design of a generalized predictive controller for ... · de los combustibles, de la elevada...
TRANSCRIPT

1Abstract— In this paper a generalized predictive controller (GPC) for effective control of clinkerization temperature in a cement rotary kiln is designed. By using methods for identification of dynamic systems a mathematical model of the plant under study is obtained, whose validation results showed a high adequacy degree. The design of the GPC controller is performed based on the mathematical model obtained. It is shown that the designed controller allows controlling the plant under study with a high accuracy considering different real industrial operation scenarios. The comparative simulation results of the control system with PID and GPC controllers showed a better performance when the GPC controller is applied.
Keywords— Generalized predictive controller, cement rotary
kiln, mathematical model, time delay.
I. INTRODUCCIÓN
A industria del cemento constituye actualmente un eslabón fundamental para el desarrollo económico y social en el ámbito mundial, debido a que representa la
piedra angular del sector de la construcción [1]. El cemento es un elemento clave del desarrollo y crecimiento económico de cualquier país. No existe ningún otro material que pueda substituir al cemento en términos de resistencia mecánica, durabilidad y eficacia para la mayoría de los propósitos constructivos [2]. Además, ningún proyecto constructivo se puede materializar sin utilizar cemento en alguna etapa del diseño.Sin embargo, la producción de cemento consume una elevada cantidad de energía, representa alrededor del 5% de las emisiones antropogénicas globales de dióxido de carbono y afecta al medioambiente, al agotamiento de los recursos naturales, así como a la salud y seguridad de los trabajadores [3].Es por ello, que como resultado del incremento del costo de los combustibles, de la elevada competitividad en los mercados y de las fuertes exigencias medioambientales, las investigaciones encaminadas a garantizar la producción de suficiente cemento de reconocida calidad para satisfacer las necesidades de la sociedad, reduciendo el consumo energéti-co, de materias primas y de emisiones al medio-ambiente, mediante la aplicación de métodos modernos y de estrategias avanzadas de fabricación y control presentan una elevada actualidad e importancia científico-técnica y representa un enorme desafío para la comunidad científica internacional [1].
El cemento es un aglomerante, que mezclado con agua forma una pasta que fragua y endurece, dando lugar a productos hidratados mecánicamente resistentes y estables,
J. Salcedo, Departamento de Ingeniería, Pontificia Universidad Católica del Perú (PUCP), Lima, Perú, [email protected] R. Rivas, Departamento de Ingeniería, Pontificia Universidad Católica del Perú (PUCP), Lima, Perú, Universidad Tecnológica de la Habana, CUJAE, La Habana, Cuba, [email protected] J. J. Sotomayor, Departamento de Ingeniería, Pontificia Universidad Católica del Perú (PUCP), Lima, Perú , [email protected]
tanto en el aire, como bajo agua [1]. El cemento se obtiene de la pulverización del clinker, el cual se logra mediante la fusión incipiente de materiales arcillosos y calizos (materiales crudos) que contengan óxidos de calcio, silicio, aluminio y hierro (CaO, SiO2, Al2O3 y Fe2O3) en cantidades dosifica-das, adicionándosele posteriormente yeso sin calcinar [3].
El proceso de cocción del clinker (clinkerización) se realiza en los hornos rotatorios, los cuales constituyen las plantas más importantes de la industria del cemento y desempeñan cuatro funciones diferentes: 1) reactor químico, 2) generador de calor, 3) intercambiador de calor, y 4) transportador de gases y sólidos [4]. En estos hornos, a la temperatura de 1450ºC (temperatura de clinkerización) la cal y la sílice combinadas en fase líquida reaccionan formando el silicato tricálcico, que es el componente principal del clinker y el que le confiere la característica de resistencia mecánica [2]. En la Fig. 1 se muestra una imagen de un horno rotario de una fábrica de cemento.
Figura 1. Horno rotatorio de una fábrica de cemento. El proceso de clinkerización consume una elevada cantidad
de energía y genera grandes cantidades de polvo y de emisio-nes de gases de efecto invernadero [3]. Se estima que los hornos rotatorios consumen más del 80% de la energía térmica que se requiere en la industria del cemento y son los responsables del 5-7% del CO2 producido por el hombre [4]. Consecuentemente, el aumento de la eficiencia en la combustión de los hornos rotatorios y la reducción de las emisiones de CO2 representan temas de elevado interés científico-técnico en el marco del desarrollo sostenible de la industria del ce-mento [5].
El control automático constituye una poderosa herramienta para garantizar el funcionamiento óptimo de los hornos rotatorios, así como para elevar la eficiencia y satisfacer las demandas del proceso productivo con tiempos mínimos de respuestas [6, 7]. Sin embargo, el diseño de controladores efectivos de las variables críticas de los hornos rotatorios constituye una tarea difícil, debido al complejo comportamiento dinámico que distingue a esta clase de plantas, el cual se caracteriza por presentar parámetros distribuidos y variantes en el tiempo, retardo de tiempo dominante y diversas pertur-
L
Design of a Generalized Predictive Controller for Temperature Control in a Cement Rotary Kiln
J. Salcedo, R. Rivas, and J. J. Sotomayor
IEEE LATIN AMERICA TRANSACTIONS, VOL. 16, NO. 4, APRIL 2018 1015

baciones [8, 9]. Observar, que las plantas presentan retardo de tiempo dominante cuando la relación T/τ >>1, donde τ es el retardo de tiempo y T es la mayor constante de tiempo de las plantas [10].
