development of a powder metallurgical technique for the ... · carat gold items of jewellery almost...
TRANSCRIPT
Development ofa Powder MetallurgicalTechnique for the Mass Production of Carat
Gold Wedding Rings
PeterMRaw
Consultant toEngelhard-CLAL UK Ltd, Chessington, Surrey, UK
Received: 26 August 2000
The development is traced of a press and sinter, powder metallurgical process for the production of carat goldwedding rings. The paper includes experimental data on powder production, powder pressing and sintering aswell as details of the production process now fully adopted for the mass production of rings. Properties of the newrings compare favourably with those produced by traditional methods as well as offering significant cost savings.
The techniques in widespread use for the production ofcarat gold items of jewellery almost all involve meltingand casting as an initial step (electroforming is theobvious exception but this has very limited application,being largely used to produce intricate, hollow jewellery).
Investment casting of jewellery involves a number ofprocess steps which can be difficult to control and canlead to technical problems with resultant reject products(1, 2). Static casting of ingots and continuous casting ofsheet ingot, rod and tube are the initial steps in theproduction of semi-finished carat golds, (sheet and strip,wire and tube), which are then used for the manufactureof rings, chains, stampings, bracelets, bangles, necklaces,coins and medallions and a variety of items in whichsolder joining of individual components is a key element.
One common thread running through all theseprocesses is the relatively low yield of finished productcompared with the make-up weight of the original meltcharges. Typically the yield is less than 50% and, in somecaseslike coins, medallions, stampings and rings, it can bevery much less than this. Frequently the time taken toproduce items can be lengthy because of the need bothfor regular heat treatment or annealing of items at variousstages of manufacture and for periodic surface treatments(milling, pickling, scratch brushing, finishing, polishingand burnishing) which are applied to develop andmaintain a highly reflective and blemish-free finish to thejewellery.
These factors have a direct impact on themanufacturing costs of the jewellery. Low yields increase
(ei9' GoldBulletin2000, 33(3)
the quantity of gold needed to service the business : theymay also lead to increased recycling with the attendantdangers of impacting adversely on the alloy purity and,hence, product quality. On the other hand, if the scrap isrefined, this adds further to the costs. Lengthy productiontimes also contribute significantly to the gold financingcosts of manufacture and to labour costs.
Some of these issues can be addressed by the use ofpowder metallurgy which, in its basic form, involvesproducing alloy powder, mechanically compacting thepowder into a handleable form and then heating thepressed compact (sintering) at a temperature below themelting point of the alloy to develop the desiredproperties. The attractions of this approach lie in thepotential for producing net shape or near net shapeproducts utilizing a very few process steps. In this wayproduct yields are maximized and manufacturing timesare minimized, both leading to reduced costs.
The development of powder metallurgy as arecognised industrial technology can be said to go back asfar as the end of the 18th Century when it was used in theproduction of platinum and then, more recently, when itwas used to consolidate tungsten for electric light bulbfilaments about 100 years later. Both were examples ofproducts which could not be made by any other means atthe time. Refractory metals and then some alloys ofcopper, nickel and iron also were made using powdermetallurgy but it is in recent years that the technology hasreally advanced, largely as a result of the automobileindustry recognizing the cost benefits of large scale
79

production of iron-based components which require littleor no finishing. In North America alone the automobileindustry utilizes powder-metallurgically produced partsworth well over $1 billion.
The use of powder metallurgy for finished partproduction usually involves the need for dies in which thepowder can be compacted. This means that, to someextent, mass production of components is needed tojustify die costs, a situation which goes without saying inthe automobile industry, but is far less common injewellery manufacturing. Nevertheless, there are areas ofjewellery production which can be regarded as potentialcandidates for a powder metallurgicalapproach.
Investment casting is, perhaps, the predominant massproduction technique in gold jewellery manufacture andmetal powder injection moulding (MIM) is currentlybeing seriously considered as an alternative. Fine alloypowder is mixed with a polymer binder and injectedusing heat and pressure into a permanent die cavity,which can be complex in shape. After solidification, thecomponent is removed, thermally treated to remove thebinder and then sintered to achieve densification andmetallurgical bonding of the powder. A review of thistechnology and of the potential technical and economicattractions of the process as an alternative to investmentcasting of carat gold products has been published (3), butthe jewellery industry awaits commercialization on asignificant scale.
