discontinuous reinforcements in extruded aluminium-lithium matrix composites
TRANSCRIPT

Journal of Materials Processing Technology, 37 (1993) 391-403 391 Elsevier
Discontinuous reinforcements in extruded aluminium-lithium matrix composites
M.J. Tan, L.H. Koh, K.A. Khor , F.Y.C. Boey
School of Mechanical and Production Engineering, Nanyang Technological University, Singapore
Y. M u r a k o s h i and T. Sano
Plasticity and Forming Division, Mechanical Engineering Laboratory (AIST, MITI), Japan
Industrial S u m m a r y
Aluminium-based matrix composites with ceramic reinforcements have received consider- able attention because of their improved strength, modulus and increased wear resistance over conventional aluminium alloys. The discontinuous type of reinforcements, in this case SiC and SiaN4 particulates, have been especially appealing due to their relative availability and low-cost production. In addition, adding lithium to aluminium alloys has the potential for even better properties with weight reductions, highly attractive for the aerospace industries.
This paper discusses both the role of discontinuous reinforcements and extrusion para- meters in the development of these improved metal-matrix composites (MMCs). The effects of different reinforcements, varying percentages of reinforcements and the relative sizes of these reinforcements were studied with respect to the microstructural development and the consequent mechanical properties.
1. Introduct ion
The demand for h igh specific and improved p rope r t i e s to sa t i s fy modern a e r o s p a c e - m a t e r i a l app l i c a t i ons has led to the deve lopmen t of l igh t -we igh t a l u m i n i u m l i t h ium a l loys and me ta l -ma t r ix composi tes (MMCs). The super ior - i ty of these new a d v a n c e d m a t e r i a l s in te rms of t h e i r phys i ca l and m e c h a n i c a l p rope r t i e s has enab led the des ign of more d e m a n d i n g ae rospace vehic les in r ecen t years . However , t he i r deve lopmen t has been h a m s t r u n g by the l ack of sufficient p r o p e r t y d a t a and c h a r a c t e r i z a t i o n , su i t ab l e f a b r i c a t i o n t e c hno l ogy
Correspondence to: F.Y.C. Boey, School of Mechanical and Production Engineering, Nanyang Technological University, Singapore 2263.
0924-0136/93/$06.00 ~ 1993 Elsevier Science Publishers B.V. All rights reserved.

392 M.J . T an et a l. / A l u m i n i u m - l i t h i u m m a t r i x composi tes
and microstructural mechanisms, and most importantly, cost. The future chaJ- lenges involve the development of even greater levels of properties coupled with reliability and reproducibility in powder properties and processing, so that design confidence and cost effective applications can be developed.
2. A lumin ium- l i th ium alloys
Aluminium lithium alloys are capable of offering weight savings in towering densities, improving strength and stiffness [1,2] whilst still maintaining the well-established technologies and manufacturing practices and hence will have considerable impact on the future design, manufacture and operating economics in the transport industries, especially the aerospace sector. Alumi nium-li thium development using the ingot metallurgy (IM) route has demon- strated that lithium additions result in poor fracture-toughness properties and ductility [3,4]. This problem could be circumvented with powder metallurgy (PM) techniques [5,6] through grain refinement and the introduction of ine(~ herent dispersoids. Both these structural modifications promote more homo- geneous slip in these alloys and minimize the slip localization that is apparen': in IM aluminium lithium alloys [7].
3. Reinforcements
Metal-matrix composites, in general, consist of two or more dissimilar phases, namely the metal matrix combined with a high-strength reinforcement The two constituents must be compatible with each other, both physically and chemically. Metal-matrix composites can be classified into either continuous- fibre composites and discontinuously reinforced composites. The reinforce- ment is added to the metal matrix to provide added strength and stiffness [13] The potential of MMCs has improved with the advent of new and less expen sive reinforcements e.g. SiC. The matrices used include aluminium, magne sium, copper, titanium, titanium aluminides, nickel aluminides, superaltoys and various alloys of ferrous materials. Amongst the challenges encountered in the understanding and usage of these materials lies the proper distribution (or alignment) of the reinforcement, good interfacial properties between rein- forcement and matrix and the incorporation of an economic process that avoids deterioration of reinforcement through breakage or surface reactions.
With the addition of these ceramic reinforcements, the strength, modulus and wear resistance increase with a reduction in ductility and fracture tough- ness. The use of submicron reinforcements should enable the development of a fine network of substructure and improved high temperature properties.
4. Experimental details
The chemical composition of the matrix AA 8090 is (wt%): AI; 2.54% l,i: 1.49% Cu; 0.91% Mg; 0.13% Zr; and the matrix sizes were < 100~m with

