design of an ethanol recovery system
DESCRIPTION
This report examined the distillation process to separate ethanol as distillate from anethanol/isopropanol mixture. The objective of this project was separated into 2 different sections– experimental and design. The experimental objective was to determine the overall trayefficiency of Oldershaw® column used in the lab and whether the tray efficiency would beaffected by cooling water flow rate or heat load applied to the column. Using theoretical numberof stages, overall tray efficiency could be determined by comparison to number of trays in thecolumn. Based on the results from experiments, tray efficiencies are obtained to beapproximately 53.3% and it is not affected by cooling water flow rate. However, tray efficienciesare slightly dependent on the heat load.The design objective was to design a distillation column to recover 90% of ethanol froma mixed ethanol/isopropanol stream with a minimum capital investment. Main theories used forthis design were mass and energy balances, McCabe Thiele method, Gilliland’s equation, Fenskeequation, Underwood equation and Kirkbride equation. The distillation column is designed to be240 ft high and 12 ft wide in diameter. Operating pressure is set at 1atm and the distillationcolumn has 113 stages with 24-inches tray spacing. Optimum feed location is on the 47th stageabove reboiler. Condenser and reboiler temperatures are also determinTRANSCRIPT

0
CHE 43500 – Chemical Engineering Laboratory
Fall 2014
DESIGN OF AN ETHANOL RECOVERY SYSTEM
Section 11 Team 4
Team Leader: Wei Siang Goh
Experimental Engineer: Basil Alfakher
Design Engineer: Molly Chamberlin
Advisor: Prof. Chong Li Yuan
Lab. Manager: Rick McGlothlin
1
Abstract:
This report examined the distillation process to separate ethanol as distillate from an
ethanol/isopropanol mixture. The objective of this project was separated into 2 different sections
– experimental and design. The experimental objective was to determine the overall tray
efficiency of Oldershaw® column used in the lab and whether the tray efficiency would be
affected by cooling water flow rate or heat load applied to the column. Using theoretical number
of stages, overall tray efficiency could be determined by comparison to number of trays in the
column. Based on the results from experiments, tray efficiencies are obtained to be
approximately 53.3% and it is not affected by cooling water flow rate. However, tray efficiencies
are slightly dependent on the heat load.
The design objective was to design a distillation column to recover 90% of ethanol from
a mixed ethanol/isopropanol stream with a minimum capital investment. Main theories used for
this design were mass and energy balances, McCabe Thiele method, Gilliland’s equation, Fenske
equation, Underwood equation and Kirkbride equation. The distillation column is designed to be
240 ft high and 12 ft wide in diameter. Operating pressure is set at 1atm and the distillation
column has 113 stages with 24-inches tray spacing. Optimum feed location is on the 47th stage
above reboiler. Condenser and reboiler temperatures are also determined to be at 21� and 82�.
By implementing the design of the column, 90% of feed ethanol can be recovered as distillate
product.
2
Table of Contents:
Abstract……………………………………………………………………………………… 1
Table of Contents …………………………………………………………………………… 2
Introduction …………………………………………………………………………………. 3-4
Theory ………………………………………..………………………………………………5-9
Apparatus……………………………………………………………………………………. 10
Procedure …………………………..……………………………………………………….. 11
Design of Experiments ………………………………………………………………………12
Results …………….…………………………………………………………………………13-16
Discussion …………………………………………………………………………………...17
Design Calculation…………………………………………….……………………………..18-21
Final Design……..………………………………………….…………………………………22
Conclusion and Recommendation ……………………………………………………………23
Notations ……………………………………………………………………………………..24-25
Reference …………………………………………………………………………………….26
Appendices ………………………………………………….……………………………….27-33

3
Introduction:
Distillation is by far the most common separation technique in the chemical process
industry, accounting for 90% to 95% of the separations (1, p.79). It is a process of separating a
liquid mixture into its constituents based on its respective boiling point by selective vaporization
and condensation. It relies on the phenomena of mass transfer, in which chemical species are
transferred into liquid and vapor streams by condensation and evaporation, respectively.
Essentially, the process allows for separation of different chemical species by rapid cooling and
heating. This rapid cooling and heating process force the chemical species to separate along the
length of distillation column, with the more volatile component exiting at the top of the column
whereas the less volatile component will exit at the bottom of the column. The bottoms products
are almost exclusively liquid, while the distillate can be liquid or vapor or both. Currently, about
80% of refineries in the United States has have a distillation unit. It is also heavily used in the oil
industry and it consumes at least 50% of the plant’s operating cost.
Ethanol is the most widely produced renewable fuel in the United States. It is a viable
alternative fuel as it provides an alternative to petroleum based fuels by offering not only less
pollutants to the environment but also a sustainable source of energy. Ethanol is manufactured
from the conversion of carbon-carbon feed stocks such as sugarcane, corn, and barley. Currently,
ethanol is used as an additive in gasoline for vehicles. As for isopropanol, it is one of the most
widely used solvents and chemical intermediates in the world. Isopropanol can be used in both
industrial and consumer industries. It is also typically found in a workplace or in the natural
environment because it does not cause a huge effect on health or the environment.
This report examined the distillation process to separate ethanol from an
ethanol/isopropanol mixture. It would enable readers to understand the necessary components
needed for designing or scaling up a distillation column. The main objective of this project was
to design a system to recover the ethanol and provide its specifications from a mixed
ethanol/isopropanol stream that contains an average of 18 wt% ethanol (±4%) and only trace
amounts of water. The plant process company has also specified that the system should recover
at least 90% of the ethanol at a purity no less than 85 wt%. An important milestone for this
project was to specify the operating conditions to achieve the desired separation. Also, the design
team is tasked to specify the capacity of the existing column and design a requisite reboiler and
condenser by utilizing excess 12 psig steam as heat source if possible. The design team was also
required to include a list of equipment and procedures that plant personnel will follow for safe
operation.

4
The experimental objective of this project was to determine the overall tray efficiencies
of the pilot plant and to determine whether the tray efficiencies would be affected by heat load or
the cooling water flow rate supplied.
Based on the results from experiments, tray efficiencies are obtained to be approximately
53.3% and it is not affected by cooling water flow rate. However, tray efficiencies are slightly
dependent on the heat load. For the design part of the project, the distillation column is designed
to be 240 ft high and 12 ft wide in diameter. Operating pressure is set at 1atm and the distillation
column has 113 stages with 24-inches tray spacing. Optimum feed location is on the 47th stage
above reboiler. Condenser and reboiler temperatures are also determined to be at 21� and 82�.
By implementing the design of the column, 90% of feed ethanol can be recovered as distillate
product.

