donner company
DESCRIPTION
Case Analysis of Donner CaseTRANSCRIPT
DONNER COMPANYCase Analysis
Group AG1 Aryan Jain (13610) Hamza Umar (13627) Nikita Jain (13632) Parth Shah (13635) Preetinisha (13637)

INTRODUCTION
Donner Company was started in 1985. Since the start of operations, it had specialized in making circuit boards for experimental devices and for pilot production runs. Edward Plummer was the President and Bruce Altmeyer was the firm's Design Engineer. The manufacturing process involved production of circuit boards known in the trade as "soldermask over bare copper"(SMOBC) boards .Edward Plummer is reviewing the position of the company in 1987 so that operations for 1988 can be planned effectively.

ORDER PROCESSING
The flow diagram of Donner’s order processing process is shown below:
No
YES
NORMAL
RUSH
No YES
Prepare a bid for customers/clients
Bid Accepted? No Order Processing
Rush Order or Normal Order?
Estimate Labour and Material Costs
Order Size>1000?
Promise Delivery in 5
weeks
Promise Delivery in 3 weeks
Send Specifications and documents to purchasing
agents
Log Blueprint & factory order sent to supervisor
Finalize Scheduling Decisions
Release Order to Shop Floor

The Manufacturing Process for the Printed Circuit Boards at Donner Company
The manufacturing process comprises of 3 major steps:
Preparation Stage: This stage deals with preparation. After placing the order, customers provide master artwork to the company. The master artwork contains image of the circuit design which is converted into a negative image showing the actual dimensions. After this the company buys epoxy sheets which are cut in to 8- 12”x18” panels that have holes drilled into them to fix them to the table during Image Transfer Stage.
Preparation Stage
Receive master artwork from the customer
Create negative image from received artwork
Buy Epoxy Sheets of size (36” x 48”)
Inspection of Epoxy sheets