Los hornos rotatorios se encuentran comúnmente divididos en 3 zonas de operación [1]: 1) zona de calentamiento, 2) zona de combustión, y 3) zona de enfriamiento. La zona de mayor complejidad dinámica es la de combustión debido a que en la misma es donde la mezcla cruda se transforma en clinker [11]. Para garantizar la calidad del cemento producido la variable más importante a controlar es la temperatura de clinkerización en la zona de combustión [12], por lo que resulta esencial mantener la temperatura de la mezcla cruda en esta zona entre 1400/1500ºC [1].
Los controladores más utilizados para controlar la tempe-ratura de clinkerización son los PID convencionales [13], no obstante es bien conocido que esta clase de controladores no resulta suficiente cuando las plantas presentan parámetros dinámicos distribuidos y variantes en el tiempo, así como retardo de tiempo dominante [14, 15, 16]. Por consiguiente, usualmente se obtiene un funcionamiento conservador del horno que conlleva a temperaturas por encima del valor de operación nominal y por ende a un elevado consumo de energía [17]. Para solucionar estas dificultades en las últimas dos décadas se han propuesto diferentes estrategias de control inteligente, entre las que se destacan: las redes neuronales [18, 19], los controladores difusos [20, 21], y los sistemas expertos [22]. No obstante, estas estrategias requieren de un conocimiento muy preciso del comportamiento dinámico de la planta para poder establecer las bases de reglas, el cual generalmente es muy difícil de obtener [23]. Algunos autores han sugerido aplicar controladores predictivos basados en modelos (MPC) para mejorar la robustez y el desempeño de los sistemas de control de la temperatura de clinkerización [5, 11, 24, 26]. Sin embargo, una parte importante de estos controladores ha sido desarrollada en base a paquetes (programas) comerciales, los cuales constituyen herramientas de control complejas y cerradas, que no permiten conocer el tipo de algoritmo de control predictivo que se utiliza, así como introducir modificaciones, por ejemplo considerar en el diseño del controlador el retardo de tiempo dominante que caracteriza a este proceso con el objeto de aumentar la efectividad en el control. Además estos programas presentan elevados precios en el mercado, lo cual limita su adquisición.
Entre los controladores MPC, uno de los que muestra mayor popularidad es el controlador predictivo generalizado (GPC) debido a sus indiscutibles ventajas [25]. Sin embargo, las aplicaciones industriales reportadas de esta clase de con-trolador han sido, fundamentalmente, en plantas sin retardo de tiempo o en plantas con retardo de tiempo no dominante. Es por ello, que el diseño e implementación de controladores GPC para el control efectivo de plantas industriales con re-tardos de tiempo dominantes constituye un campo de inves-tigación de elevado interés científico y económico [25].
El principal objetivo de este trabajo consiste en el diseño de un GPC para plantas con retardos de tiempos dominantes y su aplicación en el control de la temperatura de clinkerización en la zona de combustión de un horno rotatorio de cemento, que posibilite mejorar la calidad del cemento, así como disminuir el actual consumo de combustible y las emisiones
de gases tóxicos al medio ambiente. Las principales contribuciones de este trabajo consisten en:
1) la obtención de un modelo matemático adecuado del com-portamiento dinámico de la temperatura de clinkerización en la zona de combustión de un horno rotatorio, utilizando las herramientas de identificación de sistemas; 2) el diseño de un GPC para el control efectivo de plantas con retardos de tiempo dominantes y su aplicación en el control de la temperatura de clinkerización en un horno rotatorio. Todos los resultados que se exhiben en este trabajo han sido logrados en base a datos obtenidos en tiempo real de un horno rotatorio de la empresa Cementos Lima de Perú.
Este trabajo ha sido estructurado de la siguiente forma. En la Sección 2, mediante la aplicación de las herramientas de identificación de sistemas se obtiene un modelo matemático de la planta objeto de estudio. En la sección 3 se desarrolla el diseño del controlador GPC. En la Sección 4 se realiza el análisis y discusión de resultados. Finalmente, en la última Sección, se ofrecen las conclusiones.
II. IDENTIFICACIÓN DEL COMPORTAMIENTO DINÁMICO DE LA TEMPERATURA DE
CLINKERIZACIÓN DE UN HORNO ROTATORIO
El horno rotario objeto de estudio es el horno II de la em-presa Cementos Lima, la cual constituye la empresa produc-tora de cemento más importante de Perú. Este horno se en-cuentra conformado por un tubo cilíndrico de acero revestido interiormente de material refractario, con una longitud de 120 m, un diámetro de 4 m, una pendiente con respecto al plano horizontal de 5% (la cual posibilita el avance del material crudo por rotación), y gira a una velocidad de hasta 180 rev/h. En el extremo situado en el nivel más bajo, se encuentra el quemador de combustible, y por el otro extremo, situado en el nivel más alto, se introduce el material crudo, el cual en la medida que se acerca a la zona de combustión debe incre-mentar su temperatura hasta 1450ºC, posibilitando el desarro-llo de las reacciones químicas requeridas para obtener el clin-ker en el extremo inferior del horno [1]. Una vez que el clin-ker llega a la zona de enfriamiento su temperatura disminuye rápidamente hasta 1000ºC con el fin de que no se reviertan las reacciones que se originaron [2].