5
Theory/Method:
This section of the report presents all the important fundamental theories and methods
used by the team to design an ethanol recovery system utilizing a distillation column.
Distillation is a process that separates two or more components into a distillate and
bottom products based on the difference in boiling points. It relies on the phenomena of mass
transfer, in which chemical species are transferred into liquid and vapor streams by condensation
and evaporation, respectively. Essentially, the process allows for separation of different chemical
species by rapid cooling and heating. This rapid cooling and heating process force the chemical
species to separate along the length of distillation column, with the more volatile component
exiting at the top of the column whereas the less volatile component will exit at the bottom of the
column. The bottoms products are almost exclusively liquid, while the distillate can be liquid or
vapor or both. The theory and method used in this project is divided into two sections which are
the experimental section and the design section.
A. Basis of Experiments
The experimental theory is used to analyze the small sieve-tray distillation column
provided as the pilot plant. Overall tray efficiency of the Oldershaw® column used in the
laboratory will be determined by using McCabe-Thiele method and the overall tray
efficiency equation. It is important to determine the tray efficiency because it is the main
variable from experiment that will affect the whole design of a distillation column. We will
be using the overall tray efficiency found from the experiment to determine the actual
number of stages needed in the scale up production.
1. Determine Theoretical Number of Stages
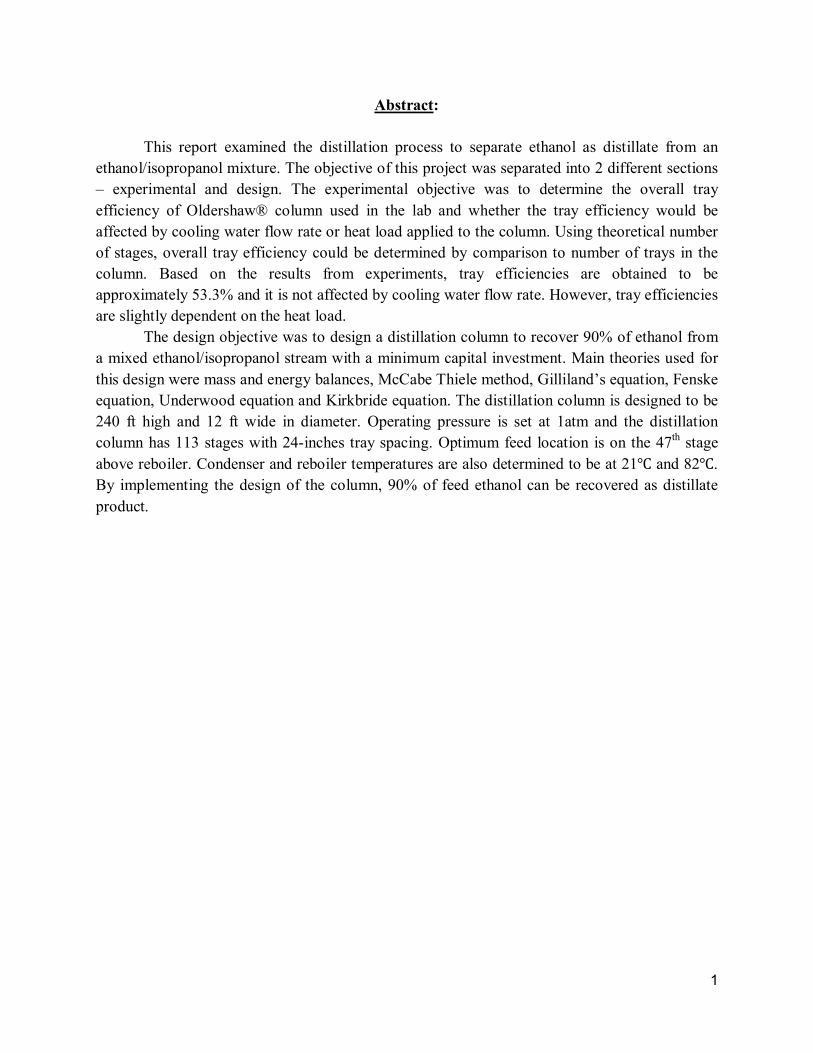
The McCabe-Thiele analysis at total reflux diagram method is used to determine
the theoretical number of stages for the experiment done in the laboratory. It is used for
testing column efficiency. Since all the vapor is refluxed, L = V and L/V = 1. Thus both
operating lines become the y=x line (1, p. 146). Figure 1 shows a graph on how
theoretical number of trays were determined using McCabe-Thiele Method
6
Figure 1: McCabe Thiele Method
2. Determine Overall Tray Efficiency
Efficiencies can be scaled up from laboratory data taken with an Oldershaw®
column. The overall efficiency measured in the Oldershaw® column is often very close
to the point efficiency measured in the large commercial column. (1, p. 148)
������������������� � ����������� (1)
where Nactual is 15 trays from the actual number of trays inside the column.
B. Basis of Design
The tray efficiencies obtained from experimental runs were used for scaling up the design
part of the project.
1. Determine Process Operation Variables
Overall material and component balances are performed to determine the
compositions of the distillate and bottoms products and also the input and output flow
rates of our system.
� � � � (2)
��� ��� � ��� (3)
2. Determine Total Number of Stages
The number of stages was calculated using Gilliland’s Equation. However, in
order to use Gilliland’s equation, Fenske equation must be utilized first.
7
Fenske equation can be described as follow (1, p.246):
��������������������������������������������������������� !"# $#�%&'()*&+,-./&'()*&+01/ 2$#345
(4)
where: !"# = minimum number of equilibrium stages or also known
x = mole fraction of the more volatile component 678 relative volatility of ethanol of ethanol and isopropanol mixture
Fenske equation is only applicable for columns operating at total reflux. A constant
relative volatility was assumed when applying equation (4). In order to solve equation
(4), the distillate and reboiler compositions need to be determined. These compositions
can be found by conducting a GC analysis at every laboratory sessions.
Finally, to obtain the total number of stages, Gilliland’s equation is used (1,255).
��������������������������������������������9�����:; <=>?>@AB C <=>DE?AAF � GH=HHIJKLM N (5)
where:
Nmin= minimum number of stages
N=actual number of stages
x= distillate concentration
3. Actual Reflux Ratio
As the reflux ratio increases, the number of trays decreases and thus the capital
cost decreases. However, by increasing the reflux ratio, the vapor rate within the tower
increases which will increase the cost for the condenser and reboiler. Most columns are
designed to operate between 1.2 to 1.5 times the minimum reflux ratios because it is
approximately the region of minimum operating cost. (1, p.338)
OPQRSP$ O!"# TU (6)
Where M is defined as the multiplier of reflux ratio which is between 1.2 and 1.5.
In order to find the actual reflux ratio, minimum reflux ratio was found by using
Underwood equation shown below (1, p.251):
VWXYYZ [ 3-*\]^_`-3-*\]^�9aQ"b;
(7)

8
where:
VWXYYZ= change in vapor flow rate [lb/hour]
F = feed flow rate [kg/hour] 6 = relative volatility of compound i with respect to its c"= mass fraction in feed a = Underwood equation constant
The change in vapor flow rate in equation (7) can be solved using the formula expressed
in equation (7) (1, p.251).
VWXYYZ d(E C e+ (8)
where:
q= feed quality
By substituting equation (8) into equation (7), the constant a can be found. Based on
equation (7) and equation (8), it can be concluded that Underwood equation is a strong
function of feed quality. The constant a found in equation (7) is then substituted into
equation (9) to obtain the minimum vapor flow rate (1, p.251).
����������������W!"# [ 3-*\]^(fg-h,-./+3-*\]^�9aQ"b;
(9)
where:
D= distillate flow rate [kg/hour] i"hZ"jR = mass fraction of component i in distillate W!"#= minimum vapor flow rate [kg/hour]
Once W!"# is known, the minimum liquid flow rate, k!"# required is calculated from the
mass balance
����������������������������������������������������������k!"# W!"# C l (10)
where: k!"#= minimum liquid flow rate [kg/hour]
The internal reflux ratio solved using equation (9) and equation (10) can be converted to
external ratio as shown below:
mnfo!"# pn qr st-u;9pn qr st-u (11)
where:

