
Oct - Dec 2011 • Volume-34 • Issue-4In-house Journal of L&T Construction

FocusL&T Constuction has been a leader in
providing EPC solutions to the steel industry
of India right from the nascent stages. It
has played a significant role by being in the
forefront ever since the late fifties when it
started building blast furnaces, to the current
modernisation and expansion projects. L&T
can look back with a sense of pride and
achievement for its continued partnership
with TATA steel - one the world’s largest steel
producer. L&T is currently involved in one of
the most significant expansion projects at
TATA Steel, the 3.0 MTPA expansion project
that includes six packages of the MMH IC
apart from the electrical packages that
involves electrification and substation jobs
done by PT&D IC. Taking the contribution
to steel industry to a new height, L&T is also
involved in forming a JV with Nuclear Power
Corporation of India (NPCIL) to set-up one
of the country’s largest integrated Steel
Melting Shop & Forging division yielding
nuclear grade steel with a capacity of 1.0
MTPA.
This issue also covers an impressive road
project in the state of Gujarat - the Halol
Godhra-Shamlaji road project that would
go a long way in connecting the state to
Delhi and northern parts of india. The
Kaliedoscope, as usual covers a plethora of
events and corporate news of significance.
Wish you a happy reading!
- Editor
In this issueOct - Dec 2011 • Volume - 34 • Issue - 4
Editor : V. S. Ramana
Editorial team : K. Sridharan | V. Ramesh Kumar
Gopi Kannan. S | V. Eswar
Ashwin Chand | Mayura. K
Subha Anand | Shamala Nadendla
Photography : V. S. Natanavelu
Design & layout : Global Print Design, Chennai
Kaliedoscope
Events ............................... 42
New Orders ........................ 53
Awards .............................. 55
L&T at TATA Steel ....................315
28
38
Electrical works at Tata Steel ..........................
Forging ahead with innovation .........................
Halol Godhra Shamlaji Road Project ......................

ECC CONCORD Oct - Dec 2011 3
L&T at TATA Steel34 years of forging alliances

ECC CONCORD Oct - Dec 2011 4
The association of India’s two most respected organisations, Larsen & Toubro and TATA
Steel, dates way back to 1978. Starting right from executing unit rate contracts, L&T has over the years built its credibility and today, stands tall as a EPC partner adding consistently to the capacity of Tata Steel making it one of the largest steel producer in the world.
At present, Minerals and Material Handling IC, Power Transmission & Distribution IC and the Railways Business Units are associated with TATA Steel Limited (TSL) for capacity expansion project from seven to ten MTPA.
Scope of Work
L&T’s MMH IC has been actively participating in the growth plans
MTPA expansion project was a major challenge. This expansion project included 7 mega projects being executed in parallel and various other enabling projects that were being executed by TSL directly. This project has its own share of benchmarks:
Asia’s largest Pellet Plant y
The second in series Blast yFurnace
Equipment intensive jobs of yLD#3
Raw Material Handling Systems yfor Thin Slab Caster that was executed for the first time
Major Quantities
Excavation : 22 Lakh cu.m
Concrete : 5.5 Lakh cu.m
Structural Fabrication : 1.2 Lakh t
of TSL for over two decades. At present, it is partnering with TSL for expansion projects from 7 MTPA to 10 MTPA, which includes the following packages:
Raw Material Handling Package y(1 & 2)
6.0 MTPA Pellet Plant y
Coke Oven Battery No. 10 & y11
“I” Blast Furnace y
LD#3 (Balance of Plant) y
Thin Slab Caster y
The scope also includes a capability enhancement project in the area of Continuous Annealing & Processing Line (CAPL) which is a first-of-its kind innovation in India.
TSL Jamshedpur being a prestigious client for L&T, the 3
Overall view of pellet plant

ECC CONCORD Oct - Dec 2011 5
Equipment Erection : 1.19 Lakh t
Piping : 25 Lakh in m tr
Various new construction methodologies were developed and adopted. The TSL site maintains excellent records of Safety and has bagged the coveted RoSPA Gold Award and many Quality Trophies.
Though the project would look like a mere expansion of an integrated steel plant, the space constraint and operational constraint of the existing and operating plant brought new challenges for keeping the project timelines intact. More specifically, the Raw Material Handling Package was spread across the whole plant and hence the interferences with existing facility for laying out the new conveyors were one of the biggest challenges. As an alternative to CO2 gas welding,
Corgon Gas, a mixture of Carbon-di-oxide and Argon (a product of BOC) was introduced in MIG welding process, which resulted in good appearance and finish
of weld with less wastage of filler wire and minimum weld defects. This innovation also helped increase the welding speed, and thereby the productivity.
TATA Steel
Established in 1907, Tata Steel is world’s 7th largest steel maker with an annual crude steel capacity of over 28 Million Tonnes Per Annum (MTPA). It is now one of the world’s most geographically-diversified steel producers, with operations in 26 countries and a commercial presence in over 50 countries. The Tata Steel Group, with a turnover of US$ 22.8 billion in FY ‘10, has over 80,000 employees across five continents and is a Fortune 500 company.
Drying and grinding system of pellet plant
Memento presented in 2002 to Mr. Ratan Tata by Mr. A. Ramakrishna, then Deputy Managing Director, L&T and Mr. K.G. Hariharan, then Sr. Vice President,
Industrial Projects & Utilities, to celebrate 25 years of L&T - Tata association

ECC CONCORD Oct - Dec 2011 6
6.0 MTPA Pellet PlantThe 6 MTPA pellet plant is considered the largest in Asia and a first-of-its-kind in India. Apart from these breathtaking benchmarks, L&T completed the construction in a record 36 months from the ground-breaking. The pellet plant package was awarded
as Engineering Procurement and Construction Project in consortium with the Technology Supplier Outotec GmbH. L&T’s scope included the detailed engineering for civil & structural, supply of indigenous mechanical, electrical equipment and instruments including complete site services comprising of civil, structural, mechanical, electrical erection and instrumentation work and finally commissioning of the Pellet Plant. This plant, based on the process of Outotec GmbH of travelling grate process includes key features such as:
Length of Reaction Area : 192 m
Pellet Width : 4 m
Center Distance : 205 m
Pellet speed : 1.5 -8.6 m/s
Total Wind Boxes : 32 nos
Max. Process Gas Temperature : 1360 °C
Assembly & Erection of Recuperation duct
Erection of Recuperation duct of 100 m length and the eccentric shape of 1.5 m to 9 m was a challenging job as it was to be installed inside the indurating building.
The entire recuperation duct was supplied in three / four halves in various lengths and was assembled at site. The internal diameter was to be maintained accurately with a smooth finish for proper installation of insulation bricks and gunning / casting.
Installation of Ball Mills
As a part of Iron Ore Grinding System, two Ball Mills of size 6.1m diameter,14 m length, and a weight of 110 t were installed on the elevated foundations.
Scope
Item Description Quantity
Piling 550 Dia 4134 nos
Excavation 3.54 Lakh cu.m
RCC 72500 cu.m
Structural Steel 19290 t
Sheeting 75000 sq.m
Equipment 20235 t
Piping 2.14 Lakh m
Refractory 4300 t
Charging bay at LD#3

ECC CONCORD Oct - Dec 2011 7
The methodology for unloading and subsequent installation was prepared and planned meticulously so that the ball mill could be installed immediately on unloading. This was very crucial because the space available was limited and hence, a big constraint.
Two 250 t capacity crawler cranes were employed to lift the ball mill shell in tandem onto the elevated foundation. Initially the cranes placed the ball mill on a temporary jacking arrangement and finally the mill was installed on a two side bearing support. The process of lowering the ball mill shell on the bearing was a precision activity that called for a lot of planning. This is because even slight disturbance and unbalancing would cause damages to the bearings.
Coke Oven battery No. 10 & 11The construction of Coke Oven Battery (COB) No. 10 & 11 is a Balance of Plant Contract. L&T’s scope included the supply of indigenously developed mechanical, electrical equipment and instruments including complete site services comprising of civil, structural, mechanical, electrical erection and instrumentation work of the Coke Oven Battery No. 10 & 11 and the By-product plant. COB project is the first Coke Oven being constructed by L&T till date.
Major Quantities
Excavation : 4.32 Lakh cu.m
Concrete : 1.12 Lakh cu.m
Structural Fabrication : 10,000 t
Structural Erection : 10,000 t
Equipment Erection : 24,500 t
Piping : 5.56 Lakh m
Refractory : 58660 t
Major Facilities
The scope for COB project called for massive amounts of concreting as it involved 2 coal towers of 58 m height, two chimneys of 145 m height, two quenching towers of 68 m height and a 100 m long Coke Wharf that is at a depth of 9 m. The construction of these concrete structures within time schedules was by itself a challenging task.
The refractory works for the Batteries were a real learning for the execution team in terms of its process and quality. In the view of achieving contractual milestones for the batteries independently, the requirement of skilled manpower was always monitored and maintained to the maximum extent possible
Coke oven battery 10 B

ECC CONCORD Oct - Dec 2011 8
Challenges Faced
The assembly and erection of Titanium Tanks and titanium piping works were one of the most critical jobs. This was because the job called for numerous skilled TIG welders. The number of TIG welders and the huge quantities of welding accessories required for keeping up with the project schedule was daunting.
Space was a big concern due to the hi-rise civil nature of the project. During the construction of all major Civil Buildings the excavated area’s periphery were kept on hold, which hampered the structural works. During excavation stage, the team encountered hard rock (black stone) in the Coke Wharf region where blasting was not allowed.
Safety
The COB project is centrally located in the plant surrounded by the main railway line on the east side,
Coke Oven Battery No. 8 & 9 on Northern end, Works general office on west side and a VIP road on the western flank extending towards south. The Main Relay Sub Station for the new Batteries is located just 5 m from the operational road. Many half road shutdowns were taken up for the construction of this building and a detailed logistics planning was done to execute all jobs on plant periphery considering safety issues.
QualityThe project had a lot of critical civil structures where quality of execution was of utmost importance. The quality check norms for Concrete structures like Nozzle deck casting, refractory bricks, masonry works, Concrete Hopper works at Coal Towers, were almost equivalent to equipment norms. The quality norms of ACRE China (technology supplier), TATA
Major Quantities
Item Description Uom Quantity
Piling 550 Dia nos 2723
Piling 1000Dia nos 397
Excavation cu.m 4.85 Lakh
RCC cu.m 87126
Structural Steel t 26971
Sheeting sq.m 62000
Equipment t 22474
Piping m 6.15 Lakh
Refractory t 22462
View of “I” Blast furnace

ECC CONCORD Oct - Dec 2011 9
Consultancy Engineers (TCE) as consultant, for all the structures were met.
3.0 MTPA “I” Blast FurnaceThe construction of 3.0 MTPA “I” Blast Furnace is a repeat engineering project following the successful commissioning of “H” Blast furnace. But the “I” furnace stands apart in its technical fineness. Though this furnace has the same Net Recoverable Volume of 3814 m3, the capacity of the furnace is 3.0 MTPA whereas its predecessor had a capacity of 2.5 MTPA. The installation of “I” Blast furnace is an Engineering Procurement and Construction Contract in consortium with Paul Wurth Italia (Technology provider). L&T’s scope included detailed engineering for civil & structural,
supply of indigenous mechanical, electrical equipment and instruments including complete site services comprising of civil, structural, mechanical, electrical erection and instrumentation work and finally commissioning of the “I” Blast Furnace.
Challenges Faced
The excavation stage faced numerous challenges in the form of unidentified underground utilities such as power cables and service pipelines. Massive backfilling done in the region, to lift the complete area by not less than 9 metre has posed severe challenges in terms of movement of resources. Major relocation works had to be executed before commencement of excavation by ensuring that the relocation works do not interfere in the project timeline. The delay in
front availability and subsequently the execution of retaining wall to support the entire backfilling was overcome by speedy and sequential construction. Since the area witnessed frequent flooding during the monsoon season, the task of executing retaining wall was not easy.
Construction Methodology
The completion of furnace shell involved various critical erections including the bustle pipe erection. The bustle pipe involved a diameter of 2.664 m and the ring diameter is 22 m. L&T created one more record by being the first in the country to erect a complete bustle pipe that was assembled at site in single lift by using a single crane. Also the other major lifts for the
Front view of LD#3 and TSCR

ECC CONCORD Oct - Dec 2011 10
furnace included furnace shell that was done in 3 lifts, uptake – down comer (Y piece) in single lift. Most of these critical jobs
were executed in a manner that helped to compress the time schedule and without deploying additional resources at the site.
L&T’s construction methodology group (CMPC) worked intensively with the site engineers for successful implementation of critical erections.
LD#3The Steel Melt Shop package abbreviated as LD#3 at TATA Steel, Jamshedpur is a Civil, Structural, Equipment Erection & piping works package. The works being executed in this package involved huge quantities and had front interference with many other agencies being deployed by the client.
Scope of Work2 X 165 cu.m BOF Converter & yAccessories
Hot Metal Handling & yDesulphurization
Twin Station Ladle Furnace y
Thin Slab Caster y
The LD shop is based on the Basic
Oxygen Steel Making Process which
is self sufficient in energy. Primary
raw materials for BOP are 70-80%
liquid hot metal coming from the blast
furnace and the balance comprises
of steel scrap. The raw material, after
primary desulphurization in HMDS, is
charged in the Basic Oxygen Furnace
Vessel known as Converter. Here
Oxygen (>99.5% pure) is blown into
the BOF at supersonic velocities. This
process helps in oxidising the carbon
and silicon contained in the hot metal.
The process also helps releasing great
quantities of heat which in turn helps
melts the steel scrap. There is only
a lower energy contribution from
the oxidation of iron, manganese,
and phosphorus present in the raw
material. The post combustion of
carbon monoxide as it exits the vessel
also transmits heat back to the bath.
This low carbon content steel is
again desulphurised through Twin
Ladle Furnace which increases the
productivity of the plant. This is also
known as Secondary Refining.
The hot metal generated can be stored
in Tundish which is then taken for
casting into billets, bloom or slabs.
The 1st Thin Slab Caster in TATA Steel
can cast slabs up to 60mm thickness
which is considered way advanced to
the conventional size of 150mm or
200mm.
Mill housing at TCSR
Basic Oxygen Steel Making Process

