detailed job plan
DESCRIPTION
Detailed Job PlanTRANSCRIPT

A collection of quick reference tools you can use to improve reliability
Reliability Excellence Single Point leSSonS
www.lCe.com

CritiCality analysis Single point leSSon pg 3
analyzing Business PraCtiCes Single point leSSon pg 4
From Reliability excellence FoR ManageRS course
FraCas Single point leSSon pg 6
From Reliability engineeRing excellence course
DetaileD JoB Plans Single point leSSon pg 7
From Maintenance planning & Scheduling course
Bills oF Materials Single point leSSon pg 8
From RiSk-baSed aSSet ManageMent course
CyCle Counting Single point leSSon pg 9
oBsolesCenCe review Single point leSSon pg 10
From MateRialS ManageMent course
sPeCtrograPhiC analysis Single point leSSon pg 11
From pRedictive Maintenance technologieS course
liFe CyCle institute solutions anD resourCes pg 13
ReSouRceS
these Single point lessons (Spls) are examples of the practical, need-to-know information provided in life cycle institute courses. please feel free to share them with members of your team that can benefit from just-in-time learning on this wide variety of topics.
www.lCe.com © 2009 life cycle engineering

SinglE point lESSon: CritiCality analySiS
To learn more about Life Cycle Institute, contact: 800-556-9589 | [email protected] | www.lCe.com 3
From REliability ExcEllEncE FoR ManagERS course
what is it?a tool used to evaluate how equipment failures impact organizational performance in order to systematically rank plant assets for the purpose of work prioritization, material classification, pM/pdM development and reliability improvement initiatives.
why use it?Formal criticality analysis, something other than a simple 1-5 ranking, allows reliability leaders to determine the leading characteristic that makes each asset critical, be that production throughput, maintenance cost, utilization rate, or safety impact, to ensure that reliability improvements are made based on risk rather than perception.
what factors are critical for success?the criticality analysis process should be executed in two phases. the first phase is the initial analysis which requires cross-functional input from operations, Maintenance, Engineering, Materials Management and Eh&S representatives. cross-functional analysis is required to build buy-in and overcome perceptions of criticality. the second phase is evergreen, meaning that the criticality analysis process must be maintained and re-evaluated throughout the asset or plant life cycle period to determine when risk has been mitigated and the significance of each asset has changed.
how do you use it?Step 1 define those characteristics that will be used to analyze each maintainable asset. these characteristics should cover a wide range of business attributes, such as:
•Missionimpact •Customerimpact •Environmental,Health,andSafetyimpact •Abilitytoisolate/recoverfromsingle-point-failures •PreventiveMaintenance(PM)history •CorrectiveMaintenance(CM)history
Step 2 Each characteristic should then be weighted using a scale from 0 to 10 to identify significance to the business. the greater the scale the easier it will be to accurately identify “critical” assets, however, the total score possible should not exceed 100. by setting a limit of 100, you are re-enforcing the “weight” of each characteristic.
Step 3 add definition to each delineation point of the weighting scale to accurately score each characteristic.
Step 4 import asset hierarchy into criticality analysis tool.
Step 5 define the primary Function for each asset to easily identify the impact of a single-point functional failure.
Step 6 analyze the effects of a single-point failure for each asset across all characteristics.
Step 7 calculate the composite score, or “criticality Rating”, for each asset by dividing the raw score (sum of all characteristics) by the total weighted points possible, multiplied by 100.
Step 8 identify the top 10% - 20% “critical” assets.
Step 9 looking back through the analysis, identify those characteristics that make each asset critical.
Step 10 identify those assets which are significant in areas like “Reliability”, cost, or replacement value and flag for pM/pdM development and/or reliability improvement initiatives.