On the other hand, press and sinter processing ofpowders is a somewhat simpler approach but is mostsuited to products which possess a degree of symmetry,such as wedding bands or rings, coins, medallions andwatchcases. This paper describes the development of thetechnique at Engelhard-CLAL UK Ltd (4, 5) as a meansof mass producing carat gold wedding rings in what isbelieved to be the first significant application of powdermetallurgy to the fabrication ofprecious metal jewellery.
BACKGROUND
The impetus for the development work at EngelhardCLAL carne from identifying those manufacturingprocesses which gave a low yield of carat gold jewelleryproducts, and wedding ring production fell into thiscategory. The ring-making process at that time involvedmelting and continuously casting carat gold alloy androlling it to strip, ensuring a high quality surface finish.Washerswere then blanked out of the strip and convertedinto finished rings by a series of cone pressing and ringrolling operations (6). Numerous annealing steps werenecessary during the processing. Due particularly to the
80
attention paid to strip quality, the yield of strip comparedwith the melt weight of alloywas about 65%. The yield ofblanked washers and, hence, rings compared with theweight of strip was about 45%. Thus the overall yield ofrings from the original melt was only 30%, leaving 70%of the melted weight of alloy to be recycled or refined.
In engineering terms the symmetrical nature of therings made them ideal candidates for powdermetallurgical production by a press and sinter route. Ineconomic terms a powder manufacturing route offeredthe prospect of significantly fewer process steps and yieldsof, perhaps, as much as 90%: a significant improvementcompared with the traditional route (7). These were thefactors which led Engelhard-CLAL to initiate aninvestigative project.
INITIAL PROPOSALS
The approach adopted was to investigate the followingaspects:• Powder production• Pressinginto hollow cylinders• Sintering• Re-pressing or squashing the sintered compacts• Re-sintering• Ring-rolling to finished rings
The material selected for the trialswas a standard 9 ctyellow gold alloy that was already used extensively forwedding ring production and which contained silver,copper and zinc. The sizes of cylindrical compact chosenwere 13 mm OD by 9 mm ID and weighing 3.3 g, and12 mm 0 D by 9 mm ID and weighing 1.8 g: ie thosewhich were suitable for producing the most common sizesof ring.
PowderThe requirements for the powder were that it should be ofa size and shape that would ensure the production ofpressed compacts with sufficient mechanical strength(green strength) to allow ejection without cracking fromthe die used for pressing, and handling and transfer to thesintering furnace without breakageor crumbling.
Green strength is believed to be partly a result of coldwelding between individual compacted powder particlesbut mainly due to mechanical interlocking of particles.Thus finer particles give more contact points and so aremore desirable than coarser powders, while irregularshaped powders give more interlocking and areconsequently preferable to spherical particles.
Because of existing expertise and equipment atEngelhard-CLAL, atomization was chosen as the powder
(ei9' Gold Bulletin 2000, 33(3)

Figure 1 Scanning electron micrograph ofgas-atomized 9 ctyellow goldpowder (x 500)
Figure 2 Scanning electron micrograph ofuiater-atomised 9 ctyellow goldpowder (x 500)
manufacturing technique. Atomization involves breakingup a thin stream of molten metal or alloy into very finedroplets using high pressure gas or water jets, the dropletssolidifYing in the atomizing chamber into solid particles(8). Gas atomization, with a relatively-slow solidificationrate, tends to produce spherical powders as surface tensionforces act on the liquid droplets. Water atomization, witha much faster solidification rate, produces irregularparticles as there is much less time for surface tension tocome into play. Scanning electron micrographs of the twotypes of 9 ct gold powder are shown in Figures 1 and 2where the differences in shape can be clearlyseen.
Atomization is especially suited to producing alloy
(ei9' Gold Bulletin 2000, 33(3)
powders, a prerequisite in the present work which wasultimately intended to produce rings in a variety of caratgold alloys.
PressingDie compaction usmg double-action tooling wasproposed for the pressing stage. In this way a moreuniformly dense compact would be produced than withsingle-action tooling which, in turn, would lead to moreuniform shrinkage during sintering.
Some powders are mixed with suitable organiccompounds before pressing and these can act both as alubricant, reducing die wall friction during pressing, andas a binder to give added green strength. The organicmaterial is then burned off before sintering. However, itwas hoped that this procedure would be unnecessary withcarat gold powders especiallyas it was decided to limit theaspect ratio of the compacts (height of pressed compactto wall thickness ratio) during pressing to 3, down from amore-frequently recommended limit of 5.
Dies were proposed to be manufactured out of toolsteel.