ECC CONCORD Oct - Dec 2011 11
t in a single piece, the time schedule was minimized which was greatly appreciated by the client.
Challenges FacedThe area marked for LD#3 yearlier housed an old Steel Melt Shop which was to be dismantled. During excavation numerous underground facilities and large steel skulls were encountered which were not envisaged or identified prior to the award of job by the client. Many underground RCC structures such as walls and foundations were also dismantled to give way for new foundations
During excavation of converter yfoundation, an operating hot water sewer line of 3 m width had to be diverted by laying a temporary sewer line beside the existing one without hampering its operation
Mill Housing y
Down coiler y
Pollution Control Devices y
Construction Methodology - Converter (BOF)
While commencing work on the convertor errection, L&T sought to create an innovative construction methodology in order to speed up the task. Therefore, the traditional way of erecting the structure in numerous pieces was dropped and various possibilities were explored. The Construction Methodology team (CMPC) at L&T Kolkata came out with an unique methodology through which the vessel assembly was done step-by-step at various locations and the final assembly was done at the vessel supporting structure made
on the steel transfer car with the help of a 280 t EOT crane.
While doing the vessel assembly a set of four 100 t capacity hydraulic gang-operated jack was introduced between the converter assembly and the supporting structure. The whole steel car along with the vessel was moved to the original location and was lowered on its bearing pedestal. By adopting this innovative methodology of erecting the whole vessel weighing about 300
Description Scope
Concrete 130,000 cu.m
Structural fabrication & erection
34,602 t
Equipment erection
26268 t
Piping 12,31,054 inch m
View of Ladle turret

ECC CONCORD Oct - Dec 2011 12
The fabrication yard was yallotted about 11 km away from the job site. Since the shifting of fabricated structures was allowed only during the night, there was
considerable pressure to follow the stringent transportation procedure throughout the project duration.
Bunker girders were the heaviest yfabricated structural erection weighing 100 t each
Smoke stack erection done at ya height of 70m was also a challenging task
Finishing Mills
The Thin Slab Caster is a patented technology of SMS Seimag and the uniqueness about this plant is that
it’s a coupled Steel Melt Shop with Caster Unit. The scope of works for L&T was equipment erection and piping works. The finishing mill involves a set of 6 mills supplied by SMS SIEMAG. Each mill consists of 2 mill housing, backup role assembly, work roles, HGC cylinder and CVC block. The twelve mill housing were erected in a record 18 days’ time, thus, the major erection for all the 6 mill stands was completed and the erection of the balance mill components was completed by March 2011. Work Role Drive Motors were supplied by SIEMENS West Germany, and erection of the same was completed by L&T in May 2011. The integrated trial of 4 Mill Stands was carried out on 31st December 2011. This is considered one of the shortest periods in the country for a set of 6 mills to get commissioned.
Scope of Work
Item Description Quantity
Equipment Erection 26268 t
Piping7,65,304 inch m
I Blast Furnace
View of finishing mill
ECC CONCORD Oct - Dec 2011 13
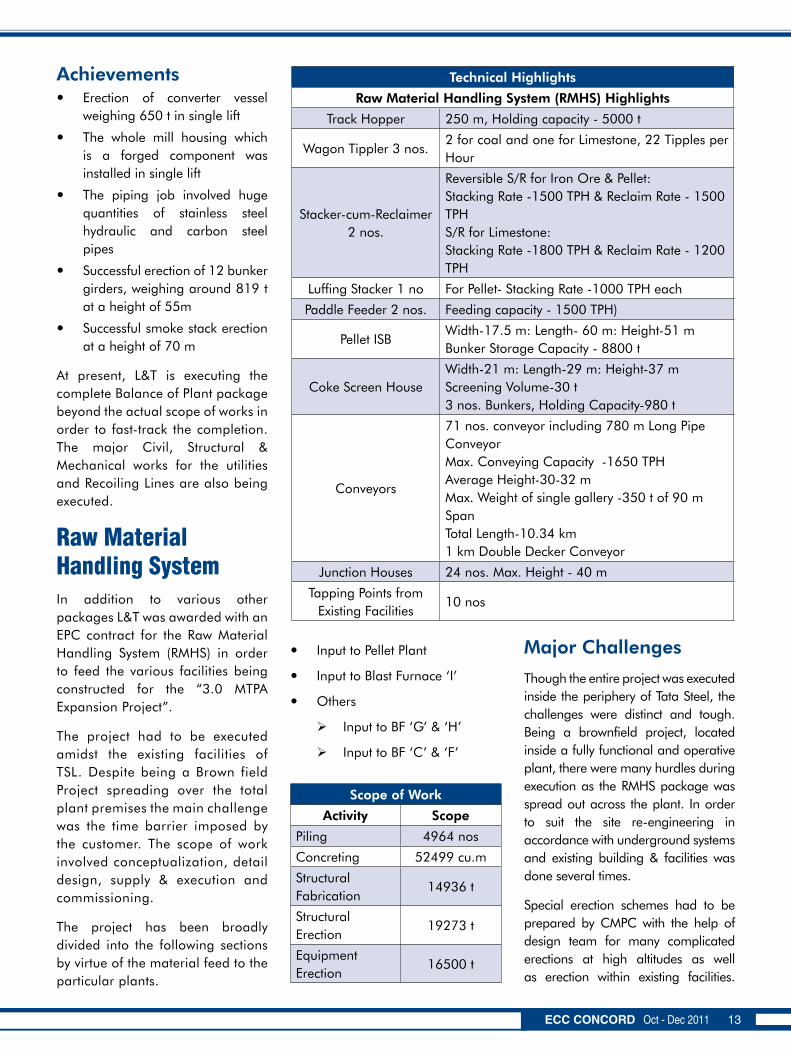
AchievementsErection of converter vessel yweighing 650 t in single lift
The whole mill housing which yis a forged component was installed in single lift
The piping job involved huge yquantities of stainless steel hydraulic and carbon steel pipes
Successful erection of 12 bunker ygirders, weighing around 819 t at a height of 55m
Successful smoke stack erection yat a height of 70 m
At present, L&T is executing the complete Balance of Plant package beyond the actual scope of works in order to fast-track the completion. The major Civil, Structural & Mechanical works for the utilities and Recoiling Lines are also being executed.
Raw Material Handling System In addition to various other packages L&T was awarded with an EPC contract for the Raw Material Handling System (RMHS) in order to feed the various facilities being constructed for the “3.0 MTPA Expansion Project”.
The project had to be executed amidst the existing facilities of TSL. Despite being a Brown field Project spreading over the total plant premises the main challenge was the time barrier imposed by the customer. The scope of work involved conceptualization, detail design, supply & execution and commissioning.
The project has been broadly divided into the following sections by virtue of the material feed to the particular plants.
Input to Pellet Plant y
Input to Blast Furnace ‘I’ y
Others y
Input to BF ‘G’ & ‘H’ ¾
Input to BF ‘C’ & ‘F’ ¾
Major Challenges
Though the entire project was executed inside the periphery of Tata Steel, the challenges were distinct and tough. Being a brownfield project, located inside a fully functional and operative plant, there were many hurdles during execution as the RMHS package was spread out across the plant. In order to suit the site re-engineering in accordance with underground systems and existing building & facilities was done several times.
Special erection schemes had to be prepared by CMPC with the help of design team for many complicated erections at high altitudes as well as erection within existing facilities.
Scope of Work
Activity Scope
Piling 4964 nos
Concreting 52499 cu.m
Structural Fabrication
14936 t
Structural Erection
19273 t
Equipment Erection
16500 t
Technical Highlights
Raw Material Handling System (RMHS) Highlights
Track Hopper 250 m, Holding capacity - 5000 t
Wagon Tippler 3 nos.2 for coal and one for Limestone, 22 Tipples per Hour
Stacker-cum-Reclaimer 2 nos.
Reversible S/R for Iron Ore & Pellet: Stacking Rate -1500 TPH & Reclaim Rate - 1500 TPH S/R for Limestone: Stacking Rate -1800 TPH & Reclaim Rate - 1200 TPH
Luffing Stacker 1 no For Pellet- Stacking Rate -1000 TPH each
Paddle Feeder 2 nos. Feeding capacity - 1500 TPH)
Pellet ISBWidth-17.5 m: Length- 60 m: Height-51 m Bunker Storage Capacity - 8800 t
Coke Screen HouseWidth-21 m: Length-29 m: Height-37 m Screening Volume-30 t 3 nos. Bunkers, Holding Capacity-980 t
Conveyors
71 nos. conveyor including 780 m Long Pipe Conveyor Max. Conveying Capacity -1650 TPH Average Height-30-32 m Max. Weight of single gallery -350 t of 90 m Span Total Length-10.34 km 1 km Double Decker Conveyor
Junction Houses 24 nos. Max. Height - 40 m
Tapping Points from Existing Facilities
10 nos

ECC CONCORD Oct - Dec 2011 14
L&T’s design engineers were deputed at the site in order to provide real-time troubleshooting. Unavailability of space for Fabrication & Crane positioning has made execution immensely challenging. The stipulated short time period for completion had called for rapid Imagineering in order to reduce cost, improve effectiveness & quality and save time.
The project involved huge mobilization of manpower. During peak period a total of 5630 workmen, comprising of 1805 civil and 3825 mechanical workmen were involved. Despite the huge strength
of manpower, L&T has achieved a total of 2.2 Million Safe Man-Hours.
Construction Methodology
The following construction methodology was adopted in order to have significant improvement in safety, quality and to save time & cost.
9 m column casting was done in ya single pour in Pellet ISB
Modular Erection of Structures ywas done in Pellet ISB
Trestle-18 of Pipe Conveyor: yColumn erection of 13 m in a single pour of concrete
In tandem erection of MGT- y13 gallery of Pipe Conveyor weighing 290 t and 72m long was done using 2 Demag 500t cranes
Modular Erection & Post yErection Assembly performed for Pipe Conveyor: MGT-10 weighing 350 t and measuring 92m long was done using temporary trestles, due to space constraint
S. Nandy Project Manager
Major Quantities
Site NameExcavation
(c.um) Concrete
(c.um)Brickwork
(c.um)Str.
FabricationStr.Erection
(t)Equipment Erection (t)
Piping (in. m)
Pellet Plant 354000 72145 6024 19290 19290 20235 214000
I Blast Furance 485071 87126 8019 26971 26971 22474 615237
RMHS-1 137506 58916 3724 14500 14500 8643
RMHS-2 59204 18225 3085 5100 8000
Coke Oven 432159 111868 8171 10123 10123 24446 559116
LD#3 430000 130000 3800 34602 34602
TSCR 26268 765304
Work in progress at cable gallery of RHMS

ECC CONCORD Oct - Dec 2011 15
As a part of 3 MTPA expansion project by Tata Steel, Jamshedpur the electrical scope of works carried out by L&T’s PT&D IC included design and engineering, supply, installation, testing and commissioning of all electrical equipment for Pellet Plant and ‘I’ Blast Furnace project, Raw Material Handling Systems whereas in LD#3 and Thin Slab Caster Rolling Mill the scope was limited to erection, testing and commissioning of all equipment.
Electrical power is fed at 132kV level to main receiving substation (MRSS#2) inside Tata Steel works from Bulk Power Receiving Station (BPRS) and distributed to 33/6.6 kV
level as per process requirement through different high voltage sub-stations executed by L&T. All the sub stations and process equipment are automated by Distributed Control System and PLC systems, etc.
Major Quantities
Cable Trays : 450 km
Cable Laying : 5000 km
Cable Termination : 110000 nos
Field Instruments : 12000 nos
Power Transformers : 150 nos
HT Switchboards : 78 sets
LT Switchboards : 200 sets
DCS/PLC System : 218 sets
Diesel Generators : 4 nos
Major Achievements
Winner of quality trophy- yPelletizing Plant for year 2010-2011
Winner of Annual EHS Rolling yTrophy for year 2011
Winner of ROSPA Silver Award – y2011 for EHS
Winner of British Safety Council yaward – 2010
Achieved 6.35 million safe man yhours
Installation of HT switchboards
Electrical works at Tata Steel

ECC CONCORD Oct - Dec 2011 16
3.05 MTPA I-Blast Furnace
Scope of Work
Major scope of work covers design & engineering, supply, installation,
testing and commissioning of power & distribution transformers, HT/LT switchboards, Emergency diesel generators, automation system, field instruments, cable laying, associated earthing and illumination system for different substations and process areas.
Electrics
Electrical power is being supplied at 6.6 kV level from Load Breaking Sub Station (LBSS) to five main locations i.e. Blast Furnace Main Electrical building, Stock House Electrical building, Electrical building for Waste Water Treatment Plant, Chiller Plant Electrical building & PCI Electrical building.
Blast Furnace Main Electrical Building feeds power to Water System equipment required for blast furnace cooling system, Hot Stove Combustion air fans required for stove heating, Cast House Fume extraction ID fans required for fume extraction from cast house, Cast House Mud gun & drill machine hydraulic systems, Furnace Proper equipment like Bell-less top and hydraulic systems, Raw Materials Conveying system, Gas cleaning plant hydraulic & other equipment, part of Slag Granulation & handling Systems conveyors, etc.View of cable tray and cable laying
Installation of transformers