El modelado de los hornos rotatorios constituye un proceso muy complejo debido a que dichos hornos presentan un com-portamiento dinámico difícil [17]. En la actualidad para la obtención de modelos matemáticos adecuados de procesos complejos se vienen utilizando de forma exitosa los métodos y herramientas de identificación de sistemas [27, 28]. La identificación de sistemas constituye un procedimiento expe-rimental de obtención de modelos matemáticos de los proce-sos utilizando datos en tiempo real de sus variables obser-vadas (medidas) de entrada y salida [29, 30, 31, 32].
El horno objeto de estudio se encuentra equipado con sensores de temperatura, sensores de flujos de aire y de com-bustible, así como con válvulas para el control de las varia-bles críticas. Además, el horno cuenta con un SCADA (WinCC) para la supervisión de todo el proceso productivo, el cual facilita las labores de recolección y almacenamiento de datos de entrada y salida.
Para el desarrollo de los experimentos de identificación de
1016 IEEE LATIN AMERICA TRANSACTIONS, VOL. 16, NO. 4, APRIL 2018
sistema se consideró como variable de entrada (manipulada) la variación del flujo de combustible ( )(tQf ) que alimenta al quemador del horno ( )(tuΔ ) y como variable de salida la variación de temperatura en la zona de combustión del horno ( )(tyΔ ). Además, este proceso se encuentra afectado por dife-rentes perturbaciones entre las que se encuentran la variación del suministro del material crudo al horno, el poder calorífico del combustible, el flujo y la temperatura del aire, etc. En la Fig. 2 se muestra un diagrama del arreglo experimental rea-lizado para la recolección de datos de salida/entradaen con-diciones de funcionamiento del horno objeto de estudio. Para el desarrollo de este experimento se utilizaron: PC industrial, tar-jeta de adquisición de datos multifuncional (TADM), trans-misor/receptor inalámbricos de temperatura.
Figura 2. Diagrama del arreglo experimental realizado para la recolección de datos de salida/entrada del horno objeto de estudio.
Para la obtención del modelo matemático que describe la dinámica de la temperatura de clinkerización en la zona de combustión del horno rotatorio inicialmente se desarrolló un experimento con señal escalón, con el objeto de obtener una primera estimación del orden y parámetros del modelo de dicho proceso, para posteriormente utilizar estos resultados en el diseño de un experimento más informativo, donde el flujo de combustible siga a una señal binaria.
Para el experimento con señal escalón, la válvula del flujo de combustible que ingresa al quemador del horno recibió una variación en su magnitud de apertura del 25 al 50% y se midió la variación de temperatura en la zona de combustión del horno. La respuesta escalón obtenida se muestra en la Fig. 3. De la figura se observa que la respuesta lograda describe a un sistema de alto orden con un retardo de tiempo τ = 600 s y tiempo de establecimiento =st 1100 s. Es necesario destacar que este experimento se desarrolló en condiciones de operación nominal del horno, por lo que la obtención de la respuesta temporal que se muestra en la Fig. 3 resultó un procedimiento muy engorroso debido a las complejidades tecnológicas del hor-no objeto de estudio, a las altas temperaturas, así como a las dificultades que caracterizan al procedimiento de identifi-cación de plantas con retardo de tiempo dominante [33].
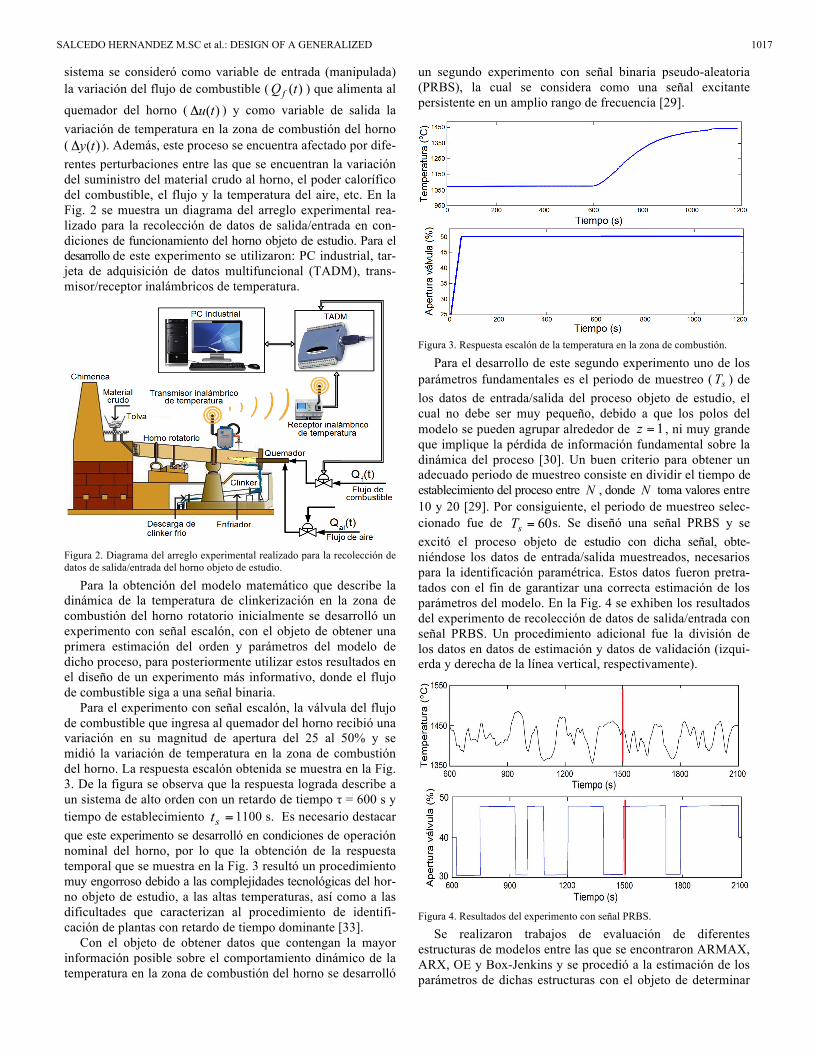
Con el objeto de obtener datos que contengan la mayor información posible sobre el comportamiento dinámico de la temperatura en la zona de combustión del horno se desarrolló
un segundo experimento con señal binaria pseudo-aleatoria (PRBS), la cual se considera como una señal excitante persistente en un amplio rango de frecuencia [29].
