download issue 75078
TRANSCRIPT

join the conversation atmedtechinsider.commedtechinsider.demedtechinsider.com
July/August 2012
emdt.co.ukOFFICIAL SPONSOR
The Magazine for Medical Product Design & Manufacturing
The Next Big Thing in Cardiology
page 14
Biomaterials Worthy of Olympians
page 22
Laser Drilling Fundamentals
page 26
Spotlight on Medical Moulding
page 44
Medical Filtrationpage 48
The Future of MedtechBrace yourself for massive change in the workplace.
page 18
EMDT1207 001 1 7/12/12 5:06:53 PM


emdt.co.uk European Medical Device Technology July/August 2012 | 3
CONTENTS
FEATURESINDUSTRYPERSPECTIVES
14 TAVR: Still the Next Big Thing in Cardiology? After being on the mar-ket in Europe for years, transcatheter aortic valve replacement is ready for takeoff in the United States. Questions remain, however, about its global market potential.Brian Buntz
SPECIAL REPORT18 Re-engineering Medical
Technology from Top to Bottom LineTeleporting into meet-ings, collaborating with economists . . . welcome to the future of medical technology development and manufacturing.John Brosky
MATERIALS22 Developing Biomaterials for
Sports-Related Bone InjuriesIt’s different for athletes: biomaterials for sports-related orthopaedic applications should have a composition similar to the bone’s constituent materials. Ideally, they should stimulate and facilitate regeneration of new bone and gradually dissolve in the body.Xiang Zhang
MANUFACTURING26 Tiny Triumphs: Laser Drilling
Micron-Sized HolesAdvances in medical technology require ever-smaller holes in devices. Laser drilling achieves strict size and tolerance requirements in an eco-nomically viable process.David Gillen and David Moore
COLUMNSREGULATIONS AND STANDARDS
10 Proposed Guidance on IVD Clinical Evidence and Performance EvaluationThis article discusses three proposed Global Harmonization Task Force guidance docu-ments that cover clinical evidence for IVD devices.Maria Donawa
REGULARS6 Online Contents7 A Note from the Editor8 Breakthroughs50 Advertiser Index
Cover: Composite image by Tim Burns
Crystal Ball: Pixel Embargo/Shutterstock
Robot: Sarah Holmlund/iStockphoto.com
40 Engineering Insight
42 First Look
44 Spotlight: Moulding
46 In Focus: Connectors and Wires
48 In Focus: Filtration
MARKETPLACE
22
SPECIAL SECTIONSORTHOTEC EUROPE31 Investment Hub Debuts33 Exhibition Highlights
WORLD MEDTECH FORUM LUCERNE34 A Novel Platform36 Exhibition Highlights
July 2012Volume 3 Number 4
NEXT ISSUE: ReimbursementMiniaturisationMEDTEC Ireland
PRODUCT FOCUS:Metal fabricationProduct designPrecision power supplies
26
EMDT1207 003 3 7/10/12 4:48:05 PM

4 | July/August 2012 European Medical Device Technology emdt.co.uk
SUBSCRIPTIONS: European Medical Device Technology is free to qualifi ed readers. Register online at www.emdt.co.uk or
contact our subscriber services department at P.O. Box 47461, Plymouth, MN 55447, USA, tel. +1 800 869 6882, fax +1 866
658 6156, e-mail: [email protected]. Basic annual subscription price for nonqualifi ed readers is US $150/€135/UK£85.
CHANGE OF ADDRESS: Please write the P.O. Box above or e-mail: [email protected]. If corresponding by physical mail,
provide your old mailing label as well as your new address. Allow six to eight weeks for change.
The Publisher endeavours to collect and include complete, correct and current information in European Medical Device
Technology, but does not warrant that any or all of such information is complete, correct or current. The Publisher does not
assume, and hereby disclaims, any liability to any person or entity for any loss or damage caused by errors or omissions of
any kind, whether resulting from negligence, accident or any other cause. If you do notice any error, we would appreciate if
you would bring such error to our attention.
EMDT does not verify any claims or other information appearing in the advertisements contained in the publication, and
cannot take any responsibility for any losses or other damages incurred by readers in reliance on such content.
MANUSCRIPTS: All submissions will be handled with reasonable care, but the Publisher assumes no responsibility for safety
of artwork, photographs, or manuscripts. Every precaution is taken to ensure accuracy, but the Publisher cannot accept
responsibility for the accuracy of information supplied herein or for any opinion expressed.
Copyright © 2012, UBM Canon, All rights reserved. No part of this publication may be reproduced or transmitted in any form
or by any means, electronic or mechanical including by photocopy, recording, or information storage and retrieval system, without
permission in writing from the Publisher. Authorisation to photocopy items for internal or personal use, or the internal or personal
use of specifi c clients, is granted by UBM Canon for libraries and other users in accordance with the provisions of the Copyright,
Designs and Patents Act (UK) 1988 or under the terms of a licence issued by the Copyright Licensing Agency, 90 Tottenham Court
Road, London W1P 0LP, UK. ISSN: 2152-3649
Executive Offi cersChief Executive Offi cer, UBM Connect
Sally Shankland
Chief Financial Offi cer, UBM Connect
Aharon Shamash
Chief Information Offi cer, UBM Canon
Brent Pearson
Executive Vice President/Managing Director
Steve Corrick
Sr. Vice President, People & Culture, UBM Connect
Stacey Lisowski
Sr. Vice President/Exec. Director, UBM Canon Events
Mark Snell
Vice President, Production Operations, UBM Canon
Roger Burg
Vice President, Marketing, UBM Canon
Kieran Hannon
Departmental StaffArt Director Marco Aguilera
Associate Art Directors Tim Burns,
Jenny Field, Laura Pappada
Publications Production Manager
Martin Schneggenburger
Production Coordinator Oliver Calonzo
Senior Production Artists
Jeff Polman, Derric Treece
Production Artist William Baughman
Group Director, Strategic Community and
Audience Development Sandra Martin
Audience Development Manager Jason Yee
Editor in Chief
Norbert Sparrow
Associate Editor
Yvonne Klöpping
Associate Editor
Camilla Andersson
Editorial
UBM Canon Corporate HeadquartersUBM Canon, 2901 28th St. Ste. 100, Santa Monica, CA 90405, USA
Tel: +1 310 445 4200 Fax: +1 310 445 4299
UBM plc HeadquartersUBM plc, Ludgate House, 245 Blackfriars Road, London, SE1 9UY, UK
Tel: +44 20 7921 5000 Fax: +44 20 7990 8450
European Medical Device Technology is published six times a year in addition to the annual Source Book by UBM Canon,
2901 28th St. Ste. 100, Santa Monica, CA 90405, USA; Tel: +1 310 445 4200, Fax: +1 310 445 4299
SalesDirector of Worldwide Sales
Shannon Alo-Mendosa
Tel: +1 781 869 7989
International Account Director Andrew Porter
UK, Ireland, Benelux and Scandinavia
Tel: +44 20 7560 4029
Account Directors
Hermann Jordi
Austria and Switzerland
Tel: +41 32 666 3090
Victoria and Norbert Hufmann
Germany and Eastern Europe
Tel: +49 9119 397 6443
Matthias Gasser
France
Tel: +41 32 666 3090
Laura Polidori
Italy
Tel: +39 0 8617 37255
UBM CanonBockenheimer Landstrasse 17/19
60325 Frankfurt am Main, GermanyTel: +49 69 7104 554 67 Fax: +49 69 7104 554 50
EM1207 004 4 7/13/12 1:30:25 PM

EDITORIAL ADVISORY BOARD
emdt.co.uk European Medical Device Technology July/August 2012 | 5
K. Al-LameeManaging Director, Aterius Ltd; and
Director, KAL Biomaterials Consulting,
Leeds, UK
S. DonellConsultant Orthopaedic Surgeon, Norfolk
& Norwich University Hospital
Colney, UK
Honorary Professor, University of East
Anglia
Norwich, UK
S. DunkertonDirector, HealthTech and Medicines
Knowledge Transfer Network; and
Business Manager, Processes, TWI Ltd,
Great Abington, Cambridge, UK
P. GalavottiConsultant, Nexion srl,
Mirandola (Modena), Italy
T. Gourlay Professor of Medical Diagnostics and
Bioengineering, Bioengineering Unit,
University of Strathclyde
Glasgow, Scotland
R. GrayVP Quality and Regulatory,
Donawa Lifescience Consulting,
Rome, Italy
O. Grøndahl HansenGeneral Manager, PVC Information
Council,
Copenhagen, Denmark
R. HallMedical Packaging Consultant,
Shannon, Co. Clare, Ireland
D. HillDirector, Ronin Solutions Ltd,
Jarrow, Tyne-and-Wear, UK
D. Hodgins Managing Director, European Technology
for Business Ltd,
Codicote, UK
J. HoffmannFounder and President, InterTech
Development Co.,
Skokie, IL, USA
C.J. KirkpatrickDirector, Institute of Pathology, Johannes
Gutenberg University,
Mainz, Germany
M.B. LeaheyExecutive Director, Medical Device
Manufacturers Association,
Washington, D.C., USA
S. LoznenChief Engineer, Electronics and
Telematics Laboratory, Standards
Institution of Israel,
Tel Aviv, Israel
C. MasonRegenerative Medicine Processing
Unit, Advanced Centre for Biochemical
Engineering, University College,
London, UK
C. MathewsDirector, Team Consulting Ltd,
Ickleton, Cambridge, UK
R. MooreManager, Nanomedicine and
Life Sciences, The Institute of
Nanotechnology,
Stirling, UK
W.A. MortonPresident, Medical Device
Consultants Inc.,
Attleboro, MA, USA
M. ReinikainenManaging Director, Abnovo Ltd
Weybridge, UK
A. SchneiderGroup Manager, Biomedical Competence
Centres, Fraunhofer IBMT Institute for
Biomedical Engineering,
Sulzbach, Germany
S. SorrelPresident, MedPass International,
Paris, France
M. TavakoliConsultant and Technology Manager;
and Technical Director, HealthTech and
Medicines Knowledge Transfer Network,
TWI Ltd,
Great Abington, Cambridge, UK
J. VienkenVice President Biosciences, Dept.
International Marketing and Medicine,
Fresenius Medical Care,
Bad Homburg, Germany
D.F. WilliamsEmeritus Professor, University of
Liverpool, UK, and Partner, Morgan &
Masterson,
Brussels, Belgium
L. WooDistinguished Scientist Emeritus,
Baxter Healthcare Corp., and Founder,
LWoo Associates LLC,
Libertyville, IL, USA
J.A. WoolstonDirector, Astwood Projects,
Redditch, UK
The Editorial Advisory Board of European Medical
Device Technology is a distinguished group of
specialists representing various facets of medical
device and diagnostics design and manufacturing.
Members of the board review manuscripts,
suggest subject matter pertinent to the profession
and answer questions when they arise.
EMDT1207 005 5 7/12/12 5:08:52 PM

6 | July/August 2012 European Medical Device Technology emdt.co.uk
ONLINE CONTENTS
CURRENTLY ONVIEW ATemdt.co.uk
Drug Device Combinations: Which CGMPs to Follow?The evolution of the medical device industry over the last five years has been rapid with an increasing number of drug device combina-tions. With these novel products come the novel challenges of satisfying the relevant notified bodies and competent authori-ties throughout Europe. This article describes how manufacturers and designers should treat their drug devices differently from conventional medical devices and which CGMP they should follow. Find out more on emdt.co.uk: bit.ly/MmsF9S.
A Cut Above in Urinary Catheter FabricationEighty percent of urinary tract infections (UTIs) are associated with the presence of a urinary catheter. Alarmingly, patients with
a UTI are also three times more likely to die; the fatality rate from urinary tract–related bacteraemia is around 13%. Infection is due to encrustation of the urinary catheter. It has been suggested that urinary catheters with smoother drainage apertures are less prone to struvite formation and subsequent encrusta-
tion. This article describes an ultrasonic cutting technology that produces smooth apertures and eliminates problems associated with debris. Learn more here: bit.ly/NoRh4T.
Value Creation in Medical DevicesMedical devices traditionally have been characterised as a high-growth market with low price pressure. However, several trends are creating a new competitive dynamic characterised by slower growth, increasing price pressure and new purchasing habits. In this new financial envi-ronment, companies must build a clearer understanding of the specific needs of different customers and design targeted offers. This article describes how companies can best achieve that. Read more in this article from Marakon Healthcare Practice: bit.ly/MmstY4.
Scan Me By scanning
this QR code with your
smart phone, you can
navigate directly to a
web page where you can
read these and other
web-exclusive articles.
Bringing your ideas to life.
phone 540.772.7950 | www.plastics1.com
ISO 9001: 2008 Registered | IS0 Class 7 and 8 cleanrooms
PlasticsOne®
Medical Design and Manufacture
Plastics One is a U.S. Registered Contract Manufacturer specializing in the injection molding of components for the medical device industry.
We work directly with customers worldwide to create innovative and advanced medical designs and offer in-house design engineering, prototyping, research and development, state-of-the-art tool room, assembly and packaging services.
Visit us on the web Catalog & Virtual Tour
EMDT1207 006 6 7/10/12 4:51:37 PM

emdt.co.uk European Medical Device Technology July/August 2012 | 7
A NOTE FROM THE EDITOR
Norbert [email protected]
twitter.com/emdt_editor
SOME 40,000 MEDICAL-RELATED APPS are available for download, and countless more are on the way, which begs the question: How do you reconcile the regulatory require-ments that govern medical devices with the fast and furious pace of app development? That dichotomy has fueled a rambunctious debate in the social media space and else-where. Too often, the conversation sounds like a dialogue de sourds.
Many app developers are new to the medical space and are taken aback by the regulatory hurdles that suddenly appear when medical virtues are assigned to a product. US FDA is a popular villain.
“FDA’s current regulatory process was created when the floppy disk was around—ancient history in the tech world,” says Joel White, Executive Director of the Health IT Now coalition, quoted in a recent article in USA Today. Casting US FDA as an impediment to innovation is not a new construct, of course. (The verdict is not quite as harsh for Europe’s more-flexible regulations.) Do White and his acolytes have a point? That depends largely on whom you ask.
“Healthcare apps are putting consumers in control of their own health and empowering them to demand change in the healthcare system as a disruptive force,” says Paul Sonnier, founder and Curator of the influential Digital Health group on LinkedIn.
Where Sonnier heralds a positive disruptive force, Erik Vollebregt, a medtech legal specialist based in Amsterdam, and Bradley Thomp-son, Member, Epstein Becker & Green, caution against naiveté.
“App developers are unfamiliar with the CE system for software development . . . and don’t like the constraints of quality systems,” says Vollebregt. Thompson notes that these “new entrants are tell-ing regulators, ‘you don’t understand us.’” In fact, these newcomers to the medtech space “don't know what they don’t know.” US FDA has been regulating standalone software for many years, Thomp-son explains. “This is not nearly as new to FDA as some of the new entrants believe. Rather, the new entrants face a learning curve to catch up with traditional medical device manufacturers,” he says.
We are in a disruptive new world, and many good things will come from that. But claiming that an app has medical benefits carries a cost.
“The regulations are there to protect patients and make sure medical devices are safe and effective,” says Roger Gray, VP Quality and Regu-latory at Donawa Lifescience Consulting. “Why should a particular type of device be exempt from these requirements?”
A conversation, clearly, to be continued.
Tech Barbarians at the Medtech Gates Fortimedix is a leading company in the
specialized field of endovascular stents, and is active worldwide in offering a complete stent technology platform.
Product Development
Product Customization and Certification
STENT MANUFACTURING
OEM Manufacturing Services
Manufacturing Equipment
Daelderweg 206361 HK NuthThe NetherlandsPhone: +31 (0)45 544 95 20Fax: +31 (0)45 544 95 [email protected]
www.fortimedix.com
Fort
imed
ix is
an
ISO
900
1:20
08, I
SO 1
3485
:200
3 an
d 93
/42/
EEC
Ann
ex II
cer
tified
com
pany
EMDT1207 007 7 7/10/12 4:52:27 PM