Sintering
Sintering is a high-temperature heat treatment whichresults in powder particle bonding and densification ofthe compact (9). It is a result of solid state diffusion andnot melting. The energy for diffusion is provided by theapplied heat and so higher sintering temperatures resultin greater and more rapid bonding and densification.Because the carat gold alloys almost invariably containcopper and zinc, both of which oxidize readily, sinteringhas to be carried out in a controlled atmosphere and 95%nitrogen-5% hydrogen was proposed for the trials.
Re-Pressing and Re-SinteringIt was anticipated that the sintered compacts might havedensities which would be significantly less than 100% ofthe theoretical density and that some further operationsmight therefore be necessary to increase the density of therings closer to the maximum.
In the traditional ring-making technique the hollowcylinders were squashed to the finished ring width(height) and annealed before ring rolling to finished rings(6). The squashing operation tended to give a convexshape to the inner and outer ring faces whichsubsequently aided ring rolling. By adopting theseprocedures for the sintered rings it was felt that, incombination with the subsequent ring rolling, furtherdensification (and, therefore, enhanced mechanicalproperties and hardness) would result and so these extrastageswere proposed to the manufacturing route.
81
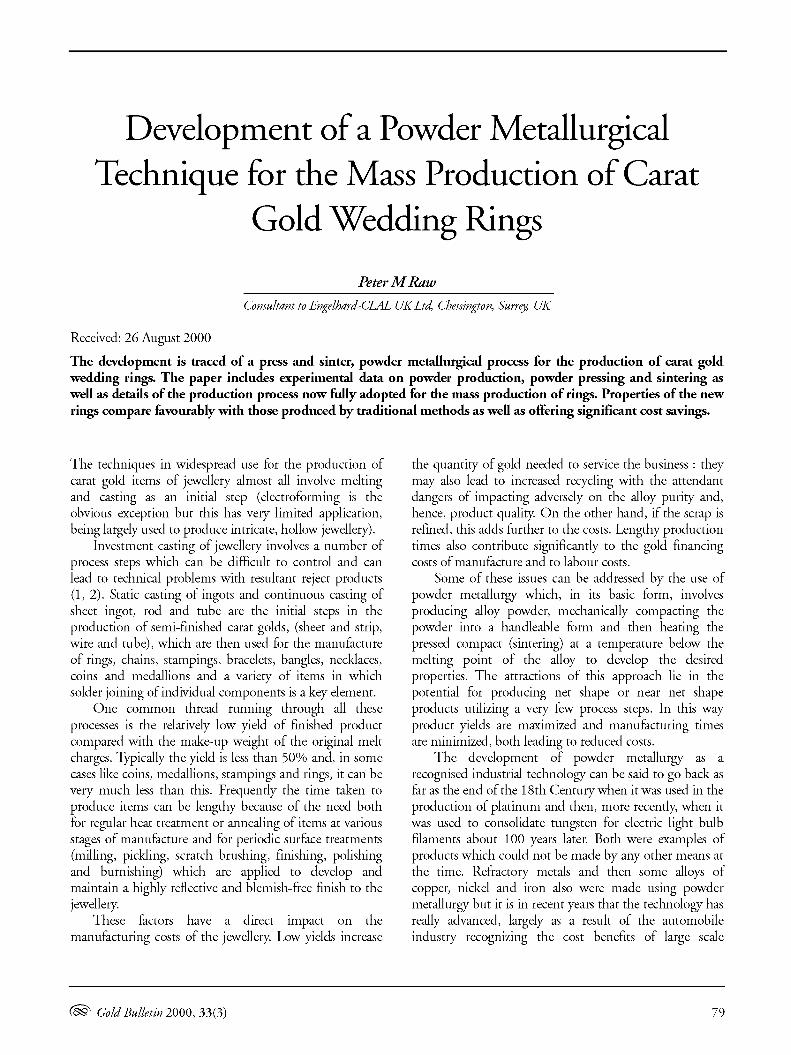
RingRollingThe final production stage was identical to that used inthe traditional route, namely ring rolling on a Karl Klinkmachine, as shown in Figure 3.
Figure 3 Production ofcarat gold rings on a Karl Klink ringrolling machine
EXPERIMENTALWORK
There already existed a gas atomization facility atEngelhard-CLAL suitable for preparing carat gold powderswhen the experimental work was initiated but, recognizingthe likely limitations of gas-atomized powder, wateratomized powder was obtained from an external supplier.