Asset ID Equipment Type Description
Mis
sion
Impa
ct
Cus
tom
er Im
pact
Saf
ety
Impa
ct
Env
ironm
enta
l Im
pact
Reg
ulat
ory
Impa
ct
Sin
gle
Poin
t Fai
lure
PM
/ P
dM H
isto
ry
CM
His
tory
Rel
iabi
lity
Spa
res
Lead
Tim
e
Ass
et R
epla
cem
ent
Valu
e
Pla
nned
Util
izat
ion
Raw
Sco
re
Crit
ical
ity R
atin
g
cS16789 casterto poor molten metal into ingot casts at a rate
of 495 tons per day5 2 1 0 1 4 1 5 10 1 6 4 40 83
cS16791accumulating
conveyorto accumulate cast ingot from the caster at a
rate of 165 tons per shift5 2 1 0 1 3 1 1 5 1 3 4 27 56
cS16824cooling
conveyorto cool molten metal in casts to solidify ingot
within a 24 foot run5 2 2 0 1 5 1 2 8 3 4 4 37 77
cS16852 casting Wheelto remove skim material from molten ingot
casts before solidification0 0 1 0 1 2 0 3 10 0 2 4 23 48
cS16882hydraulice power unit
to turn the casting Wheel at a rate equal to the speed of the caster
0 0 1 1 1 5 1 0 1 7 3 4 24 50
cS17031 conveyor Scaleto verify the weight of ingot bundles exiting the accumulating conveyor
5 1 1 0 5 5 1 0 6 3 0 4 31 65

To learn more about Life Cycle Institute, contact: 800-556-9589 | [email protected] | www.lCe.com
what is it?process mapping is the art of capturing day-to-day, often routine, practices on paper to illustrate the connections between steps or tasks and highlight gaps that prevent ideal performance.
why use it?the ultimate goal of process mapping is to develop a common understanding of the current or “as-is” state so systematic improvements can be made to drive sustainable performance improvements.
what factors are critical for success?•Createacross-functionalgrouptoparticipateintheprocessmappingtogainacompletepictureofcurrentstate•SelectaFacilitatorwhoisfurthestfromthecontrolfunctionwithintheprocess•Captureall ideas and suggestions for improvement; prioritization will take place prior to development•Validatetheprocess,andopportunities,through>26%oftheaffectedorganization
how do you use it?
Step 1 using packaging paper (brown paper), roll out about 12 feet of paper, long enough to capture the entire process. tape the paper to the wall so that everyone can see the entire map. notice i’m recommending that you not use a computer or overhead projector. this limits visibility of the process. it’s extremely important that everyone be able to see the process in its entirety.
Step 2 identify the physical boundaries of the process, the ‘start’ and ‘end’ points to narrow the group’s focus and discussion.
Step 3 define the process so that every person will understand the purpose or end result. For example, the engineering “criticality analysis” process might be defined as “to identify the significance of plant assets in order to prioritize maintenance and capital expenditures”.
Step 4 ask the team members to sign the map; create a “sign in” box near one of the bottom corners of the map itself. this practice adds credibility to the map – those who will see it as part of the validation and improvement activities will understand the perspective of the individuals and are less likely to challenge the outcome.