M.J. Tan et al./Aluminium lithium matrix composites 393
a median diameter of 22 pm (determined by Sedigraph 5100). The reinforce- ments used were SiC particulates of sizes 0.8, 13 and 32 gm (supplied by Lonza Ltd, Switzerland), Si3N4 particulates of 0.5 gm size (ONODA Cement Co., Japan), and SiC whiskers of 1.5 gm median diameter and aspect ratios from 20 to 200:1 (TATEHO Chemical Co., Japan).
Weighed-out samples were mixed thoroughly in a tumble mixer for 20 min at 52 rpm. However, for sub-micron-sized reinforcements, ball-milling prior to mixing with the matrix was necessary to ensure de-agglomeration. The mixed powders were then compacted using a cold-isostatic press (Dr. CIP, Kobelco Co. Japan) wet-bag method. The pressure used was 3500 bar for 10 min with a slow decompression to prevent cracking of the "green" compacts.
A Fogg & Young (UK) 50 tonf press was used for extruding the compacts at a series of temperatures (400 550°C) and reduction ratios (10:1 and 5:1). Ageing curves were produced for the different specimens after a standard solution treatment of 530°C for 20 min, and mechanical testing was done using an Instron 4206.
5. Processing
5.1. B lend ing and mix ing It was found that reinforcements of smaller diameters ( < 1 gm) tended to
cluster into agglomerates due to surface properties and changes, and these needed extra attention e.g. drying the powder before mixing, prior ball-milling before extrusion and/or using a wet (slurry) mixing technique with an alcoholic solvent (Fig. 1). No such problems were encountered using larger- sized reinforcements of 13 and 32 gm.
Fig. 1. (a) Dry mixing; (b) wet mixing.
394 M.J. Tan et al . /Aluminium lithium matrix composites
5.2. C o m p a c t i n g Compaction of the well-mixed powders was achieved by using a cold isostatic
press after which the amount of porosity in the green compacts were measured. This varied from 8 to 13% for the green compacts, depending on the type and amount of reinforcement used. Retained porosity may reduce the workability of the billet, causing it to break up during deformation processing.
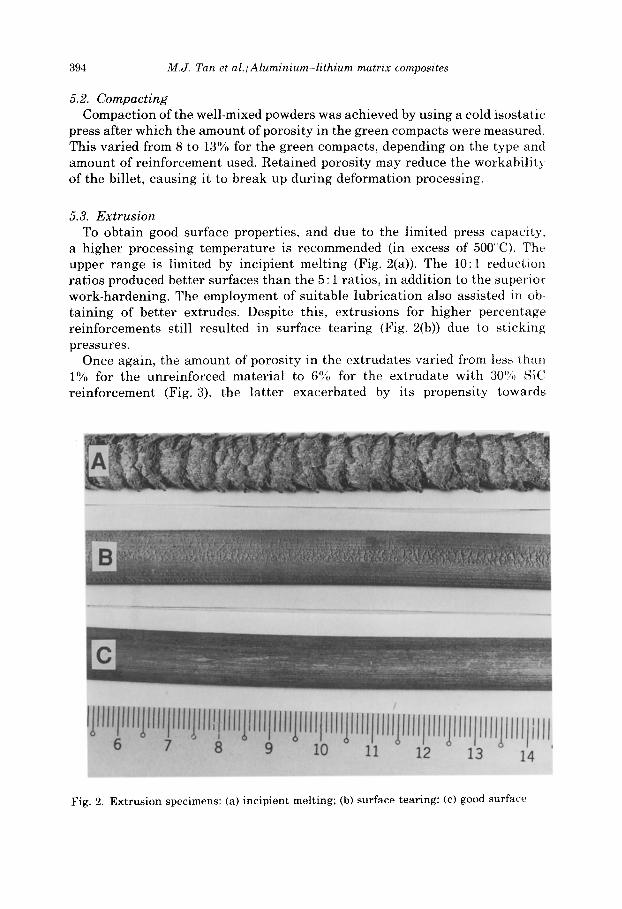
5.3. E x t r u s i o n To obtain good surface properties, and due to the limited press capacity,
a higher processing temperature is recommended (in excess of 500~C). The upper range is limited by incipient melting (Fig. 2(a)). The 10:1 reduction ratios produced better surfaces than the 5 : 1 ratios, in addition to the superior work-hardening. The employment of suitable lubrication also assisted in ob taining of better extrudes. Despite this, extrusions for higher percentage reinforcements still resulted in surface tearing (Fig. 2(b)) due to sticking pressures.
Once again, the amount of porosity in the extrudates varied from less than 1% for the unreinforced material to 6% for the extrudate with 30% SiC reinforcement (Fig. 3), the latter exacerbated by its propensity towards
Fig. 2. Extrusion specimens: (a) incipient melting; (b) surface tearing; (c) good surface