ECC CONCORD Oct - Dec 2011 17
Stock House Electrical Building feeds power to Material discharge system equipment like screen, vibro feeders and gates etc, Raw material conveying system equipment and stock house de-dusting system. At stock house, raw materials is stocked and gets fed to blast furnace through conveyor system.
Electrical Building for Waste Water treatment feeds power to Water clarifiers, press filters, Cast House fume extraction system equipment and part of Slag granulation and handling system conveyors (North) etc. Water treatment plant processes waste water and converts it into fresh water and that is further re-circulated for cooling purpose.
Chiller Plant Electrical Building feeds power to chiller units which are utilized for air conditioning of
all electrical buildings and control rooms where temperature is to be maintained at 25 degree C.
PCI (Pulverized Coal Injection) Electrical building feeds power to PCI process plant comprising 60 TPH Mill and ID fan motors, 25 TPH Mill and ID fan motors and drag chain conveyors etc. Coal Injection plant feeds coal in powder form to the Blast Furnace with nitrogen pressure for generating more heat and reducing coke percentage which is more expensive.
Other than the above electrical buildings the scope includes a Blower House Electrical Building to which power is fed at 132 kV power supply from 132kV GIS at MPDS#7 and gets step down to 5.05 kV which is used to run two electric blowers of capacity 21.5
MW running through VVVF drive panels. These blowers generate high pressure cold blast which gets transmitted to the stove through cold blast line and used in stove for heat generation. All the above electrical buildings are equipped with its own Distributed Control System, PLC and UPS power supply connected through fibre optic network for communication.
VVVF Drives and Soft Starter Boards
For motors which are more than 110kW and upto 160 kW Soft Starters are used. Soft Starter is fed from MCC, installed into a separate board with complete by-pass arrangement.
VVVF drives are used wherever required by the process. These drives fed from MCC, are in a separate
Installation of Motor Control Centres at I-Blast Furnace

ECC CONCORD Oct - Dec 2011 18
board and do not have by-pass contactor. For breaking purpose DC injection/dynamic braking (screen feeders only) is included in the drive.
Diesel Generator and Emergency Power Distribution
Since Blast Furnace operation is a continuous process, emergency power distribution through a Diesel Generator of 1010 KVA rating plays a vital role. It provides power supply to the main and critical equipment such as UPS system, BLT gear Box cooling pumps, Hot stove valves, emergency lighting etc.
In addition to the 1010 KVA DG set, another 160 KVA DG set is installed at blower house electrical building for emergency power supply.
Top Gas Recovery Turbine
Top Gas Recovery Turbine (TRT) is a highly efficient energy saving device for the metallurgical industry. It is an energy recovery unit where BF gas is led to a turbo expander upstream to the pressure relief valve, where BF gas pressure energy is converted to mechanical energy and then to electrical energy using a directly driven generator.
The TRT unit is installed outdoor downstream the annular gap scrubber in parallel with the by-pass valve block.
A 20MVA, 10kV generator is connected at 33kV level thru 20MVA, 33/10kV kV, ONAN power transformer. The auxiliaries of TRT generator have LT power supply (415V).
Automation & InstrumentationAutomation System
Automation system at ‘I’ Blast Furnace comprises of ABB 800xA Distributed Control System. The following functions and features are addressed by the DCS system:
Facilitating plant operation and ymonitoring
Dynamic interactive graphic ydisplay, group displays, loop displays
Real time trends and historical ytrends
Process alarm and event ymonitoring
Diagnostic alarm and events ymonitoring
Condition monitoring of critical yequipment
Instrumentation work in progress at control room

ECC CONCORD Oct - Dec 2011 19
Data logging and on-line yconfigurable report generation with time stamping
System ArchitectureLevel-1 Automation system will monitor and control all significant variables in accordance with the process requirements. It will provide operating requirements and necessary sequencing, interlocking and safety functions including alarms for abnormal conditions. The Level-1 automation system is designed as an integrated system for drives control and instrumentation The system includes DCS control stations, PC based engineering/operator stations as HMI units, redundant data communication bus, Distributed I/O units, printers and interface with Level-2 Automation system.
Instrumentation System
The instrumentation system facilitates in the measurement and
control of following processes in ‘I’ Blast Furnace:
Level of Hot Metal in Torpedo yLadle Car using radar
Slag flow measurement done yby belt weighing system in SGP. Wet slag measurement in cast-house will not be done. System is designed such that quantity of granulated slag thus measured will be
approximately 100% of wet slag tapped in cast house (Dry pit is only for emergency use)
Hot me y tal temperature measuring system using Infrared Pyrometer as well as Dip-type measurement
Stove Dome temperature ymeasuring system envisaged using Infrared Pyrometer as well as thermocouple
Installation of field JBs
Installation of power control centre

ECC CONCORD Oct - Dec 2011 20
Hot Blast temperature measuring ysystem using Infrared Pyrometer as well as thermocouple
Burden Profilometer is used to yassess the profile of the burden inside Blast Furnace
Top gases such as Hydrogen, yCarbon monoxide, Carbon Dioxide are measured through gas-analyzers
Stove flue Gas oxygen and yCO are analyzed with gas analyzers
Ultrasonic type bin level ymeasurement is used to measure the level of bins with two numbers for each bin
Cold Blast Humidity ymeasurement is done with moisture analyzer
Stove Flame detector is used to ydetect the status of burner flame for process control
Coke moisture measurement is ydone through nucleonic gauges
Thermocouples at various stages yin the hearth of blast furnace are provided to assess the profile of hearth temperature as well as assessing status of copper staves cooling system. In other parts of the furnace and other associated processes / equipment the temperature sensing is done through thermocouples as well as RTDs
One stock rod and two radar ytype stock level measurements are used to measure the stock level inside the furnace
Dust content monitor at stacks yof Cast house Fume extraction system and Stock house De-dusting system are used
SOx and NOx Analyzer systems yfor stove flue gas
Calorific value analysis for yfuel gas (BF gas and LD gas) to Stoves is done by Software calculation based on CO and H2 analyzer data of Top Gas and LD gas
Two radar type sensors are provided yat the Furnace top side end of main charging conveyor. One sensor at approx. 20 m from furnace top will initiate depressurization of BLT hopper and the second sensor at approx. 5m form furnace top will trip the conveyor if upper seal valve is not open.
‘Under Burden Probes’ and y‘Above Burden Probes’ facilitates the operator to get details on temperature of the burden under and above of the burden inside the Blast furnace respectively.
Belt Weighing System is yused at various places at the
View of caster

ECC CONCORD Oct - Dec 2011 21
plant wherever the material being transferred needs to be recorded
Hopper Weighing System has ybeen provided in weigh bins at Stock House and hoppers of Bell-Less Top System to facilitate weighing of material being processed
Radio Control System for Cast yHouse Operation has been envisaged in view of Safety & Environment
Level 2 Automation System yis used for providing various Expert Level Management Information Systems and Models to facilitate better visualization / monitoring and optionally to control the plant health in a better manner
Un-interrupted Power Supply y(UPS) has been used to provide supply to all the controllers and important equipment
Magnetic Flow Meters have been yconsidered at various places to detect the flow of water for assessing the adequacy of cooling system as well as detection of leakages in the system
Major Challenges
Material movement and storage was a major challenge due to congested plant layout in an existing plant location. A back filling of 10 m of
Electrical installation at caster area
Indurating building burner platform view

ECC CONCORD Oct - Dec 2011 22
earth was done in order to level the surface. Working with cranes in this surface was also a major challenge.
Interfacing with associated civil and mechanical teams was also crucial given the scale and sophistication of the project. The electrical team ensured proper work permits and system implementation after charging of electrical switchboards during commissioning. Safety training to new workmen who were engaged in the project for the first time was also a challenging task.
2.78 MTPA LD#3
Scope of Work
Major scope of works covers installation, testing and
commissioning of different capacities of transformers, HT/LT system switchboards, cable laying, automation system, field instruments, associated earthing and lighting system etc., for different substations and process areas.
Electrics
LD#3 is divided into four main process areas such as, Hot Metal Desulphurizing plant, BOF Converter, On-line purging system and Ladle furnace. Power is fed at 0.433 kV level to BOF Converter Main ECR, ID Fan ECR and Secondary de-dusting substation from LD#3 Sub Station for main system.
For aux system which is divided into pump house, GCP cooling system, secondary dedusting
system power is fed at 6.6kV, 3.3 kV and 0.433 kV level from LD#3 Substation.
BOF Converter Main ECR feeds power to two converters, each having four tilting drives, Scud Hydraulics systems, Lance Hoist, Hood transfer car, charging door device, Tapping door device, Booster fans, torpedo tilting and temperature sampling drives etc. At BOF Converter, molten pig iron from Blast Furnace is poured into a ladle. The metal is later desulphurized at HMDS and further processed in BOF converter to reduce the refining load of sulphur, silicon and phosphorous. ID Fan ECR feeds power to two ID Fans.
Secondary De-dusting Substation feeds power to ESP system, ID fans, ESP transformer and other aux systems.
View of substation 1

ECC CONCORD Oct - Dec 2011 23
2.44 MTPA Thin Slab Caster & Rolling Mill (TSCR)
Scope of Work
Major scope of work covers installation, testing and commissioning of different capacities of transformers, HT/LT system switchboards, cable laying, automation system, field instruments, associated earthing and lighting system etc., for different substations and process areas.
Electrics
The TSCR is divided into Caster & Mill sub area. At Caster, 33 kV power is being fed from MPDS#5 (Main Power Distribution Station) via 6.6 kV LD#3 LBSS (Load Breaking
Sub-Station). For Mill, one source of 33 kV power is supplied directly from MPDS#5 & another source of 33 kV power is supplied from MPDS#5 via 6.6 kV TSCR LBSS. For both Caster & Mill, there are two nos 6.6 kV tie-line from Powerhouse # 3 as back-up.
At caster process area, 50 to 70mm thick slabs are produced at the rate of 3.5 to 6.0 m/min by hot liquid steel that is fed from LD#3.Caster ECR feeds power to Hydraulics system, Water Spray Cooling systems, Mould Cooling system, Caster Control Pulpit, Tundish Car system, Shroud Manipulator system etc.
At Mill process area, slab from Caster is rolled & reduced in 4 to 8 mm thick sheets and further coiled to Coil Yard. Mill ECR1 feeds power to Rolling Mill Equipment, Descaller system, Morgoil system, Roll Gap
Line system, High Pressure & Low Pressure Hydraulics system, Finishing Mill ZOS Lubrication system, Finishing Mill Pulpit, Pendulum Shear system etc.
Mill ECR2 feeds power to Down Coiler system, Down Coiler Hydraulics system, Walking Beam system, Coil Conveyor system, Central Filling system, Down Coiler Pulpit, Laminar Cooling system etc.
6 MTPA Pelletzing Plant
Major Scope of Work
Major scope of work covers design & engineering, supply, installation, testing and commissioning of power & distribution transformers, HT/LT switchboards, Emergency diesel generators, automation
Installation of cable trays

ECC CONCORD Oct - Dec 2011 24
system, field instruments, cable laying, associated earthing and illumination system etc for different substations and process areas.
Substations33 kV power is received from main power distribution substation #6 (MPDS#6) to 33 kV GIS that is located at Substation-1 in pelletizing plant. Entire power and control systems are distributed through five main sub stations.
Substation -1 feeds power to following systems:
Process Fans (required for air and gas circulation) Indurating Building equipment (required for baking of green pellets to make it hard) 2 nos. of ESP’s (to accumulate iron particles from the gas soaked from wind boxes) Mill motors of grinding area (required for crushing of raw material at required size)
Substation -2 feeds power to following systems:
Green Pelletizing Building (green pellets are produced here) Indurating Building equipment (required for baking of green pellets to make it hard) Hood Exhaust ESP (to accumulate iron particles from the gas soaked from hood) Driers of drying area (required for drying of raw materials) Roksh separators (to separate odd size raw materials coming from ball Mills and to allow only the required sizes for green pellet) Drier Bag filter ID fans (to soak air from drier) Grinding bag filters (to accumulate dust particles from the air soaked by ID fans)
Substation-3 feeds power to following systems:
Raw Material Building (raw materials are stored in this building) Hot gas generating station (required
to provide hot gas to driers) Ball mill (required for crushing of raw materials to proper size) Mixing Building (required for mixing of bentonite and water with the raw materials)
Substation - 4 feeds power to following systems:
Chiller units (required for air conditioning of all electrical buildings and control rooms) Compressor unit (required to generate compressed air for chiller unit and other plants) Pump house (required for cooling system of AHU, mixing building and VFD’s) Coal tar building (to provide coal tar to burners at indurating buildings)
Substation-5 feeds power to following systems:
Plant De-dusting ESP (required for environmental pollution control)
View of converter at LD #3