Step 5 using yellow ‘post it’ note pads, capture those tasks that are associated with the business process between the ‘start’ and ‘end’ points. if you prefer, facilitate the group’s discussion to build the map sequentially, but if this proves difficult based on the dynamics of the group, simply, through a roundtable format, ask each member to capture what tasks they routinely perform within the boundaries of this process. then, through group discussion, sequence the activities, realizing that there may be duplication by some roles, which is another gap (pink ‘post it’). continue to capture the decision-making steps or tasks (blue ‘post it’) within the process, and all related documentation (orange ‘post it’) that currently exists in order to execute any task within the process.
Cont’d on next page…
SinglE point lESSon: analyzing BuSineSS PraCtiCeS via BuSineSS ProCeSS MaPPing From REliability ExcEllEncE FoR ManagERS course
4
To learn more about Life Cycle Institute, contact: 800-556-9589 | [email protected] | www.lCe.com
SinglE point lESSon: analyzing BuSineSS PraCtiCeS via BuSineSS ProCeSS MaPPing From REliability ExcEllEncE FoR ManagERS course
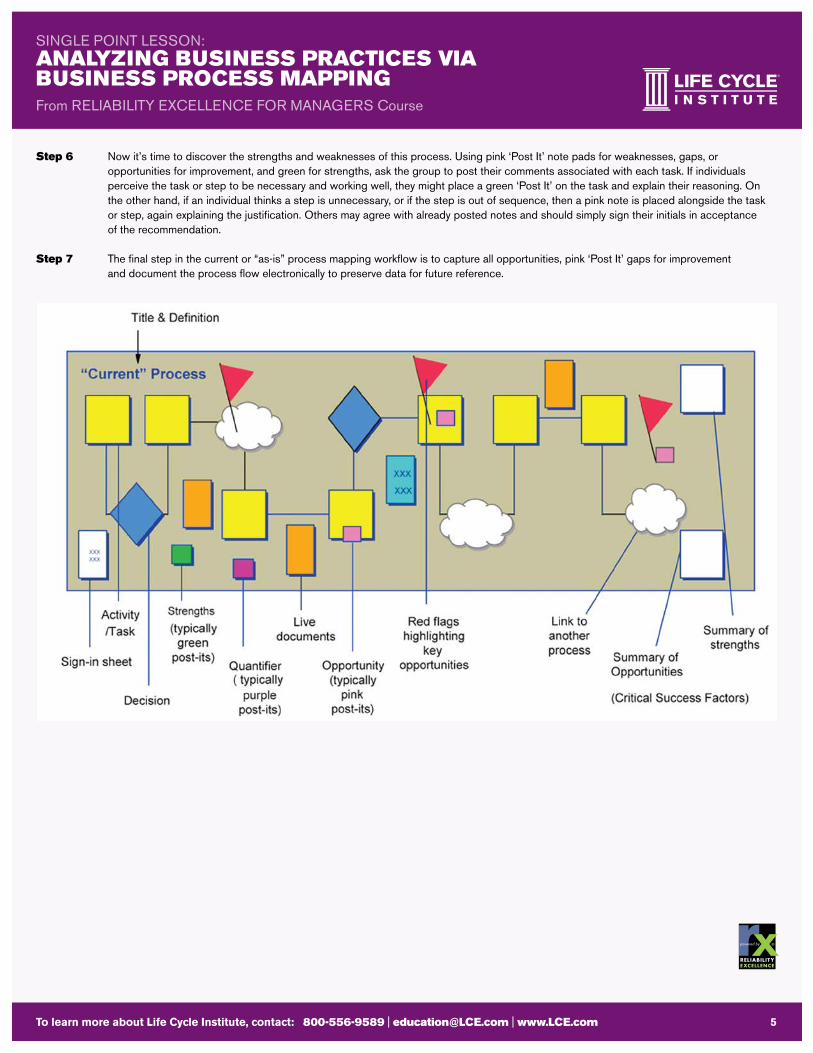
Step 6 now it’s time to discover the strengths and weaknesses of this process. using pink ‘post it’ note pads for weaknesses, gaps, or opportunities for improvement, and green for strengths, ask the group to post their comments associated with each task. if individuals perceive the task or step to be necessary and working well, they might place a green ‘post it’ on the task and explain their reasoning. on the other hand, if an individual thinks a step is unnecessary, or if the step is out of sequence, then a pink note is placed alongside the task or step, again explaining the justification. others may agree with already posted notes and should simply sign their initials in acceptance of the recommendation.
Step 7 the final step in the current or “as-is” process mapping workflow is to capture all opportunities, pink ‘post it’ gaps for improvement and document the process flow electronically to preserve data for future reference.
5

To learn more about Life Cycle Institute, contact: 800-556-9589 | [email protected] | www.lCe.com
what is it?it is a continuous improvement system utilizing a closed-loop feedback path in which the maintainer and operator work together to collect and record data relating to failures of assets. this data is then reviewed and analyzed by a reliability engineer, considering such factors as Failure Rate, MtbF, MttR, MtbM, availability, cost, etc. the resulting analysis identifies corrective actions that should be implemented and verified to prevent future failures from recurring.
why use it?FRacaS promotes reliability improvement throughout the life cycle of the asset. considering a standard asset life cycle from cradle to grave, the following phases occur:
corrective actions and the impact to total cost of ownership are small during the conceptual design phase and then have greater impact as the asset gets farther along in its life cycle. the earlier the failure cause is identified and positive corrective action implemented, the greater the asset utilization and the lower the total cost of ownership.