BREAKTHROUGHS
8 | July/August 2012 European Medical Device Technology emdt.co.uk
GO TO MEDTECHINSIDER.COM FOR DAILY UPDATES ON R&D BREAKTHROUGHS, INDUSTRY
NEWS, REGULATORY UPDATES AND MORE
A European Commission–funded project titled Endure focuses on developing a new type of hip implant that is metal-free and provides bone-like elasticity.
An international team of 10 partners, which include companies, research organi-sations and universities, collaborated to develop a hip implant that demonstrated good wear resistance in initial tests. Dur-ing the tests, a robot simulated various movements while wearing a prototype of the implant, according to the Fraunhofer Institute for Manufacturing Engineering and Automation IPA.
Hip implants can provide great relief to patients with damaged hips, but research-
ers continue to search for a solution that does not need to be replaced every few years and does not contain metal. Metal-
on-metal implants can raise ion levels in the blood when the metal ball rubs against its metal socket, releasing debris. While designed to improve durability compared to conventional implants, which need to be replaced every few years, the recent MoM hip implant scandal indicates that sometimes these implants may need to be replaced more often. The new implant developed during the Endure project could potentially solve some of these issues, since it’s said to be more robust than other metal-free options.
The implant’s hip socket is made from carbon fibre-reinforced PEEK. Ceramic is used in the femoral head of the implant. A hydroxylapatite coating was added at the interface to the bone.
“Thanks to the new combination of materials, the transmission of force through the PEEK hip socket to the pelvic bone is modeled on natural con-ditions. And there are no metal ions released,“notes Fraunhofer IPA engineer Jasmin Hipp.
Fraunhofer Institute for Manufacturing Engineering and Automation IPA is one of the project partners. The other partners include Aurora Medical, Medicoat, Hunt Developments, Ala Ortho, CeramTec, Invibio, Biomatech and the Universities of Gothenburg and Southampton.
Besides the new combination of materi-als, the researchers made several other modifications to the design compared with typical hip implants. In particular, the prosthesis attaches to the bone without cement. Using a press-fit and an integral scaffold-type structure on the surfaces of the implant that contact the bone, the hemispherical ball and socket are tapped onto the femoral head and into the acetab-ulum and anchored in place.
medtechinsider.com/archives/27831
A new type of prosthetic retina could restore vision to patients with age-related macular degeneration, the most common cause of blindness in the developed world, according to researchers at University of Strathclyde. The wireless device is less bulky than existing devices. Cur-rent prosthetic devices require complicated sur-gery, and the new device could result in much simpler procedures.
The device is being developed by research-ers at the University of Strathclyde and Stanford University. A study on the implant was published on 13 May 2102 in the online edition of Nature Photonics.
The retina implant is made of thin silicone. It converts pulsed near infrared light into electrical current that stimu-lates the retina and elicits visual percep-tion. Conventional prosthetic retinas are
powered by coils. Video goggles deliver energy and images directly to the eye.
Part of the inspira-tion for the device was cochlear implants, devices for people with hearing loss. The retina implant is simi-larly designed, but has a camera instead of a microphone and is
designed to deal with millions of light-sensitive nerve cells.
medtechinsider.com/archives/27944
Prosthetic Retina Could RestoreSight to Blind Patients
New Materials Combination Imparts High Durability to Metal-Free Implant
An implant’s hip socket is made from carbon
fi bre–reinforced PEEK. Ceramic is used in the
femoral head of the implant. A hydroxylapatite
coating was added at the interface to the bone.
This image shows a single pixel of
the chip implanted to treat blindness
(left); an array of photodiodes
making up the chip (centre); and the
chip itself (right).
EMDT1207 008 8 7/10/12 4:53:21 PM

Kits built to exacting specifications.
Yours.
Every kit we build begins with your requirements. B. Braun OEM Division is one of the country’s leading custom kit manufacturers. Select from hundreds of standard components and package them with your proprietary devices. Packaging options include rigid trays, flex web blisters and pouches. As a full-service OEM supplier with extensive manufacturing capabilities, we can help save you time and money with our engineering, sterilization and regulatory expertise. For details, visit www.bbraunoem.com or call +1-610-997-4685.
B. Braun Medical | OEM Division | USA
©2011 B. Braun Medical Inc. Bethlehem, PA. All rights reserved. OEM AD12b 6/11 SP
EMDT1207 009 9 7/10/12 4:53:28 PM

10 | July/August 2012 European Medical Device Technology emdt.co.uk
REGULATIONS AND STANDARDS
Dr Maria E. DonawaA physician, pathologist and pharmacist with nearly 30 years’
regulatory experience, Maria E. Donawa worked with US FDA
before becoming President of what is now Donawa Lifescience
Consulting, a full service European CRO and international consultancy
company that provides regulatory, quality and European Authorised
Representative services to life science companies.
Maria Donawa
T he Global Harmonization Task Force (GHTF; www.ghtf.org), created in 1992 in an effort to promote the inter-national harmonisation of medical device regulation, is a
voluntary group of representatives from national medical device regulatory authorities and the regulated industry. GHTF develops guidance documents that provide a model for the regulation of medical devices that can then be adopted by regulatory authori-ties. The model, which is based upon a set of Essential Principles of Safety and Performance, is closely aligned with the European medical device regulatory framework.
The GHTF soon will be replaced by the International Medical Device Regulators Forum (IMDRF), created in February 2011 to discuss future directions in medical device regulatory harmonisa-tion. In contrast to the GHTF, membership is limited to representa-tives from medical device regulatory authorities; however, IMDRF may permit nonregulator stakeholders to join working groups. Fortunately, IMDRF has stated that it will develop a formal strat-egy for the management and maintenance of GHTF documents. Therefore, proposed documents, such as the ones discussed in this article, should be made final either under the GHTF during a tran-sition period or under the responsibility of the IMDRF. Additional information on this organisation can be found at www.imdrf.org.
Guidance on key defi nitions and conceptsThe proposed document, Clinical Evidence for IVD Medical Devices–Key Definitions and Concepts, dated 16 September 2011,
can be obtained from the GHTF website at www.ghtf.org/sg5/sg5-proposed.html. As with all three proposed documents discussed here, the contents could change as a result of comments received or further deliberations during development of the final document. Readers should remain alert regarding the issuance of the final document.
The proposed document provides definitions and explanations for the following terms:
Clinical evidence of an IVD medical device 0
Scientific validity of an analyte (measurand) 0
Performance of an IVD medical device, including analytical 0
performance and clinical performancePerformance evaluation of an IVD medical device 0
Clinical utility of the IVD medical device 0
Intended use/purpose 0
In addition, it attempts to illustrate, with a figure consisting of two overlapping circles, that scientific validity and clinical perfor-mance are common elements of clinical evidence and clinical utility.
For example, “clinical evidence of an IVD medical device” is defined as “all the information that supports the scientific valid-ity and performance for its use as intended by the manufacturer.” The term “performance evaluation of an IVD medical device” is defined as the “assessment and analysis of data to establish or verify the performance of an IVD medical device.” The pro-posed document also explains that performance evaluation data “are typically generated from verification and validation stud-
Manufacturers of IVD devices should be aware of three proposed Global Harmonization Task Force guidance documents on clinical evidence for IVD devices. The documents cover definitions and terminology, determining scientific validity, performance evaluation and clinical performance studies.
Proposed Guidance on IVD Clinical Evidence and Performance Evaluation
EMDT1207 010 10 7/12/12 5:13:36 PM

7X7 MP-DFT® 41Ag cable protects my life.
USA: 1 260 747 4154IRELAND: +353 94 904 3500 fwmetals.com
Since contracting histoplasmosis in 2000, every beat of Sam’s heart has relied on the performance of his CRM device and its components. At Fort Wayne Metals, we never lose sight of the fact that the work we do protects lives. It drives our relentless eff orts in R&D, our passionate commitment to quality and our go-the-extra-mile customer service — in short, it’s the reason we’re dedicated to turning knowledge into solutions. When you need the highest grade medical wire, strand, cable, centerless ground bar, or assembled components, call the world leader. Fort Wayne Metals.
EMDT1207 011 11 7/12/12 5:13:40 PM

12 | July/August 2012 European Medical Device Technology emdt.co.uk
REGULATIONS AND STANDARDS
ies (including, where appropriate, clinical performance studies using human specimens) or obtained from a literature review that confirms the performance characteristics of the product.” This explanation is particularly useful in clearly placing clinical perfor-mance studies using human specimens within the scope of valida-tion studies. It is also consistent with the requirements specified in the In Vitro Diagnostic Medical Devices Directive (IVDD; 98/79/EC). That is, the conformity assessment procedures of the IVDD, such as Section 3, indent 11 of Annex III, specify that performance evaluation “data should originate from studies in a clinical or other appropriate environment or result from relevant biographi-cal references.”
Scientifi c validity and performance evaluationThe proposed document, Clinical Evidence for IVD Medical Devices - Scientific Validity Determination and Performance Evalu-ation, dated 16 September 2011, can be obtained from the GHTF website at www.ghtf.org/sg5/sg5-proposed.html. The purpose of the document is to provide guidance on how to collect and docu-ment clinical evidence for an IVD medical device as part of the conformity assessment procedure before placing the device on the market, as well as to support its ongoing marketing. It is also intended to provide guidance to regulators and others when assess-ing clinical evidence provided by manufacturers.
The principal areas covered in this document are: definitions, general principles of clinical evidence, scientific validity determina-tion, performance evaluation (including analytical performance and clinical performance) and clinical evidence report. Appendix A provides a possible format for a literature search report. Appendix B includes a flow chart illustrating possible methodology for docu-menting, screening and selecting literature within a literature search report. The definitions provided in the document, such as “diagnos-tic sensitivity,” “diagnostic specificity,” “examination” and others are consistent with the European harmonised standard, EN ISO 18113-1:2011, In vitro diagnostic medical devices - Information supplied by the manufacturer (labelling) - Part 1: Terms, definitions and general requirements (ISO 18113-1:2009).
Section 5.0, General Principles of Clinical Evidence, provides useful concepts regarding clinical evidence and its importance and also information on methods for generating and document-ing clinical evidence for an IVD medical device. For example, the section points out that gathering information to support clinical evidence begins during the research process for the IVD device, consisting of two major phases: identification of the scientific validity of the analyte (measurand) and the performance evalua-tion of the device.
A flow chart in this section provides an overview of the stages involved in assessing clinical evidence. Section 6.0, Scientific Valid-ity Determination, discusses when it is necessary to determine scientific validity, the potential sources upon which to base scien-tific validity and important principles in the appraisal and analysis of scientific validity information.
Performance evaluationSection 7.0, Performance Evaluation, of the proposed document on scientific validity determination and performance evaluation, places IVD medical devices into three categories: established and standardised tests, established and nonstandardised tests, and novel tests, referring to these categories when providing guidance on the type of analytical performance data, and, where appropriate, clini-cal performance data that should be generated. Section 7.1, Ana-lytical Performance, explains that analytical performance, namely technical test performance, generally using human specimens, is always expected for IVD medical devices. The document states that analytical performance data may include data to demonstrate accuracy (trueness and precision), analytical sensitivity, analytical specificity, linearity, limit of detection and limit of quantitation, cut-off, measuring range, carry-over, determination of appropriate specimen collection and handling and endogenous interference on assay results.
The guidance provided in Section 7.2, Clinical Performance, is analogous to guidance on clinical evaluation 1, 2 applicable to medical devices other than IVD medical devices. The section begins by stating that for many IVD medical devices, clinical performance data typically would not be expected, such as for established and standardised tests and assay migration between instruments that meet certain criteria. It may be required for established and nonstandardised tests and typically required for novel tests. In addition, for high-risk IVD medical devices, design changes that may affect the performance claims of the device also may require clinical performance studies. Another important point is that clinical performance only should be conducted once the analytical performance of the device has been established and determined to be acceptable. The potential sources of clinical performance data can be derived from clinical performance stud-ies, literature and experience gained by routine diagnostic testing. Each of these data sources is discussed in this section; however, a separate guidance document has been developed for clinical per-formance studies and is discussed next. Once clinical performance data have been identified, the data must be appraised to deter-mine the relevance and quality to address questions about the IVD medical device and the data’s contribution to demonstrating the device’s clinical performance. A clinical performance analysis collectively evaluates all of the appraised information, in terms of weight and significance.
Clinical performance studiesThe proposed document, Clinical Performance Studies for In Vitro Diagnostic Medical Devices, dated 26 January 2012, can be obtained from the GHTF website at www.ghtf.org/sg5/sg5-proposed.html. It begins by stating that the purpose of a clinical performance study is to validate aspects of IVD medical device performance, which cannot be determined by analytical testing, lit-erature or previous experience gained by routine diagnostic testing. A discussion of all sections of the document is beyond the scope of
EMDT1207 012 12 7/12/12 5:13:43 PM

emdt.co.uk European Medical Device Technology July/August 2012 | 13
this article; however, three are discussed below.Section 6, Clinical Performance Study Design Type, discusses
the types of clinical performance study designs as observational or interventional. An observational study refers to a study in which test results are not used for patient management and do not impact treatment decisions. Interventional studies are those in which test results may influence patient management decisions and may be used to guide treatment. An observational study is further characterised as having a single time-point, longitudi-nal, retrospective or prospective design. Readers should refer to the proposed document for a full description of these types of designs. The proposed document also lists several practical exam-ples of each type.
Section 7, Clinical Performance Study Design Considerations, discusses the effect that the test purpose, such as diagnosis, screen-ing or monitoring, will have on the study design, such as sample size. This section also discusses the use of different types of samples in clinical performance studies, including purposefully-collected, leftover and archived specimens. Other parts of this section provide guidance regarding site location, statistical design, potential risks and ethical considerations, including informed consent and ethics committee involvement.
Section 8, Clinical Performance Study Protocol, provides a useful list of important information that should be provided regarding study design such as: purpose, objectives, study popula-tion, description of test method(s) and interpretation of results, site training and monitoring, specimen type, specimen collection, preparation, handling and storage, inclusion and exclusion criteria, limitations, warning and precautions, data collection/management, data analysis, required materials and number of study sites.
Word of cautionThe content of the GHTF IVD medical device proposed docu-ments discussed in this article could change before publication as final documents. Nonetheless, even as proposed documents, they provide useful interpretations concerning important principles and concepts that are consistent with European regulatory expectations regarding IVD performance evaluation data. Manufacturers using these proposed documents, and eventually their final versions, in their efforts to meet European requirements will need, however, to always base their actions on the laws and regulations in member states which transpose the requirements of the IVDD, European harmonised standards, relevant European guidance documents when they become available and the results of any consultations with Notified Bodies or competent authorities. 1
References1) Global Harmonisation Task Force, Clinical Evaluation (May 2007),
www.ghtf.org/sg5/sg5-final.html2) Clinical Evaluation: A Guide for Manufacturers and Notified Bodies
(MEDDEV 2.7.1 Rev.3, December 2009); http://ec.europa.eu/enterprise/sectors/medical-devices/files/meddev/2_7_1rev_3_en.pdf
�
�
�
�
�
Connect with us by calling or emailing us at [email protected]
EMDT1207 013 13 7/12/12 5:13:47 PM

14 | July/August 2012 European Medical Device Technology emdt.co.uk
INDUSTRY PERSPECTIVES
C ardiologist and inventor of the iPhone ECG, Dave Albert, MD, describes it as a “big deal.”
Celebrity cardiothoracic surgeon Meh-met Oz, MD, calls it “a complete para-digm shift,” the cardiology equivalent of “landing a man on the moon.”
For cardiologist Eric Topol, MD, of Scripps Health (San Diego, CA, USA), it is nothing short of life changing.
“It is probably one of the biggest new product launches in the cardiac device space since drug-eluting stents,” says Venkat Rajan, Industry Manager for Frost & Sullivan’s medical device team in North America.
It is transcatheter aortic valve replace-ment (TAVR), also known as TAVI (transcatheter aortic valve implantation). Available in Europe since 2007, the tech-nology currently is only available to US patients with severe aortic stenosis who are deemed inoperable. That is changing, as a much broader patient population becomes eligible for the procedure.
“TAVR is indeed a game-changer,” says James Beckerman, MD, cardiologist at Providence St. Vincent Heart Clinic (Portland, OR, USA). “It is maybe not [the cardiology equivalent to] landing a man on the moon—that will be the day we fig-ure out how to prevent aortic stenosis. But in the meantime, TAVR will help more patients with critical aortic stenosis to live longer, fuller lives.”
Much of the enthusiasm is based on the fact that inoperable critical aortic
stenosis was thought to be untreatable for decades.1 In aortic stenosis, calcium deposits hinder the opening of the heart’s aortic valve. “Having aortic stenosis is like standing on a plateau that is get-ting smaller with time,” Beckerman says. “As it becomes more severe, any wrong move—or any move at all once it becomes critical—sets you up for a long fall [from which it] is hard to recover.”
The problem is huge. Aortic stenosis is the most commonly diagnosed heart valve condition—roughly 300,000 patients worldwide have been diagnosed with the disease, about one-third of whom are not eligible for open-heart surgery. More than half of patients diagnosed with the disease die within two years, says US FDA.
Standard treatment for severe aortic ste-nosis is surgical aortic valve replacement (AVR). The procedure typically takes
between six and eight hours and patient recovery time can last months.
By contrast, TAVR can be performed in an hour or two and patient recovery is typically a matter of days. Still, the clinical potential is uncertain. “My concerns are that we don’t know where to draw the line (such as in younger patients) and that it is a very expensive procedure approximat-ing the cost of open-heart surgery,” Topol adds. “I would have been even more excited about TAVR if this great innovation also dramatically cut the cost of replacing the aortic valve,” he says. “Maybe someday?”
A short history of TAVRThe idea of minimally invasive valve replacement dates back to the late 1980s. In 1989 at an interventional meeting in the United States, Danish cardiologist Henning Rud Andersen, MD, claimed that heart valves could be implanted in a closed-chest procedure. After returning to Denmark, Andersen developed a valve-stent device with metal wire and pig valves from a butcher shop. He used the device in a pig to demonstrate the feasibility of the technique, and ultimately performed more than 40 valve-replacement procedures per-cutaneously in animals. The technology ultimately ended up benefiting his father, who had a transcatheter valve implanted.
The next TAVR breakthrough came when renowned pediatric cardiologist Philipp Bonhoeffer, MD, performed the first human percutaneous heart valve implantation in a 12-year-old patient in
After being on the market in Europe for several years, transcatheter aortic valve replacement (TAVR) is ready for takeoff in the United States. Questions remain, however, about its ultimate global market potential.
Brian Buntz
TAVR: Still the Next Big Thing in Cardiology?
Edwards’ Sapien transcatheter heart valve.
EMDT1207 014 14 7/12/12 5:15:26 PM