Cut sheets into 8 12”x18” panels

Manual Drilling
Drilling process ?
Drilling by CNC Micronic Jr. High Speed
Drill
Pin panel to drill table
Metallization
Washed scrubbed and
coated withDFPR
Lay negative of artwork on the
panel and expose to UV
Light
Wash out unexposed DFPR
using DFPR developing
machine
Electroplating bare copper conductors
Tin Plating
Chemical Etching of
exposed DFPR
Tin Stripping
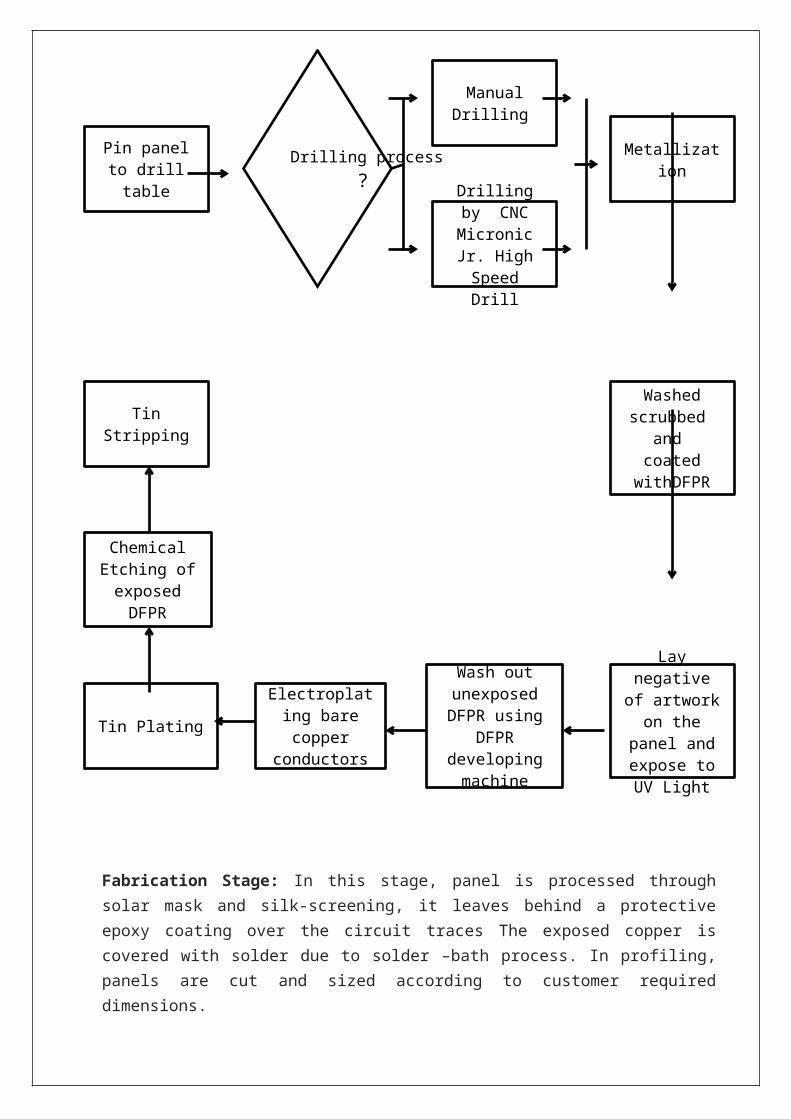
Image Transfer Stage: Here, the panels are pinned to the table and approx 500 holes are drilled into them as per customer design requirements. The drilling can be done either manually or using CNC Micronic Jr. High Speed drills and programmed drilling patterns that are fed to the CNC. After this, drilling and metallization is done followed by DFPR coating and they are exposed to UV rays for etching the circuit pattern onto the panel. After etching, panels are electroplated with the bare copper conductors with tin and etching out the exposed DFPR.
Image Transfer Stage

Solder-maskMolten
Solder-bath
CNC Routing
Panel Profiling
Punch Press
Visual Inspection and
Electrical Testing of
circuit boards
Packaging and Shipping
Fabrication Stage: In this stage, panel is processed through solar mask and silk-screening, it leaves behind a protective epoxy coating over the circuit traces The exposed copper is covered with solder due to solder –bath process. In profiling, panels are cut and sized according to customer required dimensions.
Profiling can be done, either by CNC routing or by Stamping. This is followed by visual inspection and electrical testing. Now circuit boards are sent for packaging and shipping thereby completing the process.
Fabrication Stage
Order size to schedule on CNC Router and Punch Press:
If we consider “m” as the order size,
Setup time(min) Run time(min) Total time(min)CNC router 150 0.5/circuit board 150+0.5mPunch Press 50 1.0/circuit board 50+m