Some of the benefits include: •RegulatorycompliancesuchasISO9000 •Accesstohistoricalperformancedata •Trendingassettypesandfailuretypes •Identifyingpatternsofdeficiencies •Easeofstatisticalanalysis
what factors are critical for success? •HaveformalizedanddocumentedprocedureforyourFRACAS •Ensurethatvalueandeaseofreportingisemphasizedtoensureactiveinvolvementofallstakeholders •CreatebusinessprocesslinkagestoEAMsystems,RCMsoftware,PdMdatabases,etctoensureconsistentdata •ProvideindoctrinationandannualtrainingonyourFRACAS •Generateauditandsurveillanceprogramtoensurecomplianceandproperuse •DesignatietoyourManagementofChangeorConfigurationControlprocesstoensureaccuracyofassetdata
how do you use it?Failure reporting •Establishedprocedurethatincludescollectingand recording corrective maintenance information and times •Datashouldbesubmittedonsimple,easy-to-useformat •Consolidateallthedataintoacentraldatalogging system •Failuresshouldalsoberankedintermsofthecriticality or severity of the errorFailure analysis •Review,indetail,thefailurereports. •Capturehistoricaldatafromthedatabaseofany related or similar failures. •Doarootcauseanalysis(RCA). •Obtainthefaileditemsforanalysisrequiredbeyondyour resources for external support (as needed).Corrective actions •Developcorrectiveactions. •Assignownersforactionitems. •Trackactionstocompletion •Measureresults
SinglE point lESSon: Failure rePorting, analySiS, anD CorreCtive aCtion SySteM (FraCaS)From REliability EnginEERing ExcEllEncE course
6

To learn more about Life Cycle Institute, contact: 800-556-9589 | [email protected] | www.lCe.com
what is it?a method of describing in detail what steps need to be done and the order to do them in so that a specific task can be completed in the most efficient manner possible.
why use it?a properly prepared, detailed job plan will anticipate all discernible delays in an effort to maximize the most efficient use of the craftperson’s time. this will eliminate most non value-added effort when completing tasks.
what factors are critical for its success?When a planner prepares a detailed job plan, the most important aspect of preparation is to visit the job site. it is essential to visualize the task being carried out and to examine the barriers that will need to be overcome or allowed for. additionally, the planner needs to be able to make an educated analysis of the crafts that will be needed and man-hours necessary to complete the task.
how do you do it?Step 1 planner reviews work order and determines correct level of detail needed for task to be performed and tools needed for analysis. tools may include a tape measure, camera, calipers, mirror, flashlight, and voice recorder.Step 2 planner visits job site and analyzes the anticipated steps necessary to complete the task.Step 3 planner determines which crafts will be involved in completing the task and how many man-hours will be needed.Step 4 planner determines if the job task will require special clearances or permits.Step 5 planner determines if special tools or equipment will be required.Step 6 planner determines what parts, if any, will be needed.Step 7 planner evaluates asset history to determine similar previous tasks.Step 8 planner utilizes the technicians to ensure steps are a viable job task method.Step 9 planner lists all steps necessary for completing the job task, including operations tasks and feedback entry by craft.Step 10 planner adds all estimated parts to asset boM.Step 11 planner saves file either electronically or in paper format for future use and evaluation after task is complete.
example
SinglE point lESSon: PrePare a DetaileD JoB PlanFrom MaintEnancE planning & SchEduling course
1 loto, dEcontaMinatE, dEpRESSuRiZE, Fill and dRain vESSEl 3.0 1 3.0 $25.00 $75.00 operator technician
2REviEW Job plan, obtain pERMitS, optain paRtS, obtain toolS,
tRavEl to SitE0.3 3 0.9 $30.00 $27.00 Maintenance Mechanic
3 opEn top and SidE ManWayS 0.4 3 1.2 $30.00 $36.00 Maintenance Mechanic
4 blind/blanK/MiSalign piping to pREpaRE FoR vESSEl EntRy 3.0 3 9.0 $30.00 $270.00 Maintenance Mechanic
5 SEt up copuS bloWER 0.3 1 0.3 $25.00 $7.50 operator technician
6 obtain vESSEl EntRy pERMit 0.1 3 0.3 $30.00 $9.00 Maintenance Mechanic
7 conduct intERnal vESSEl inSpEction, EStabliSh holE Watch 2.0 2 4.0 $45.00 $180.00 Specialty contractor
8REMovE blindS and align piping, inStall nEW haRdWaRE and
gaSKEtS, FolloW ManuFactuRER'S toRQuE SpEciFicationS4.0 3 $30.00 $360.00 Maintenance Mechanic
9RE-inStall ManWay gaSKEtS and cloSE ManWayS, FolloW
ManuFactuRER'S toRQuE SpEciFicationS1.0 3 3.0 $30.00 $90.00 Maintenance Mechanic
10 pRESSuRE tESt/hydRo tESt vESSEl pER buRKvillE pRocEduRE 1.5 2 3.0 $25.00 $75.00 operator technician
11 dE-loto vESSEl and aSSociatEd piping 3.0 1 3.0 $25.00 $75.00 operator technician
12clEan up aREa, tuRn toolS bacK in, EntER FEEdbacK and
coMplEtE WoRK oRdER0.5 1 0.5 $30.00 $15.00 Maintenance Mechanic
7

To learn more about Life Cycle Institute, contact: 800-556-9589 | [email protected] | www.LCE.com
What is it?Equipment Bill of Materials (BOM) is the list of parts, developed by the reliability engineering team using equipment hierarchy and part criticality for each identified asset group.