ECC CONCORD Oct - Dec 2011 25
Screening Building (to screen the final products coming out of indurating building for required sizes)
All the above buildings except substation-4 including intelligent MCC’s (415 V), which communicates with Local DCS’s installed in every individual substations and all these local DCS’s in-turn communicates with the centralized DCS located at control room.
For hardware communication of Conventional MCC, (at Substation-4) and for all the 6.6 kV switch boards DI/DO (Digital Input / Digital Output) hardware is used to communicate with main DCS.
VVVF Drive Panels and Soft Starter Boards
For motors which are more than 110kW up to 160 kW Soft Starter is used. Soft Starter is fed from MCC, installed in a separate board with complete by-pass arrangement.
VVVF drives are used wherever required in the process. These drives are fed from MCC and don’t have by-pass contactor. For breaking purpose DC injection/dynamic braking (screen feeders only) is included in drive.
Diesel Generator and Emergency Power Distribution
Since Pellet Plant operation is a continuous process, emergency power distribution through two Diesel Generators of 1250 KVA rating (to be run in synchronization) plays a very vital role here. It gives power supply to the main and critical equipment like UPS system, greasing system, lubrication system, emergency lighting etc.
Instrumentation & Automation
Automation System
The 800xA system controls, monitors and acquires data for the Pelletizing Plant. The Automation Level consists of two redundant networks, the Operation Network and the Control network. The communication between Operation and Control Network is managed by two redundant connectivity servers, which are connected to both networks.
The Operation Network contains all Servers, Engineering Clients and Operator Stations. This includes an OPC Server (Application Server), which provides interface to Centennial Steel Company’s SCADA System, a redundant pair of Aspect Servers and a redundant pair of Domain Controllers. All nodes in the Operator Network are provided with minimum two Ethernet network cards for connection to the redundant network.
The Control Network comprises all controllers that are connected via redundant optical ring. Remote Input-
and Output Signals are collected directly into controller cabinets. The communication between DCS and Instruments is done through Foundation Fieldbus in general. MCCs and package Units are connected via Profibus DP. Exclusions are connected via conventional I/O-Modules.
There are a total of 173 package system PLC & controllers hooked up to the DCS through the profibus network, CAN bus, MOD bus and ASI bus network. The Controllers are distributed to five substations, each consisting of two redundant controllers in Substation 1,2,3,4,5 & Main Control Room. HIMA system is used for 40 numbers of Burner Management System & hooked up to the DCS by MOD BUS/TCP
Client/Server Network and Control Network
System communication in System 800xA is based on Ethernet and TCP/IP networks. The Control Network and Client/Server Network are separated into different Network Areas. The Client/Server network is used for communication between servers, and between client workplaces and
RMHS layout
ECC CONCORD Oct - Dec 2011 26
servers. The Client/Server Network is a trusted network zone and a private IP network that uses static addresses. The Control Network is a local area network (LAN). Controllers and Connectivity Servers are connected to the control network.
Field Instrumentation System
Field instrumentation system consists of the following system that are hooked up to the DCS through field bus and profibus system:
Bin Level measurement System y
Dosing Belt Conveyor y
Belt weighing system y
Loss in weighing system y
Radar Level Measurement ySystem
Capacitance Level Measurement ySystem
Opacity Meter y
Hot Gas Generator system for ydryer
Solid Flow Meter system y
Ultrasonic type bed level ymeasurement
40 nos. of burner control ysystem
Infra-red pyrometer y
Gas analyser CO, CO y 2, O2, SOX, NOX
Burner Flame Detector y
Auma Drives y
Raw Material Handling System (RMHS)Raw Materials Handling System facilitates the delivery of raw materials to new Blast Furnace-I, Coke Oven Battery-10&11, Pellet plant, Calcining Klin-8&9 and the
new steel making shop LD#3 in order to increase the production of steel to 3 Million Ton Per Annum.
The Raw Material Handling System (RMHS) is designed to also include the provision to tap material from the existing facilities and to feed to the new system.
RMHS associated with following system
Iron Ore fines handling system1.
Pellet handling system2.
Coal (Including PCI Coal) 3. handling system
Limestone handling system4.
Lime handling system including 5. connection of LD#1 to LD#3 at screen house
Coke delivery system to Blast 6. Furnace-I including connection to existing system
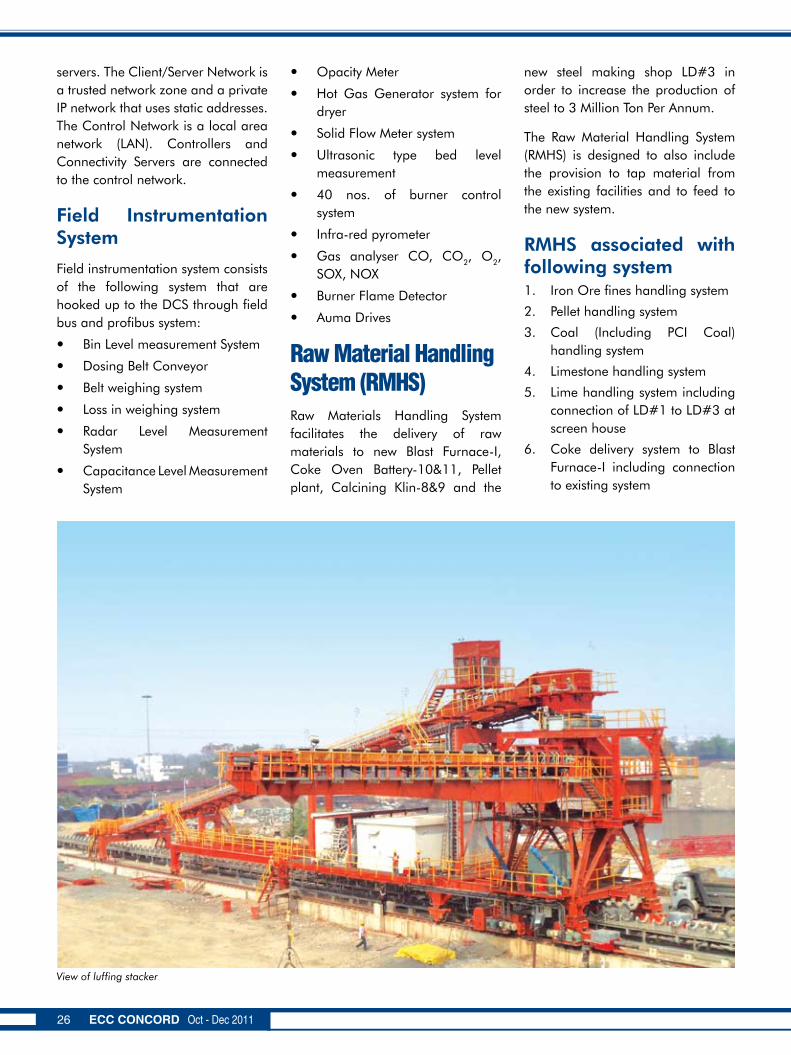
View of luffing stacker

ECC CONCORD Oct - Dec 2011 27
Chiller Plant
Iron Ore & Flux delivery system 7. to Blast Furnace-I from existing facilities
Sinter delivery system (from 8. existing SP#2 & 3) to Blast Furnace-I
Delivery of PCI coal to Blast 9. Furnace-I
Delivery to Return Fines from 10. Blast Furnace-I to RMBB#1 in new Bins
Slag delivery system to the 11. existing facilities
Major Scope of Work
Major scope of work covers design & engineering, supply, installation, testing and commissioning of power & distribution transformers, HT/LT switchboards, automation system, field instruments, cable laying, associated earthing and illumination system etc., for different substations and process areas.
Major Challenges
The primary and most critical challenge at the RMHS site is that the location is very scattered throughout the plant, measuring about 16 sq. km and installation of equipment are in either 60 to 70 m height or 10 to 20 m in depth. Such challenges were overcome through:
Good resource and logistics yplanning
Different gadgets were used yfor working at height & below ground levels such as-Rope grab type fall arrestor & electroguards
Necessary training was provided yto workmen for working at height
Equipment was lifted through ycrane upto certain elevation and the balance height was covered using chain pulley block
Emergency lights and torches ywere provided to the workers to avoid entrapment due to power failure during work
Major AchievementExecuting a project of such a large scale calls for the best in class effort and commitment and when one does that, records are bound to come by:
5/6 km cable laying per day at y30 to 60 m height
Handed over two 6.6KV and yfour-415V sub-station for energisation in a single month.
1.2 Million LTI free safe man- yhours clocked till date
Erected 410 t steel in a month y
Installed 415V LT panel at a yheight of 65 m in tough space constraints
Moloy Mukherjee Project Manager

ECC CONCORD Oct - Dec 2011 28
Forging ahead with innovationLarsen & Toubro Special Steel and Heavy Forging Pvt. Ltd.

ECC CONCORD Oct - Dec 2011 29
Situated on the West Coast of India in the state of Gujarat, about 25 km from Surat and
250 km from Mumbai, Hazira, a Port Town, is considered one of the major ports of India. Hazira is also one of the most significant industrial hubs of the country. The nearest city Surat, is well-known for textiles, diamond polishing industry, and home to major industrial and shipping facilities such as Essar Group of Industries, Kribhco, Shell, Larsen & Toubro and Reliance.
The entire topography of Hazira is set amidst brackish marshy area engulfed with the backwaters of the Arabian Sea and was therefore an ideal place for prawn cultivation which was among the typical erstwhile occupation. With the rise of industrial revolution, these barren lands were backfilled with dredging sand and have now transformed into major industrial hubs.
Larsen & Toubro has also spread its wings on this western stretch of the country, and acquired 700 acres of land. L&T set up the Turbine, Boiler, and Heavy Foundry manufacturing units of L&T-MHI, L&T–Howden and Electrostatic Precipitators (ESP) in this industrial belt.
In a more recent move, Larsen & Toubro Special Steel and Heavy Forging Pvt. Ltd. formed a JV with Nuclear Power Corporation of India (NPCIL) to set-up one of the country’s largest integrated Steel Melting Shop & Forging division yielding nuclear grade steel with a capacity of 1.0 MTPA.
Major Quantities
No of columns : 182
DCIS Piles : 6997 nos
Structural Works : 18764 t
PCC & RCC : 55972 cu.m
Flooring : 49,500 sq.m
Sheeting & cladding : 126831 sq.m
Formwork : 113381 sq.m
Reinforcement : 12895 ton
SCC Column -75 Grade : 3391 cu.m
SCC Column - 60 Grade : 8323 cu.m
Anchor Bolt - 8.8 Grade : 160 t
Anchor Bolt - 4.6 Grade : 139 t
Painting : 275600 sq.m
Precast Louvers & Fins : 1586 rm t
Precast Cable Trench : 1450 rm t
West side view of Forge Shop

ECC CONCORD Oct - Dec 2011 30
Project HighlightsThis state-of-the-art and expansive 65,000 sq.m facility will have a dedicated steel melt shop producing ingots weighing upto 600 t each, and a heavy forge shop equipped with a forging press which will be amongst the largest in the world. The forging shop would be equipped with 9000 tonne and 17000 tonne forging presses capable of producing large forgings, upto 5 m in height & 8.5 m in diameter.
The setting-up of SMS & Forging division is considered a significant milestone in the Indian Industry. Indigenous manufacture of forgings is poised to close a critical gap in the Indian industry’s capability to
produce equipment for nuclear, thermal power and hydrocarbon plants.
The main shop occupying a floor area of 60,000 sq.m is 714m long and 141m wide with a peak height of
42 m. The shop consists of two main segments - Steel Melt Shop (SMS) area and the Forging Wing. The outsourced special steel ingots are melted in the Electric Arc Furnaces and after some intermediate process they are transported to the 9000t hydraulic presses through the 450 t capacity EOT cranes. At the hydraulic press, the malleable steel is hammered/pressed to the required forged material. A portion of the molten steel is also conveyed to the adjacent foundry shop for moulding and casting.
Scope of Work
The scope of work includes driven cast in-situ piles, civil works, structural fabrication & erection, and sheeting works for the steel melt shop and the forging facilities apart from enabling
Well point de-watering system
Piling work in progress

ECC CONCORD Oct - Dec 2011 31
structures that include Overhead Water Tank and Administrative Building.
Construction Methodology
Piling
Concrete piles of 120t capacity and 500mm diameter were driven into the ground upto 20m by driven cast in-situ method and the soundness and integrity of the piles were ascertained by conducting Pile Integrity Tests. As the entire plant is built on marshy land, the bearing capacity of the top soil was merely3-5 t per sq.m which was not adequate to withstand the heavy load of the gigantic structures. Hence the transfer of load to sub strata was necessitated by employing frictional piles
which transmitted the load to the surrounding soil through the frictional force.
Excavation
As the site location is in close proximity to the sea, intermittent high and low tides causes ground water table to vary considerably and makes the soil condition slushy. To overcome this situation, well point dewatering system was introduced to provide a dry working area.
SCC Concreting
The most striking feature of the facility is the typical H-shaped, 28 m high RCC columns. The design of H-shaped columns neatly accommodates the utilities such as electrical cables, water and gas lines through it. The imposing arch and the curved profile of the columns
are meant to enhance the aesthetics of the structure. The columns were cast in 5 lifts with a maximum lift height of 6.2m. M75 & M60 grade self-compacting concrete (SCC) was poured into the columns using boom placer in a single go. The design mix of such high grade SCC with high flow-ability was essential to get an excellent form finish and the desired strength.
As the SCC has to be poured without a break, it was ensured that the total quantity of concrete required and the logistics were meticulously planned well in advance for uninterrupted pour of these heavily reinforced H-shaped columns.
Water Proofing
Membrane type waterproofing was carried out in the critical underground
Errection of roof rafters

ECC CONCORD Oct - Dec 2011 32
structures which were prone to water ingress in saturated subsoil conditions. The pile heads were independently treated with non shrink micro concrete with the embedment of water bars. PVC membrane was laid and sandwiched between two layers of geo textile cloth. They were fusion-weld together using hot air gun to form a continuous barrier for the subsoil water to percolate inside the structure.
Slip-forming of water tank
The facility called for a 7.5 lakh litre capacity overhead water tank. The tank design included a 35 m high shaft with a total height of 55m. Slipform technology was used for this enabling structure that was completed in a record period of just 15 days. The purpose of the Over Head Tank (OHT) is to cater quenching water to the heated
ingots on emergencies. When there is a power failure and water cannot be fed to the quench tank by the power driven pumps, the sensors of the automated valves opens and allows the water to flow from the OHT through gravitational force.
Structural Works
Fabrication and erection of 8450t box type Gantry Girders of 18-24 m span varying from 18 t to 88 t were completed within a short duration of 18 months. The entire girders were of built-up sections and the maximum plate thickness was upto 100mm. All the V-groove butt joints were welded employing GMAW, SMAW, & SAW process under the strict examination and conformity to ultrasonic tests. About 450 pre-qualified welders in the respective processes and welding positions were specially engaged for this purpose.
The Roof Rafters and roof legs are also built-up sections with a
Column concreting with Self Compacting Concrete
9000 t press errection in progress

