In-p
roce
ss M
easu
ring
2-in
-1 Ji
g Mi
ll & G
rindi
ng
Are
you
touc
hing
the “
µ” ?

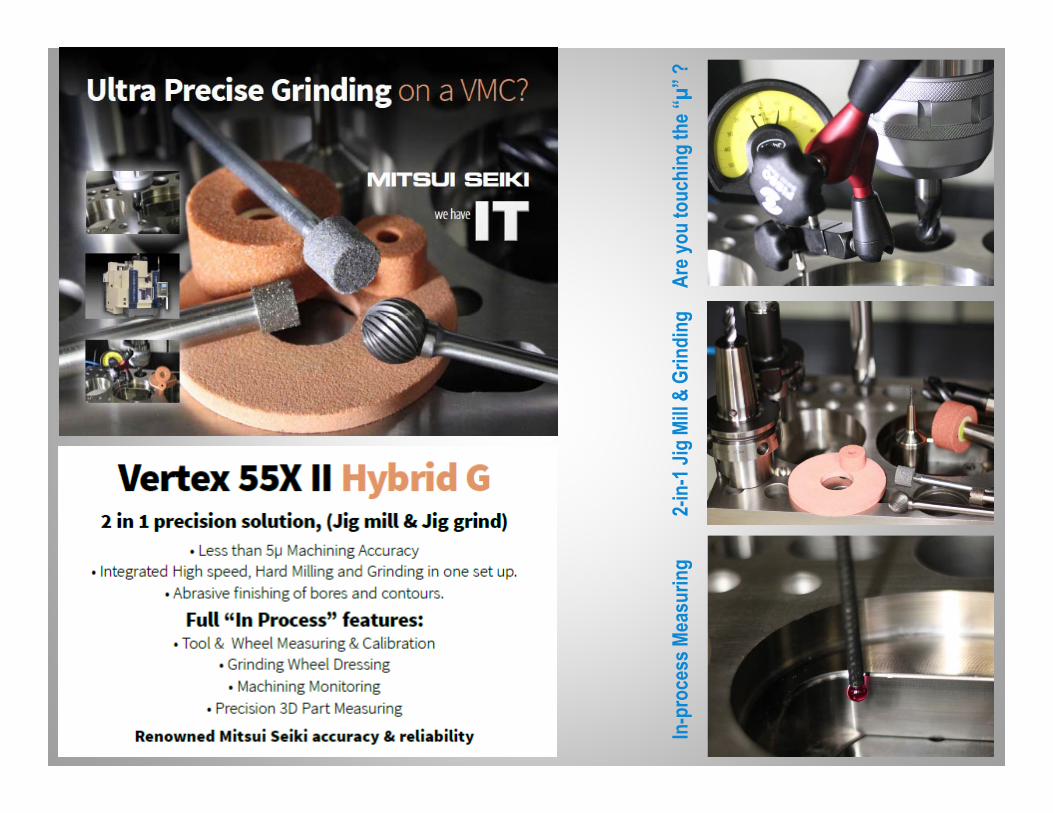
Advantage of Critical CNC “In-process” Dimensional Metrology vs. “just” probing….

Vertex 550-5X #337 3D compensation range =< 3.5µm X=21.6” (550mm); Y=23.6”(600mm); 19.6”(500mm)
Note : Constant and mfg-constant are not determined on Vertex machining center
Mitsui Seiki (VMC) Vertex Volumetric (3D) compensated to highest CMM accuracy
(according to ISO-10360-2)

ZeissXenos
Zeiss Prismo Ultra
Zeiss Accura
Compare Zeiss CMM measuring accuracy based on formula : Constant + L/mfg-const” (E=A+L/K)
(according to ISO-10360-2)

Difference between “Ultra-High” vs. Standard Machine Tool Precision
Process of scraping
Highly skilledTechnicians scrape to micron tolerance
Confirm scraped component by using the Autocollimator
If not as achieved, scrape again
Ultra high accuracy is completedby repeating scraping and measuring

