test parameters are optimum parameters. It appears clearly that B1 and A3 factors are optimum
parameters. Consequently, the GRA result indicates that the high cutting speed (V3) and the lowest feed
rate (F1) must be used to optimize the test results.
But, the result should be checked by Taguchi analysis to prove the truth of the GRA [33,34]. So, Larger-
the-better method, which makes the GRG values the greatest, should be used for Taguchi analysis. The
Taguchi analysis results for the GRG are given in Table 9 and Figure 6. The most effective factors for
GRG are given at row Rank in table 9. It is seen that the most effective factors are F (Rank: 1) and V
(Rank: 2). Also, Figure 6 shows that each level of the V and F factors influences on the GRG. The largest
GRG results show that the first level of factor F (F1) and the third level of V (V3) should be considered.
Optimal factors’ levels suggested by the applied GRA method are also appropriate in terms of Taguchi
analysis.
Table 9. Analysis of Taguchi for GRG (Taguchi Larger-the-better method)
Level A B
1 0.5733 0.8080
2 0.6525 0.6513
3 0.6714 0.4378
Delta 0.0981 0.3703
Rank 2 1
171310
0,8
0,7
0,6
0,5
0,4
0.3000.2000.100
V
Level o
f R
ela
tion f
or
GR
G
F
Main effect plot for GRG
Figure 6. Graph of GRG (Taguchi Larger-the-better method)
After that optimum parameters are determined by GRA, contribution of test parameters to the
experimental results should be evaluated. In this way, the accuracy of determining the optimum
parameters will be supported [25,29]. ANOVA statistical evaluation method can be used for contribution
(%) of factors on test results. So, this method was performed on GRG values obtained during GRA
analysis. The ANAVO results for GRG levels are given in Table 10. In the chart, the % contribution of the
V and F factors (Source column of the Table 10) to the results was given by the letter P. When the letter P
values are examined, it is seen that the contribution of factor A is 6.5% and the contribution of factor B is
81.5%. It is found that the contribution of the B factor to the Mz, Fz, Ra and Dia test results is 81.5%. It is
higher than B. In other words, F is the most effective parameter on the test results. So, F should be taken
into account in order to optimize the test results [33, 34].
907 Yunus KAYIR, Mehmet SUZGUNOL/ GU J Sci, 31(3): 898-910 (2018)
Table 10. ANOVA results for GRG
Source DF Sum of Sq Mean Sq F P %
A (V:m/min) 2 0.016272 0.0081436 1.06 0.426 6.5
B (F:mm/rev) 2 0.207238 0.103619 13.55 0.017 81.5
Error 4 0.030594 0.007648
12
Total 8 0.254104
100
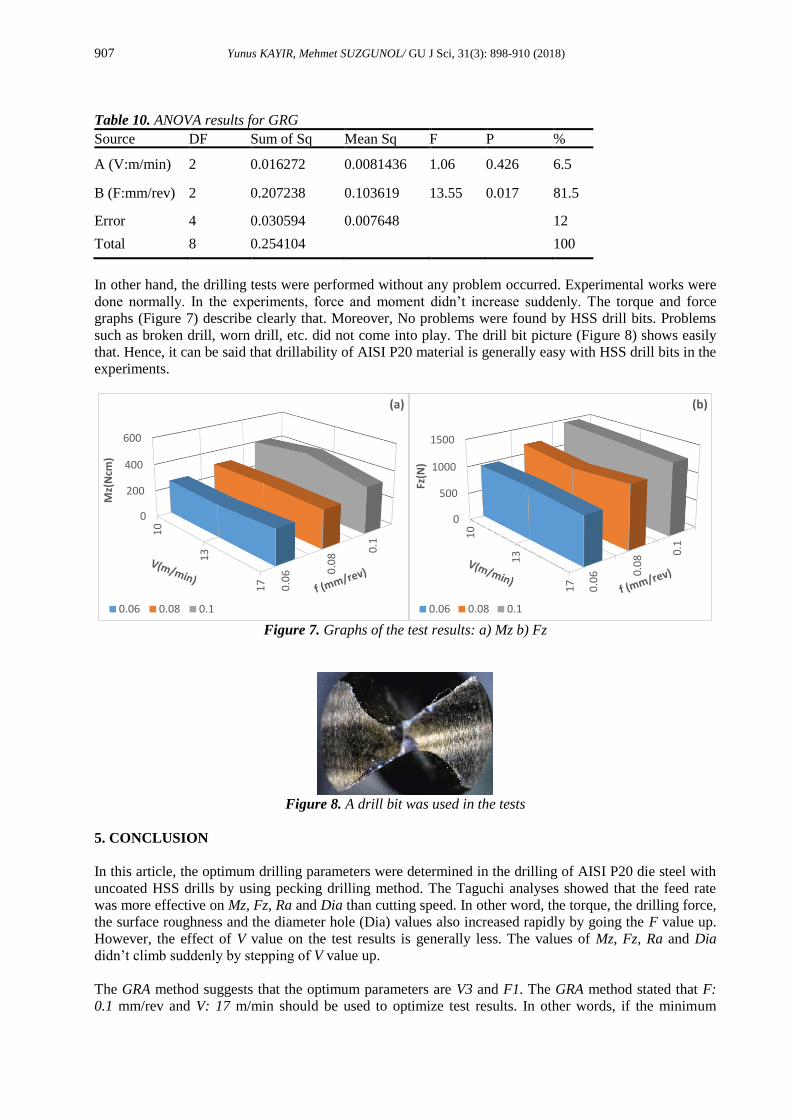
In other hand, the drilling tests were performed without any problem occurred. Experimental works were
done normally. In the experiments, force and moment didn’t increase suddenly. The torque and force
graphs (Figure 7) describe clearly that. Moreover, No problems were found by HSS drill bits. Problems
such as broken drill, worn drill, etc. did not come into play. The drill bit picture (Figure 8) shows easily
that. Hence, it can be said that drillability of AISI P20 material is generally easy with HSS drill bits in the
experiments.