Time taken by CNC router = 0.5m+150Time taken by Punch Press = m+50
Equating and solving the above two equations, we get m=200.
If we take an order size of 210,Time taken by CNC Router= 0.5*210+150 =255 min;Time taken by Punch Press= 210+50=260 min.
If we take an order size of 100,Time taken by CNC Router=0.5*100+150=200 min;Time taken by Punch Press=100+50=150 min.
Hence, if m>200 CNC Router should be used and if m<200 Punch Press should be used.
CNC Router Order size > 200Punch Press Order size < 200
Time needed to produce an order size of 8 circuit boards , 80 circuit boards and 800 circuit boards:
Order size Total time(min) Time taken/ Board (min/ board)
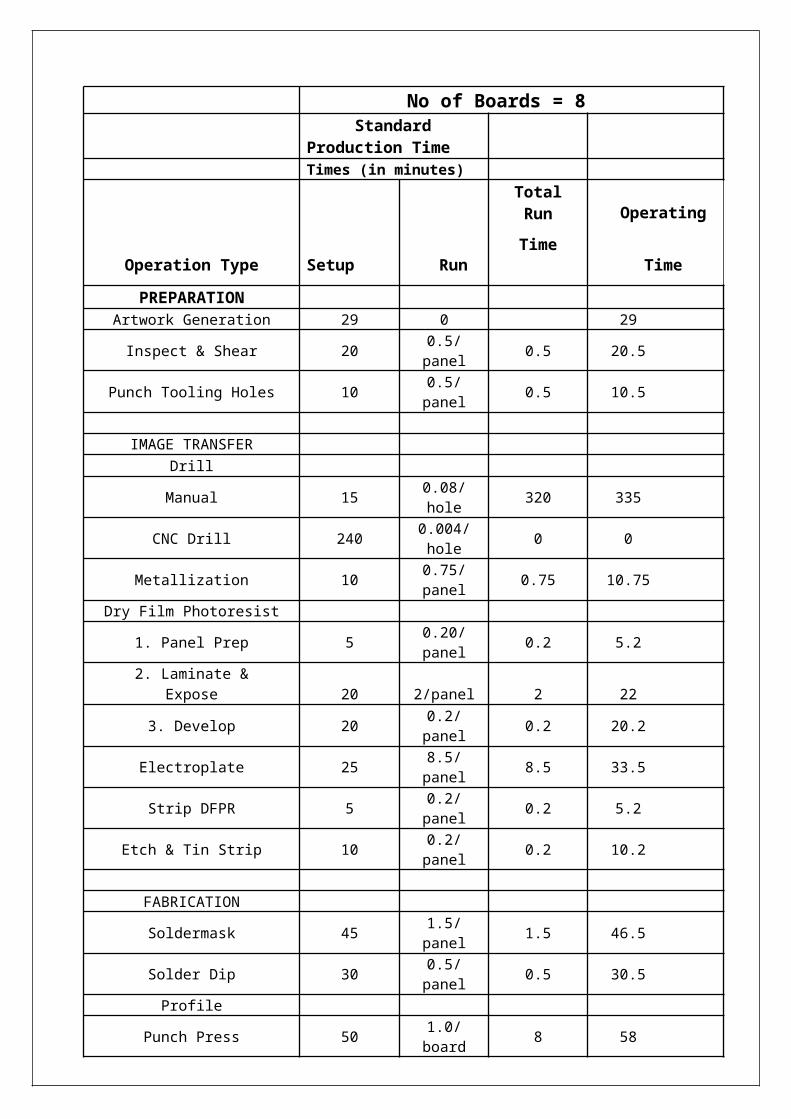
8 694.05 86.76
80 3889.50 48.62
800 5369.00 6.71
Note – The above calculations have been done on excel sheet, and the corresponding table is shown in the subsequent pages.

No of Boards = 8Standard
Production TimeTimes (in minutes)
Total RunOperating
TimeOperation Type Setup Run Time
PREPARATIONArtwork Generation 29 0 29
Inspect & Shear 20 0.5/panel 0.5 20.5
Punch Tooling Holes 10 0.5/panel 0.5 10.5
IMAGE TRANSFER
Drill
Manual 15 0.08/hole 320 335
CNC Drill 240 0.004/hole 0 0
Metallization 10 0.75/panel 0.75 10.75
Dry Film Photoresist
1. Panel Prep 5 0.20/panel 0.2 5.2
2. Laminate &Expose 20 2/panel 2 22
3. Develop 20 0.2/panel 0.2 20.2
Electroplate 25 8.5/panel 8.5 33.5
Strip DFPR 5 0.2/panel 0.2 5.2
Etch & Tin Strip 10 0.2/panel 0.2 10.2
FABRICATION
Soldermask 45 1.5/panel 1.5 46.5
Solder Dip 30 0.5/panel 0.5 30.5
Profile
Punch Press 50 1.0/board 8 58
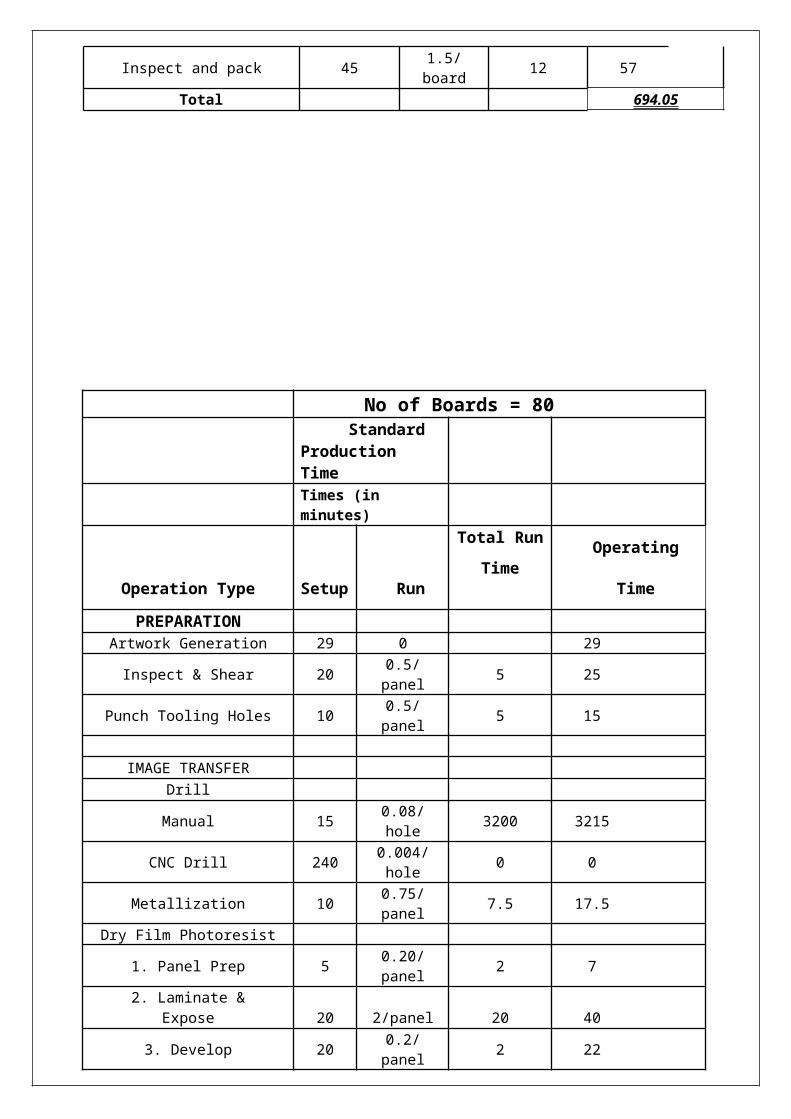
Inspect and pack 45 1.5/board 12 57
Total 694.05

No of Boards = 80
StandardProduction TimeTimes (in minutes)
Total RunOperating
TimeOperation Type Setup Run Time
PREPARATIONArtwork Generation 29 0 29
Inspect & Shear 20 0.5/panel 5 25
Punch Tooling Holes 10 0.5/panel 5 15
IMAGE TRANSFER
Drill
Manual 15 0.08/hole 3200 3215
