deshidrataciÓn del gas natural como medio de … · alveniz jose boscán fereira. natural gas...
TRANSCRIPT
REPÚBLICA BOLIVARIANA DE VENEZUELA
UNIVERSIDAD DEL ZULIA
FACULTAD DE INGENIERÍA
DIVISIÓN DE POSTGRADO
PROGRAMA DE POSTGRADO EN INGENIERÍA DE GAS
DESHIDRATACIÓN DEL GAS NATURAL COMO MEDIO DE PRESERVACIÓN DE
LA RED DE ALTA PRESIÓN DE LAGOCINCO
Trabajo de Grado presentado ante la
Ilustre Universidad del Zulia
para optar al Grado Académico de
MAGISTER SCIENTIARUM EN INGENIERÍA DE GAS
Autor: Alveniz Jose Boscán Fereira
Tutor: Jorge Barrientos
Maracaibo, junio de 2009
Alveniz Jose Boscán Fereira. DESHIDRATACIÓN DEL GAS NATURAL COMO MEDIO
DE PRESERVACIÓN DE LA RED DE ALTA PRESIÓN DE LAGOCINCO. (2009).
Trabajo de Grado. Universidad del Zulia. Facultad de Ingeniería. División de Postgrado.
Maracaibo, Venezuela. 136 p. Tutor: Jorge Barrientos.
RESUMEN
La Unidad de Explotación Lagocinco ocupa la región centro-oeste del Lago de
Maracaibo, y administran la producción de crudo y gas de los yacimientos ubicados en
los parcelamientos denominados Bloques V, VI. Producen unos 650 MMPCED, que son
manejados por SEIS módulos de compresión, y cuyo destino es levantamiento artificial,
petroquímico y en ocasiones extracción de líquido. El gas de estas regiones es de una
alta relación de CO2, alrededor de 10.000 PPM, lo que, en presencia de agua libre,
indica corrosión interna favorable al CO2. Estadísticas de reparación de líneas y
taponamientos de accesorios indican una alta corrosión. Pruebas de corrosión han
demostrado una velocidad varias veces mayor en tuberías sin protección bajo estas
condiciones, que en tuberías protegidas. La red está supuestamente protegida
normalmente por una combinación de dos sistemas: Protección catódica, Ánodos de
Sacrificio e inyección de inhibidor de corrosión. El alcance del Trabajo de Grado es
evaluar los sistemas de protección existentes (externa e internamente), comparar su
efecto sobre el estado actual de la red, y proponer la deshidratación como una solución
global que minimice la corrosión interna, disminuya los taponamientos, la formación de
hidratos, y mejore el valor agregado de la red en el proceso productivo de PDVSA. La
investigación tendrá dos fases: Teórico-bibliográfica y de Campo. El aporte del Trabajo
de Grado deberá ser la base para las Fases Visualizar y Conceptualizar de un proyecto
de ingeniería de PDVSA – Gas Asociado, para mejorar los sistemas de protección
catódica, de inyección de inhibidor de corrosión, y de instalación de plantas
deshidratadoras en la infraestructura ubicada en el Lago.
Palabras Clave: Saturación de agua, Deshidratación, Glicol, Aromáticos.
Email del autor: [email protected]

Alveniz Jose Boscán Fereira. NATURAL GAS DEHYDRATION AN ALTERNATIVE FOR
PIPELINE OF GAS HIGH PRESSURE PRESERVATION OF LAGOCINCO. Trabajo de
Grado. Universidad del Zulia. Facultad de Ingeniería. División de Postgrado. Maracaibo,
Venezuela. 136 p. Tutor: Jorge Barrientos.
ABSTRACT
The Unit of Lagocinco Operation occupies the region the center-west of the Lake of
Maracaibo, and administer the production of crude and gas of the deposits located in the
denominated parcelamientos Blocks V & IV. They produce about 650 MMPCED, that
are handled by SIX modules of compression, and whose destiny is artificial rise,
petrochemical and sometimes extraction of liquid. The gas of these regions is of a high
CO2 relation, around 10,000 PPM, which, in the presence of free water, indicates
favorable internal corrosion to CO2. Statistics of repair of lines and obstructions of
accessories indicate a high corrosion. Corrosion tests have demonstrated to a speed
several times greater in pipes without protection under these conditions, that in
protected pipes. The network supposedly is protected normally by a combination of two
systems: Cathodic protection, Anodes of Sacrifice and corrosion inhibitor injection. The
reach of the Work of Degree is to evaluate the existing systems of protection (externally
and internally), to compare its effect on the present state of the gas pipeline, and to
propose the dehydration like a global solution that diminishes the internal corrosion,
diminishes the obstructions, the hydrate formation, and improves the added value of the
pipeline in the productive process of PDVSA. The investigation will have two phases:
Theoretical-bibliographical and of Field. The contribution of the Work of Degree will have
to be the base Phases To visualize them and Conceptualizar of a project of PDVSA
engineering - Associated Gas, to improve the systems of cathodic protection, installation
and corrosion inhibitor injection, of plants dehydrators in the infrastructure located in the
Lake.
Key Words: Water saturation, Dehydration, Pipeline gas preservation.
Email of autor: [email protected]

DEDICATORIA
A Dios por guiar mis pasos y hacerme
fuerte y lograr obtener la meta trazada.
A mi Esposa Romelia Cristina, a mi
hijo Alveniz Jose, a mi princesa
Rebeca Alvany a mi madre Raiza,
quienes han sido parte de mi
motivación y que día a día me
acompañan y dan valor a mi vida, para
seguir adelante y obtener este logro
que hoy dedico a uds.

AGRADECIMIENTO
A mi esposa por su incondicional y eterna ayuda.
A todas aquellas personas que desinteresadamente, ayudaron a la obtención de este
logro.
TABLA DE CONTENIDO
Página
RESUMEN………………………………………………………………….………………….. 3
ABSTRACT……………………………………………………………….……………………. 4
DEDICATORIA……………………………………………………….………………………… 5
AGRADECIMIENTO…………………………………………………………….……………. 6
TABLA DE CONTENIDO ……..…………………………………………………………….. 7
LISTA DE TABLAS ………………………………………………………………………….. 9
LISTA DE FIGURAS ………………………….……………………………………………. 11
CAPÍTULO
I EL PROBLEMA……………………………………………………………..…..12
Descripción del área geográfica ………………………………….….. 12
Planteamiento y formulación del problema ……………………..……. 13
Justificación y delimitación de la investigación……………………..15
Objetivo general ………………………………………………….……… 17
Objetivos específicos ……..………………………..…………………… 17
Antecedentes ….……………………………………………………….…18
Viabilidad ………………………………………………………………….19
Resultados esperados ……..………………………………………...….20
Logros adicionales de la investigación ……………..…………………20
Cronograma de actividades ………..………………………………...…21
II MARCO TEÓRICO…………………………………………………………… 23
Procesos del gas natural ………………………………………………..23
Volúmenes y caracterización del gas …………..……………………. 28
Principios básicos de corrosión …………..…………………………….30
Técnicas de inspección de corrosión …………..…………………….. 43
Control de la corrosión …………………………………………………. 49
III MARCO METODOLÓGICO………………………………………………….. 72
Introducción …..…………………………………………………………. 72
Marco teórico …..…………………………………………………………72
Conocimiento Previo …………………………………………….…73
Consultas Bibliográficas ..………………………………………….74
Tipo de investigación …………………………………………………….75
Diseño de la investigación ………………………………………..…….76
Población y muestra de estudio ……….…………………………….....77
Instrumentos de recolección de datos …………….…………………..77
Procedimiento para elaborar los instrumentos …….………………82
Análisis de los datos ……..………………………………………………83
IV ANÁLISIS DE RESULTADOS………………………………………………...85
Volúmenes de producción ……..……………………………………..…85
Datos de campo ………………………………………………………….87
Protección Catódica……………………………………………… 90
Inhibidores de Corrosión………………………………………… 94
Cromatografía de Gases…………………………………………. 95
Análisis de los datos ……………………………………………………..97
Protección Catódica…………………………………………………
98
Inhibidores de Corrosión………………………………………..…100
Tecnologías de deshidratación ………….………………………………..….101
Tecnología DESI-DRI………………………………………………102
Tecnología SORBEAD…………………………………………..…104
Tamices Moleculares……………………………………………….106
Deshidratación con glicoles………………………………………..109
Cálculos de deshidratación con teg ……………………………………...…..110
Niveles Máximos de Contenido de Agua………………………...112
Capacidad de Deshidratación de las Nuevas Plantas
Deshidratadoras……………………………………………….……115
Generalidades del Diseño………………………………………....116
Protección anticorrosión de las plantas de teg ………………... 122
V CONCLUSIONES Y RECOMENDACIONES………………..………………132
Conclusiones…………………………………..……………………132
Recomendaciones……………………………… …………………134
BIBLIOGRAFÍA…………………………………………………………………137
ANEXOS ………………………………………………………………….……140

LISTA DE TABLAS
Tabla Página
1. Composiciones molares típicas de diferentes fluidos hidrocarburos (Fuente:
Pedersen, Fredenslund y Tomasen. 1989, p. 7. Ajustado)…………………….. 24
2. Capacidad y condiciones de trabajo de las plantas compresoras de
Lagocinco (Fuente: PDVSA Petróleo, S.A.) ………..………………………………...29
3. Composición del gas a la descarga de las plantas compresoras de Lagocinco.
(Fuente de las cromatografías de succión: PDVSA Petróleo, S.A.)
….........…………………………………………………………………………….. 29
4. Aleaciones típicas para tuberías de Acero al Carbono, servicio de transporte de
gas de alta y baja presión, sumergida o enterrada, a temperatura ambiente hasta
300 °F. (Fuente: Barreir 1985. p. 631)…………………31
5. Corrosividad estimada en función de la resistividad del medio. (Fuente:
Blanco, E. y Otros, 1995. p. 105) ……………………………………………………59
6. Tipos de Investigación, según Hurtado ………………………………….…………..75
7. Capacidad de compresión actual y futura de las área Lagocinco (Fuente:PDVSA
Petróleo, S.A.) ………………………...………………………………………..………87
8. Frecuencia de reparaciones y reemplazos de tuberías en las
áreas de Lagocinco (Fuente: PDVSA Petróleo S.A.) ………………………….…..88
9. Costos de instalación de la red de tuberías de gas de alta presión de las
áreas de Lagocinco, año 2007. (Fuente: PDVSA Petróleo,
S.A.)……………………………….……………………………………………………..89
10. Resultados de la inspección de los sistemas de protección catódica en las
Plantas de gas de las áreas objeto de estudio.
(Fuente: PDVSA Petróleo, S.A.) ………………………………………..…………….91
11. Resultados de la inspección de los sistemas de protección catódica en las
instalaciones de la red de alta presión de Lagocinco
(Fuente: PDVSA Petróleo, S.A.) …………………………………………………….91
12. Tipos, modelos y protección de los múltiples de gas de Lagocinco.
(Fuente: PDVSA Petróleo, S.A.)…………………………………………………. 93
13. Composición esperada del gas en los puntos de concentración de la descarga de
las plantas compresoras de Lagocinco. (Fuente: PDVSA Petróleo,
S.A.) …. …………..……………………………………. 96
14. Composicion típica de los anodos usados por PDVSA (Fuente: PDVSA
Petróleo, S.A.)…………………………..…………………………………………….99
15. Parámetros de control en campo para medición de corrosión
(Fuente: PDVSA Petróleo,S.A.) ….…………………………………………………..112
16. Composición esperada del gas después de la deshidratación
(Fuente de las cromatografías de succión de las plantas compre-
soras: PDVSA Petróleo,S.A.) …………………………………………………….….112
17. Contenido de agua en solución para el gas que circula por la red
de alta presión de Lagocinco, a las diferentes condiciones
de presión y temperatura ….……………………………………………………...……114
18. Combinación gas tratado vs. gas sin tratar ………..………………………………..116
19. Concentración de BTEX en la alimentación de los nuevos módulos de
deshidratación ……….……………………………………………………………...….120
LISTA DE FIGURAS
Figura Página
1. Proceso del gas natural, antes de la entrega para su utilización ………………..28
2. Posición relativa de algunos metales, en cuanto a energía re-
querida para convertirlos de su forma natural a metal (Fuente:
ESP-Oil Engineering Consultants. Material para Adiestramiento.
2003)…..………………………………………………………………...………………..32
3. Proceso de corrosión externa, en tubería de Acero al Carbono sumergida ……34
4. Fotografía de corrosión causada por presencia de CO2 ………...........................41
5. Fotografía de picadura en metal expuesto a H2S ….…………………………….…42
6. Representación de detección de corrosión bajo el uso de ultra-
Sonido …………………………………………………………………………...……….44
7. Sección transversal de un cupón de corrosión instalado en una tubería ……47
8. Proceso de instalación de una capa protectora de neopreno.
(Fuente: A.W. Peabody, 2001. p.25) …..……………………..………………………54
9. Esquema simplificado de un sistema de protección catódica en
una tubería. (Fuente: A.W. Peabody, 2001)…………………………………...……..57
10. Acción de un inhibidor de corrosión en una tubería …………………………..… 60
11. Envolvente del gas en un proceso típico de compresión, y los cambios de
composición del mismo, después de cada depurador interetapa …….…64
12. Esquema simplificado de una planta de deshidratación de gas
natural, con TEG ……………………………………………………………………… 66
13. Perfil de producción de gas. Área Lagocinco. (Fuente:PDVSA
Petróleo, S.A.) ……………………………………………………………........ 86
14. Red de distribución de gas de levantamiento área Lagocinco. (Fuente:PDVSA
Petróleo, S.A.)…..……………………………………………………………………… 91
15. Rectificadores modelos TEMI ……………………………………………..………… 94
16. Tubería remplazada de 2” y 6” de Lagocinco y analisis metalográfico
(Fuente:PDVSA Petróleo, S.A.) …………………………..………………………… 96
17. Skid típico del sistema de deshidratación DESIDRI ……………….………………103
18. Arreglo típico de un sistema de deshidratación con SORBEAD-R,
con dos torres de adsorción y una de regeneración …………………………….... 106
19. Arreglo típico de un sistema de deshidratación con tamices moleculares,
con una torre de adsorción y una de regeneración……………………………….. 107
20. Esquema de saturación de una corriente de gas, a los fines del
simulador Hysys …………………………………………………………………...……112
21. Esquema de saturación de una corriente de gas, para los estados actual y
deseado, a los fines del simulador Isis ………………………………………………113

CAPÍTULO I
EL PROBLEMA
Descripción del área geográfica
PDVSA Occidente se divide geográficamente en dos grandes áreas productivas;
estas son: Lago y Tierra, que A su vez, cada uno se divide en Norte y Sur, abarcando
así las diferentes áreas de explotación que para el caso en estudio la Unidad de
Explotación LAGOCINCO se encuentra en Lago Sur, de acuerdo ciertas
particularidades.
Asimismo, cada U.E. a su vez se subdivide en Bloques, de acuerdo con formas de
explotación y campos asignados a las antiguas filiales de PDVSA, y por las
segregaciones que inicialmente se explotaron, y además por resoluciones
estratégicas del Ministerio de Energía y Petróleo.
Se observa entonces, que Lagocinco ocupa la región centro-oeste del Lago, y se
encarga de la producción de hidrocarburos de los yacimientos ubicados en los
respectivos Bloques V, VI.
Dicha Unidad de Explotación produce gas asociado, dicho gas es manejado a través
de una línea de recolección de baja y es llevado a un proceso de compresión para
luego ser transferido a una línea de alta presión o línea de distribución conformando
el conjunto la red de compresión de la unidad de explotación.
Dichas redes a pesar de estar distribuidas a lo largo de las diferentes áreas
operativas en el Lago las mismas se pueden separar por ramales para cada Unidad
de Explotación, debido en primer término a las presiones similares, y en segundo
término a los diferentes usos que tiene este gas. Por confidencialidad del dato1, no se
explica en detalle las redes y destinos del gas comprimido, pero se consideran tres
1 La Normativa interna de PDVSA que regula la divulgación del Dato se denomina PAI: Protección de Archivos de
Información. Este reglamento impide transferir información considerada confidencial.
funciones: Transferencia a procesos petroquímicos, suministro de gas doméstico, y
su utilización como método de producción por levantamiento artificial.
En el caso particular de las UE Lagocinco, es más conveniente tratar el área
Lagocinco como una red común para los bloques V y VI, y que además lo conforman
líneas de interconexión existentes tanto en alta como en baja presión.
El área geográfica descrita ocupa una extensión de aproximadamente 475 Km2.
Planteamiento y formulación del problema
Las redes de alta presión de gas de LAGOCINCO cuenta con 13 Múltiples de
distribución de gas, múltiples de gas lift y plataformas de empalme, y más de 244 Km
de tubería activa, de diámetros desde 6” hasta 10”, esto sin considerar todas las
líneas de 2” de diámetro, de suministro de gas lift a cada uno de los 187 pozos que
producen bajo ese método.
Las múltiples reparaciones y reemplazos de líneas troncales de alta presión, debido a
fugas y taponamientos, ha generado pérdidas de producción a PDVSA, cuantificadas
tanto en barriles como en reducción de vida útil de la red, disminuyendo este número
de 20 a 15 años por tubería. Esto pudiera representar un adelanto en las inversiones
de tubería del orden de varias decenas de millones de bolívares.
Estadísticas registradas en los años 2005 y 2006 en LAGOCINCO, arrojan
inversiones especiales de limpieza por taponamientos del orden de 190 MMBs por
procedimiento, con impacto reportado entre 500 a 1700 BD durante trabajos que se
han extendido hasta por 60 días. Reemplazos tempranos en las líneas de gas lift, en
las áreas de bloque V y VI, han generado en el año 2006 costos por el orden de 290
MMBs/Km, debido a por lo menos 15 reemplazos adicionales al año.
Recomendaciones posteriores a los trabajos han sugerido la inyección de inhibidores
de carbonato de calcio y de corrosión sin observar soluciones tangibles a dicho
problema.

Ante esto, se plantea la necesidad de evaluar el sistema la operación del sistema de
compresión y transporte de gas de levantamiento.
Se evaluará también las condiciones del gas en la red, para determinar si la de
instalación de plantas de deshidratación es la solución para estos problemas.
De acuerdo con esto, se trabajará en función de los siguientes parámetros:
Evaluación de los sistemas de los sistemas actuales de compresión y transporte de
gas de levantamiento.
Evaluación de la composición del gas de levantamiento en cuanto a contenido de
contaminantes y de agua libre.
Evaluar a través de simulaciones el comportamiento de un gas deshidratado en el
sistema de transporte de gas de levantamiento del área Lagocinco.
Determinación de los volúmenes estimados a futuro, de acuerdo con la Base de
Recursos 2007-2026 de PDVSA. Esto permite el dimensionamiento de los equipos
necesarios para tratar el gas.
Evaluación de la red de gas en función del contenido de agua después de la
deshidratación. Esto permitirá decidir si es necesaria la deshidratación como solución
del problema, eliminando la inyección de inhibidor, o la propuesta de una solución
combinada.
Bases teóricas, cálculos y simulaciones necesarios para llegar a las conclusiones.
Justificación y delimitación de la investigación
En la Unidad de Explotación Lagocinco se presenta alto índice de roturas de tuberías
de la red de alta presión, de taponamiento por formación de Carbonato de Calcio, de
formación de hidratos en las válvulas reguladores a pozo y de roturas de tuberías de
gas lift a pozo. Se cree que la razón de esto es:
- La presencia de agua libre en las tuberías.
- La alta concentración de CO2 y la presencia de agua libre en el gas que circula por
la red.
- La ausencia de un método de tratamiento de gas, ya sea deshidratación o
endulzamiento.
En los inicios de operación del Complejo LAMARGAS, la instalación disponían de
módulos de deshidratación, mas fue desincorporado algunos años después, no
quedando memoria histórica de las razones para ello. De acuerdo con información
verbal, la razón de la desincorporación fue los continuos problemas operacionales y
de contaminación ambiental.
Antecedentes registrados en fechas posteriores muestran alta formación de sólidos de
Carbonato de Calcio y de corrosión generalizada en las líneas troncales de gas de
alta presión y líneas de gas de levantamiento – 244 Km de tubería, sólo las troncales-
así como también en múltiples de gas.
Se justifica la evaluación de las causas por las cuales existen los fenómenos de
corrosión y taponamiento descritos, el estado de los elementos protectores existentes;
así como también es necesario concluir con una recomendación para solucionar el
problema.
La investigación está delimitada por los siguientes elementos:
Documentación teórica:
Investigación bibliográfica sobre los diferentes sistemas de deshidratación de gas y
evaluar cual es el mas conveniente para el área, de manera de proponer la solución
que más se adecue.
Documentación de campo:
Investigación sobre el estado actual de la red de alta presión de gas de Lagocinco y
los sistemas instalados de protección.
Investigación sobre el área mas adecuada donde instalar la planta deshidratadora.

Investigación de campo a nivel de las plantas compresoras y de cómo puede afectar
la actual cromatografía del gas.
Investigación sobre las características composicionales del gas, contenido de agua,
de contaminantes y temperatura de formación de hidratos.
Conclusiones y Recomendaciones:
Se espera probar que con la incorporación de tratamiento por deshidratación del gas
se solucionaran todos los problemas de taponamiento y reducción de la vida útil de la
red de alta presión de Lagocinco.
Objetivo general
Realizar las investigaciones teóricas y de campo necesarias para demostrar que la
cantidad de agua contenida en el gas que circula por la red de alta presión de
Lagocinco es la causa de los problemas de filtraciones, roturas y taponamientos por
hidratos en la red de gas de alta presión de las áreas de bloque V y VI de Lagocinco, y
evaluar la deshidratación del gas como la solución adecuada para alargar su vida útil.
Objetivos específicos
Analizar el estado actual de la red de alta presión de gas de Lagocinco, en cuanto
a reemplazos por roturas y taponamiento.
Evaluar el estado actual de operación de los diferentes métodos de preservación,
instaladas en la red de alta presión de Lagocinco.
Determinar por medio del simulador HYSYS la cantidad de agua óptima en el gas
de levantamiento de Lagocinco (gas a alta presión), y demostrar teóricamente que el
agua libre en el gas es la causa de los taponamientos, roturas y reducción de la vida
útil de la red.
Evaluar la deshidratación del gas como solución al problema de roturas y
taponamientos, que preserve la vida útil de la red de alta presión de gas de
Lagocinco y que permita minimizar las operaciones de reemplazo de líneas por
fugas, roturas y taponamientos.
Antecedentes
- Se considera antecedentes a esta investigación, los proyectos desarrollados en
PDVSA Occidente en el ámbito de tendido de redes de gas, recubrimientos y
protección catódica, instalación de sistemas de tratamiento químico, y de
instalación de plantas de deshidratación de gas natural.
- La NACE International cuenta entre sus publicaciones, la guía Control of Pipeline
Corrosion, para la buena práctica de instalación y mantenimiento de protección
catódica.
- Continuos procesos experimentales han permitido definir la velocidad de
corrosión permitida en tuberías sublacustres de transporte de gas a alta presión,
como un máximo de 1 mpy (miles per year).
- Mcketta y Webe, en 1985, citado por la GPSA (1998, p. 20-4), J. Campbell (1992,
p. 145), y R. Bukacek, citado por McCain (1990, p. 14), todos de manera
independiente, determinaron métodos para calcular el contenido de agua en un
gas natural dulce.
- En 1930, Hammerschmidt, citado por Martínez (1995, p. 55), asoció las
dificultades experimentadas en la transmisión de gas por tuberías, con la
formación de hidratos generados con el agua y con los compuestos de bajo peso
molecular del gas.
- D. Katz, en 1941, citado por Deaton (1946, p. 22); basado en las constantes de
equilibrio vapor-sólido, desarrolló un método que permite predecir la formación
de hidratos en una corriente de gas natural.
- En 1978, la Gerencia de Plantas de Conservación de Lagoven, a través de la
Oficina de Entrenamiento y Seguridad, publicó una guía de recomendaciones
denominada “Uso óptimo del Glicol y Análisis de Algunas Experiencias
Operacionales”, que presentan una serie de problemas comunes en las plantas
de deshidratación, y la forma de solucionarlos.
- Desde 1993, la empresa Hyprotech Ltd., actualmente Aspenctech, presenta el
software de simulación de procesos HySys, el cual permite hacer cálculos de los
diferentes cambios en un proceso llevado a cabo en una planta de
deshidratación, entre otras múltiples utilidades.
- En el 2008, Granda realiza un estudio de deshidratación como control de
corrosión en la red de alta de las unidades de explotación Lagotreco y Ceuta,
trabajo de investigación que apalanca el estudio en cuestión y minimizar los
costos de operaciones de PDVSA Exploración y Producción.
Viabilidad
El proyecto es viable puesto que se cuenta como parte de las necesidades
planteadas por PDVSA en el análisis F.O.D.A. (Fortalezas, Oportunidades,
Debilidades, Amenazas), realizado en el primer semestre del año 2.007, como parte
del ciclo de planificación, que definió la Base de Recursos 2007-2026 y el Plan de
Negocios 2007-2013 de PDVSA.
Asimismo, el proyecto se encuentra como parte de las actividades planteadas para
la Coordinación de Infraestructura de Gas Asociado, de PDVSA Exploración y
Producción Occidente.
Resultados esperados
Se espera entregar la solución a través del tratamiento del gas de levantamiento, a
las causas de los taponamientos, reducción de la vida útil y formación de hidratos en la
red de alta presión de gas de Lagocinco.
De igual manera, se espera aportar suficiente información para decidir sobre la
adecuada solución a este problema.
Finalmente, con adaptaciones propias para un proyecto de ingeniería, se espera
que el Trabajo de Grado sirva como base a la Fase de Visualización de un proyecto
para adecuar los sistemas a la instalación de plantas deshidratadoras en las áreas de
estudio.
Logros adicionales de la investigación
- Implica un alcance práctico, del cual se refleja evitar una eventual pérdida de
producción de crudo de hasta 1400 BND de crudo de la segregación Lagocinco
de 32 ºAPI promedio.
- Aumentar la vida útil de las líneas de gas, desplazando en el tiempo la necesidad
de reemplazo, y aportando mayor valor agregado de la red en el proceso
productivo.
- En presencia de CO2 y agua libre, las parafinas y asfaltenos forman carbonatos,
que son insolubles en la sustancia química usada habitualmente para remover
incrustaciones. Se cree que una de las conclusiones a que puede llegar este
trabajo es la necesidad del endulzamiento de la corriente de gas.
- La instalación de deshidratadoras podría incorporar un problema actualmente
inexistente: La emisión de VOC y BTEX a la atmósfera. Sin embargo, la
incorporación de incineradores en la torre recuperadora de glicol, o de gas de
despojamiento en el separador trifásico, evitaría o minimizaría el nuevo
problema.
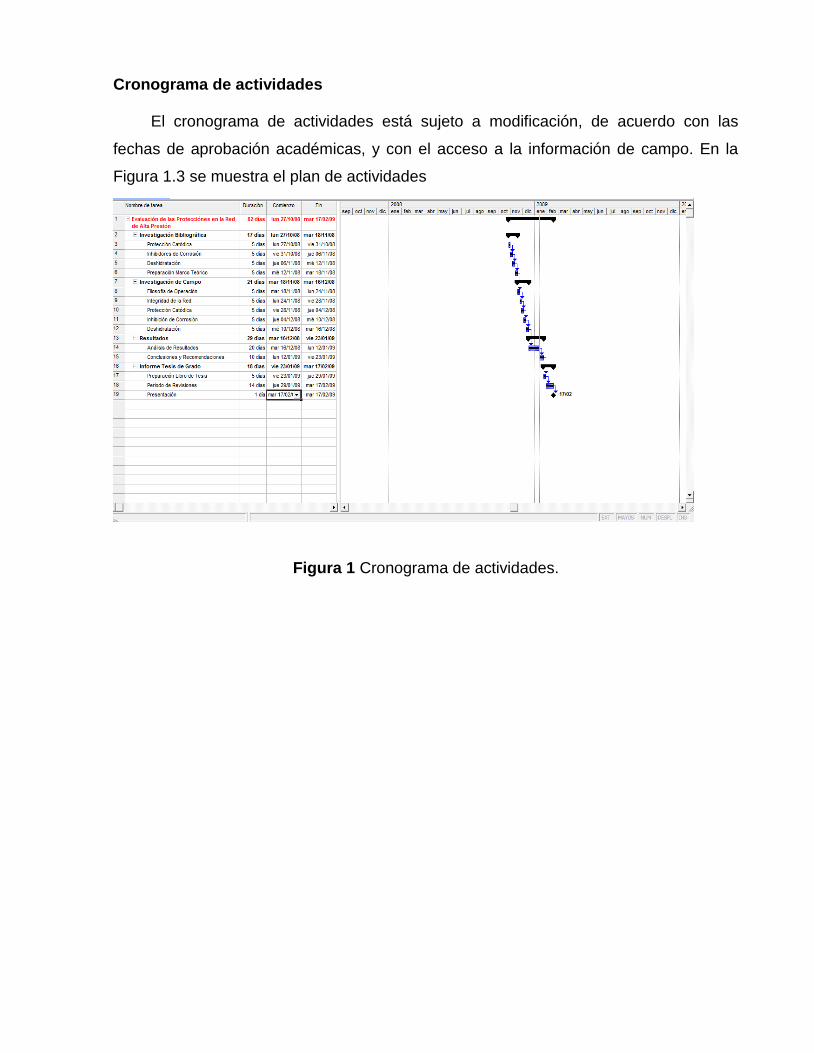
Cronograma de actividades
El cronograma de actividades está sujeto a modificación, de acuerdo con las
fechas de aprobación académicas, y con el acceso a la información de campo. En la
Figura 1.3 se muestra el plan de actividades
Figura 1 Cronograma de actividades.
CAPÍTULO II
MARCO TEÓRICO
Proceso del gas natural
El gas natural es una mezcla de hidrocarburos livianos volátiles de la serie
parafínicas e iso-parafínicas. Metano en primer término, y los siguientes alcanos hasta
n-hexano, integran casi la totalidad de los componentes. Además, incorpora trazas
considerables de los parafínicos más pesados, así como también algo de nafténicos2 y
aromáticos3. Componentes no hidrocarburos como Nitrógeno, Dióxido de Carbono,
Sulfuro de Hidrógeno, Mercurio y Helio también pueden estar contenidos en la mezcla,
pero son llamados contaminantes del gas.
Se encuentra en cualquier yacimiento petrolífero (gas, condensado, crudo liviano o
crudo pesado), ya sea como gas asociado o como gas libre. En el primer caso, la
producción de crudo es el objetivo principal, y la producción de gas dependerá de la
tasa de producción de líquido; mientras que en el segundo caso producir gas será la
meta, ya que el yacimiento tendrá una cantidad relativamente grande de gas por pie
cúbico de líquido liviano recuperable.
La Tabla 2.1 representa una muestra composicional típica de los diferentes fluidos
hidrocarburos, para compararlos entre sí. Nótese que a medida que el flujo es más
“petróleo” y menos “gas”, los alcanos más livianos van disminuyendo su composición, y
aumentando en componentes pesados. De igual manera, la cantidad de componentes o
elementos hidrocarburos encontrados en la corriente es cada vez mayor. Para detectar
un gran número de componentes en el gas natural, se hace un análisis cromatográfico
de tipo extendido, que refleja con mayor precisión los hidrocarburos pesados4, pero
igualmente son trazas de los mismos.
2 Ciclopentano, Metil-ciclopentano y Ciclohexano son los más comunes.
3 BTEX: Benceno, Tolueno, Etil-benceno y Xileno.
4 Se denomina análisis PNA, porque detecta Parafínicos, Nafténicos y Aromáticos.
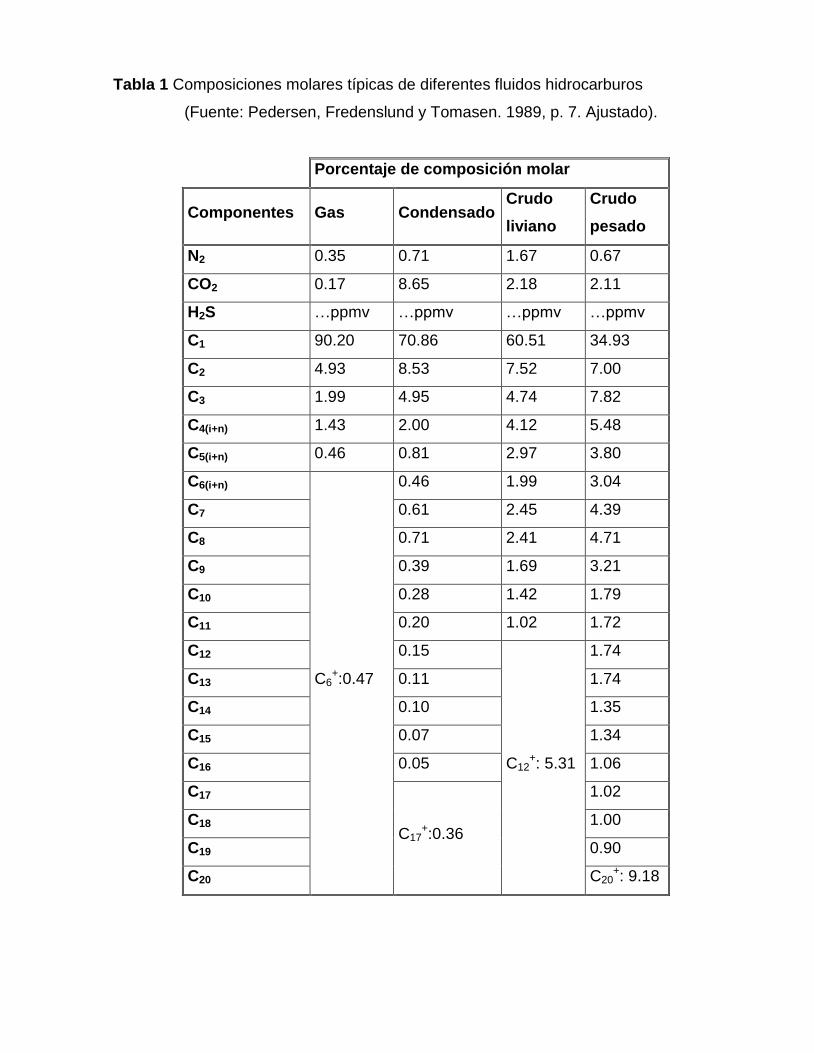
Tabla 1 Composiciones molares típicas de diferentes fluidos hidrocarburos
(Fuente: Pedersen, Fredenslund y Tomasen. 1989, p. 7. Ajustado).
Porcentaje de composición molar
Componentes Gas Condensado Crudo
liviano
Crudo
pesado
N2 0.35 0.71 1.67 0.67
CO2 0.17 8.65 2.18 2.11
H2S …ppmv …ppmv …ppmv …ppmv
C1 90.20 70.86 60.51 34.93
C2 4.93 8.53 7.52 7.00
C3 1.99 4.95 4.74 7.82
C4(i+n) 1.43 2.00 4.12 5.48
C5(i+n) 0.46 0.81 2.97 3.80
C6(i+n)
C6+:0.47
0.46 1.99 3.04
C7 0.61 2.45 4.39
C8 0.71 2.41 4.71
C9 0.39 1.69 3.21
C10 0.28 1.42 1.79
C11 0.20 1.02 1.72
C12 0.15
C12+: 5.31
1.74
C13 0.11 1.74
C14 0.10 1.35
C15 0.07 1.34
C16 0.05 1.06
C17
C17+:0.36
1.02
C18 1.00
C19 0.90
C20 C20+: 9.18
Durante el recorrido del fluido desde el yacimiento a la superficie, se reducen la
presión y la temperatura en tal grado que es posible separar los hidrocarburos
gaseosos de los líquidos, del agua e incluso de la arena. Una vez que se tiene la
producción de fluido en superficie, es necesario entonces un proceso de separación
mecánica. Para ello se construyen instalaciones concentradoras, denominadas
estaciones de flujo, las cuales reciben la producción de un número determinado de
pozos. Las estaciones de flujo cuentan entre sus componentes recipientes adecuados
para tal función, llamados separadores y depuradores.
Un sistema de separador - depurador debe cumplir a cabalidad las siguientes
funciones:
- Permitir una separación gruesa de hidrocarburos líquidos y gaseosos.
- Permitir una separación gruesa del agua contenida en la fase líquida.
- Permitir seguidamente una separación más fina, reteniendo las burbujas de
gas contenidas en el líquido y las gotas de líquido arrastradas por el gas. El
gas separado estará saturado de agua a las condiciones de presión y
temperatura, y el crudo requerirá aguas abajo de procesos desemulsificantes
para retirar el agua contenida.
- Detener casi totalmente las arenas y finos que pueda arrastrar la corriente
aguas arriba.
- Evitar que las fases separadas se vuelvan a mezclar, descargándolas por
separado. De acuerdo con esto, el gas se libera por el tope del separador,
mientras que el crudo se libera por el fondo.
El gas proveniente de varias estaciones de flujo se concentra en los múltiples de
recolección, con el fin de acumular grandes volúmenes. En este punto, por lo general
cuenta con poca energía, y seguramente se encuentra a gran distancia de los sitios de
destino final. Esta baja energía se refleja en baja presión - en Occidente varía desde 20
psig hasta 120 psig -. Es necesario entonces elevar la energía, y para ello se instalan
plantas compresoras. Estas plantas compresoras llevan el gas a presiones finales
desde 180 psig hasta 2500 psig, en el caso de la industria petrolera en el Lago de