9
mnqo!"#= minimum liquid to vapor ratio (internal reflux ratio)
mnfo!"#= minimum reflux ratio (external reflux ratio)
Once minimum external reflux ratio is found, the design engineer can then incorporate
the given range of 1.25 to 1.5 to calculate the actual reflux ratio required to achieve the
required separation.
4. Determine Actual Number of Trays
The actual numbers of trays are determined using the tray efficiency obtained
from the experiment. (1, p.148)
PQRSP$ v/w]1\]/-xyz{XX"Q"Y#Q| (12)
5. Determine the dimension of the column
Diameter of the tower is relatively insensitive to the changes in operating pressure
or temperature. The main determinant of the diameter is the vapor velocity. Fair’s method
is used to determine the diameter of the column. (1, p. 152)
��}���� �~ K��������������(��������+������(L�HH+ � (13)
Tower height can be determined using the number of trays in the column and the tray
spacing.
����� ������������ T ��}�������� (14)
6. Determine the Optimum Feed Location
An approximate estimate of the optimum feed-stage location, XYYZ can be
obtained using the Kirkbride equation.
�������������������������������� mv^]],9;v9v^]],o <=A�<��� 8f m¡-.1¢\1¢yu1z¡]/wyu1z o £ ¤5h]/wyu1z¤¥h-.1¢\1¢yu1z¦I§ (15)
7. Reboiler and Condenser Duties
Energy balances are performed to determine the reboiler and condenser duties.
Condenser duty determines the amount of wash liquid flow in the tower to meet the
degree of rectification required for the lighter product. The reboiler in turn generates the
vapor flow in the tower to satisfy the degree of stripping required for the particular
separation and the quality of the heavy product.
¨��©���������� ���������� T ������������������ (16)
10
Apparatus:
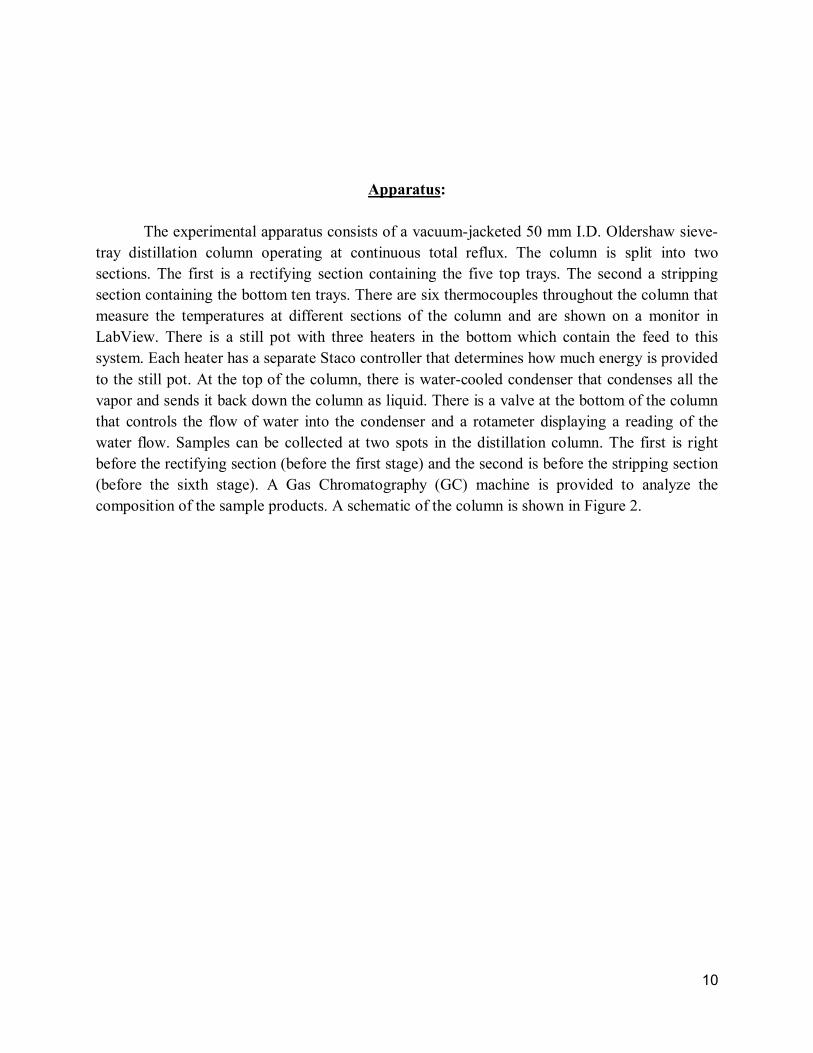
The experimental apparatus consists of a vacuum-jacketed 50 mm I.D. Oldershaw sieve-
tray distillation column operating at continuous total reflux. The column is split into two
sections. The first is a rectifying section containing the five top trays. The second a stripping
section containing the bottom ten trays. There are six thermocouples throughout the column that
measure the temperatures at different sections of the column and are shown on a monitor in
LabView. There is a still pot with three heaters in the bottom which contain the feed to this
system. Each heater has a separate Staco controller that determines how much energy is provided
to the still pot. At the top of the column, there is water-cooled condenser that condenses all the
vapor and sends it back down the column as liquid. There is a valve at the bottom of the column
that controls the flow of water into the condenser and a rotameter displaying a reading of the
water flow. Samples can be collected at two spots in the distillation column. The first is right
before the rectifying section (before the first stage) and the second is before the stripping section
(before the sixth stage). A Gas Chromatography (GC) machine is provided to analyze the
composition of the sample products. A schematic of the column is shown in Figure 2.
11
Figure 2: Schematic of a sieve-tray distillation column with total reflux
Procedure:
The experimental procedure starts with a safety assessment of the system. The team
ensured that everyone was wearing proper PPE. Eye goggles were worn at all times. Protective
gloves were worn by the member performing tasks such as handling controllers, collecting
samples, and using the GC machine. Contaminated gloves were disposed of before handling the
computers for data entry and analysis. In addition, the team made sure the ladder used to collect
samples was sturdy enough to handle the weight of the operator. Safe operating conditions were
also strictly followed to ensure safety. The water flow to the condenser must always be enough
to ensure all the vapor is turned into liquid and is not released into the lab. In addition, the
difference in the temperature of the water entering and exiting the condenser never exceed 20 °C.
The Staco controllers were also never set above 80% of the maximum power to avoid risk of
overheating that leads to breaking the glass pot. In addition, the team made sure to learn the
hazards involved with using ethanol and isopropanol. These chemicals are flammable and highly
volatile. They are also hazardous in case of eye contact, ingestion and inhalation. Safety
precautions were also very important when using the GC machine since it involved using a

12
syringe containing hazardous chemicals. Once a safety assessment of the system was complete,
the team was ready to operate the column.
The team started by setting the desired operating conditions for the column. This meant
using the Staco controllers to set the power provided to the heaters and using the control valve to
set the water flow rate into the condenser. Once these settings had been set, the team waited for
25-30 minutes to ensure the column is operating at a steady state condition. This was also
verified by observing the temperatures throughout the column and noting that there was no
fluctuation. Samples were collected from the two different ports for analysis once the column
had reached steady state. This was done by climbing the ladder and opening the valve for the
desired port and waiting for the liquid to run through a tube and into the collection vial. Once the
samples had been collected, the team ensured all sample valves had been closed. The team then
proceeded to change the operation conditions to the next desired state and repeated this
procedure.
For data analysis, the samples were run through a GC machine. To do this, 0.5 µL of the
sample was injected into the machine through a rubber septum using a syringe. The machine
produced a graph that allowed the team to determine the composition of the sample. For each
lab, the team started by analyzing the composition of the still pot since it’s the feed for the
column. The two samples collected from the two different ports at each operating condition were
also analyzed.
Design of Experiments:
In order to determine the efficiency of the column and how operating conditions affect it,
the column was run at many different settings. This design was chosen since it allowed the team
to study the effects of each controlled variable on the column efficiency. It also allowed the team
to determine whether the experimental data was reproducible or not. The design of experiments
is shown in Table 1.
Table 1: Design of experiments
Trial Experiment Outcome
1 Ran prepared samples through the GC
machine
Prepared a calibration curve for the GC
machine
2 Learned to operate the distillation
column
Experienced how different settings relate
to different operating parameters

13
3 Ran column at constant water flow and
different Staco settings
Learned how column efficiency relates to
the power settings
4 Ran column at higher constant water
flow and different Staco settings
Learned how column efficiency relates to
power settings and how controlled
variables interact
5 Ran column at constant Staco setting
and different water flows
Learned how column efficiency relates to
water flow
6 Repeated settings in previous labs Verified the reproducibility of obtained
data
7 Repeated settings in previous labs Repeated settings in previous labs
8 Ran column at different Staco and flow
rate settings
Obtain data for condenser design
Experimental Results:
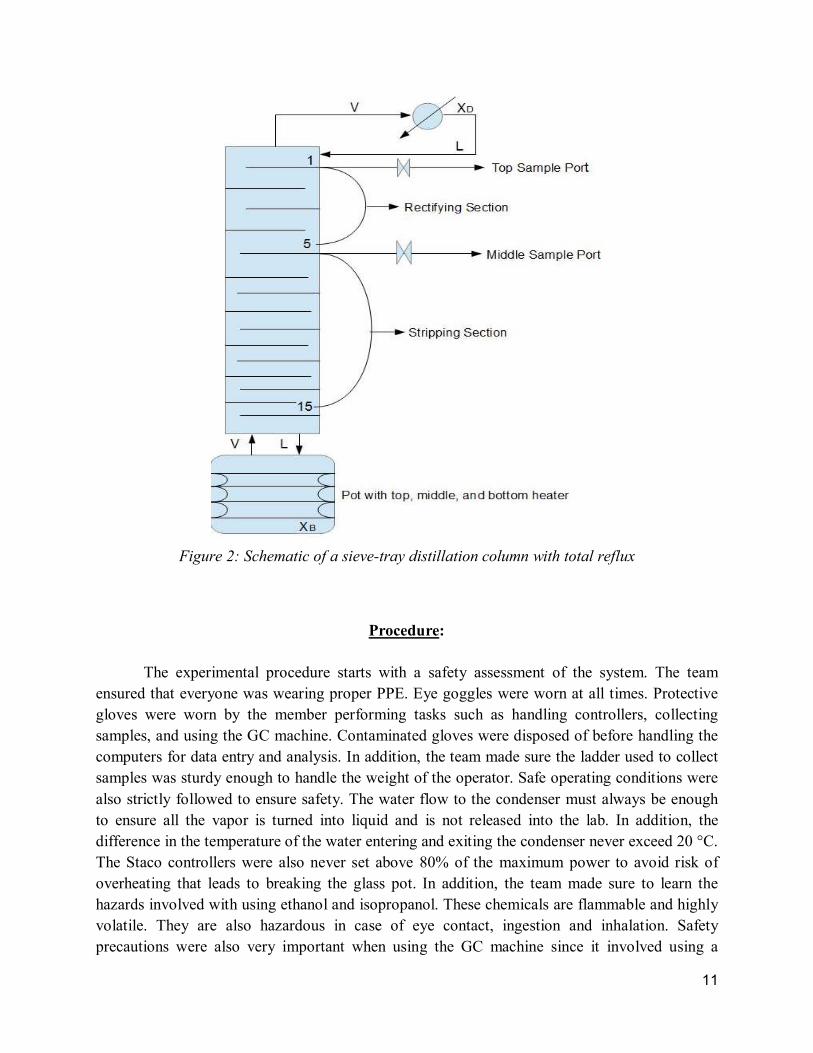
The GC machine provided information of the sample by showing a graph with a peak for
each component present in the sample. Each peak has an area percentage that is related to how
much of that particular component is present in the sample. Since the detector is not equally
sensitive to each of the components present in the sample, the team constructed a calibration
curve that relates the area percentage of ethanol to its weight percentage. This was done by
running prepared samples of known composition through the GC machine and plotting the
resulting area percentage against the known weight percentage. The resulting calibration curve is
shown in Figure 3.
14
Figure 3: GC machine calibration curve
In order to determine the efficiency of the column, the number of theoretical stages
needed for the achieved separation must be determined. This was done using the McCabe-Thiele
method. The results from the GC machine showed trace amounts of water in the samples. For
simplification, the system was assumed to be binary and the area percentage of water was
divided between ethanol and isopropanol. The team believes this will not result in any significant
errors in the results since it is very minute amounts of water and does not significantly affect the
behavior of the system. To use the McCabe-Thiele method for a column in total reflux, the team
plotted vapor-liquid equilibrium data for the binary system and a y=x straight line. Then, the
weight percentage of ethanol was determined using the calibration curve and then converted to
mole fractions. The ethanol composition in still pot, denoted by XB, will be the starting point for
stepping off stages. The distillate composition, denoted by XD, will be the end point for stepping
off stages. The composition of the sample collected between the rectifying and stripping sections
of the column will serve as the point separates the two sections in the plot. An example of this
procedure is shown in Figure 4 for one of the steady state settings.
y = 0.921x + 5.9198
R² = 0.9922
0
10
20
30
40
50
60
70
80
90
100
0 20 40 60 80 100
Eth
an
ol A
rea
Pe
rce
nt
(%)
Ethanol Weight Percent (wt%)
Gas Gromatography Calibration Curve
Area % vs Weight %
Linear (Area % vs Weight %)