CNC Drill 240 0.004/hole 0 0
Metallization 10 0.75/panel 7.5 17.5
Dry Film Photoresist
1. Panel Prep 5 0.20/panel 2 7
2. Laminate &Expose 20 2/panel 20 40
3. Develop 20 0.2/panel 2 22
Electroplate 25 8.5/panel 85 110
Strip DFPR 5 0.2/panel 2 7
Etch & Tin Strip 10 0.2/panel 2 12
FABRICATION
Soldermask 45 1.5/panel 15 60
Solder Dip 30 0.5/panel 5 35
Profile
Punch Press 50 1.0/board 80 130
CNC Router 150 0.5/board 0 0
Inspect and pack 45 1.5/board 120 165
Total 3889.5
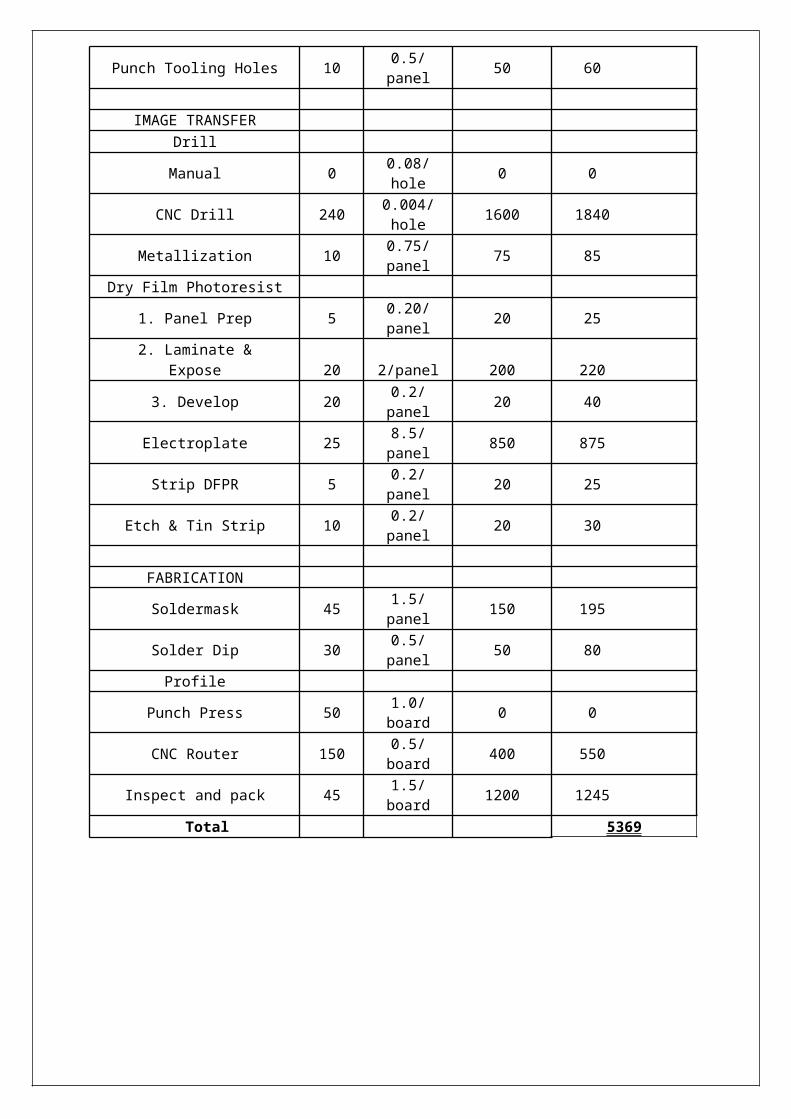
No of Boards = 800Standard
Production Time
Times (in minutes)
Total RunOperating
TimeOperation Type Setup Run Time
PREPARATIONArtwork Generation 29 0 29
Inspect & Shear 20 0.5/panel 50 70
Punch Tooling Holes 10 0.5/panel 50 60
IMAGE TRANSFER
Drill
Manual 0 0.08/hole 0 0
CNC Drill 240 0.004/hole 1600 1840
Metallization 10 0.75/panel 75 85
Dry Film Photoresist
1. Panel Prep 5 0.20/panel 20 25
2. Laminate &Expose 20 2/panel 200 220
3. Develop 20 0.2/panel 20 40
Electroplate 25 8.5/panel 850 875
Strip DFPR 5 0.2/panel 20 25
Etch & Tin Strip 10 0.2/panel 20 30
FABRICATION
Soldermask 45 1.5/panel 150 195
Solder Dip 30 0.5/panel 50 80
Profile
Punch Press 50 1.0/board 0 0
CNC Router 150 0.5/board 400 550
Inspect and pack 45 1.5/board 1200 1245
Total 5369
Specific actions to be taken by Mr. Plummer to reduce the average flow time of jobs processed by Donner:
1. Specialization of job tasks should be done to make the manufacturing process more systematic and organized. Each worker has to be assigned to a particular job task. This will prevent constant shifting of workers from one job to another in

a haphazard fashion and reduce inefficiency. Also recruiting new workers may be considered, as specialization of job task may require increase in workforce.2. Wastage of time can be avoided by proper positioning of equipment. There are certain cases in which more time is taken as equipment of subsequent process is not