Maracaibo. En particular, en Lagocinco se encuentran bajas presiones desde 50 psig
hasta 80 psig, y presiones de descarga de plantas de 1700 psig.
Debido a la alta relación de compresión requerida, se utilizan plantas compresoras
multietapas, de dos o tres etapas. En cada etapa, el aumento de energía se ve reflejado
también en un aumento de temperatura, y se hace necesario el enfriamiento interetapa,
a fin de proteger los materiales de construcción del tren compresor y componentes. El
enfriamiento lleva la temperatura hasta 125 ºF, pero esto genera una nueva formación
de líquidos, y se hace necesaria también la separación interetapa. Al final del proceso
de compresión se obtiene una corriente de gas, saturada de agua y sin condesado, a la
presión de descarga de la planta y a 125 ºF.
Una vez energizado el gas, se envía a los múltiples de distribución que, como su
nombre lo indica, son instalaciones cuya función es distribuir el gas a los diferentes
usos, que en el caso de las áreas geográficas de estudio, tiene dos utilidades: gas lift y
transferencia a procesos petroquímicos.
En el primer caso, los puntos de destino son cuantiosos, por lo que pueden ser
necesarias nuevas estaciones de distribución, llamadas en este caso múltiples de gas
lift. En el segundo uso, puede ser necesario completar la cuota de gas requerido con
otra fuente – la descarga de otras plantas compresoras – así que se construyen
instalaciones intermedias de recolección, llamadas plataformas de empalme.
Ahora bien, las especificaciones tanto para transporte como para entrega a
petroquímica, en general no se cumplen naturalmente, y se presentan algunas
situaciones contraproducentes, tales como:
- Contenidos de especies ácidas fuera de especificación.
- Condensación de agua en las tuberías.
- Taponamiento de tuberías y accesorios.
- Congelamiento y formación de hidratos.
De acuerdo con la severidad de uno o varios de los problemas mencionados, el
gas debe ser tratado. Además del tratamiento químico se requiere deshidratación,
endulzamiento, o la combinación de ambos procesos, y se hace en los puntos de la red
donde se pueda concentrar el mayor volumen de la corriente transportada, es decir, a la
descarga de las plantas compresoras, considerando por supuesto, variables de proceso
tales como la presión del gas.
Igualmente, la protección de la infraestructura que permite el transporte es muy
importante, por lo que también pudiera ser requerido enfriamiento adicional, y
protección anticorrosiva, tanto externa como internamente.
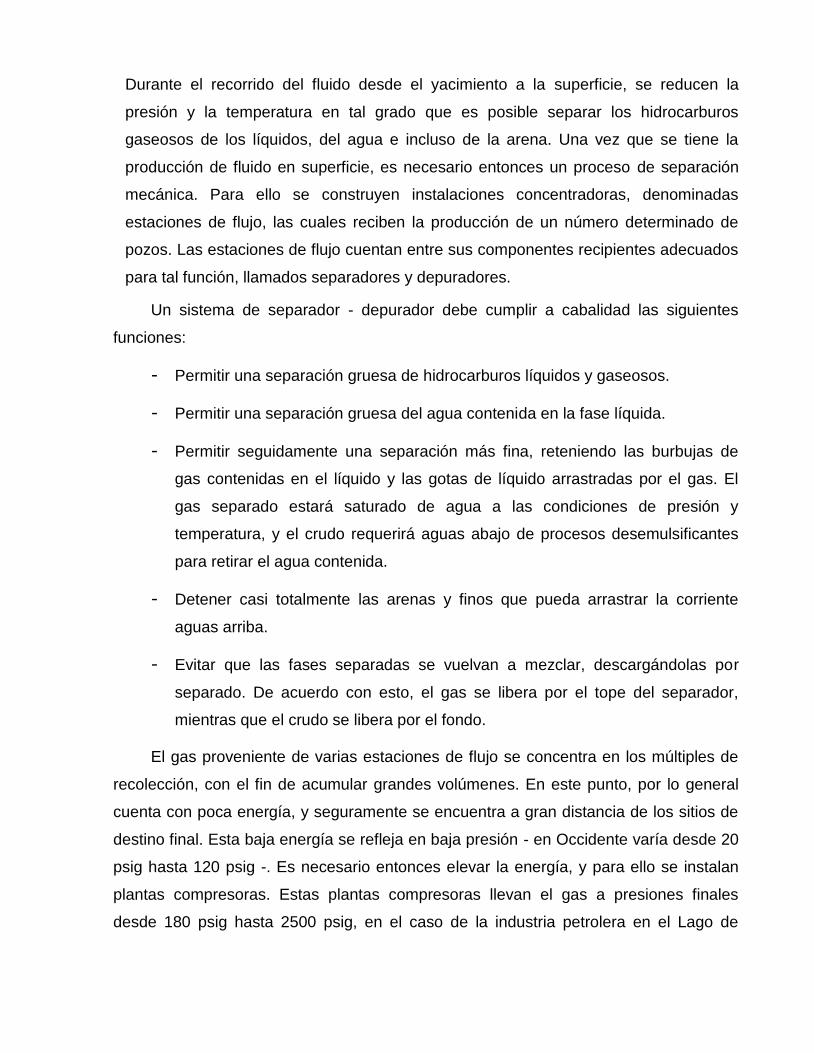
La Figura 2, esquematiza de forma general las diferentes etapas del gas natural
desde el pozo hasta su utilización. En la recuperación de subproductos, el proceso del
gas natural se vuelve mucho más complejo, mas esto no se representa, pues no es
parte del objetivo.
Figura 2. Proceso del gas natural, antes de la entrega para su utilización.
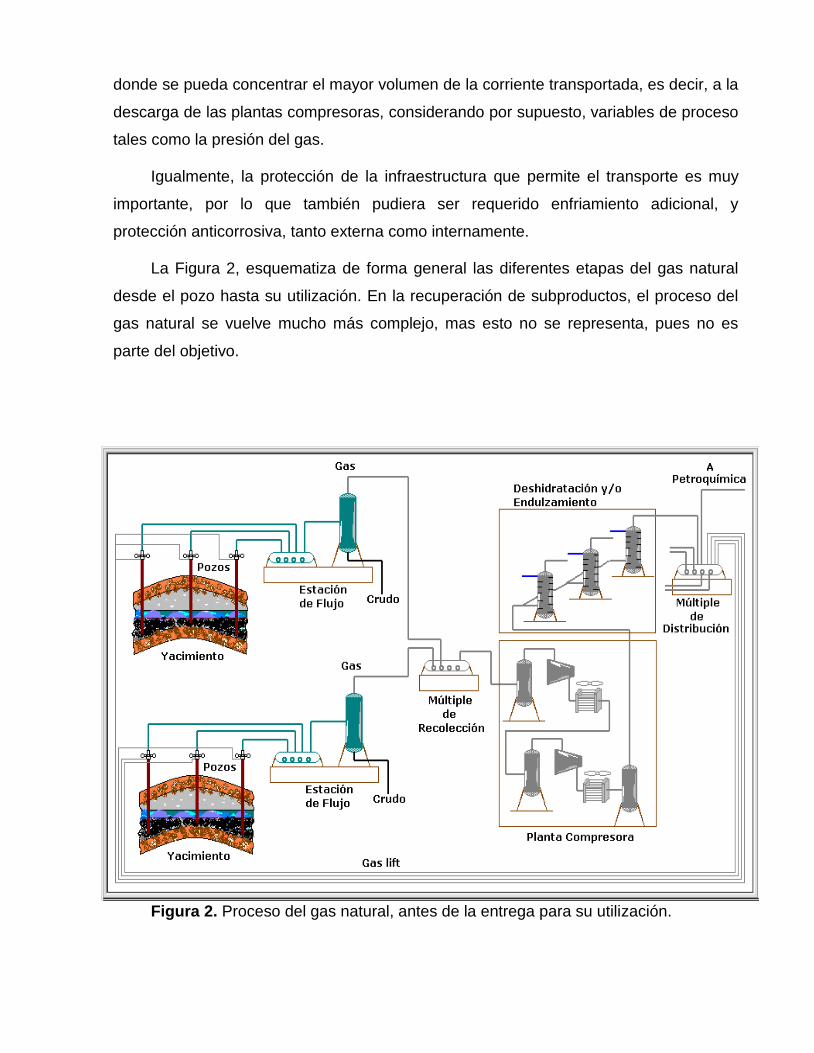
Volúmenes y caracterización del gas
Por la red de alta presión de Lagocincoo circulan 210 MMPCED de gas
comprimido, por las plantas compresoras descritas en la Tabla 2.2 que se presenta a
continuación.
Tabla 2. Capacidad y condiciones de trabajo de las plantas compresoras de Lagocinco
(Fuente: PDVSA Petróleo, S.A.).
CVC /
PLANTA
PRESIÓN FLUJO
COMPLEJO SUCC DESC SUCC
LAMARGAS 60
60
180 2400 50
COMPLEJO 115
LAMARGAS 5G 120
120
BOOSTGAS 40 180 150
PC7 PC7 40 1800 90
La succión de todos los módulos del Complejo Lamargas es la misma, al igual
que, por su parte, la succión de todos los módulos del Complejo PC7. Sin embargo, se
cuenta con análisis cromatográfico de la succión de algunos módulos en particular, por
lo que se aprovechará la información disponible.
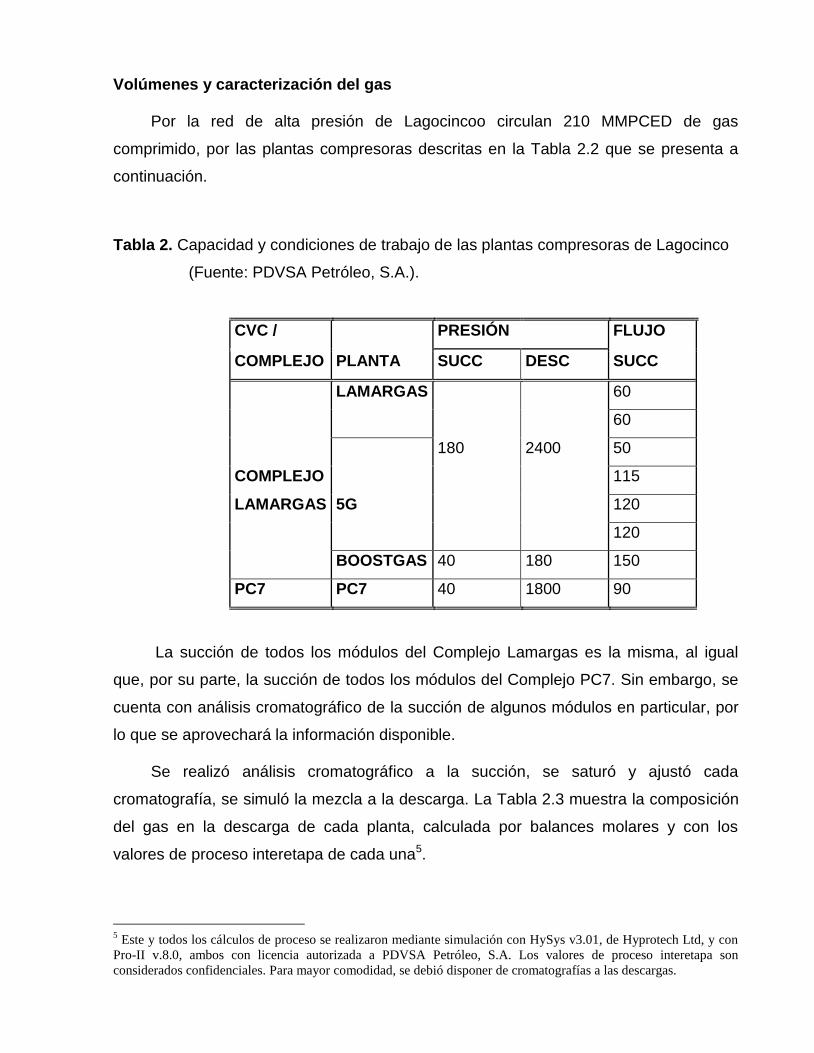
Se realizó análisis cromatográfico a la succión, se saturó y ajustó cada
cromatografía, se simuló la mezcla a la descarga. La Tabla 2.3 muestra la composición
del gas en la descarga de cada planta, calculada por balances molares y con los
valores de proceso interetapa de cada una5.
5 Este y todos los cálculos de proceso se realizaron mediante simulación con HySys v3.01, de Hyprotech Ltd, y con
Pro-II v.8.0, ambos con licencia autorizada a PDVSA Petróleo, S.A. Los valores de proceso interetapa son
considerados confidenciales. Para mayor comodidad, se debió disponer de cromatografías a las descargas.
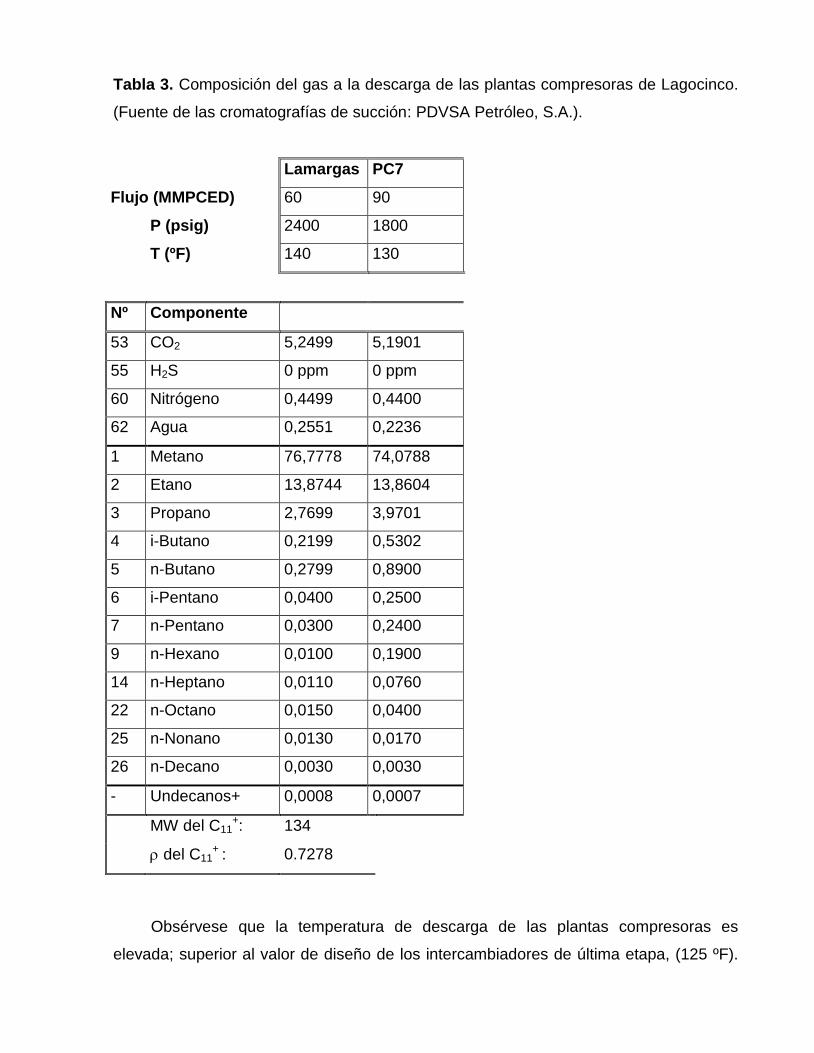
Tabla 3. Composición del gas a la descarga de las plantas compresoras de Lagocinco.
(Fuente de las cromatografías de succión: PDVSA Petróleo, S.A.).
Lamargas PC7
Flujo (MMPCED) 60 90
P (psig) 2400 1800
T (ºF) 140 130
Nº Componente
53 CO2 5,2499 5,1901
55 H2S 0 ppm 0 ppm
60 Nitrógeno 0,4499 0,4400
62 Agua 0,2551 0,2236
1 Metano 76,7778 74,0788
2 Etano 13,8744 13,8604
3 Propano 2,7699 3,9701
4 i-Butano 0,2199 0,5302
5 n-Butano 0,2799 0,8900
6 i-Pentano 0,0400 0,2500
7 n-Pentano 0,0300 0,2400
9 n-Hexano 0,0100 0,1900
14 n-Heptano 0,0110 0,0760
22 n-Octano 0,0150 0,0400
25 n-Nonano 0,0130 0,0170
26 n-Decano 0,0030 0,0030
- Undecanos+ 0,0008 0,0007
MW del C11+: 134
del C11+ : 0.7278
Obsérvese que la temperatura de descarga de las plantas compresoras es
elevada; superior al valor de diseño de los intercambiadores de última etapa, (125 ºF).
En general, las altas temperaturas, entre otras variables, incrementan la velocidad de
corrosión en los metales (Fontana y Greene, 1978, p.21).
Igualmente, se destaca aquí el alto contenido de CO2 en las corrientes. Altos
porcentajes molares de gases ácidos incrementan aún más la cantidad de agua que
satura un gas, en comparación con un gas dulce de la misma composición (GPSA,
1998, p. 20-2). Una relación CO2/H2S alta – a partir de 2000 – en presencia de agua
libre, es detonante para la corrosión interna generalizada, preferente al CO2.
Principios básicos de corrosión
La corrosión es un fenómeno que se presenta en uno o más metales o aleaciones de
metales en presencia de un medio influyente, tal que facilite la migración de
electrones de un material hacia el otro material a través del medio, o hacia el medio
mismo, produciendo físicamente un deterioro o desgaste, llegando en caso extremo a
destruirlo por completo.
Para Beavers (2001) todo se resume en “la degradación de un material a través de
interacción con el medio ambiente”, aunque seguidamente aclara que “Esta definición
abarca por completo todos los materiales, tanto los existentes naturalmente como los
creados por el hombre, incluyendo plásticos, cerámicos y metales” (p.10).
Uhlig (1971) es más específico al definirla como “el ataque destructivo de un metal por
una reacción química o electrolítica con su entorno”, y aclara que “El deterioro por
causas físicas no es llamado corrosión, sino más bien descrito como erosión,
frotamiento, desgaste o tensión. En algunos casos, el ataque químico acompañado de
deterioro físico es descrito en términos de corrosión – erosión, desgaste corrosivo, o
corrosión por fricción”(p. 1)
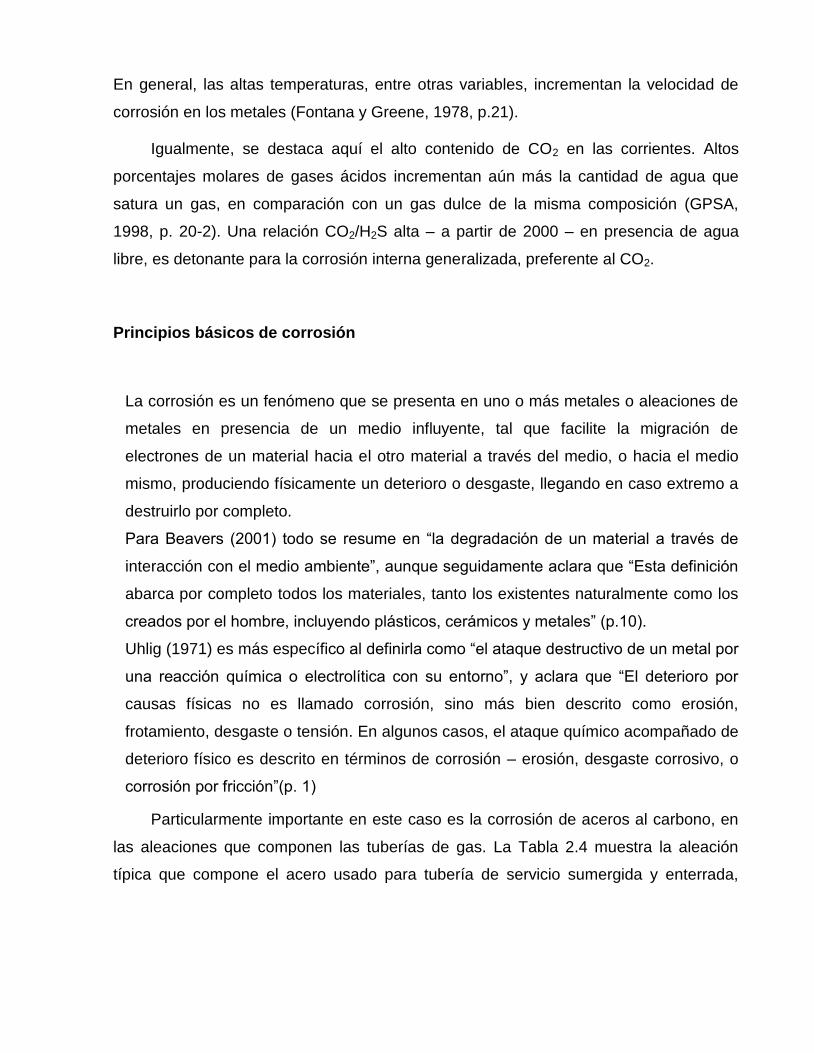
Particularmente importante en este caso es la corrosión de aceros al carbono, en
las aleaciones que componen las tuberías de gas. La Tabla 2.4 muestra la aleación
típica que compone el acero usado para tubería de servicio sumergida y enterrada,
donde el más usado es el AISI 10106. Se destaca que el componente que se degrada
es principalmente el acero.
Tabla 4. Aleaciones típicas para tuberías de Acero al Carbono, servicio de transporte
de
gas de alta y baja presión, sumergida o enterrada, a temperatura ambiente
has-
ta 300ºF. (Fuente: Barreiro, 1985, p. 631).
AISI %C %Mn %Pmáx %Smáx
C 1010 0,08 – 0,13 0,30 - 0,60 0,04 0,05
C 1012 0,10 – 0,15 0,30 – 0,60 0,04 0,05
C 1015 0,13 – 0,18 0,30 – 0,60 0,04 0,05
C 1016 0,13 – 0,18 0,60 – 0,90 0,04 0,05
C 1017 0,15 – 0,20 0,30 – 0,60 0,04 0,05
C 1019 0,15 – 0,20 0,70 – 1,00 0,04 0,05
C 1020 0,18 – 0,23 0,30 – 0,60 0,04 0,05
El hierro base para la fabricación de los aceros se encuentra básicamente como
óxido de hierro o hematita (Fe2O3) en la naturaleza, ya que éste es el estado
metaestable. Un principio termodinámico es el hecho de que los materiales buscan el
estado de equilibrio de más baja energía. Al formar óxido, el hierro busca este estado
de menor energía, o de estabilidad. En otras palabras, el hierro tiene tendencia natural
a oxidarse o a corroerse, y bastará a veces un medio electrolito débil, como la humedad
contenida en el aire.
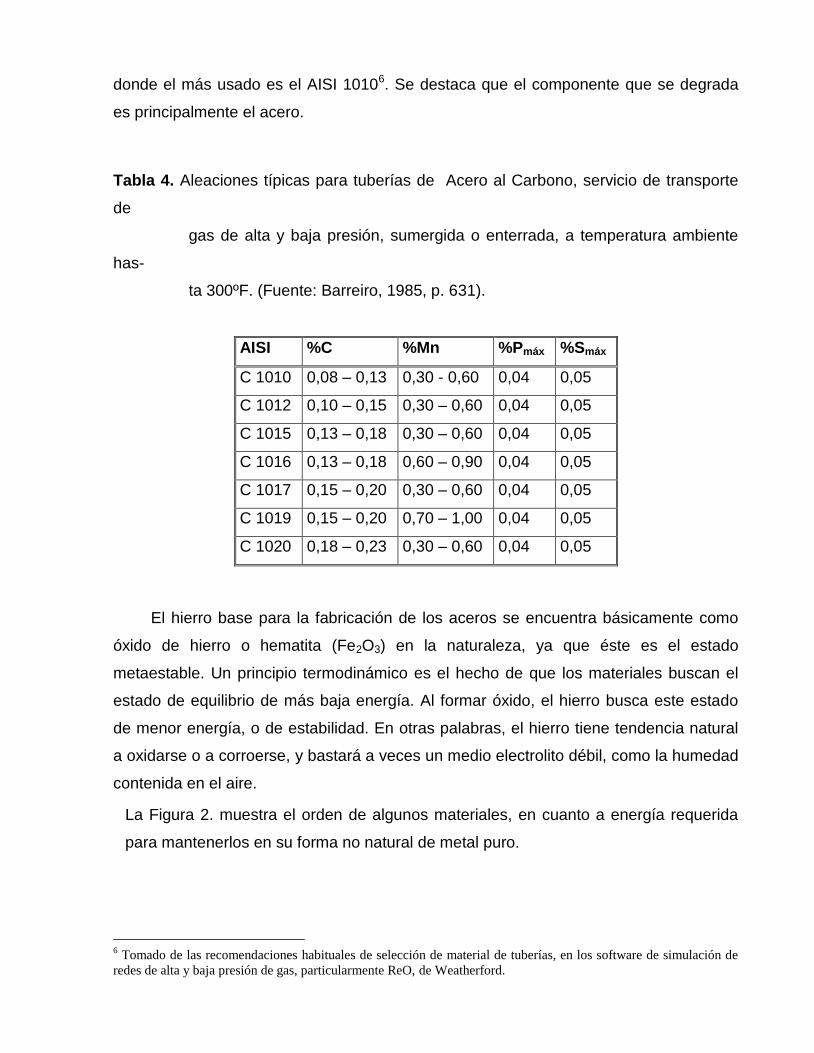
La Figura 2. muestra el orden de algunos materiales, en cuanto a energía requerida
para mantenerlos en su forma no natural de metal puro.
6 Tomado de las recomendaciones habituales de selección de material de tuberías, en los software de simulación de
redes de alta y baja presión de gas, particularmente ReO, de Weatherford.
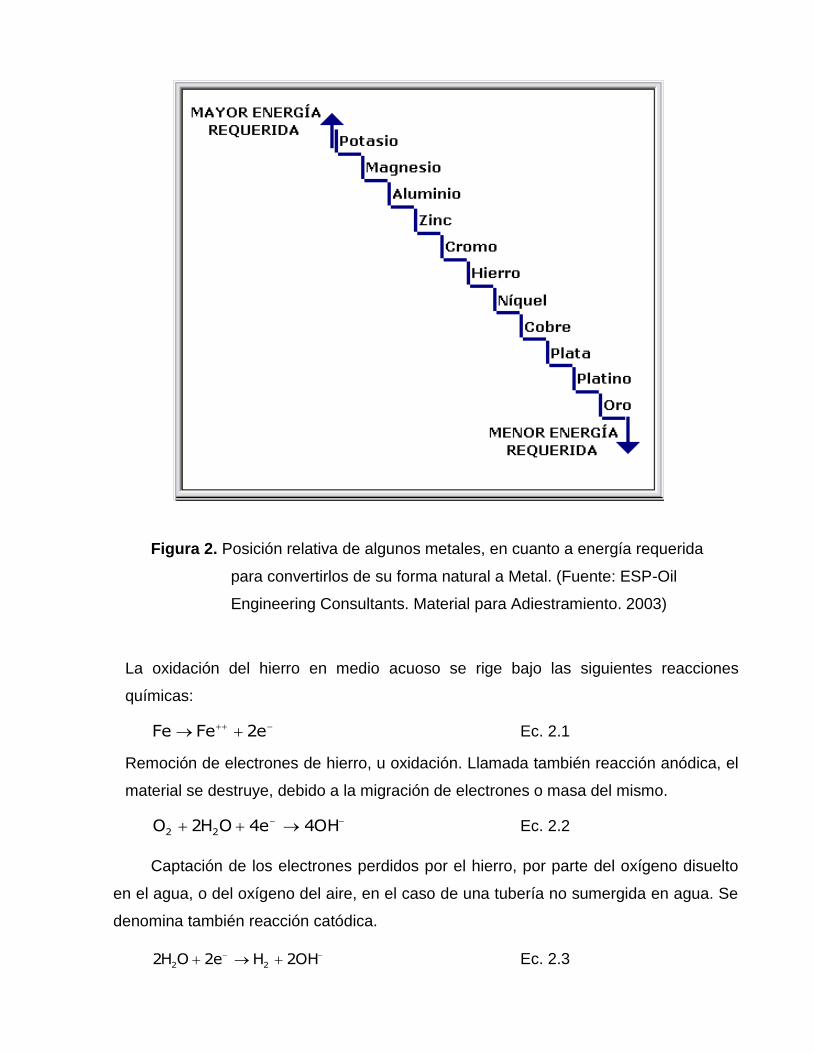
Figura 2. Posición relativa de algunos metales, en cuanto a energía requerida
para convertirlos de su forma natural a Metal. (Fuente: ESP-Oil
Engineering Consultants. Material para Adiestramiento. 2003)
La oxidación del hierro en medio acuoso se rige bajo las siguientes reacciones
químicas:
e2FeFe Ec. 2.1
Remoción de electrones de hierro, u oxidación. Llamada también reacción anódica, el
material se destruye, debido a la migración de electrones o masa del mismo.
OH4e4OH2O 22 Ec. 2.2
Captación de los electrones perdidos por el hierro, por parte del oxígeno disuelto
en el agua, o del oxígeno del aire, en el caso de una tubería no sumergida en agua. Se
denomina también reacción catódica.
OH2He2OH2 22 Ec. 2.3
Igualmente reacción catódica: Recepción de electrones perdidos por el hierro, por
parte del agua.
Ambas reacciones – anódica y catódica – son necesarias para que la corrosión
ocurra. Nótese que el balance de electrones muestra que en un medio acuoso, la
corrosión es más severa que al aire libre.
Ahora bien, el proceso de intercambio de electrones formará un circuito cerrado,
donde en el caso de la tubería sumergida se puede dar tanto en el exterior de la misma
como en el interior.
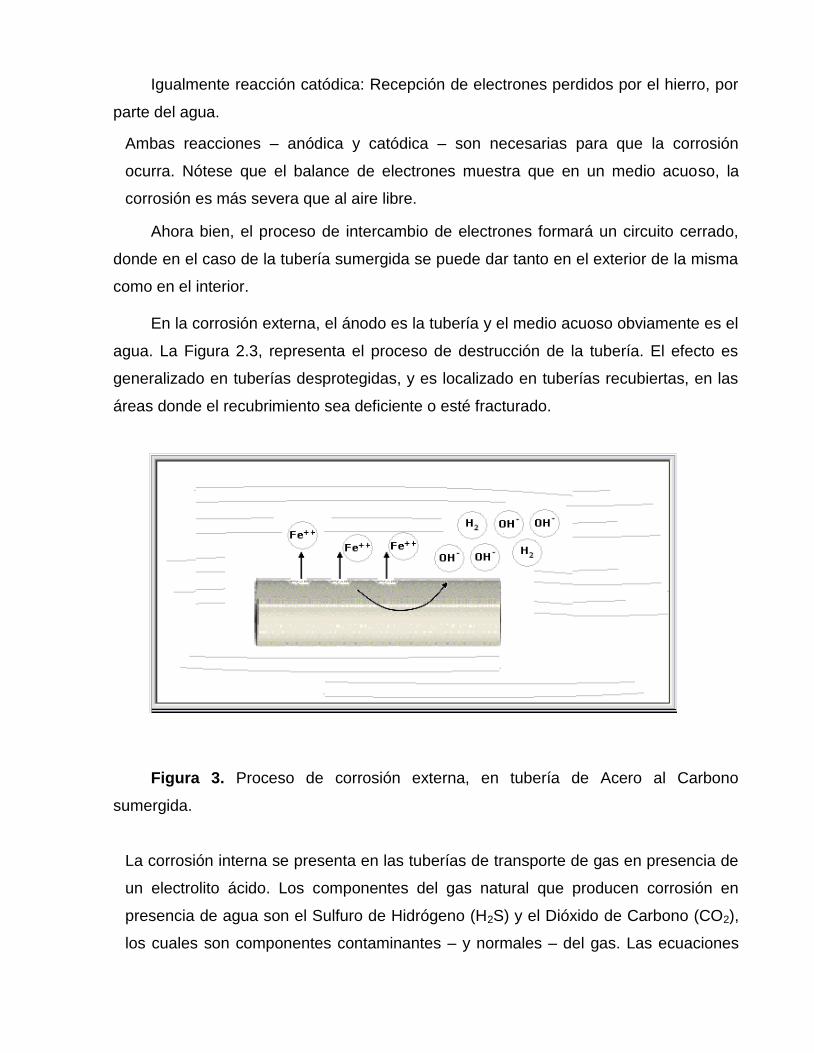
En la corrosión externa, el ánodo es la tubería y el medio acuoso obviamente es el
agua. La Figura 2.3, representa el proceso de destrucción de la tubería. El efecto es
generalizado en tuberías desprotegidas, y es localizado en tuberías recubiertas, en las
áreas donde el recubrimiento sea deficiente o esté fracturado.
Figura 3. Proceso de corrosión externa, en tubería de Acero al Carbono
sumergida.
La corrosión interna se presenta en las tuberías de transporte de gas en presencia de
un electrolito ácido. Los componentes del gas natural que producen corrosión en
presencia de agua son el Sulfuro de Hidrógeno (H2S) y el Dióxido de Carbono (CO2),
los cuales son componentes contaminantes – y normales – del gas. Las ecuaciones
estequiométricas que representan la corrosión de la tubería en presencia de H2S y
agua, son las siguientes (Martínez, 1995, p. 20):
22 HFeSSHFe Ec. 2.4
A su vez, El FeS se descompone en presencia de agua, formando óxido de hierro:
SHFeOOHFeS 22 Ec. 2.5
Lo que convierte al proceso de oxidación en un ciclo indetenible. Por su parte, el
CO2 tiene una secuencia de afectación un poco más severa, pues se forman diferentes
óxidos de hierro:
3222 COHOHCO Ec. 2.6
2332 HFeCOFeCOH Ec. 2.7
23 COFeOFeCO Ec. 2.8
El FeO es inestable, y sigue reaccionando:
4332OFeFeOOFe Ec. 2.9
Tipos de Corrosión
La corrosión se puede clasificar en dos grupos: Uniforme y localizada; esta última a
su vez se subdivide en microscópica y macroscópica.
Dentro de los tipos de corrosión localizada macroscópica se encuentran la corrosión
galvánica, corrosión-erosión, por hendidura, por picadura, y por disolución selectiva.
Por su parte, como corrosión localizada microscópica se encuentra la corrosión
intergranular y por esfuerzos.
A continuación se describirán de manera sencilla, destacando los posibles
mecanismos que se presentan en el caso de estudio en particular, si aplican, en las
tuberías sumergidas que transportan gas a alta presión.
- Corrosión Uniforme: Es la forma de corrosión más comúnmente encontrada, y
se caracteriza por el adelgazamiento progresivo y uniforme del componente
metálico. Debido a esta uniformidad, su prevención se inicia desde el diseño,
cuando se considera el espesor adicional como margen de corrosión. Se
presenta por lo general en piezas de una geometría sencilla, que trabaja bajo
cargas uniformemente distribuidas. Si durante la fabricación se hace una
selección inadecuada de materiales, o debido a factores geométricos, la
corrosión surge de manera desigual (West, 1986, p. 20).
La corrosión uniforme es aprovechada durante algunos procesos de
conformado de piezas, mediante la formación de una capa superficial
pasivadora, que resulte a su vez atractiva o decorativa.
- Corrosión Galvánica: La corrosión galvánica puede ocurrir cuando dos metales
diferentes que están en contacto - ya sea físico o conectados mediante un
conductor eléctrico – son expuestos a una solución conductiva. La diferencia
de potencial eléctrico existente entre metales diferentes, sirve para generar una
corriente a través de la junta. Este flujo de electrones es resultado de la
corrosión del metal menos noble de la cupla.
La velocidad de corrosión se ve influida por la diferencia de potencial
eléctrico, de la diferencia relativa de las áreas. A mayor diferencia de potencial,
y a mayor diferencia de área del metal noble, la velocidad se incrementa.
(Henthorne, 1971, p. 4)
Este mecanismo ha sido utilizado favorablemente, pues con él se induce la
protección catódica, y se genera electricidad mediante la pila electrolítica, para
sólo citar dos ejemplos.
- Corrosión por Picadura (Pitting): Es uno de los tipos más agresivos, ya que se
manifiesta como un ataque localizado, intenso y repentino, con muy poca
pérdida de material. Esto da como resultado cavidades o socavamientos, que
pueden ser pequeñas y profundas, hasta depresiones de mayor tamaño y de
poca penetración. Aunque es más común en aquellos metales que generan
una película pasiva, como el aluminio y el acero inoxidable, en las tuberías de
gas natural también se presenta, aunque menos severo y más lento. Las
picaduras son características cuando hay presencia de CO2 y H2S.
La adición de inhibidores es útil en ocasiones, para evitar las picaduras, así
como también las superficies lisas, pulidas y limpian muestran mejor
resistencia a este tipo de ataques. (Perry, 1991, p. 23-3)
- Corrosión por Hendiduras (Crevice): Este tipo de ataque está asociado a la
acumulación de impurezas como arena, suciedad, productos de corrosión y
otros sólidos, los cuales crean las condiciones para que se formen pequeños
volúmenes de fluido estancado en estas zonas confinadas, donde quedan
atrapadas celdas de oxígeno y dan una reacción corrosiva autocatalítica.
(Fontana y Greene, 1978, p. 39)
Generalmente aparece en juntas apernadas y bridas, en la unión de los
pernos y en los solapes. Por esta razón se denomina también corrosión de
junta (gasket corrosion). La diferencia respecto a la corrosión por picadura
radica en la zona del material donde se concentra, ya que tanto su mecanismo
como las reacciones electroquímicas son similares.
- Corrosión Intergranular: El ataque localizado en los bordes de grano es
conocido como corrosión intergranular. Debido a deficientes procesos de
fabricación o de conformado del acero, el tamaño de grano no es uniforme y/o
presenta microconstituyentes e impurezas concentradas en sus bordes. Los
bordes de grano son anódicos respecto al grano mismo, por lo que éste falla y
el metal o aleación se desintegra. (Bosich, 1970, p. 43)
Es más severa con la temperatura, y en inspección visual se observa como
deterioro uniforme, ya que el material pierde sus propiedades mecánicas.