Figura 3. Respuesta escalón de la temperatura en la zona de combustión.
Para el desarrollo de este segundo experimento uno de los parámetros fundamentales es el periodo de muestreo ( sT ) de los datos de entrada/salida del proceso objeto de estudio, el cual no debe ser muy pequeño, debido a que los polos del modelo se pueden agrupar alrededor de 1=z , ni muy grande que implique la pérdida de información fundamental sobre la dinámica del proceso [30]. Un buen criterio para obtener un adecuado periodo de muestreo consiste en dividir el tiempo de establecimiento del proceso entre N , donde N toma valores entre 10 y 20 [29]. Por consiguiente, el periodo de muestreo selec-cionado fue de 60=sT s. Se diseñó una señal PRBS y se excitó el proceso objeto de estudio con dicha señal, obte-niéndose los datos de entrada/salida muestreados, necesarios para la identificación paramétrica. Estos datos fueron pretra-tados con el fin de garantizar una correcta estimación de los parámetros del modelo. En la Fig. 4 se exhiben los resultados del experimento de recolección de datos de salida/entrada con señal PRBS.Un procedimiento adicional fue la división de los datos en datos de estimación y datos de validación (izqui-erda y derecha de la línea vertical, respectivamente).
Figura 4. Resultados del experimento con señal PRBS.
Se realizaron trabajos de evaluación de diferentes estructuras de modelos entre las que se encontraron ARMAX, ARX, OE y Box-Jenkins y se procedió a la estimación de los parámetros de dichas estructuras con el objeto de determinar
SALCEDO HERNANDEZ M.SC et al.: DESIGN OF A GENERALIZED 1017

el modelo que mejor se ajusta a los datos obtenidos experi-mentalmente. Durante el procedimiento de validación de los modelos derivados utilizando el método de validación cru-zada y el índice de desempeño (FIT), el cual constituye una medida cuantitativa de la calidad del modelo y puede obte-nerse a partir de la norma de los errores residuales [29], se obtuvo que el modelo con estructura ARMAX, cuarto orden y retardo de tiempo de 10 sT fue el que presentó el mejor FIT (90.5%) y por consiguiente fue el modelo seleccionado. En la Fig. 5 se muestran los resultados de la validación cruzada de los modelos encontrados que mejor describen el comporta-miento dinámico del proceso objeto de estudio dentro de cada una de las estructuras seleccionadas.
Figura 5. Resultados de validación de los modelos derivados.
Consecuentemente, se obtuvo el siguiente modelo matemático en tiempo discreto con estructura ARMAX de la temperatura de clinkerización en la zona de combustión del horno objeto de estudio:
)()()()()()( 111 teqCtuqqBtyqA d −−−− += , (1)
donde: 43211 5489.0279.10356.0783.11)( −−−−− −++−= qqqqqA ; (2)
3211 1.3614.4691.19)( −−−− +−= qqqqB ; (3)
43211 2937.05668.01093.0164.11)( −−−−− −++−= qqqqqC , (4)
)(ty es la temperatura de clinkerización, )(tu es el flujo de combustible, )(te es una señal de ruido blanco de media cero, d es el número de periodos de muestreo de retardo de tiem-po del proceso, por ende sTd 10= .
El modelo equivalente del proceso objeto de estudio en el dominio de Laplace se representa mediante las siguientes funciones de transferencia:
s600234
23
u e0001.0002.0s0.08s0.59s
003.0072.062.1s 6.33(s)G −
++++
+++=
sss
, (5)
0001.0002.0s0.08s0.59s413.0112.032.2s 1.21s1.2(s)G 234
234
e++++
++++=
sss
. (6)
Los modelos matemáticos obtenidos tanto en el dominio de tiempo discreto (1), como en el dominio de la Laplace (5) y (6) se utilizaran en el diseño del GPC.
III. DISEÑO DEL GPC PARA EL CONTROL DE LA TEMPERATURA DE CLINKERIZACIÓN
Los controladores GPC han demostrado buen desempeño con adecuada robustez en el control de una amplia gama de plantas industriales, ver por ejemplo [34-37]. Esta clase de controladores se distingue por posibilitar una formulación general del problema de control en el dominio del tiempo en base a un modelo de predicción ARIMAX de la planta, así como por viabilizar de forma efectiva el control de plantas caracterizadas por presentar comportamientos dinámicos complejos [25].
El modelo ARMAX obtenido (1) del proceso objeto de estudio puede ser convertido (sin pérdida de precisión) en el siguiente modelo ARIMAX, el cual se utiliza para predecir la dinámica de la temperatura de clinkerización:
)()()()()()(1
11 teqCtuqqBtyqA d
Δ+=
−−−− , (7)
donde Δ es un operador definido como 11 −−=Δ q .