M.J. Tan et al./Aluminium-lithium matrix composites 395
m
I cD
- -
c)
<D
o ~ ~
~ 4
o ~
l ~ ] l ~lSO~Od %
I l l l l
J:.__i._ ,I
_ I ,kl.ISO~lOd %

396 M.J. Tan et al./Aluminium lithium matrix composites
agg lomera t ion of the re inforcements . This is still a subs tant ia l reduc t ion from the "g r e e n" compacts. The amoun t of porosi ty is impor tan t as it decreases the weight-bearing area and the pores also act as void-linkage sites during f r a c t u r e
Figure 4 gives the longi tudinal post-extrusion s t ructures , one with agg lom era ted re in forcements a l igned along the ex t rus ion di rec t ion the reinforce~ ments being ex t rac ted from the surface dur ing polishing, and the o ther with a well-mixed par t icu la tes also al igned along the ex t rus ion direct ion. It wa~ also noted tha t the ex t rus ion process was effective in breaking up some of th(, agg lomera t ion of smal ler re inforcements , especial ly the sub-micron sizes~ and homogen ie ty was improved.
Recrys ta l l i sa t ion was observed on all the ex t ruda tes examined (Fig. ;) for measurement s [10]), va ry ing from widespread recrys ta l l i sa t ion to being par- t ia l ly localised (Fig. 6). It appears tha t r e in fo rcement has not increased the rec rys ta l l i sa t ion kinet ics but decreased them due to the lack of p a r t i c l e s t imulated nuc lea t ion and the effects of par t ic le p inning tha t promotes re(ov- ery [8], and ex t rus ion t empera tu re is the only de t e rminan t (ext rus ion ra t io and ram speed are not studied here). No work on sub-micron sized re in fo rcement has been found to have been done and more work is needed in this area to w:~rif)' these results. Gra in sizes var ied in the range 10 20 ~m, and increased as g rea te r amounts of r e in fo rcement were added (Fig. 7). Tak ing into accoun t the problems of ob ta in ing a good mix with h igher addit ions, and the increased porosi ty, this is not unexpected.
5.4. Heat t rea tments Ageing curves were produced at 170 and 200 C . The t rends for the 0.8 ~m~ SiC
par t icu la tes were tha t the peak age approaches 200 V H N on ageing at 17o C but took 40 hours and ageing at 200 C speeded-up the ageing response to a~
Fig. 4. Longitudinal section of: (a) good mix; (b) agglomeration of reinforcements

M.J. Tan et al./Aluminium-lithium matrix composites 397
50
4 0 .e_. - - []
• ,~ [] []
u
3 0 rr '
E 2 o
> 2 0 [ ] 0 . 8 m i c r o n s S i C p
• 3 2 m i c r o n s S i C p
• U n r e i n f o r c e d
1 0 . . . . . , . . . . . , . . . . . , . . . . . , . . . . . , . . . . .
5 0 0 5 0 5 5 1 0 5 1 5 5 2 0 5 2 5 5 3 0
E x t r u s i o n T e m p ( ° C )
Fig. 5. Effect of size of re inforcements on recrystal l isat ion.
Fig. 6. (a) Partially recrystallised; (b) fully recrystallised.
hour. The inc reas ing amoun t s of r e in fo rcemen t also acce le ra ted the response progress ive ly to less t han an hour wi th added h igher ha rdness (Fig. 8). This p h e n o m e n o n is due to the the rma l m i s m a t ch be tween the r e in fo rcemen t and the mat r ix , bu t is inf luenced also by the presence of a high densi ty of inter- faces, which lowers the quenched- in v a c a n c y concen t r a t i on thus inh ib i t ing GP zone format ion . The la rger pa r t i cu l a t e sizes had a less p ronounced effect

M.J. Tan et al.lAluminium--lithium matrix composites
(S’JOJ5!“J) S 371s iW3tl
! ! ! !