Desde la colada, se previene agregando altos porcentajes de cromo al
acero. Los aceros que contienen más del 10% de cromo7, son notables por su
alta resistencia a la corrosión. (Avner, 1974, p. 357).
- Corrosión por Disolución Selectiva (Selective Leaching): Es un tipo de ataque
en el cual uno de los componentes de la aleación metálica se corroe
preferentemente, dejando poros y residuos de corrosión en lugar del aleante
original. Como resultado de esta reacción, la pieza metálica frecuentemente
conserva su forma original, pero pierde totalmente sus propiedades mecánicas.
(Uligh, 1971, p. 15)
El mecanismo se desarrolla debido a que uno de los componentes de la
aleación es anódico respecto a los demás componentes de la misma.
Un caso particular de este tipo de corrosión es la junta acero fundido con
latón8, usada con frecuencia en las redes de agua urbanas. A temperatura
ambiente, el hierro componente de la tubería de acero se oxida (grafitización),
dejando una masa de óxido de hierro y grafito. A temperaturas mayores a 140
ºF, el zinc componente del latón se convierte en anódico, produciéndose la
deszincificación del mismo, resultando una pieza de óxido de zinc y cobre, sin
las propiedades mecánicas originales.
- Corrosión – Erosión: Esta forma de corrosión se presenta cuando existe
movimiento relativo entre un fluido corrosivo y el metal, produciéndose una
acción sinérgica del factor mecánico con el electroquímico. Las marcas
características de deterioro son surcos y canales en la dirección del flujo.
(Shreir, 1979, p. 1:13)
La mayoría de los metales y aleaciones puede verse afectados por
corrosión – erosión, de preferencia los materiales dúctiles, como el aluminio o
el cobre, en elementos de máquinas, como los impulsores de bombas y álabes
7 De hecho, los aceros de contenido de cromo igual o superior al 10%, son los Aceros Inoxidables.
8 Aleación Cu-Zn, comúnmente llamada Bronce.
direccionales. La turbulencia del flujo también es un factor que acelera el
proceso, así como también la presencia de flujo multifásico, particularmente en
tuberías con acumulación de condensado, ya que las gotas líquidas, partículas
sólidas o burbujas de gas, se convierten en un factor erosivo severo.
- Corrosión por Esfuerzos (Stress Corrosion Cracking): La acción conjunta de
esfuerzo por tensión y un ambiente corrosivo severo resulta en algunos casos
en la fractura de la aleación metálica. El material falla bruscamente y de forma
frágil, a partir de las tensiones generadas en las áreas concentradoras de
esfuerzos, tales como zonas maquinadas, soldaduras o con tratamiento
térmico como templado.
Depende de la condición metalúrgica de la aleación, debe estar sometido a
esfuerzos tensionantes, y pueden pasar largos períodos de tiempo antes que
las fallas sean visibles, aunque a partir de allí estas se propagan rápidamente,
y la fractura es inminente. (Henthorne, 1971, p. 4)
Es uno de los tipos de corrosión que se presentan en presencia de H2S,
principalmente en las tuberías de las plantas de endulzamiento.
Particularmente importante es la descripción de los mecanismos de corrosión que se
dan en presencia de CO2 y de H2S. La presencia de estos dos gases y agua libre
causan severos problemas de corrosión interna, en tuberías tanto de gas como de
crudo.
- Corrosión por Dióxido de Carbono (CO2) y/o por Sulfuro de Hidrógeno (H2S):
Los factores que afectan son tan múltiples como en cualquier proceso
corrosivo: temperatura, concentración de los contaminantes, velocidad del flujo,
presencia de agua libre, y composición del acero de la tubería. Un pequeño
cambio en uno de estos factores puede resultar en un cambio considerable en
la velocidad de corrosión, debido a los cambios producidos en el espesor de la
capa de productos de corrosión que se acumulan en la superficie de la tubería.
(Nyborg, 2005, p. 70)
Cuando los productos de corrosión no se acumulan o depositan en la
superficie de la tubería, la velocidad de corrosión se incrementa notablemente.
La velocidad de corrosión puede ser disminuida sustancialmente bajo
condiciones en las que carbonatos de hierro (FeCO3) puedan precipitar,
formando una densa capa protectora. Esto ocurre más fácilmente a altas
temperatura – mayores a 200 °F – o alto pH en la fase acuosa (6 o superior).
Cuando el H2S se presenta junto al CO2, una película de sulfuro de hierro
(FeS) se forma más rápido que la de FeCO3, y su formación se favorece a
bajas temperaturas (menores a 70 °F), ya que los compuestos sólidos de
azufre precipitan más fácilmente que los compuestos de carbono.
Corrosión generalizada se presenta en presencia de CO2 solamente, o en
relaciones molares de CO2/H2S mayor o igual a 2.000. En este caso, la
presencia de los carbonatos adicionará un problema de obstrucción en la
tubería, aumentando los puntos de cambio de velocidad del fluido,
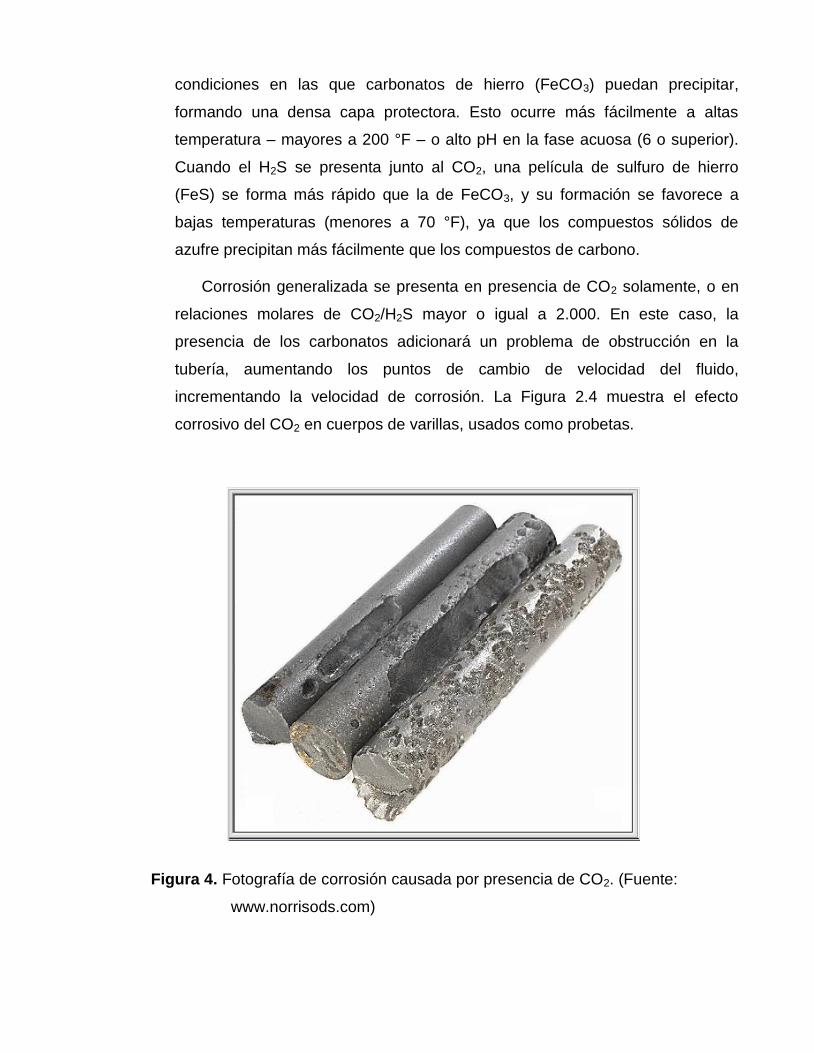
incrementando la velocidad de corrosión. La Figura 2.4 muestra el efecto
corrosivo del CO2 en cuerpos de varillas, usados como probetas.
Figura 4. Fotografía de corrosión causada por presencia de CO2. (Fuente:
www.norrisods.com)

Cuando se incrementa el contenido de H2S, aunque éste no es corrosivo en
ausencia de agua, ante cualquier vestigio de humedad, el petróleo y el gas que
lo contengan se tornarán corrosivos. En ese escenario, el principal problema
será el riesgo de Corrosión Bajo Tensión en Ambiente Sulfhídrico (SSCC). La
ocurrencia de una falla violenta es la principal característica, la cual resulta de
la combinación de: tensiones axiales, susceptibilidad por parte del material y
contenido de hidrógeno.
El átomo de hidrógeno es lo suficientemente pequeño como para penetrar
en el acero, se aloja en lugares preferenciales, fragiliza el acero, y esto
combinado con la presencia de tensiones, favorece la corrosión. La SSCC es
inminente y, generalmente no hay tiempo de diagnosticar y prevenir, salvo que
se haga bajo condiciones de proceso conocidas previamente, es decir, sin
esperar a que un monitoreo de corrosión indique su presencia.
La Figura 5 presenta una fotografía de una picadura en una probeta sólida,
provocada por la presencia de H2S en el gas.
Figura 5. Fotografía de picadura en metal expuesto a H2S. (Fuente:
www.permiandrod.com

Técnicas de inspección de corrosión
Las técnicas de inspección son diversas. De acuerdo con el objetivo perseguido,
Fontana y Greene (1978, p. 116) las clasifica en pruebas de laboratorio, en
instalaciones fuera de operación, pruebas en funcionamiento y pruebas de campo. Sin
embargo, esta clasificación no especifica las diferentes tecnologías aplicadas ni la
veracidad de la data recolectada: apenas se limita a diferenciarlos por el tamaño de la
probeta metálica y por el tiempo de prueba.
A continuación se describen las diferentes técnicas de detección de corrosión más
comunes, de acuerdo con las diferentes tecnologías disponibles:
- Radiografía de Rayos X: Consiste en tomar radiografía continua del elemento
metálico, para observar los cambios de espesor e irregularidades presentes.
Permite vistas en dos dimensiones de las paredes del tubo o de los equipos
inspeccionados.
Es adecuada para detectar defectos mayores o un ataque corrosivo severo,
pero no es una técnica apropiada para observar cambios pequeños en espesores
de pared, debido a limitaciones en cuanto a exactitud de los equipos.
Requiere personal especializado para efectuar las muestras, y obviamente el
equipo también es especial. Por ser aplicada de manera esporádica, no es una
técnica de monitoreo en línea, por lo que no se puede hacer observación continua.
- Ultrasonido: Utiliza el principio muy conocido de pulsos de sonido de alta
frecuencia que son enviados al material o tubería en prueba. Cuando este pulso
impacta en un defecto, o en el lado opuesto del material, parte de esta energía
es reflejada, produciendo un eco. Este eco es detectado, amplificado y
digitalizado.
Existen en el mercado equipos de diferentes calidades de medición, ya sea en
una, en dos o en tres dimensiones, ninguno recomendado para monitoreo en
línea, y pueden proporcionar información incorrecta para pequeños espesores de
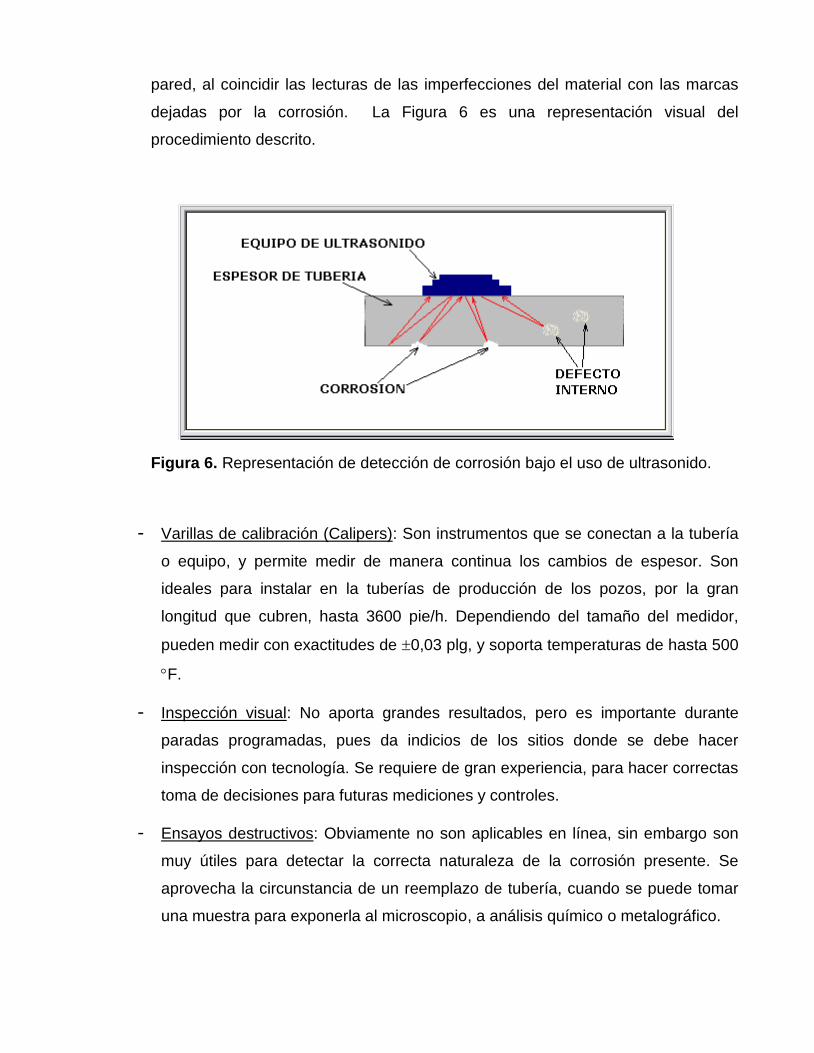
pared, al coincidir las lecturas de las imperfecciones del material con las marcas
dejadas por la corrosión. La Figura 6 es una representación visual del
procedimiento descrito.
Figura 6. Representación de detección de corrosión bajo el uso de ultrasonido.
- Varillas de calibración (Calipers): Son instrumentos que se conectan a la tubería
o equipo, y permite medir de manera continua los cambios de espesor. Son
ideales para instalar en la tuberías de producción de los pozos, por la gran
longitud que cubren, hasta 3600 pie/h. Dependiendo del tamaño del medidor,
pueden medir con exactitudes de 0,03 plg, y soporta temperaturas de hasta 500
F.
- Inspección visual: No aporta grandes resultados, pero es importante durante
paradas programadas, pues da indicios de los sitios donde se debe hacer
inspección con tecnología. Se requiere de gran experiencia, para hacer correctas
toma de decisiones para futuras mediciones y controles.
- Ensayos destructivos: Obviamente no son aplicables en línea, sin embargo son
muy útiles para detectar la correcta naturaleza de la corrosión presente. Se
aprovecha la circunstancia de un reemplazo de tubería, cuando se puede tomar
una muestra para exponerla al microscopio, a análisis químico o metalográfico.
Medición de la corrosión
La medición y monitoreo de la corrosión se basa en la obtención de un valor: la
velocidad de corrosión, medida en pérdida de espesor de material por unidad de
tiempo. El objetivo es poder planear y manejar un efectivo programa de control de
corrosión, el cual debe incluir una o varias técnicas de monitoreo, para un correcto
diagnóstico y acción. La manera más correcta en ingeniería es expresarla en términos
de penetración o adelgazamiento del componente o pared de la tubería o recipiente.
Las diferentes técnicas de monitoreo son:
- Análisis químico: Normalmente mediante una cromatografía, y permite detectar
sustancias corrosivas en el fluido de proceso. También permite detectar
limaduras del metal, cuando el efecto es producido por erosión-corrosión.
La gran ventaja del análisis químico es que es netamente predictivo, por lo que
al realizarlo periódicamente, se podrá ejecutar acciones para evitar los procesos
corrosivos.
- Cupones de corrosión: Son pequeñas piezas de metal, de forma rectangular o
circular, que son insertadas en el sistema de estudio y son retiradas después de
un determinado tiempo, para su respectivo análisis.
Está basado en determinar la velocidad de corrosión promedio durante el
período de tiempo de su exposición. Provee información acerca del tipo de
corrosión, sobre incrustaciones y depósitos sólidos. El tiempo mínimo de
exposición recomendado es de 30 días, dependiendo de la corrosividad del
sistema.
Son fabricados del material similar al de estudio, y su peso es monitoreado con
hasta cuatro cifras decimales. Son maquinados, sin acabado en frío ni sometido a
golpes ni cortes.
La velocidad de corrosión se calcula mediante el siguiente análisis:
Pérdida de peso ΔW (mg)
finalinicial WWW Ec. 2.10
Porcentaje de protección
%100W
WP%
inicial
Ec. 2.11
Velocidad de corrosión (mpy)9
tA
W534Vc
Ec. 2.12
Donde:
ρ = Densidad del material, en g/cm3.
A = Área de la sección transversal del cupón, en plg2.
t = Tiempo de exposición de la probeta, en horas.
Es muy importante la correcta selección de los puntos de ubicación de los
portacupones y el establecimiento del adecuado tiempo de exposición. Estos dos
parámetros se ajustarán en la medida en que se conozca el sistema bajo estudio,
y los resultados que se obtengan se encuentren en el orden de los esperados.
Las probetas de corrosión son tiras de acero suave, de 1/16” de espesor, 6” a
3/4” x 4”, con un hoyo en un extremo de manera que pueden ser montadas en una
barra plástica, e insertada en una tubería mediante un elemento roscado. La
Figura 2.7 muestra una sección transversal de un cupón de corrosión instalado en
una tubería.
9 mpy = Miles per year. Milésima de pulgada de espesor perdido al año.
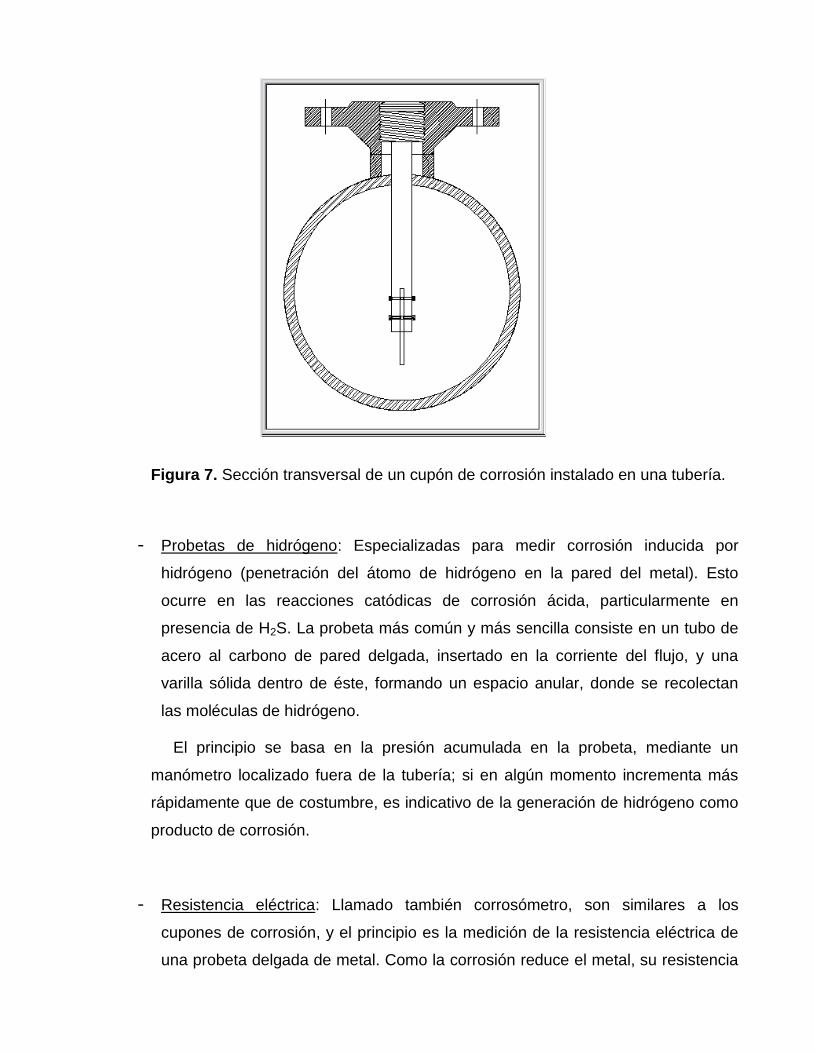
Figura 7. Sección transversal de un cupón de corrosión instalado en una tubería.
- Probetas de hidrógeno: Especializadas para medir corrosión inducida por
hidrógeno (penetración del átomo de hidrógeno en la pared del metal). Esto
ocurre en las reacciones catódicas de corrosión ácida, particularmente en
presencia de H2S. La probeta más común y más sencilla consiste en un tubo de
acero al carbono de pared delgada, insertado en la corriente del flujo, y una
varilla sólida dentro de éste, formando un espacio anular, donde se recolectan
las moléculas de hidrógeno.
El principio se basa en la presión acumulada en la probeta, mediante un
manómetro localizado fuera de la tubería; si en algún momento incrementa más
rápidamente que de costumbre, es indicativo de la generación de hidrógeno como
producto de corrosión.
- Resistencia eléctrica: Llamado también corrosómetro, son similares a los
cupones de corrosión, y el principio es la medición de la resistencia eléctrica de
una probeta delgada de metal. Como la corrosión reduce el metal, su resistencia

al paso de la corriente aumenta. Su ventaja es el menor tiempo de exposición,
por lo tanto un seguimiento más cercano al proceso corrosivo.
El principio de operación es el siguiente: La resistencia eléctrica (Ω) de una
sección de un material eléctricamente conductivo se define por:
A
LR Ec. 2.13
Donde:
δ = Resistividad del metal, en Ω/mm.
L = Longitud de la probeta.
A = Área de la probeta.
Para una aleación a temperatura constante, la resistencia eléctrica de una
pieza de longitud fija, incrementa en la medida en que el área de la sección
transversal disminuye. De esta manera, la resistencia eléctrica puede ser usada
para determinar la pérdida de material. Los cambios de resistividad con la
temperatura son compensados con el uso de un elemento de referencia, protegido
del medio corrosivo:
medida
referencia
referencia
medida
Vc
Vc
R
R Ec. 14
- Resistencia de polarización lineal: Es una técnica electroquímica, que mide la
corriente en la interfase metal-fluido, resultante de la polarización de uno o dos
electrodos del material bajo estudio, por aplicación de un pequeño potencial.
La corriente medida es directamente proporcional a la corriente de corrosión10,
quien a su vez es proporcional a la velocidad de corrosión, por lo que este método
es una medición directa de la velocidad de corrosión.
10
A través de una ecuación basada en las pendientes catódicas y anódicas de Tafel.
Otros métodos, como la medición de residuales de inhibidor de corrosión, ruido
electroquímico y los estudios de polarización, son menos usados.
Control de la corrosión
La corrosión es un fenómeno que depende del o de los materiales utilizados, de la
geometría de las piezas, y del medio ambiente. Al influir en uno o varios de estos
parámetros, se está influyendo también en la reacción química del proceso corrosivo.
- Selección del material: Fundamentalmente se centra en la escogencia de un
material de mayor resistencia a la corrosión en el ambiente considerado. Para
ello se debe hacer una valoración de propiedades mecánicas, físicas y químicas,
para seleccionar el material que ofrezca el mayor rendimiento, vida, seguridad y
economía.
- Geometría de las piezas: Aunque muchos de los elementos físicos que acumulan
humedad están prediseñados (bridas, juntas, etc.) sí se puede establecer
diseños adecuados de soldadura, y en general evitar zonas de confinamiento,
contactos de materiales y heterogeneidades en general.
De acuerdo con el servicio que preste la infraestructura, existen reglas
generales de diseño que consideran los factores descritos: fácil drenaje en
tanques y recipientes, sencillo reemplazo de componentes, curvaturas atenuadas,
aislantes para evitar electroestática, etc. (Avner, 1974, p. 592)
- Medio ambiente: Se considera incidencia en el ambiente corrosivo, cuando se
puede llevar a cabo una de las siguientes condiciones, o las dos a la vez:
Primero la influencia en las variables de proceso y composición química
(deshidratación, endulzamiento, control de pH, temperatura, presión, etc.), o
segundo, aislando el medio corrosivo del metal (recubrimientos aislantes,
inhibidores de corrosión, protección catódica y anódica).