Why use it?Accurate BOMs reduce the chances of buying incorrect parts. This allows for improved planned and unplanned work processes by minimizing research time and providing easy access to required material data.
What factors are critical for success?The criticality analysis process should be executed in two phases. The first phase is the initial analysis which requires cross-functional input from Operations, Maintenance, Engineering, Materials Management and EH&S representatives. Cross-functional analysis is required to build buy-in and overcome perceptions of criticality. The second phase is evergreen, meaning that the criticality analysis process must be maintained and re-evaluated throughout the asset or plant life cycle period to determine when risk has been mitigated and the significance of each asset has changed.
How do you do it?Step 1 Develop the process for determining BOMs. Step 2 Define, based on Criticality Analysis, which asset types will have BOM development. Step 3 Use ABC analysis to determine the relative priority of items in a storeroom based on their criticality to the support of operations. Using this information, set up store room minimum and maximum levels.Step 4 Collect technical data to support BOM development, referencing: •Equipmentdrawings •Documentationfromsuppliers,distributorsandmanufacturers •OtherhistoricaldatapertainingtotheassetStep 5 Develop a BOM template supported by your EAM system for ease of data migration and populate the template from data above. Step 6 Continuous improvement with periodic reviews of suppliers, lead times, and obsolescence, including a configuration management process.
Benefits of an accurately maintained BOM process include:•Reducedproductiondowntimeandmaintenanceovertime•Reducedinventoriesandlowercarryingcost•Obsoletematerialsremovedfromstores•Reducedinventorywrite-off•Reducedexpeditedfreightcosts
SinglE POinT lESSOn: BiLL Of MatEriaLFromRisk-basEDassEtmanagEmEnt Course
8

To learn more about Life Cycle Institute, contact: 800-556-9589 | [email protected] | www.lCe.com
what is it?a method used to routinely and periodically conduct physical inventory of all items in a storeroom throughout the year.
why use it?Many people think that the primary purpose of cycle counting is to simply identify and correct any errors in the on-hand balances in the inventory control system. While that is an expected outcome of the activity, another important objective of a robust cycle counting program is to identify and correct the root causes of the errors to prevent them from recurring. the true benefit of cycle counting is in being able to trust the information in the system, even to the point where a sample or full physical inventory of the storeroom is not required to satisfy financial and auditing requirements at the close of the fiscal year. a secondary benefit of cycle counting is that it provides an opportunity for storeroom personnel to verify the contents and quality of items in storeroom bins, as well as the physical quantity.
what factors are critical for success?Storeroom items should be prioritized using an abc classification or other method so that the most critical and/or most active items are counted more frequently throughout the year.
cycle count frequencies should be established so that the total number of required counts each day is manageable with the current level of staffing. once the storeroom staff gets behind the process, it can be difficult to catch up.
the items to be counted each day should be selected randomly and determined by the inventory control system. if possible, the system should prevent any transactions from occurring on items to be cycle counted until the results of the count have been entered.
counts should be “blind.” in other words, the person performing the physical count should not know what the current on-hand balance is in the system.
any variations between physical inventory and current on-hand balance should be investigated on a timely basis (e.g. within 24 hours) to determine the root cause of the error.
how do you use it?Step 1 determine cycle count frequencies. if an abc classification is used, the typical frequencies are: •AItems–onceperquarter •BItems–semi-annual •CItems–onceperyear if no prioritization scheme is used, all items are usually counted at least once per year. Frequencies may need to be adjusted based on cycle counting results, staffing levels, local policy or other factors.
Step 2 determine daily count requirements
Step 3 generate the daily count list
Step 4 perform physical counts
Step 5 Enter the results of the count into the system
Step 6 in the event of a discrepancy, the item should be recounted to verify the physical count
Step 7 update the system on-hand inventory if necessary
Step 8 investigate the reason for the discrepancy
Step 9 implement corrective actions as necessary to minimize the potential for the same error to recur.
Step 10 Report balance accuracy metrics as a percentage based on the number of accurate counts vs. the total number of items counted. cumulative target accuracy rates for all inventory classifications are a minimum of 95%. if an abc classification is used, the minimum target for critical & insurance items is 100%; a items is 98%; b items 95%; and c items 90%.