Debido a que los polinomios de ruido blanco coloreado son muy difíciles de estimar con suficiente exactitud [25], por simplicidad se asume que 1)( 1 =−qC , por lo que el modelo (7) se representa mediante la expresión:
Δ+= −−− )()()()()( 11 tetuqqBtyqA d . (8)
El algoritmo de control del GPC se obtiene mediante la minimización de la siguiente función objetivo:
[ ]
[ ]∑
∑
=
=
−+Δ
++−+=
uN
j
N
Nj
jtuj
jtrtjtyjJ
1
2
22
1
,1()(
)()/(ˆ)(
λ
δ
(9)
donde )/(ˆ tjty + es la predicción óptima de la temperatura de clinkerización j pasos hacia delante calculada con datos conocidos en el instante t, 1N y 2N son los horizontes míni-
mo y máximo de predicción, uN es el horizonte de control,
)( jδ y )( jλ son secuencias de ponderación (normalmente constantes) y )( jtr + es la trayectoria futura de referencia.
El cálculo de la predicción óptima se realiza en base a la siguiente ecuación diofántica, cuya solución se puede obtener mediante un algoritmo recursivo:
),()()1(
)()()()()(1
111
jteqEdjtu
qBqEtyqFjty
j
jj
++−−+Δ
×+=+
−
−−−
(10)
donde los polinomios )( 1−qE j y )( 1−qFj se derivan de la ecuación diofántica (10) y están unívocamente definidos con grados 1−j y na respectivamente [25]. Estos polinomios se
obtienen dividiendo 1 entre )()(~ 11 −− Δ= qAqA hasta que
1018 IEEE LATIN AMERICA TRANSACTIONS, VOL. 16, NO. 4, APRIL 2018

el resto se pueda factorizar como )( 1−− qFq jj [25]. El co-
ciente que se obtiene de la división es el polinomio )( 1−qE j .
Considerando que el grado del polinomio 1)( 1 −=− jqE j , los términos de ruido de la ecuación (10) se encuentran en el futuro y por ende la mejor predicción se determina a través de la siguiente expresión:
),()(
)1()()/(ˆ1
1
tyqF
djtuqGtjty
j
j
−
− +−−+Δ=+ (11)
donde )()()( 111 −−− = qBqEqG jj .
La secuencia de señales de control )(tu , )1( +tu , )( uNtu + que minimiza la función objetivo (9) se obtiene mediante el siguiente procedimiento: teniendo en cuenta que el proceso tiene un retardo de tiempo de sTd 10= , la salida sólo se en-contrará afectada por la señal de control )(tu después de
1+d periodos. Por consiguiente, los horizontes se definen como 11 += dN , NdN +=2 , 10=N y 4=uN .
Considerando el siguiente conjunto de predicciones de j pasos:
),()()1()()(ˆ
:);()()1()()2(ˆ
);()()()()1(ˆ
11
12
12
11
11
tyqFNtuqGNdty
tyqFtuqGdty
tyqFtuqGdty
NdNd
dd
dd
−+
−+
−+
−+
−+
−+
+−+Δ=++
++Δ=++
+Δ=++
(12)
el cual se puede representar como:
)1()()()( 11 −Δʹ++= −− tuqGtyqFGuy , (13)
donde
[ ]TtNdtytdtyy )/(ˆ...)/1(ˆ ++++= ; (14)
[ ]TuNtututuu )1(...)1()( −+Δ+ΔΔ= ; (15)
⎥⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢⎢
⎣
⎡
=
−−− uNNNN ggg
ggg
G
..:..::0..0..0
21
01
0
; (16)
⎥⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢⎢
⎣
⎡
−−
−−
−
=ʹ
−−−
−+
−−+
−+
−
NNNNd
d
d
qqgqG
qqggqGqgqG
qG
)...)((:
))(())((
)(
)1(1
1
2110
12
01
1
1; (17)
⎥⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢⎢
⎣
⎡
=
−+
−+
−+
−
)(:
)()(
)(
1
12
11
1
qF
qFqF
qF
Nd
d
d
. (18)
Observar que los dos últimos términos de la expresión (13) dependen solo del pasado y por ende pueden agruparse integrando el vector f (respuesta libre). Como resultado se obtiene:
fGuy += . (19)
La respuesta libre se calcula de forma recursiva mediante la expresión:
)()())(~1( 111 jdtuqBfqAqf jj +−Δ+−= −−+ , (20)
donde )(0 tyf = , 0)( =+Δ jtu para 0≥j .
La función objetivo (9) se puede representar como:
uurfGurfGuJ TT λ+−+−+= )()( , (21)
donde TNdtrdtrr )](....)1([ ++++= .
Si se considera que no existen restricciones de (21) se logra:
)()( 1 frGIGGu TT −+= −λ . (22)
Finalmente, de (22) se consigue:
)( frKu −=Δ , (23)
donde K es la primera fila de la matriz TT GIGG 1)( −+λ .
Por consiguiente, la acción de control obtenida es proporcional (con factor K ) al error futuro. En la Fig. 6 se muestra el diagrama de bloques del sistema de control con el GPC diseñado de la temperatura de clinkerización en el horno rotatorio objeto de estudio.
Figura 6. Diagrama de bloques del sistema de control con controlador GPC de la temperatura de clinkerización en el horno rotatorio de cemento.