Como el caso de las instalaciones de la red de alta presión en Lagotreco y Ceuta,
la misma ya está instalada, el control de la corrosión se realiza mediante el control del
medio ambiente. A continuación se describirán los métodos de control usados en la
industria, ya sea para proteger desde el agua del Lago (protección externa) o desde el
gas de proceso (protección interna).
Corrosión Externa. Recubrimientos
Teóricamente, un buen recubrimiento aislante de la tubería eliminaría el problema
de la corrosión externa, sin embargo, la realidad es que, por sí mismos, los
recubrimientos no es una solución completa para el fenómeno, aunque son muy
efectivos cuando son usados apropiadamente. Las características más resaltantes que
debe contener un recubrimiento, de acuerdo con las normas NACE RP0169-96,
mencionadas por Sloan (2001, p. 18-19) son las siguientes:
- Efectivo aislante eléctrico. Debido a que la corrosión en ambiente húmedo es
un proceso electrolítico, la resistencia eléctrica del recubrimiento debe ser muy
alta.
- Barrera eficaz contra la humedad. La permeabilidad del recubrimiento puede
dar lugar a que partículas de agua y/o de oxígeno se infiltren, dando lugar a un
proceso localizado de corrosión.
- Aplicabilidad. La tecnología de aplicación debe ser adecuada y efectiva para el
medio donde se realiza el recubrimiento. Algunos se realizan in-situ, pero otros
necesariamente deben ser aplicados antes de la instalación de la pieza.
- Resistencia a degradarse en el medio expuesto. Esto implica que no se
erosione con el medio ambiente, o que no se resquebraje, desprenda, etc., es
decir, deben tener altas propiedades de resistencia a la abrasión, a la tensión,
así como alta adhesión y cohesión.
- Alta resistencia a las inclemencias de almacenaje, transporte, intemperie e
instalación.
- Capacidad de mantener sus propiedades con el tiempo.
- Resistencia a la disolución en el medio.
- Facilidad de reparación, preferiblemente con la pieza instalada.
- No contaminante al medio expuesto.
Al seleccionar un recubrimiento se debe, además de los factores mencionados,
considerar aspectos propios de la fabricación, tales como:
- Tipo de medio ambiente.
- Acceso a la tubería recubierta.
- Temperatura de operación y ambientales durante todo el proceso aplicación,
almacenaje, transporte e instalación de la tubería.
- Recubrimientos previos o comunes en las piezas en contacto.
Los recubrimientos sobre piezas metálicas son de al menos tres orígenes
distintos.
Origen metálico: Son aquellos que usa una capa de un metal que actúe como
retardador de la corrosión en el medio donde se instalará la pieza. El modo de aplicar
los recubrimientos metálicos son:
- Electrodeposición: Consiste en sumergir al metal a proteger en una solución del
metal protector, haciendo circular una corriente entre el metal y otro electrodo. El
resultado es una pieza recubierta con espesores de hasta 20 mils. Son ejemplo
de este método los conocidos cromado, niquelado, dorado y platinado. Su doble
uso de protección y apariencia los hace comunes en la industria automotriz y
usos domésticos.
- Atomización a la llama: Un polvo del material protector se funde y
simultáneamente se atomiza sobre el material, previamente limpiado por un
tratamiento de preparación de superficie, como decapado, chorro de arena
(sandblasting) o chorro de aire con partículas erosivas (wetblasting). Es usado
con frecuencia en la industria automotriz y marítima.
- Revestimiento por laminación (Cladding): Proceso que se usa en la fabricación
por laminado, ya que una lámina fina del metal protector se lamina junto el metal
a proteger. Es aplicado en materiales que requieren de superficies duras y
resistentes al desgaste o a la corrosión, pero conservar características de mayor
ductilidad en el resto de la pieza. (Etxeberría, 2006, p.1)
- Inmersión en caliente: Procedimiento en el que se sumerge la pieza en un baño
fundido de metal protector, pero no hay aplicación de corriente. Mediante soplado
por aire se retira el exceso del material fundido, y se enfría la capa adherida. El
resultado es una película protectora delgada y pulida. Se usa en las tuberías de
canalización eléctrica, y es el clásico galvanizado.
- Por difusión: A altas temperaturas, se logra difundir el metal protector sobre la
superficie a proteger. Es clasificado como un tratamiento térmico de materiales,
porque en algunos casos también mejora las propiedades mecánicas, tales como
resistencia al desgaste.
Tipo Orgánico: Se refiere a las pinturas, epóxicos y neoprenos.
- Pinturas: Son productos líquidos, acuosos o en polvo, que se aplican a la
superficie metálica, para múltiples usos a veces simultáneos, tales como
decorativos, protectores, aislantes e indicadores o señalizadotes. Entre sus
componentes están las resinas o vehículos, los solventes, los aditivos y los
pigmentos.
- Neoprenos: caucho protector que se aplica a la tubería, ya sea mediante
extrusión o envoltura, que se usa normalmente en los verticales de tubería en las
instalaciones lacustres. Requiere un proceso previo de limpieza por chorro de
arena, seguido de calentamiento, y luego la aplicación de un adhesivo. La Figura
2.8 muestra el proceso de aplicación por envoltura.

Figura 8. Proceso de instalación de una capa protectora de neopreno (Fuente:
Peabody, 2001. p. 25).
- Epóxicos: Son recubrimientos sellantes y protectores, y su aplicación está
orientada hacia la reparación de fugas, más que a la protección anticorrosiva.
Requieren preparación y limpieza previa de la superficie metálica, y
calentamiento durante su aplicación. Además, son delicados en cuanto a la
uniformidad de la capa, y en ocasiones son frágiles. La mayoría son productos
aún en desarrollo.
Origen Inorgánico: Donde no hay aplicación de productos de orígen petroquímico.
- Conversión química: Es la inducción de un óxido del mismo material, el cual será
más estable que el material mismo. El anodizado del aluminio, para concluir el
proceso de fabricación el aluminio comercial, es un ejemplo de este método. Se
sumerge la pieza en ácido fosfórico, y se genera una capa de óxido de aluminio,
estable al aire y, por lo tanto, protectora.
- Vidrio: Se usa este método de recubrimiento del acero en la industria de
alimentos y farmacéutica, donde la contaminación de los productos se debe
evitar.
- Concreto: Es el método mayormente usado en las tuberías sumergidas, pues
cumplen la doble función de protección y aportan peso a la misma, para evitar la
flotabilidad. Para tuberías de acero corriente sumergidas en ambientes marinos.
Corrosión Externa. Protección Catódica
La mejor práctica en el control de la corrosión externa en un medio húmedo es la
aplicación simultánea de un apropiado recubrimiento en combinación con protección
catódica, en las tuberías principales de una red de alta presión de gas.
La protección catódica tiene como principio las reacciones catódico – anódica de
un metal. Si la reacción anódica es aquella donde el metal entrega electrones,
neMM n Ec. 15
y la reacción catódica es donde el medio ácido gana los electrones perdidos por el
metal
2He2H2 Ec. 16
Entonces la protección catódica se logra suministrando electrones hacia la estructura
que los pierde originalmente, es decir, la que se está corroyendo, haciendo que se
comporte como un cátodo. Este flujo de corriente continua en sentido contrario al
natural de la corrosión, hace que las superficies catódica y anódica sean
equipotenciales y, como el metal se convierte en cátodo, el ánodo no existe y el
proceso corrosivo se paraliza.
La Figura 9 muestra un esquema básico de aplicación de protección catódica en una
tubería.
Los métodos de aplicación dependen del origen de la corriente de alimentación, y
puede ser por corriente impresa y por corriente galvánica.

Figura 9. Esquema simplificado de un sistema de protección catódica en
una tubería. (Fuente: Peabody, 2001. p. 31).
- Por corriente impresa: Se utilizan ánodos que son energizados por una fuente
externa de corriente directa. El Terminal negativo del rectificador se conecta a la
estructura y el positivo al ánodo11.
Los ánodos son generalmente de una aleación que varía desde el grafito hasta
las fundiciones de hierro con alto contenido de silicio, y se caracterizan por tener
una vida de operación muy larga. Cuando está enterrado, generalmente el ánodo
va embutido en una cama de arcilla y carbón, para mejorar el contacto. La
protección galvánica por corriente impresa se utiliza mayormente en tuberías
enterradas, y donde el medio es altamente corrosivo, pues se requieren altas
corrientes.
Todas las conexiones, desde el rectificador hasta el tubo y hasta el ánodo,
deben ser recubiertas con aislante, para evitar fugas de corriente que desprotegen
la tubería.
- Por corriente galvánica: Se utiliza el denominado ánodo de sacrificio, o ánodo
autogenerador de corriente. Es suficiente con instalar un elemento metálico que
sea anódico respecto al metal a proteger. Los electrones del ánodo de sacrificio
son la corriente, y por lo tanto el mismo sí se acaba, pues se corroe en lugar de
la tubería. Se usa en las tuberías sublacustres en áreas lejanas a la costa, donde
no hay fuentes de electricidad cercanas.
La desventaja es que el voltaje es variable en el tiempo, a medida que el
ánodo se acaba, y por supuesto la efectividad de la protección va disminuyendo.
Del mismo modo, las bajas corrientes generadas hacen inadecuado para medios
altamente corrosivos; siendo preferible en tuberías recubiertas.
Para seleccionar la adecuada protección catódica se requiere evaluar condiciones
como el medio que contiene el metal, la corriente requerida, el espacio disponible, la
seguridad para las instalaciones físicas, etc. Una medida para la corrosividad relativa
del medio ambiente que dará indirectamente la corriente requerida, es la resistividad
del medio.
Por regla general, un medio de baja resistividad es altamente corrosivo, y la cantidad
de corriente requerida depende, además de la corrosividad del medio, del área de
metal expuesto, de la resistencia dieléctrica del revestimiento, del metal a proteger,
del tamaño relativo de las áreas anódica y catódica, y de la distribución de la corriente
protectora.
A continuación la Tabla 2.5 contiene una referencia para predecir la corrosividad
del medio, midiendo su resistividad.
11
La convención acepta que el flujo de electrones va del terminal positivo al negativo.
Tabla 5. Corrosividad estimada en función de la resistividad del medio.
(Fuente: Blanco, E. y Otros, 1995. p. 105).
Resistividad (/cm) Medio
0 – 100 Corrosivo severo
1.000 a 10.000 Moderadamente
corrosivo
10.000 a 100.000 Ligeramente corrosivo
>100.000 Probable no corrosivo
Corrosión Interna. Inhibidores de Corrosión
Desde un punto de vista general, un inhibidor es un opuesto del catalizador, es decir,
una sustancia que retarda o reduce la velocidad de una reacción química.
Particularmente en corrosión, un inhibidor es cualquier sustancia la cual, añadida en
pequeñas concentraciones en un ambiente, hace disminuir la tasa de corrosión
(Uhlig, 1971, p. 257).
Los mecanismos de inhibición son múltiples, entre ellos:
- Formación de una película muy delgada e invisible, donde algunas moléculas
son adsorbidas por la superficie metálica.
- Formación de películas visibles de precipitados, que cubren el metal y lo
protegen del ataque corrosivo.
- Formación de una capa pasiva, mediante la inducción previa de corrosión en la
superficie del metal, de tal manera que el óxido formado, por ser más estable que
el metal mismo, lo protege, adhiriéndose a él.
- De cualquier otro mecanismo, que forme precipitados protectores que aíslen el
metal del medio.
La Figura 10 muestra una representación del primero de los mecanismos
descritos.
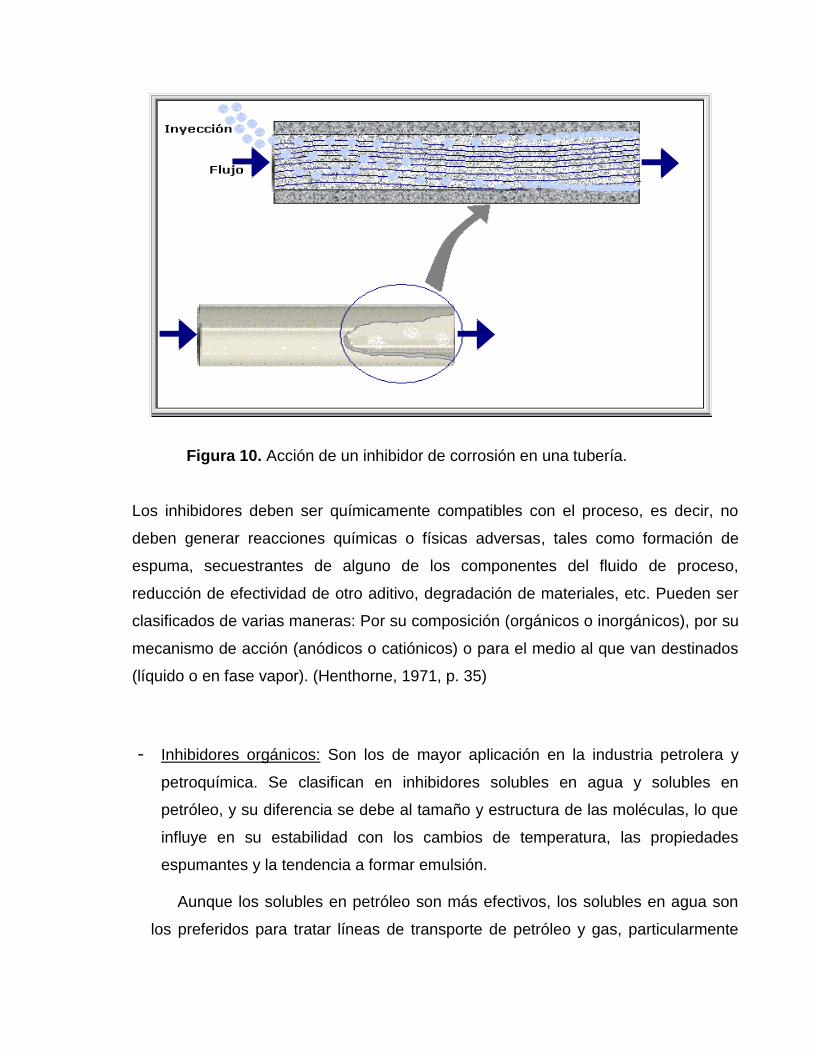
Figura 10. Acción de un inhibidor de corrosión en una tubería.
Los inhibidores deben ser químicamente compatibles con el proceso, es decir, no
deben generar reacciones químicas o físicas adversas, tales como formación de
espuma, secuestrantes de alguno de los componentes del fluido de proceso,
reducción de efectividad de otro aditivo, degradación de materiales, etc. Pueden ser
clasificados de varias maneras: Por su composición (orgánicos o inorgánicos), por su
mecanismo de acción (anódicos o catiónicos) o para el medio al que van destinados
(líquido o en fase vapor). (Henthorne, 1971, p. 35)
- Inhibidores orgánicos: Son los de mayor aplicación en la industria petrolera y
petroquímica. Se clasifican en inhibidores solubles en agua y solubles en
petróleo, y su diferencia se debe al tamaño y estructura de las moléculas, lo que
influye en su estabilidad con los cambios de temperatura, las propiedades
espumantes y la tendencia a formar emulsión.
Aunque los solubles en petróleo son más efectivos, los solubles en agua son
los preferidos para tratar líneas de transporte de petróleo y gas, particularmente
aquellas en que el contenido de agua es tal que se acumula en el fondo de la
tubería.
Los solubles en petróleo o dispersante en este, se usan particularmente para el
tratamiento en pozos.
- Inhibidores inorgánicos: Se pueden dividir en dos grupos, pasivantes y no
pasivantes.
Los pasivantes son agentes oxidantes que pueden reducirse, actúan entre pH
de 6 a 9. Forman un óxido pasivante asociado muchas veces con la formación de
trazas de hidróxidos. Este tipo de inhibidores necesita la presencia de oxígeno
disuelto, ya que faciltan la adsorción del oxígeno sobre la superficie. (Bilurbina,
2003, p. 136).
Entre los no pasivantes se cuentan los fosfatos y polifosfatos, usados también
como inhibidores de la formación de precipitados de carbonato de calcio y otras
especies incrustantes.
- Inhibidores catiónicos: Son denominados así porque tienden a formar cationes de
similar carga al hidrógeno atómico. Se adsorbe fuertemente a la superficie
catódica; cuando esto ocurre, el cátodo está en contacto con el electrolito, y la
corriente se detiene.
Las aminas cuaternarias son ejemplos de inhibidores catiónicos. Dado que
todas las aminas y sus derivados son catiónicos, pueden reaccionar con el
hidrógeno del agua o del H2S, y también con otros gases ácidos como el CO2, por
lo que son los más usados en el transporte de gas natural.
- Inhibidores anódicos: Estos materiales minimizan la corrosión al hacer aumentar
la polarización anódica. Como ejemplo típico de inhibidores utilizados para
minimizar la corrosión del hierro y el acero en soluciones acuosas, se tienen los
cromatos, los fosfatos y los silicatos, los cuales forman compuestos indisolubles
con el hidrógeno atómico. (Perry, 1991, p. 23-8).
Los esteres fosfáticos también son ejemplo de inhibidores catiónicos. En este
caso, el objetivo es perder un átomo de hidrógeno, para que se adhiera a la parte