emdt.co.uk European Medical Device Technology July/August 2012 | 15
France (although this procedure involved the pulmonary rather than aortic valve). The first transcatheter aortic valve replace-ment was performed on a human patient in April 2002 in Rouen, France, by interven-tional cardiologist Alain G. Cribier, MD.
Edwards sets sights on TAVR Intrigued by the technology’s potential, Edwards Lifesciences (Irvine, CA, USA) became one of the first companies to pur-sue the commercial development of a per-cutaneous aortic valve. Shortly after the company was spun out of Baxter in 2000, the firm launched a small internal R&D project known as Patriot to investigate its potential. A couple of years later, Edwards learned of an Israeli startup, Percutaneous Valve Technologies (PVT), cofounded by Cribier, that was closer to commercialising TAVR than it was. Edwards bought PVT in 2004, and launched its TAVR device in Europe in the spring of 2007.
Medtronic’s CoreValve connectionMedtronic also had launched an internal programme to develop percutaneous heart valves and sought to accelerate commer-cialisation of the products through acquisi-tion. In 2009, the company acquired two TAVR firms: CoreValve (Irvine, CA, USA), for US$700 million, and Ventor (Netanya, Israel), for US$325 million. CoreValve, which was initially founded in Paris in 2001, was a venture capital–backed company that had launched a self-expanding nitinol-frame TAVR platform in Europe in the spring of 2007. Ventor, which was founded in 2004, had been developing an aortic replacement valve known as Embracer that can be deliv-ered through the transapical approach as well as a percutaneous, transfemoral tech-nology called Engager.
Although Medtronic ultimately spent sig-nificantly more on the acquisition of Core-Valve than Edwards spent on PVT, both companies “got a fairly good deal,” Rajan
says. “Edwards’ move in 2004 was probably a little riskier because the market wasn’t talked about as much at that time,” he says. “[No one] realised that this market was going to be as big as it is and have [such] potential,” he adds. “Edwards got into the market early at the right price. Once buzz started building and it was less of a risk, Medtronic had to pay a little bit more but [it is] on the market in Europe and should be second to market in the United States.”
The CoreValve device features a sub-stantially different design than the Sapien, although it is implanted in a similar manner. The CoreValve is self-expanding whereas the Sapien has a balloon-based expandable design.
Rajan does not view being second to market as a major disadvantage for Medtronic, especially when you consider its presence in the cardiovascular market-place. “Medtronic is equated with cardiac treatments. They are a big name in stents.
MET’s process capabilities include wire coating, balloon tubing, shrink tubing and vacuum sizing. We welcome development studies, engineering runs, prototype and production quantities. Our customers can expect a premium product in an expedient time frame. For a prompt, competitive quotation, please consult with us on your next high technology biomedical application. ISO: 9001:2000 Compliant
Medical Extrusion Technologies, Inc.
Innovative Solutions for Custom Extruded Tubings Specialized Capabilities for Unique Process Requirements
26608 Pierce Circle • Murrieta, CA 92562 800-618-4346 • PH: 951-698-4346 • FX: 951-698-4347Email: [email protected]
EMDT1207 015 15 7/12/12 5:15:31 PM

16 | July/August 2012 European Medical Device Technology emdt.co.uk
INDUSTRY PERSPECTIVES
Their new Resolute stent has had some strong ground game. They obviously have their pacemakers and ICDs, as well,” Rajan adds. “Unless Edwards has some kind of safety issues, it should hold the top share, but Medtronic should pick up a good chunk,” he says. “Both Edwards and Medtronic are highlighting transcatheter valves as flagship opportunities for the next five years and outward.”
TAVR on the global stageThe potential is high for TAVR adoption in emerging markets, according to Rajan. “It is, however, coming in at a higher price point than traditional valves,” Rajan says, which might limit adoption outside of Western Europe, Japan and the United States. “But, over time, you can definitely have significant utilisation outside of those geographies,” he adds.
The relative ease of use of TAVR prod-ucts bodes well for their global adoption. “It is an interventional approach that is pretty straightforward, so [it could be performed] by an interventional cardiolo-gist or cardiac surgeon or even some other interventionist,” Rajan says. “In some of these emerging markets, where they may not have full cardiac surgery capabilities, you could see a technology leap.”
The largest share of the TAVR market currently is in Europe and is controlled by Edwards Lifesciences and Medtronic, although a number of other companies are vying for market share. As many as 30% of European patients with aortic stenosis are treated with TAVR, according to Keith Dawkins, MD, Global Chief Medical officer for Boston Scientific. The Millen-nium Research Group (MRG) predicts the European market will grow at just under 20% per year through 2015. Germany boasts the largest number of TAVR pro-cedures; because it is a maturing market, MRG estimates that growth will hover around 12% through 2015. By contrast, the TAVR market in France is expected to grow at an average rate exceeding 30% in the next few years. There were restrictions on the use of TAVR in France, resulting in pent-up demand among eligible patients.
Sapien and CoreValve technologies, both of which debuted in Europe in 2007, are the most mature TAVR technolo-gies. Edwards Lifesciences launched the second-generation Sapien XT valve in Europe in early 2010. That product was developed to treat a wider patient group and to reduce vascular complications; it features a lower-profile delivery system than the first generation of the device. The valve also is being investigated in the first TAVR clinical trial in Japan.
TAVR’s new frontierThe United States represents TAVR’s next conquest. Investment banking firm Canaccord Adams estimates that the US transcathether valve market could be worth US$2.5 billion. At present, Edwards Lifesciences has a lock on the US market, as its first-generation Sapien device is the only TAVR prod-uct approved by US FDA, although it has only been indicated for a subset of patients. Medtronic anticipates receiving US FDA approval for CoreValve in 2014. The regulatory agency first approved Sapien in November 2011, when it cleared the way for its use via transfem-oral delivery in inoperable patients with severe symptomatic aortic stenosis.
US FDA’s decision to approve the Sapien device could substantially open the market for TAVR, assuming that the indications for use continue to expand. By Edwards’ estimates, the US market for these devices could be as high as 100,000 patients per year.
Of note is the fact that, when Sapien was first approved for commercial use in the United States, the device was already available in 41 countries, including most of Europe. US FDA’s decision to approve the device boosted Edwards’ transcath-eter valve sales 67% in the first quarter
of 2012 to US$122 million, according to Michael Mussallem, chairman and CEO.2
The legal and competitive landscapeMedtronic and Edwards have been bat-tling one another in the courts, with each side accusing the other of patent infringe-ment related to TAVR. “Patent litigation is standard for the cardio market,” Rajan says. “If you look on the stent side and even at implantable defibrillators, patent litigation is a common competitive tool that these companies use.”
Another consideration for both Sapien and CoreValve is the steep learning
curve for physicians. A study at the Mayo clinic reported that
physicians may need up to 30 procedures before they
achieve proficiency. Valve positioning depends largely
on the physician, and the valves are not
repositionable, which makes optimal positioning of
the devices critical. In addition, the two devices also are susceptible to paravalvu-lar leaks after implantation. Boston Scien-tific hopes to address those issues with its Lotus valve, which is designed to minimise aortic leaking and is both fully reposition-able and retrievable prior to release.
Also competing in the European market are the German firm JenaValve Tech-nology and Swiss-based Symetis, both of which received a CE mark for their TAVR products in late 2011. Other play-ers looking to enter the market include Direct Flow Medical and Heart Leaflet Technologies. Medtronic is also readying its Engager device to expand its European product portfolio. Some of the smaller TAVR players could ultimately be acquisi-tion targets for big device companies look-ing for growth opportunities.
Meanwhile, Edwards is working on Sapien 3, its next-generation balloon-expandable valve that is designed to reduce paravalvular leaks. In addition, Edwards is working on developing a low-profile, repositionable self-expanding valve that
Medtronic’s 29-mm
CoreValve device.
EMDT1207 016 16 7/12/12 5:15:39 PM

emdt.co.uk European Medical Device Technology July/August 2012 | 17
As more clinical evidence and infor-mation becomes available on transcath-eter valves, the procedure probably will become safer and more widespread. Rajan predicts that future generations of TAVR technology will address some of the “glitches” of existing products. “But, TAVR won’t completely cannibalise the traditional valve market,” he says. “If a patient is healthy enough, ideally he or she should be getting one of the traditional valves. Given the dynamics of TAVR in terms of ease of implantation, however, it is a significant opportunity,” says Rajan.
Editor’s note: Visit mddionline.com for the full version of this article, which includes a section on the decision by the US Centers for Medicare and Medicaid Services to cover the Sapien device.
References1.http://www.nejm.org/doi/full/10.1056/
NEJMc1108223.2. http://seekingalpha.com/article/524551-edwards-
lifesciences-corporation-s-ceo-discusses-q1-2012-results-earnings-call-transcript.
Brian Buntzis Editor at Large of EMDT sister publication MD+DI
makes use of a motorised delivery system to enable deployment by a single clinician.
Other players looking to enter this market include St. Jude Medical, whose Portico valve has been generating some buzz. “Boston Scientific is another inter-esting competitor because it wasn’t in the traditional valve segment,” adds Rajan. “They saw this as enough of an opportu-nity that they made some strategic acqui-sitions, and they have a product that is being evaluated.”
At present, US FDA has approved TAVR only for patients with severe aor-tic stenosis who are deemed inoperable. On 13 June 2012, the agency’s Circula-tory System Devices Panel voted 11–0 to expand the indication for the Sapien to include high-risk patients with severe aortic stenosis who are deemed suitable for surgery. One panel member abstained from voting. In addition, the panel voted 10–2 that the device is safe and 12–0 that it is effective. As a result, Sapien probably will be given the go-ahead for patients who are at high risk for surgery. The broader indication for high-risk patients would enable clinicians to have more flexi-bility with respect to delivery of the device and, for the first time, enable transapical delivery in addition to the current femoral approach.
The future of TAVRFuture generations of the devices must address risk of strokes, vascular complica-tions and aortic insufficiency, which were side effects for some patients implanted with early versions of the valves. In addi-tion, questions regarding the valves’ dura-bility compared with those implanted by open-heart surgery must be answered.
The TAVR market is likely to be strong in the long term, potentially outpacing demand for other cardiovascular products such as stents, balloons and pacemakers. “I think it definitely is a strong long-term opportunity,” Rajan says. “You have all of these factors that are well profiled in terms of the addressable patient popula-tion who currently are not qualified for valve replacement.”
PROGRAMMES INCLUDE:
postgraduate)postgraduate)
Full programme details visit our website at www.aua.ie
In an increasingly competitive and rapidly changing labour market, upgrading your qualifications has never been more important. The Atlantic University Alliance
(AUA) has a diploma or masters to suit you.
All our programmes are industry focused and are designed with flexibility in mind. Programmes are delivered using a
blended-learning approach. Students study at their own pace using course notes, online learning materials as well as attending
face-to-face seminars within a timeframe to suit you.
EMDT1207 017 17 7/12/12 5:15:46 PM

SPECIAL REPORT
T he way we develop medical devices is changing now, not later. Brace yourself. The view from your desk
is going to change dramatically. You will have a new boss as a genera-
tional change sweeps in a new breed of executives.
You will not recognise the people sitting next to you, nor understand what they are
talking about, as biologists, economists, software developers and medical doctors join your work team.
Your desk and its files will be moving online into a world of virtual meetings and shared documents.
Cost, co-location, collaboration and con-vergence are the themes that will dominate the re-engineering of medical technology and the ways that you work.
Consider this vision of the future: Your next meeting will be with a robot. Mov-
ing beyond tele-conferencing, colleagues from distant work sites will visit by
tele-porting into a robot.“Think of it as Skype on wheels,”
says Daniel Kraft, MD, who chairs the medicine track for Singularity
University. “You can beam your-self into an office as a virtual visitor, interacting with people on your work team.”
Dr. Kraft is more comfortable than most at embracing
such startling changes to work life—he leads
graduate studies on disruptive
technologies at Singularity’s campus based at the NASA Research Park in the heart of California’s Silicon Valley.
“This is more than looking someone in the eye to know what they are thinking,” he says, suggesting that with the sensing capabilities for vital signs already available in smart phones, the robot visitor could know exactly how you feel about the pro-posed changes to a project by monitoring your breathing and heart rate.
Blueprint for the futureNow, let’s beam down to the new GE Healthcare facility in Buc, France.
At its peak 130 engineers were working on the project. The development centre dedicated to this single programme covers 15,000 square feet in a renovated airplane hangar built by Gustave Eiffel at the turn of the century.
The investment in the workspace cost €8 million for the renovation alone, which is not included in the total €18 million cost of the project.
This is change on a large scale, a mas-sive effort for co-locating diverse teams centred on the redesign of a medical imaging system that began rolling off the production line in May 2012.
The company promotes the new system as a way for surgeons to re-invent the way they work. Behind the scenes, the re-engineering of the Discovery IGS 730 is a landmark case study in how medical technology companies can reinvent the ways that they work.
Teleporting into meetings, collaborating with economists, learning frugal engineering . . . welcome to the future of medtech development and manufacturing.
John Brosky, Contributing Writer, Paris
Re-engineering Medical Technology from Top to Bottom Line
18 | July/August 2012 European Medical Device Technology emdt.co.uk
Imag
e: S
arah
Hol
mlu
nd/iS
tock
phot
o.co
m
EMDT1207 018 18 7/10/12 4:57:40 PM

emdt.co.uk European Medical Device Technology July/August 2012 | 19
At the recent European Connectathon in Bern, Switzerland, a five-day marathon for testing the interoperability of medi-cal devices with health IT, another major player, Abbott Diagnostics, was putting its OneLab system through the paces.
This new laboratory IT solution combines innovative tools for high-volume laboratories to turn results from in vitro diagnostic tests into reportable results for clinicians.
The lead software engineer from Abbott says that his group does not interact directly with colleagues in biology and chemistry but that increasingly the design
briefs show the impact of these sciences.“It depends on where you are in the
hierarchy of your organisation,” he says, preferring to stay anonymous within that hierarchy.
“We are not yet at the event horizon where software meets biology—we still have a layer or two protecting us,” he says. “But this is happening for more and more software teams.”
Meet the new bossIt is easy to get lost on your way to the future. It’s fun to talk about, but it can
True to the finest tradition in medical technology, the programme began with an idea from an engineer: why not slide a motorised base under the gantry of the com-pany’s high-end Innova imaging system used to guide complex interventional surgeries?
Spurred by fierce competition from Sie-mens and Philips to build hybrid operating rooms, GE Healthcare put its formidable strength behind the idea.
In less than two years, the project was completed and presented to customers at the meeting of the Radiology Society of North America in November 2011. The system received 510(k) clearance from US FDA in February 2012, and is expected to receive a CE mark for commercialisa-tion in Europe once the production line is certified this summer.
Discovery IGS 730 differentiates the GE Healthcare offer to hospitals by breaking the paradigm of fixed imaging systems for surgery that are anchored to the floor or hung from the ceiling.
Here is a massive gantry that glides into position when needed and parks itself in a corner when an interventional procedure needs to be converted to open surgery.
Twelve patents were filed in the process of development and 31 permanent full-time employees were hired, staying on to generate more products.
Lifting the roof on the erstwhile air-plane hangar, which GE Healthcare has named AgiLabs, reveals a workspace of 11 development labs that feature key elements for the future of medtech.
Industrial partners moved teams into the new development facility. Experts in robot-ics and holonomic laser guidance systems from prestigious academic institutions were given desks in dedicated lab spaces. And customers were invited to participate in the development process with surgical teams flown in from around the world to recreate procedures on phantoms in what is called the Validation Lab, which looks and feels like an operating theatre.
Merging traditional medtech with new teams of actors is affecting not only the heavy metal of radiology but the more fluid sphere of biomedical engineering, as well.
P E R F O R M A N C E t h r o u g h i n n o v a t i o n
MEDTECVisit Gore Stand no: 4244
Next Generation of
GORE® Reinforced Medical Tubing
Our Reinforced Medical Tubing technology works especially well when your device specifications call for innovative, high quality tubing that is pressure resistant, flexible, and requires precise control. With capabilities of 20 gauge to 46 French, we can fabricate your device to meet your needs.
Wall-Reinforced Medical Tubing GORE® Spiral Wrap Tubing
GORE® Braided Shafts
High Pressure Braided Tubing GORE® High Pressure Braided Tubing (HPBT)
®
EMDT1207 019 19 7/10/12 4:57:52 PM