IV. ANÁLISIS Y DISCUSIÓN DE RESULTADOS
Con el propósito de evaluar la efectividad del GPC desa-rrollado se muestran algunos resultados de simulación del sistema de control de la temperatura de clinkerización consi-derando diferentes escenarios reales de operación industrial del horno objeto de estudio. Los experimentos se desarro-llaron en base a verificar la capacidad del GPC de segui-miento a las señales de referencia, así como de rechazo a perturbaciones externas en entornos cercanos a las condiciones de operación nominal del horno.
En la Fig. 7 se exhibe la respuesta temporal del sistema de control del proceso objeto de estudio con el GPC diseñado frente a un escalón en la referencia de la temperatura de clinkerización de 1100 a 1450ºC.De la figura se observa que el valor establecido de referencia de 1450ºC se alcanza en un
SALCEDO HERNANDEZ M.SC et al.: DESIGN OF A GENERALIZED 1019

tiempo aproximado de =st 1050 s, con 1.02% de máximo sobreimpulso.
Figura 7. Respuesta temporal del sistema de control con el GPC diseñado.
Estos resultados muestran que el GPC diseñado posibilita alcanzar el valor de referencias establecido en un periodo de tiempo dentro de los límites requeridos. En el instante de tiempo =t 1500 s se originó un cambio abrupto en la referencia (de 1450 a 1425ºC) y en el instante de tiempo =t 2000 s se consideró el efecto de una perturbación externa tipo escalón de magnitud 25ºC. De la figura es posible observar que el nuevo valor de referencia se alcanza en un tiempo apro-ximado de =st 50 s sin sobreimpulso, mientras que el efecto de la perturbación es rechazado en un tiempo de 60 s. Por consiguiente, el GPC diseñado facilita el seguimiento satis-factorio de referencias variables, así como el rechazo de los efectos negativos de las perturbaciones externas.
En la Fig. 8 se muestran los resultados comparativos de las respuestas temporales del sistema de control del proceso objeto de estudio con controladores GPC y PID. El PID fue diseñado en el dominio de la frecuencia en correspondencia con el procedimiento que se ofrece en [38-45]. De esta figura es posible observar que el tiempo de establecimiento del sistema del control con el PID es de aproximadamente =st 1600 s, es decir 550 s mayor que con el GPC.
Figura 8. Resultados comparativos de las respuestas temporales del sistema de control con controladores GPC y PID.
Estos resultados revelan que el controlador GPC diseñado permite obtener mejoras significativas en el control de la temperatura de clinkerización y por ende posibilita mejorar la calidad del cemento, así como reducir el actual consumo de combustible, y las emisiones de gases tóxicos al medio ambiente.
V. CONCLUSIONES. Se obtuvo un modelo matemático que describe de forma
adecuada el comportamiento dinámico de la temperatura de clinkerización de un horno rotatorio de la empresa Cementos Lima. Se realizó el diseño de un controlador GPC para plantas con grandes retardos de tiempo y se aplicó en el control de la temperatura de clinkerización en la zona de combustión de un horno rotatorio de cemento. Los resultados de simulación del sistema de control considerando diferentes escenarios reales de operación industrial del proceso objeto de estudio mostraron un buen desempeño del controlador GPC diseñado en correspondencia con los requerimientos de operación del horno.
Los resultados comparativos de simulación del sistema de control con controladores GPC y PID revelaron que las mejores prestaciones en el control de la temperatura de clinkerización se obtienen cuando se aplica el controlador GPC, con lo cual se garantiza la producción de cemento de calidad consistente con un menor consumo de combustible. Es importante destacar, que la aplicación del GPC en esta clase de procesos es muy conveniente, dado que permite operar al horno rotatorio en condiciones muy cercanas a las de operación óptima, situación imposible de lograr mediante la implementación de controladores convencionales. La siguiente etapa de nuestra investigación consiste en la implementación del GPC diseñado en el horno rotatorio II de la empresa Cementos Lima.
Los beneficios que se obtienen del control efectivo de la temperatura de clinkerización están directamente relacionados con el aumento inmediato de la calidad del cemento, así como con una significativa reducción del consumo de combustible y del impacto ambiental.
REFERENCIAS [1] P. A. Alsop, The Cement Plant Operations Handbook, 6th ed. Tradeship
Publication LTD, Surrey, UK, 2014. [2] K. E. Peray, The Rotary Cement Kiln, 2nd ed. Chemical Publishing Co.,
Inc., New York, USA, 1998. [3] J. Sirchis, Energy Efficiency in the Cement Industry. Elsevier Science
Publishing Co. Inc, New York, USA, 1990. [4] W. Trinks, M. Mawhinney, R. Shannon, R. Reed, and J. Garvey,
Industrial Furnaces, 6th ed. John Wiley & Sons, Inc, New Jersey, USA, 2004.
[5] K. S. Stadler, J. Poland, and E. Gallestey, “Model predictive control of a rotary cement kiln”, Control Engineering Practice, vol. 19, pp. 1-9, 2011.
[6] S. M. Zanoli, C. Pepe, and M. Rocchi, “Improving performances of a cement rotary kiln: a model predictive control solution”, Journal of Automation and Control Engineering, vol. 4, no. 4, pp. 262-267, 2016.
[7] J. Acedo Sanchez, Control Avanzado de Procesos, Teoría y Práctica. Díaz de Santos S.A., Madrid, España, 2006.
[8] O. Hernández, P. Ortiz, and J. Herrera, “Cement rotary kiln model using fractional identification”, IEEE Latin America Transactions, vol. 12, no. 2, pp. 87-92, 2014.