15
Figure 4: McCabe-Thiele diagram for Staco setting = 60% and water flow = 0.053kg/s
The efficiency of the column is determined using Equation 1. The efficiency was
determined for the different steady state settings for changes in the two controlled variables. The
efficiency of this type of column is then used in the design procedure. The results are presented
graphically in Figures 5,6, and 7.

16
Figure 5: Efficiency at 0.053 kg/s water flow and changing Staco setting
Figure 6: Efficiency at 0.041 kg/s water flow and changing Staco setting
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
40 45 50 55 60 65 70 75
Eff
icie
ncy
Staco Setting (%)
Efficiency Vs Staco Setting @ 0.053kg/s Water
Flow
Stripping Section
Rectifying Section
Total Column
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
30 35 40 45 50 55 60 65 70 75
Eff
icie
ncy
Staco Setting (%)
Efficiency Vs Staco Setting @ 0.041kg/s Water
Flow Rate
Stripping Section
Rectifying Section
Total Column
17
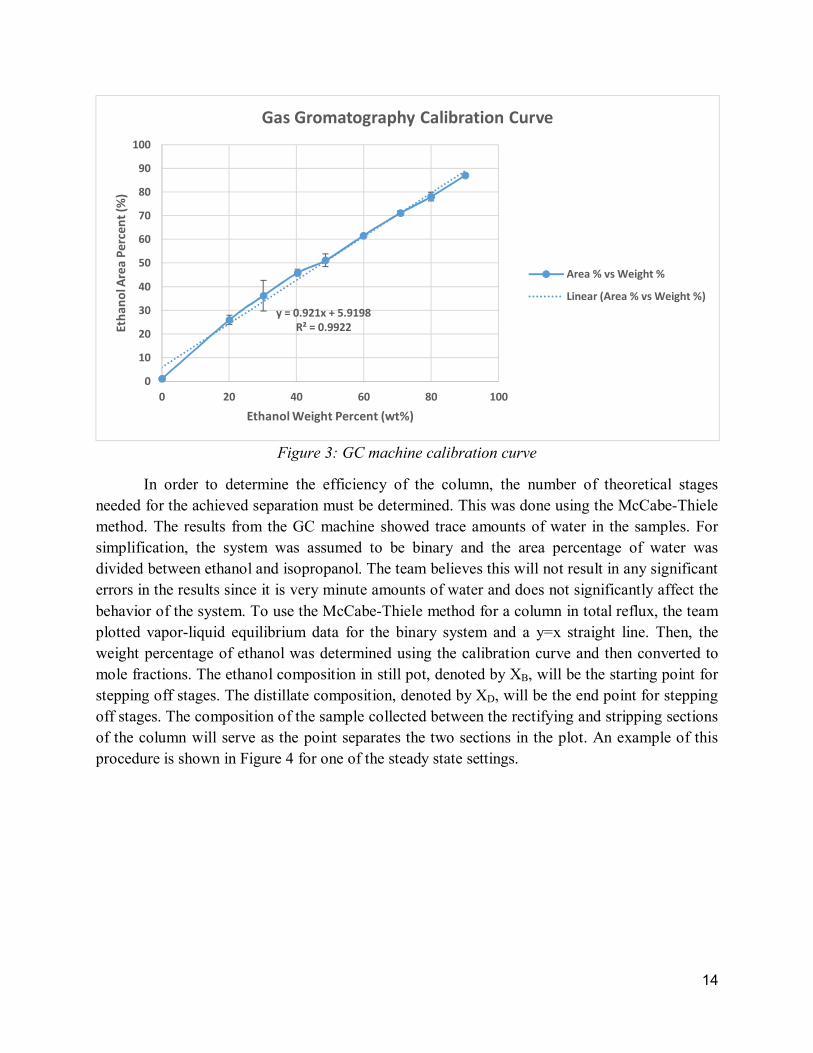
Figure 7: Efficiency at Staco setting of 50 and various water flow rates
The error bars shown on all the graphs in the results represent the team’s 95% confidence
intervals (±2 standard deviations). Figures 5 and 6 show significant error in efficiency of the
column while Figure 7 shows less error. Therefore, the team concludes that the data collected
with constant staco setting and changing water flow was more reliable.
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0 0.01 0.02 0.03 0.04 0.05 0.06
Eff
icie
ncy
Water Flow (kg/s)
Efficiency Vs Wate Flow Rate @ Staco Setting =
50
Stripping Section
Rectifying Section
Total Column