20 | July/August 2012 European Medical Device Technology emdt.co.uk
SPECIAL REPORT
make your head spin. Usually someone ends the blue sky talk by bringing everyone back to Earth with a practical reminder that medtech is all about making money.
In fact, the business of medical technol-ogy is a great starting point for under-standing the changes shaping the future medtech space.
Making money is the first item on the to-do list for the new boss, according to Ulrika Hagle with Korn/Ferry Interna-tional, who searches the world for new executive talent to lead medical technology companies.
“There is a massive shift in recruiting today to find people who can instil a bot-tom-line focus for companies,” says Hagle in a call from Singapore. “Today, all CEO recruitment is about the bottom line.
“We are seeing a generational change,” she notes. “For years medical technol-ogy companies were used to double-digit sales growth and high margins. That has slowed to low single-digit growth and this translates into companies recognising the need to act differently. The work culture needs to change in fundamental ways, and this is happening now.”
Managers who are technical experts with a top-line focused on driving sales are giving up their desks to executives who are change agents, who can instil a bottom-line focus, and who are true marketers lead-ing the company into new opportunities in emerging markets, especially in Asia.
The pressure is coming from the cus-tomer, hospitals that have shifted from being clinical to financial buyers. Products that used to be sold directly to surgeons or physicians are now purchased by procure-ment groups and hospital committees.
“The more the product is commoditised, the higher the price pressure,” says Hagle.
Market dynamics are forcing the new CEOs to reassess products in a new light, challenging research and development on planned product features.
“They have to ask if a product really needs all the bells and whistles the com-pany can offer, not only from a user’s point of view, but under the scrutiny of health economics,” she says, suggesting
that “maybe they can build a Rolls Royce, but perhaps all that is needed is a Ford.”
The move towards emerging markets will force a streamlining of product design with fewer sophisticated features, and will encourage companies to develop a globally more homogenous product line.
Working with a new cast of charactersIn the new world of health technology economic assessments, cheaper is not the only answer.
New products from R&D can shoot for higher standards as long as that prod-uct can measure up against increasingly demanding requirements, according to Joerg Vienken, Vice President for Bio-Sciences at Fresenius Medical Care.
“Higher quality is related to a higher price,” he says. But winning that price “brings new kinds of actors into the space, ones we might not be thinking about yet, such as quality managers.”
François Berger, MD, says he regrets overlooking these new actors when plan-ning the new Clinatec centre that opened in Grenoble, France, in December 2011.
A professor of oncology at Grenoble University Hospital, Berger is also Direc-tor of Clinatec, which he describes as “a unique conjunction of technologists and engineers, biologists and practitioners.”
Dedicated to creating highly innova-tive nano-devices for diagnosing and treating neurological disorders, the new 50,000-sq-ft facility is fully powered with high-end imaging systems, multiple development labs and a fully accredited operating room. It brings together teams of experts from diverse sciences.
Yet if he had to do it all over again, Berger says he would bring in more bureaucrats.
“We underestimated [the need for] participation early in the process of regulatory expertise, medico-economic assessment, quality control and quality management,” he says.
Increasingly, including these capabilities is crucial to de-risk medtech projects, he adds.
“Just because a product is innovative, even if we have validated the project preclinically, it is not necessarily going to be welcomed by a large medical device company,” says Berger, unless the devel-oper can show a regulatory pathway and make a case for reimbursement.
Another player who needs to be involved early on when developing new medical tech-nologies is the customer, he says.
“The traditional medtech model no longer works,” he says. “We are successful
at developing products from a technical point of view. We know how to get the CE mark. But without the involvement of doc-tors, these products [will be] missing a lot of elements needed in the clinic.”
As a result, many projects are being financed for development in Europe but “few deliverables are validated and have an industrial value,” says Berger. “The problem is that these devices are funded for a prototype but are not financed for preclinical development and are poorly adapted to medical reality.”
Now, it’s personalThe million-dollar research work in medtech has always seemed like the poor cousin to the billion-dollar efforts in the pharmaceutical industry.
Yet, as medical treatment becomes more personalised, the two industries are converging.
There are already examples of this bio-tech-medtech fusion. In the well-funded
The profound impact of companion in vitro diagnostics, combining microfl uidics with chemistry and biology on lab-on-chip devices, has now altered the course of drug development.
EMDT1207 020 20 7/10/12 4:57:57 PM

emdt.co.uk European Medical Device Technology July/August 2012 | 21
field of oncology, we have seen biomark-ers that illuminate a tumour to facilitate a biopsy performed with medical devices. And nanoprobe devices are being devel-oped to deliver pharmaceutical therapies to precise locations within the body.
The profound impact of companion in vitro diagnostics, combining micro-fluidics with chemistry and biology on lab-on-chip devices, has now altered the course of drug development.
We will see more collaborations as the man-machine interface reaches the cel-lular and even the molecular levels.
Both Vienken and Berger are focused on surface interactions, the moment where man-made materials created by engineers such as polymers trigger reac-tions of natural cells and molecular reac-tions, areas of expertise for biologists.
Another opportunity to adapt medi-cal devices to the individual needs of patients circles around the development
of innovative new sensors, according to Vienken.
“We will only be able to manage what we can measure, and we can only meas-ure if we have sensors of all kinds—for blood pressure, allergies, infections or individual behaviours—to identify acute behaviours,” he says.
The market opportunity is enormous, he adds. “As we do not have the people needed to provide care for a growing population of elderly citizens, we will need to support the staff with medical devices.
“This support is only possible if you have sensing technology, which is con-nected to a transmission technology, like mobile phones,” says Vienken. “This transmitted data needs to be actionable, so we need IT, but it cannot be central-ised, so it needs to be proximate to the devices. This requires miniaturisation of electronics. We also need safety controls,
algorithms. It soon becomes a complex technology.” It also complicates the ability of a co-located, collaborative team to work together.
“There needs to be a shared working lan-guage. As an engineer, you must be able to express yourself in a way that a medically trained person can understand. Jargon and abbreviations become a barrier to under-standing,” says Vienken. “Those companies who can find a common language among different disciplines will be successful.”
“This is a revolution,” says Berger, who acknowledged that putting together a team of engineers and medical biologists took two years at Clinatec before they under-stood each other well enough to accelerate the work processes.
The future is always a work in progress. 1
John Broskyis a freelance writer based in Paris covering the medical
technology industry.
Wherever Alla Shankar builds a new insulin production facility …
… MULTIVAC’s packaging specialists are already there.
In over 140 countries worldwide.
www.multivac.com
EMDT1207 021 21 7/10/12 4:58:00 PM

22 | July/August 2012 European Medical Device Technology emdt.co.uk
MATERIALS
It’s different for athletes: biomaterials for sports-related orthopaedic applications should have a composition similar to the bone’s constituent materials. Ideally, they should stimulate and facilitate regeneration of new bone and gradually dissolve in the body.
A thletes, especially those compet-ing at the Olympic level, are keenly aware of the damage that
high-intensity training can do to the body, especially to bones. Novel biomaterials technology may help fractures to heal better and faster, thereby helping athletes to renew their training regimen and sports activity more quickly.
When it comes to sports-related bone injuries as opposed to diseased tissues, new biomaterials should be formulated to serve as a template, stimulating and facilitating new tissue growth quickly during the heal-ing and recovery process. Before looking at new developments in biomaterials, we will discuss basic fractures and fracture mechanics and the fundamentals of bone deformation at the nano and micro level.
Basic fractures and fracture mechanicsFigure 1 shows a bone fracture. A force applied to one side of the bone leads to bone fracturing. At least two types of stress have been applied: compressing stress at and towards the damage point on the left, where the force is applied, and tensile stress on the opposite side, which forces the opening of the fractured bone. Shearing stresses also contribute to the fracture, as indicated by the irregular fracture surfaces.
Fracture mechanics recognises three basic modes of fracture (Figure 2). Mode I is the opening fracture, mode II is known as in-plane shearing and mode III
is out-plane shearing. Of the three frac-ture modes, the most serious is mode I. Normally, bone-related damage and/or fractures often involve a combination of two or three modes, as indicated in Figure 2. In addition, there are different types of stresses, including tensile, compressing and shearing forces.
What determines if a bone is going to fracture or not? The concept of fracture toughness KIC, in fracture mechanics, is defined by the following equation:
KIC = [s]c (πa)1/2 eq (1)
sc is critical failure stress for a given defect size a. This means that fracture stress and defect size determine the frac-ture toughness of a material. Failure stress in human bone varies approximately from 1.5 MPa.m1/2 for a weak bone up to 3.5 MPa.m1/2 or slightly higher for a healthy strong bone at a normal loading rate rang-ing from 0.55 to 2.75 MPa.m1/2s-1 (refer-ence 1). The higher the KIC, the tougher the bone. Older people tend to have a lower KIC than younger people.
Defects always exist. However, it is the largest defect that is a decisive factor for a
Xiang Zhang, Ceram, Stoke-on-Trent, UK
Developing Biomaterials for Sports-Related Bone Injuries
Imag
e: sa
inth
oran
t dan
iel/S
hutte
rsto
ck
EMDT1207 022 22 7/10/12 5:01:24 PM

emdt.co.uk European Medical Device Technology July/August 2012 | 23
given stress. Defect a in equation (1) also represents a crack developed from a defect. Figure 3 plots the maximum defect (or crack) size as a function of critical stress sc applied for a given fracture toughness KIC. For example, at applied stress of say 100 MPa, a defect greater than 72 μm will lead to failure if a bone has a fracture toughness KIC of 1.5 MPa.m1/2 (the blue line in Fig-ure 3); the other two bones have a fracture toughness KIC of 2.5 and 3.5 MPa.m1/2 and are safe (the red and green lines in Fig-ure 3). They will fracture at a much higher stress—166 and 233 MPa, respectively, at the same 72-μm defect size.
Deformation speed effect on bone fractureBone deformation (Figure 4) is represented by a typical stress s and strain ε curve. Mechanical properties change with defor-mation speed, shown here in fracture stress; Young’s modulus, which is defined by the initial linear slope; and total energy up to fracture Ec, which is the energy of integra-tion under the stress and strain curves up to fracture:
Ec = ∫σdε eq (2)
Reported failure stresses vary with frac-ture speed. At a lower speed, bone will not
fracture until stresses above 100 MPa are reached; at high speeds, fracture could occur with stresses as low as 50 MPa.2, 3 In addi-tion, less total energy is required to fracture bone at a high speed. Fracture toughness will have the same effect, i.e., a higher speed means lower fracture toughness. In sports, accidents often occur unexpectedly at high speed. Therefore, any measure that can lead to a reduction in the impact that speed causes will greatly and effectively minimise the probability of bone fracture.
In the following two sections, we will discuss the fundamentals of time-dependent behaviours of bone fracture that are relevant to biomaterials.
Fundamentals of nano and micro levels of bone deformation and fractureThe structure of bone has been well docu-mented. It mainly consists of two basic components: collagen and hydroxyapatite (HA) nano crystals. Collagen is made up of three poly-peptide strands, approximately 300 nm long and 1.5 nm in diameter (about 1/1000000 the thickness of a human hair), and forms aggregates such as fibrils. HA is a nano crystal platelet approxi-mately 1 to 2 nm thick, 10 to 50 nm wide and 30 nm long.4 These two elements are the basic building blocks of human bone from the nano and micro to the macro scale. The volume fraction of collagen, assigned
as fc, is given by eq 3:
fc = (ρ- ρh)/(ρc-ρh) eq (3)
where bone, collagen and HA densities are ρ, ρc and ρh, respectively.
Taking collagen density ρc = 1.19 g/cm3 (reference 5) and HA crystal ρh = 3.155 g/cm3, 6 the volume fraction of collagen varies as a function of bone density (Fig-ure 5). In a typical range of compact bone density between 1.9 and 2.0 g/cm3 , col-lagen is a predominantly continuous phase acting as a matrix (> 50% by volume). It is easy to imagine how collagens, which have a fibre-like structure, and platelet-shaped HA are organised. HA crystals are densely packed and, in very large numbers, occupy the spaces between collagen fibres.
Collagen is an organic polymer (polypep-tide) with visco-elastic properties, a unique
Force
Mode Iopening
Mode IIin-plane shearing
Three fracture modes
Mode IIIout-plane shearing
500
0.4
0.8
100
Max
imum
def
ect
(mm
)
Fracture stress (MPa)
Fracture toughness KIC (MPa.m1/2)
150 200
= 1.5= 2.5= 3.5
Figure 3: The maximum defect (or crack) size is plotted as a function of critical
stress sc applied for a given fracture toughness KIC.
Figure 2: There are three basic modes of fracture; bone-related damage often
involves a combination of two or three of them.
Figure 1: In the bone fracture shown here,
compressing stress (left) combines with tensile
stress on the opposite side.
EMDT1207 023 23 7/10/12 5:01:34 PM

24 | July/August 2012 European Medical Device Technology emdt.co.uk
MATERIALS
characteristic of polymeric materials. This structure determines the time-dependent fracture behaviour—the higher the speed of an accident, the more brittle the bone frac-ture. This is critical to determine whether or not a bone is tough and strong. A higher proportion of collagen in a bone means greater toughness. On the other hand, HA is a rigid filler, providing bone with the required stiffness and strength. In 1 mm3 of bone, there can be 200 million to 1 billion nano HA platelets, which are individually distributed within the collagen matrix. It is clear that all mechanical property varia-tions are rooted in deformation and frac-ture of collagen fibres and HA at the nano scale first and then at the micro and mil-limetre scales. Collagen plays a dominant role with the capacity to deform at much larger scales than HA. Importantly, col-lagen fibres sharing deformation, as most polymers do, determine the fracture tough-ness of the bone. In sports injuries, the damage and fracture of the bone’s nano and micro structures are predominantly relevant to collagen, and HA is of secondary impor-tance. This is different from other diseased bones. A fundamental understanding of this will guide future development of biomateri-als for sports injuries.
Development of new biomaterialsHaving discussed the basic nano and micro structure of collagen and HA and mechani-
cal and fracture mechanical proper-ties, the question is what kind of bio-materials are best suited to attend to the biological needs of sports injuries?
Biomaterials for sports injuries should be formu-lated differently than materials for diseased bones. Ideally, the bio-materials can act as templates and stimulate and facil-itate regeneration of new bone. A formulation should have properties and a composi-tion similar to the bone’s constituent materials. Addi-tionally, the new biomaterials should be bioresorbable, acting as a tem-plate that gradually dissolves in the body. (Permanent replacements were discussed in a previous publication.)7
Collagen fibres are the key materials that are predominantly damaged in sports injuries. Therefore, the new biomaterial system should contain at least a biopoly-meric material that will serve as a template for the required mechanical properties and be able to induce and facilitate col-lagen regeneration. In addition, the system should be able to promote new HA forma-tion and new collagen regeneration. For example, a combination of polyester, such as poly(α-hydroxy acids), and calcium phosphate can do the job (this does not preclude the use of other suitable materi-als). Polyesters are commonly used biode-gradable materials that act as a template for collagen; appropriate calcium phos-
phates are also highly bioactive, which facilitates new HA formation.
One other important materials factor to consider is control of the speed of biore-sorbable processes, bearing in mind the regeneration speed of biological collagen and HA. This requirement is based on the fact that different people (bone density and age variations) have different injuries and, thus, need different healing mecha-nisms. Controlling the speed at which the new biomaterials work, with the requisite bioactivity, is an important materials factor to consider when developing biomaterials for sports injuries and other orthopaedic applications.
One option is to employ water soluble bioglass (also called bioresorbable glass).
1.8550%
60%
70%
1.9
Col
lage
n vo
lum
e (%
)
Compact bone density (g/cm3)1.95 2
00%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0.5
Per
cent
age
rele
ased
Time (hour)1 1.5 2 2.5 3 3.5
Long term release
Short time release
Figure 5: The contribution of collagen by volume varies as a function of bone
density.
Figure 6: Water-soluble bioglass degradation and release of active ingredients
can be precisely controlled by means of formulation design.
ε(%)
σ(M
Pa)
High speed
Slow speed
Figure 4: Bone deformation is represented by a
typical stress s and strain ε curve.
EMDT1207 024 24 7/10/12 5:01:40 PM

emdt.co.uk European Medical Device Technology July/August 2012 | 25
The first generation of bioglass developed in the late 1960s by Larry Hench proved to be both biocompatible and bioactive. Since then, many types of bioactive glasses have been developed; indeed, this is still an important research area even today. Here the main concerns are the control of bioresorbable speed at use. New inorganic controlled release technology (CRT) has recently been developed at Ceram, which is based on water soluble glass technology. Figure 6 is an example of this technol-ogy that demonstrates the water soluble bioglass degradation (and, at the same time, release of the active ingredient) that can be controlled precisely through for-mulation design. In reality, water soluble bioglass of this kind can be made with a half-shelf life of minutes to months to suit different needs in medical applications. Further development of the new inorganic CRT will make it possible to develop a series of biomaterial systems that can be tailored to individual needs for sports injuries, taking into consideration that sports injuries need different treatment and healing processes.
Since 1969, HA has been one of the most important biomaterials for medi-cal applications. Increasing the bioactive properties of HA can speed up the healing process for sports injuries. A new tech-nology has been investigated at Ceram to substitute different elements (in pairs or greater than two) into the HA crystal structure (mx-HA). This new technol-ogy makes it possible, at least, to change HA’s surface charge potential and surface characteristics. A series of new HA-based biomaterials with substituted elements in its crystals, with surface properties and, therefore, biological properties that are different from pure HA, have been syn-thesised. In one example, the mx-HA has demonstrated greater bioactivity than pure HA.8 Taking advantage of the more bioac-tive mx-HA, it is now possible to formu-late biomaterials that increase the speed of HA regeneration as well as collagen and optimise outcomes for sports injuries and other medical needs.
In summary, the goal is to develop new
biomaterials for sports injuries and simi-lar applications in order to help the body regenerate new healthy tissue. A fundamen-tal understanding of mechanical properties and fracture mechanics and the nano and microstructure of collagen and HA-based materials is key to new biomaterials devel-opment. In addition, a combination of new bioresorbable inorganic CRT, such as water-soluble bioglass, and biopolymers to stimulate collagen growth, will be benefi-cial in helping new HA crystal grow into the collagen fibre matrix and, thus, accel-erate the healing of bone-related sports injuries.
A lot of work remains to be done in this area, but it is hoped that bone-related fractures, in the future, will heal more quickly and more effectively, and help athletes return to training in record, if not Olympic, time. 1
References:1. ASTM E399 Standard Test Method for
Plane-Strain Fracture Toughness of Metallic Materials.
2. R. Simpson, J.D. Currey, D. Hynd, “The Effect of Strain Rate on the Mechanical Properties of Human Cortical Bone,” J. Biomech. Eng. 130, 1 (2008).
3. A. Ural, et al., “The Effect of Strain Rate on the Mechanical Properties of Human Cortical Bone,” J. Mechanical Behaviour of Biomedical Materials, 7, 1021–1032 (2011).
4. C. Burger, et al., “Lateral Packing of Mineral Crystals in Bone Collagen Fibrils,” Biophysical Journal, 95, 4, 1985–1992 (2008).
5. I. Jager, P. Fratzl, “Mineralized Collagen Fibrils: A Mechanical Model with a Staggered Arrangement of Mineral Particles,” Biophysical Journal, 79, 4, 1737–1746, (2000).
6. Ceram materials characterisation results.7. Xiang Zhang, “Advances in Man-Made
Materials for Orthopaedics,” OrthoTec, 2, 3 (2011).
8. P. Jackson, B. McCarthy, “Advances in Hydroxyapatite,” Med-tech Innovation, 1, 6, 26-28.
Xiang Zhang, PhD, isPrincipal Consultant,
Division of Medical Materials and
Devices, Ceram,
Queens Road, Penkhull, Stoke-
on-Trent, Staffordshire ST4 7LQ,
UK | Tel. +44 1782 764 428
www.ceram.com/healthcare
Visit www.microlumen.com to learn more.
One Microlumen WayOldsmar, FL 34677 USAPhone: 813-886-1200
Fax: 813-886-3262
EMDT1207 025 25 7/10/12 5:01:47 PM

