
Biotherapeutic product characterization to support accelerated process development
Kyle Zingaro, Ph.D.
Alexion Pharmaceuticals
2015 Biomanufacturing Technology Summit
June 25, 2015

Alexion is focused on developing life-transforming treatments for patients with severe and life-threatening diseases
2
Our Mission: Treating Patients with Severe & Devastating Diseases
Life-Threatening
Devastating
Transformative Clinical Benefit
No Effective Treatments
Severe

3
Sydney, Australia Asia-Pacific Regional HQ Country Operations
Mumbai, India Global Business Services
Shanghai, China Country Operations
Tokyo, Japan Japan Regional HQCountry Operations
Toronto, Canada Country Operations
Cambridge, MATranslational Medicine Group
Cheshire, CT Global Headquarters North America Regional HQ
Smithfield, RI Manufacturing Operations
Washington DCGlobal Government Affairs
Stockholm, SwedenNordic Country Operations
Barcelona, Spain Country Operations
Milan, ItalyCountry Operations
Munich, GermanyCountry Operations
Paris, FranceEuropean Service CenterCountry Operations
Brussels, BelgiumGovernment Affairs, EMEACountry Operations
London, UK Country Operations
Dublin, Ireland Global Supply Chain and Distribution
Buenos Aires, ArgentinaCountry Operations
São Paulo, Brazil Country Operations
Mexico City, Mexico Country Operations
Bogotá, ColombiaCountry Operations
Miami, FL Latin America Regional HQ
Dubai, UAEMiddle East OperationsCountry Operations
Moscow, Russia Country Operations
Lausanne, SwitzerlandEMEA Operations CenterCountry Operations
Istanbul, TurkeyCountry Operations
Our Global Footprint~2,400 dedicated employees serving patients in almost 50 countries

Biologic Process DevelopmentConnecting process inputs with product output

5
Development of a Biologic Manufacturing Process
“The aim of pharmaceutical development is to design a quality product and its manufacturing process to consistently deliver the
intended performance of the product.”
-ICH Guideline Q8 (R2)

6
Process Development Goals• Definition and characterization of a robust process to
generate quality therapeutic products
• Assessment of risk in design of new processes and change to existing processes
• Implementation of new technologies to improve those processes
• Support of clinical and commercial manufacturing efforts

Analytical Method Lifecycle Roadmap

8
Development and Characterization:Who supports whom?
• Clone selection, process definition, and process changes can not happen without analytical data
• Analytical methods exist to support manufacturing process definition and operation
http://programmedevelopment.com/what-is-ability-/ability-and-methods
Defining a “Biologic Fingerprint”What level of characterization defines a product?

10
Critical Quality Attributes (CQA)
“A CQA is a physical, chemical, biological, or microbiological property…that should be within an appropriate limit, range, or
distribution to ensure the desired product quality.”
-ICH Q8 (R2)
Biologics Include primary, secondary, tertiary, and quaternary protein structure and post-translational modifications

11
A Biological Fingerprint• Primary and higher order structure with post-
translational and chemical modifications which uniquely describe a protein
• Fingerprint-like: “integrated, multi-parameter approaches that are extremely sensitive in identifying analytical differences”1
• No clear consensus definition
• Challenged by constantly evolving analytical methods
https://www.mdsp.org/Organization/FieldOperationsBureau/Barracks/BarrackNRockville/FingerprintingServices.aspx
1Clinical Pharmacology Data to Support a Demonstration of Biosimilarity to a Reference Product, FDA Guidance for Industry, 2014

12
Biologic Fingerprints & Innovator Companies• Clearer connections between biophysical quality and clinical
safety and efficacy
• Development of robust processes requires an understanding of the impact of process inputs on the biologic fingerprint
• Implementation of process changes require demonstration of comparability in critical quality attributes

13
Approval of Zarxio (Neupogen Biosimilar)• methionyl-Granulocyte Colony Stimulating Factor (G-CSF)
http://www.fda.gov/downloads/AdvisoryCommittees/CommitteesMeetingMaterials/Drugs/OncologicDrugsAdvisoryCommittee/UCM428780.pdf

Clinical Phase Relevant Testing & CharacterizationHow much do we learn as a product & process develop?

15
When do we really need to know all that?
• Process improvement and optimization is completed throughout clinical development timeframes
• Process knowledge is expected to be limited for early filings
• Complete information must be available for commercial filing
Phase 1 Phase 2 Phase 3 Approval Commercial Product

16
Product Safety and Efficacy Studies• Different phases of clinical trials require different standards:
○ Phase 1 (Safety) – Simple efficacy assay (eg. ELISA), limited method understanding, and method qualification
○ Phase 3 (Efficacy) – Established and well characterized methods, method validation, cell-based efficacy assays
• Method understanding improves throughout development process

17
Process Changes• Manufacturing process changes will happen!○ Clinical Manufacturing vs. Commercial Manufacturing
• Changes must produce “highly similar” material
• Clinical Development○ Significant Changes
• Approved Application○ Major, Moderate, or Minor Changes

Accelerated Process Development Faster from clinic to market

19
Why do we need to develop processes faster?
• Patient Benefit○ Provide beneficial therapies to patients faster
• Regulatory Changes○ Breakthrough designation shortens clinical and CMC
timelines
• Commercial Benefits

20
Isn’t faster a good thing?• All stages of process and method development still need to
be completed
• We have less time to develop and less time to respond to regulatory inquiries
• How can we get it all done?