18
Discussion:
The experimental results shown in Figures 5, 6 and 7 show that the maximum efficiency
obtained from the column is 53.3%. Figures 5 and 6 show the effect of changing the power
supplied to the heaters in the still pot. Figure 5 shows us that even though the efficiencies of the
two sections were changing with the change in power, the overall efficiency of the column
remained constant. Figure 6 shows constant efficiencies throughout the column but a decrease at
the highest point of power supplied. The results shown in Figure 6 were obtained at a lower
condenser water flow rate than that in Figure 5. Therefore, the team believes there wasn’t enough
water flow in the condenser to turn all the vapor to liquid. Which lead to lower concentrations of
ethanol in the samples, thus lowering efficiency. Figure 7 shows the effect of changing the
condenser water flow rate on the efficiency. According to the graph, there is no change in
efficiency at the different water flow settings. The team believes this is because as long as the
condenser is able to turn all the vapor going up the column into liquid, the efficiency will not
change. Even though the water flow rates were set to very low settings, the power provided to
the heaters was quite low too. Meaning there wasn’t a large amount of vapor going up the
column and even low water flow rates were enough to condense all the vapor.
Some constraints on the results obtained were because the team had to follow the limiting
operating conditions on the distillation column. Otherwise, it would have been worthwhile to try
higher Staco settings to see if the trend in Figure 6 were to continue. In addition, the results could
have been improved if the team had tried varying the water flow rate at constant Staco setting
that is higher than 50%. These two extra sets of experiments would allow the team to determine
if their hypothesis on the water flow rate’s effect on the system is accurate or not. Also, more
repeat data could have been
19
Design Calculations:
Flow Rates
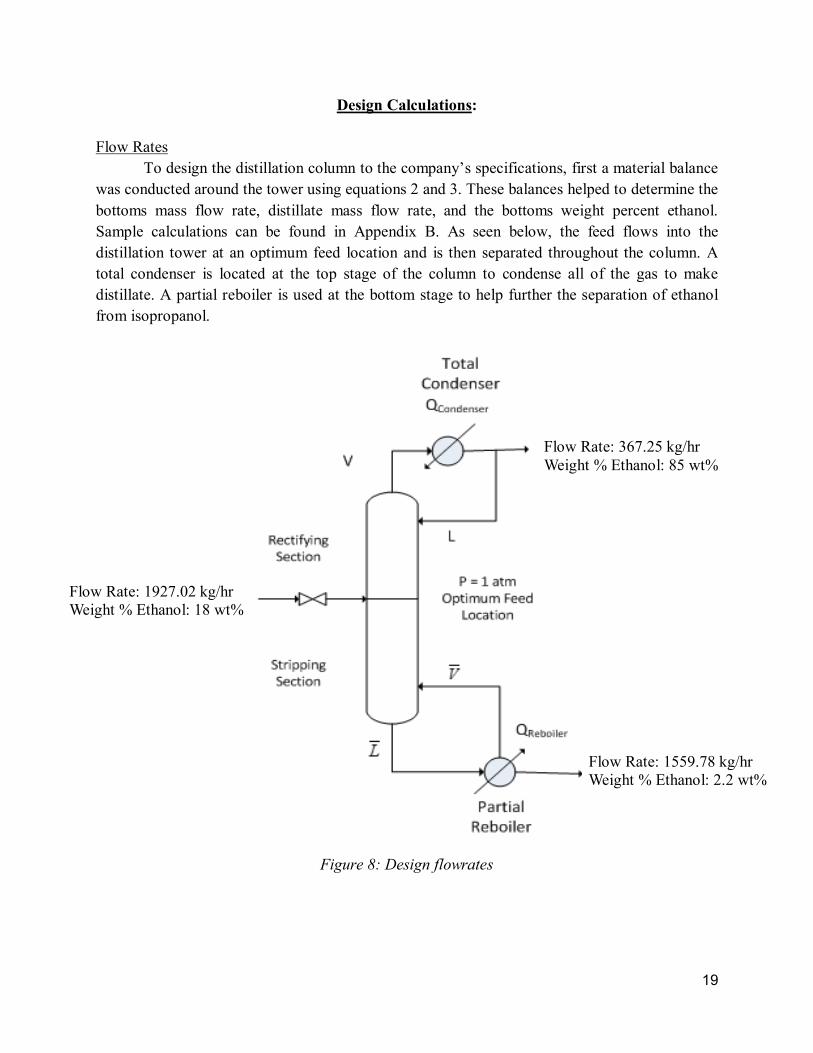
To design the distillation column to the company’s specifications, first a material balance
was conducted around the tower using equations 2 and 3. These balances helped to determine the
bottoms mass flow rate, distillate mass flow rate, and the bottoms weight percent ethanol.
Sample calculations can be found in Appendix B. As seen below, the feed flows into the
distillation tower at an optimum feed location and is then separated throughout the column. A
total condenser is located at the top stage of the column to condense all of the gas to make
distillate. A partial reboiler is used at the bottom stage to help further the separation of ethanol
from isopropanol.
Figure __: Flow rates around design column
Figure 8: Design flowrates
Flow Rate: 1927.02 kg/hr
Weight % Ethanol: 18 wt%
Flow Rate: 367.25 kg/hr
Weight % Ethanol: 85 wt%
Flow Rate: 1559.78 kg/hr
Weight % Ethanol: 2.2 wt%
20
Total Number of Stages
After material balances were conducted on the tower to obtain the flow rates and weight-
percent’s, the number of stages was then calculated using Gilliland’s Equation 5 (4, p. 253).
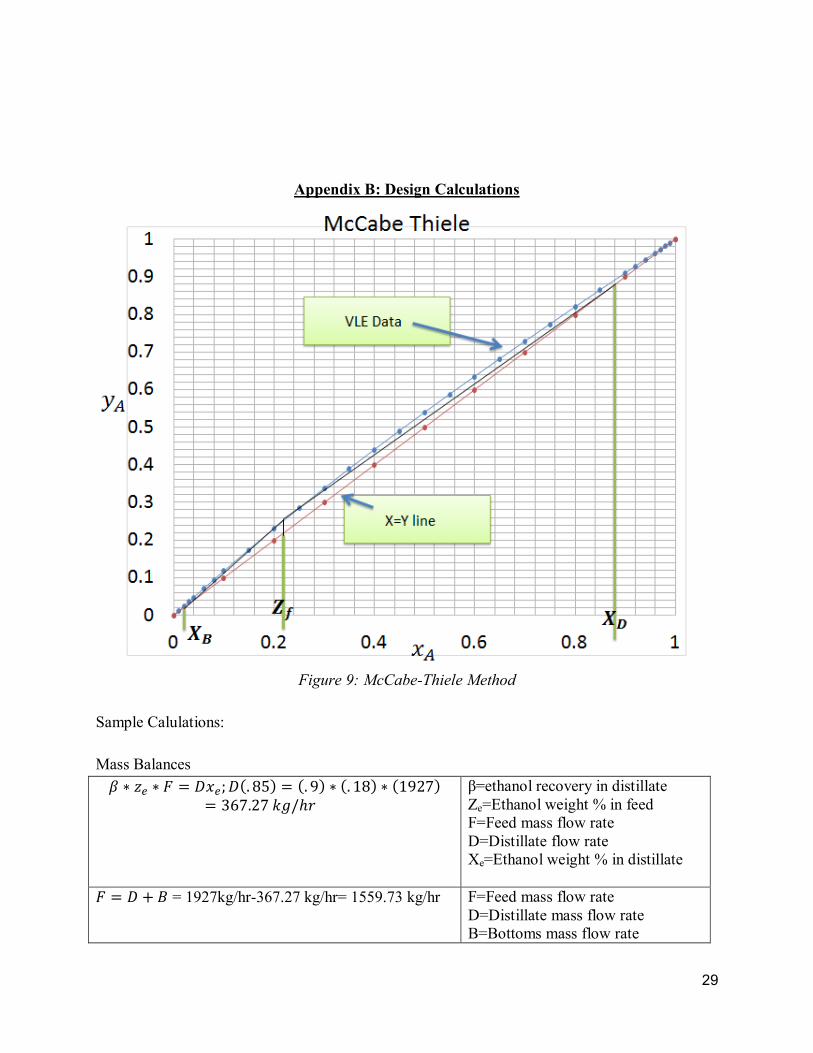
McCabe-Thiele was not used in the design of the column because of how close the VLE curve
and the x=y line ran to each other, as seen in Figure 10 in Appendix B. Accurate “steps” could
not have been analyzed, so a different approach was taken. No method is perfect for modeling
non-ideal systems, but all sources indicated that using the following approach was one of the
simplest ways to achieve a design. In order to use Gilliland’s equation, Fenske and Underwood
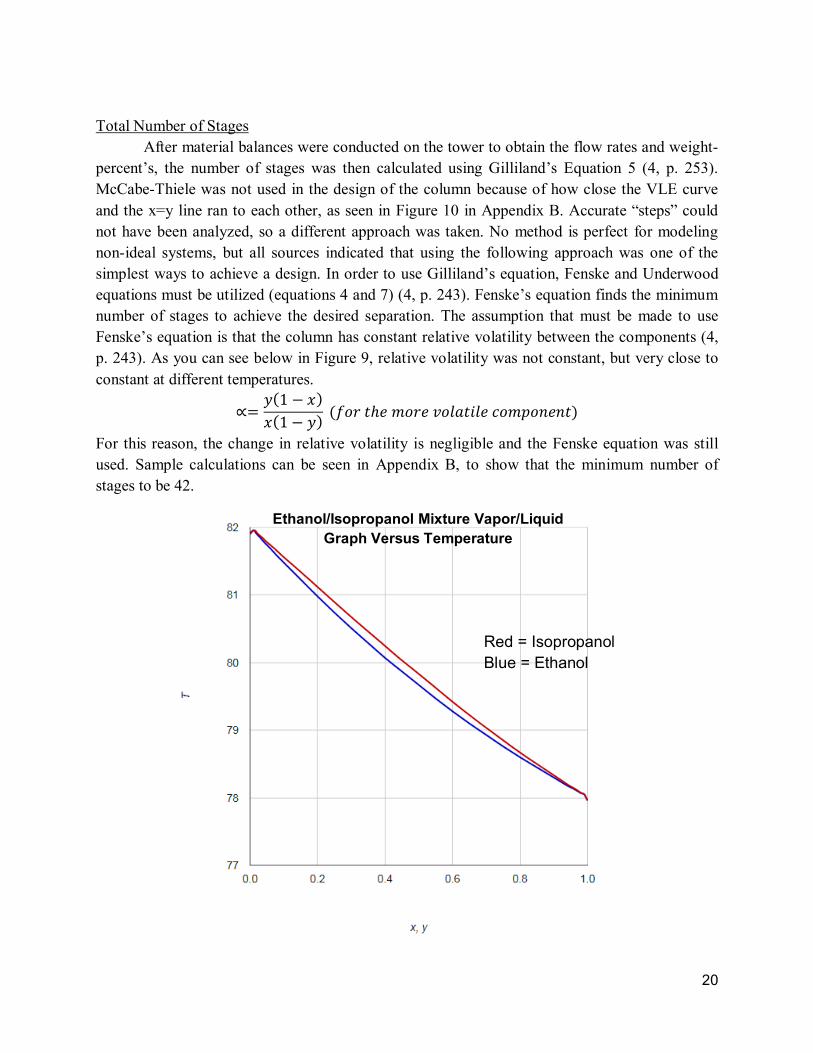
equations must be utilized (equations 4 and 7) (4, p. 243). Fenske’s equation finds the minimum
number of stages to achieve the desired separation. The assumption that must be made to use
Fenske’s equation is that the column has constant relative volatility between the components (4,
p. 243). As you can see below in Figure 9, relative volatility was not constant, but very close to
constant at different temperatures.
� �(E C F+F(E C �+�(�������}��������������}������+ For this reason, the change in relative volatility is negligible and the Fenske equation was still
used. Sample calculations can be seen in Appendix B, to show that the minimum number of
stages to be 42.
Ethanol/Isopropanol Mixture Vapor/Liquid
Graph Versus Temperature
Red = Isopropanol
Blue = Ethanol
21
Figure 9. Proving Relative Volatility with x,y,T plot
The Underwood equation found the minimum reflux ratio to achieve the desired
separation (4, p. 248). This equation requires that the solution has a constant molar flow
throughout the column, meaning that for every mole of liquid vaporized, a mole of vapor must be
condensed. Assuming the column is at steady state, this is true because of the mass balance of
the column. The feed equals the bottom and distillate flow rates. The only exception to this is if
there was a leak in the column. From the minimum reflux ratio, the reflux ratio was found by
multiplying it by a common multiplier of 1.8 (3). The common multiplier is somewhere in the
range of 1.2 to 1.8 according to Douglas and Wankat. For the purpose of this column, using 1.8
gives a more realistic and economic design. When using 1.2, column height was upwards of 360
ft tall. The minimum reflux ratio when using the 1.8 multiplier was found to be 30.936 and the
reflux ratio was 55.6848. Examples of these calculations can be found in Appendix B.
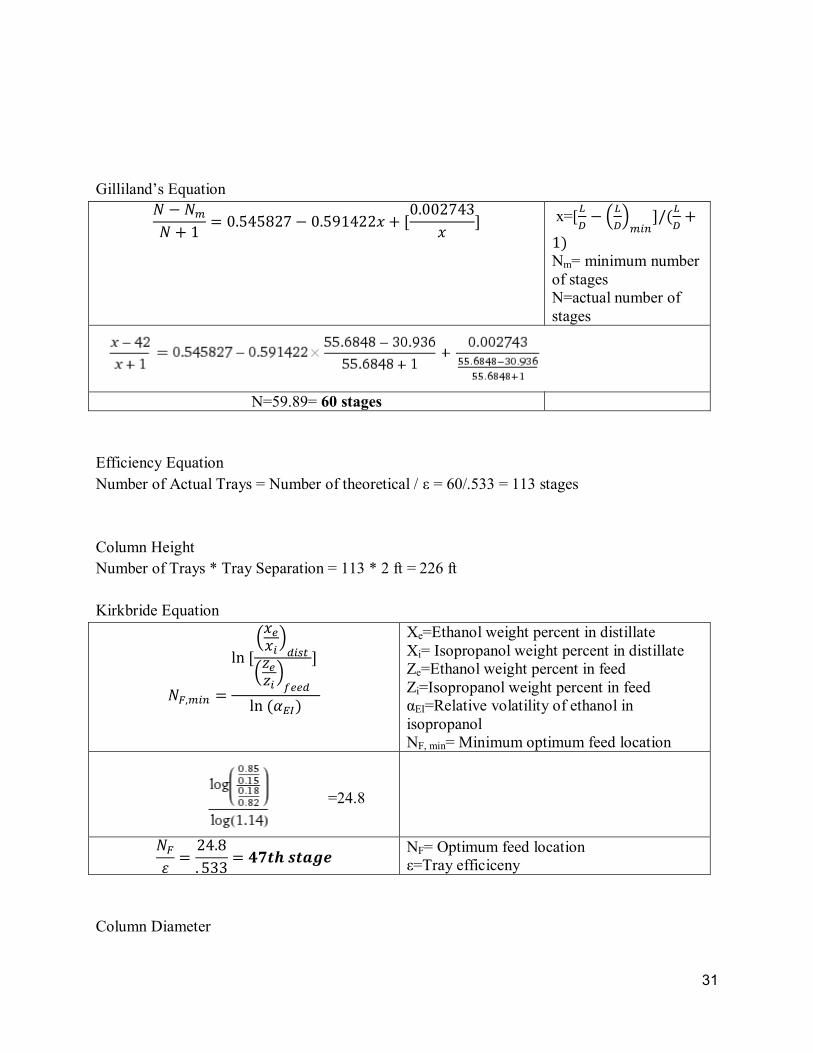
Gilliand’s Equation, when solved for “N,” ended up requiring 60 stages. This N is the
theoretical number of stages and when plugged into equation 5, with the tray efficiencies found
through the experiments, the number of plates required was found. Experimental data concluded
that water condenser flow rate had no effect on tray efficiencies, but data was inconclusive with
regards to reboiler boiling rate. Further research is needed to draw any real conclusions
regarding the difference between the stripping and the rectifying section efficiencies. It did
however appear as though the total column efficiency stayed constant. For this reason, the
average efficiency of the whole tower was used. Actual number of trays is found to be 113. If the
sections had different efficiencies, it could have been accounted for here by simply dividing the
number of stripping section trays by its efficiency and then the rectifying section by its
respective efficiency. Sample calculations can be found in Appendix B and C.
Height of Column
Tray spacing was 24 inches apart since that is industry standard (4, p. 370). If spacing
were smaller it would be harder to crawl through and clean, making it potentially unsafe. It might
also cost more upon instillation because it differs from the norm. Column height was found using
equation 14 to be 226 feet high. This made for a very tall column. A way to combat this is by
adding another component to the mixture. In nature, isopropanol and ethanol are hard to
separate. By adding the third component that took advantage of ethanol and isopropanol’s
difference in solubility, they would separate faster and it would require less trays (5).
Tower inner diameter
Equation 13 was used to find the tower diameter. This was dependent upon the flood
velocity (equation A9), the capacity factor (picked for the specific tray spacing – equation A1),
flow parameter (equation A10), fraction (0.75), and densities of the vapor and liquid (equation
A16 and A17 ). In this case, column diameter was found to be 12 ft. Sample calculations can be
found in Appendix B.
22
Feed stage
Feed stage was found using the Kirkbride equation (equation 15). The assumptions
surrounding this equation were the same as specified in the other models used (3). Example
calculations can be found in the Appendix B. The optimum feed stage found was 47 when
corrected for tray efficiency. Trays 1-46 made up the rectifying section, while trays 58-113 made
up the stripping section.
Temperature of Feed
Temperature of the feed should be at bubble point to allow for separation to start as soon
as the feed enters the distillation tower (4, p. 198). This temperature needed to be in between the
two boiling points. The boiling point of ethanol is 78.37 degrees C and the boiling point of
isopropanol is 82.6 degrees C. The temperature of the feed should be 81.84 degrees C because it
is relative to the weight percent’s (weighted average).
Temperature of Condenser water
For cost purposes, cooling water can simply be at room temperature – around 21 C. It is
sufficient because room temperature water is still far below the boiling points of either
substance.
Temperature of Reboiler
Because of how hot the reboiler must be, special care must be taken to insulate the
outside of the apparatus and there should be a barrier between the operator and the reboiler.
Operators should make sure to wear heat shirts when interacting with the reboiler. Regardless of
the power set in the experiments, temperature of the pot never went above 82 degrees C. For this
reason, the temperature of the reboiler should be set to 82 degrees C.
Amount of Steam Utilized
An energy balance could be conducted around the column to provide the operators with
the amount of steam to let into the column to power it. Condensor duties could show how much
energy was taken out of the column, while reboiler duties would show how much energy was put
into the system. This is something that should be done before installation, or could be adjusted
during start up to help fine tune optimum separation.
23
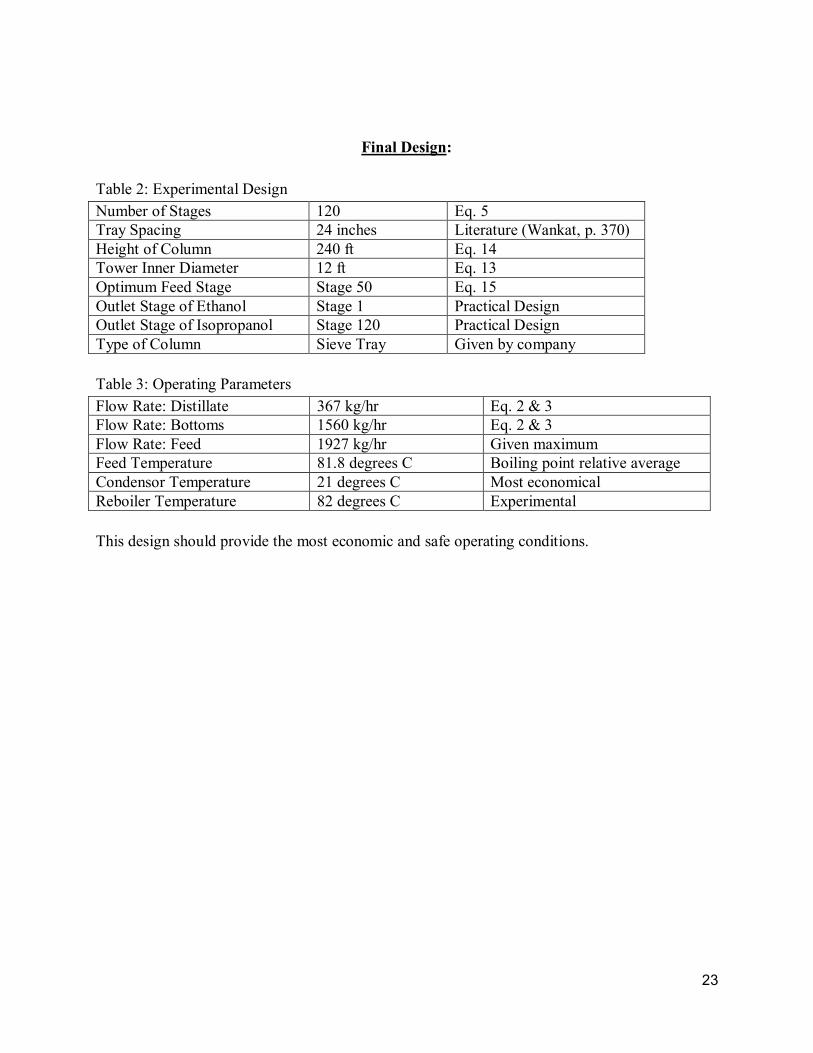
Final Design:
Table 2: Experimental Design
Number of Stages 120 Eq. 5
Tray Spacing 24 inches Literature (Wankat, p. 370)
Height of Column 240 ft Eq. 14
Tower Inner Diameter 12 ft Eq. 13
Optimum Feed Stage Stage 50 Eq. 15
Outlet Stage of Ethanol Stage 1 Practical Design
Outlet Stage of Isopropanol Stage 120 Practical Design
Type of Column Sieve Tray Given by company
Table 3: Operating Parameters
Flow Rate: Distillate 367 kg/hr Eq. 2 & 3
Flow Rate: Bottoms 1560 kg/hr Eq. 2 & 3
Flow Rate: Feed 1927 kg/hr Given maximum
Feed Temperature 81.8 degrees C Boiling point relative average
Condensor Temperature 21 degrees C Most economical
Reboiler Temperature 82 degrees C Experimental
This design should provide the most economic and safe operating conditions.
24
Conclusions & Recommendations:
This work has led to the following conclusions and recommendations.
1. Experimental data concludes that water condenser flow rate has no effect on tray
efficiencies, but data is inconclusive with regards to reboiler boiling rate. For this reason
it is recommended that boiling rate (how hard solution is boiling) of the reboiler is kept as
constant as possible until further research is done regarding its effects on separation. It
appears as though total column efficiency stays constant while the stripping section and
rectifying section efficiencies change, but as mentioned earlier, more research is needed.
2. 1.8 was the chosen multiplier of the minimum reflux ratio because it was recommended
in literature. This being said, other multipliers were recommended in other sources. In
general 1.2 to 1.8 seemed to be the most commonly found range. This could be a source
of error for this column, but is recommended for use because it makes the column much
more reasonable and economically sized than when using a smaller multiplier.
3. An energy balance should be taken around the column to decide how much steam needs
to be used to power the column. Reboiler and condenser duties can be utilized as to
account for how much energy is being put into the system and how much is being taken
out. This needs to be done before start up to get a basis setting, but can be adjusted.
Further research needs to be done to find out how much adjusting the steam pressure will
affect separation.
4. It is recommended that another component be added to the mixture to make for an easier
separation. This could save money because the column would not have to be quite as
high.