del metal que funciona como ánodo, y se inhibe la reacción. Son principalmente
ácidos grasos y esteres fosfáticos.
Las corrosión en medio acuoso es inhibida por inhibidores de tipo inorgánico y
pasivadores, mientras que en medio gaseoso se trata con las llamadas aminas
fílmicas (naftilamina y difenilamina), y pueden comportarse como catiónicos o
anódicos.
Los precipitados de carbonato de calcio o de sulfuro de hierro, cuando los sistemas
operan bajo condiciones adecuadas de temperatura, acidez y velocidad del flujo,
forman una capa pasivadora que actúa como inhibidor. (Nyborg, 2005, p. 70)
La selección del inhibidor de corrosión adecuado evalúa minuciosamente, desde el
material de la tubería y las propiedades y composición del fluido, hasta las
tendencias emulsionantes, la solubilidad, dispersabilidad, estabilidad térmica y otras
características del inhibidor. Una vez se comienza a aplicar, la correcta selección
permitirá que, si se cumple la dosificación en todo momento, la corrosión interna se
minimice o retarde por completo.
Corrosión Interna. Deshidratación
La deshidratación de gas se plantea como una opción cuando se presentan
dos fenómenos, ya sea uno sólo o los dos combinados: La formación de hidratos y
la corrosión por presencia de gases ácidos12.
Para prevenir corrosión, es necesario que el contenido de agua en el gas
esté por debajo de los niveles de saturación. Sin embargo, los procesos usados
para separar los productos condensados de un gas natural, antes, durante y
después de la compresión, son procesos mecánicos; esto es, enfriamiento y
separación mediante recipientes adecuados.
La separación mecánica permite que la corriente de gas contenga la máxima
cantidad de cada componente en fase gaseosa, es decir, un pequeño incremento
en la composición molar de cualquier componente, a la misma presión y
temperatura, hace que esta fracción adicional no entre en solución, y condensa.
Cuando esto sucede, se dice que el gas está saturado de ese componente.
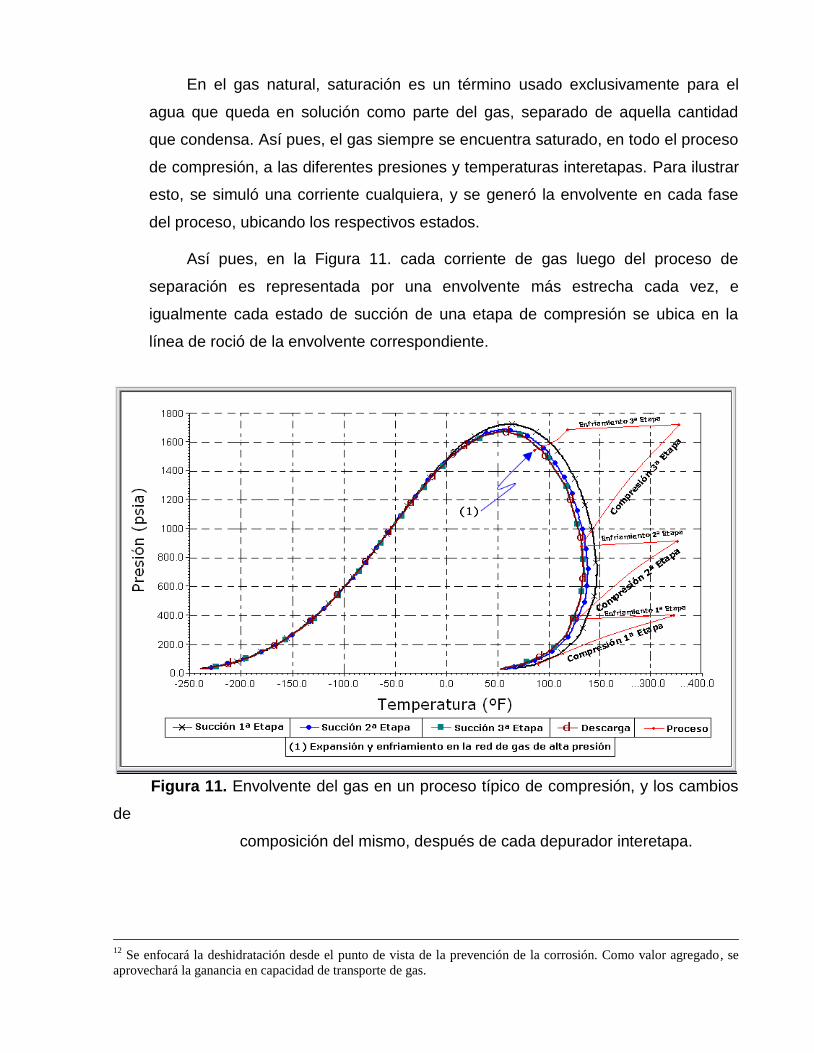
En el gas natural, saturación es un término usado exclusivamente para el
agua que queda en solución como parte del gas, separado de aquella cantidad
que condensa. Así pues, el gas siempre se encuentra saturado, en todo el proceso
de compresión, a las diferentes presiones y temperaturas interetapas. Para ilustrar
esto, se simuló una corriente cualquiera, y se generó la envolvente en cada fase
del proceso, ubicando los respectivos estados.
Así pues, en la Figura 11. cada corriente de gas luego del proceso de
separación es representada por una envolvente más estrecha cada vez, e
igualmente cada estado de succión de una etapa de compresión se ubica en la
línea de roció de la envolvente correspondiente.
Figura 11. Envolvente del gas en un proceso típico de compresión, y los cambios
de
composición del mismo, después de cada depurador interetapa.
12
Se enfocará la deshidratación desde el punto de vista de la prevención de la corrosión. Como valor agregado, se
aprovechará la ganancia en capacidad de transporte de gas.
Si la concentración de agua fuese menor a la de saturación, el gas puede, en
cualquiera de los enfriamientos interetapa o en la expansión y enfriamiento
posterior en la red de alta presión, ubicarse en una fase de mezcla, sin que haya
agua libre o saturando el gas.
Para poder lograr concentraciones de agua por debajo de la saturación,
principalmente en la red de gas, es necesario entonces un proceso diferente a la
separación mecánica: la deshidratación. La deshidratación reduce el contenido de
agua de un gas mediante el secuestro de la misma, a través de procesos de
adsorción o de absorción.
Los procesos de adsorción se basan en la capacidad de los desecantes de atraer y
retener en su superficie, las moléculas de otro cuerpo, en este caso agua. Martínez
(2005) explica que estos sólidos:
Están diseñados para retener adsorbatos (elementos adsorbibles) por
fuerzas físicas más que por químicas; en otras palabras, cuando la
molécula adsorbida es posteriormente liberada por la aplicación de
calor, el cristal queda en el mismo estado químico que estaba antes de
la adsorción. (p. 36)
Los tamices moleculares son la principal aplicación de este tipo, y los lechos
de silicato de aluminio o sílica gel se cuentan entre los adsorbentes de mayor uso.
Igualmente, tecnologías patentadas como Coldfinger, Ecoteg, Drizo, Sorbead,
Desi-Dri, compiten por el mercado de lechos deshidratantes para gas natural.
Por otra parte, los procesos de absorción se basan en las propiedades higroscópicas
de algunos líquidos, principalmente el glicol. Los glicoles, según el Engineering Data
Book (1998):
“son usados en aplicaciones de deshidratación típicas, donde la
depresión del punto de rocío está por el orden de los 60 ºF a 120 ºF.
Dietilénglicol (DEG), Trietilénglicol (TEG) y Tetraetilénglicol (TREG) son
usados como líquidos desecantes, pero es el TEG el más comúnmente
usado para deshidratación del gas natural”. (p. 20-22).
Esto es debido a la mayor resistencia y la mayor eficiencia que con él se obtiene en
las zonas tropicales. (Martínez, 2005, p. 65).
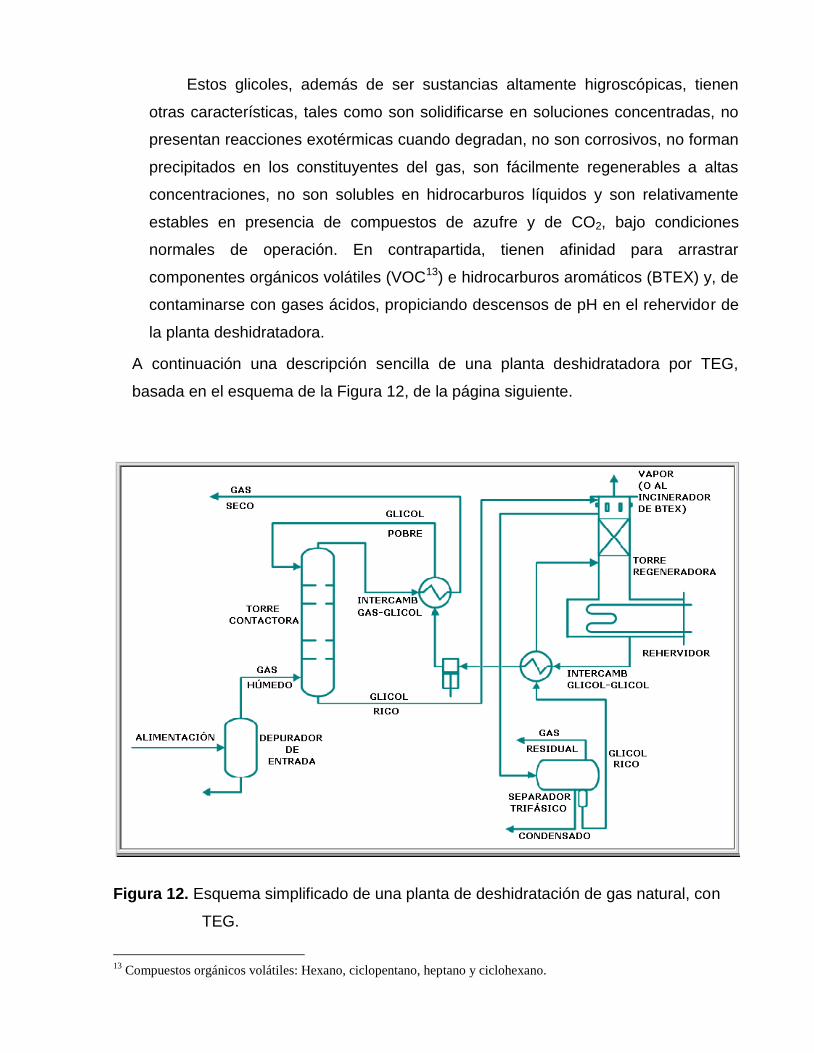
Estos glicoles, además de ser sustancias altamente higroscópicas, tienen
otras características, tales como son solidificarse en soluciones concentradas, no
presentan reacciones exotérmicas cuando degradan, no son corrosivos, no forman
precipitados en los constituyentes del gas, son fácilmente regenerables a altas
concentraciones, no son solubles en hidrocarburos líquidos y son relativamente
estables en presencia de compuestos de azufre y de CO2, bajo condiciones
normales de operación. En contrapartida, tienen afinidad para arrastrar
componentes orgánicos volátiles (VOC13) e hidrocarburos aromáticos (BTEX) y, de
contaminarse con gases ácidos, propiciando descensos de pH en el rehervidor de
la planta deshidratadora.
A continuación una descripción sencilla de una planta deshidratadora por TEG,
basada en el esquema de la Figura 12, de la página siguiente.
Figura 12. Esquema simplificado de una planta de deshidratación de gas natural, con
TEG.
13
Compuestos orgánicos volátiles: Hexano, ciclopentano, heptano y ciclohexano.
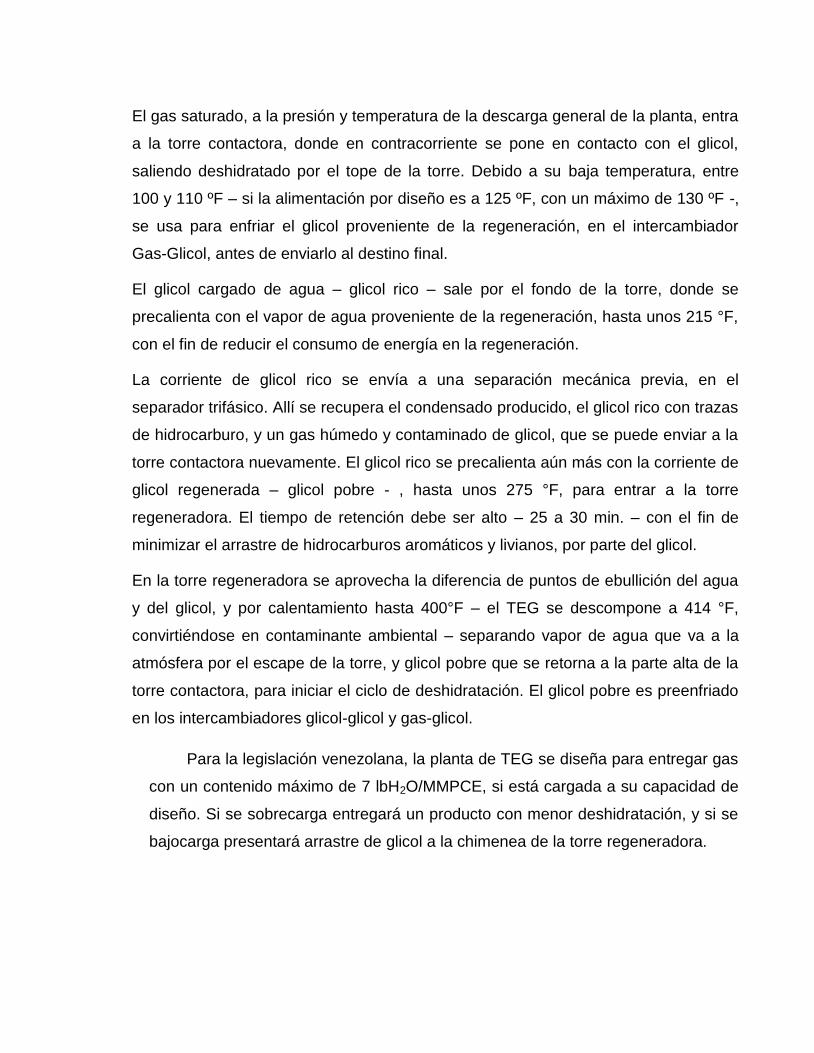
El gas saturado, a la presión y temperatura de la descarga general de la planta, entra
a la torre contactora, donde en contracorriente se pone en contacto con el glicol,
saliendo deshidratado por el tope de la torre. Debido a su baja temperatura, entre
100 y 110 ºF – si la alimentación por diseño es a 125 ºF, con un máximo de 130 ºF -,
se usa para enfriar el glicol proveniente de la regeneración, en el intercambiador
Gas-Glicol, antes de enviarlo al destino final.
El glicol cargado de agua – glicol rico – sale por el fondo de la torre, donde se
precalienta con el vapor de agua proveniente de la regeneración, hasta unos 215 °F,
con el fin de reducir el consumo de energía en la regeneración.
La corriente de glicol rico se envía a una separación mecánica previa, en el
separador trifásico. Allí se recupera el condensado producido, el glicol rico con trazas
de hidrocarburo, y un gas húmedo y contaminado de glicol, que se puede enviar a la
torre contactora nuevamente. El glicol rico se precalienta aún más con la corriente de
glicol regenerada – glicol pobre - , hasta unos 275 °F, para entrar a la torre
regeneradora. El tiempo de retención debe ser alto – 25 a 30 min. – con el fin de
minimizar el arrastre de hidrocarburos aromáticos y livianos, por parte del glicol.
En la torre regeneradora se aprovecha la diferencia de puntos de ebullición del agua
y del glicol, y por calentamiento hasta 400°F – el TEG se descompone a 414 °F,
convirtiéndose en contaminante ambiental – separando vapor de agua que va a la
atmósfera por el escape de la torre, y glicol pobre que se retorna a la parte alta de la
torre contactora, para iniciar el ciclo de deshidratación. El glicol pobre es preenfriado
en los intercambiadores glicol-glicol y gas-glicol.
Para la legislación venezolana, la planta de TEG se diseña para entregar gas
con un contenido máximo de 7 lbH2O/MMPCE, si está cargada a su capacidad de
diseño. Si se sobrecarga entregará un producto con menor deshidratación, y si se
bajocarga presentará arrastre de glicol a la chimenea de la torre regeneradora.
Corrosión Interna. Endulzamiento
Cuando la concentración de CO2 supera el 10% molar y/o 50 ppmv de H2S se
debe endulzar el gas, ya que un proceso de deshidratación expone el gas
altamente corrosivo a los equipos componentes del mismo.
Después, si la formación de hidratos o la capacidad de transporte siguen
siendo importantes, se justifica la deshidratación. También el destino final del gas
supondrá la necesidad de tratamiento; por ejemplo, si el gas será destinado a
procesos criogénicos, gases como el CO2 se congelarán y obstruirán el proceso.
Asimismo, si será usado en petroquímica, los niveles de H2S podrán producir
azufre, algo no deseado.
Los procesos de endulzamiento son múltiples, basados en el secuestro de los
contaminantes, algunas veces selectivos al H2S o al CO2; otras veces retirando
cualquiera de los dos. Estos procesos se pueden clasificar de muchas maneras;
una de ellas es de acuerdo con la naturaleza del proceso:
- Tratamiento con solventes líquidos: Mediante absorción con una Amina
especializada. Este es el proceso más común, debido a la amplia experiencia a
nivel mundial, la disponibilidad de los solventes, y la versatilidad de los procesos.
De acuerdo con la concentración de gas ácido, y la las variables de proceso, se
pueden instalar plantas de tratamiento con MEA, DEA, MDEA, y otras
alcanolaminas. (Campbell, 1992, p. 62)
- Tratamiento con solventes sólidos: Exceptuando los procesos de aminas, la
mayoría de estos son patentados, por cuanto el producto absorbedor es una
fórmula creada para tal fin. Las sales de Carbonato de Potasio (Hot-Pot, Benfiel,
Catacard), y las sales básicas (Vetrocoke, Alkazid, Flexsord), son ejemplos de
soluciones de lechos sólidos para retirar gases ácidos del gas natural.
- Tratamiento con solventes físicos: Trabajan mediante el principio de disolución,
Procesos patentados como Selexol, Rectisol, Purisol y Sulfinol son solventes
físicos que combinan entre sus componentes de glicol, etilenos, metanol y otros
compuestos de refinería. (Martínez, 1995, p. 48)
- Procesos de conversión directa: Selectivos al H2S, son aquellos que mediante
reacciones químicas controladas, como por ejemplo la conversión catalítica,
transforman el gas ácido en azufre inocuo, generando producto comercial. Los
procesos de este tipo son usados después de endulzamiento con aminas, para
tratar el gas de cola; siendo Claus, Superclaus, LoCat y Sulfratreat los más
usados para esta función. (Rameshni, 2001, p. 2-1)
- Otros procesos, como las membranas, los tamices moleculares, y la esponja de
hierro, son usados en menor medida. Estos procesos se caracterizan por no
permitir regeneración del medio; una vez que el lecho se satura, hay que
reemplazarlo, generando el problema de la disposición última del producto
contaminado.
Los factores considerados para seleccionar un proceso son, entre otros:
- Normativas ambientales o de transporte.
- Gas ácido preferente, y concentración.
- Especificación del gas a tratar.
- Condiciones de estado (P y T) del gas a tratar.
- Experiencia propia en el manejo de la planta seleccionada.
- Disponibilidad en el mercado del lecho elegido.
- Disponibilidad energética para regeneración.
- Acceso al área de instalación.
- Disposición última del producto de cola.
El endulzamiento es la última opción para proteger ante la corrosión a las
redes de tubería de alta presión, debido a las bajas concentraciones de gas ácido
(5 – 6% molar de CO2, 4 a 6 ppm de H2S) en las corrientes de gas de Occidente.
Sin embargo, corrientes de 50 ppmv, en las áreas de Urdaneta y de Sur del Lago,
ameritan endulzamiento como primer proceso.
CAPÍTULO III
MARCO METODOLÓGICO
Introducción
La investigación de cualquier índole, científico técnica en este particular, se
considera veraz si cumple una serie de pasos y procedimientos establecidos o
metódicos, que hacen que la desviación respecto de la consecución de los objetivos
planteado sea mínima, solo delimitada por su alcance mismo. El método científico,
según lo define Arias (2004), “es el conjunto de pasos, técnicas y procedimientos que
se emplean para formular y resolver problemas de investigación mediante la prueba
o verificación de hipótesis”(p. 20).
En el presente capitulo se describirán la metodología de investigación desarrollada,
con el objeto de alcanzar los objetivos planteados, siguiendo los pasos mínimos de
observación, formulación del problema, verificación, análisis y presentación de
resultados, tal como se expuso en el primer capitulo.
Marco teórico
El propósito del marco teórico es proporcionar el conocimiento básico, donde la
investigación encuentra el soporte técnico contra el que se comparan los resultados
de campo. Sabino (2002) explica que “El cometido que cumple el marco teórico es
situar el problema dentro de un conjunto de conocimientos – en lo posible sólidos y
confiables – que permitan orientar la búsqueda y ofrezcan una conceptualización
adecuada de los términos utilizados”(p. 48).
El marco teórico se desarrollará enmarcado en dos contextos: El conocimiento
previo y la revisión de la literatura.
Conocimiento Previo
Basado en la cultura adquirida, tanto en los cursos de pregrado y postgrado,
como en la experiencia laboral y en los cursos de reforzamiento tomados a lo largo
de la vida académica y profesional. Apoyan la investigación como punto de partida
de la misma, para generar la hipótesis, y para plantear los objetivos generales y
específicos.
Se aplicará conocimiento previo en los siguientes términos:
- Propiedades del gas natural.
- Naturaleza química de la corrosión.
- Control de la corrosión mediante recubrimientos y protección catódica.
- Control de la corrosión mediante la inyección de química inhibidora.
- Control de la corrosión mediante la deshidratación del gas.
- Control de la corrosión mediante el endulzamiento del gas.
- Distribución geográfica y descripción de la infraestructura de las redes de
alta presión de Lagotreco y Ceuta.
- Características del gas que circula por cada red.
Consultas Bibliográficas
Mediante la consulta bibliográfica se obtiene una base sólida de
antecedentes probados sobre el tema de investigación. Del material consultado se
extraerá, de una u otra manera, todo el soporte técnico al conocimiento previo,
para la demostración de la hipótesis, y para el análisis de resultados.
En cuanto al valor de la consulta bibliográfica, Sampieri, Fernández y Baptista
(2001) explican que: “En algunos casos únicamente se extrae una idea,
comentario o cifra, en cambio en otros se extraen varias ideas, se resume la
referencia, o se reproduce textualmente parte del documento”(p. 30).
Producto de la revisión de la literatura se logró:
- Reforzamiento de la base conceptual de principios del gas natural.
- Normativa que regula los rangos permitidos de velocidad de corrosión.
- Mejores prácticas para el control de la corrosión, de acuerdo con los
requerimientos de protección de la red de gas, y de especificación de
producto.
- Recomendaciones para la tomas de data de campo.
- Referencia comparativa para el análisis de resultados.
- Base para las conclusiones y las recomendaciones.
Tipo de investigación
De acuerdo con esta clasificación, la presente investigación se considera Aplicada,
de tipo Descriptiva, ya que, como explica Best (1970), citado por Tamayo y Tamayo
(2004), la investigación descriptiva “Comprende la descripción, análisis e
interpretación de la naturaleza actual, y la composición o procesos de los fenómenos.
El enfoque se hace sobre conclusiones dominantes o sobre cómo una persona,
grupo o cosa se conduce en el presente” (p. 46).
Otra clasificación respetada y aceptada es la que presenta Dankhe (1986), citado por
Sampieri, Fernández y Baptista (2004): “exploratorios, descriptivos, correlacionales y
explicativos” (p. 58).
De acuerdo con esta última clasificación, igualmente se enmarca en Investigación
Descriptiva, por cuanto, como la definen los mismos autores, “Desde el punto de vista
científico, describir es medir. Esto es, en un estudio descriptivo se selecciona una serie
de cuestiones y se mide cada una de ellas independientemente, para así (válgase la
redundancia) describir lo que se investiga” (p. 60), y complementa el concepto diciendo
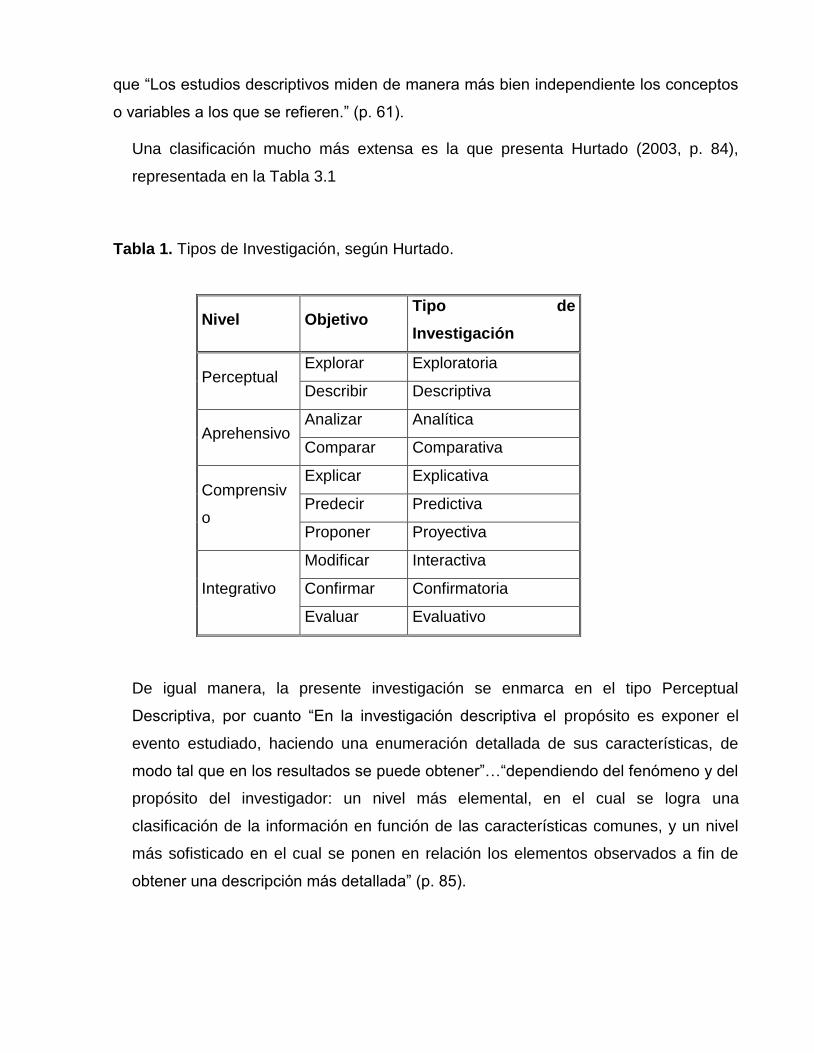
que “Los estudios descriptivos miden de manera más bien independiente los conceptos
o variables a los que se refieren.” (p. 61).
Una clasificación mucho más extensa es la que presenta Hurtado (2003, p. 84),
representada en la Tabla 3.1
Tabla 1. Tipos de Investigación, según Hurtado.
Nivel Objetivo Tipo de
Investigación
Perceptual Explorar Exploratoria
Describir Descriptiva
Aprehensivo Analizar Analítica
Comparar Comparativa
Comprensiv
o
Explicar Explicativa
Predecir Predictiva
Proponer Proyectiva
Integrativo
Modificar Interactiva
Confirmar Confirmatoria
Evaluar Evaluativo
De igual manera, la presente investigación se enmarca en el tipo Perceptual
Descriptiva, por cuanto “En la investigación descriptiva el propósito es exponer el
evento estudiado, haciendo una enumeración detallada de sus características, de
modo tal que en los resultados se puede obtener”…“dependiendo del fenómeno y del
propósito del investigador: un nivel más elemental, en el cual se logra una
clasificación de la información en función de las características comunes, y un nivel
más sofisticado en el cual se ponen en relación los elementos observados a fin de
obtener una descripción más detallada” (p. 85).

Diseño de la investigación
El diseño de la investigación comprende desarrollar la estrategia de medición,
consulta y levantamiento de los datos que permita responder a las interrogantes
planteadas al inicio y durante la investigación.
Si se definen las variables que intervienen, se puede nombrar como variable
independiente la corrosión, mientras que las variables dependientes son los diferentes
modos de prevenirla o controlarla.
Aplicando la clasificación de los tipos de investigación que se muestra en la Figura 1,
tomada de Tamayo y Tamayo (p.109), el presente trabajo se adapta a la definición
de Investigación Empírica de Diseño de Campo, por cuanto “los datos se recogen
directamente de la realidad…” y “…su valor radica en que permiten cerciorarse de las
verdaderas condiciones en que se han obtenido los datos, lo cual facilita su revisión
o modificación en caso de surgir dudas”(p. 110).
En la subclasificación del diseño de campo, la definición de Diseño de Casos es la
que adecua mejor, ya que se presenta como “un estudio exhaustivo de uno o muy
pocos objetos de investigación, lo cual permite conocer en forma amplia y detallada de
los mismos”(p. 110). Además, el Diseño cuasi-experimental también se aplica, pues
este se presenta “Cuando estudia las relaciones causa-efectos, pero no en condiciones
de control rigurosos de las variables que maneja el investigador en una situación
experimental”(p. 111)
Población y muestra de estudio
En el caso de la investigación científica, la población se define como el conjunto
delimitado de elementos de estudio, sobre el cual se pretende que sean válidos los
análisis de la muestra. De acuerdo con esto, la población del presente trabajo está
conformada por toda infraestructura que sea parte de una red de gas natural de alta
presión, incluyendo tuberías, múltiples principales, múltiples localizados, y líneas de
gas a pozos.
En cuanto a la muestra, la misma de define como “una parte de todo lo que
llamamos universo (o población), y sirve para representarlo” (Sabino, 2002. p. 82).
Entonces, la muestra se refiere a las redes de gas de alta presión de Lagotreco y
Ceuta.
Instrumentos de recolección de datos
La recolección de datos se realizó por múltiples vías, todas de las denominadas
fuentes secundarias:
- Fuentes bibliográficas. Libros, investigaciones previas, manuales de
procedimientos, normativas nacionales e internacionales, páginas web,
data y planos de actualización de infraestructura, planos, etc.
- Observación directa o primaria, mediante el levantamiento de data de
campo, y apoyo en toma de muestras.
- Entrevistas, en forma de aprovechamiento de experiencia de terceros.
Para la recolección de los datos de campo, se sigue procedimientos establecidos
por la industria petrolera, particularmente metodologías que se encuentran en las
Normas de PDVSA Petróleo, S.A. A continuación se describen algunos de los
procedimientos utilizados.
Toma de Muestra de Gas para Análisis Cromatográfico
- Calentamiento de los cilindros de toma a 50 °C , 15 minutos antes de la
toma de muestra.
- Conectar los cilindros en la bomba de vacío, por 3 veces cada una de 1
minuto de duración.
- Purgar válvula de muestreo, desplazando todo el volumen líquido
acumulado.
- Cerrar válvula de muestreo, conectar el cilindro, abrir válvula de muestreo
hasta 100 psig.
- Abrir las dos válvulas del cilindro, y abrir válvula de muestreo hasta la
presión de muestra.
- Verificar presión en el cilindro hasta que ésta se iguale con la presión de
muestreo.
- Cerrar la válvula de llenado del cilindro y luego la válvula de muestreo, en
ese orden.
Toma de Datos del Potencial de Referencia, para la Protección Catódica
- Desenergizar el interruptor principal de cada rectificador que tenga
influencia sobre las líneas o estructuras a evaluar.
- Sincronizar los interruptores simultáneamente con una relación ON–OFF
de 12 segundos en ON y 4 segundos en OFF, y dejarlos encendidos hasta
culminar las pruebas.
- Conectar los interruptores de corriente en la salida de cada rectificador.
- Energizar los rectificadores.
- Colocar la celda de referencia en contacto con el electrolito, en el punto
de medición. Para tuberías descubiertas colocar la celda a un metro de
ésta.
- Conectar el cable del electrodo en el terminal negativo del multímetro, éste
debe estar colocado en la posición de voltaje DC.
- Cuando no existan puntos de medición o estaciones de prueba, se debe
limpiar mecánicamente un punto en la tubería (aéreo) para asegurar un
buen contacto.
- Conectar el terminal positivo del voltímetro en el punto de contacto de la
tubería.
- Registrar los potenciales “ON–OFF”.
- Desenergizar los rectificadores una vez terminada la prueba.
- Desenergizar y desconectar los interruptores de corriente.
- Energizar nuevamente los rectificadores y llevarlos a sus condiciones
originales de operación.
Para el caso de protección catódica por corriente galvánica, se deben contar
además del potencial medido, las caídas de voltaje entre el punto de medición y la
interfase estructura – electrolito, para la interpretación válida de la medición del
voltaje
Toma de Datos de la Funcionalidad de los Sistemas de Tratamiento Químico
- Efectuar inspección visual de los diversos equipos que integran el Sistema
de Tratamiento Químico.
- Verificar que las condiciones aparentes (color, estado físico, fases, etc.,)
del producto químico utilizado, se ajustan a las especificaciones técnicas
del fabricante.
- Determinar la cantidad de producto disponible, así como también su
dosificación, y efectuar ajustes a la misma, de ser necesario.
- Verificar que el producto químico está siendo succionado desde el
recipiente e inyectado hacia el proceso por el equipo dosificador.
- Observar las condiciones de operación del equipo dosificador.
- Registrar los valores de los parámetros del tratamiento químico, el estado
de los equipos del sistema de tratamiento químico, y condiciones
generales relacionadas con el mismo.
- Notificar de inmediato al custodio de la instalación sobre cualquier
situación que impida o afecte el normal desarrollo del tratamiento químico
y condiciones riesgosas observadas durante la inspección.
- Tomar acciones para la corrección de situaciones anormales menores
detectadas durante la inspección. Por ejemplo, parar el equipo dosificador
en circunstancias tales como recipientes vacíos, derrame o no inyección
del producto químico, condiciones de operación que puedan originar el
deterioro del equipo, etc.
Medición de los Datos que Proporcionan la Velocidad de Corrosión
- Análisis de hierro disuelto: Se toma del drenaje de los depuradores
interetapas, en un recipiente plástico limpio. Idealmente se debe disponer
de una muestra aguas arriba del proceso, para tener un valor de control.
El valor determinado en laboratorio debe considerar, además de la
cantidad de hierro removida, el volumen de agua manejado, la longitud, el
diámetro y el espesor de la línea.
- Cupón de corrosión: El cupón debe instalarse considerando la geometría
de la línea y la cantidad de agua asociada, tratando siempre de ubicarlo
de tal manera que esté en contacto con la fase acuosa, orientando las
placas paralelas al sentido del flujo. En líneas de bombeo, se recomienda
la ubicación del cupón en el fondo de la línea (hora 6:00), siguiendo el
procedimiento descrito en el NACE Standard RP0775 y calculando la
longitud de la extensión del portacupones. En el laboratorio el cupón se
pesa previamente, luego se lava con una solución ácida concentrada que
sólo retira los óxidos, y finalmente se pesa la muestra, para calcular la
diferencia
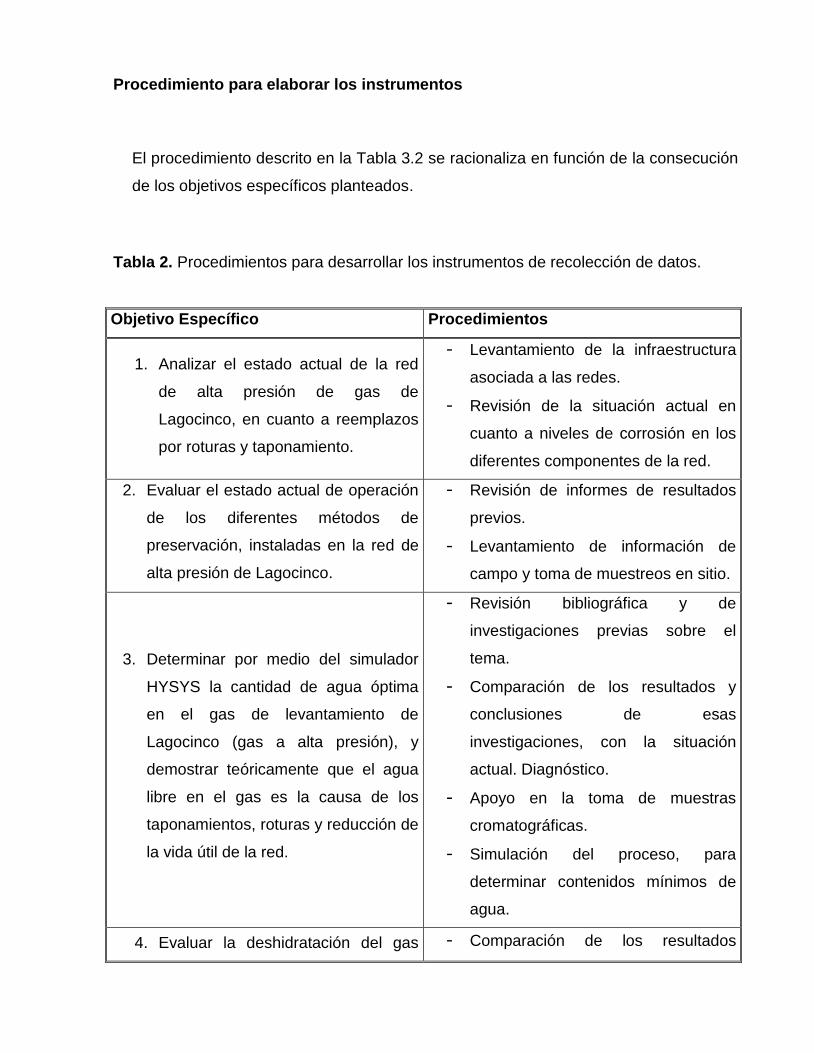
Procedimiento para elaborar los instrumentos
El procedimiento descrito en la Tabla 3.2 se racionaliza en función de la consecución
de los objetivos específicos planteados.
Tabla 2. Procedimientos para desarrollar los instrumentos de recolección de datos.
Objetivo Específico Procedimientos
1. Analizar el estado actual de la red
de alta presión de gas de
Lagocinco, en cuanto a reemplazos
por roturas y taponamiento.
- Levantamiento de la infraestructura
asociada a las redes.
- Revisión de la situación actual en
cuanto a niveles de corrosión en los
diferentes componentes de la red.
2. Evaluar el estado actual de operación
de los diferentes métodos de
preservación, instaladas en la red de
alta presión de Lagocinco.
- Revisión de informes de resultados
previos.
- Levantamiento de información de
campo y toma de muestreos en sitio.
3. Determinar por medio del simulador
HYSYS la cantidad de agua óptima
en el gas de levantamiento de
Lagocinco (gas a alta presión), y
demostrar teóricamente que el agua
libre en el gas es la causa de los
taponamientos, roturas y reducción de
la vida útil de la red.
- Revisión bibliográfica y de
investigaciones previas sobre el
tema.
- Comparación de los resultados y
conclusiones de esas
investigaciones, con la situación
actual. Diagnóstico.
- Apoyo en la toma de muestras
cromatográficas.
- Simulación del proceso, para
determinar contenidos mínimos de
agua.
4. Evaluar la deshidratación del gas - Comparación de los resultados
como solución al problema de
roturas y taponamientos, que
preserve la vida útil de la red de alta
presión de gas de Lagocinco y que
permita minimizar las operaciones
de reemplazo de líneas por fugas,
roturas y taponamientos.
obtenidos en la simulación y en los
diagnósticos, con las condiciones
mínimas necesarias, de acuerdo con
normativas y mejores prácticas.
- Conclusiones y recomendaciones.
Análisis de los datos
El análisis de los datos será de tipo comparativo, la confrontación de los datos
levantada en campo, con las mejores prácticas y con los resultados de la simulación.
Esta confrontación se realizará por Objetivo, siguiendo el orden que recomienda
Méndez (2001, p. 219):
- Análisis de los resultados.
- Identificación de variables.
- Verificación de las preguntas de investigación.
- Verificación de los objetivos e hipótesis.
- Presentación de resultados y elaboración del informe de investigación.