SinglE point lESSon: CyCle CountingFrom MatERialS ManagEMEnt course
9

To learn more about Life Cycle Institute, contact: 800-556-9589 | [email protected] | www.lCe.com
what is it?a method used to identify and dispose of outdated, damaged, or otherwise unusable storeroom material.
why use it?there is a common misconception that once an item has been paid for and stocked in the storeroom, it no longer costs money to keep it, no matter how long it has been around. in many cases this couldn’t be further from the truth. the fact is that the cost of capital (i.e. interest rate on borrowing money), insurance, taxes, and factors combine to result in annual inventory carrying costs of as much as 20% or more. in other words, every year you hang onto a purchased item, it costs an additional 20% of the original purchase price to maintain it. in addition to the financial impact and the obvious implications of space utilization, an obsolescence review also helps to identify and reduce overstocks, as well as ensure that the latest version of each part is being used.
what factors are critical for success?accurate usage history is essential to an effective obsolescence review.
Evaluation of inactive material and all recommendations regarding whether to keep or dispose of particular items should not be done in a vacuum or by storeroom personnel alone. these activities should be completed by a cross-functional team with all of the pertinent information about the items to make an informed intelligent decision.
For any items which are determined to be obsolete, follow up action must be completed to ensure that the obsolete items are deleted/deactivated from the inventory control database, and that the impact on any bills of Materials is assessed.
in order to eliminate obsolete inventory without a significant negative impact on plant financials, an obsolescence budget should be established and managed in much the same way as any other line item in the budget.
Most important is to keep documentation of all evaluation details so that the same level of effort is not duplicated should the same item appear in a subsequent obsolescence review.
how do you use it?Step 1 Establish the criteria for determining which items to evaluate. typically, this is based on activity levels (or lack of activity) over the prior 3-5 years.
Step 2 generate a list of the storeroom items fitting the criteria.
Step 3 Review the inactive items to see if they appear on any active bill of Material (boM).
Step 4 verify the boM data and make changes as necessary.
Step 5 Flag any obsolete item (in the inventory control system if possible) to prevent any further activity while existing inventory is depleted.
Step 6 determine the best method of disposition for any unusable stocks: •ReturntoSupplier •Sell •Recycle •Scrap
Step 7 document all relevant information pertaining to any item in the review, whether it was determined to be obsolete or not. this includes rationale for disposition, and documentation of any follow up activities.
Step 8 Record any carrying cost savings resulting from reduction/elimination of obsolete materials.
Step 9 Establish the time line for the next review. typically an obsolescence review should be done once per year.
SinglE point lESSon: oBSoleSCenCe reviewFrom MatERialS ManagEMEnt course
10

To learn more about Life Cycle Institute, contact: 800-556-9589 | [email protected] | www.lCe.com
what is it?an analysis of lubricating oil using either a Rotrode Emission Spectrometer or an inductively coupled plasma (icp) Spectrometer.
why use it?twenty or more metals can be simultaneously identified. the analysis includes wear, additive, and contaminant metals, and results are reported in parts per million (ppm).
what factors are critical for success? •Considerthefollowing: •Lifeofaparticle •Effectsofin-linefilters •Locationofsampling •Safety •Averagenumberoftimeparticleisfiltered •Volumeperunittimedividedbytotalvolume •Detergentadditivespreventagglomeration •Particlesmaysettleoutoradheretosurfaces •Takenfromasinglelocationinasystem •Takenbeforein-linefilters •Takenduringnormaloperatingconditions •Inpipingsystems,consider: •Nomorethan15minutesaftershutdown •Samplesshouldbetakenfromthereturnlinefollowingthelastwearingpartandbeforeenteringanin-linefilter •Donotsamplefromthebottomofthepipe •Sampleportsshouldbepurgedbeforesampling
how do you use it?the following guide identifies the types of elements that may be identified by this test procedure. a brief description explains where the metal comes from for engines, transmissions, gears and hydraulics.