Ultimate reference for Mechanical Accuracy
6000 100 200 300 400 500Target(mm)
0 100 200 300 400 500 600Target(mm)
1.50
2.00
-1.50
1.00
-1.00
-2.00
0.50
-0.50
0.00
0 100 200 300 400 500 600
1.50
2.00
-1.50
1.00
-1.00
-2.00
0.50
-0.50
0.00
1.50
2.00
-1.50
1.00
-1.00
-2.00
0.50
-0.50
0.00
Target(mm)
>>> POSITIONING ACCURACY <<< ISO230-2
X
Y
Z
Method of Hand scrapingHigh geometric accuracies can only be achieved by continuous work measuring and hand-scrapingWithin 4 microns band of positioning accuracy in ISO230-2 standardsTop-class accuracy within the 5 axis category
3.29μ
m
2.46μ
m
1.57μ
m

Are you “CHASING” Accuracy ?

Machine Tool utilized as “Ultra” Precision Measuring Machine
Machine tools can perform complex measurement tasks
Certain requirements has to be met to achieve this goals
• Machine tool geometry calibration and monitoring• Sensor integrations and calibrations• Metrology software, offline program generations and online
execution
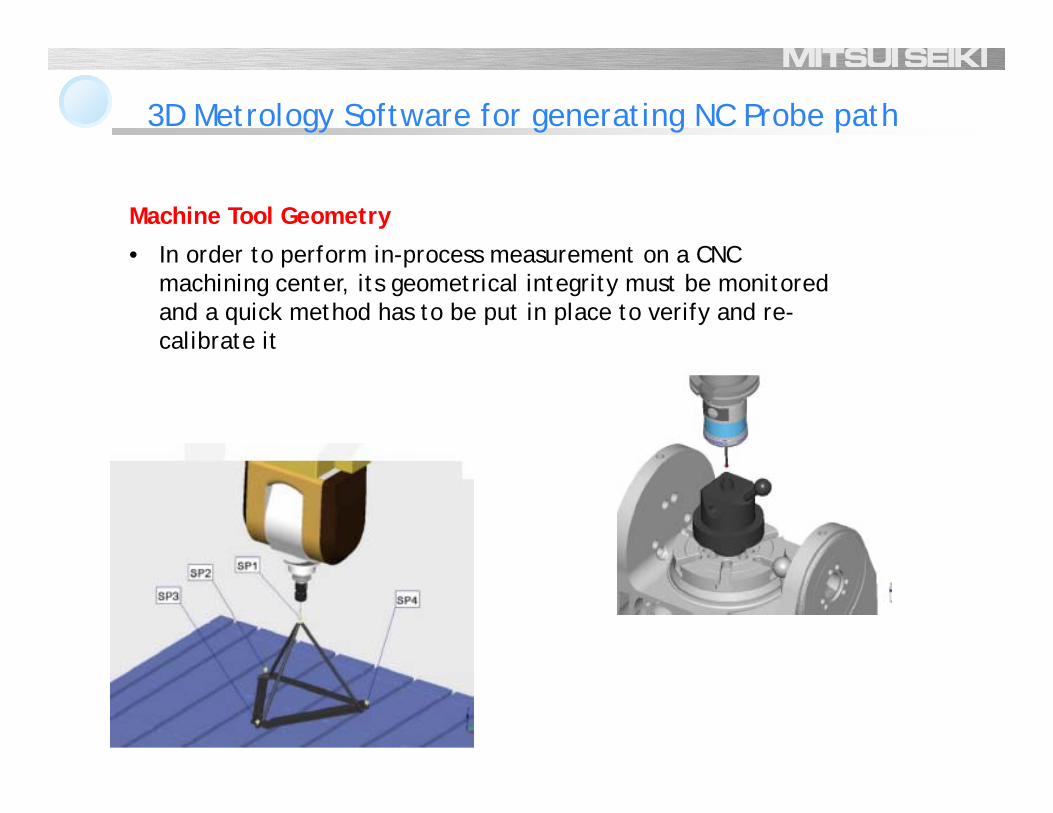
3D Metrology Software for generating NC Probe path
Machine Tool Geometry