CAPÍTULO IV
ANÁLISIS DE RESULTADOS
Volúmenes de producción
La información recabada se refiere al Ejercicio Base de Recursos y Plan de Negocios
PDVSA Occidente, período 2007-2025.
El área de Lagocinco tiene actualmente una totalidad de gas para compresión de 215
MMPCED y, con una capacidad instalada de 190 MMPCED, se transfiere la
diferencia al área de Centro Lago y Lago 1.
Las Figuras 1 representan la expectativa de producción de gas y crudo desde el año
2006 hasta el año 2025, en las áreas de Lagocinco. Las áreas de colores significan
el gas de formación, gas lift, y gas transferido o recibido de otras áreas, en
MMPCED. Las barras verticales representan la capacidad de compresión actual y
futura del área, en MMPCED, medidas en la ordenada de la izquierda. La ordenada
de la derecha mide la producción de crudo mostrada en la línea continua, en MBD.
Las áreas dibujadas en el eje negativo es gas que se transfiere a otras áreas, ya que
la capacidad instalada de compresión se ve copada.
Como se ve en la Figura 1, en Lagocinco se espera un aumento importante de
producción de gas hasta el año 2016, fecha en que se espera estabilizarse hasta el
2019, y luego se visualiza un aumento hasta el 2020 estabilizándose hasta el 2023
para un descenso final planificado hasta el año 2026. El área mostrada como
negativa es gas que se transfiere a los campos Centro Lago y Lago 1. También se
puede observar la salida de servicio del PC VII a partir del año 2010.
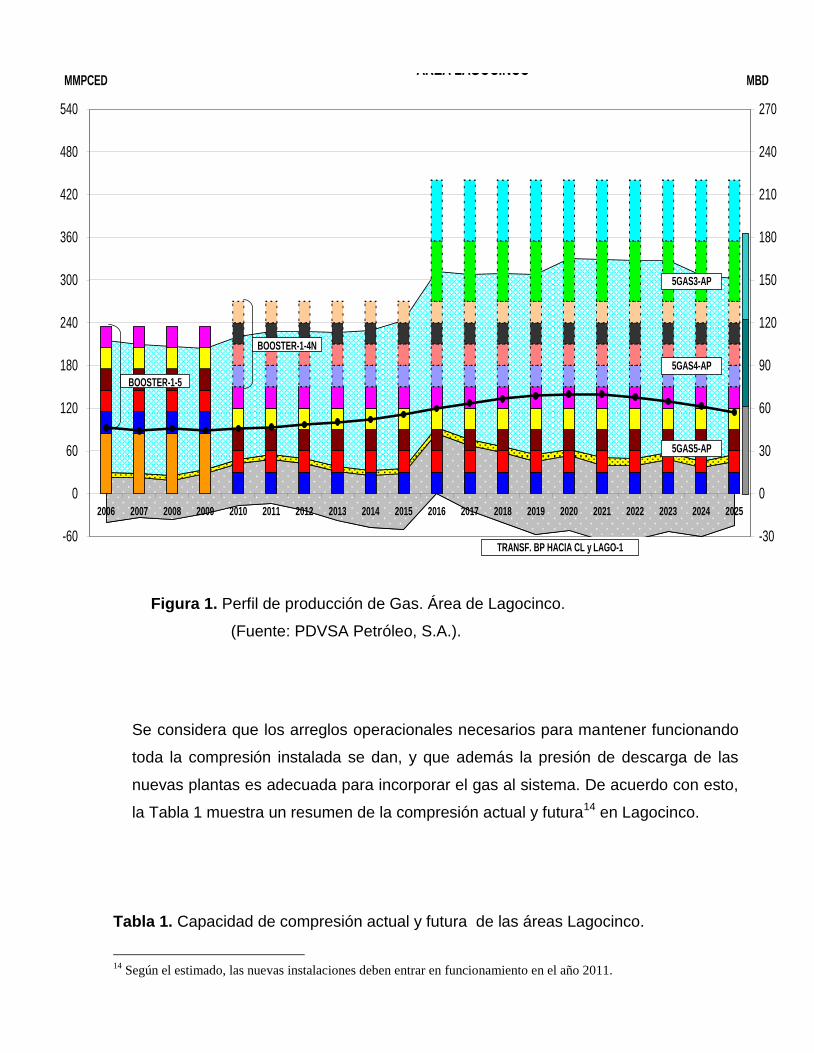
PLAN DE NEGOCIOS 2007-2025 REVISADO
REQUERIMIENTOS DE COMPRESION
AREA LAGOCINCO
-60
0
60
120
180
240
300
360
420
480
540
2006 2007 2008 2009 2010 2011 2012 2013 2014 2015 2016 2017 2018 2019 2020 2021 2022 2023 2024 2025
MMPCED
-30
0
30
60
90
120
150
180
210
240
270
MBD
BOOSTER-1-5
5GAS5-AP
5GAS4-AP
5GAS3-AP
BOOSTER-1-4N
TRANSF. BP HACIA CL y LAGO-1
Figura 1. Perfil de producción de Gas. Área de Lagocinco.
(Fuente: PDVSA Petróleo, S.A.).
Se considera que los arreglos operacionales necesarios para mantener funcionando
toda la compresión instalada se dan, y que además la presión de descarga de las
nuevas plantas es adecuada para incorporar el gas al sistema. De acuerdo con esto,
la Tabla 1 muestra un resumen de la compresión actual y futura14 en Lagocinco.
Tabla 1. Capacidad de compresión actual y futura de las áreas Lagocinco.
14
Según el estimado, las nuevas instalaciones deben entrar en funcionamiento en el año 2011.
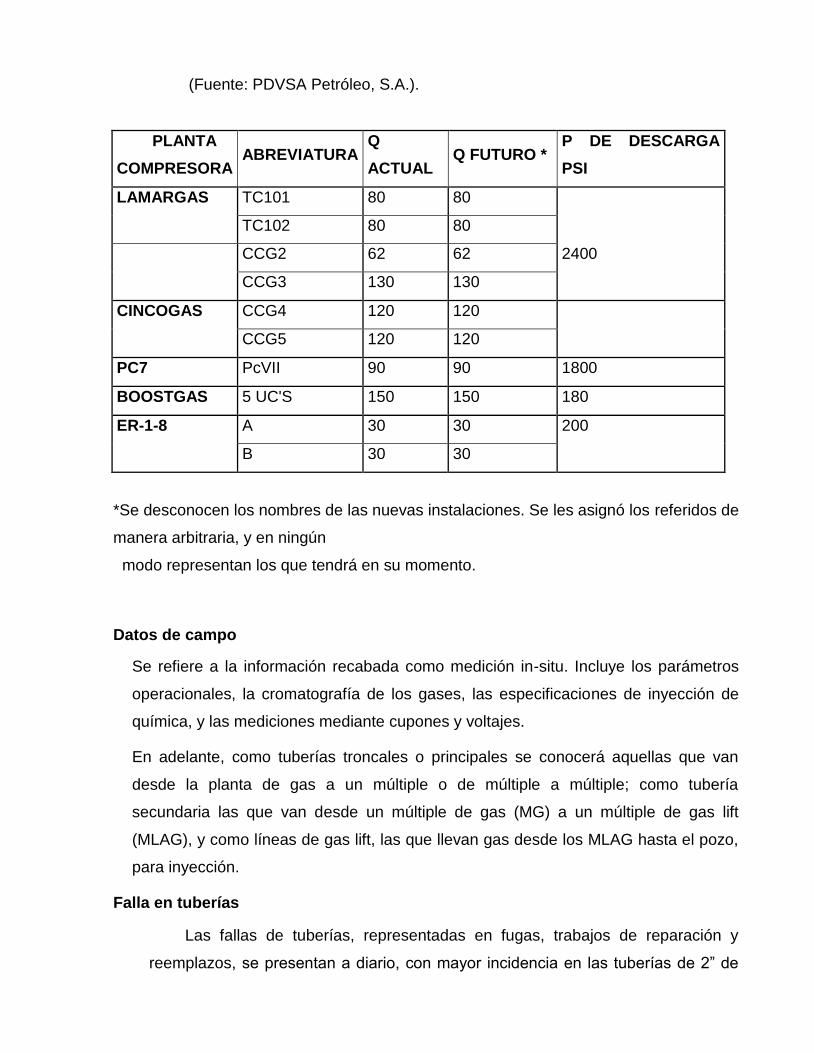
(Fuente: PDVSA Petróleo, S.A.).
PLANTA
COMPRESORA ABREVIATURA
Q
ACTUAL Q FUTURO *
P DE DESCARGA
PSI
LAMARGAS TC101 80 80
TC102 80 80
CCG2 62 62 2400
CCG3 130 130
CINCOGAS CCG4 120 120
CCG5 120 120
PC7 PcVII 90 90 1800
BOOSTGAS 5 UC'S 150 150 180
ER-1-8 A 30 30 200
B 30 30
*Se desconocen los nombres de las nuevas instalaciones. Se les asignó los referidos de
manera arbitraria, y en ningún
modo representan los que tendrá en su momento.
Datos de campo
Se refiere a la información recabada como medición in-situ. Incluye los parámetros
operacionales, la cromatografía de los gases, las especificaciones de inyección de
química, y las mediciones mediante cupones y voltajes.
En adelante, como tuberías troncales o principales se conocerá aquellas que van
desde la planta de gas a un múltiple o de múltiple a múltiple; como tubería
secundaria las que van desde un múltiple de gas (MG) a un múltiple de gas lift
(MLAG), y como líneas de gas lift, las que llevan gas desde los MLAG hasta el pozo,
para inyección.
Falla en tuberías
Las fallas de tuberías, representadas en fugas, trabajos de reparación y
reemplazos, se presentan a diario, con mayor incidencia en las tuberías de 2” de
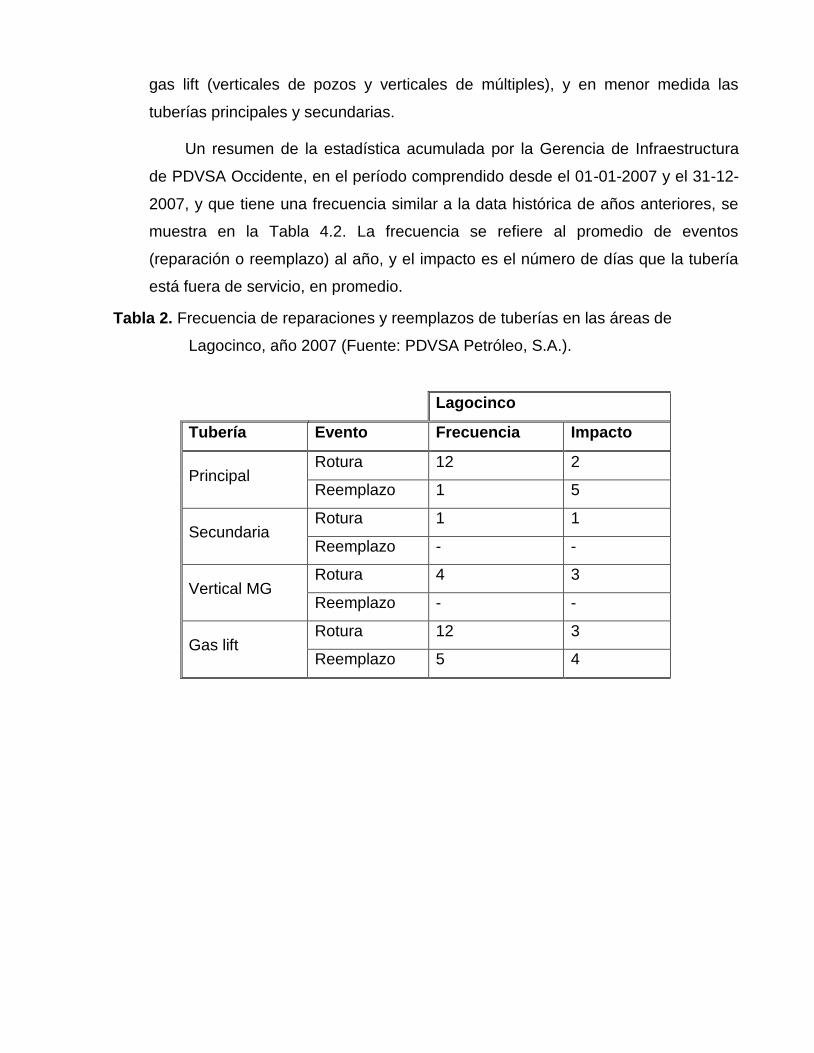
gas lift (verticales de pozos y verticales de múltiples), y en menor medida las
tuberías principales y secundarias.
Un resumen de la estadística acumulada por la Gerencia de Infraestructura
de PDVSA Occidente, en el período comprendido desde el 01-01-2007 y el 31-12-
2007, y que tiene una frecuencia similar a la data histórica de años anteriores, se
muestra en la Tabla 4.2. La frecuencia se refiere al promedio de eventos
(reparación o reemplazo) al año, y el impacto es el número de días que la tubería
está fuera de servicio, en promedio.
Tabla 2. Frecuencia de reparaciones y reemplazos de tuberías en las áreas de
Lagocinco, año 2007 (Fuente: PDVSA Petróleo, S.A.).
Lagocinco
Tubería Evento Frecuencia Impacto
Principal Rotura 12 2
Reemplazo 1 5
Secundaria Rotura 1 1
Reemplazo - -
Vertical MG Rotura 4 3
Reemplazo - -
Gas lift Rotura 12 3
Reemplazo 5 4
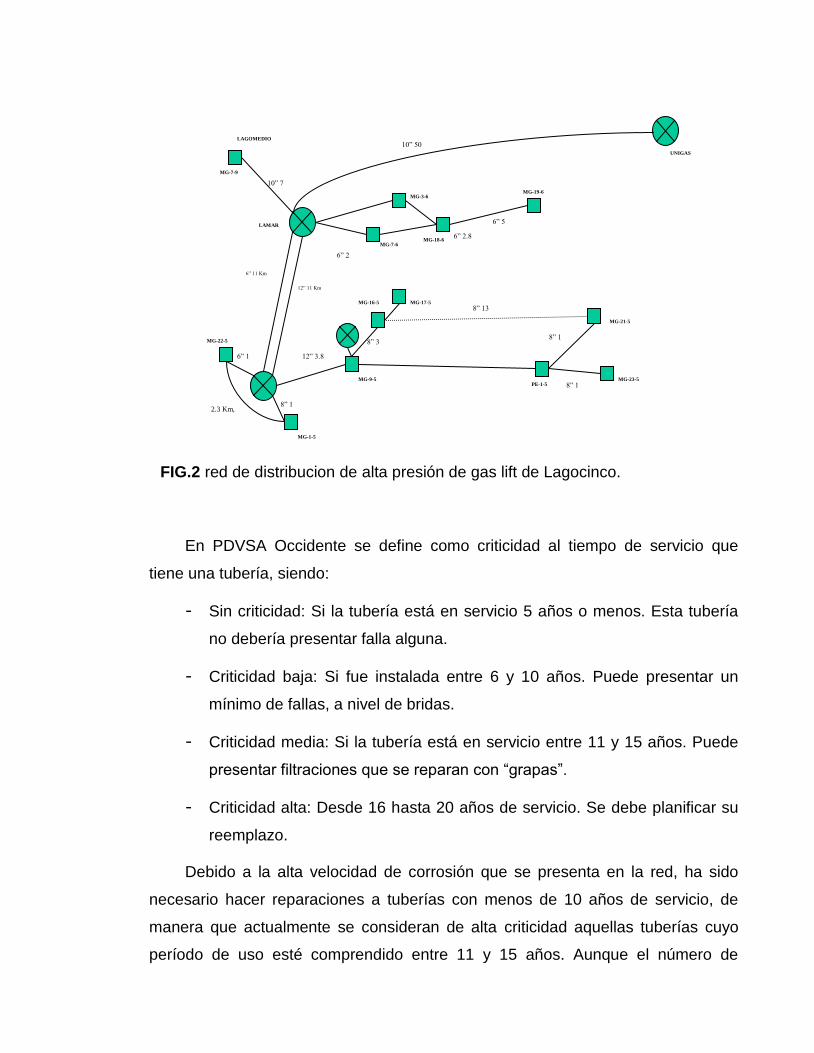
FIG.2 red de distribucion de alta presión de gas lift de Lagocinco.
En PDVSA Occidente se define como criticidad al tiempo de servicio que
tiene una tubería, siendo:
- Sin criticidad: Si la tubería está en servicio 5 años o menos. Esta tubería
no debería presentar falla alguna.
- Criticidad baja: Si fue instalada entre 6 y 10 años. Puede presentar un
mínimo de fallas, a nivel de bridas.
- Criticidad media: Si la tubería está en servicio entre 11 y 15 años. Puede
presentar filtraciones que se reparan con “grapas”.
- Criticidad alta: Desde 16 hasta 20 años de servicio. Se debe planificar su
reemplazo.
Debido a la alta velocidad de corrosión que se presenta en la red, ha sido
necesario hacer reparaciones a tuberías con menos de 10 años de servicio, de
manera que actualmente se consideran de alta criticidad aquellas tuberías cuyo
período de uso esté comprendido entre 11 y 15 años. Aunque el número de
MG-22-5
MG-1-5
MG-9-5
MG-16-5
PE-1-5
MG-7-9
LAGOMEDIO
LAMAR
UNIGAS
MG-7-6 MG-18-6
MG-19-6
MG-21-5
MG-23-5
6” 1
Km
2.3 Km,
6" 8” 1
Km
12” 3.8
Km
8” 3 Km
8” 13
Km
8” 1 Km
8” 1
Km
12” 11 Km
10” 7
Km
10” 50
Km
6” 2
Km
6” 2.8
Km
6” 5
Km
6” 11 Km
MG-3-6
MG-17-5
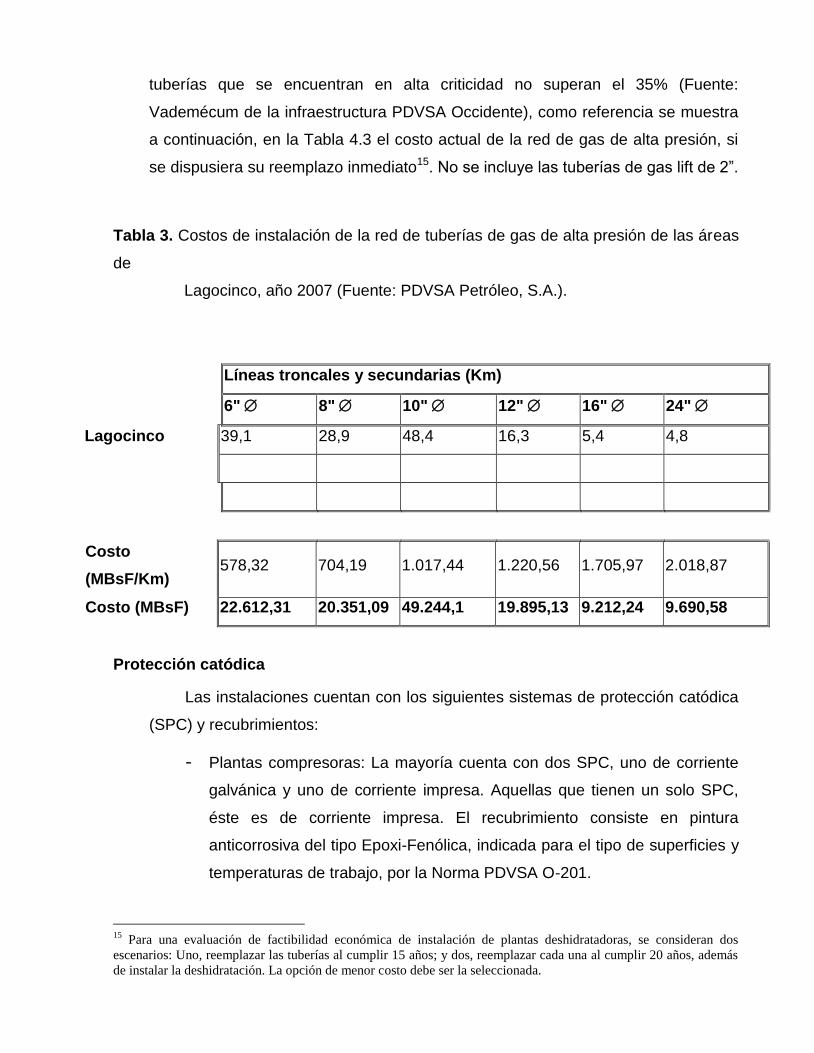
tuberías que se encuentran en alta criticidad no superan el 35% (Fuente:
Vademécum de la infraestructura PDVSA Occidente), como referencia se muestra
a continuación, en la Tabla 4.3 el costo actual de la red de gas de alta presión, si
se dispusiera su reemplazo inmediato15. No se incluye las tuberías de gas lift de 2”.
Tabla 3. Costos de instalación de la red de tuberías de gas de alta presión de las áreas
de
Lagocinco, año 2007 (Fuente: PDVSA Petróleo, S.A.).
Líneas troncales y secundarias (Km)
6" 8" 10" 12" 16" 24"
Lagocinco 39,1 28,9 48,4 16,3 5,4 4,8
Costo
(MBsF/Km) 578,32 704,19 1.017,44 1.220,56 1.705,97 2.018,87
Costo (MBsF) 22.612,31 20.351,09 49.244,1 19.895,13 9.212,24 9.690,58
Protección catódica
Las instalaciones cuentan con los siguientes sistemas de protección catódica
(SPC) y recubrimientos:
- Plantas compresoras: La mayoría cuenta con dos SPC, uno de corriente
galvánica y uno de corriente impresa. Aquellas que tienen un solo SPC,
éste es de corriente impresa. El recubrimiento consiste en pintura
anticorrosiva del tipo Epoxi-Fenólica, indicada para el tipo de superficies y
temperaturas de trabajo, por la Norma PDVSA O-201.
15
Para una evaluación de factibilidad económica de instalación de plantas deshidratadoras, se consideran dos
escenarios: Uno, reemplazar las tuberías al cumplir 15 años; y dos, reemplazar cada una al cumplir 20 años, además
de instalar la deshidratación. La opción de menor costo debe ser la seleccionada.
- Múltiples de gas y múltiples de gas lift: Sólo cuentan con recubrimiento en
forma de pintura anticorrosiva del tipo Epoxi-Fenólica. Se consideran
aislados eléctricamente por medio de los pilotes, o se consideran
infraestructura reemplazable. Los pararrayos se conectan a tierra.
- Líneas principales, secundarias y de gas lift: Aquellos lugares donde la
alimentación eléctrica está presente, cuenta con un SPC de corriente
impresa, mientras que donde no hay posibilidad de conexión a ninguna
red eléctrica, el SPC existente es de corriente galvánica, generalmente
con ánodo de Magnesio. La instalación
se hace a nivel de la brida del vertical, y el rectificador y la celda de referencia
se ubican en el múltiple de llegada y/o partida.
El recubrimiento es de concreto en el tramo horizontal para las tuberías de
diámetro igual o mayor a 12 plg,16 y sin recubrimiento para las tuberías
secundarias y de gas lift. Los verticales de todas las tuberías están revestidos de
neopreno.
Cabe recordar que el objetivo primordial del recubrimiento de concreto no
es la protección anticorrosiva, sino aumentar el peso muerto de la tubería, y evitar
su flotación.
Las inspecciones realizadas periódicamente y durante diferentes períodos
durante el año 2007, arrojaron los resultados que se muestran en las Tablas 4.4,
4.5 y 4.6 Los valores mostrados son promedios, de hasta seis lecturas por punto:
Tabla 4. Resultado de la inspección de los sistemas de protección catódica en las
Plantas
de gas de las áreas objeto de estudio (Fuente: PDVSA Petróleo, S.A.).
Planta
Compresora
Tipo de
SPC
V de referencia
vs. Cu/CuSO4 Condición Observación
16
Para impedir su flotación, de acuerdo con el principio de Arquímedes.
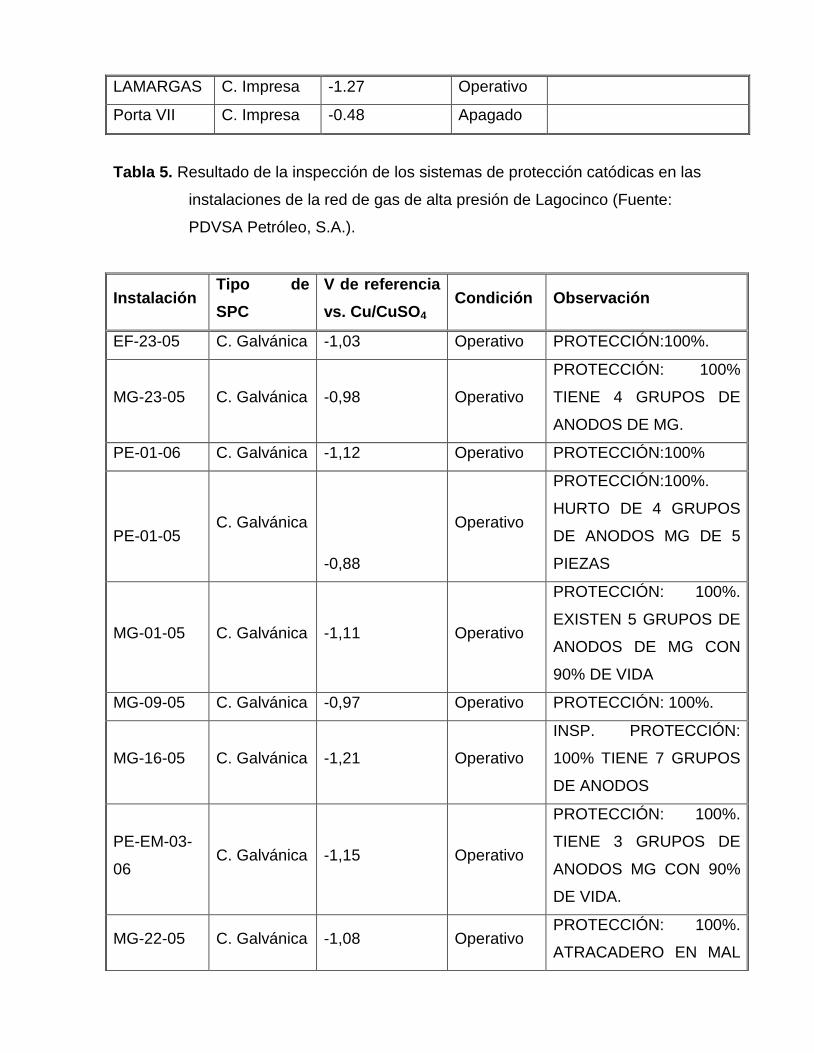
LAMARGAS C. Impresa -1.27 Operativo
Porta VII C. Impresa -0.48 Apagado
Tabla 5. Resultado de la inspección de los sistemas de protección catódicas en las
instalaciones de la red de gas de alta presión de Lagocinco (Fuente:
PDVSA Petróleo, S.A.).
Instalación Tipo de
SPC
V de referencia
vs. Cu/CuSO4 Condición Observación
EF-23-05 C. Galvánica -1,03 Operativo PROTECCIÓN:100%.
MG-23-05 C. Galvánica -0,98 Operativo
PROTECCIÓN: 100%
TIENE 4 GRUPOS DE
ANODOS DE MG.
PE-01-06 C. Galvánica -1,12 Operativo PROTECCIÓN:100%
PE-01-05
C. Galvánica
-0,88
Operativo
PROTECCIÓN:100%.
HURTO DE 4 GRUPOS
DE ANODOS MG DE 5
PIEZAS
MG-01-05 C. Galvánica -1,11 Operativo
PROTECCIÓN: 100%.
EXISTEN 5 GRUPOS DE
ANODOS DE MG CON
90% DE VIDA
MG-09-05 C. Galvánica -0,97 Operativo PROTECCIÓN: 100%.
MG-16-05 C. Galvánica -1,21 Operativo
INSP. PROTECCIÓN:
100% TIENE 7 GRUPOS
DE ANODOS
PE-EM-03-
06 C. Galvánica -1,15 Operativo
PROTECCIÓN: 100%.
TIENE 3 GRUPOS DE
ANODOS MG CON 90%
DE VIDA.
MG-22-05 C. Galvánica -1,08 Operativo PROTECCIÓN: 100%.
ATRACADERO EN MAL
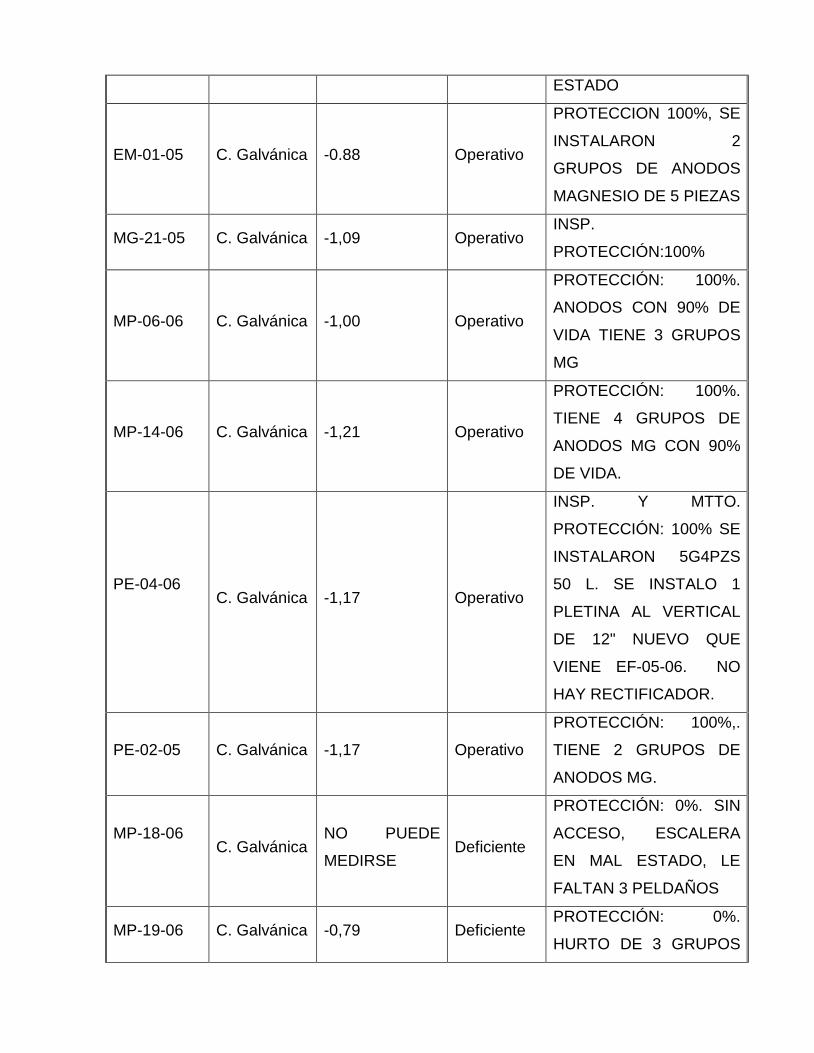
ESTADO
EM-01-05 C. Galvánica -0.88 Operativo
PROTECCION 100%, SE
INSTALARON 2
GRUPOS DE ANODOS
MAGNESIO DE 5 PIEZAS
MG-21-05 C. Galvánica -1,09 Operativo INSP.
PROTECCIÓN:100%
MP-06-06 C. Galvánica -1,00 Operativo
PROTECCIÓN: 100%.
ANODOS CON 90% DE
VIDA TIENE 3 GRUPOS
MG
MP-14-06 C. Galvánica -1,21 Operativo
PROTECCIÓN: 100%.
TIENE 4 GRUPOS DE
ANODOS MG CON 90%
DE VIDA.
PE-04-06
C. Galvánica -1,17 Operativo
INSP. Y MTTO.
PROTECCIÓN: 100% SE
INSTALARON 5G4PZS
50 L. SE INSTALO 1
PLETINA AL VERTICAL
DE 12" NUEVO QUE
VIENE EF-05-06. NO
HAY RECTIFICADOR.
PE-02-05 C. Galvánica -1,17 Operativo
PROTECCIÓN: 100%,.
TIENE 2 GRUPOS DE
ANODOS MG.
MP-18-06
C. Galvánica
NO PUEDE
MEDIRSE Deficiente
PROTECCIÓN: 0%. SIN
ACCESO, ESCALERA
EN MAL ESTADO, LE
FALTAN 3 PELDAÑOS
MP-19-06 C. Galvánica -0,79 Deficiente PROTECCIÓN: 0%.
HURTO DE 3 GRUPOS
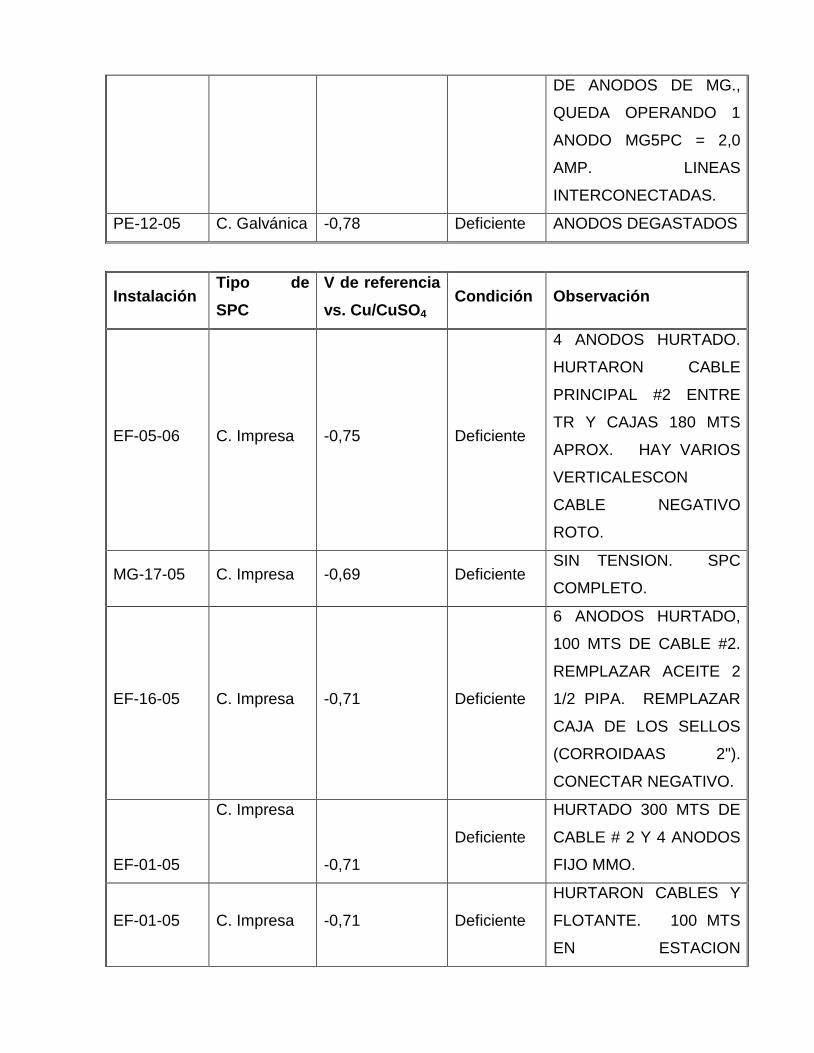
DE ANODOS DE MG.,
QUEDA OPERANDO 1
ANODO MG5PC = 2,0
AMP. LINEAS
INTERCONECTADAS.
PE-12-05 C. Galvánica -0,78 Deficiente ANODOS DEGASTADOS
Instalación Tipo de
SPC
V de referencia
vs. Cu/CuSO4 Condición Observación
EF-05-06 C. Impresa -0,75 Deficiente
4 ANODOS HURTADO.
HURTARON CABLE
PRINCIPAL #2 ENTRE
TR Y CAJAS 180 MTS
APROX. HAY VARIOS
VERTICALESCON
CABLE NEGATIVO
ROTO.
MG-17-05 C. Impresa -0,69 Deficiente SIN TENSION. SPC
COMPLETO.
EF-16-05 C. Impresa -0,71 Deficiente
6 ANODOS HURTADO,
100 MTS DE CABLE #2.
REMPLAZAR ACEITE 2
1/2 PIPA. REMPLAZAR
CAJA DE LOS SELLOS
(CORROIDAAS 2").
CONECTAR NEGATIVO.
EF-01-05
C. Impresa
-0,71
Deficiente
HURTADO 300 MTS DE
CABLE # 2 Y 4 ANODOS
FIJO MMO.
EF-01-05 C. Impresa -0,71 Deficiente
HURTARON CABLES Y
FLOTANTE. 100 MTS
EN ESTACION
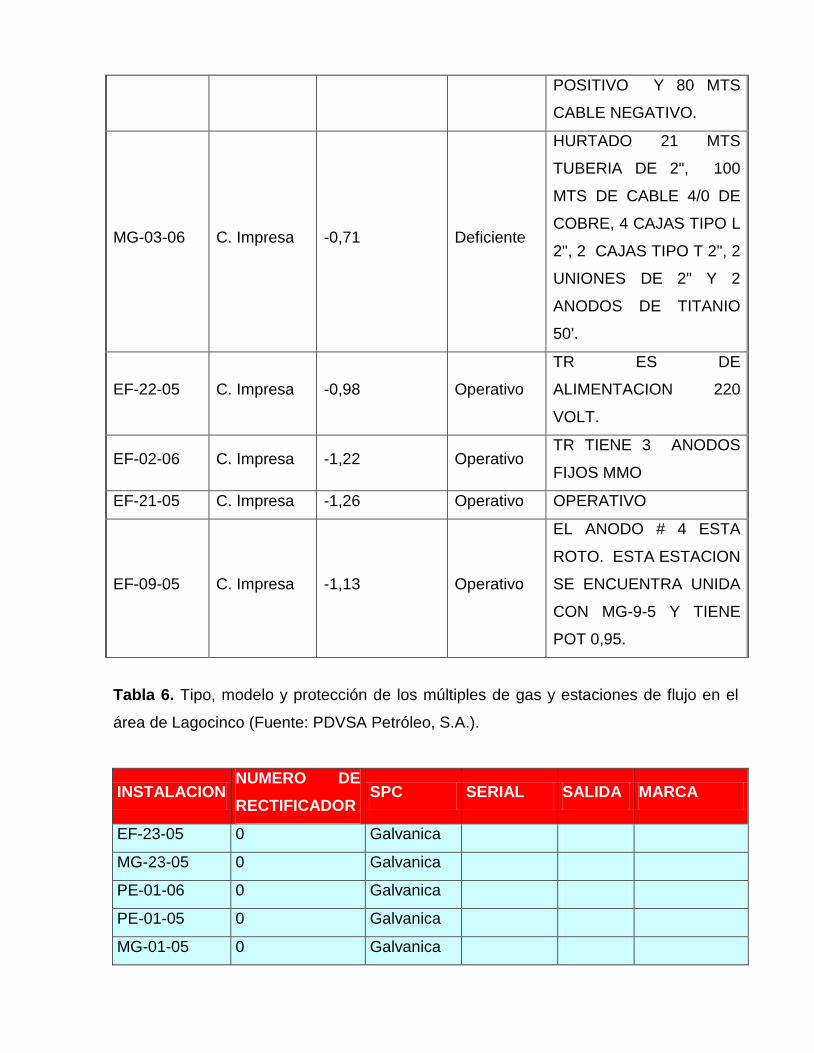
POSITIVO Y 80 MTS
CABLE NEGATIVO.
MG-03-06 C. Impresa -0,71 Deficiente
HURTADO 21 MTS
TUBERIA DE 2", 100
MTS DE CABLE 4/0 DE
COBRE, 4 CAJAS TIPO L
2", 2 CAJAS TIPO T 2", 2
UNIONES DE 2" Y 2
ANODOS DE TITANIO
50'.
EF-22-05 C. Impresa -0,98 Operativo
TR ES DE
ALIMENTACION 220
VOLT.
EF-02-06 C. Impresa -1,22 Operativo TR TIENE 3 ANODOS
FIJOS MMO
EF-21-05 C. Impresa -1,26 Operativo OPERATIVO
EF-09-05 C. Impresa -1,13 Operativo
EL ANODO # 4 ESTA
ROTO. ESTA ESTACION
SE ENCUENTRA UNIDA
CON MG-9-5 Y TIENE
POT 0,95.
Tabla 6. Tipo, modelo y protección de los múltiples de gas y estaciones de flujo en el
área de Lagocinco (Fuente: PDVSA Petróleo, S.A.).
INSTALACION NUMERO DE
RECTIFICADOR SPC SERIAL SALIDA MARCA
EF-23-05 0 Galvanica
MG-23-05 0 Galvanica
PE-01-06 0 Galvanica
PE-01-05 0 Galvanica
MG-01-05 0 Galvanica
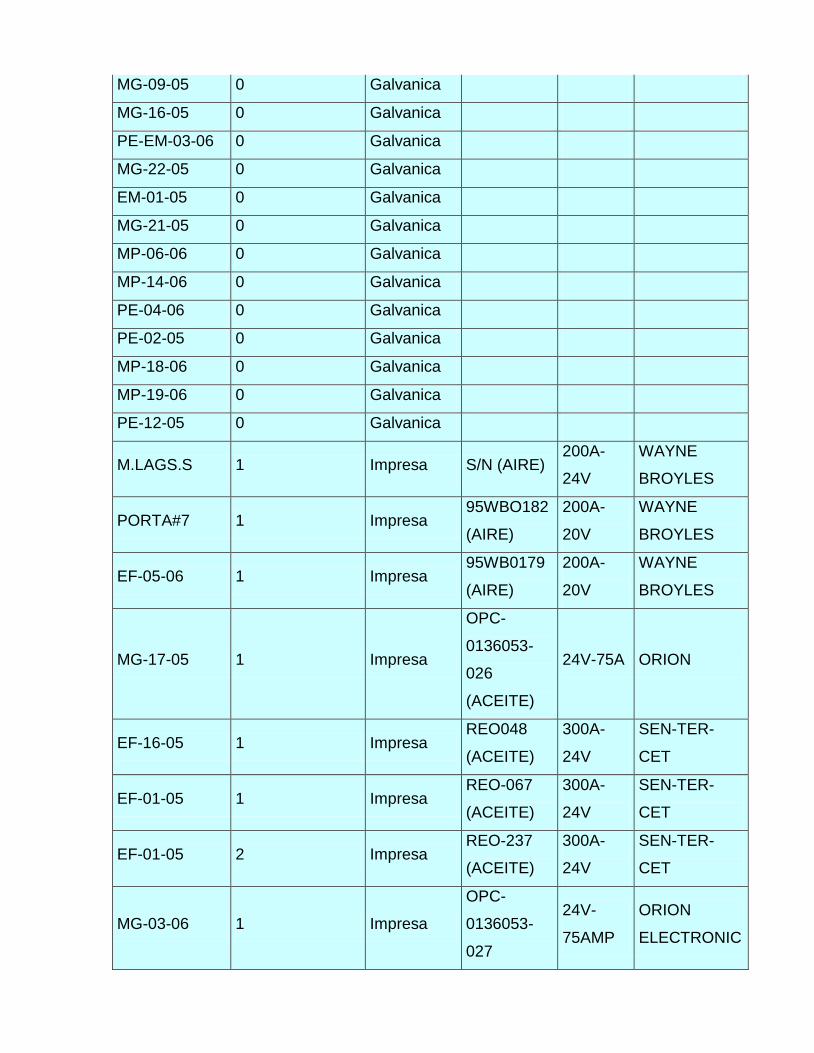
MG-09-05 0 Galvanica
MG-16-05 0 Galvanica
PE-EM-03-06 0 Galvanica
MG-22-05 0 Galvanica
EM-01-05 0 Galvanica
MG-21-05 0 Galvanica
MP-06-06 0 Galvanica
MP-14-06 0 Galvanica
PE-04-06 0 Galvanica
PE-02-05 0 Galvanica
MP-18-06 0 Galvanica
MP-19-06 0 Galvanica
PE-12-05 0 Galvanica
M.LAGS.S 1 Impresa S/N (AIRE) 200A-
24V
WAYNE
BROYLES
PORTA#7 1 Impresa 95WBO182
(AIRE)
200A-
20V
WAYNE
BROYLES
EF-05-06 1 Impresa 95WB0179
(AIRE)
200A-
20V
WAYNE
BROYLES
MG-17-05 1 Impresa
OPC-
0136053-
026
(ACEITE)
24V-75A ORION
EF-16-05 1 Impresa REO048
(ACEITE)
300A-
24V
SEN-TER-
CET
EF-01-05 1 Impresa REO-067
(ACEITE)
300A-
24V
SEN-TER-
CET
EF-01-05 2 Impresa REO-237
(ACEITE)
300A-
24V
SEN-TER-
CET
MG-03-06 1 Impresa
OPC-
0136053-
027
24V-
75AMP
ORION
ELECTRONIC
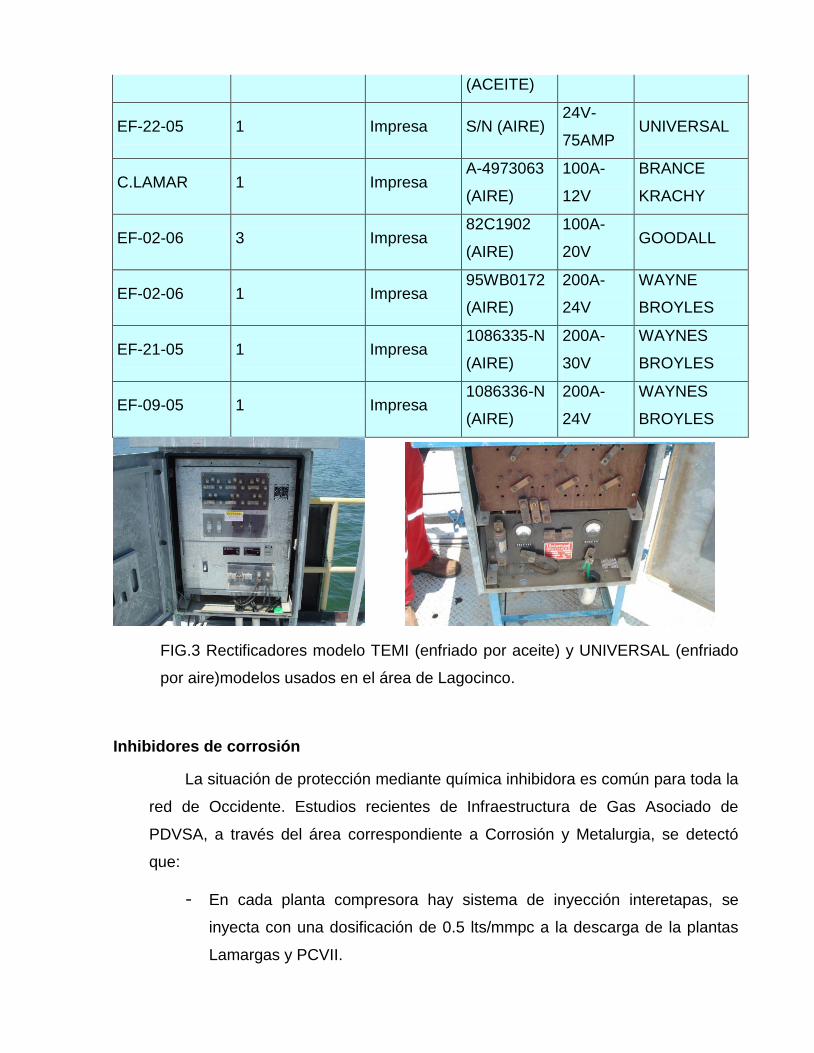
(ACEITE)
EF-22-05 1 Impresa S/N (AIRE) 24V-
75AMP UNIVERSAL
C.LAMAR 1 Impresa A-4973063
(AIRE)
100A-
12V
BRANCE
KRACHY
EF-02-06 3 Impresa 82C1902
(AIRE)
100A-
20V GOODALL
EF-02-06 1 Impresa 95WB0172
(AIRE)
200A-
24V
WAYNE
BROYLES
EF-21-05 1 Impresa 1086335-N
(AIRE)
200A-
30V
WAYNES
BROYLES
EF-09-05 1 Impresa 1086336-N
(AIRE)
200A-
24V
WAYNES
BROYLES
FIG.3 Rectificadores modelo TEMI (enfriado por aceite) y UNIVERSAL (enfriado
por aire)modelos usados en el área de Lagocinco.
Inhibidores de corrosión
La situación de protección mediante química inhibidora es común para toda la
red de Occidente. Estudios recientes de Infraestructura de Gas Asociado de
PDVSA, a través del área correspondiente a Corrosión y Metalurgia, se detectó
que:
- En cada planta compresora hay sistema de inyección interetapas, se
inyecta con una dosificación de 0.5 lts/mmpc a la descarga de la plantas
Lamargas y PCVII.
- Las líneas principales, de diámetro 12” a 16”, cuentan con sistemas de
inhibición; pero presentan alta frecuencia de fallo en bombas de inyección,
y alta incidencia de hurtos. En muchos casos, no se reponen ni reactivan.
- No se cuenta con suficientes sistemas de inhibición de corrosión (SIC)
para el resto de la red, ni dispositivos de lectura para instalar cupones de
corrosión.
- Los existentes no están en pleno funcionamiento, ya sea por abandono,
desmantelamiento, hurto, o descuido en el suministro de química.
- En algunas descargas compresoras se observaron sistemas de bombeo
de química, pero no hay control de pH y control de sólidos de hierro en las
líneas (ppm Fe) lo que imposibilita el estudio de control de corrosión
mediante inyección de química.
- La química usada es a base de aminas y neutralizantes. Específicamente
controlan la velocidad de corrosión en las líneas principales por contenido
de CO2 y agua libre en el sistema.
Cromatografía de gases
Todos los análisis cromatográficos realizados se hicieron con base en
muestras de gas tomadas a la succión de las plantas compresoras, Las muestras
se tomaron en el año 2003, y se considera que a la fecha
la composición del gas no ha cambiado notoriamente debido a que el gas asociado
que se ingresa al sistema es producido de los mismos yacimientos productores
para ese año, entonces los datos son útiles actualmente.
Tal como se explicó en el Capítulo II, la confidencialidad del Dato no permite
proporcionar los resultados de las muestras, de manera que la información
mostrada en la Tabla 2.3 es el ajuste mediante simulación del proceso.
Como las razones que se expondrán más adelante, se decidió tres puntos
donde las corrientes de descarga de las plantas compresoras se concentran, para
una posible deshidratación. Estos son:
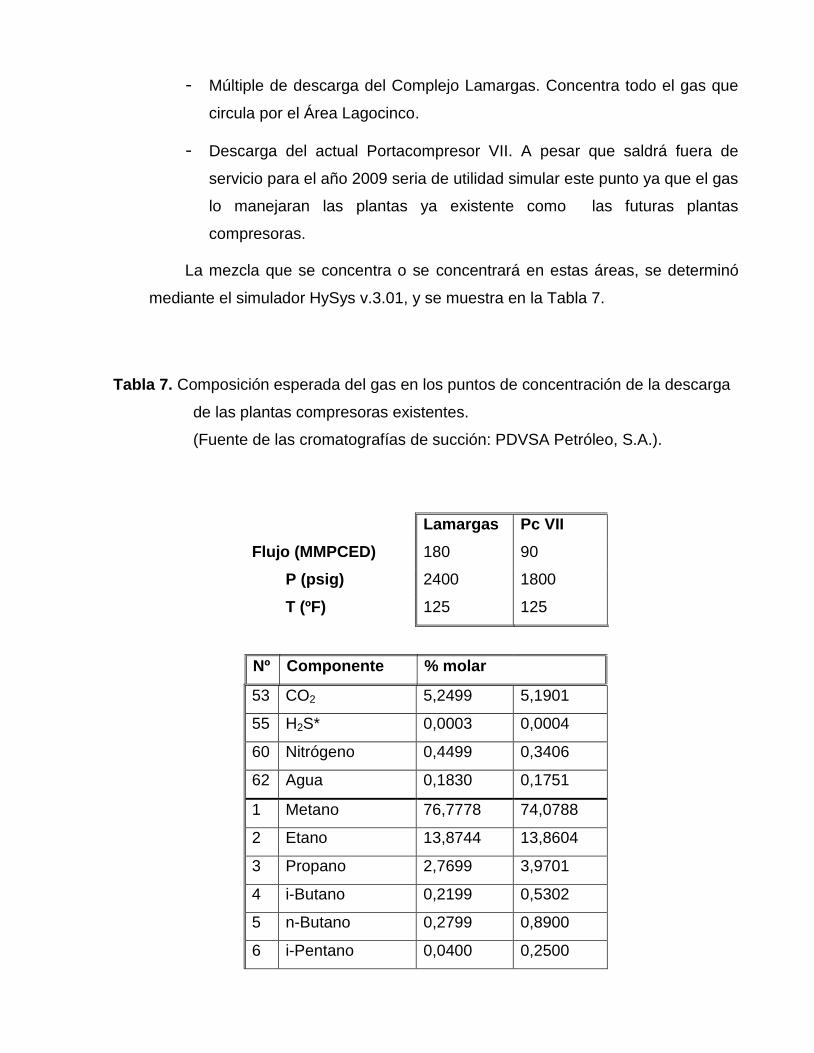
- Múltiple de descarga del Complejo Lamargas. Concentra todo el gas que
circula por el Área Lagocinco.
- Descarga del actual Portacompresor VII. A pesar que saldrá fuera de
servicio para el año 2009 seria de utilidad simular este punto ya que el gas
lo manejaran las plantas ya existente como las futuras plantas
compresoras.
La mezcla que se concentra o se concentrará en estas áreas, se determinó
mediante el simulador HySys v.3.01, y se muestra en la Tabla 7.
Tabla 7. Composición esperada del gas en los puntos de concentración de la descarga
de las plantas compresoras existentes.
(Fuente de las cromatografías de succión: PDVSA Petróleo, S.A.).
Lamargas Pc VII
Flujo (MMPCED) 180 90
P (psig) 2400 1800
T (ºF) 125 125
Nº Componente % molar
53 CO2 5,2499 5,1901
55 H2S* 0,0003 0,0004
60 Nitrógeno 0,4499 0,3406
62 Agua 0,1830 0,1751
1 Metano 76,7778 74,0788
2 Etano 13,8744 13,8604
3 Propano 2,7699 3,9701
4 i-Butano 0,2199 0,5302
5 n-Butano 0,2799 0,8900
6 i-Pentano 0,0400 0,2500
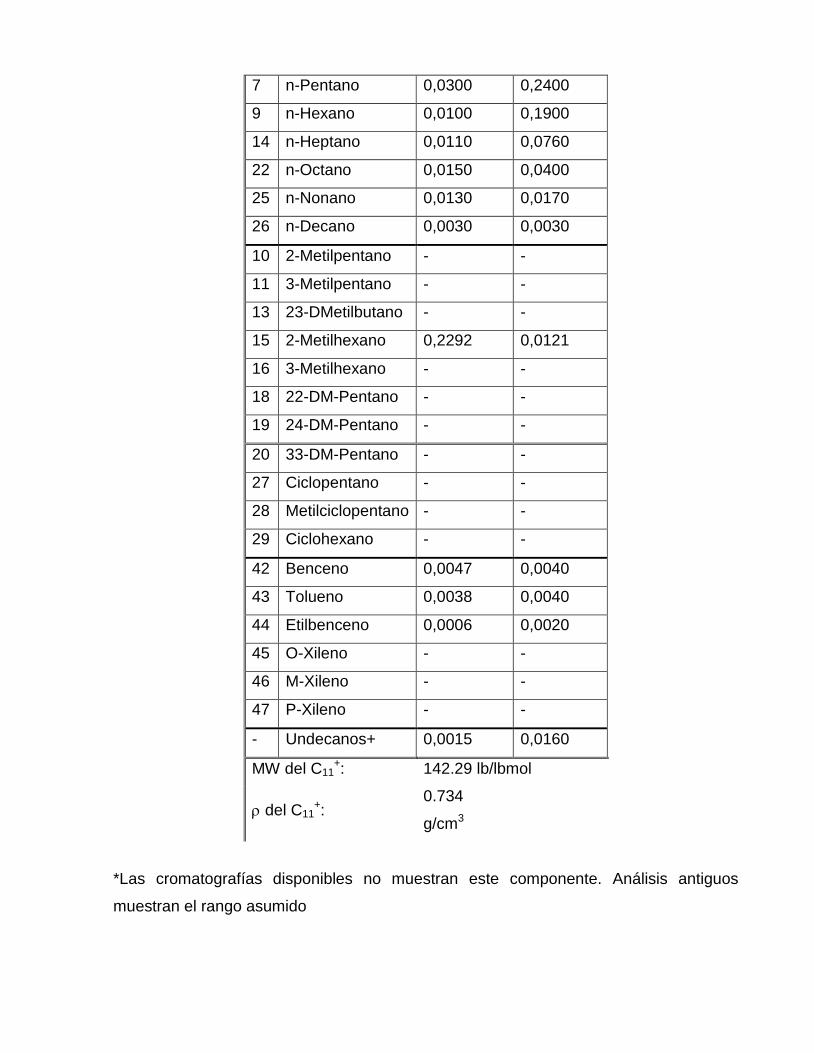
7 n-Pentano 0,0300 0,2400
9 n-Hexano 0,0100 0,1900
14 n-Heptano 0,0110 0,0760
22 n-Octano 0,0150 0,0400
25 n-Nonano 0,0130 0,0170
26 n-Decano 0,0030 0,0030
10 2-Metilpentano - -
11 3-Metilpentano - -
13 23-DMetilbutano - -
15 2-Metilhexano 0,2292 0,0121
16 3-Metilhexano - -
18 22-DM-Pentano - -
19 24-DM-Pentano - -
20 33-DM-Pentano - -
27 Ciclopentano - -
28 Metilciclopentano - -
29 Ciclohexano - -
42 Benceno 0,0047 0,0040
43 Tolueno 0,0038 0,0040
44 Etilbenceno 0,0006 0,0020
45 O-Xileno - -
46 M-Xileno - -
47 P-Xileno - -
- Undecanos+ 0,0015 0,0160
MW del C11+: 142.29 lb/lbmol
del C11+:
0.734
g/cm3
*Las cromatografías disponibles no muestran este componente. Análisis antiguos
muestran el rango asumido
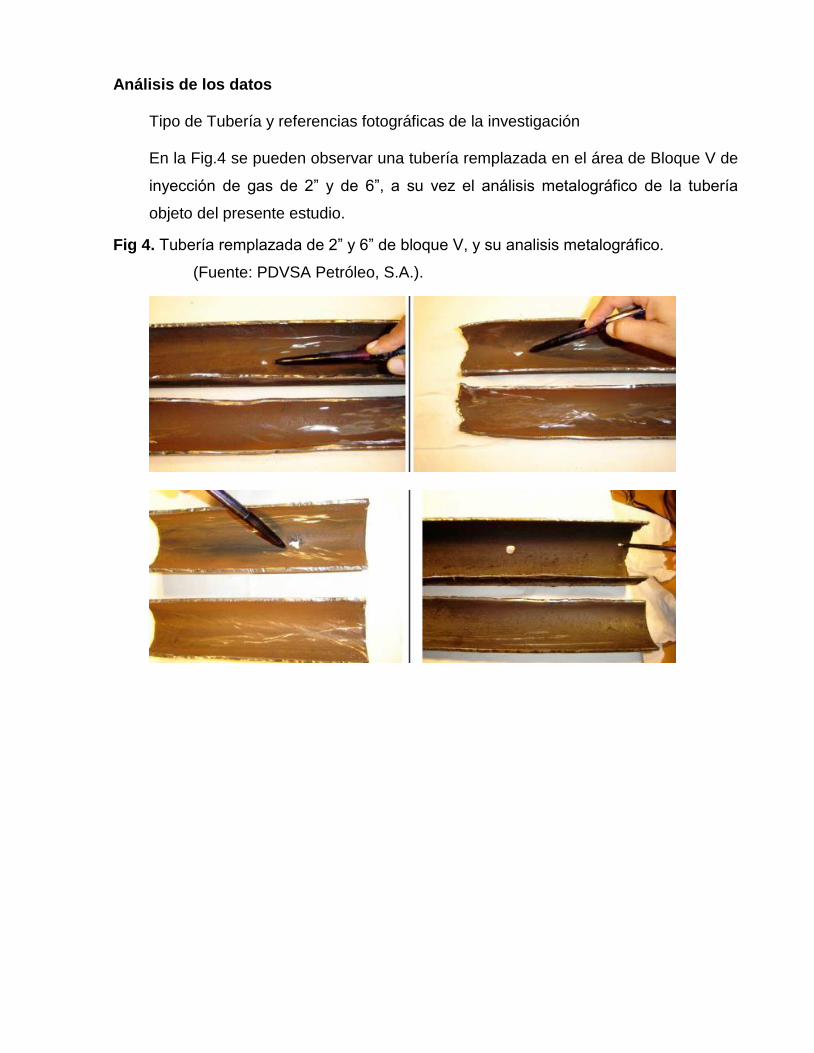
Análisis de los datos
Tipo de Tubería y referencias fotográficas de la investigación
En la Fig.4 se pueden observar una tubería remplazada en el área de Bloque V de
inyección de gas de 2” y de 6”, a su vez el análisis metalográfico de la tubería
objeto del presente estudio.
Fig 4. Tubería remplazada de 2” y 6” de bloque V, y su analisis metalográfico.
(Fuente: PDVSA Petróleo, S.A.).
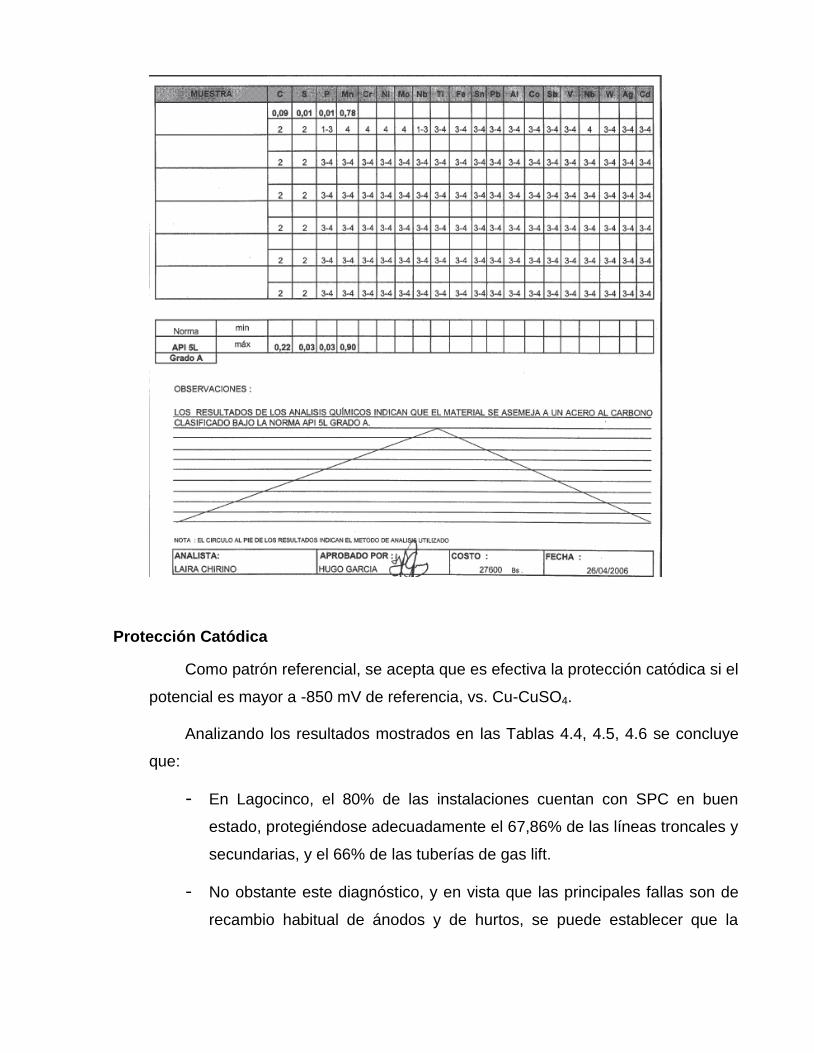
Protección Catódica
Como patrón referencial, se acepta que es efectiva la protección catódica si el
potencial es mayor a -850 mV de referencia, vs. Cu-CuSO4.
Analizando los resultados mostrados en las Tablas 4.4, 4.5, 4.6 se concluye
que:
- En Lagocinco, el 80% de las instalaciones cuentan con SPC en buen
estado, protegiéndose adecuadamente el 67,86% de las líneas troncales y
secundarias, y el 66% de las tuberías de gas lift.
- No obstante este diagnóstico, y en vista que las principales fallas son de
recambio habitual de ánodos y de hurtos, se puede establecer que la
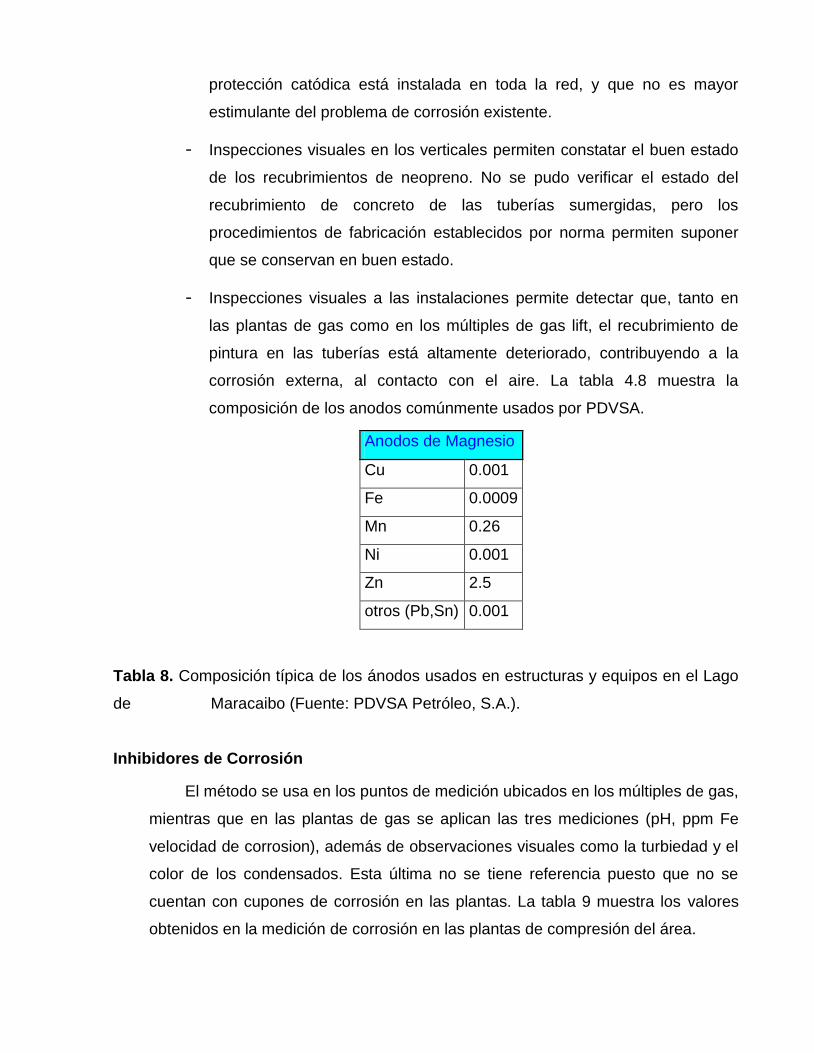
protección catódica está instalada en toda la red, y que no es mayor
estimulante del problema de corrosión existente.
- Inspecciones visuales en los verticales permiten constatar el buen estado
de los recubrimientos de neopreno. No se pudo verificar el estado del
recubrimiento de concreto de las tuberías sumergidas, pero los
procedimientos de fabricación establecidos por norma permiten suponer
que se conservan en buen estado.
- Inspecciones visuales a las instalaciones permite detectar que, tanto en
las plantas de gas como en los múltiples de gas lift, el recubrimiento de
pintura en las tuberías está altamente deteriorado, contribuyendo a la
corrosión externa, al contacto con el aire. La tabla 4.8 muestra la
composición de los anodos comúnmente usados por PDVSA.
Anodos de Magnesio
Cu 0.001
Fe 0.0009
Mn 0.26
Ni 0.001
Zn 2.5
otros (Pb,Sn) 0.001
Tabla 8. Composición típica de los ánodos usados en estructuras y equipos en el Lago
de Maracaibo (Fuente: PDVSA Petróleo, S.A.).
Inhibidores de Corrosión
El método se usa en los puntos de medición ubicados en los múltiples de gas,
mientras que en las plantas de gas se aplican las tres mediciones (pH, ppm Fe
velocidad de corrosion), además de observaciones visuales como la turbiedad y el
color de los condensados. Esta última no se tiene referencia puesto que no se
cuentan con cupones de corrosión en las plantas. La tabla 9 muestra los valores
obtenidos en la medición de corrosión en las plantas de compresión del área.
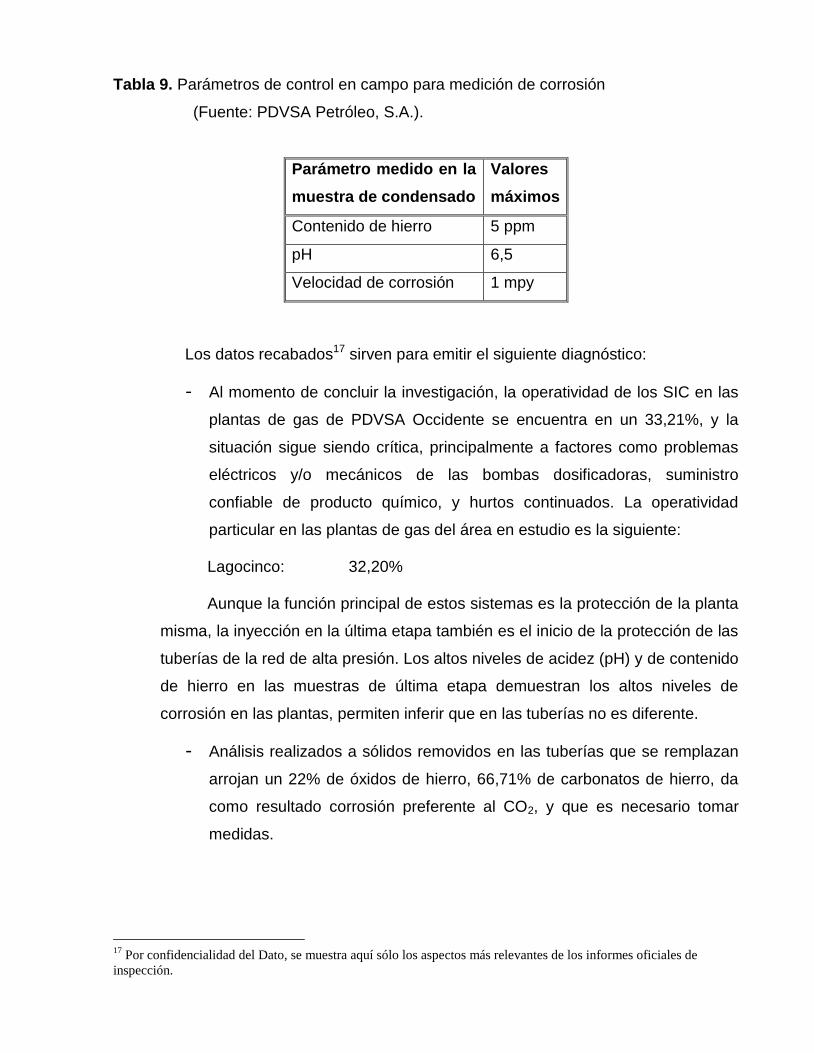
Tabla 9. Parámetros de control en campo para medición de corrosión
(Fuente: PDVSA Petróleo, S.A.).
Parámetro medido en la
muestra de condensado
Valores
máximos
Contenido de hierro 5 ppm
pH 6,5
Velocidad de corrosión 1 mpy
Los datos recabados17 sirven para emitir el siguiente diagnóstico:
- Al momento de concluir la investigación, la operatividad de los SIC en las
plantas de gas de PDVSA Occidente se encuentra en un 33,21%, y la
situación sigue siendo crítica, principalmente a factores como problemas
eléctricos y/o mecánicos de las bombas dosificadoras, suministro
confiable de producto químico, y hurtos continuados. La operatividad
particular en las plantas de gas del área en estudio es la siguiente:
Lagocinco: 32,20%
Aunque la función principal de estos sistemas es la protección de la planta
misma, la inyección en la última etapa también es el inicio de la protección de las
tuberías de la red de alta presión. Los altos niveles de acidez (pH) y de contenido
de hierro en las muestras de última etapa demuestran los altos niveles de
corrosión en las plantas, permiten inferir que en las tuberías no es diferente.
- Análisis realizados a sólidos removidos en las tuberías que se remplazan
arrojan un 22% de óxidos de hierro, 66,71% de carbonatos de hierro, da
como resultado corrosión preferente al CO2, y que es necesario tomar
medidas.
17
Por confidencialidad del Dato, se muestra aquí sólo los aspectos más relevantes de los informes oficiales de
inspección.
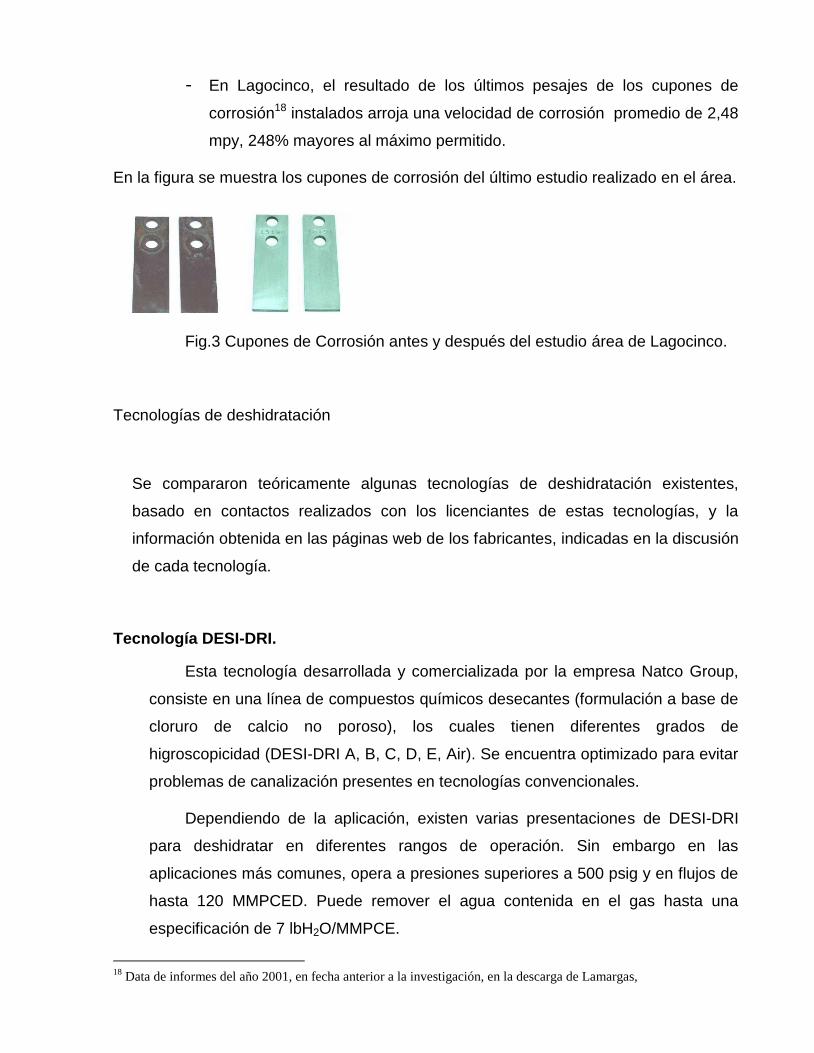
- En Lagocinco, el resultado de los últimos pesajes de los cupones de
corrosión18 instalados arroja una velocidad de corrosión promedio de 2,48
mpy, 248% mayores al máximo permitido.
En la figura se muestra los cupones de corrosión del último estudio realizado en el área.
Fig.3 Cupones de Corrosión antes y después del estudio área de Lagocinco.
Tecnologías de deshidratación
Se compararon teóricamente algunas tecnologías de deshidratación existentes,
basado en contactos realizados con los licenciantes de estas tecnologías, y la
información obtenida en las páginas web de los fabricantes, indicadas en la discusión
de cada tecnología.
Tecnología DESI-DRI.
Esta tecnología desarrollada y comercializada por la empresa Natco Group,
consiste en una línea de compuestos químicos desecantes (formulación a base de
cloruro de calcio no poroso), los cuales tienen diferentes grados de
higroscopicidad (DESI-DRI A, B, C, D, E, Air). Se encuentra optimizado para evitar
problemas de canalización presentes en tecnologías convencionales.
Dependiendo de la aplicación, existen varias presentaciones de DESI-DRI
para deshidratar en diferentes rangos de operación. Sin embargo en las
aplicaciones más comunes, opera a presiones superiores a 500 psig y en flujos de
hasta 120 MMPCED. Puede remover el agua contenida en el gas hasta una
especificación de 7 lbH2O/MMPCE.
18
Data de informes del año 2001, en fecha anterior a la investigación, en la descarga de Lamargas,
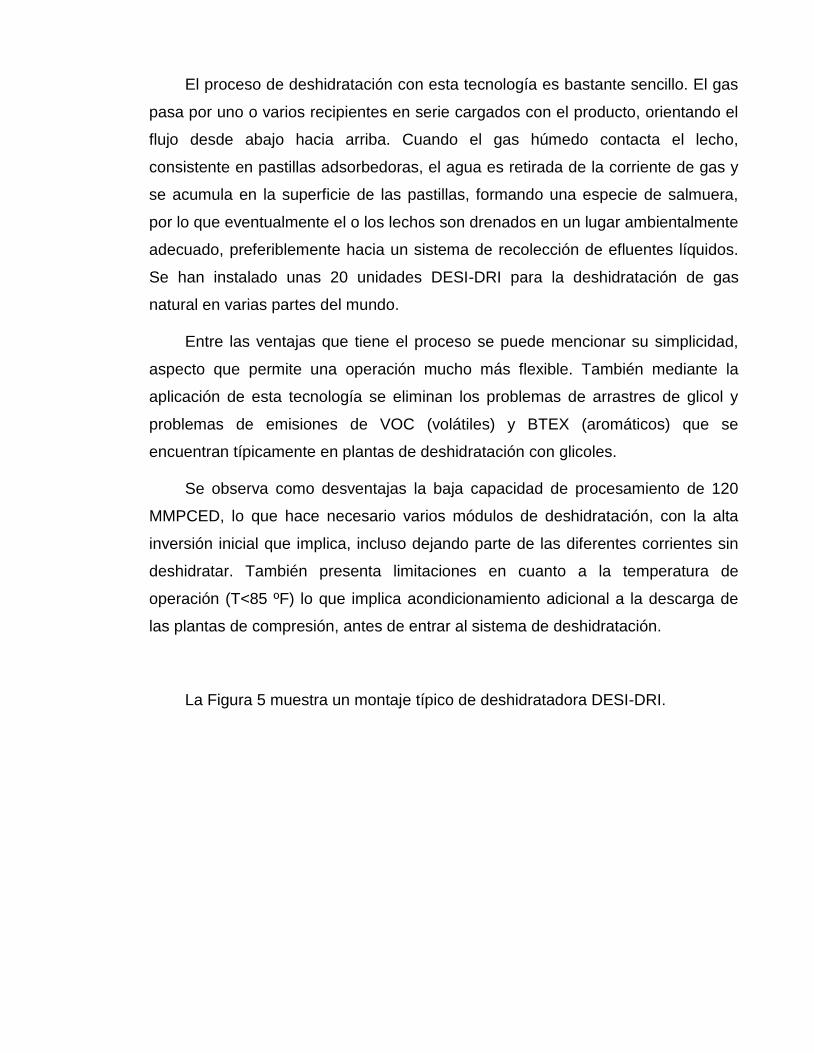
El proceso de deshidratación con esta tecnología es bastante sencillo. El gas
pasa por uno o varios recipientes en serie cargados con el producto, orientando el
flujo desde abajo hacia arriba. Cuando el gas húmedo contacta el lecho,
consistente en pastillas adsorbedoras, el agua es retirada de la corriente de gas y
se acumula en la superficie de las pastillas, formando una especie de salmuera,
por lo que eventualmente el o los lechos son drenados en un lugar ambientalmente
adecuado, preferiblemente hacia un sistema de recolección de efluentes líquidos.
Se han instalado unas 20 unidades DESI-DRI para la deshidratación de gas
natural en varias partes del mundo.
Entre las ventajas que tiene el proceso se puede mencionar su simplicidad,
aspecto que permite una operación mucho más flexible. También mediante la
aplicación de esta tecnología se eliminan los problemas de arrastres de glicol y
problemas de emisiones de VOC (volátiles) y BTEX (aromáticos) que se
encuentran típicamente en plantas de deshidratación con glicoles.
Se observa como desventajas la baja capacidad de procesamiento de 120
MMPCED, lo que hace necesario varios módulos de deshidratación, con la alta
inversión inicial que implica, incluso dejando parte de las diferentes corrientes sin
deshidratar. También presenta limitaciones en cuanto a la temperatura de
operación (T<85 ºF) lo que implica acondicionamiento adicional a la descarga de
las plantas de compresión, antes de entrar al sistema de deshidratación.
La Figura 5 muestra un montaje típico de deshidratadora DESI-DRI.
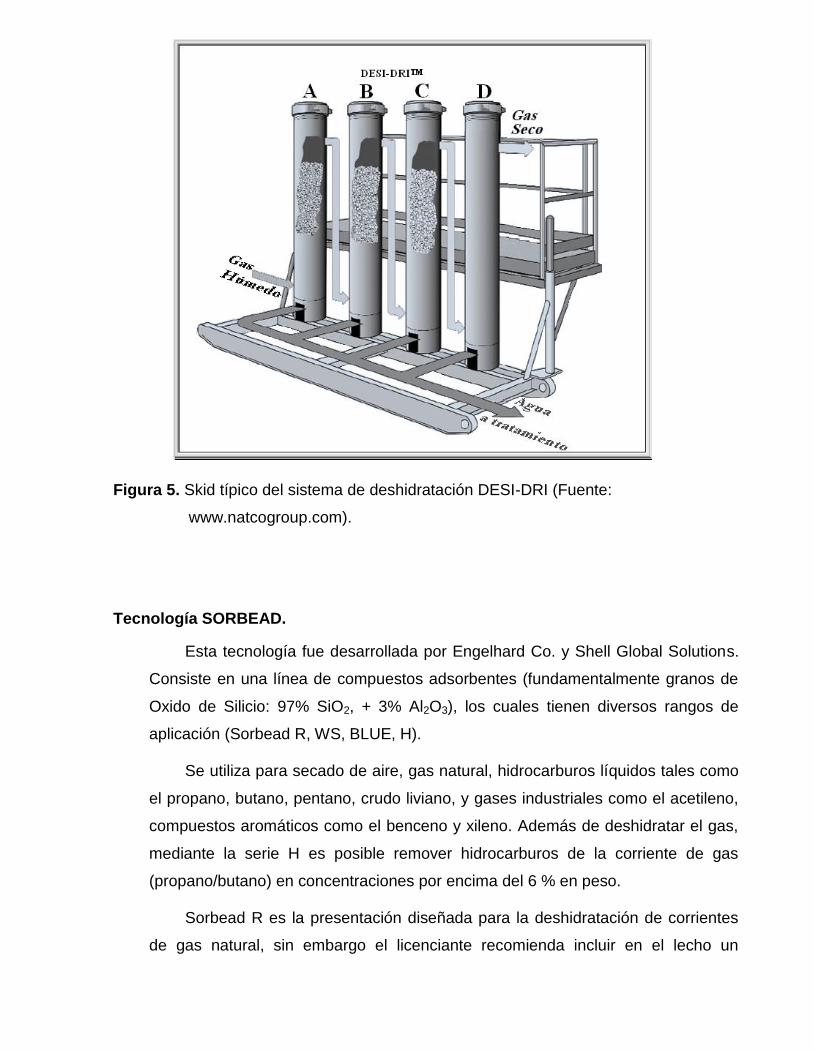
Figura 5. Skid típico del sistema de deshidratación DESI-DRI (Fuente:
www.natcogroup.com).
Tecnología SORBEAD.
Esta tecnología fue desarrollada por Engelhard Co. y Shell Global Solutions.
Consiste en una línea de compuestos adsorbentes (fundamentalmente granos de
Oxido de Silicio: 97% SiO2, + 3% Al2O3), los cuales tienen diversos rangos de
aplicación (Sorbead R, WS, BLUE, H).
Se utiliza para secado de aire, gas natural, hidrocarburos líquidos tales como
el propano, butano, pentano, crudo liviano, y gases industriales como el acetileno,
compuestos aromáticos como el benceno y xileno. Además de deshidratar el gas,
mediante la serie H es posible remover hidrocarburos de la corriente de gas
(propano/butano) en concentraciones por encima del 6 % en peso.
Sorbead R es la presentación diseñada para la deshidratación de corrientes
de gas natural, sin embargo el licenciante recomienda incluir en el lecho un