Metal Engines Transmissions Gears Hydraulics
Iron Cylinder liners, rings, gears, crankshaft, camshaft, valve train, oil pump gear, wrist pins
Gears, disks, housing, bearings, brake bands, shaft
Gears, bearings, shaft, housing Rods, cylinders, gears
Chrome Rings, liners, exhaust valves, shaft plating, stainless steel alloy Roller bearings Roller
bearings Shaft
Aluminum Pistons, thrust bearings, turbo bearings, main bearings (cat) Pumps, thrust washers Pumps, thrust
washers Bearings, thrust plates
Nickel Valve plating, steel alloy from crankshaft, camshaft, gears from heavy bunker-type
diesel fuels
Steel alloy from roller bearings and shaft
Steel alloy from roller bearings and shaft
Copper Lube coolers, main and rod bearings, bushings, turbo bearings, lube additive
Bushings, clutch plates (auto/ powershift), lube coolers
Bushings, thrust plates
Bushings, thrust plates, lube coolers
lead Main and rod bearings, bushings, lead solder bushings (bronze alloy), lube
additive supplement
bushings (bronze alloy), grease contamination
bushing (bronze alloy)
tin piston flashing, bearing overlay, bronze alloy, babbit
metal along with copper and lead bearing cage metal
bearing cage metal, lube additive
cadmium n/a n/a n/a n/a
Silver Wrist pin bushings (EMds), silver solder (from lube
coolers) torrington needle bearings
(allison transmission) n/a
Silver solder (from lube coolers)
titanium gas turbine bearings/hub/ blades, paint (white lead) n/a n/a n/a
vanadium From heavy bunker-type diesel fuels n/a n/a n/a
SinglE point lESSon: SPeCtrograPhiC analySiSFrom pREdictivE MaintEnancE tEchnologiES course
Cont’d on next page…
11

To learn more about Life Cycle Institute, contact: 800-556-9589 | [email protected] | www.lCe.com
Contaminant Metals
Metal Engines Transmissions Gears Hydraulics
Silicon dirt, seals and sealants, coolant inhibitor, lube
additive (15 ppm or less)
dirt, seals and sealants, coolant inhibitor, lube additive (15 ppm or
less)
dirt, seals and sealants, coolant additive, lube
additive (15 ppm or less)
dirt, seals and sealant, coolant additive, lube
additive (15 ppm or less)
Sodium
lube additive, coolant inhibitor, salt water
contamination, wash detergents
lube additive, coolant inhibitor, salt water contamination, wash
detergents
lube additive, salt water con-tamination, airborne contaminate
lube additive, coolant inhibitor, salt water con-tamination, airborne contaminate
Multi-Source Metals Metal Engines Transmissions Gears Hydraulics
Molybdenum Ring plating, lube additive,
coolant inhibitor lube additive, coolant inhibitor
lube additive, coolant inhibitor, grease additive
lube additive, coolant inhibitor
antimony lube additive lube additive lube additive lube additive
Manganese Steel alloy Steel alloy Steel alloy Steel alloy
lithium n/a lithium complex grease lithium complex grease lithium complex grease
boron lube additive, coolant inhibitor lube additive, coolant inhibitor lube additive, coolant inhibitor lube additive, coolant inhibitor
Additive Metals
Metal Engines Transmissions Gears Hydraulics
Magnesium detergent dispersant additive,
airborne contaminant at some sites
detergent dispersant additive, airborne contaminant at
some sites
detergent dispersant additive, airborne contaminant at
some sites
detergent dispersant additive, airborne contaminant at
some sites
calcium detergent dispersant additive, airborne contaminant at some sites, contaminant from water
detergent dispersant additive, airborne contaminant at some sites, contaminant from water
detergent dispersant additive, airborne contaminant at some sites, contaminant from water
detergent dispersant additive, airborne contaminant at some sites, contaminant from water
barium usually an additive from
synthetic lubricants usually an additive from
synthetic lubricants usually an additive from
synthetic lubricants usually an additive from
synthetic lubricants
phosphorus anti-wear additive (Zdp) anti-wear additive (Zdp) anti-wear additive (Zpd), Ep additive (extreme pressure)
anti-wear additive (Zdp)
Zinc anti-wear additive (Zdp) anti-wear additive (Zdp) anti-wear additive (Zpd) anti-wear additive (Zdp)
SinglE point lESSon: SPeCtrograPhiC analySiSFrom pREdictivE MaintEnancE tEchnologiES course
12

To learn more about Life Cycle Institute, contact: 800-556-9589 | [email protected] | www.lCe.com
high impact learning – Customized training Solutionshigh impact learning is learning that changes behavior to achieve desired results and is a process, not just a single event like “taking a class.” the life cycle institute helps organizations determine if learning/training is the answer to a performance shortfall and can design a high impact learning solution. this involves:• Definingcompetenciesandskills• Assessinggaps• LearningImpactMaps• CreatingHighImpactLearninginterventionsthatproduceresults• Documentingapplicationofnewabilities.