ECC CONCORD Oct - Dec 2011 33
Steel Melting Process
The outsourced Direct Reduced Iron (DRI), return scraps & flux are fed into the Electric Arc Furnace (EAF) of 100 t capacity in desired proportions through the DRI feeding system, and are melted with the formation of arc generated by high voltage electricity. The molten metal is then enriched with Ferro Alloys through the FAFA (Ferro Alloy & Flux Addition) system triggered with electric power and argon gas in the Ladle Refining Furnace (LRF). Later they are fed into the Vacumn Degassers (VD/VOD) where the refining process takes place.
The vacuum treatment is used for simultaneous Hydrogen and Nitrogen removal, decarburisation, deoxidisation and desulphurisation. Intensive gas stirring in fully inert conditions provides good removal of non-metallic inclusions from molten steel.
The refined molten steel are then transferred to the ingot casting pits through ladle cars where they are vacuum casted. A part of it is transported to the adjacent foundry shop on rails where they are poured into the moulds to get the desired shaped of semi-finished products.
The fumes and dust particles are collected by Fume Extraction System (FES) and passed through the bag filters and only the clean gases are expelled into the atmosphere.
Forging Operation
The 40-200 tingots with a temperature of 650-850°C from SMS are soaked in the Re-Heating Furnaces (RHF) to a Forging temperature of 1200-1280°C. The hot ingots are then transferred to the 9000 t Forging Press through transfer car, crane, and manipulator and handled using the 250 t capacity tongs, turning gears and other sophisticated lifting and handling devices.
The electro-hydraulic operated Forging press transforms the hot ingots into Solid and Hollow Forgings with a series of operations that include pin forming, drawing, upsetting, hot cutting, burr removing, piercing, enlarging, ring rolling etc. till they are further transferred to RHF for reheating. There is a drastic fall in temperature when the palpable ingot undergoes such transformation. The process of alternate reheating and hot forging in the press continues till the required shape is achieved. The semi-formed product is then shifted to the Heat Treatment (HT) furnace for anti-flaking / de-hydrogenation, annealing, normalizing, hardening and tempering till they are sent to Fettling bay for further process. This is done to release the internal stress developed during the forging operation.
In the Fettling bay the unwanted projections /protuberances are trimmed off and test pieces are cut by flame cutting. Surface cleaning operation is also done during this operation. The test pieces are tested for hardness, ductility, tensile strength with various NDT’s and metallographic characterization. The semi-finished product is then sent to the lathes in the machining shop where it is turned to get the final product.
curvilinear profile with a maximum span of 36 m. They were prefabricated in the site fabrication yard in 4-5 segments with necessary process involved as per standards and assembled at various erection points. The entire 36 m span rafters weighing 66 t were erected in a single lift with necessary strong backs-up to a height of 40m with the help of 250-450 t crawler cranes. The scope also included two tiers of roof rafters. Apart from meticulous planning, the intrinsic system of stage checks enabled the team
to erect 255 Gantry Girders, 140 gigantic roof trusses with absolute alignment and level, enabling smooth erection of purlins.
Sheeting & Cladding Works
Bare galvalume sheets with a combination of poly carbonate sheets in intermittent positions were fixed with clip lock system giving a screw-less roof. The arrangement ensured a leak proof roofing system that also allowed natural light to pass through. The
sheets were procured in coils, cold formed into the required profile and cut to the desired lengths at the project site.
The task of matching the curvilinear profile at the junction of the roof sheeting and cladding was a crucial and challenging job. In order to ensure consistent and smooth erection, several mock-ups were conducted before the actual assignment. The facia of the shop was clad using colour coated galvalume sheets that

ECC CONCORD Oct - Dec 2011 34
were fixed sequentially with self-driven screws. These sheets were fixed with utmost safety and care with the help of suspend-able multi-tier mobile scaffolds and boom lifts.
Special flooring
The scope for flooring was of three types for relevant capacities - 150 mm thick for 10 t / sq.m, 350 mm thickness for 17.5 t /
sq.m and 475 mm thick for 25 t / sq.m. De bonding sheet was laid over the PCC for 17.5 ton type of flooring to enable sliding action of the floor during variable temperatures. MS round bars of 25 & 36 mm dia was used along the construction joints to ease the sliding effect. The heated zones of the flooring (especially near the furnace) were wrapped with fire brick lining / cast able concrete for the refractory effect.
Challenges
One of the major challenges was the construction of 27m high H type curved column profile in concrete. Eleven different column profiles were cast with 55 nos. of moulds using 11 hydraulic cranes. The complex curved profile of the column sections were heavily reinforced with about 300 kg steel/cu.m of concrete.
Cladding works in progress at the South side of SMS shop
View of electric Arc Furnace

ECC CONCORD Oct - Dec 2011 35
Work in progress at the administrative building poised for Platinum Rating as per IGBC norms
Construction of 4 km long concrete walkway slab at 27m & 18m elevation was another daunting task. The walkway slabs were designed as surge girders having 250 to 275kg of reinforcement / cu.m of concrete.
Erection of Roof Rafter with Roof legs were taken up as a single portal for 36 m span &11m height.
Construction of 9000t capacity press foundation was another challenging job. The main foundation was 7.6 m depth and the founding level was at four different elevations. Well point dewatering system had to be employed due to very high water table and non-cohesive nature of soil.
The severe monsoon during 2010 was a major challenge which
rendered the entire site inundated. The aggressive ground water table triggered a slushy brackish soil which was very difficult to handle during excavation which was non-cohesive in nature. This challenge was overcome by uninterrupted dewatering with submersible
pumps and introduction of well point dewatering system supported by shoring with touch piles.
The erection of the heavy gantry girders weighing88t at a height of 28m with perfect alignment was executed despite several inherent complexities.
Interior view of shop

ECC CONCORD Oct - Dec 2011 36
The heavy gantry girders were to be lifted to a height of 28 m and aligned with the 45mm diameter sleeveless bolts to perfection. The movement of the lifting cranes was difficult during the operation in slushy soil conditions due to monsoon.
Erection of the colossal 230t structural canopy in 6 segments over the Electric Arc Furnace (EAF) and assembling them at a height of 52.2m, for a leak proof hood was a Herculean task. This hood was required to collect the flue, hot gases
from the EAF and to dispose it. The structure was erected using crawler mounted 450 t crane.
Innovation
The 1450m long cable trenches along the shop were converted into small precast segments of 6 m and assembled at the site to ensure better quality and faster construction
Perforated battery moulds were used for casting of the delicate fins to augment the production
Track mounted mobile welding booths were used as wind shields
Major Achievements
18,750 t of structural steel yfabrication and erection in 18 months
35 m slipform for overhead ywater tank in 15 days’ time
Another interior view of the shop
View of 200 t Manipulator

ECC CONCORD Oct - Dec 2011 37
Milestones achieved in a single month
Fifty 900 m walkway slab at y27.0m level
Forty five nos (1440t) Gantry yGirders erected
Twenty eight nos (980 t) Roof yRafters erected
1870 t of Structural Fabrication y
Plant & Machinery
Piling Rigs
Hydraulic Operated JUNTAN yPiling Rig. - KH 230 - 1& KH 180 - 1
Hydraulic Operated Fundex yPiling Rig - 1, Metco Rigs-2 nos
Hydraulic Vibro hammer with yextractor-1 No
Earth moving equipment:
Excavators - LC 300 - 2 nos, EX y200 - 3 nos,
Backhoe - 3 nos, y
Vibro Roller- 10T cap-2 nos. y
Vibro Roller- 3T cap-1no, y
Dozer – 2 nos y
Major Crawler Cranes:
450 t crane - 1 No, 260 t crane y- 2 nos, 150 t crane - 3 nos, 90 t crane -1 No, 75 t crane –5 Nos, 20 t crane – 1 nos.
Major Hydraulic Cranes:
100 t crane – 2 nos, 90 t crane - y2 nos, 40 -70 t crane -17nos,
Gantry Cranes:
20 t cap – 2 nos, Gantry Crane y30 T Cap – 1 nos
Concrete equipments:
Batching Plant (60 cum/hr), y6cum capacity Transit Mixers- 9 Nos, Boom Placer - 3 nos,
Wheel Loader – 1 No y
Hydra y – 12 ton – 12 nos
Trailor y – 60 Ton x 60 ft – 4 nos, Trailor – 40 ft x 40 ton – 7 nos
Man lift y – 120 ft – 5, 80 ft – 1 nos
Mr.Ashutosh Tripathi Project Manager
Mr. Sudeep Ghosh Construction Manager/
QA-QC In charge
Work in progress at the 7.5 lakh liter capacity, 55 m high overhead water tank

ECC CONCORD Oct - Dec 2011 38
Halol Godhra Shamlaji Road Project
173 km of Carriage Way
17.22 km of By-pass Section
56 Bridges
37 Culverts
4 Toll Plazas
Vehicular Underpasses
Pedestrian Underpasses
Cattle Crossings

ECC CONCORD Oct - Dec 2011 39
Gujarat is perhaps one of the most developed Sate in India that has set international
standards when it comes to road infrastructure. Even the state highways are laid and maintained in impeccable conditions creating a network that meets the growing demand for a developed, efficient and high quality system of road transportation. In order to spearhead this objective the Government of Gujarat, had formulated a policy called ‘Gujarat Infrastructure Agenda – Vision 2010’. Gujarat was the first state in India to have laws governing Built Own and Transfer (BOT) and public private participation in infrastructure projects. Roads in the transport sector of the state accounts for nearly 17.05% of the total planned investments amounting to Rs.19951 crores for the period upto 2010 of “Gujarat
Infrastructure Agenda – Vision 2010”. In order to implement the plans laid down, the state government has formed a wholly owned Government undertaking called “Gujarat State Road Development Corporation Ltd” (GSRDC).
As part of this development plan L&T Construction had been awarded the construction of additional two lanes for Halol - Godhra- Shamlaji Road Project (HGSRP) under Viability Gap Funding Scheme of GoI on a BOT basis. The Halol-Godhra-Shamlaji Road Corridor (SH-5) which is also known as the Eastern State Highway, runs through the administrative boundaries of two districts known as Panchmahal & Sabarkantha and connects the three adjoining states of Rajasthan, Madhya Pradesh and Maharastra in the shortest possible way.
This road, once completed, will function as an alternative route between Gujarat and Delhi and will help reduce the driving distance between Vadodara and Delhi by nearly 45 km. Apart from shorter connectivity, the road is also expected to provide a great impetus to the industrial growth along the route in both the districts. The highway will create an easy access
Major Quantities
Earthwork 41,62,154.00 cu.m
GSB 731008.95 cu.m
WMM 757660 cu.m
Kerb 346400 Rm
BC/DBM/BM 542897 cu.m
Concrete 1,91,000 cu.m
Reinforcement 9006 t
Prestressing 353 t
Rewall 10826 sq.m
Work in progress at a section of the highway
ECC CONCORD Oct - Dec 2011 40
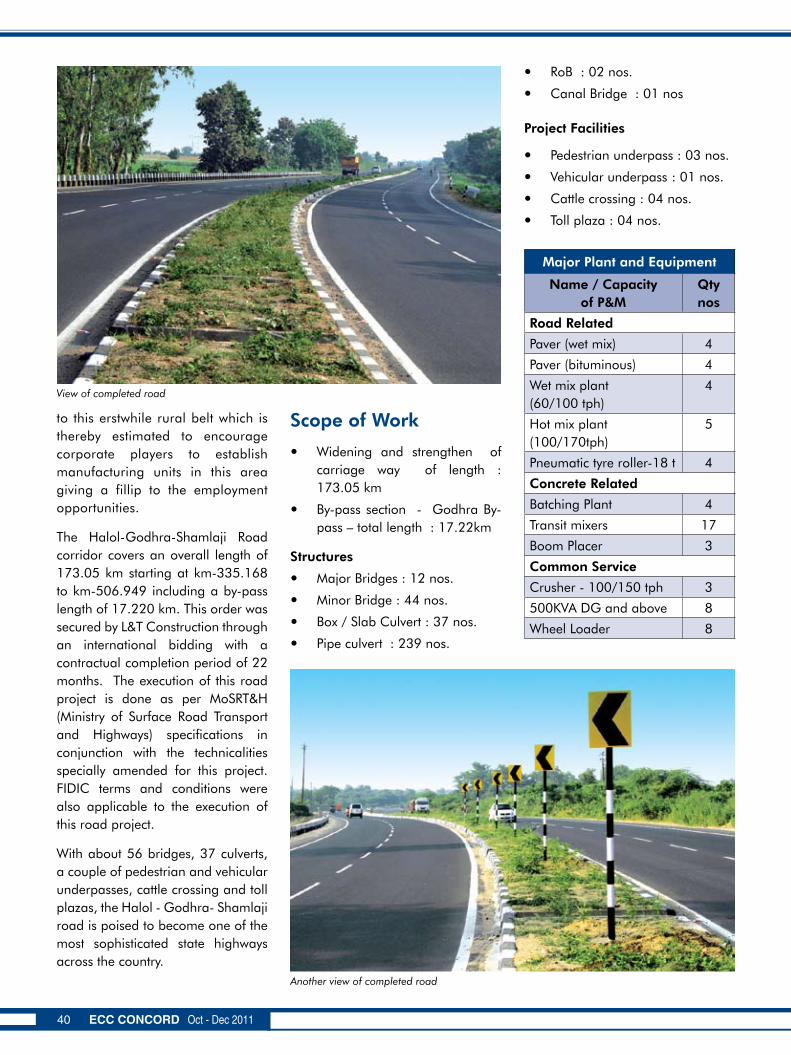
to this erstwhile rural belt which is thereby estimated to encourage corporate players to establish manufacturing units in this area giving a fillip to the employment opportunities.
The Halol-Godhra-Shamlaji Road corridor covers an overall length of 173.05 km starting at km-335.168 to km-506.949 including a by-pass length of 17.220 km. This order was secured by L&T Construction through an international bidding with a contractual completion period of 22 months. The execution of this road project is done as per MoSRT&H (Ministry of Surface Road Transport and Highways) specifications in conjunction with the technicalities specially amended for this project. FIDIC terms and conditions were also applicable to the execution of this road project.
With about 56 bridges, 37 culverts, a couple of pedestrian and vehicular underpasses, cattle crossing and toll plazas, the Halol - Godhra- Shamlaji road is poised to become one of the most sophisticated state highways across the country.
Scope of Work
Widening and strengthen of ycarriage way of length : 173.05 km
By-pass section - Godhra By- ypass – total length : 17.22km
Structures
Major Bridges : 12 nos. y
Minor Bridge : 44 nos. y
Box / Slab Culvert : 37 nos. y
Pipe culvert : 239 nos. y
RoB : 02 nos. y
Canal Bridge : 01 nos y
Project Facilities
Pedestrian underpass : 03 nos. y
Vehicular underpass : 01 nos. y
Cattle crossing : 04 nos. y
Toll plaza : 04 nos. y
Major Plant and Equipment
Name / Capacity of P&M
Qty nos
Road Related
Paver (wet mix) 4
Paver (bituminous) 4
Wet mix plant (60/100 tph)
4
Hot mix plant (100/170tph)
5
Pneumatic tyre roller-18 t 4
Concrete Related
Batching Plant 4
Transit mixers 17
Boom Placer 3
Common Service
Crusher - 100/150 tph 3
500KVA DG and above 8
Wheel Loader 8
View of completed road
Another view of completed road