máximo de 20% de Sorbead WS, el cual es más adecuado para aplicaciones con
agua libre, con el objeto de proteger el adsorbente tipo R y optimizar el uso del
producto.
El sistema esta compuesto por dos lechos adsorbedores. Este diseño permite
operar de forma continua: Uno de los adsorbedores esta disponible para
deshidratar la corriente de gas, mientras que el otro se esta regenerando y
enfriando.
El sistema se diseña para una duración del ciclo de adsorción y regeneración
de 8 horas cada uno. La regeneración del lecho se lleva a cabo con una corriente
de gas natural a alta temperatura entre 200 y 300 ºF. El gas de regeneración o
despojamiento puede ser calentado en un horno o se puede utilizar una corriente
de gas caliente que provenga de la descarga de un compresor cercano al lecho.
Las aplicaciones reportadas pueden operar a presiones superiores a las 1000
psig pudiéndose alcanzar puntos de rocío de agua de hasta –95 ºF equivalentes a
concentraciones menores a 10 ppmv. El número de instalaciones existentes para
aplicaciones de deshidratación de gas sobrepasa las 200 unidades en todo el
mundo con un número similar de aplicaciones destinadas a la extracción de
hidrocarburos.
Entre las virtudes de este producto esta su alta duración como consecuencia
de la alta resistencia de los granos y a la relativamente baja temperatura de
regeneración. La operación con Sorbead puede tener una duración máxima entre
3 a 10 años. Por otro lado, debido a su elevada área superficial (750 m2/g), la
superficie de contacto con el gas es alta en comparación con otros productos, lo
que se traduce en una considerable capacidad de adsorción. Asimismo, la
operación de esta tecnología es bastante simple y requiere un bajo consumo
energético.
Como contraparte, esta tecnología no esta diseñada para operar a bajas
presiones (en el orden de 100 psig) y a temperaturas mayores a 110 ºF, lo que
implica un gasto adicional en compresión y acondicionamiento del gas antes de
alimentar el lecho. La Figura 4.6 es un esquemático del arreglo con esta
tecnología.
Figura 6. Arreglo típico de un sistema de deshidratación con SORBEAD-R, con dos
torres
de adsorción y una de regeneración (Fuente: www.engelhard.com/sorbead).
Tamices moleculares.
Los tamices moleculares son productos adsorbentes compuestos por
polímeros cristalinos de alumino-silicato (zeolitas) unidos entre sí mediante un
material aglutinante a base de arcilla o “binder”. Estos elementos remueven
eficientemente ciertos contaminantes polares o polarizables tales como agua,
metanol, H2S, CO2, COS, mercaptanos, sulfuros, amoníaco, aromáticos y
mercurio.
El tipo, tamaño y forma del tamiz se determina de acuerdo al tipo de
aplicación y el rango de operación de los equipos. La remoción puede llegar a
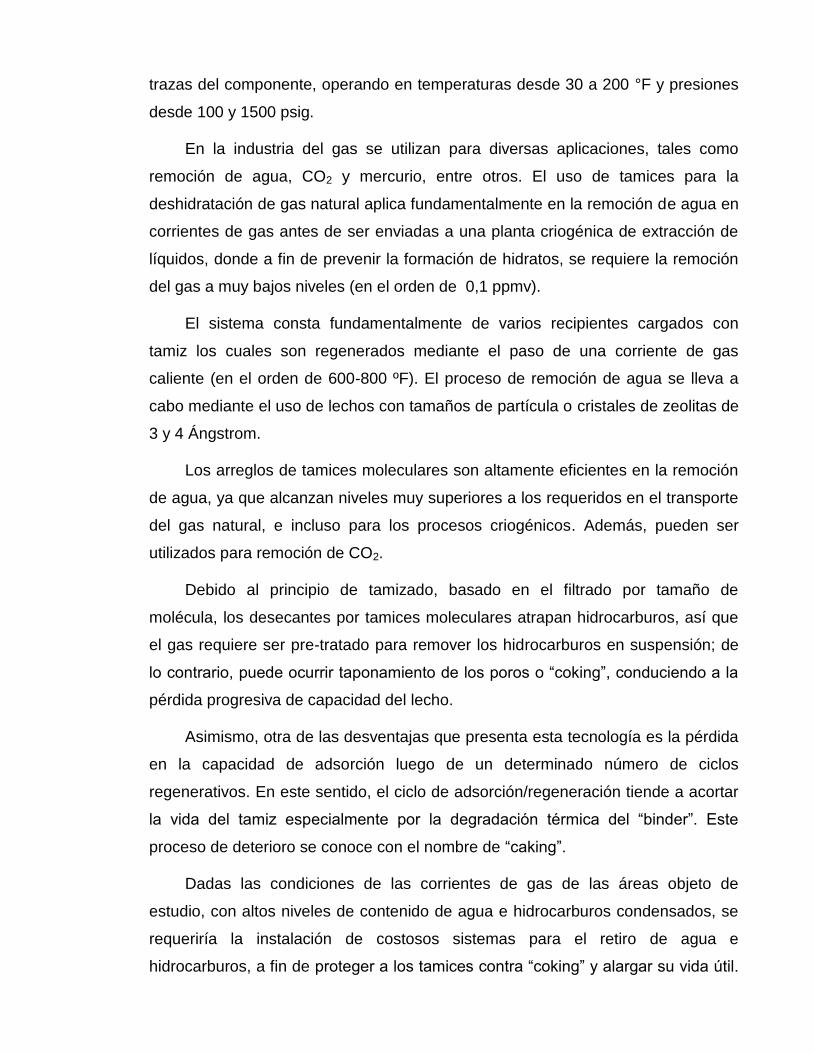
trazas del componente, operando en temperaturas desde 30 a 200 °F y presiones
desde 100 y 1500 psig.
En la industria del gas se utilizan para diversas aplicaciones, tales como
remoción de agua, CO2 y mercurio, entre otros. El uso de tamices para la
deshidratación de gas natural aplica fundamentalmente en la remoción de agua en
corrientes de gas antes de ser enviadas a una planta criogénica de extracción de
líquidos, donde a fin de prevenir la formación de hidratos, se requiere la remoción
del gas a muy bajos niveles (en el orden de 0,1 ppmv).
El sistema consta fundamentalmente de varios recipientes cargados con
tamiz los cuales son regenerados mediante el paso de una corriente de gas
caliente (en el orden de 600-800 ºF). El proceso de remoción de agua se lleva a
cabo mediante el uso de lechos con tamaños de partícula o cristales de zeolitas de
3 y 4 Ángstrom.
Los arreglos de tamices moleculares son altamente eficientes en la remoción
de agua, ya que alcanzan niveles muy superiores a los requeridos en el transporte
del gas natural, e incluso para los procesos criogénicos. Además, pueden ser
utilizados para remoción de CO2.
Debido al principio de tamizado, basado en el filtrado por tamaño de
molécula, los desecantes por tamices moleculares atrapan hidrocarburos, así que
el gas requiere ser pre-tratado para remover los hidrocarburos en suspensión; de
lo contrario, puede ocurrir taponamiento de los poros o “coking”, conduciendo a la
pérdida progresiva de capacidad del lecho.
Asimismo, otra de las desventajas que presenta esta tecnología es la pérdida
en la capacidad de adsorción luego de un determinado número de ciclos
regenerativos. En este sentido, el ciclo de adsorción/regeneración tiende a acortar
la vida del tamiz especialmente por la degradación térmica del “binder”. Este
proceso de deterioro se conoce con el nombre de “caking”.
Dadas las condiciones de las corrientes de gas de las áreas objeto de
estudio, con altos niveles de contenido de agua e hidrocarburos condensados, se
requeriría la instalación de costosos sistemas para el retiro de agua e
hidrocarburos, a fin de proteger a los tamices contra “coking” y alargar su vida útil.
En tal sentido, la utilización de tamices moleculares en este caso resulta
prácticamente inviable.
Un esquema del ciclo de secado con tamices moleculares se puede ver en la
Figura 7
Figura 7. Esquema simplificado de deshidratación con tamices moleculares, con una
torre
de adsorción y una de regeneración (Fuente: www.uop.com)
Deshidratación con glicoles.
Existen diversos líquidos de la familia de los glicoles, que por sus
características son elegibles para su utilización en procesos comerciales: El
Monoetilénglicol (MEG), el dietilénglicol (DEG), el trietilénglicol (TEG) y el
tetraetilénglicol (TREG).
Estos glicoles, además de ser sustancias altamente higroscópicas, tienen
otras características, tales como son solidificarse en soluciones concentradas, no
presentan reacciones exotérmicas cuando degradan, no son corrosivos, no forman
precipitados en los constituyentes del gas, son fácilmente regenerables a altas
concentraciones, no son solubles en hidrocarburos líquidos y son relativamente
estables en presencia de compuestos de azufre y de CO2, bajo condiciones
normales de operación. En contrapartida, tienen afinidad para arrastrar
componentes orgánicos volátiles (VOC) e hidrocarburos aromáticos (BTEX).
Comparando el comportamiento de los tipos de glicol para los requerimientos
de las diferentes áreas de estudio, se seleccionó el TEG, ya que entre sus
ventajas, destaca el que se pueden alcanzar concentraciones de hasta 99% sin
equipos especiales, además de requerir una tasa de circulación más baja para
reducir el punto de rocío; esto se traduce en menor consumo de glicol. También, el
TEG presenta menor arrastre en la corriente de gas, y es universalmente más
usado en la industria, por lo que la disponibilidad del producto en el mercado es
mayor.
Esta es la opción seleccionada, pues la planta de deshidratación por TEG
puede cumplir con la especificación de producto, partiendo de nuestras corrientes
de alimentación. Además PDVSA cuenta con experiencia en el área, ya que se
vienen utilizando con éxito en la industria desde hace más de 20 años.
Cálculos de deshidratación con teg
Niveles máximos de contenido de agua
La necesidad de deshidratación depende de:
- Composición del gas a la descarga de las plantas compresoras.
- Presión y temperatura del punto más lejano en el transporte del gas.
- Concentración molar de gases ácidos.
El contenido de agua requerido es aquel que:
- No permita condensación en el punto más alejado o de menor energía de
la red de distribución.
- No permita formación de hidratos aguas arriba de ninguna válvula de
expansión en los pozos producidos por gas lift.
Por monitoreo continuo de las presiones en la red de alta presión19 cuando
las plantas están en operación normal, se determinó que la menor presión en la
red se presenta en los múltiples de gas más alejados de las descargas de planta,
es de 1500 psig en cada área.
Por otra parte, y también mediante observación continua, se determinó que
en pozo, normalmente la presión de calibración de la válvula de gas lift operadora
es de 1200 psig en todas las áreas. Si se desprecian las pérdidas de presión en la
tubería al pozo – generalmente de 2”, y de bajo flujo, entonces,
ΔP = 500 psig para Lagocinco, con enfriamiento hasta 62 ºF.
Si no hay agua condensada a 1200 psig y las nuevas temperaturas después
de la expansión en cada área, se esperará que no haya formación de hidratos en
la válvula reguladora de flujo y, dado que el fluido tiene oportunidad de calentarse
otra vez a temperatura ambiente en la tubería al pozo, a 1200 psig y 85 ºF,
tampoco habrá formación de agua libre en toda la red de distribución, aunque haya
condensación de hidrocarburo.
Para el cálculo del contenido máximo de agua disuelta en el gas, se tomará
como factor de seguridad 5 ºF por debajo, es decir, 80 ºF y 57 ºF; esto quiere decir
que, si hallamos la cantidad de agua que saturará el gas a esas temperaturas, y
posteriormente se deshidrata a ese nivel, se asegurará que no hay agua libre a las
condiciones ambientales ni a las condiciones de máxima expansión.
19
PDVSA Occidente cuenta con una aplicación denominada PiProcess Book, que permite observar la data de
proceso en tiempo real, y graficar su comportamiento en un período de tiempo determinado.