26 | July/August 2012 European Medical Device Technology emdt.co.uk
MANUFACTURING
T he ability to produce accurate holes within tight dimensional tolerances is an important aspect of medical
device design and manufacture. Numer-ous methods of hole production exist, with mechanical drilling, chemical etching and laser machining among the more widely used. However, as the dimension of the hole decreases, the choice of process is more limited and the interaction of the material with the hole-forming process becomes more critical. This article looks at various hole-drilling methods, and, in particular, examines the use of laser drilling techniques to make holes in diameters smaller than 20 μm. Issues involving the accurate measure-ment of small holes and how, as the hole size decreases, measurement becomes an increasingly complicated and critical aspect of process control, are also examined.
Defi ne smallTraditional methods such as mechani-cal hole drilling allow for the creation of features on the order of 50 to 100 μm, which is roughly the diameter of a human hair. By modern standards, these holes can no longer be described as small. Refined, repeatable, high-speed laser processes can machine holes as small as 1 μm in diameter with specialised configurations, and can easily drill below the 20-μm-diameter mark in a variety of materials.
Small holes serve a number of purposes in medical devices. Tiny laser-machined holes in catheters enable drug delivery. By carefully tailoring hole density and size, the infusion of an active drug can be control-led. As technologies progress and medical devices become less invasive, it has become necessary to reduce the size of the features on these instruments, driving demand for smaller holes. The challenge lies not only in the accurate positioning of these features but in controlling hole dimensions and the materials being processed.
Small-hole production methodsMechanical drilling involves the use of a specially designed drill bit, which rotates in contact with the workpiece to remove mate-rial and produce a circular hole. Several fac-tors make it challenging to drill small holes using this method. First, the diameter of the drill bit must be the same size as the hole. This is difficult to achieve, and the tool is prone to break during the drilling process. Ultrahigh cutting speeds also must be used because of the drill’s small size, making it difficult to eliminate vibration during the machining process. Furthermore, process repeatability can be short lived as the drill bit begins to wear. The wear issue also makes it quite difficult to drill hard materi-als using this manufacturing process. While mechanical drilling of holes on a larger
scale is extremely economical for many materials, it is not necessarily the most feasible on the micron scale.
Punching is a commonly used method for the production of holes in thin materi-als. For this process, a punch and die of a specific size must be manufactured as a pair. When the material is located between the punch and die and pressure is applied, a hole is produced in the sheet by pressing out a piece of material, called a blank. This process can offer high speed, scalability and repeatability. However, punching may only be used with certain materials such as met-als and polymers, and is not suitable for use with brittle ceramics. Furthermore, punch-ing holes in sheet material is only possible if the hole diameter is greater than the material thickness. Many medical devices call for metal sheets in thicknesses of 20 μm or greater, thus making the punching of micron-sized holes impossible.
Chemical etching also can be used for the production of small features. First, the surface of the workpiece is masked off using a method such as photolithography. This involves spin coating a resin onto the surface of a workpiece, followed by exposure to UV light through a patterned projection mask. After development of the hardened resin, a mask with micron-sized features will remain, leaving the exposed parts of the pattern to undergo a chemical
Advances in medical technology require ever-smaller holes in catheters and related devices. Laser drilling achieves strict size and tolerance requirements in an economically viable process.
David Gillen and David Moore, Blueacre Technology Ltd, Dundalk, Co Louth, Ireland
Tiny Triumphs: Laser Drilling Micron-Sized Holes
Imag
e: n
elic
/iSto
ckph
oto.
com
EMDT1207 026 26 7/12/12 5:20:25 PM

emdt.co.uk European Medical Device Technology July/August 2012 | 27
attack when placed in an etchant. Due to the complex process, this manufacturing method is best suited to very thin materials. Metals are frequently etched this way and ceramics also can be subjected to the proc-ess, provided suitable etchants are available. Distinct advantages of this process are the fine control, repeatability and scalability; the technique is limited, however, in terms of the materials that can be processed and the flexibility of the manufacturing method. This technique can produce holes smaller than 1 μm diameter in very thin layers. Chemical etching can be isotropic in many materials; therefore, it can be difficult to have fine control over the cross-sectional geometry of the hole.
Sandblasting, like chemical etching, can be used in conjunction with a photomask to produce features on components. This process is only suitable for use with brit-tle materials such as ceramics. While there are advantages to using this process for the production of larger holes, it is severely limited by the diameter of the abrasive particles used in the sandblast. This method is used to create holes down to submillim-eter diameters, but it does not necessarily achieve the performance required to pro-duce sufficiently small holes in the medical devices of today.
Electron beam machining can be used in a similar manner to laser machining to pro-duce small holes with fine tolerances, typi-cally in diameters as small as 25 μm. Using electrostatic lenses, the electron beam is focused to a small point, where a melt pool is generated and the material is evaporated to produce a hole. This process is limited to metals and some ceramics. Advantages include the ability to produce high-aspect-ratio holes (up to 25:1), to drill holes at an angle to the surface and to achieve a very high machining rate. This process must take place in a high vacuum, which may be an inefficient manufacturing method to include in a production line.
Electrical discharge machining (EDM) is widely used in industry for the produc-tion of small holes. While the process is restricted to conductive materials, holes down to a diameter of 5 μm can be pro-
duced repeatedly. This process involves moving a wire electrode towards the work-piece with fine current control to adjust the spark between the electrode and workpiece. The spark is the mechanism by which material is removed to create the hole. By precisely controlling the current to the elec-trode, it is possible to produce holes with very fine surface finishes, which makes this process popular for applications such as fuel injector nozzles. While this manufacturing method can produce holes with excellent quality, it is inferior to other processes in terms of processing speed.
Laser drilling is very common in both the medical device and electronics industries. By careful selection of a laser that is right for a given application, fine micron-sized features can be produced very economi-cally. While capital investment may match what is required for other manufacturing methods, such as high-accuracy mechani-cal drilling, lasers offer unparalleled reli-ability and repeatability in high-speed, high-volume manufacturing environments. Somewhat similar in function to the proc-ess of electron-beam machining, the intense laser light is focused to a small point, which creates a local melt-pool where the material evaporates to produce the hole. Lasers are available with a continuous or pulsed mode of operation. Pulsed lasers allow the user to carefully control the amount of energy delivered to the workpiece, making it pos-sible to precisely control a laser drilling process. Using specially designed optical setups it is possible to drill down to 1-μm diameters in certain thin materials, while specific drilling strategies can be employed to control the hole shape and contour.
The comparative cost of different drill-ing methods is shown in Figure 1. In gen-eral, the cost of producing a small hole rises exponentially as the hole diameter decreases. Laser is the one process that can be used to cover a broad range of diameters.
Advantages of laser drillingUsing lasers to drill small holes in medical devices has many advantages. Not only can lasers create repeatable, high-aspect-ratio holes in diameters as small as 1 μm, the
Visit www.microlumen.com to learn more.
One Microlumen WayOldsmar, FL 34677 USAPhone: 813-886-1200
Fax: 813-886-3262
EMDT1207 027 27 7/12/12 5:20:34 PM

28 | July/August 2012 European Medical Device Technology emdt.co.uk
MANUFACTURING
noncontact process does not require addi-tional coolants or lubricants during drilling.
The noncontact nature of laser process-ing is especially advantageous when machining very thin materials that are too flexible or fragile to undergo a contact machining process. With properly defined laser drilling parameters, it is possible to produce holes with a minimised heat-affected zone, thus eliminating postprocess-ing requirements to create a clean hole. The materials to be drilled and the size of the features required will determine the most appropriate type of laser. Typically, high-pulse-repetition rate nanosecond UV lasers operating at 355 nm are suitable for drilling most materials, as this particular wavelength of light is absorbed well by met-als and polymers. Modern lasers, such as diode-pumped solid-state systems, require minimal maintenance and are very cost-effective to run, as there are virtually no short-life consumable components or tool-ing. Laser processing also offers flexibility in changing process parameters for different materials of varying thicknesses. Careful tuning of laser parameters such as power, pulse repetition frequency and beam speed, allows the user to control the size and cross-sectional features of any hole.
Considerations in laser drilling small holesAs previously stated, one of the main advantages of using lasers for materials processing is the possibility to choose
a laser source that will achieve optimal results (Figure 2). Materi-als absorb differ-ent wavelengths of light in different proportions, and various applica-tions require lasers that oper-ate in different modes, such as pulsed or continu-ous wave. For very fine applications,
short-pulsed lasers in the nanosecond range and below tend to provide optimal results, because heat buildup during the machining process is minimised. This, in turn, provides the possibility to machine extremely clean features without the need for postprocessing. Of course, some mate-rials machine better than others. Poly-imide and PEEK, for instance, machine particularly well with UV lasers.
When choosing a pulsed laser source, one must balance the operational char-acteristics of the laser—pulse frequency, pulse energy and pulse duration. While some ultrafast lasers in the pico- and fem-tosecond domains can machine very clean features, process time often will increase
because of the lack of heat buildup in the workpiece, thus affecting the economic viability of the laser process. For many industrial processes, nanosecond pulsed lasers provide the best balance between capital investment, throughput and fine machining capabilities.
Wavelength selection is an equally important decision when designing a laser processing system. As the wavelength of the light becomes shorter, the energy of the light increases. Materials such as polymers tend to absorb UV light (with a wavelength below 400 nm) very well because of their atomic makeup and molecular bonds. Using very high energy light allows the user to perform virtual cold machining of polymers. This occurs when the light energy of the laser exceeds the potential of the molecular bonds in the material, allowing the laser light to break the bonds without generating significant amounts of heat in the workpiece. Wavelength considerations for machining metals are quite different from those for machining polymers, as the metallic bonds are nor-mally overcome through a melt vaporisa-tion process, meaning that heat must be introduced into the workpiece. Therefore, the actual absorption of laser light in metals is related more closely to the actual reflectivity of the workpiece to different wavelengths of light. While metals can be
Figure 1: The cost per hole increases as the hole diameter becomes smaller.
Lasers provide the greatest fl exibility for manufacturing holes.
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 800
0.2
0.4
Arb
itrar
y co
st
Hole diameter (μm)
0.6
0.8
1.0Laser, chemical etch
Laser, EDMLaser, EDM,mechanical
Figure 2: This graphic shows the most commonly available laser wavelengths. Wavelengths in the UV range
are absorbed well by most materials, and lasers operating at 355 nm produce excellent drilling results.
Excimer laser157 nm - 400 nm
Diode-pumped solid-state laser266 nm to 1 μm
Visible rangeUltraviolet (UV)
157 nm 350 400 450 500 550 600 650 700 750 1 μm 10 μm
Infrared (IR)
Near IR Far IR
Polymer machiningMask projection
Remote processingMetals and polymers
Metal cuttingGas-assisted fusion
YAG laser1 μm
CO2 laser10.6 μm
EMDT1207 028 28 7/12/12 5:20:37 PM

emdt.co.uk European Medical Device Technology July/August 2012 | 29
machined using wavelengths ranging from IR (10.6-μm CO2 lasers) to lasers operat-ing in the visible range (532-nm green lasers), some of the best machining of small features can be performed in the UV range (around 355 nm), as reflectivity is reduced at this wavelength. It is also imperative to choose a laser that can generate enough heat to induce melting in the machining process, such as a nanosecond laser. Hence, it is necessary to carefully consider the pulse duration and pulse energy of the laser source.
When trying to machine micron-sized features, another consideration affecting wavelength selection is that the shorter the wavelength of light, the smaller the laser’s focal spot. Light is limited in focal spot size to the diffraction limit, which is depend-ent on the light’s wavelength; hence, it is possible to have a smaller focal spot at 355 nm than at 1064 nm. This enables the user to concentrate the laser energy on a smaller area of the workpiece and thus be able to deliver energy more precisely to machine smaller and finer features. The size of the laser beam, its circularity and quality are also critical considerations when drilling very small holes, as they all influence the focal spot size.
The laser drilling strategy should also be considered. For larger holes, a common method called trepanning is used. This
involves steering the beam in a spiral using scanning mirror setups. This method is suit-able for drilling holes that are larger than the focal spot of the beam and for cutting square and other irregularly shaped holes.
When trying to drill holes at or below the focal spot size of the laser beam, it is neces-sary to use an alternative strategy called percussion drilling. This involves keeping the laser beam stationary, and adjusting the size and shape of the hole by carefully controlling the pulse energy, frequency and number of pulses. Figure 3 illustrates the various hole geometries that are possible by controlling the laser drilling strategy.
As holes become smaller, manufactur-ing costs can increase, depending on the materials machined and the tolerances required. Through the correct selection of lasers, machining strategy and materials, it is possible to optimise throughput and minimise the cost of a laser drilling proc-ess. Current diode-pumped solid state lasers have an expected minimum operational lifetime of 15,000 to 20,000 hr between services, meaning that it is feasible to run these lasers for a minimum of two to three years in full production. Because of the noncontact nature of laser machining, no consumables are used in the manufacturing process, and the inherent stability of these lasers increases repeatability, throughput and process yield.
Figure 3: The types of hole cross-sections that are feasible to manufacture using laser drilling.
EMDT1207 029 29 7/12/12 5:20:50 PM