ECC CONCORD Oct - Dec 2011 41
Minor junctions : 181 nos. y
Major junctions : 10 nos. y
Road Furniture
Metal Beam Crash Barrier : y33368 Rm
Bus Shelters : 167 nos. y
Challenges
The construction of railway over bridge (RoB) was one of the challenging tasks due to the initial delay in clearance and design approval from the Railway authorities. However, a planned approach encompassing additional deployment of resources enabled a timely completion.
The Halol - Godhra- Shamlaji road project involved the construction of a major bridge at Mahi. The Mahi Bridge consisting of 11 spans each of length 38.4 m was a tough job. The construction work involved the
launching scheme at a height of 25m from the bed level. The construction team took all necessary precautions like load testing of the enabling structures to full scale model prior to execution before the launching system was carried out at the project site.
Major AchievementsThe Halol - Godhra- Shamlaji yroad project has many firsts to its credit. The re-inforced earth wall (RE wall) with height ranging from 0 – 14.5 m was an enormous task that demonstrates the construction excellence & Imagineering skills of L&T. Around 10826sq.m of fascia panels were cast and erected within a very short time frame
Construction of Mahi Bridge of y11spans of 38.4m using the launching girder scheme at a height of 25m was a commendable task
Used precast technology yextensively – a total of 454 precast PSC / RCC girder casting was done averaging a length of 25 m and an average weight of 50 t. The scope also included 1386 RCC Deck Planks measuring upto 12,000 sq.m
Ashok Kumar Tripathi Project Manager
Work in progress at a major bridge Inset: View of Pre-cast yard

ECC CONCORD Oct - Dec 2011 2011 42
E V E N T S
The Seawoods Overpass Project was inaugurated by the Hon. Chief Minister of Maharashtra Shri. Prithviraj Chavan on 2nd November 2011. Deputy Chief Minister Shri Ajit Pawar presided over the event along with other dignitaries including Shri Ganesh Naik- MoS for State Excise and Non-conventional Energy, Shri Sunil Tatkare- MoS for Water Resources, Mr. Pramod Hindurao, Mr.Bhaskar Jadhav, Mr.Sagar Naik, Dr. Sanjeev Naik, Mr. Sandeep Naik, Mr.Prashant Thakur and Mr.Namdeo Bhagat.
Seawoods Overpass Project Inaugurated
India’s largest capacity Pellet Plant commissioned at Jamshedpur
The country’s largest capacity Pellet Plant was commissioned by L&T at Jamshedpur for Tata Steel. The facility was inaugurated by lighting up the induration furnace in a ceremony held on 13th November 2011 at the Jamshedpur steel works. This Pellet Plant is slated to produce about 18,200 tonnes of pellets of size 8-15 mm per day. These Pellets will feed the Blast Furnaces thereby increasing the prepared burden from 60 % (at present) to 85% & consequently reducing the Slag Rate to about 200-225 kg from 260-280 kg.
Equipped with all modern features, the Pellet Plant has two pairs of process bag filters & four ESPs that will monitor work area dust level to <5 mg/Nm3.
The project was completed in 36 months from ground breaking, which is claimed to be the record shortest time ever taken for construction of such a large Pellet plant anywhere in the world. The Pellet Plant was
Appreciating L&T for the quality and timely completion of the project, the Chief Minister felicitated Mumbai Cluster Project Manager, Mr. R. K. Jain and Project Manager, Mr.Navin Sinha for this commendable achievement.
The project faced many challenges such as the erection of girders on operational railway tracks during the permitted window of only 2 hours every day. The erection of 12 girders was executed in 12 days without causing any hindrance to the on-going railway operations.
designed, supplied, erected and commissioned by L&T in a consortium (Outotec (Germany), Outotec (India) & F L Smith).

ECC CONCORD Oct - Dec 2011 43
Diversion Tunnels inaugurated at the Punatsangchhu-I Hydroelectric Project
The Diversion Tunnels at the Punatsangchhu-I Hydroelectric Project (1200 MW) was inaugurated on 29th November 2011 by the Honourable Prime Minister of Bhutan. Punatsangchhu – 1 Hydroelectric Project is located on the Punatsangchhu River in Wangdue Phodrang Dzongkhag in Western Bhutan. The contract for the Construction of Diversion Tunnel (2 Nos), Concrete Dam, Intake (4 Nos) and Desilting arrangement (4 Nos) including Hydro-mechanical works was awarded to L&T in May 2009. The two diversion tunnels are of 11 m finished dia and of length of 1300 m and 1400 m respectively. This river diversion is considered as a milestone event for Punatsangchhu – 1 hydroelectric power and has been a turning point in the life of many locals as it has been providing enormous opportunities in terms of employment, material supply, sub-contractorship etc.
Besides, L&T has also initiated construction skill training in the areas of rebar cutting and
tying, carpentry, masonry, formwork usage, electrical works & structural and pipe welding for the Bhutanese youth at the CSTI centres in Chennai, Kolkata and Mumbai thereby providing employment opportunities.

ECC CONCORD Oct - Dec 2011 2011 44
International Seminar on Bulk Solids Handling
A two day seminar and exhibition on “Bulk Solids Handling - Technology and Development for the 21st Century” organized by The Institution of Mechanical Engineers (IMechE), UK and hosted by Larsen & Toubro was inaugurated by Mr. Graham Leason, Tech-A Ltd, Director and Consultant, Institution of Mechanical Engineers, Bulk Materials Handling Committee Chairman on November 22, 2011 at L&T Construction’s Headquarters in Manapakkam, Chennai.
Speaking on the occasion, Mr. Graham Leason highlighted that the seminar and exhibition is conducted outside Europe for the very first time and that this will certainly be a stimulating and rewarding occasion for young engineers. He thanked L&T on behalf of Institution of Mechanical Engineers for hosting this seminar and exhibition.
Mr. K.V. Rangaswami, former Member of the Board L&T and currently Advisor to Chairman, L&T, welcomed the delegates and complimented the organizers for making the international seminar possible. He also claimed that it was a good opportunity for the engineers to enhance their knowledge.
Mr. D.R. Ray, Executive Vice President and Head, Metallurgical and Material Handling IC of L&T released the seminar souvenir booklet and said, “Indian industry is now going through exciting times with high growth rate projected despite temporary setback due to global economic problem. These new challenges ought to be faced by the manufacturers in the field of technology and project management.” He also addressed his concern about sustainability and environment protection which are also fast becoming deciding factors and he wished that this seminar will bring some direction towards meeting these challenges.
Over 500 delegates and visitors across countries took part in the two day seminar and exhibition and over twenty companies exhibited their capabilities.
The two day seminar witnessed presentations on path breaking views in Bulk Solid Handling in the areas of:
Characterization of bulk particulates y
Wagon unloading & train handling – wagon tippler ysystems

ECC CONCORD Oct - Dec 2011 45
Implications of the new RDSO requirements for yrailcar dumper design in India
The silo discharge system ‘EXTROMAT’ – iron ore ycase study
Building in reliability y
Dry bulk handling in ports: systems-problems- ysolutions
Key technology of grab bucket type ship unloader y
Utilization of hydraulics in bulk handling system yand equipment in India
A comparison of layout and equipment: The coal yterminals of Ust Luga and Wanino
Port Handling Systems y
Distance conveyors – special design yconsiderations
Elements and principle of belt conveyors static ycalculations
Improving performance and safety in bulk material yhandling with a new conveyor architecture
RBCT phase V expansion project case study and yfocus on belt feeders using DEM
Soft braking solution for the conveyor and MH yequipment: NALCO case study
Phoenocord St 10000 – World’s newest ydevelopment in high tension conveyor belt design
System layout optimization to improve yconstructability
Bulk material handling: solution and services y
Computer management of raw material ystockyards
An overview of bulk coal handling facilities in coal yIndian mines
Science of mechanized, automated and fast system yof raw material transportation
Raw material handling system commissioned at Jamshedpur
The raw material handling system (RMHS) for Tata Steel Expansion Project was commissioned at Jamshedpur on 3rd December 2011.
Three circuits of RMHS (a) Iron Ore Feeding to Pelletizing Plant, (b) Pellet from Pellet Plant to Stock Yard and (c) Additive from Ground Hopper to Pellet Plant were commissioned by Mr. H. M. Nerurkar, Managing Director of Tata Steel Ltd.
The major equipment are:
(a) Two Paddle Feeder inside Track Hopper
(220m long, 6000 t holding capacity), (b) One Stacker-cum-Reclaimer, (c) One Luffing Stacker and (d) 1.2km long conveyors having a conveying capacity of 1500TPH. Iron Ore from Track Hopper will be conveyed through various conveyors to feed pellet plant. Iron Ore will be stacked by Stacker-cum-Reclaimer at iron ore stock yard having a capacity of 1,40,000 t. Iron ore additives will be fed from ground hopper via conveyors.

ECC CONCORD Oct - Dec 2011 2011 46
India’s premier exhibition on hospital infrastructure, planning, supplies and healthcare development was held at the Bombay Exhibition Centre between 14 and 16 December 2011. L&T displayed its comprehensive capabilities in providing EPC services for the Healthcare sector through its participation in this major hospital exposition.
L&T’s stall with panels displaying hospital projects, the architecture, interior and finishing works with installation of medical equipment along with the green initiatives attracted many visitors. Key visitors to the expo included Government officials from the Ministry of Health, owners of hospitals and medical institutions, architects, planners, consultants, hospital promoters and policy makers from the healthcare industry.
Similarly, the same venue was host to the Inter Solar Expo where L&T displayed its capabilities and the single
L&T participates in Hospital Infrastructure India 2011 & Inter Solar Expo at Mumbai
window concept for building state-of-the-art world class sustainable solar systems at affordable cost to serve the mass requirements of the future.
L&T’s stall in Hospital Infrastructure India 2011
L&T’s stall in Inter Solar Expo

ECC CONCORD Oct - Dec 2011 47
L&T’s Corporate Sustainability Report 2011 Launched
L&T crossed another milestone in its sustainability journey with the launch of its fourth report at the hands of Mr. A.M. Naik, Chairman and Managing Director. Joining Mr. Naik at the launch event on December 2, 2011 at L&T’s Landmark office in Mumbai were Mr. K. Venkataramanan, Member of the Board and President (Hydrocarbon), and Mr. R.N. Mukhija, Advisor to the Chairman.
Mr.Naik’s address bore his distinctive personal stamp of business logic, sensitivity to economic realities and unwavering commitment to the continuous advancement of the Company’s interests. Environmental and social initiatives, Mr. Naik said, would sustain themselves only if the businesses continue to flourish. “Therefore, we should ensure
that each such measure adds value to business.” Mr. Naik further urged that social and community interventions be closely aligned with the Company’s business objectives.
Earlier, Mr. Alok Sharma, Head, Corporate Sustainability, set the context for the launch with a comprehensive recapitulation of L&T’s sustainability journey since the formation of Project Prithvi in 2007. Mr.Ajit Singh, Executive Vice President, Corporate Infrastructure & Services, Powai, elaborated on the theme of this year’s report, viz., that sustainability is part of the Company’s nature - ‘L&T Naturally’. L&T’s Sustainability Report 2011 is ‘GRI Checked’ Application Level A+ and externally assured, indicating the highest level of transparency.
With the scope and scale of CSR activities at L&T reaching new highs and with a view towards creating a greener planet, an all-new e-tabloid called ‘Reaching-Out’ focusing exclusively on L&T’s CSR activities has been launched. All CSR news items that were erstwhile published under
Corporate Sustainability in Kaleidoscope section of ECC Concord will henceforth be published in Reaching Out. Please visit http://www.lntecc.com/homepage/documents/Reachingout.pdf to read the latest issue.