200
180
160
.1-
140
o i -
2 1 2 0
"r"
10o
80 ¸
60 .001
[] Unreinforced
• 20% SiCp
. . . . . . . . i . . . . . . . . i . . . . . . . . i . . . . . . . . i . . . . . . .
.01 .1 1 10 100 Age ing T ime (hrs)
M.J. Tan et al./Aluminium lithium matrix composites 399
Fig. 8. Ageing curves.
compared to the 0.8 ~m particulates. The merging of the ageing curves at long ageing times with the unreinforced matrix can be explained by the role of oxides at interfaces [12].
6. Re inforcement particle size differences
Figures 9 and 10 give the mechanical properties of these extruded MMCs, compared with unreinforced AA 8090. The larger-sized reinforcements, 13 and 32 pm, gave greater amounts of porosity and hence an inferior strength, but the sub-micron reinforcement (if well-mixed) gave strengths above that of AA8090.
Smaller particles are generally more difficult to wet and to disperse than larger particles because of their inherently greater surface area, but they also give MMCs their superior mechanical properties through finer microstruc- tures, more effective grain-boundary and dislocation impediment and they have less likelihood towards fracture [11].
As discussed earlier, although recrystallisation is not predicted for the < 1 pm reinforcements, it occurs here, albeit in decreased amounts compared
to the unreinforced matrix. Hence, particle pinning precludes particle-stimu- lated nucleation. Larger sized reinforcements appear to have recrystallised only at highly strained localised regions, which is undesirable due to the resultant inhomogeniety.
During tensile deformation, the presence of dislocation pile-ups at the rein- forcement particles, coupled with a mismatch that exists between the particle and matrix, results in a large concentration of stress near a particle, causing the particles to crack, and the matrix in the immediate vicinity to fail

400 M.J. Tan et al./rAluminium-lithium matrix composites
A B 500 12
A
m m 400 10
/ // ~1oo
0 0 0 0.8 13 32 0 0.8 13
Reinforcement Size (microns) Reinforcement Size (microns)
Fig. 9. Effect of re inforcement sizes on: (a) strength: (b) ductility.
32
A B 500 12
'400 10
300 ,31 8
200 "=- o o 4
a o~ 100 o~ 2 o
C 0 0 10 20 30 0 10 20 30
% Weight Reinforcement (SiCp) % Weight Reinforcement (SiCp)
Fig. 10. Effect of increasing percentage re inforcement on: (a) strength; (b) ductilit,t.
prematurely. This was more apparent for larger-sized reinforcements (Fig. l l(a)) where facetted faces lie flat along the fractured surface. For the sub-micron (0.8 ~tm) reinforcement, fracture was observed to be microscopically ductile with the surface covered with copious amount of microvoids of a wide range of sizes (Fig. ll(b)). The SiC particles do not appear to have caused premature fracture: if anything, they have strengthened the material.

M.J. Tan et al./Aluminium lithium matrix composites 401
Fig. 11. Fractograph of SiCp reinforcements: (a) 13 pm; (b) 0.8 pm.
7. Ef fec ts of varying amounts of re in forcements
The mechanical strength in metals is controlled by the ease with which dislocation motion can be achieved; and the particle reinforcement in metal- matrix composites changes this motion through its influence on microstruc- ture, viz. through grain size and dislocation density. Grain-size control arises from the ability of a second phase particle to both nucleate recrystall isation and pin grain growth. Grain size measurement (see Fig. 7) gives a measure of the efficacy of the reinforcements in this work. Quenched-in dislocations are generated as a result of relief of the thermal stresses arising because of the difference in coefficients of thermal expansion between reinforcements and matrix, again influenced by volume percentage and particle size. These would be effected in MMCs only if there is sufficient reinforcement and when the latter is well dispersed.
Increasing wt% of SiCp of 30% and beyond gave inferior surfaces, with tearing evident. The larger amounts of SiCp also made the product more susceptible to clustering and porosity, the result of which is inferior properties (Fig. 10). It is important to note that in many strong alloys, the presence of reinforcement does not always increase the flow stress substantially but serves to effect an appreciable increase in the elastic modulus [9]. Ductility and toughness are more dependent upon the volume fraction, the type of reinforce- ment and its distribution.
The ratio Vf/d (Volume fraction/diameter) is an important parameter in determining recrystallisation, grain sizes and consequently the mechanical properties of these extrusions [8]. It is towards this area where further research will be directed.