Figure 7. Graphs of the test results: a) Mz b) Fz
Figure 8. A drill bit was used in the tests
5. CONCLUSION
In this article, the optimum drilling parameters were determined in the drilling of AISI P20 die steel with
uncoated HSS drills by using pecking drilling method. The Taguchi analyses showed that the feed rate
was more effective on Mz, Fz, Ra and Dia than cutting speed. In other word, the torque, the drilling force,
the surface roughness and the diameter hole (Dia) values also increased rapidly by going the F value up.
However, the effect of V value on the test results is generally less. The values of Mz, Fz, Ra and Dia
didn’t climb suddenly by stepping of V value up.
The GRA method suggests that the optimum parameters are V3 and F1. The GRA method stated that F:
0.1 mm/rev and V: 17 m/min should be used to optimize test results. In other words, if the minimum
0.0
6 0.0
8
0.1
0
200
400
600
10
13
17
Mz(
Ncm
)
(a)
0.06 0.08 0.1
0.0
6 0.0
8 0.1
0
500
1000
1500
10
13
17
Fz(N
)(b)
0.06 0.08 0.1

908 Yunus KAYIR, Mehmet SUZGUNOL/ GU J Sci, 31(3): 898-910 (2018)
torque and drilling force, and the best surface roughness and the minimum diameter change are required
in drilling processes, the lowest feed rate and the highest cutting speed must be used.
Evaluation by ANOVA analysis of the GRA results, was not encountered any unconformity. Moreover,
experimental works showed that drillability of AISI P20 material with HSS drill bits is generally easy.
ACKNOWLEDGEMENT
This study was supported by the BAP project. We would like to thank the Gazi University.
CONFLICTS OF INTEREST
No conflict of interest was declared by the authors.
REFERENCES
[1] Songmene, V., “Machinability testing of mould steels”, Industrial Research, 5: 12-17, (1999).
[2] Le Calvez C., Poulachon G., Coulon B., Ponsot A., Dessoly M., Moisan A., Rec J., “Gains achieved
by using new generations of plastic injection mold steels.” CIRIP Annals, 52: 69-72, (2003).
[3] Rech, J., “A new approach for the characterization of machinability application to steels for plastic
injection moulds”, Journal of Materials Processing Technology, 152: 66–70, (2004).
[4] Thompson S., Handbook of mould, tool and die repair welding, William Andrew Publishing,
London, (1999).
[5] Vedani M., “Microstructural evolution of tool steels after Nd-YAG laser repair welding,” J. Mater.
Sci., Milan, 39: 241–249, (2004).
[6] Wilson, P., ve Carlos, E., “Repair welding of polymer injection moulds manufactured in AISI P20
and VP50IM steels.”, Journal of Materials Processing Technology, 179: 244–250, (2006).
[7] Ateş, S., “The effect of feed rate on tool life and surface roughness in milling AISI P20 with CBN
cutting tools”, Research & Development, 5-8, (2009).
[8] Luis, A. and Helleno Schützer, K., “Investigation of tool path interpolation on the manufacturing of
die and molds with HSC technology”, Journal of Materials Processing Technology, 179: 178–184,
(2006).
[9] Fallböhmer, B., ve Rodriguez, A., “High-speed machining of cast iron and alloy steels for die and
mould manufacturing”, Journal of Materials Processing Technology, 98: 104-115, (2000).
[10] Süzgünol M. and Kayır Y., “Machinability of the DIN 1.2311 and 1.2738 alloy Steel”, 3th National
Metal Cutting and Machining Symposium, Ankara, (2012).
[11] Köse, S., “Investigation of hardenability of AISI/SAE 1040-2738-304 Alloy steels with jominy test”
Master Thesis, Afyon Kocatepe University Institute of Science and Technology, Afyon, (2008).
[12] Köse, S., Said, G., Günes, Erdogan, M., “The Investigation of the hardening ability of AISI 1040-
2738 Steels with Jominy Test”, IMSP 12th International Materials Symposium, 64-72, Denizli,
Turkey, (2008).