When retention strategies and support beyond the classroom experience are included in the learning initiative, the application of new knowledge and skills can increase by up to 80%. ask us how the life cycle institute can design a high impact learning solution that delivers maximum results to your organization.
Private Classesyour training needs are unique. unique needs may require private, on-site training. learn from the leaders in Reliability Excellence – at your site – at a time convenient for you – tailored for your environment. all open enrollment public classes are available as private on-site classes led by the same highly qualified, practicing reliability professionals. these private classes are often coupled with high impact learning facilitation, Follow through support, and professional application guidance to insure that the knowledge and skills are applied in the workplace.
perhaps you want to enhance the skills of your entire team or create a shared learning experience quickly and effectively. the life cycle institute also offers on-site half-day and full-day overview seminars. these seminars feature:• Fullcoverageofthebusinesstopicsourclientsrequestmost• Deliveredatyoursiteoranylocationyouchoose• Customizableforyourorganization’sculture,practicesandneeds
the on-site-only seminar topics include:• ReliabilityExcellenceIntroductionforExecutives• ReliabilityExcellenceIntroductionforOperations• ChangeManagement• MaintenancePlanningandSchedulingforManagers
online resources
IMPACT e-NewsletteriMpact is a free, monthly e-newsletter focused on learning that drives results. Each issue includes an article that explores topics like how learning impacts business performance, and the latest learning strategies instructors and communicators can use to reach people more effectively.
IMPACT WebinarsiMpact Webinars offer insights and recommendations presented by experienced subject matter experts, presented in a brief, interactive format. in these free, monthly Webinars you can learn from the pros without even leaving your desk.
Reliability Excellence (Rx) Blogthe Rx blog is authored by professionals from the life cycle institute and the Reliability consulting group at life cycle Engineering. the blog posts have a common goal – helping individuals and organizations achieve excellence by creating a solid foundation of reliability that supports continuous improvement.
e-Institute Live Online Traininglife cycle e-institute courses are live, instructor-led classes delivered in a virtual classroom. our online classes are highly interactive and combine the elements of social, facilitated and self-directed learning to maximize training effectiveness. during an e-institute class, you will gain tools and practical guides to implement learning in the workplace.
Whiteboard Videosget inspired to improve organizational performance by watching some of life cycle Engineering’s experts discuss a variety of topics.
life Cycle institute
13

life Cycle engineering
For more than 30 years, life cycle Engineering has provided engineering solutions that deliver lasting results for private industry, public entities, government organizations and the military. Founded in 1976, lcE is headquartered in charleston, South carolina, with offices across north america.
as a professional services organization our mission is focused on our clients’ people and organizations. it is our company’s cornerstone belief that we will not lead the industry in assisting our clients unless we excel at helping our own people and teams reach their full potential.
as a privately held firm, our business vision is shaped by this mission and influences both our short and long-term planning and decision-making. in every aspect of our business our actions always drive people and organizations to achieve their long-term performance capability (not solely their short-term profit or cost-cutting targets.)
all lcE groups embrace our people-focused model of building strengths and employee engagement so that we can deliver successful and sustainable solutions for our clients. visit www.lCe.com to learn more.
our mission is to enable people and organizations to achieve their full potential.
To learn more about Life Cycle Engineering, contact: 843.744.7110 | [email protected] | www.lCe.com
Since 1976, lCe has grown to include the following solutions & services:
Reliability and maintenance solutions for industrial and government markets that help public and private enterprises gain improved financial performance through greater capacity, lower total cost, improved quality and an engaged workforce.
Shipboard engineering and technical support services for u.S. and foreign navies, providing expertise in electrical and mechanical engineering, systems engineering and software development.
net-centric solutions that combine Service-oriented architecture (Soa) engineering, network engineering, information assurance, test and evaluation services, documentation support and configuration management.
reliability Consulting & Services engineering & technical Servicesnet-Centric Solutions
acquisition, logistics planning and life cycle support services for military ships and shipboard support systems, shipboard combat systems and aviation systems.
the life cycle institute is a life-long learning resource for people engaged in optimizing asset reliability and performance.
a full spectrum of program management capabilities, from financial management and project plan development to planning and estimating for industrial projects.
ilS Services educationProgram Support Services
14

www.lCe.com © 2009 Life Cycle Engineering