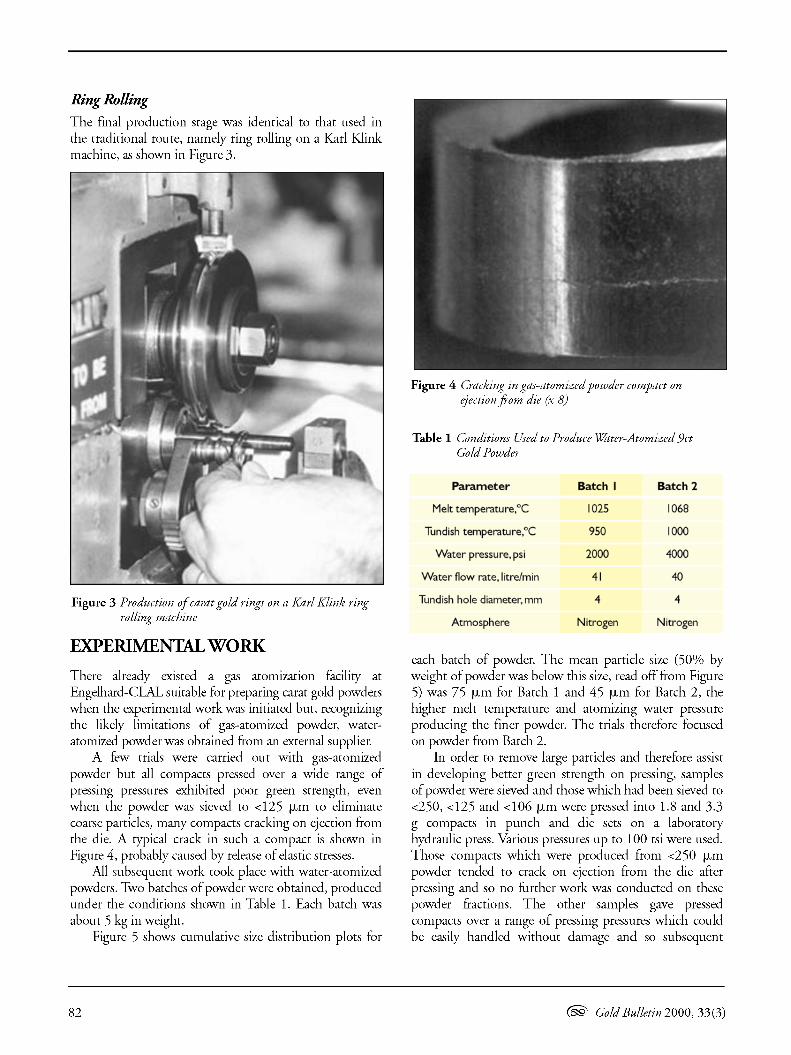
A few trials were carried out with gas-atomizedpowder but all compacts pressed over a wide range ofpressing pressures exhibited poor green strength, evenwhen the powder was sieved to <125 urn to eliminatecoarse particles, many compacts cracking on ejection fromthe die. A typical crack in such a compact is shown inFigure 4, probably caused by release ofelastic stresses.
All subsequent work took place with water-atomizedpowders. Two batches ofpowder were obtained, producedunder the conditions shown in Table 1. Each batch wasabout 5 kg in weight.
Figure 5 shows cumulative size distribution plots for
82
Figure 4 Cracking in gas-atomizedpowder compact onejection ftom die (x 8)
Table 1 Conditions Used to Produce "Water-Atomized 9ctGold Powder
Param ete r Batch I Batch 2
Melt temperature.X 1025 1068
Tundish ternperature/'C 950 1000
Wate r pressure .psi 2000 4000
Water flow rate, litre/min 41 40
Tundish hole diameter, mm 4 4
Atmosphere Nitrogen Nitrogen
each batch of powder. The mean particle size (50% byweight of powder was below this size, read off from Figure5) was 75 urn for Batch 1 and 45 urn for Batch 2, thehigher melt temperature and atomizing water pressureproducing the finer powder. The trials therefore focusedon powder from Batch 2.
In order to remove large particles and therefore assistin developing better green strength on pressing, samplesofpowder were sieved and those which had been sieved to<250, <125 and <106 urn were pressed into 1.8 and 3.3g compacts in punch and die sets on a laboratoryhydraulic press. Various pressures up to 100 tsi were used.Those compacts which were produced from <250 urnpowder tended to crack on ejection from the die afterpressing and so no further work was conducted on thesepowder fractions. The other samples gave pressedcompacts over a range of pressing pressures which couldbe easily handled without damage and so subsequent
(ei9' Gold Bulletin 2000, 33(3)

Figure 5 Log-log cumulative size distribution fir wateratomized 9 ct gold alloy powder
9ct gold alloy powder work concentrated on <125 urn powder, the size givingthe greater yield of usable powder.