[9] A. C. Witsel, V. Barbieux, C. Renotte, and M. Remy, “Multi-loop control scheme of a cement kiln”, In: Proceedings of the 24th IASTED International Conference Modelling, Identification and Control, Innsbruck, Austria, pp. 217-222, 2005.
[10] I.O. Benitez, R. Rivas, V. Feliu, and F.J. Castillo F.J., “Temperature control based on a modified Smith predictor for injectable drug formulations”, IEEE Latin America Transactions, vol. 13, no. 4, pp. 1041-1047, 2015.
[11] S. M. Zanoli, C. Pepe, and M. Rocchi , “Control and optimization of a cement rotary Kiln: a model predictive control approach”, In: Proceedings of 2016 Indian Control Conference (ICC), Hyderabad, India.
1020 IEEE LATIN AMERICA TRANSACTIONS, VOL. 16, NO. 4, APRIL 2018

[12] X. Lin, T. Liu, D. Cao, and Q. Huang, “Temperature control in cement rotary kiln with neural network-based heuristic dynamic programming”, Advances in Neural Networks, vol. 5552, no. 2, pp. 1078-1086, 2009.
[13] K. Ying, “Research on the burning zone temperature control of cement rotary kiln based on CMAC-PID algorithm”, Journal of Chemical and Pharmaceutical Research, vol. 6, no. 3, pp. 813-817, 2014.
[14] A. Visioli, Practical PID Control. Springer, London, UK, 2006. [15] R. Rivas-Perez, R. Aref Ghraizi, J. R. Peran Gonzalez, and E. Cesar
Sanchez, “Industrial boilers. Integral automatic control system”, Automática e Instrumentación, no. 308, pp. 79-84, 2000.
[16] V. Feliu-Batlle, R. Rivas-Perez, and F.J. Castillo-Garcia, “Simple fractional order controller combined with a Smith predictor for temperature control in a steel slab reheating furnace”, International Journal of Control, Automation, and Systems, vol. 11, no. 3, pp. 533-544, 2013.
[17] J. D. Coral Medina, J. Fontalvo Alzate, and M. A. Gómez García, “Modelamiento y simulación de hornos rotatorios. Aplicación a la producción de cemento”, En: Memorias del VIII Congreso Colombiano de Métodos Númericos: Simulación en Ciencias y Aplicaciones Industriales, Medellín, Colombia, 2011.
[18] Y. Bo, L. Yi, and Q. Shouning, “A rule-based cement kiln control system using neural networks”, In: Proceedings of IEEE Intelligent Processing Systems conference, Beijing, Chine, vol. 1, pp. 493-497, 1997.
[19] Y. Guo, J. Ma, and M. Yao, “The neural network PID controller for cement rotary kiln temperature based on FPGA”, In: Proceedings of Third International Symposium on Information Science and Engineering, vol. 10, no. 12, pp. 345-348, 2010.
[20] M. Fallahpour, A. Fatehi, B. N. Araabi, and M. Azizi, “A supervisory fuzzy control of back-end temperature of rotary cement kilns”, In: Proceedings of International Conference on Control, Automation and Systems 2007, Seoul, Korea, pp. 429-434, 2007.
[21] J. Tian, S. Wang, and Y. Zhang, “Study on fuzzy PID control algorithm for temperature control of rotary kiln”, Journal of Hunan Industrial Polytechnic, vol. 10, no. 2, pp. 20-22, 2010.
[22] S. Wang, F. Dong, and D. F. Yuan, “The design and implementation of a cement kiln expert system”, In: Proceedings of 2007 IEEE International Conference on Automation and Logistics, Jinan, China, pp. 2716-2719, 2007.
[23] E. M. Calderon, R. Rivas, and J. Sotomayor, “Design of an adaptive neuro-fuzzy controller of an irrigation main canal pool”, IEEE Latin America Transactions, vol. 14, no. 2, pp. 471-476, 2016.
[24] J. Ziatabari, A. Fatehi, and M. T. H. Beheshti, “Cement rotary kiln control: a supervised adaptive model predictive approach”, In: Proceedings of 2008 Annual IEEE India Conference, Kanpur, India, pp. 371-376, 2008.
[25] E. Camacho, and C. Bordons, Model Predictive Control. Springer, London, UK, 2004.
[26] J. Salcedo Hernández, and R. Rivas-Perez R., “Model based predictive control of temperature in a cement rotatory kiln”, Electro-Electrónica, vol. 34, no 2, pp. 52-60, 2010.
[27] R. Rivas-Perez, V. Feliu-Batlle, L. Sanchez Rodriguez, D. J. Pedregal Tercero, A. Linares Saez, J. V. Aguilar Mariñosa, and P. Langarita Garcia, “Identification of the first pool of the Imperial de Aragon main irrigation canal”, Hydraulic Engineering in Mexico, vol. 23, no. 1, pp. 71-87, 2008.
[28] R. Rivas-Perez, V. Feliu Batlle, F. Castillo Garcia, and A. Linarez Saez, “System identification for control of a main irrigation canal pool”, IFAC Proceedings Volumes, vol. 41, no. 2, pp. 9649-9654, 2008.
[29] L. Ljung, System Identification: Theory for de User. Prentice Hall, New Jersey, USA, 1999.
[30] R. Rivas-Perez, V. Feliu-Batlle, F. J. Castillo-Garcia, and A. Linares-Saez, “Mathematical model for robust control of an irrigation main canal pool”, Environmental Modelling & Software, vol. 51, pp. 207-220, 2014.