30 | July/August 2012 European Medical Device Technology emdt.co.uk
MANUFACTURING
Small-hole metrologyTraditional methods of measuring micron-sized features include high-power optical microscopy, stylus profilometry and scan-ning electron microscopy (SEM). While these are highly powerful characterisation tools, they are not always suited to an industrial production environment. High-power microscopy can present problems on the production line as the field-of-view is small, and the tight focal plane can com-plicate the measurement process. Optical microscopy is limited in resolution by the diffraction limit and therefore cannot typically resolve features below 200 nm. When used for certain applications, opti-cal microscopy can provide a wealth of
measurement information with very high repeatability and a short measurement time. This measurement technique affords the benefit of being able to measure in reflec-tive or transmission modes, making it quite flexible across a range of materials. Special setups can be implemented when necessary to measure features in 3-D using techniques such as depth-from-focus and stereoscopy.
Stylus profilometry is also used in small-feature characterisation. Atomic force microscopy (AFM) tends to offer high resolutions on the order of nanometers, but it suffers from slow measurement speed and limited measurement range. Other stylus profilometers offer greater measurement ranges but are limited by the radius of the stylus tip (normally on the order of a cou-ple of microns). As the stylus must make contact with each point on the measured surface in order to generate a 3-D profile, measurements can take a significant amount of extra time compared with other methods.
SEM can often provide the best measure-ments at the micron and nano scale. Mod-ern SEMs can offer resolutions down to just a few nanometers and offer high accuracy
and repeatability. However, this kind of microscopy is not suited to production lines as it involves a high vacuum and slow measurement times; it is normally found in R&D environments. For high-resolution measurements, nonconductive materials usually must be coated with a conductor, also making the technique less suitable for manufacturing lines in the medical device markets.
When measuring small holes, many considerations must be taken into account. First, the choice of measurement system and technique often will depend on the workpiece materials. Transparent materials are inherently difficult to characterise using optical microscopy, for example. In such
cases, special techniques such as differential interference contrast must be used at greater expense and complexity than traditional brightfield microscopy. Measuring holes in semitransparent and opaque materials tends to be much simpler using the trans-mission brightfield technique. However, this becomes more complicated when the hole is blind. In certain cases, semitranspar-ent materials will have an advantage when measuring a blind hole, as it is still possible to form an image with good contrast. For opaque materials, reflective brightfield microscopy often produces the best results.
Having chosen a suitable technique, the next consideration is measurement resolu-tion and uncertainty. In a 2-D measurement in an optical system, the most important considerations should include camera resolution, illumination and distortion of the image by the optics. Modern micro-scope optics are optimised to minimise field distortion and colour errors and are suitable for high-accuracy measurements. The mini-mum measurement uncertainty should be at least half of the minimum design tolerance of the feature to be measured; thus, the
minimum repeatable measurement of small holes using optical microscopy is in the region of 1 μm in most instances. For stylus measurements, it is the tip radius and shape that will define the system’s minimum hole measurement capabilities.
Finally, the surrounding environment is an important consideration. Many materi-als will expand or contract on the order of 10 to 100 nm per Kelvin per meter. Vibra-tion also is a key concern in a high-accuracy metrology system. By stabilising the envi-ronment in which the processes are com-pleted and measurements are performed, smaller features can by produced with increased repeatability and process yield.
ConclusionCurrent medtech manufacturing trends are driving the need to drill smaller holes with increased repeatability and process yield. While there are several suitable drilling methods, such as EDM and mechanical techniques, lasers outperform them in many applications. Because it is a non-contact process, there is less need to post-process the drilled parts, and there is no mechanical tooling wear to consider. Lasers afford the user the possibility to drill holes smaller than can be achieved using other techniques (1 μm) while maintaining high throughput and economic viability. The metrology of small holes poses an interest-ing challenge, especially when considering the range of materials that can be laser drilled. Optical microscopy techniques are best suited to high-throughput manufac-turing lines, while other techniques, such as electron microscopy, provide high-res-olution measurements that can be used as complementary techniques, especially in an R&D environment. 1
David Gillenis Managing Director and
David Mooreis Senior R&D Engineer at Blueacre Technology Ltd,
Aiken Business Park, Old Coes Road, Dundalk, Co
Louth, Ireland
tel. +353 42 938 6922
e-mail: [email protected]
www.blueacretechnology.com
Lasers afford the possibility to drill holes smaller than can be achieved using other techniques while maintaining throughput and economic viability.
EMDT1207 030 30 7/12/12 5:20:56 PM

emdt.co.uk European Medical Device Technology July/August 2012 | 31
SHOW PREVIEW: ORTHOTEC EUROPE
As the pace of innovation in the orthopaedic industry continues to accelerate, OrthoTec Europe launches a new platform where innovators get the opportunity to showcase emerging ideas to potential business partners.
Camilla Andersson
W hen orthopaedic professionals gather in Zürich, Switzerland, on 12 and 13 September for
the annual OrthoTec Europe event, they are joining not only a European trade-show, but a global orthopaedic commu-nity. Attracting professionals from more than 23 countries, the event offers ortho-paedic manufacturers an opportunity to learn about new products and research while networking and meeting potential
business contacts. The specialist nature of the show fosters a sense of community among the show’s visitors and exhibitors.
“OrthoTec Europe is not just a tradeshow,” says Qiaoli Vrinat, Conference Manager at UBM Canon. “It’s a forum for medical device manufacturers. They come here to get inspiration. They come here to meet experts. It’s an intensive two-day event where they can connect with suppliers…. I think it’s a unique platform.” As in the two previous years, OrthoTec Europe takes place at the Mövenpick Hotel Zürich-Regensdorf. Switzerland is a key centre for the development and manufacture of orthopaedic products. Accelerating innovationMore than ever, OrthoTec Europe 2012 will emphasise innovation. “The pace of innovation is accelerating,” says Aurore Domange, Group Event Manager at UBM Canon. “We have new technologies that allow us to produce devices quicker and quicker. OrthoTec Europe is an international platform that really highlights what is
Investment Hub Debuts at OrthoTec Europe
Conference Features Insights into Chinese MarketThe challenges and opportunities of doing business in emerging markets will be the focus of a highly anticipated conference session at OrthoTec Europe 2012. Partici-pating on the panel, Zeli Yu, Vice President of Shanghai Hail Fellow Medical Device Scientifi c Technology Co. Ltd, an IVD dis-tribution company, will discuss strategies for penetrating the Chinese market. Drawing on years of experience serv-ing with a Notifi ed Body and providing regulatory consulting services related to US FDA quality systems inspections, Yu will compare and contrast US FDA and China’s SFDA approval processes and highlight entry strategies for for-eign companies seeking to establish a foothold in the lucrative Chinese market.
In addition to best- and worst-case sce-narios, Yu will address warehouse and logistics issues, quality control conun-drums and cultural differences.A well-known fi gure in China’s medical device industry, Yu is eager to share his fi rst-hand experience with Chinese medical device manufacturers. “I’d like to take it one step further at OrthoTec Europe 2012 by not only providing advice on regulatory matters, but by delivering strategic insights,” notes Yu. “It will be my great pleasure to provide some professional suggestions to foreign medical device manufacturers on how they can avoid common pitfalls when entering the Chinese market.”
— Helen Zhang
EMDT1207 031 31 7/10/12 5:08:07 PM

32 | July/August 2012 European Medical Device Technology emdt.co.uk
SHOW PREVIEW: ORTHOTEC EUROPE
going on in the industry.” Consistent with the innovation theme, OrthoTec Europe 2012 will introduce two new features: a series of informative workshops and the Investment Hub, a venue where innovators can present their ideas to potential investors. Each 1 ½-hour workshop is designed to provide a more detailed look into a fundamental orthopaedic topic. These include cleaning validation for surgical instruments, cleaning and packaging validation of implants, design and simulation and additive manufacturing. Since its launch in 2010, OrthoTec Europe has been a space for industry professionals to learn about new orthopaedic products. The Investment Hub will complement the exhibition by providing a place for attendees to learn about products not yet on the market. Eighteen new concepts and ideas will be unveiled to potential investors and business
partners, followed by a networking session. A steering committee of industry experts will select the projects participating in the Investment Hub. The deadline for submissions is 1 August. “The keys for selection will be the capacity of the project to provide a marked improvement over the state of the art. This can be described in terms of patient benefit, cost reduction, opening of new markets or other metrics, but overall we’ll be looking at things that have a potential to markedly change the picture,” says Yves-Alain Ratron, Director, Global Research Tornier, and member of the steering committee. “This meeting intends to offer a large selection of projects of interest, in one place in a very short time,” says Ratron. “It also offers the possibility to [engage] in direct discussions with
potential industrial and financial partners. We feel that all parties involved should find in this forum new opportunities for business ventures.” Domange came up with the idea of the Investment Hub after speaking with attendees who would ask her where they could find innovations before they enter the marketplace. “The aim is to create an environment where ideas, partnerships and new projects can emerge,” says Domange. “You can have good ideas, but you need to develop them. The definition of innovation is a good concept that worked and was launched on the market.” 1
12–13 SeptemberZürich, Switzerlandwww.medtechinsider.com/medtec-connectionwww.orthoteceu.com
Ihr Spezialist für Teilereinigung
www.amsonic.com
Amsonic 4100/4400Lösemittel-Teilereinigungssysteme(Kohlewasserstoffe und modifi-zierte Alkohole der Klasse A3)
Amsonic AquaJet 21Spritzreinigungs- undTrocknungssysteme
Amsonic AquaLineUltraschall-Präzisionsreinigungssystem
Besuchen Sie uns an der
Zürich-Regensdorf, 12.–13.9.2012
Halle 1, Stand 305
Amsonic AG SchweizZürichstrasse 3CH-2504 Biel/BienneTel.: +41 32 344 35 00Fax: +41 32 344 35 [email protected]
www.masterbond.com
154 Hobart Street, Hackensack, NJ 07601 USA
power
EP42HT-2ND2Med Black Epoxy System
USP Class VI approved
450ºF
Adhesive Resists Repeated Sterilization
EMDT1207 032 32 7/10/12 5:08:23 PM

emdt.co.uk European Medical Device Technology July/August 2012 | 33
SHOW PREVIEW: ORTHOTEC EUROPE
Additive manufacturingArcam provides a cost-efficient additive manufacturing technique for the production of implants. Its electron beam melting (EBM) technology is used for the fabrication of CE-marked and US
FDA–compliant orthopaedic implants. The technology allows for the single-step production of solid and porous sections (trabecular structures). More than 20,000 EBM-manufactured acetabular cups with trabecular structures for improved osseointegration have been implanted to date. EBM is also appropriate for the production of augments, femoral stems and spinal cages. ArcamStand 411
Implant testingEmpirical Testing Corp. (ETC), a US-based company focusing on mechanical testing of orthopaedic products, is turning its attention to the global medical device community with an exhibit at OrthoTec Europe. ETC performs testing in accordance with international test standards and customer-specific protocols, and is accredited to ISO/IEC 17025:2005 through the American Association for Laboratory Accreditation. In addition to mechanical testing, ETC offers testing methodology
and protocol generation, device and package evaluation, validation and testing, sterilisation and contamination validation and testing, quality systems and documentation development and regulatory submission assistance, among other resources. Empirical Testing Corp.Stand 100
Biomedical textilesThe OEM division of Cousin Biotech applies expertise in textile-fibre processing to the development of devices adapted to specific customer requirements. The products are manufactured in a cleanroom. Biomedical textiles are especially suitable for orthopaedic applications because of their flexibility and adaptability, meaning that the implanted device helps maintain patient mobility following the procedure. The implantable textile is created from a knitted, braided, woven or nonwoven structure. The materials come in multi- or monofilament form and are resorbable or nonresorbable.
Biomedical textiles can be assembled with one another or with metal components, PEEK or silicone by means of stitching, welding, gluing or splicing to form the final implantable device. The technology is chosen depending on the technical properties of the device.Cousin BiotechStand 205
Precision manufacturingValtronic has opened a new building for orthopaedic and precision mechanical manufacturing. The company offers a variety of manufacturing services,
including passivation, anodisation, laser marking, specialised surface treatments, laser or electron beam welding, plastic moulding, packaging and sterilisation. It also has design capabilities. Examples of orthopaedic implants produced by Valtronic include screws, plates, rods, connectors and caps. Valtronic can provide a preproduction run of qualifying products.Valtronic Stand 211
Implantable componentsParagon Medical is a tier-one turnkey supplier of products and services for implantable components, surgical instrumentation, cases and trays. The company manufactures a range of instruments and implantable components, from anchors and screws to complex multi-assembly instruments. Paragon Medical’s Orthopaedic Instrument Global Design Centre is designed to leverage its existing capabilities while closing the loop between development and manufacturing and enable extensive collaboration between Paragon engineers and its customers’ development teams.Paragon MedicalStand 405
Exhibition Highlights
EMDT1207 033 33 7/10/12 5:10:03 PM

34 | July/August 2012 European Medical Device Technology emdt.co.uk
The medical device manufacturing industry will have a new rendez-vous, when the World Medtech Forum Lucerne (WMTF) debuts at the Lucerne Exhibi-tion Centre in Switzerland. Scheduled for 25 to 27 September 2012, the event combines an exhibition, conference and various expert meetings. “With the World Medtech Forum Lucerne, we have created a platform that is completely dedicated to the needs of the medi-cal industry,” says Peter Biedermann, CEO of the Medical Cluster and a mem-
ber of the WMTF project development team. “For our very first event this year, we expect 240 exhibitors, 360 congress participants and 5000 visitors from Europe, the Americas and Asia.”
According to Project Manager Fabi-enne Meyerhans, approximately 3000 visitors will come from Switzerland with
the remainder hail-ing from Germany, France, Italy, the United Kingdom, the United States, Japan and points north, south, east and west. The event primarily will offer“Swiss medtech
suppliers an opportunity to present new products to an audience of national and international manufacturers of medical devices,” says Meyerhans. “But some international organisations and compa-nies have registered to exhibit, as well.” Part of the attraction, adds Meyerhans, is the ability to meet some 240 quali-fied suppliers in a single location. “Our concept fosters an interdisciplinary exchange among all stakeholders. The Center of Attention and Swiss Lounge, to cite two examples, support this idea. The trade show also features one-on-one partnering, a Start-up Park and various workshops,” says Meyerhans. An exclu-sive opening event, Medtech Night, is also scheduled.
Switzerland Welcomes Global Medtech Community to First International Medical Technology Forum in Lucerne
SHOW PREVIEW: WORLD MEDTECH FORUM LUCERNE
EMDT1207 034 34 7/10/12 5:11:27 PM

emdt.co.uk European Medical Device Technology July/August 2012 | 35
SPONSORED CONTENT
HIGH MEDTECH DENSITYSwitzerland is consid-ered to have the high-est density of medical technology companies of any country in Europe. More than 700 Switzerland-based companies manufacture medical devices, instruments and consumables that are exported world-wide. In recent years, exports of medical products have reached parity with the prestigious watch industry, accounting for approximately 5% of Swiss exports.
According to Biedermann, there are four top destinations in Switzerland rec-ognised throughout the world: Geneva, Interlaken, the Matterhorn and Lucerne. “Since the Matterhorn doesn’t seem to be—for obvious reasons—a suitable location for an event like this, consensus was reached on Lucerne. It has every-thing we need to attract global visitors: beautiful scenery, lakes, mountains, a superb congress infrastructure, top accommodations and wonderful leisure possibilities,” he says.
CONFERENCE HIGHLIGHTS MEDTECH MARKET ENTRY STRATEGIESFocusing on global market entry strate-gies, each day of the three-day confer-ence will highlight a single important market. Market data and expert infor-
mation on permit
procedures, refund mechanisms and gen-eral legal requirements
will provide attendees with vital information for
making decisions involv-ing export projects. During
workshops and individual discussions, participants will have the opportunity to meet national experts and potential sales partners.
Meyerhans says that approximately 400 attendees are expected at the three-day conference. The con-gress is organised by the export platform Medtech Switzerland, the strategic partner for the conference. “Our main responsibility was to identify interesting conference topics, draft a programme, and iden-tify and contact potential speakers,” says Patrick Dümmler, CEO of Medtech Switzerland. “Confirmed speakers from leading companies and organisa-tions will provide par-ticipants with valuable insights into the current developments and challenges of the global medtech markets.”
WMTF also supports the objectives of Medtech Switzerland as an export platform. According to Dümmler, Swiss medical technology enjoys a first-rate reputation around the world. He says that the three-day forum offers Medtech Switzerland an excellent opportunity to invite foreign delegations to Switzerland and connect them with potential cus-tomers. “The world famous old wooden bridge and Lake Lucerne symbolise the spirit of the World Medtech Forum: We want to link medtech knowledge and
people from all over the world in an inspiring setting,” explains Dümmler.
MEDISIAMS AND WMTF JOIN FORCESAn important milestone on the path to building a successful medtech event was the integration of the Swiss microtech-nology supplier trade fair MediSIAMS, says Meyerhans. “It is extremely impor-tant that as many companies as possible join forces from the beginning,” she stresses. “Especially in economically dif-ficult times, intensive market cultivation is important. The World Medtech Forum
Lucerne takes place at the right time. By combining the only two Swiss trade fairs that focus purely on medtech, multiple resources can be pooled, creating a powerful plat-form where the entire supplier industry can present itself to interna-tional manufacturers.”
Event partners include ETH Zurich, Empa, the University of Bern, CSEM, EUResearch and the Fachhochschule Nord-westschweiz (University of Applied Sciences and Arts,
Northwestern Switzerland), ensuring that science and research centres have a strong representation. The Federal Com-mission for Technology and Innovation (CTI) is also using WMTF as a platform, and the Precision Cluster is participating as a supporting partner.
Swiss cantons Lucerne, Aargau and Solothurn, among others, will organise shared stands to showcase indigenous medical device companies. Germany, Austria and Canada will have similar pavilions.
For more information and a current conference programme, go to www.medtech-forum.ch.
Fabienne Meyerhans, Project Manager, World Medtech Forum Lucerne.
EMDT1207 035 35 7/10/12 5:11:43 PM

36 | July/August 2012 European Medical Device Technology emdt.co.uk
SHOW PREVIEW: WORLD MEDTECH FORUM LUCERNE
Precision machiningDiener Precision Machining is specialised in the machining of precision components for use in medical instruments and implants. Extensive, validated processes guarantee that all customer requirements are met. Titanium, high-alloy steels and aluminium are processed. Core services include the turning, milling and drilling of complex products. Laser marking of all components is available on request; two cleanrooms are on site. A large number of the manufactured products are exported, mainly within Europe and to the United States. The firm is certified to ISO 13485. Diener Precision Machining AGHall 2a, Stand A 105
Power supplyA manufacturer of electronic and electrical components, Schurter will present power sockets and power entry
modules with and without power-line filters for use in a broad range of medical electrical equipment at the World Medtech Forum in Lucerne. These
products fulfill the requirements of the base standard, IEC/UL 60601-1, for medical electrical systems and generally can be used in most equipment without additional testing. Of special note for medical applications is Schurter’s V-Lock cord retainer, a simple and attractive alternative to brackets. A notch on the power socket interlocks with a special latch on the connector, preventing the cord from being pulled out of the socket unintentionally.Schurter AGHall 2a, Stand C157
PETG film extrusionMedipack offers high-quality blister packaging, packaging services and heat
Exhibition Highlights
WMTF / Medisiams Lucerne
EMDT1207 036 36 7/10/12 5:15:16 PM

emdt.co.uk European Medical Device Technology July/August 2012 | 37
provides customer-specific packaging development, cleaning and assembly; primary packaging in pouches, blisters and ampoules under cleanroom conditions; final packaging and coding; and sterilisation services and validation. The firm is part of the Swiss Ivers-Lee group, which has been providing an array of packaging services to the healthcare industry for 65 years.IL-MedTec LtdHall 2a, Stand D170
Machine toolsA supplier of custom machining products for value-added medical work pieces, Willemin-Macodel will showcase
sealing machines to the medical device industry. To meet increasingly stringent requirements in terms of cleanliness, production conditions and traceability of raw materials, the company has expanded its core business to include PETG film extrusion. PETG combines transparency, sterilisation resistance and thermoforming and sealing properties.
The company’s specialisation in the use of PETG is expected to improve product quality, as no foreign particles are introduced into the system. The most important elements of the extrusion process are automated, so that even small, ultra-high-quality production runs can be performed to tight tolerances. To protect the PETG film from contamination, the process runs under controlled conditions in a cleanroom. The production unit is currently in the test phase.Medipack AG Hall 2a, Stand A103
Packaging servicesIL-MedTec Ltd specialises in the packaging of medical devices such as implants and surgical instruments under cleanroom conditions according to EN ISO 13485. The company
Sphinx Tools Ltd.
Gewerbestrasse 1
CH-4552 Derendingen
Phone +41 32 671 21 00
Fax +41 32 671 21 11
www.sphinx-tools.ch
Swissmade tools
Your partner in Medical Technology
EMDT1207 037 37 7/10/12 5:15:22 PM