ECC CONCORD Oct - Dec 2011 2011 48
On 17th of December, L&T achieved a major breakthrough in the construction of boiler for a Power plant by erecting a mammoth 2950 t - single piece heavy lift module- size 38 m long, 34 m wide and 32 m high to a height of 84.5 m and showcased its heavy lifting strength to the rest of the industry. The module consists of all ceiling girders – completely pre assembled at ground level, together with interconnecting tie beams, hanger rods, pressure parts including headers, water wall roof panels and buck stay assembles up 52m elevation.
This is the heaviest load ever lifted in the Indian construction history so far, surpassing the earlier record of 1650 t, done for a petrochemical industry by a European Agency at Haldia. The module was lifted for a Thermal Power Plant at Nigirie for one of its clients, M/s Jaypee Power, for their 2 X 660MW Super critical Thermal Power Plant at Nigirie, Madhya Pradesh.
The idea was conceived right from the design stage, to build a boiler through an innovative method with “state-of-the-art technology lifting facility” through which the lifting operation is done to a fine degree of accuracy (± 3 mm) and distributing the load at 16 “Strong points” on top of the boiler structure, through sophisticated strand-jacks with synchronized computer controlled technique together with linear encoders and sensitive load sensors.
Just with a click of the mouse, the gigantic module was taken up from ground level to a height of 84.5 m with 100% in-house expertise, technology, know-how and resources which L&T alone owns at this point of time in the Indian Construction Industry. The combined lifting capacity can be tuned to an extent of 6000 t and can even be multiplied to 3 folds through this system, to a collective heavy lifting capacity of18000 t as a single piece.
The capability and resources built up by the Thermal Power Plant Construction BU (TPPC BU) at present, is the first-of-its-kind in India, and will bring in a sea-change in the construction method for building a Thermal Power Plant. Obviously one can understand and compare this method with that of the conventional way of constructing a boiler using stick built method, which is laborious, time consuming, highly risky as it needs to be assembled in bits & pieces at heights every time. This capability build up enables L&T to achieve crashed execution schedules, compressed cost, highest safety standards and offering the best quality of boilers to its clients, which are the key focus areas to remain competitive in the Industry.
The 660 MW boilers are built by L&T Power on EPC basis through a Joint Venture arrangement with Mitsubishi Heavy Industries, Japan.
L&T achieves yet another milestone in the history of Indian construction

ECC CONCORD Oct - Dec 2011 49
Punjab CM inaugurates the memorials of historians
The memorials at Punjab Baba Banda Singh Bahadur Memorial, Mohali, Chhota Ghalughara, Gurudaspur and Wadda Ghallughara, Sangrur were inaugurated by the Honourable Chief Minister of Punjab, Shri. Prakash Singh Badal.
Baba Banda Singh Bahadur memorial at village Chaparchiri, district Mohali, Punjab Chaparchiri war memorial is being constructed on a 20 acre site in Mohali on the site where the actual historic war between Baba Banda Singh Bahadur and Wazir Khan was fought. One of the main attractions is the Victory Tower, an octagonal structure having a core shell rising vertically high up to 82.40 metres and the curvilinear side walls sloping upwards with arches on each side.
In order to reduce the construction time and increase the life span of the building a hybrid structure comprising of RCC core shell and steel columns with cast in-situ walls on the first level and precast panels on the upper levels were planned and executed. The foundation is supported on 177 piles that are 35 metres deep. The elevations are built in inclined curvilinear shape giving the structure the best aesthetics of the world. The dome and its spire were fabricated on the ground, lifted by tower cranes and arranged on the top.
The water body along with its viewing platforms are positioned such that, it reflects the image of the tower. Six shell structures which are similar to the mounds have statues on top. Nevertheless the area also has an Open Air Theatre with a capacity of 1200 seats. This memorial has the best attractions of Punjab including landscaping with mounds (tibbas), water body (chapar), trees (chiri), shrubs, ground covers and other features.
Apart from Commemoration Tower this area also has Auditorium with a Seating Capacity of 250 people, Interpretation Centre, Tourist Information Centre, Architectural Entrance Gate and Open air theatre of capacity to accomodate 500persons whereas Chhota Ghallughara has Galleries, Tourist Information Centre, Architectural Entrance Gate, water body, Architectural landscaping in entire complex and an open air theatre of 500 seat capacity.
Baba Banda Singh Bahadur memorial at village Chaparchiri, district Mohali, Punjab
Chhota Ghalughara, Gurudaspur and Wadda Ghallughara, Sangrur

ECC CONCORD Oct - Dec 2011 2011 50
MIAL project achieves one million cu.m of concrete production
TN Governor inaugurates drinking water supply scheme
MIAL project successfully completed 1 million cu.m of concrete on 28th December 2011,out of an estimated total scope of 1.2 million cu.m. This feat has been achieved using 3 batching plants operated in tandem.
The project involves various types of concrete (such as temperature controlled pavement quality concrete, self-compacting concrete, high strength structural concrete, etc.) in addition to multitude of grades of concrete (34 different grades).
The logistic constraints of a city-based project, coupled with stringent safety norms present in a high security operational airport make this task all the more challenging.
His Excellency the Governor of Tamil Nadu Sri K. Rosaiah inaugurated the drinking water supply scheme to the second set of 212 draught prone villages in Anantapur district, Andhrapradesh through Neelakantapuram Sreerami Reddy drinking water supply scheme – Phase III. The Governor appreciated L&T for the successful commissioning of this project.
Hon’ble Minister for Revenue Mr. N Raghuveera Reddy, Mr.Ananta Venkat Rami Reddy and Mr.Thippeswamy were amongst other dignitaries present during the inauguration function.
Till date, 392 villages out of 559 villages, one municipality and one industrial area have been benefited through the successful commissioning of phase I,II and III of the scheme funded by HUCO and State Plans through RWS & S department of Andhra Pradesh.
PM Mr. P.R.Hari Krishna being congratulated by his excellency Governor of Tamil Nadu Sri. K. Rossaiah for successful commissioning of the scheme
His excellency Governor of Tamil Nadu Sri. K. Rossaiah appreciating CPM Mr. Devasish Ghosh for successful commissioning of the scheme

ECC CONCORD Oct - Dec 2011 51
December for the setting up of a main construction skills training Institute (CSTI) at Cuttack – Odisha , 4 sub centers for sourcing of candidates and adopt five ITIs as knowledge partner for imparting Construction skills training.
Mr. S. Natarajan – Head Construction skills training exchanged the MOUs with Mrs.Usha Padhee- Director State Employment cum Employment Mission, in the presence of the Chief Secretary – Mr. Sri Bijaya Kumar Patnaik, IAS. Also present during the occasion were Mr. Sumit Ganguly, Mr. N. Dharmarajan and Mr. Sri Satya Ranjan Seth – Chief Engineer (Building) Odisha.
The Stacking & Reclaiming System of Engine on Load (EOL) Project at TATA Steel Noamundi, Jharkhand was commissioned on 28th December 2011.
Three Circuits of the EOL Project (a) Iron Ore feeding through various Bins & Conveyors to Stock Yard, (b) Stacking by Twin Boom Stacker & Blending by Barrel Reclaimer (c) Reclaiming & further Stacking of Blended material into Bins for wagon loading were commissioned by Mr. H. M. Nerurkar, Managing Director of TATA Steel Ltd in the presence of the L&T project team.
Stacking & Reclaiming System Commissioned at TATA Steel Noamundi, Jharkhand
CSTD signs MoU with Odisha Government
The major equipment are:
(a) One Twin Boom Stacker (TBS) for stacking the material (2200 TPH), (b) One Barrel Reclaimer (2000 TPH, Rated) & Transfer Car for Blending (c) Two Bin extractor (1000 TPH) for Ore extraction from Bins (d) 1.7 km of Conveyors. Iron Ore will be stacked by TBS at Stock yard having a capacity of 1,46,000 t.
Construction Skills Training department has signed an MoU with the Odisha Government on 17th

ECC CONCORD Oct - Dec 2011 2011 52
The foundation stone for Cognizant- Phase 2 at the Green Tech Park IT Park facility in Bantala near Kolkata was laid on 6th January. The West Bengal Commerce Industries & IT Minister Mr.Partha Chatterjee along with Mr. R Chandrasekaran, President and Managing Director, Global Delivery, Mr.Subho Samanta, Senior Vice President, Kolkata Operations and Mr Satadru Sinha, Manager – Administration participated in this ceremony.
Present during the occasion from L&T were Mr. M.V. Satish, Mr Sthaladipti Saha, Mr R. Nakkiran, Mr. Rajkumar Murali and Mr A.K. Bhattacharyya along with Mr Kireet Sen, Project Manager and his team.
This second phase, measuring 554,000 sqft, will house a Software Development Block with a capacity to accommodate more than 4960 professionals. This is in addition to the already operational 650,000 sqft facility comprising of one Software Development Block and Canteen with related Service Buildings housing approx. 4000 professionals. When fully completed, across all three phases, the Bantala facility will accommodate around 15,000 professionals.
Foundation stone laid at Cognizant Bantala facility Phase II Kolkata
The main features of this machine include:
The machine has a capacity (Reclaim rate, peak) of 3500 TPH. It has been designed to reclaim iron ore from the stockpile of 300 m length, having its boom length of 35 m. Both Bucket wheel and slew operation is hydraulically operated. The machine is indigenously designed with Finite Element Methods and equipped with state-of-the-art safety features.
Reclaimer Commissioned at TATA Steel Joda, Odisha
The Yard Machine (Reclaimer) of 4 MTPA Dry Circuit Material Processing Plant (DCMP) at TATA Steel Joda, Odisha was commissioned on 27th December 2011. The Reclaimer Machine of DCMP Plant was commissioned by Mr. H. M. Nerurkar, Managing Director of TATA Steel Ltd in the presence of other senior officials from L&T and TATA Steel.

ECC CONCORD Oct - Dec 2011 53
N E W O R D E R S
` 1620 crore order in the Buildings and Factories segment
L&T Construction has bagged new orders worth Rs. 1629 crore in the Building & Factories segment. A major design & build order worth Rs. 900 Cr was secured for the construction of a major IT Campus facility during the end of the second quarter. The third quarter ushered in new orders worth Rs. 729 Cr for the construction of a commercial building, university, residential towers and an automobile factory from various clients.
These orders further enhance the order book of the company which has already secured major design & build contracts for airports, IT Parks, commercial and residential projects in India and abroad.
L&T (Oman) Wins ` 875 Cr Orders
L&T (Oman), a subsidiary of Larsen & Toubro, has achieved a major breakthrough in the urban infrastructure segment internationally by bagging twin orders valued at Riyal Omani 68.4 million (approx. ` 875 crore) from the Muscat Municipality and from the Ministry of Transport & Communication, Sultanate of Oman. The orders are for construction of the Wadikabir–Darsait Road and the Mahlah–Ghubbrat Al Tam–Ismaiyah Road.
The Wadikabir – Darsait Road project is scheduled to be completed in 24 months. It involves design and construction of flyovers and underpasses along the Darsait – Wadikabir Road. The Mahlah – Ghubbat Al Tam – Ismaiyah project is to be completed in 41 months, and involves 45 km road works, four bridges and cross drainage works. Set to meet the highest international standards, these projects are expected to significantly streamline traffic.
The orders were won by L&T Oman against stiff international competition and auger well for L&T’s expansion plans in the urban infrastructure space in rapidly growing international markets. L&T has been making significant strides in the area of roads and bridges both in the international and domestic markets
through its well-established capabilities in design, engineering, project execution and construction, quality and safety standards and on-time delivery.
The Company’s track record in this sector in GCC includes the Al Sowah cable stayed bridge and the Sheikh Khalifa Interchange. Earlier, L&T had built the Al Khaud Interchange in Muscat. It is expected that the new large orders will consolidate L&T’s position as an international infrastructure major.
L&T Construction Bags Orders Valued at ` 2700 crore
L&T Construction has bagged new orders valued at ` 2700 crore across various businesses during Oct/Nov 2011.
In the Buildings & Factories segment, the Company secured new orders worth ` 1109 crore from reputed customers for the construction of a major residential complex consisting of 23 towers of up to 29 stories. The Company has also bagged an order for the construction of a warehouse facility.
In the Infrastructure segment, orders valued at `353 crore has been secured for the construction of a viaduct, including two station buildings, for Kolkata Metro railway. The other order, secured through Rail Vikas Nigam Limited, pertains to the construction of a viaduct and related work for the Kolkata Metro.
In the Power Transmission & Distribution segment, the Company has secured orders worth ` 763 crore from various clients for construction of transmission lines, electrical works including substations. In addition, the Company has secured orders valued at ` 200 crore on the international front from Tat weer Petroleum, Bahrain for electrical projects including additional contracts from other clients for ongoing projects.
In yet another development, a major order has been secured from Delhi Jal Board worth ` 272 Crore for the rehabilitation and automation of the existing 116 MGD (Million Gallons per Day) water treatment plant in Delhi.