402 M.J. Tan et al./Aluminium lithium matrix composites
Fig. 12. TEM micrograph of: (a) SiC~ (shortened) along the extrusion direction; (b) SiCk, at grain boundaries and grain boundary triple points.
8. Types of r e i n f o r c e m e n t s
The employment of whiskers as compared to particulates resulted in dii~- culty in compaction during CIP, causing break-up of the compacts. This is duc to the whisker geometry, and higher pressures may be needed. Porosities present after extrusion were also comparatively higher (4.4% of. < 2'~i~ ~br particulates). Extrusion also aligned the whiskers, resulting in anisotropi( properties, and extensive fibre damage was also noted after processing (Fig. 12(a)). It is thus recommended that conical or streamlined dies be used to contain this problem.
For particulates, the strength levels were higher and they appear ~_o b~ effective in grain boundary pinning, being located there or at triple points throughout the matrix (Fig. 12(b)). Not much work has been done on Si3N4, but preliminary work gave a superior surface, less porosity and thus superior properties even at room temperatures.
9. C o n c l u s i o n s
The establishment of an appropriate and economical processing practice for metal-matrix composites continues to challenge materials engineers and scien- tists alike. Amongst the plethora of processing techniques, extrusion of powder metals with reinforcements has its a t t ract ion in being simple, versatile and economical. Good extrusions with integrity can be obtained which are superior to existing PM products. It was found in this work that:
(i) Sub-micron sized part iculate reinforcements can be well-mixed by both wet or dry methods. This holds promise for the production of superplastic materials.
(ii) A narrow range of extrusion parameters exists for A1 Li matrix com- posites, deviation from this sensitive range resulting in poor extrudates.

M.J. Tan et al./Aluminium lithium matrix composites 403
(iii) Reinforcement size determines the s t rength level tha t can be obtained, o ther impor tan t influences being the degree of mix, the porosi ty and the propensi ty towards recrystal l isat ion.
(iv) 20 wt% re inforcement is opt imum in terms of the qual i ty of the extru- date and the enhancement of its modulus th rough reinforcements.
Acknowledgements
The au thors would like to acknowledge the support of the late Prof. S.K. Leung, Dean of the School of Mechanica l & Produc t ion Engineer ing and A/Prof. Lennie Lim, the Head of the Engineer ing Produc t ion Division and their counte rpar t s in MEL for their encouragement , support and use of facili- ties. The provision of metal powders from Sumitomo Light Metals Co., Japan, is also acknowledged.
References
[1] K.K. Sankaran and N.J. Grant, Mat. Sci. Eng., 44 (1980) 213. [2] T.H. Sanders, Naval Air Development Centre, Contract No: N62269-76-C-0271, 1976. [3] P.J. Meschter, R.J. Lederich and J.E. O'Neal, Aluminium Lithium Alloys III, C. Baker,
P.J. Gregson, S.J. Harris and C.J. Peel (Eds.), Institute of Metals, London, 1986, p. 85. [4] D. Webster, Aluminium Lithium Alloys IV, G. Champier, B. Dubost, D. Miannay and
L. Sabetay (Eds.), Paris, 1987, p. 335. [5] A.L. Geiger and M. Jackson, Adv. Mater. Process, 7 (1989) 23. [6] H.J. Rack, F.L. Mathews (Ed.), Proc. 6th Int. Conf. on Composite Materials~ London,
1987, p. 2.382. [7] F.H. Fores and J.R. Pickens, Powder metallurgy of light metal alloys for demanding
applications, Int. J. Met., 36 (1984), 14. [8] F.J. Humphreys, Met. Sci., 13 (1979) 136. [9] T.S. Srivatsan and R. Auradkar, J. Mater. Sci. Lett., 10 (1991) 500.
[10] T. Sheppard and M.J. Tan, in: Aluminium Lithium V, MCE Publications, UK, 1989, p. 233.
[11] F.J. Humphreys and W.S. Miller. Proc. Emag/Micro 89, London, 1989, Institute of Physics, p. 465.
[12] M.A. Bayoumi, H. Ribes and M. Suery, Proc. 9th Riso Inter. Symp. on Met. Mater. Sci., Riso National Laboratory, Roskilde, 1988, p. 309.
[13] B. Terry, Metal-Matrix Composites Current Developments and Future Trends in Indus- trial Research and Applications, Elsevier Advanced Technology, Oxford, UK, 1990.