25
Notations:
English
mnfo!"# = minimum reflux ratio (external reflux ratio)
mnqo!"# = minimum liquid to vapor ratio (internal reflux ratio) i7 = Liquid mole fraction of species A (ethanol) i"hZ"jR = Mass fraction of component i in distillate ��ª��« = Flooding velocity
B (mole/s) = Molar bottom flow rate
Cp,et (J/g.C) = Specific heat capacity of ethanol
Cp,iso (J/g.C) = Specific heat capacity of isopropanol
D (mole/s) = Molar distillate flow rate
F (mole/s) = Molar feed flow rate
I.D. (ft) = Inside diameter
L (mol/s) = Molar flow rate of liquid going back into the column
mF (g/s) = Feed mass flow rate
mvap (g/s) = Mass flow rate of vapor in distillate
MW (g/gmol) = Molar weight of vapor
mw (g/s) = Mass flow rate of water
MWet (g/mol) = Molecular mass of ethanol
MWiso (g/mol) = Molecular mass of isopropanol
N = Area available for vapor flow
Nactual = Number of stage based on actual reflux ratio
Nmin = Minimum number of stage or number of stage at total reflux
QC (J/s) = Heat in condenser
QR (J/s) = Heat in reboiler
R = Reflux ratio TB ( C) = Temperature of bottom
TD ( C) = Temperature of distillate
TF ( C) = Temperature of feed
uvap (m/s) = Mass flow rate of vapor in distillate
V (mol/s) = Molar flow rate of vapor
X = Mole fraction of the more volatile component
xB = Mass fractions of ethanol in bottom
XB,et = Ethanol weight fraction at bottom
XB,iso = Isopropanol weight fraction at bottom
XD,et = Ethanol weight fraction at distillate