Strategies for Faster CMC DevelopmentReconciling shorter timelines and better characterization

22
Management Strategies
• Detailed Quality Target Product Profile (QTPP)
• Cross-Functional Communication
• Clinical and CMC Collaboration
• Strategic Planning
• Templates

23
Technical Strategies• Predictive Modeling
○ Process and product predictions throughout development and product lifecycle
• Real Time Monitoring
○ More data produced at and online
• Platform Processes

Platform ProcessesDefining an evolving standard

25
“Data derived from relevant prior knowledge, including platform manufacturing, …can be leveraged to support development of the commercial process and expedite
scientific understanding.”
-ICH Guideline Q11
Why do we need a platform?

Cell Bank
Seed Train
Production BioreactorPurification
Quality Analytics
26
What makes a “good” platform?
• Quality
• Robustness
• Raw Material Supply Chain
• Scalability
• Productivity
• Cost Effective
27
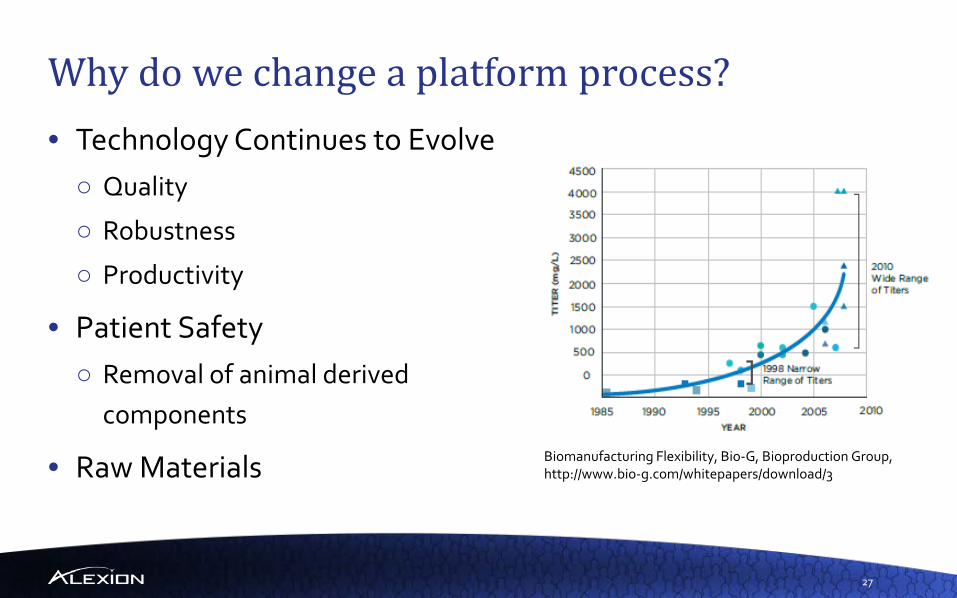
Why do we change a platform process?• Technology Continues to Evolve○ Quality
○ Robustness
○ Productivity
• Patient Safety○ Removal of animal derived
components
• Raw Materials Biomanufacturing Flexibility, Bio-G, Bioproduction Group, http://www.bio-g.com/whitepapers/download/3
28
How & when do we change a platform process?• Incremental improvement can be identified but are difficult to
implement
• Step-wise improvements when sufficient progress has been made in a new platform
○ What is the clinical or commercial need?
• Platform qualification evaluations using our biologic fingerprint
○ How close is close enough?

Conclusions and Future Challenges
30
Conclusions• Process development timelines are always shortening
• CMC development efforts including process and method development need to keep pace
• Both method and process should be expected to evolve to meet the clinical and commercial applications of a product

31
Future Challenges• Analytical and manufacturing technologies continue to evolve
• Standards and expectations will evolve with those technologies
• Timelines will always be shortened where possible while the expectations do not change
• Organization, communication, and efficient management are required to meet those expectations
32
Acknowledgements
• Process Development
○ Pratik Jaluria
○ Hunter Malanson
○ Matt Rimbey
○ Ina Alickolli
○ Krishanu Mathur
○ Loray Paul
○ Luke Loftus
• Analytical Sciences○ Zhenyu Gu & Jack Yu
• Product Characterization○ Adriana Kita