38 | July/August 2012 European Medical Device Technology emdt.co.uk
WORLD MEDTECH FORUM LUCERNE
various medical parts fabricated on its machining centres, including biopsy forceps and cervical plates. The firm can also manufacture dental implants, bridges, hip implants, bone plates and screws, spinal hooks, surgical forceps and scissors. In addition to the medical and dental industries, the machine tool supplier manufactures micromechanical components and serves the aviation, aerospace and moulding industries. A personalised service, from initial feasibility studies to support of the machining centre during its life cycle, is part of the firm’s commitment to its customers. Willemin-Macodel SAHall 2, Medisiams
Research and developmentThe Swiss Federal Laboratories for Materials Science and Technology, Empa has long-standing experience and in-depth know-how in the area of medical technologies, particularly in bringing the latest research results to market by teaming up with industry partners. The company is active in the development, design and production of medical textiles and implant materials. Properties such as
mechanical value, corrosion resistance, morphology and in vitro biological response are characterised and evaluated in detail. Empa’s goal is to enhance the innovative edge and competitiveness of the Swiss medtech industry as well as
to improve quality of life for the public at large. The firm will participate in the Center of Attention during the World Medtech Forum in Lucerne, a platform for an informal and interdisciplinary exchange between research institutes at clinics, universities, technical colleges and the medical technology industry.Empa Location: Center of Attention
Cendres+Métaux SA to Present CAD/CAM ProjectCendres+Métaux SA will be participating in the Speaker’s Corner, organised and hosted
by the Swiss Precision Cluster. On each day of the World Medtech Forum, the Speaker’s
Corner will address a particular topic relevant to medical technology and precision
manufacturing. On Wednesday, 26 September, when trends in the dental market will be
highlighted, Cendres+Métaux will present its innovative CAD/CAM project—an open,
modular and high-quality system.
Over several decades, Cendres+Métaux has built up consi derable know-how in the
processing of small parts made from titanium and precious metal alloys. Its dental
division develops, produces and sells precious metal alloys for dental crowns and
bridges as well as attachments for the functional and aesthetic fixturing of dentures.
The firm also manufactures an assortment of endodontic dentistry products.
Cendres+Métaux
Location: Speaker’s Corner
CLOSE UP
MPS is your specialist for
Micro Precision Systems AG
MPS Micro Precision Systems AG
Contact:
MPS develops and manufactures
EMDT1207 038 38 7/10/12 5:15:35 PM

emdt.co.uk European Medical Device Technology July/August 2012 | 39
Liquid crystal polymersDyconex has developed ultra-high-density liquid crystal polymer (LCP) substrates for medical implant applications. The company strengthened its technology portfolio in late 2011 by acquiring several state-of-the-art technology assets. By combining these assets with its existing expertise in LCP technology, the company is able to fabricate multilayer designs
with 20-μm features. The technology was initially developed for a customer’s family of active implantable bionic devices. The product line is currently in the early ramp-up stage.Dyconex AG, an MST companyHall 4, Stand B432
Materials testingThe RMS Foundation is an independent lab specialised in the testing and investigation of materials and products for medical applications. Prototypes of new implants are tested at the firm’s in-house lab to evaluate strength, fatigue, and wear and corrosion resistance. For the manufacturing sector, RMS performs quality checks on raw materials and semifinished products. Equipped with best-in-class systems, the company’s tools enable structural investigations by means of light and electron microscopy, analyses
of chemical compositions, static and dynamic testing of products, functional tests, surface analysis, proof of cleanliness and detection of impurities. RMS is certified to ISO 9001 and select standard investigations are accredited to ISO/IEC 17025.RMS FoundationHall 2A, Stand A113
Cendres+Métaux SAP.O. BoxCH-2501 Biel/Bienne
Phone +41 58 360 20 00Fax +41 58 360 20 13www.cmsa.ch/medical
Medical
Cendres+Métaux has more than 125 years of experience in refi ning, casting and processing precious metals. Our core competence lies in producing high-accuracy components out of precious metals and titanium. Biocom-patible precious metal fi ne wires, strips, sheets and bars as well belong to our wide range of customized products. Our wires offer an excellent radiopacity, are bio compatible
and thus perfectly ap-plicable for long-term implantable uses. They exhibit a completely even surface and maintain the tightest tolerances. So if you’re interested in high-quality, fully biocompatible, homogenous, radiopaque precious metal fi ne wires, bars or strips your search stops here.
www.cmsa.ch/medical
+ We create more quality of life out of engineering and services.
+ From Idea to Solution. + From Semi-fi nished to fi nished products. + From Engineering to Packaging.
All from one source, under one roof.
EMDT1207 039 39 7/10/12 5:15:57 PM

40 | July/August 2012 European Medical Device Technology emdt.co.uk
MARKETPLACE: ENGINEERING INSIGHT
Listen to Your Heart
CARDIAC DISEASE is a major cause of death. Wearable heart monitoring sensors could become an important tool for cardiac patients, ensuring continuous monitoring during daily life. This is essential for an accurate diagnosis of heart problems and for life-saving interventions.
Due to this large market potential, com-panies and research institutes are developing products and research prototypes of wear-able heart monitoring sensors. The aim is to make wearable, easy-to-use and ultralow- power (ULP) sensor systems with a long battery lifetime.
One-month lifetimeImec (Leuven, Belgium; www2.imec.be) and the Holst Centre (Eindhoven, Nether-lands; www.holstcentre.com) are develop-ing technologies for wearable sensor systems. Recently, an ECG patch research prototype was released that combines a ULP ECG system-on-chip (SoC) with a Bluetooth Low Energy (BTLE) radio. The integration of a standardised BTLE radio is important for a commercial breakthrough of sensor systems. Newly released smartphones will include a BTLE radio, which makes it possible to communicate with BTLE-enabled sensor devices.
The innovative design of the new prototype ensures low power consump-tion. The ECG patch can compute beat detection and transmit heart rate during one month on a 400 mAh Li-Po battery.
System building blocksThe main components of the ECG patch demonstrator are a dedicated mixed-signal ECG SoC (imec) and a commercial BTLE SoC (Texas Instruments).
The ECG SoC has three main building blocks. First, the analogue front-end sup-ports concurrent 3-channel ECG monitoring with 1-channel impedance measurement and band-power extraction. The second component is the 12-bit analogue-to-digital (ADC) converter. This ADC is capable of compressing the ECG data by a factor of 5. This reduces the power consumption related to data processing and transmission. Third, a dedicated ultralow-power digital signal processor (DSP) is used for on-board signal processing. It uses an SIMD processor archi-tecture, a hardwired accelerate unit, effective
duty cycling, instruction cache and clock gating scheme. This DSP performs multichannel ECG processing with additional signal filter-ing, ECG feature extraction, analysis and motion artifact removal.
Els Parton, imec, Leuven, Belgium; Julien Penders, Holst Centre, Eindhoven, Netherlands
The development of small user-friendly sensors will enable an individualised and preventive approach to medicine and a delocalisation of care from hospitals to home. Recently, an ECG patch was developed that demonstrates the strength of combining a dedicated ultralow-power ECG system-on-chip with a standardised Bluetooth Low Energy technology. It overcomes drawbacks of previous systems regarding wearability, standardisation and lifetime.
Medical application
Healthcare application
Lifestyle application
AFE DSPADC
Mixed-signal ECG SoC
This ECG prototype combines ultra-effi cient
electronics with standard wireless communication
(Bluetooth Low Energy). When streaming heart rate, it
has one-month autonomy on a single battery charge.
The ECG patch demonstrator makes use of a dedicated mixed-signal ECG system-on-chip that consists of an analogue
front-end (AFE), analogue-to-digital converter (ADC) and ultralow-power digital signal processor (DSP).
EMDT1207 040 40 7/10/12 5:17:32 PM
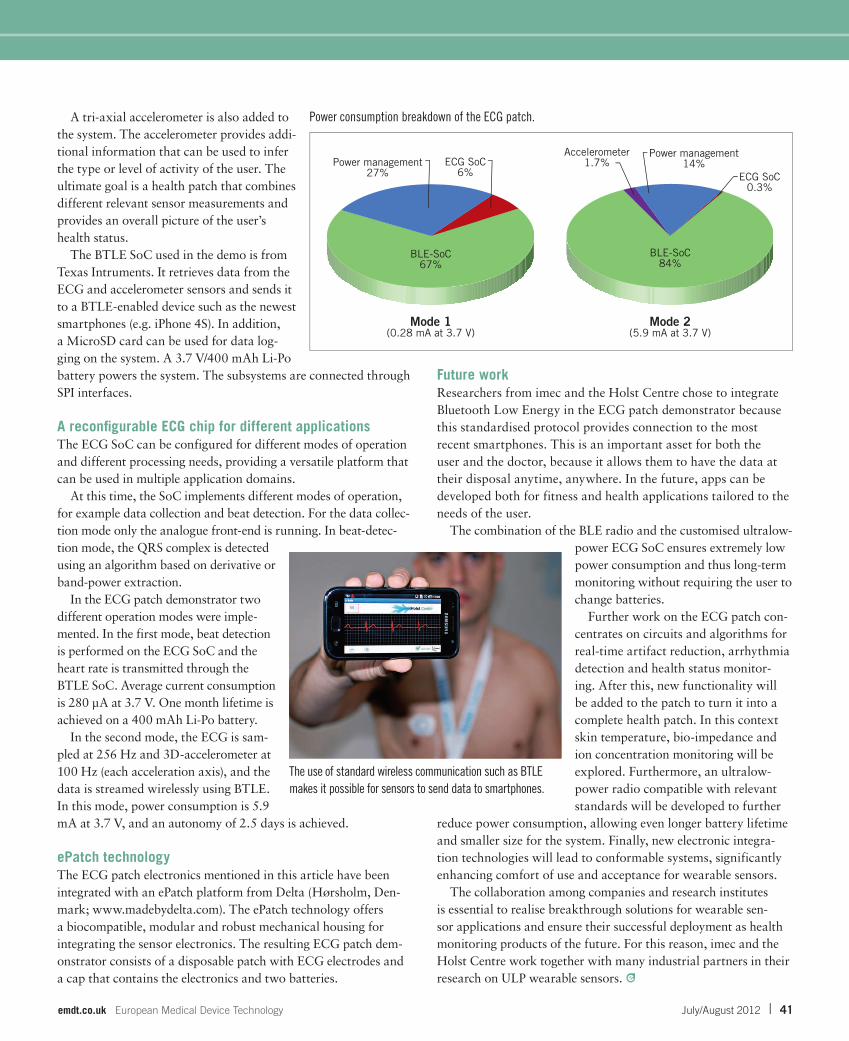
emdt.co.uk European Medical Device Technology July/August 2012 | 41
A tri-axial accelerometer is also added to the system. The accelerometer provides addi-tional information that can be used to infer the type or level of activity of the user. The ultimate goal is a health patch that combines different relevant sensor measurements and provides an overall picture of the user’s health status.
The BTLE SoC used in the demo is from Texas Intruments. It retrieves data from the ECG and accelerometer sensors and sends it to a BTLE-enabled device such as the newest smartphones (e.g. iPhone 4S). In addition, a MicroSD card can be used for data log-ging on the system. A 3.7 V/400 mAh Li-Po battery powers the system. The subsystems are connected through SPI interfaces.
A reconfi gurable ECG chip for different applicationsThe ECG SoC can be configured for different modes of operation and different processing needs, providing a versatile platform that can be used in multiple application domains.
At this time, the SoC implements different modes of operation, for example data collection and beat detection. For the data collec-tion mode only the analogue front-end is running. In beat-detec-tion mode, the QRS complex is detected using an algorithm based on derivative or band-power extraction.
In the ECG patch demonstrator two different operation modes were imple-mented. In the first mode, beat detection is performed on the ECG SoC and the heart rate is transmitted through the BTLE SoC. Average current consumption is 280 μA at 3.7 V. One month lifetime is achieved on a 400 mAh Li-Po battery.
In the second mode, the ECG is sam-pled at 256 Hz and 3D-accelerometer at 100 Hz (each acceleration axis), and the data is streamed wirelessly using BTLE. In this mode, power consumption is 5.9 mA at 3.7 V, and an autonomy of 2.5 days is achieved.
ePatch technologyThe ECG patch electronics mentioned in this article have been integrated with an ePatch platform from Delta (Hørsholm, Den-mark; www.madebydelta.com). The ePatch technology offers a biocompatible, modular and robust mechanical housing for integrating the sensor electronics. The resulting ECG patch dem-onstrator consists of a disposable patch with ECG electrodes and a cap that contains the electronics and two batteries.
Future workResearchers from imec and the Holst Centre chose to integrate Bluetooth Low Energy in the ECG patch demonstrator because this standardised protocol provides connection to the most recent smartphones. This is an important asset for both the user and the doctor, because it allows them to have the data at their disposal anytime, anywhere. In the future, apps can be developed both for fitness and health applications tailored to the needs of the user.
The combination of the BLE radio and the customised ultralow-power ECG SoC ensures extremely low power consumption and thus long-term monitoring without requiring the user to change batteries.
Further work on the ECG patch con-centrates on circuits and algorithms for real-time artifact reduction, arrhythmia detection and health status monitor-ing. After this, new functionality will be added to the patch to turn it into a complete health patch. In this context skin temperature, bio-impedance and ion concentration monitoring will be explored. Furthermore, an ultralow-power radio compatible with relevant standards will be developed to further
reduce power consumption, allowing even longer battery lifetime and smaller size for the system. Finally, new electronic integra-tion technologies will lead to conformable systems, significantly enhancing comfort of use and acceptance for wearable sensors.
The collaboration among companies and research institutes is essential to realise breakthrough solutions for wearable sen-sor applications and ensure their successful deployment as health monitoring products of the future. For this reason, imec and the Holst Centre work together with many industrial partners in their research on ULP wearable sensors. 1
Mode 1(0.28 mA at 3.7 V)
BLE-SoC67%
BLE-SoC84%
Power management27%
Power management14%ECG SoC
6%
Accelerometer1.7%
ECG SoC0.3%
Mode 2(5.9 mA at 3.7 V)
The use of standard wireless communication such as BTLE
makes it possible for sensors to send data to smartphones.
Power consumption breakdown of the ECG patch.
EMDT1207 041 41 7/10/12 5:17:45 PM