ECC CONCORD Oct - Dec 2011 2011 54
` 2,164 Crore order for Road Project
L&T Construction bagged a major order valued at ` 2,164 crore in its Infrastructure Segment from GMR Infrastructure. The order is for construction of stretches consisting of six laning of Kishangarh Udaipur Ahmedabad Highway. The development would be executed on EPC (Engineering, Procurement & Construction) basis.
The Kishangarh Udaipur Ahmedabad project - a mega project, part of Phase V of the National Highways Development Programme (NHDP) of the National Highways Authority of India (NHAI) - is for upgrading the existing four lane section of golden quadrilateral to six lane. The National Highway-8 (NH-8) connects the National Capital, Delhi and Business Capital of India, Mumbai.
L&T Bags ` 2056 crore Orders
L&T Construction has bagged new orders valued over Rs.2056 crore across various business segments during December 2011.The Water and Effluent Treatment business has bagged two major orders aggregating Rs.1262 crore. One order has been secured from The Tamil Nadu Water Supply and Drainage Board for combined water supply scheme at various locations in Madurai, Sivagangai and Vellore districts in Tamil Nadu. Another major order has been received from Raipur Vikas Pradhikaran for the construction of underground storm water pipelines, sewerage, water supply and other associated works at Raipur. In the Buildings & Factories segment a new order worth Rs.388 crore has been secured from a reputed developer in Mumbai for the construction of 4 residential towers (Basement + Ground + floors varying from 63 to 64 stories).
In the Rail Infrastructure segment, new orders including additional orders aggregating Rs.406 crore has been bagged from various clients. This include a major order for the construction of a viaduct including Electrical, Signaling and Telecommunication works between Villupuram – Virudhachalam - Ariyalur section from Rail Vikas Nigam Limited (RVNL).
Performance for the quarter ended December 31, 2011
Larsen & Toubro recorded Gross Revenue of Rs.14155 crore for the quarter ended December 31, 2011,
registering a growth of 23 % y-o-y. Order inflow for the quarter at Rs.17129 crore grew by 28% y-o-y, taking the Company’s Order Book to Rs. 145768 crore as on December 31, 2011. With its proven track record, the Company was able to secure fresh orders from Infrastructure, Building & Factories, Power Transmission & Distribution and Minerals & Metals sectors despite a subdued investment sentiment prevailing during the quarter.
Recurring Profit after Tax (PAT) for the quarter from normal operations stood at Rs. 992 crore recording an increase of 22 % over the corresponding quarter of the previous year.
Engineering & Construction (E&C) Segment
E&C achieved net Segment Revenue of Rs. 12424 crore for the quarter ended December 31, 2011 registering a y-o-y growth of 26%. Execution of various ongoing projects is on schedule.
During the quarter, the Segment secured orders totaling to Rs. 15283 crore with International orders constituting 10 % of the total order inflow.
The Order Book of the Segment stood at a healthy Rs. 143341 crore as at December 31, 2011. With focused execution and efficient project management, the Segment recorded Operating Margin at 11.5% during the quarter ended December 31, 2011 vis-à-vis 11.6% for the corresponding quarter of the previous year.
Highlights
Quarter ended December 31
2011 2010 Y-o-Y Growth` crore ` crore
Order Inflow
17129 13366 28%
Gross Revenue
14155 11492 23%
Recurring PAT
992 811 22%

ECC CONCORD Oct - Dec 2011 55
AW A R D S
L&T lifted the trophy for the best Contractor / Construction firm at the ‘ZEE BUSINESS - RICS Real Estate Awards 2011’. Mr. Rajan Malhotra, Regional Manager – Delhi received the award from Mr. Kamal Nath, Honorable Minister for Urban Development and Ms.Renu Sud Karnad, Managing Director, HDFC at a glittering function held on September 29, 2011 in Delhi. The awards also witnessed attendance from some of the biggest names
Zee Business awards L&T as best Contractor / Construction firm
L&T Construction’s Manapakkam campus at Chennai has been awarded the coveted CII’s National Award for Excellence in Water Management for its Water Efficient Unit and for presenting an innovative case study covering all aspects of Water Management.
This award was presented at the ‘8th National Award for Excellence in Water Management 2011’ event held in Jaipur between 23rd and 25th November 2011. Mr Gurmeet Singh Kunnar, Minister of State for Agriculture Marketing and Water Resources, Government of Rajasthan presented this prestigious award to Mr.K. Parthiban, Facilities Management department and his team.
L&T’s Manapakkam campus bags award for excellence in Water management
in the Indian real estate industry who came together to felicitate the best in the sector.
ZEE Business and RICS constituted the award to recognize projects and companies that have demonstrated all-round excellence, value for customers and a commitment to sustainability and consequently set a benchmark for the industry.

ECC CONCORD Oct - Dec 2011 2011 56
L&T Bags 11 ABCI Awards - Voted ‘Champion of Champions’
V. Ramesh Kumar elected Secretary, PRSI – Chennai Chapter
Mr. V. Ramesh Kumar, Manager - Corporate Communications, L&T Construction, has been unanimously elected Secretary, Public Relations Society of India’s (PRSI) Chennai Chapter for the year 2011-12.
The Chennai Chapter of PRSI, the apex organization of India’s PR professionals from chapters all over the country was born as early as 1968 and is into its 43rd year. The Chennai Chapter counts most of the major Chennai based corporates and PR practitioners among its members. Its membership is largely drawn from private and public sector business organizations, the Government sector, public utilities, NGOs, PR consultants, advertising professionals and PR educationists. Earlier, Mr V. S. Ramana, Head - Corporate Communications, served as the Chapter’s Chairman for the period 2005 – 07.
L&T’s Corporate Communications had a special date with 11-11-11 as it bagged a total of 11 awards at the gala awards function of the Association of Business Communicators of India (ABCI). The tally includes awards secured across the spectrum of ‘House Magazines’, Brochures, Calendars and Photographs.
The number of awards was among the highest secured by any company or organization in the country, qualifying L&T for the coveted ‘Champion of Champions Award’.
Mr.Venkataramanan, Member of L&T Board and President – Hydrocarbon, was awarded the ‘Global Business Communicator Award’ for his charismatic ability to reach out to people, and transmit thought and idea to an international constituency in a value chain spread across five continents.
The award was part of the ‘Elite Category’ drawn up by the ABCI, and distinct from the mainstream communication awards. It was presented by Dr. M.S. Swaminathan – the renowned agriculture scientist, widely described as the ‘Father of India’s Green Revolution’.
The awards were presented at a glittering ceremony held in Mumbai. The ABCI had received 952 entries from around 145 companies across the country.
L&T Construction bagged Five Awards for the below:
ECC Concord bagged the silver award in the yExternal Magazine category
‘Rendezvous of Powerful Giants’ secured a Silver yin the Photography category
Wall Calendar-2011 bagged a Silver in the Wall yCalendar category
Panchangam Calendar 2011-12 bagged a yBronze in the Illustration category
CSTI feature film - Naya Daur - Turning Point, ybagged a Bronze award in the Corporate Film category

ECC CONCORD Oct - Dec 2011 57
L&T wins laurels at the Dun & Brad street–Axis Bank Infra Awards 2011
L&T was selected the Top Infrastructure Company under the category Construction - Infrastructure Development at ‘D&B – Axis Bank Infra Awards 2011’.
Also, three projects executed by L&T have been selected as the best projects under the categories Airport Development (IGI Airport Terminal 3, Runway), Industrial Plants (LPG Process Facilities) and Roads & Highways (Vadodara-Bharuch Tollway) respectively.
At a glittering award presentation ceremony held at ITC Maratha, Mumbai on October 17, 2011, Mr. M.P. Naidu, EVP and Project Director of Hyderabad Metro Project, Mr. M. Ramesh Mohan, Regional Manager (Mumbai), Mr. Vivek Narayan Gokhale, Segment Head – Nuclear Construction and Mr. T.S. Venkatesan, Vice President, Developmental Projects received the awards on behalf of L&T.
The ‘D&B-Axis Bank Infra Awards 2011’ honour leading infrastructure companies from the construction, power and telecom sectors for their performance on various financial and non–financial parameters. D&B uses a proprietary model to choose the award winners based on various qualitative and quantitative factors. Projects are evaluated based on nominations received from companies.
L&T - No.1 Infrastructure Company of 2011
Acknowledging L&T’s substantial influence on India’s economic development as a major infrastructure player, leading industry journal Construction Week designated L&T ‘No.1’ on its list of the Top 30 Infrastructure Companies of 2011.
The list was the result of Construction Week’s search for India’s most admired companies in the infrastructure space, and its focus on highlighting the critical role played by what it termed ‘true nation builders’.
L&T secured the top spot on the basis of its well-capitalised balance sheet, robust execution capabilities over a wide range, integrated operations, a strong portfolio of assets and an order book of over Rs.1,30,000 crore.
The parameters upon which the ranking was based included equity research reports, corporate filings, market perceptions, comprehensive quantitative and qualitative analysis of the overall business performance, peer comparison, order book analysis, assessment of project diversity as well as execution capabilities.
And the winners are...1 Larsen & Toubro2 Jaiprakash Associates3 Lanco Infratech4 Reliance Infrastructure5 GMR Group6 Punj Lloyd7 IVRCL8 Hindustan Construction
Company9 NCC10 Gammon India11 Simplex Infrastructures12 GVK Power &
Infrastructure13 IRB Infrastructure
Developers14 Afcons Infrastructure15 Patel Engineering
16 Gayatri Projects17 Ramky Infrastructure18 IL&FS19 Consolidated
Construction Consortium20 Madhucon Projects21 Pratibha Industries22 Marg Group23 Vascon Engineers24 ARSS Infrastructure
Projects25 JMC Projects26 Ashoka Buildcon27 Unity Infra Projects28 SPML Infra29 Ahluwalia Contracts
(India)30 Shriram EPC

ECC CONCORD Oct - Dec 2011 2011 58
L&T receives Infrastructure Award for the year 2011
At a function held in Bangalore Taj Vivanta on the 17th December 2011, The EPC World Media Group presented the Infrastructure Award of the Year 2011 to L&T. Mr K V Rangaswami, Advisor to CMD, Larsen & Toubro received the award along with Mr M V Satish, VP & Head – Commercial Buildings & Airports SBG.
The award was presented by Mr K J Alphons, former IAS officer, ex-MLA, currently heading the Good Governance Cell – BJP, in the presence of Prof. M N Sreehari, Advisor & Expert Member to the Government of Karnataka on
Transport Infrastructure and Mr Tejasvi Sharma, the Editor-in-Chief EPC World. Accepting the Award, KVR shared that L&T does not need an introduction at a gathering of builders and infrastructure companies. He commended that these tremendous achievements were the result of the team work of over 30000 members and over 2 lakh workers engaged in project construction. Later at the event, KVR and Mr Sagar Naik, the Mayor of Navi Mumbai released a Souvenir and a Special Edition of EPC World brought out to mark the occasion.

ECC CONCORD Oct - Dec 2011 59
Mr. A.M. Naik Conferred Doctorate by Sardar Patel University
Mr. A.M. Naik, L&T’s Chairman & Managing Director, was conferred a doctorate – ‘Doctor of Letters’ (Honoris Causa) by the Sardar Patel University. The doctorate is an accolade from the academic world in recognition of Mr.Naik’s extraordinary level of professional achievements and his sterling contribution to industry, to the national good, and to social well-being. Dr.Kamla Beniwal, Governor of Gujarat and Chancellor of the University, handed over the doctorate to Mr. Naik at a special convocation held on 15 December 2011 at the University. Dignitaries and distinguished academicians including Prof.Ved Prakash, Chairman of University Grants Commission, and Prof. Harish Padh, Vice Chancellor of the University, spoke in glowing terms of Mr.Naik’s professionalism and his work ethics. Describing Mr. Naik as one of India’s most feted business leaders, they recounted the transformational journey through which he has led L&T. In an inspirational ‘Acceptance Speech’, Mr. Naik told the vast gathering: “You as students passing out of this institution will have many
career aspirations to fulfill. Whilst you pursue your ambitions in life, don’t forget that you also have a responsibility to give something back to your country, India.” In a conclusion that touched the heart of all those assembled, Mr. Naik said: “If I can leave just one message with you today it would be that the time for dreaming and for imagining should not end as you enter the real world. By educating the new generation we would give birth to future leaders like our beloved Sardar Vallabhai Patel”.
Mr. Naik is a distinguished alumnus of the Birla Vishwakarma Mahavidyalaya Gujarat`s oldest engineering college managed by the education trust, Charutar Vidya Mandal and affiliated to the Sardar Patel University. Located in Vallabh Vidyanagar in Gujarat, the Sardar Patel University was established in 1955. Its annual convocation is held on December 15th to mark the death anniversary of the country`s first Home Minister, Sardar Patel, widely hailed as ‘the Iron Man of India’.

Printed at RR Donnelley Publishing India Pvt. Ltd., Sriperumbudur. Edited by Mr. V.S. Ramana for L&T Construction from L&T Construction Headquarters, Manapakkam, Chennai - 600 089. The views expressed in this magazine are not necessarily those of the Management. The contents of this magazine may not be reproduced without the written permission of the Editor. Not for sale. Only for free circulation among employees of L&T Construction and their customers.
L&T Wins NDTV Profit Business Leadership Award
Affirming L&T’s stature in building infrastructure, the Company was honoured with NDTV Profit’s Business Leadership Award. At a glittering ceremony at Mumbai on January 7, 2012, the award was handed over by Union Finance Minister, Mr.Pranab Mukherjee, to Mr. S. N. Subrahmanyan, Member of the Board & Sr. Executive Vice President – Construction, and Mr. R. Shankar Raman, Chief Financial Officer.
The NDTV Profit Business Leadership Awards were instituted to recognize organisational excellence. The awards acknowledge India’s most dynamic organisations that have emerged leaders in their respective fields and are leading India in its quest to become an economic superpower. NDTV announced that the award highlighted ‘success, ethics and building India’ – all core to L&T.
The jury comprised industry and media stalwarts including Mr. T. N. Ninan (Business Standard), Dr.Prannoy Roy (NDTV) and Mr.Dorab R. Sopariwala (noted psephologist).
NDTV’s rigorous selection process involved short-listing the industry categories that contributed the most to India’s GDP and growth, collating a list of organisations in each category based on parameters like revenues, revenue growth and market share, and defining parameters and assigning weights.
L&T’s infrastructure projects are spread across India. Landmark projects executed by L&T include airports at major cities including Delhi, Mumbai, Bangalore and Hyderabad; refurbishing the Wankhede Stadium; prestigious highway projects; Hyderabad’s iconic HI-TEC City; the Bombay Stock Exchange and Vidhan Bhavan.
Mr. S. N. Subrahmanyan (left) and Mr. R. Shankar Raman (right) receive the NDTV Profit Business Leadership Award from Mr.Pranab Mukherjee.