Figure 6 shows how green density (pressed density)increased with increase in pressing pressure for 3.3 gcompacts, while Figure 7 shows the increase in sintereddensity with time ofsintering at 780 0 e for 1.8 g compactspressed at five different pressures. Most densificationoccurred in the first half-hour of sintering, with littlefurther change after 1.5 hours. The sintering temperatureof 7800e was chosen as being the highest practicaltemperature which could be achieved while still remainingbelow the solidus temperature of the alloy (800°e). Theeffect ofsintering temperature on sintered density is shownin Figure 8 where it can be seen that the highest practicaltemperature is needed to achieve the highest density value.
At this stage ring samples produced under variousconditions were re-pressed (squashed) and ring rolled but,without exception, all developed transverse cracks, a
100010 100Particl e size. u m
w
~.~
".::]
::::E Batch 2
<3
100,--------------------,
Figure 8 Effict ofsintering temperature on density of1.8 gcompacts in water-atomized 9 ctyellow goldpowder
87
85 '---'--_"'-----.J.._-'-----'"_--'----''----'--_"'------L.---l690 700 710 720 730 740 750 760 770 780 790 800
Sinte ring rernperarure.X. (0.5 hours sinte ring time)
97
807030 40 50 60Pressing pressure. ton .in-2
2060 '-_ --'--_ --'-_ --''-_ ...1-_ --'-_ --''--'
10
]90~
0~
F'#. 80C'0;;;
50 70
Figure 6 Variation between pressed density andpressingpressurefir 3.3 g compacts in water-atomized 9 ctyellow goldpowder
100 ,-- - - - - - - - - - - - - - - ----,
Figure 9 Surftce cracksdeveloped in sintered 9 ct goldpowdercompacts after re-pressingand ring rolling (x 10)
3.531.5 2 2.5Sintering time, hours
0.5
__:::============ 91 tsi78 rsi
~:=-;;::::::::;;;;;;;;;;;;;;;;;;;;;;;;;;;~= 6') tSI')2 tSI39 tSI
80 '--_ ---1...__"'--_----l...__-'--_---l.__--'-_--'
o
]~ 95~F'#. 90.~c"o 85
Figure 7 Relationship between density and sintering time at780°Cfir 1.8 g 9 ct gold compacts pressed atdiffirent pressures
(ei9' Gold Bulletin 2000, 33(3) 83

typical example of which is shown in Figure 9. Anannealing, or re-sintering, operation was then introducedafter re-pressing with some improvement but it was notuntil a 24-hour re-sintering treatment was tried that somecrack-free rings were produced.
Fine powders can be expected to adsorb moisture orgas over a period of time if exposed to atmosphere (10)and it was speculated that such adsorption on 9 ct goldpowder might be a factor in ring cracking during rolling.A powder vacuum heat treatment was then proposed,initially treating powder at 180°C and 1 millibar pressure.Tests in which samples of the 9 ct gold powder wereweighed after exposure to air for various times and againafter the vacuum heat-treatment supported this view.Theweight loss recorded after the vacuum treatment increasedfrom 0.005% after 2 days exposure to 0.017% after 20days, 0.045% after 42 days and 0.06% after 55 days.Introducing the vacuum treatment while retaining a longre-sintering time eliminated the cracking on ring-rolling.
At this stage it was possible to define a route by which9 ct gold rings could be produced on a trial basis in 1.8and 3.3 g sizes:• Water atomize 9 ct gold alloy• Sieve to <125/-Lm• Vacuum degas at 180°C• Press at pressures from 65 to 100 tsi• Sinter for 1.5 h at 780°C in a reducing atmosphere• Re-press• Re-sinter for 24 h at 780°C in a reducing atmosphere• Ring roll to finished size
The quality of the finished rings seemed excellent, anexample being shown in Figure 10. The pressed density oftypical rings was 85-90% of theoretical and this increasedto about 95% after sintering and to 98-99% afterre-pressing, re-sintering and ring rolling.
The stages from powder to finished rings areillustrated in Figure 11.