MARKETPLACE
42 | July/August 2012 European Medical Device Technology emdt.co.uk
First Look A roundup of noteworthy new materials, components and equipment suited for medical technology applications
Medical and industrial displays get iPad-inspired makeover
Projective capacitive (PCAP)–integrated TFT displays have been introduced by andersDX for nonconsumer
device makers seeking to mimic the look and feel of an iPad. The
devices are available with display sizes ranging from 4.3 to 15 in. and in WQVGA to WXGA resolutions. Requests for MVA and IPS wide viewing technology can also be accommodated.
An optically bonded black border cover lens provides a sleek flush finish. Available with single or multitouch options, the displays have been designed for seamless integration with existing and new product designs, says the company. Connections are made through an i2C interface and no recalibration is required.
The displays are offered with customised, decorated cover glass or PMMA for enhanced front panel styling and can include printed logos, cutouts for buttons, speakers, hardbuttons, rounded edges, and LED illumination.andersDXLondon, UK +44 2073 887 171
www.andersdx.com
Sterilisable polypropylene contributes to cost savings in medical applicationsHeat-stabilised polypropylene (PP) from Quadrant withstands repeated steam and autoclave sterilisation cycles thanks to its deflection temperature (HDT) > 149°C under 0.455 MPa load (66 psi). Resistant to cleaning agents, disinfectants and various solvents, the material is suitable for the fabrication of surgical trays, caddies and instrument components routinely used in life science applications. Such parts are often difficult to produce by injection moulding, owing to their complexity and the need to use high viscosity resin, says Quadrant.
The Proteus LSG HS PP material is supplied in plate form. The production process involves a proprietary heat-treatment phase, which increases HDT, improves machinability and optimises dimensional stability. The material is described as a cost-effective alternative to polyphenylsulphone (PPSU) in cases where temperature resistance is less critical, but resistance to repeated sterilisation cycles is still needed.
Quadrant LSG stock shapes are tested and evaluated for
biocompatibility according to ISO 10993. The plates are available in white and black, and in thicknesses of 25.4, 38.1 and 50.8 mm.Quadrant Engineering Plastic ProductsLenzburg, Switzerland +41 62 885 8150
www.quadrantplastics.com
Qosina launches one-handed haemostasis valve y connectorQosina has introduced a one-handed haemostasis valve y connector that allows independent manipulation of multiple guidewires. The one-handed control lever action allows for lock and release with light fingertip pressure for three positions; open, semi-open and closed. A click clearly identifies the valve position by acoustic and tactile feedback, enabling easy and efficient operation. The housing is made from polycarbonate and polyoxymethylene, which have high clarity and temperature resistance. The silicone valve fits 0 to 9 FR guidewires and aids in controlling backflow. The rotating male luer lock minimises tubing kinks, while the female luer lock sideport provides the ability to flush out the line or check pressure.
Wire lock adapters work in conjunction with the haemostasis valve for applications involving multiple guidewires. These adapters feature an integrated lock and release function, which enables independent wire manipulation by utilising one or more adapters. QosinaEdgewood, NY, USA +1 631 242 3000
www.qosina.com
EMDT1207 042 42 7/12/12 5:22:26 PM

emdt.co.uk European Medical Device Technology July/August 2012 | 43
Planetary gearheads feature preloaded ball bearingsA provider of high-precision drives and systems has introduced a series of planetary gearheads. The GP 26 A gearheads close the gap that previously existed between the 22- and 32-mm diameter products in the range of power-optimised gearheads, according to
the company. Particularly significant improvements over the previous generation are the higher permissible loads.
The following features are responsible for the power increase, according to the company: the integration of robust, preloaded ball bearings; optimised gearhead geometry; high permissible motor speed; and optimised dimensions of the output shaft. This gearhead is part of a modular system and is available in one-stage to three-stage versions, with a total of nine different reduction ratios, from 5.2:1 up to 236:1. The maximum continuous torque of the one-stage version is 0.75 Nm; the three-stage version is 4.5 Nm. The short-term torques are 1.1 Nm and 6.2 Nm, respectively. Thanks to the preloaded ball bearings, the tempered, rust-free output shaft has no axial play.
Within the maxon motor modular system, the new GP 26 A gearhead can be combined with five different motor types. For the control functions, various 1- and 4-quadrant controllers, as well as positioning controllers, are available.maxon motorSachseln, Switzerland +41 41 666 1500
www.maxonmotor.com
TUV 13485 certified quality assurance, unparalleled design expertise and 30 years of ultrasonic technology excellence...
it all comes down to this.
INTROTEK’S newest innovative design, the miniature air-in-line bubble sensor, represents next-generation pulse-type ultrasonic circuitry for today’s advanced medical, portable and wearable devices. The Mini is developed to TUV certification standards to ensure highly reliable, low cost, non-invasive air detection.
Introtek’s Mini – The world’s smallest ultrasonic air bubble sensor
For unsurpassed commitment to design excellence,
process integrity and patient safety, specify Introtek
ultrasonic sensors.
EMDT1207 043 43 7/12/12 5:22:42 PM

44 | July/August 2012 European Medical Device Technology emdt.co.uk
SpotlightMARKETPLACE
1 MicrofluidicsAxxicon Moulds Eindhoven provides high-precision mould manufacturing. The company produces lab-on-disc systems in cooperation with diagnostics and life science companies. Pro-viding a full range of services, the company offers design, prototyping, testing, consulting, engineering, tool design, mass production and automation services.Axxicon Moulds Eindhoven B.V.Eindhoven, Netherlands
+31 49 949 4450
www.axxicon.com
2 Multicomponent injection moulding
In addition to processing dif-ferent thermoplastic materials using multicomponent injec-tion moulding technology, Raumedic also offers silicone moulding. Special expertise has been developed in combin-ing both materials. Raumedic offers multicomponent injection moulding under cleanroom conditions compliant with ISO 14644; quality systems are certified to ISO 13485 and ISO 9001. Raumedic AGHelmbrechts, Germany +49 9252 3590
www.raumedic.com
3 Silicone components
ET Elastomer Technik produces high-end components from liquid silicone rubber (LSR), including breathing masks, bags, balloons, seals and short- and long-term implants. Its cleanroom technology, certified to EU GMP Class D and ISO 154644-1 (Class 8), enables the production of complex and sensitive silicone components in a sterile environment. The firm operates its own injection mould construction unit.ET Elastomer Technik GmbHEllhofen, Germany +49 9732 788 650
www.elastomer-technik.com
4 Liquid silicone rubber moulding
Liquid silicone rubber (LSR) is sufficiently flexible to be used in the moulding of low-volume single-cavity prototype com-ponents as well high-volume fully automated production. An ISO 13485–certified company, Primasil produces liquid silicone injection moulded parts and platinum-cured silicone extru-sions. Assembly and packag-ing work is conducted in three separate areas with ISO Class 7 cleanroom facilities.Primasil Silicones LtdWeobley, UK +44 1544 312 600
www.primasil.com
3 4
2
1
Moulding
EMDT1207 044 44 7/10/12 5:20:25 PM

emdt.co.uk European Medical Device Technology July/August 2012 | 45
5 Composite moulding
Offering new product develop-ment and contract manufactur-ing services, Composites Busch follows good manufacturing practices and works to US FDA and ISO 13485 standards. The company’s composite moulding process is applied to the pro-duction of a variety of medical devices used in the orthopaedic, surgical and dental sectors.Composites Busch SAPorrentruy, Switzerland
+41 32 465 7030
www.compositesbusch.ch
6 Silicone fittings Moulded silicone fittings sup-plied by NewAge Industries for medical, laboratory, R&D, biomedical and pharmaceutical applications consist of tubing and moulded tri-clamp ends that are designed to be all-in-one parts to reduce end-user assembly time and improve cleanliness. The silicone tubing and fittings are custom moulded from USP Class VI silicone elas-tomers. The tubing and fittings are autoclavable, sterilisable and reusable.NewAge Industries Inc.Southampton, PA, USA +1 215 526 2300
www.newageindustries.com
6
5
32300Introducer Needle, Super Sharp Tip with Protector,
Thin Wall18 G x 2.75 inch (70 mm)
SS, PP, LDPE
Tip Detail
12135Saf-T Cube
Needle Holder with Double Sided
AdhesiveEVA, PP
EMDT1207 045 45 7/10/12 5:20:39 PM

MARKETPLACE
In Focus
46 | July/August 2012 European Medical Device Technology emdt.co.uk
Connectors for harsh environmentFischer Connectors has introduced the Fischer UltiMate Original Series line for a broad range of harsh environment applications. The rugged, compact, lightweight and sealed connectors and cable assemblies can withstand severe environmental, industrial and chemical conditions. In the medical device arena, the connector has been used in artificial heart devices. The main features of the new UltiMate Original Series include a rugged, miniature and ultralight design;
extremely robust keying; shock and vibration resistance; shielding; and sealing performance rated to IP68/69K. Four robust mechanical codings allow easy mating even in the dark and are designed to prevent misconnection. The push-pull connector is available in a range of body styles, sizes and configurations including multipole contacts numbering from two to 42. The compact design makes the connectors suitable for use with devices that have restricted space requirements.Fischer ConnectorsSt-Prex, Switzerland +41 21 800 9595
www.fischerconnectors.com
Circular plastic connectorsLemo and its associated Redel brand offer the new Redel XP connector with high-density contacts. The connector is available with up to 22 contacts in an ergonomic, sculpted shell with thumb grip. The circular plastic connectors are especially adapted for medical electronic and test and measurement applications. The connectors withstand operating temperatures between -50° and 170°C.
The XP series offers additional fea-tures such as a recessed latch sleeve within the connector body to enhance shock resistance and withstand repeated sterilisation cycles. The complete connec-tor, including the contact configuration, can be assembled from spare parts.Lemo S.A.Ecublens, Switzerland +41 21 695 1600
www.lemo.com
Connectors and lead wiresContract manufacturer Plastics One offers high-quality, durable connectors and cable assemblies. The company manufactures and assembles innovative devices for patient diagnostics and monitoring, nerve integrity monitoring and hearing enhancement; cables for sleep and respiratory studies are also produced. The 80,000-sq-ft facility includes an in-house design department equipped
with 3-D software, a mouldmaking shop and an injection moulding department. All of the company’s products are designed in adherence to ISO 9001:2008 requirements, and all operations are performed at the firm’s US facility.Plastics One Inc. Roanoke, VA, USA +1 540 772 7950
www.plastics1.com
System Combines Optical and Electrical Signalling in Single ConnectorMolex Inc. has introduced the MediSpec Hybrid Circular MT Cable and Receptacle System, an integrated optical and electrical product that reduces the number of connectors required in medical equipment and devices. The multifunctional connector has three configurable MT ferrule–compatible ports for a combination of copper or fibre media carrying electrical power, low-speed copper signalling, optical data or video signals.
The MediSpec Hybrid Circular MT system offers a more-streamlined approach to medical system design and is suitable for a variety of applications including robotic surgery, neurosurgery, orthopaedic surgery, diagnostic imaging, optical coherence tomography, guidance/illumination/navigation, interventional energy lasers and pic-ture archiving and communication systems (PACS).Molex Deutschland GmbHWalldorf, Germany +49 6227 309 10
www.molex.com
Connectors and Wires
EMDT1207 046 46 7/12/12 5:23:46 PM

Exhibition and Conference
The International
Exhibition and Conference
of Manufacturing and
Automation Technology,
Materials and Outsourcing for
Medical Device Manufacturers
Based in Ireland
www.medtecireland.com
Sponsored by:
For more information and to register, please visit:
EMDT1207 047A 47A 7/12/12 5:23:53 PM

MARKETPLACE
In Focus
48 | July/August 2012 European Medical Device Technology emdt.co.uk
Medical-grade filtersMedical-grade flat fabric filters from Pneuline Supply are welded into the housing to prevent the filters from collapsing. These filters combine various housing materials with a range of fabric selections. They can be used for filtering gases and fluids including numerous chemicals. The firm offers a combination of barb fittings for various tubing diameters. Bodies can be moulded from nylon, polycarbonate, glass-filled polypropylene and PVDF materials; and filter materials include nylon, polyester, polypropylene and PVDF. The welded filters range in size from 1 to 250 μm in nylon and polyester.
The company also offers a selection of polypropylene and PDVF filters ranging from 105 to 250 μm. Pneuline Supply Inc. Greeley, CO, USA +1 970 506 9670
www.pneulinesupply.com
Microfiltration devicesMicrofiltration devices manufactured by GVS respond to the demands of both liquid and air filtration in the medical environment for end-users and OEMs. The patented technology developed by GVS in the field of liquid filtration and the development of modified media ensure cost-effective, high-precision products that deliver accurate and stable flow.
The line of IV flow regulators and Easy-drop, Eurodrop and Crystaldrop products respond to specific problems, such as the inconsistent performance of roller clamps. The GVS IV flow regulator, for example, ensures a stable flow rate over 24 hours of infusion, making it suitable for critical applications. The large channels and “tri-ple labyrinth” path prevent clogging, and downstream use of the company’s Speed-flow IV filter eliminates contaminants.
For air filtration, the firm’s Air Safety division provides bespoke design and manufacturing services along with a range of proprietary devices.GVS SpAZola Predosa, Italy +39 0 5161 76311
www.gvs.com
Sterilising-grade filtrationMott Corp. has developed an all-metal filter media that performs sterilising-grade filtration to ASTM F838-05. Sterilising-grade filters are suitable for devices that require a stronger, more durable and longer lasting filtration component. They are biocompatible, impervious to solvents and
compatible with most organic compounds and complex drug chemistries. Offered in 316L stainless steel and titanium, the filters can be integrated into implantable devices.Mott CorpFarmington, CT, USA +1 860 747 6333
www.mottcorp.com
Silent-Running Cleanroom FiltersAir for Ophthalmic Device ManufacturerConnect 2 Cleanrooms has delivered a modular cleanroom to German ophthalmic device manufacturer Morcher. Specialising in intraocular lens implants, Morcher uses micromanufacturing methods to develop and fabricate implants for cataract surgery.
The company needed a clean air filtration system for its production area to achieve particle counts in accordance with ISO 14644-1 Class 7. Connect 2 Cleanrooms, which designs freestanding cleanroom systems with HEPA filtration, installed a system with built-in fan units in Morcher's facility that achieves 99.99% efficiency at 0.3 μm.
The modular cleanroom’s HEPA filtration features a combination of low sound, low wattage and a low profile. Emitting only 51 dBA, the 600 x 1210 mm HEPA filter fan unit (FFU) is described as one of the quietest FFUs available.Connect 2 Cleanrooms LtdKirkby Lonsdale, UK +44 1524 274 170
www.connect2cleanrooms.com
Filtration
EMDT1207 048 48 7/10/12 5:24:04 PM

MÖVENPICK HOTEL ZÜRICH REGENSDORF, SWITZERLAND12-13 SEPTEMBER 2012 3R
D E
DIT
ION
www.orthoteceu.com
THE ANNUAL EUROPEAN ORTHOPAEDIC
DESIGN AND MANUFACTURING
CONFERENCE AND EXHIBITION
A tailored event for orthopaedic product development leaders
Driving innovationReducing manufacturing costsAccelerating time-to-market
OrthoTec Europe Features:Over 80 international suppliers of orthopaedic manufacturing and technologiesTwo-day high level conference adressing new trends in R&D and manufacturing, global regulatory updates and new market opportunities
NEW! ORTHOTEC INVESTMENT HUB FOR ORTHOPAEDIC START-UP
Who is attending?Leading international SME and OEM managers from orthopaedic companies involved in:
Senior Technical and Corporate ManagementR&DProduction and ManufacturingProduct Development Engineering
Packaging EngineeringPurchasers / ProcurementFinancial and Legal RepresentativesInvestment
Strategic Partner: MEDTEC
Official Media Partners:
EM1207 049 49 7/13/12 1:28:57 PM

50 | July/August 2012 European Medical Device Technology emdt.co.uk
Advertiser Page Advertiser Page
ADVERTISERS INDEX
Fortimedix bv ................................................................................7 www.fortimedix.com
Innovative Europe ........................................................................52 www.lcdarms.eu
Interface Catheter Solutions ........................................................ 13 www.interfaceusa.com
Introtek International ..................................................................43 www.introtek.com
Jiuhong Medical Instrument Co. .....................................................4 www.jiuhongmed.com
L. Klein SA ..................................................................................29 www.kleinmetals.ch
Machine Solutions .........................................................................5 www.machinesolutions.com
Master Bond Inc. ........................................................................32 www.masterbond.com
Medical Extrusion Technologies Inc. ............................................ 15 www.medicalextrusion.com
MicroLumen Inc. ....................................................................25, 27www.microlumen.com
MPS AG .......................................................................................38 www.mpsag.com
MS Techniques ............................................................................36 www.ms-techniques.com
Multivac GmbH ............................................................................21 www.multivac.com
Plastics One Inc. ...........................................................................6 www.plastics1.com
Qosina Corp.................................................................................45 www.qosina.com
Riverside Medical Packaging Ltd ......................................Classified www.riversidemedical.co.uk
Sphinx Tools Ltd ..........................................................................37 www.sphinx-tools.ch
WL Gore & Associates Inc. ........................................................... 19 www.gore.com
Amsonic ......................................................................................32www.amsonic.com
Applied Plastics Co. .........................................................Classified www.appliedplastics.com
Ark-Plas Products Inc. ...................................................................4 www.ark-plas.com
Atlantic University Alliance ......................................................... 17 www.aua.ie
Azurea .......................................................................................36 www.azurea.ch
B. Braun OEM Division, B. Braun Medical ........................................9 www.bbraunoem.com
Carniaflex srl ................................................................................6 www.carniaflex.com
Cendres + Métaux ......................................................................39 www.cmsa.ch/en/Pages/default.aspx
DCA Design International ...............................................................2 www.dca-design.com
Fort Wayne Metals Research Products Corp. ................................ 11 www.fwmetals.com
CLASSIFIEDS
To advertise in this section please contactHermann Jordi, e-mail: [email protected] tel. +41 32 666 3090 fax +41 32 666 3099
Marketing
25 Edicott St., Norwood, MA [email protected]
This index is offered as a service. The Publisher cannot be held responsible for errors or omissions.
EMDT1207 050 50 7/12/12 5:26:26 PM

The Industry’s
Premier Design Awards Program
Presented by:
Transforming Healthcare—One Innovation at a Time
www.MDEAwards.com
Visit our website for complete information.
Platinum sponsor:
Silver sponsor:
Endorsed by:
EMDT1207 051 51 7/12/12 5:26:30 PM

monitors laptops
tablets keyboards
Custom mounting solutions for...
www.LCDarms.com
Innovative has worked with such prestigious healthcare institutions and partners as:
American Red Cross, Astra Zeneca, Beckman Coulter, Carstens, Childrens Hospital Los
Angeles, Fresenius Medical Care, Jefferson University Hospitals, Lilly, Mayo Clinic,
Siemens, Thermo Scientific, Vanderbilt University Medical Center.
© 2012 Innovative Office Products. US and Int’l Patents Pending.Innovative Europe ApS | Copenhagen, Denmark | +45 469.490.79
Let us create a unique mounting
solution for your medical equipment.
Innovative specializes in custom product configuration and OEM
development. Tap into our design and engineering resources for your
technology mounting requirements.
EMDT1207 052 52 7/12/12 5:26:34 PM