26
XD,iso = Isopropanol weight fraction at distillate
XF,et = Ethanol mass fraction at feed
XF,iso = Isopropanol mass fraction at feed
Greek
a = Underwood equation constant
αEI =Relative volatility of ethanol in isopropanol
ΔHB (J/mol) = Enthalpy of bottom
ΔHD (J/mol) = Enthalpy of distillate
ΔHF (J/mol) = Enthalpies of feed
ΔHvap,et (J/mol) = Enthalpy of vaporization of ethanol
ΔHvap,iso (J/mol) = Enthalpy of vaporization of isopropanol
ΔHvap,mix (J/mol) = Enthalpy of vaporization of et-iso mixture
ε =Tray efficiency ¬ =Fraction of the column across cross sectional area that is available for
vapor flow above the tray
ρet (g/m3) = Density of ethanol
ρiso (g/m3) = Density of isopropanol = surface tension
27
References:
1. Wankat, P., Separation Process Engineering Includes Mass Transfer Analysis, Pearson
Education, New York, 2012.
2. U.S. Energy Information Administration - EIA - Independent Statistics and Analysis
(Vacuum distillation is a key part of the petroleum refining process).
http://www.eia.gov/todayinenergy/detail.cfm?id=9130. Accessed 10-18-2014.
3. Douglas, J. M. (1988). Conceptual Design of Chemical Processes. McGraw-Hill Book
Company.
4. Wankat, Phillip. Separation Process Enginering. International ed. Prentice Hall. 110-140,
301-340. Print.
5. Thacker, Quinn. Lab 5: Seperation of Mixture. Web.
http://www.chemistryland.com/CHM130FieldLab/Lab5/Lab5.html. Accessed 11-1-2013
28
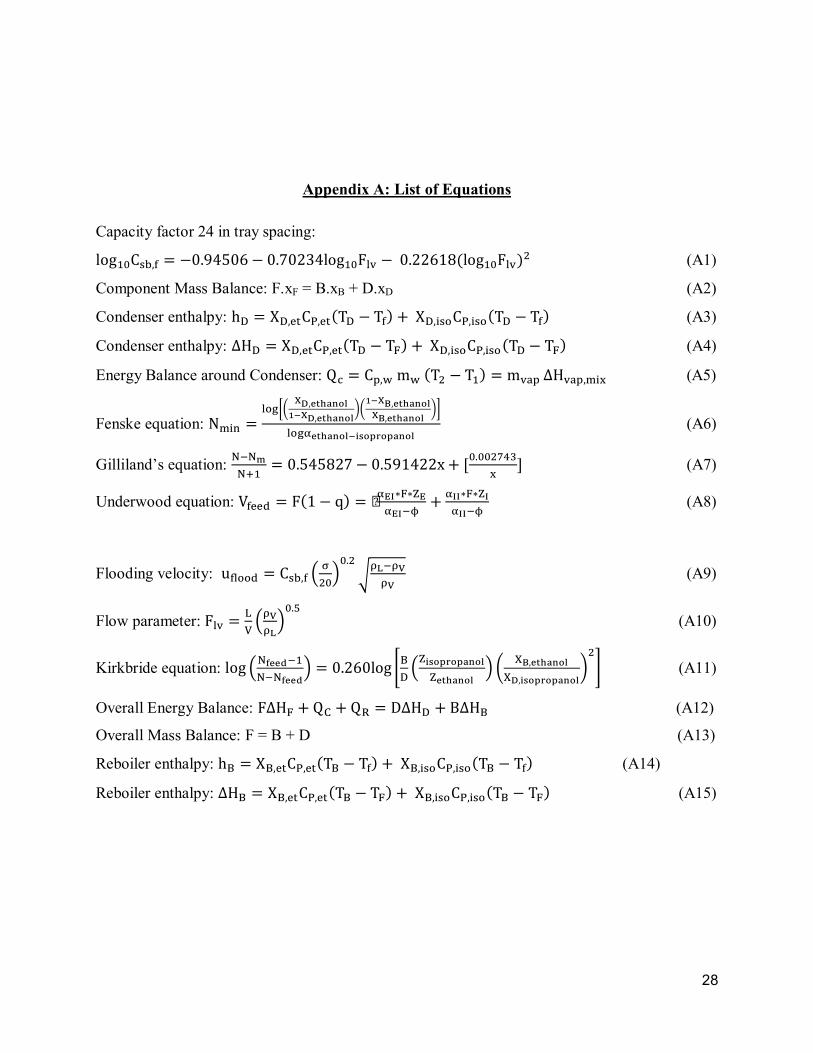
Appendix A: List of Equations
Capacity factor 24 in tray spacing:
���;H®j¯hX C<=D?><� C <=B<A°?���;Hd$± C �<=AA�E@(���;Hd$±+I (A1)
Component Mass Balance: F.xF = B.xB + D.xD (A2)
Condenser enthalpy: ²f ³fhYR®´hYR(µf C µX+ ��³fh"j¶®´h"j¶(µf C µX+ (A3)
Condenser enthalpy: ·¸f ³fhYR®´hYR(µf C µ_+ ��³fh"j¶®´h"j¶(µf C µ_+ (A4)
Energy Balance around Condenser: ¹Q ®ºh»�¼»�(µI C µ;+ ¼±Pº�V¸±Pºh!"g (A5)
Fenske equation: !"# $¶½¾£ ¿¥h]/wyu1z)*¿¥h]/wyu1z¦£)*¿5h]/wyu1z¿5h]/wyu1z ¦À$¶½3]/wyu1z*-.1¢\1¢yu1z (A6)
Gilliland’s equation: v9vtv:; <=>?>@AB C <=>DE?AAi � GH=HHIJKLg N (A7)
Underwood equation: WXYYZ d(E C e+ 3ÂÃÄ_Ä¡Â3ÂÃ9Å � 3ÃÃÄ_Ä¡Ã3ÃÃ9Å (A8)
Flooding velocity: ÆX$¶¶Z ®j¯hX m ÇIHoH=I~ÈÉ9ÈÊÈÊ (A9)
Flow parameter: d$± nq mÈÊÈÉoH=Ë (A10)
Kirkbride equation: ��� mv^]],9;v9v^]],o <=A�<��� 8f m¡-.1¢\1¢yu1z¡]/wyu1z o £ ¤5h]/wyu1z¤¥h-.1¢\1¢yu1z¦I§ (A11)
Overall Energy Balance: dV¸_ � ¹Ì � ¹Í lV¸f � ÎV¸8 (A12)
Overall Mass Balance: F = B + D (A13)
Reboiler enthalpy: ²8 ³8hYR®´hYR(µ8 C µX+ ��³8h"j¶®´h"j¶(µ8 C µX+ (A14)
Reboiler enthalpy: ·¸8 ³8hYR®´hYR(µ8 C µ_+ ��³8h"j¶®´h"j¶(µ8 C µ_+ (A15)
29
Appendix B: Design Calculations
Figure 9: McCabe-Thiele Method
Sample Calulations:
Mass Balances
� Ä �Ï Ä � �FÏÐ �(= @>+ (= D+ Ä (= E@+ Ä (EDAB+ °�B=AB�Ñ�'�� β=ethanol recovery in distillate
Ze=Ethanol weight % in feed
F=Feed mass flow rate
D=Distillate flow rate
Xe=Ethanol weight % in distillate
� � � � = 1927kg/hr-367.27 kg/hr= 1559.73 kg/hr
F=Feed mass flow rate
D=Distillate mass flow rate
B=Bottoms mass flow rate