Figure 10 Finishedringproducedfrom water-atomized 9 ctyellowgoldpowder (x3.3)
84
Figure 11 Stages in theproduction of9 ctyellowgold ringsfrom powder
RING CHARACTERISTICS
Having established an optimized route for ringmanufacture from powder, test rings were examined indetail and batches were sent to ring finishers forassessment. The ring finishers are concerned withengraving, diamond cutting, polishing and sizing.
Metallographical examination of rings confirmedthere was minimal porosity and that the small amountpresent was concentrated towards the centre of therings where it would have no effect on properties orring quality. Figure 12 shows a metallographic sectionthrough a ring in the unetched condition with littleapparent porosity. In the etched condition the grainsize can be seen (Figure 13) and, by comparison with asection through a conventional ring (Figure 14), a finersize is very apparent. A fine grain size is a characteristicof powder metallurgically-produced materials and maybe associated with the presence of very fine, submicroscopic porosity which can stabilize grainboundaries and make them more difficult to moveduring recrystallization.
Figure 12 Metallographic section through finished 9 ctyellowgold ringshowing minimal porosity (x 28)
(ei9' GoldBulletin2000, 33(3)

Figure 13 Metallographic section (etched) through 9ct goldring producedfrom water-atomizedpowder (x 180)
Figure 14 Metallographic section (etched) through 9 ct goldring produced by traditional casting andftbricationroute (x 180)
Hardness measurements gave values of 120 Hv forannealed rings made from powder compared with 110Hv for conventional rings, a difference which would beexpected from the grain size differences as long as thedensity levels approach 100% of the theoretical.
Findings of ring finishers included the remarkablediscovery that annealed rings could be sized up from ringsize M to Z (11) without the need for any intermediateannealing, equivalent to increasing the internal ringcircumference from 52.19 to 68.47 mm. This compareswith a capability of sizing from about M to 0 (52.19 to54.74 mm circumference) for conventional rings andillustrates a considerable enhancement of ductilityalthough, in practice, sizing more than three ring sizeswould be unlikely.
Engraving of the new rings proved somewhat harderto carry out than usual but this was taken as a good sign,indicative of a harder, more wear-resistant material.Furthermore, the engraved patterns were sharper andthere were no 'soft spots' which are, apparently,
(ei9' Gold Bulletin 2000, 33(3)
occasionally found in conventional rings and which makeengraving more difficult.
The edges of the new rings were found to be moreuniform which meant that less finishing (turning orpolishing) was needed; in fact most basic rings simplyneeded a final polish.
FULL-SCALE RING PRODUCTION
Having proved the feasibility of a powder metallurgicalroute for ring making and established that such rings fullymet the requirements of the customers, the process had tobe scaled-up in such a way that the proposed newequipment had to be financially justified and it had tomeet the foreseen capacity demands of the business. Interms of capital items the needs were for a water atomizerto produce the powder, an automatic press to make thepressed compacts and a sintering furnace.
Powder Production
From the earlier work the requirements for powder werethat it should be <125 urn sieve size while, economically,a high yield of this powder size was necessary, ideally inexcess of 90%. Although there was no water atomizersuitable for gold powder manufacture at EngelhardClAL, a gas atomizer was available and this wasconverted into a water atomizer. After several trials,conditions were established for producing 9 ct goldpowder with a 90% yield <125 urn and these are shownbelow:• Melt temperature 1070°C• Tundish temperature 11OO°C• Water pressure 2500 psi• Tundish hole diameter 4.7 mm
A nitrogen atmosphere was used inside theatomization chamber.
Powder PressingThe major requirement for a press was to allow automaticdie filling, pressing and ejection of the compacts whileachieving a constant compact weight. The operatingrequirements are shown schematically in Figure 15.A suitable hydraulic press was identified and purchased.Powder from a hopper is fed through a hose into a shakerfrom where it is transferred into the die cavity. Theamount of powder dispensed is determined by thevolume of the die cavity. The tooling used in the press is adouble-action floating die system where the die ismounted on a hydraulic cylinder. As the top punch entersthe die and starts to compact the powder, friction betweenthe powder and the die wall causes the die to move down,
85

which has the same effect as the bottom punch movingup. After pressing, the compact is ejected from the dieand pushed into a collection tray by the shaker whichthen refills the die cavity. A complete cycle takes between6 and 10 seconds and so compacts can be produced atrates of up to 10 parts per minute, or 600 per hour. Theoperation of the press is shown in Figures 16 and 17.