located in the vicinity. Hence, considerable improvement can be achieved as intermediate time elapsed between the processes could be minimized.3. Rush orders should be dealt with separate workers and resources to ensure better job flow. Also, the procurement process has to be worked upon as delay in delivery of raw materials creates hassles in the scheduling job and subsequently in the entire process (only after raw materials are received, factory order and blueprint is sent forward).
Problem faced due to varying size of orders:
Donner is trying to do too much by accepting a mix of small and large orders and this policy is creating the following impact:
Impact on Shop Floor:1. Random and non - uniform allocation of workers in various tasks leading to confusion and decrease in productivity.2. Wastage of time due to unorganized functioning, causing unnecessary delays in finishing the job. 3. Difficulty in determining future course of action due to the varied order size being handled. Hence, the upcoming effects cannot be predicted when work piles up and it is difficult to counter bottlenecks prevalent.
Impact on various performance measures:1. Adherence to delivery time becomes difficult.2. Compromise on the quality standards which leads to increase in rejection rates.3. Difficulty in monitoring individual employee performance.4. Reprocessing creates additional costs.5. Reduction in overall efficiency as compared to competitors.
Conclusion
Donner Company has a lot to do to improve the efficiency of its operations. The bottlenecks in the process should be dealt with appropriately and specialization of job task should take place. Wastage of time should be avoided by proper positioning of factory equipment and the procurement process should be
worked upon to ensure better flow. Also, it should not handle varied order sizes. All these considerations can help it improve its productivity and efficiency.