[31] Y. Hernández, V. Feliu, and R. Rivas, “Artificial neural network based system identification of an irrigation main canal pool”, IEEE Latin America Transactions, vol. 15, no. 9, pp. 1595-1600, 2017.
[32] W. Piña, V. Feliu, and R. Rivas, Direct continuous-time system identification of the purification process of the nimotuzumab, a humanized monoclonal antibody, IEEE Latin America Transactions, vol. 16, no. 1, pp. 31-37, 2018.
[33] R. Rivas-Perez, V. Feliu-Batlle, F. J. Castillo-Garcia, and L. Sanchez-Rodriguez, “Control-oriented model of a complex irrigation main canal pool”, IFAC Proceedings Volumes, vol. 44, no 1, pp. 2919-2924, 2011.
[34] M. Romero, A. P. de Madrid, C. Mañoso, V. Milanés, and B. M. Vinagre, “Fractional-order generalized predictive control: Application for low-speed control of gasoline-propelled cars”, Mathematical Problems in Engineering 2013, Article ID 895640, 2013.
[35] J. Zhang, Y. Zhou, G. Hou, and F. Fang, “Generalized predictive control applied in waste heat recovery power plants”, Applied Energy, vol. 102, pp. 320-326, 2013.
[36] Z. Zidane, M. Ait Lafkih, and M. Ramzi, “Adaptive generalized predictive control of a heat exchanger pilot plant”, Journal of Mechanical Engineering and Automation, vol. 2, pp. 100-107, 2012.
[37] C. Bordons, and J. R. Cueli, “Predictive controller with estimation of measurable disturbances. Application to an olive Oil mill”, Journal of Process Control, vol. 14, no. 3, pp. 305-315, 2004.
[38] K. Åstrom, and T. Hagglund, Control PID Avanzado. Pearson Educa-ción S.A., Madrid, España, 2009.
[39] F. G. Castillo-Garcia, V. Feliu-Batlle, and R. Rivas-Perez, “Frequency specification regions of fractional order PI controller for first order plus time delay processes”, Journal of Process Control, vol. 23, no. 4, pp. 598-612, 2013.
[40] F. J. Castillo-Garcia, V. Feliu-Batlle, and R. Rivas-Perez, “Time domain tuning of fractional order controllers combined with a Smith Predictor for automation of water distribution in irrigation main channel pools”, Asian Journal of Control, vol. 5, no. 3, pp. 819-833, 2011.
[41] V. Feliu-Batlle, R. Rivas-Perez, L. Sanchez-Rodriguez, and M. A. Ruiz-Torija, “Robust fractional-order PI controller implemented on a laboratory hydraulic canal”, Journal of Hydraulic Engineering, vol. 135, no. 4, pp. 271-282, 2009.
[42] R. Rivas-Perez, V. Feliu-BatIle, F. Castillo-Garcia, L. Sanchez-Rodri-guez, and A. Linares-Saez, “Robust fractional order controller imple-mented in the first pool of the Imperial de Aragon main canal”, Tecnología y Ciencias del Agua, vol. 5, no. 1, pp. 23-42, 2014.
[43] T.G. Kao, M. Nguyen, and R. Rivas-Perez, “Adaptive control of a time-delay plant using a searchless model-reference self-tuning system”, Automation and Remote Control, vol. 49, no. 12, Part 2, 1620-1627.
[44] R. Rivas-Perez, T.G. Cao, C. Franco-Parellada, and V.E. Prokofiev, ”Automatic control systems of time delay plants”, Control, Cibernética y Automatización, vol. 20, no. 1, pp. 24-26, 1987.
[45] R. Rivas-Perez, F. Castillo-García, J. Sotomayor-Moriano, and V. Feliu-Batlle, ”Control robusto de orden fraccionario de la presión del vapor en el domo superior de una caldera bagacera”, Revista Iberoamericana de Automática e Informática Industrial, vol. 11, no. 1, pp. 20-31, 2014.
Jose Salcedo-Hernandez received the Master in Control Engineering and Automation from Pontifical Catholic University of Peru - Lima, Peru, in 2010, and is a PhD student in Engineering for mention in Control Engineering and Automation in the same university. His current research interest are applications of adaptive, predictive, robust and
intelligent control to mining, metallurgical processes and water sector.
Raul Rivas-Perez received his M.Sc (with honors) in Automatic Control engineering from Odessa Polytechnic University, Ukraine in 1979 and a Ph.D. from Institute of Hydraulic Engineering and Land Reclamation of Ukrainian Academy of Agrarian Sciences in 1984. He has been professor in Havana Technological University since 1995.
Currently he is leading of Advanced Control Systems Group at the same university. His research interests include identification and control of complex dynamic plants, fractional dynamics and control, system identify-cation for robust control and control of large time-delay systems. He is a member of Cuban Academy of Science and a member of IFAC.
Juan Javier Sotomayor Moriano received his degree in Electric Engineering and a M.Sc from Leningrad Polytechnic Institute and a Ph.D. in Technical Sciences from Saint Petersburg Technical University. He is a main professor and director of Control and Automation Engineering master program at Pontifical Catholic
University of Peru (PUCP), in Lima, Peru since 1999. His research interests include digital control systems, diagnosis and fault detection systems and systems identification.
SALCEDO HERNANDEZ M.SC et al.: DESIGN OF A GENERALIZED 1021