Figure 18 Furnace used fir sintering carat goldpowdercompacts
Figure 17 View ofpowder press after ejection ofpressedcompact ftom die
SinteringThe furnace required for sintering had to be flexibleenough to cope with high throughputs, different sinteringtimes up to 24 hours, temperatures at least up to 1000°C,allow the use of a reducing atmosphere and possess afacility to enable quenching of the sintered rings. A rotaryhearth furnace was specially designed by Carbolite tomeet this specification. Inconel trays capable of holdingseveral hundred rings are loaded into the furnace, asshown in Figure 18, and the furnace rotates in 10°intervals, allowing periodic addition of other trays. The
During some of the high pressure pressing operations(pressures approaching 100 tsi) evidence of'mushrooming' of the tool steel punch was found and sofor subsequent tooling high speed steel was used with asurface hardening treatment being applied. Pressingpressures have also been restricted to 60 tsi.
1-r:~ ,- - ~ -'- -~"" "- " :
: .. " . .- , .•
•
" _ "<# ', -s II ; • L_--I - .j
- ~- ~_I
~ . -.-:-....i .::.::- - I--'-
\
1 Cycle sta rt2 Charging (filling) d ie with powder3 Co mpactio n begins4 Co mpaction completed5 Ejectio n of part6 Recharging die
rtf",
...
Figure 16 View ofpowder press during compaction
Figure 15 Schematic outline ofpowder compaction sequence
86 (ei9' Gold Bulletin 2000, 33(3)

speed of rotation is adjusted to give the required sinteringtime. After sintering is complete, the trays of rings arepushed out of the furnace chamber into a water quenchtank. The furnace operates under an atmosphere of 95%nitrogen-5% hydrogen.
PROCESS DEVELOPMENTS
Full-scale production of rings using powder metallurgybegan at Engelhard-CLAL at the end of 1997 and, sincethat time, it has grown to take over completely from thetraditional ring-making route, to produce rings in a rangeof sizes and to extend to a complete range of carat goldalloys. The process itself has also evolved during that time.
Carat GoldAlloysOnce the technique had been proven for 9ct yellow gold,attempts were made to extend it to a range of differentalloys. It quickly became apparent that adjusting the alloymelt atomization temperature and pressed compactsintering temperature in relation to alloy melting rangewas sufficient to allow new procedures to be defined forring manufacture in these alloys. The parametersestablished are shown in Table 2.
In all cases the yield of powder <125 rm in size wasabout 90%. Pressing pressures for the powder compactswere in the range 30-35 tsi.
Different sizes of ring were also readily manufacturedand the technique is now used to make rings varying inweight from 1.5 up to 20 g.
Powder Production
On occasion it was found that the fine powder did not flowas readily as required for easy die cavity filling. Thisproblem was resolved by adding a small quantity of asurfactant to the water used to atomize the carat gold alloys.
Powder is currently atomized in 8-10 kg batches, onebatch being sufficient for about 2000-2500 rings. After
vacuum treatment the powder is tumbled to ensure eachbatch is homogeneous, assayed to ensure conformance tocaratage and stored in sealed plastic containers.
Powder PressingFor each new batch of powder a few rings are pressedaccording to the operating procedure for the particularalloy and size of ring and the weight and height of thepressed compacts are determined. If necessary, minoradjustments are then made to the size of the die cavity (byre-positioning the lower punch) to achieve the desiredweight of ring, and to the pressing pressure to achieve thecorrect ring height and, therefore, pressed density. Thepress is then set to operate automatically to produce up to600 compacts per hour until the batch of powder is usedup.
Determination of the weight of pressed compactsselected at random shows very good consistency. Forexample, for nominally 4 g compacts in 9 ct white gold,the average weight of 20 rings was 4.006 g with aminimum weight of 3.938 g and a maximum weight of4.040 g being recorded. The equivalent figures for twenty18 ct yellow gold compacts of nominally 6.4 g weight werean average of 6.401 g, a minimum of 6.369 g and amaximum of 6.435 g. Normally there is an allowabletolerance ofat least 0.1 g either side of the nominal weight.
SinteringInvestigating the need for both a sintering operation afterpressing and a re-sintering operation after re-pressing ledto the finding that increasing the time of the first sinteringoperation to 24 hours allowed the elimination of resintering. The sequence of operations for convertingpowder to rings is now:• Presscompacts at 30-35 tsi• Sinter for 24 hours• Re-press rings• Ring roll to finished size• Anneal
Table 2 Processing Parameters fir CaratGoldAlloyRings Made ftom Powder
Gold Alloy Melt ing Atomization SinteringRange,OC Ternperature.f'C Temperature.t'C
9etYeliow 800-895 1070 780
9ct Red 970-990 1180 860
9ctWhite 875-940 11 00 840
14etYeliow 845-895 1070 820
18etYeliow 875-920 1080 825
18ctWhite 1235-1300 1490 1000
(ei9' GoldBulletin2000, 33(3) 87

The final annealing operation is to allow any subsequentsizing operations and, in the case of 9 and 14 ct goldalloys, remove the risk ofstress corrosion.