909 Yunus KAYIR, Mehmet SUZGUNOL/ GU J Sci, 31(3): 898-910 (2018)
[13] Hossein, A. ve Kadirgama, K., “Prediction of cutting force in end-milling operation of modified
AISI P20 tool steel”, 2nd National CAD/CAM and Analysis Conference, 4-8, (2010).
[14] Kayır Y., Aslan S. and Aytürk A., “Analysing the Effects of Cutting Tools Geometry on Turning of
AISI 316 Ti Stainles Steel with Taguchi Method”, Journal of the Faculty of Engineering and
Architecture of Gazi University, 28: 363-372, (2013).
[15] Kivak, M., ve Çakir, O., “Examination of machining parameters on surface roughness in EDM of
tool steel.” Journal of Materials Processing Technology 191: 141–144, (2007).
[16] Sakarya, N., ve Göloğlu, C., “Evaluation the effects of the cutting parameters and cutting tool paths
on Surface Roughness in pocket machining with Taguchi Method” Journal of the Faculty of
Engineering and Architecture of Gazi University, 21: 603-611, (2005).
[17] Çelikçapa, F. O., “An Application for Taguchi Method in a textile sector”, Journal of Uludag
University, (2002).
[18] Antony, J., “Simultaneous Optimisation of Multiple Quality Characteristics in Manufacturing
Processes Using Taguchi’s Loss Function”, Int. J. of Adv. Manuf. Technology, 17:134-138, (2001).
[19] El Tammimi A., Darwish S. M., “Geometric acquires of NC and conventionally drilled holes”,
Journal of Materials Processing Technology, 111-116, (1998).
[20] Meral G., Sarıkaya M. and Dilipak H., “At the Drilling Applications Optimization of Quality of
Drill via Taguchi Method”, Engineering and Machine, 52:42-49, (2011).
[21] Sharif S. , Rahim E. A. and Sasahara H. “Machinability of Titanium Alloys in Drilling”, Titanium
Alloys, InTech, Croatia, (2012).
[22] R. Clifford Benamin Raj, B. Anand Ronald, A. Velayudham and Prasmit Kumar Nayak, “Hole
Accuracy During Deep Hole Drilling for Hydraulic Cylinder Application”, Advanced Material
Research, 984: 67-72, (2014).
[23] Taşkesen A. and Kütükte K., “Experimental investigation and multi-objective analysis on drilling of
boron carbide reinforced metal matrix composites using grey relational analysis”, Measurement,
47:321-330, (2014).
[24] Kayır Y., Optimization of the Cutting Parameters for Drilling Magnesium Alloy AZ91”, Materials
Testing, 56: 47-53, (2014).
[25] Sadasia R.T., Rajesh V., VenuGopal A., “Taguchi based Grey Relational Analysis to Optimize Face
Milling Process with Multiple Performance Characteristics”, International Conference on Trends in
Industrial and Mechanical Engineering (ICITIME’2012), Dubai, (2012).
[26] Haq A.N, Marimuthu P, Jeyapaul R. “Multi response optimization of machining parameters of
drilling Al/SiC metal matrix composite using grey relational analysis in the Taguchi method”,
International Journal of Advanced Manufacturing Technology;37: 250-255, (2008).
[27] Palanikumar K. “Experimental investigation and optimisation in drilling of GFRP composites”,
Measurement: Journal of the International Measurement Confederation, 44:2138-48, (2011).
[28] Ay M., Çaydaş U. and Hasçalık A., “Optimization of micro-EDM drilling of inconal 718”,
International Journal of Advanced Manufacturing Technology, 66: 1015-1023, (2013).

910 Yunus KAYIR, Mehmet SUZGUNOL/ GU J Sci, 31(3): 898-910 (2018)
[29] Tosun G. “Statistical analysis of process parameters in drilling of AL/SIC P metal matrix
composite”, International Journal of Advanced Manufacturing Technology, 55: 477-85, (2011).
[30] Rajmohan T, Palanikumar K. “Optimization of machining parameters for multi-performance
characteristics in drilling hybrid metal matrix composites”, Journal of Composite Materials, 46: 8,
69-78, (2012).
[31] Balasubramanian S., “Grey Relationa Analysis to determine optimum process parameters for Wire
Electro Discharge Machining (WEDM), International Journal of Engineering Science and
Technology (IJEST), 3: (2011).
[32] Adalarsan R., Santhanakumar M. and Rajamohan M., “Optimization of laser cutting parameters for
AL6061/SiCp/Al2O3 compositeusing grey based surface methodology (GRSM)”, Measurement, 73:
596-606, (2015).
[33] Taskesen A., Kayır Y. and Zumrüt Y., “Modelling for Prediction of Cutting Forces and Surfaces
Roughness in Drilling AZ31 Magnesium Alloy”, 21st International Scientific Conference,
Mechanica, Lithunia, (2016).
[34] Sarıkaya M. and Güllü A., Multi-response optimization of minimum quantity lubrication parameters
using Taguchi-based grey relational analysis in turning of difficult-to-cut alloy Haynes 25” Journal
of Cleaner Production, 91: 347-357, (2015).