30
�� ��� � ��� =
1927*.18=.85*367.27+F�*1559.73; F�=.022
Fenske Equation
ÓÔ�� �Õ £� �((E C �+(E C �++¦�Õ(Ö+
β = fractional recovery of light key in the
distillate
δ = fractional recovery of heavy key in the
bottoms
α = relative volatility
=
42.1975
Underwood Equation
×�ÏÏ« �(E C Ø+ � ÖÙÚ Ä � Ä ÒÙÖÙÚ C Û � ÖÚÚ Ä � Ä ÒÚÖÚÚ CÛ q=feed quality
αEI= relative volatility of
ethanol in isopropanol
αII= relative volatility of
isopropanol in isopropanol
φ=
=1.11
×Ô�� � ÖÙÚ Ä � Ä FÙÖÙÚ CÛ � ÖÚÚ Ä � Ä FÚÖÚÚ CÛ
Vmin=Minimum vapor flow
from reboiler to column
D=Mass flow rate of distillate
=11353.6 kg/hr
(Ü�+Ô�� (EE°>°=��Ñ�'��� +Ô�� °<=D°�� (Ý�+Ô�� Minimum reflux ratio
£Ü�¦ (Ü�+Ô�� Ä E=@ >>=�@?@ mÝ�o= Reflux Ratio
31
Gilliland’s Equation Ó C ÓÔÓ � E <=>?>@AB C <=>DE?AAF � G<=<<AB?°F N
x=[� C m�o��N'(� �E+
Nm= minimum number
of stages
N=actual number of
stages
N=59.89= 60 stages
Efficiency Equation
Number of Actual Trays = Number of theoretical / ε = 60/.533 = 113 stages
Column Height
Number of Trays * Tray Separation = 113 * 2 ft = 226 ft
Kirkbride Equation
�h�� ��G m
FÏF�o«�Þ�m�Ï��o�ÏÏ«N�
�Õ�(ÖÙÚ+
Xe=Ethanol weight percent in distillate
Xi= Isopropanol weight percent in distillate
Ze=Ethanol weight percent in feed
Zi=Isopropanol weight percent in feed
αEI=Relative volatility of ethanol in
isopropanol
NF, min= Minimum optimum feed location
=24.8
Ó�ß A?=@= >°° àáâã�äâåæç NF= Optimum feed location
ε=Tray efficiceny
Column Diameter

32
� è ?×éêëì�íë(������+��ª��«(°�<<+ V= Feed mass flow rate ��ª��«=flood velocity íë ����� density éêë= molecular weight vapor
n= area available for vapor flow
�̈���=capacity factor
ρ’s = densities of liquid and vapor î= surface tension
��ª��« �̈���( îA<+H=IHèíÝ C íëíë
��ª��« <=>°>E(A=AB>A< +H=IHè?D=>> C <=E<<E<=E<<E B=B
���;H Þ̈ïh� C<=D?><��C <=B<A°?���;H�ªëC <=AA�E@(���;H�ªë+I
���;H Þ̈ïh� C<=D?><� C <=B<A°?���;H(<=<B@+ C<=AA�E@(���;H(<=<B@++I = =0.5351
�ð ��ªë Ü× èíëíÝ
Ü×èíëíÝ (EE°>°=�?>C °�B+EE°>°=�?>Ä è= E<<E?D=>> <=<B@
Suggested (Wankat p. 370) fraction is 0.75
íë �éêëñ� ����íÝ �éêÝñ�
� ~ K(;òIË+ÄI=IÄKJ=JK�(=óË+(J=J+(=JË+ (H=;HH;+ (L�HH+ = 12.0697 ft

33
Appendix C: Calibration Calculations

34
Appendix D: Intermediate Design Table
Table 4: Design Parameters
Aspect Justification
Height of Column (m) Design Equation
Inner Diameter (m) Design Equation
Feed Stage Design Equation
Outlet Stage - Ethanol Design Equation
Outlet Stage – Isopropanol Design Equation
Number of Stages - Stripping Experimentally
Number of Stages - Rectifying Experimentally
Type of column Sieve Tray Column
Table 5: Operating Parameters
Aspect Justification
Temperatures Experimentally
Water Condenser Rate (}L'�+ Experimentally
Feed Rate (}L'�+ Given
Auxiliary Steam (Pa) Calculated