A modification has been made to the containers inwhich the compacts are sintered. The long sintering timesresulted in some loss of zinc from the zinc-containingcarat gold alloyswhich, in turn, led to slight over-caratageof the rings. By putting a loose-fitting lid onto thecontainers the problem was effectively eliminated. Thecontainers themselves have a few holes drilled in the sidesto allow water to enter during the quenching operationafter sintering.
CONCLUDING REMARKS
The press and sinter technique has now enjoyed nearlythree full years of use at Engelhard-CLAL and, in theperiod up to August 2000, over 500,000 carat gold ringshad been produced.
While the technique is a very simple andstraightforward example of the use of powder metallurgyin producing net-shape products, it is believed to be thefirst time that it has been used in the mass production ofgold jewellery. The technique is widely applicable to caratgold alloys while the rings themselves have significanthardness and ductility benefits compared withconventionally-produced rings, largely due to the finegram size.
The overall process yields of greater than 85%compare extremely favourably with yields of about 30%for conventional rings and bring a range of economicbenefits by reducing metal financing, recycling, refiningand labour costs.
ACKNOWLEDGEMENTS
It is a pleasure to acknowledge the contribution to thisdevelopment made by a number of staff at EngelhardCLAL, particularly Terry Taylor, and to thank Mr Akin
Akintola, Business Support Director at Engelhard-CLALUK Ltd, for his permission to write this paper.Figure 15 is reprinted with permission from MetalPowder Industries Federation, 105 College Road East,Princeton, New Jersey, USA.
ABOUT THE AUTHORPeter Raw is a graduate of Cambridge University inNatural Sciences (Metallurgy). He was successivelyProduction Director and Development Director atEngelhard-CLAL UK Ltd between 1984 and 1996 whenhe became a precious metals consultant. In this latter rolehe has often worked for the World Gold Council and haspublished several papers in GoldTechnology.
REFERENCES
1 'Investment Casting', Technical Advisory Manual for Goldsmiths, World Gold Council,
1995
2 Handbook onCasting andOther Defects in Gold Jewellery Manufacture, World Gold
Council, 1997
3 J.T. Strauss, Gold TechrwlofJ, No20,November 1996, 17-29
4 Engelhard-CLAL Ltd, International Patent Application NoPCT/GB98/02733, 1998
5 Engelhard-CLAL Ltd, South African Patent No98/8340, 2000
6 P.M. Raw, Gold TechnolofJ, No27,November 1999, 2-8
7 J.T. Strauss, Procofthe tueutn canta
Mct-Chcm Research Inc, 1998, 425
8 ].J. Dunkley, in 'Powder Metallurgy - An Overview', The Institute of Metals, 1991,
pp.2-21
9 WA. Kaysser, in 'Powder Metallurgy-An Overview', Thelnstitute ofMetals, 1991, pp.
168-182
10 CG. Goetzel, 'Treatise on Powder Metallurgy- Volume 1', Interscience Publishers Inc,
1949, pp.123-125
11 British 'Wheatsheaf' system of ring sizing now hrgely superseded by International
Standard ISO 8653
EUROPACAlV
88
5th European Congress on Catalysis
Symposium on Gold and Silver CatalysisUniversity ofLimerick, Ireland, 2- 7 September, 2001
One of the eighteen Symposia planned for this Conference is on 'Catalysis by Gold and Silver'. It is being convened and chaired byDr David Thompson: Fax: +44 1189845717; E-mail: [email protected]) and Prof dr ir Leon Lefferts (University of Twente,The Netherlands) : Fax:+31 534894683; E-mail: [email protected] submission ofabstracts for papers will be welcome.
If you are interested in finding out more about any other aspects of the programme contact:
Europacatv, Universityof Limerick, Limerick, Ireland Tel: +353 61202641 Fax:+353 61202602
E-mail: europacarweul.ie Website: http://www.ul.ie/-ceriEuropaCatY.html
Abstracts should also be sent to this address.
(ei9' Gold Bulletin 2000, 33(3)