• In order to perform in-process measurement on a CNC machining center, its geometrical integrity must be monitored and a quick method has to be put in place to verify and re-calibrate it
Fully “reliable” adaptive manufacturing with In-process Measurement Feedback
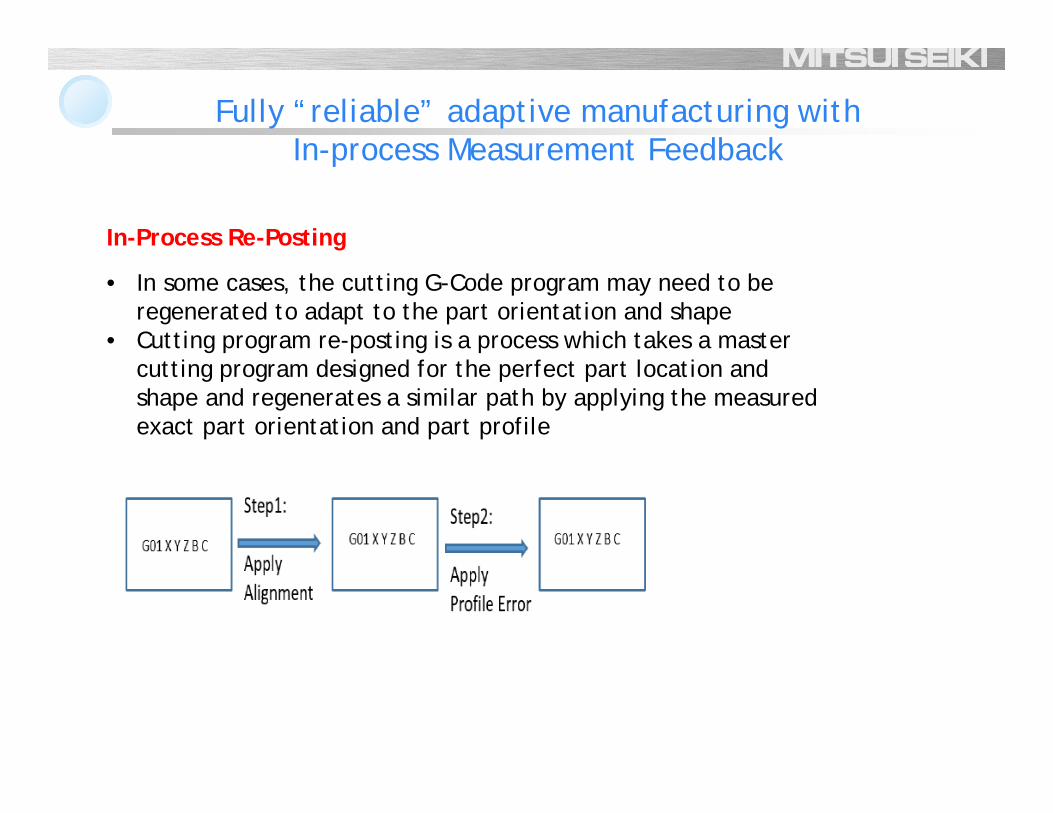
In-Process Re-Posting
• In some cases, the cutting G-Code program may need to be regenerated to adapt to the part orientation and shape
• Cutting program re-posting is a process which takes a master cutting program designed for the perfect part location and shape and regenerates a similar path by applying the measured exact part orientation and part profile
On Machine Measurement Goals“Close Loop Solution”
Pre-process goals :
• Help quick part setups for complex right and not rigid parts• Monitor and maintain machine geometrical integrity
In-process goals :
• Control manufacturing parameters• Help achieve perfect finish
Post-process goals :
• Provide complete inspection report• Create historical data monitoring

How to take advantage of “Built-in” Ultra-Precision