La simulación de los estados actual y deseado, permitió determinar los
contenidos de agua. Las Figuras 4.8 y 4.9 muestran los respectivos montajes en el
simulador.
Figura 8. Esquema de saturación de una corriente de gas, a los fines del
simulador HySys
Figura 9. Esquema de saturación de una corriente de gas, para los estados
actual y deseados, a los fines del simulador HySys
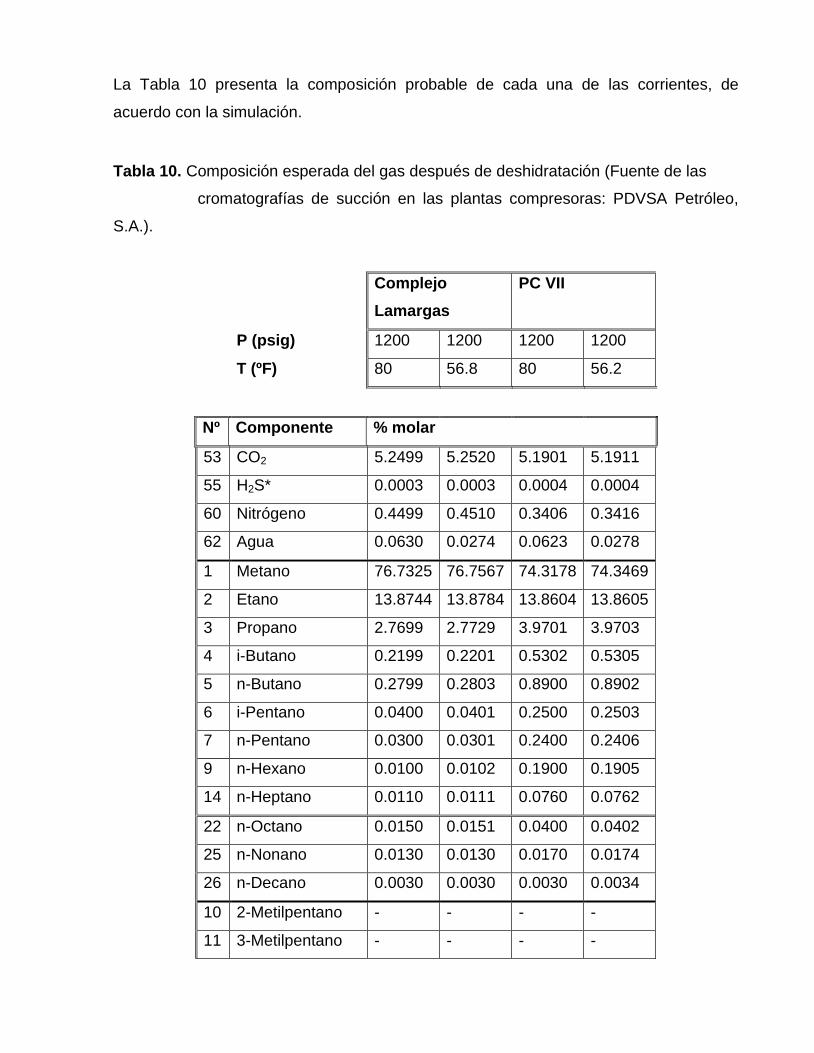
La Tabla 10 presenta la composición probable de cada una de las corrientes, de
acuerdo con la simulación.
Tabla 10. Composición esperada del gas después de deshidratación (Fuente de las
cromatografías de succión en las plantas compresoras: PDVSA Petróleo,
S.A.).
Complejo
Lamargas
PC VII
P (psig) 1200 1200 1200 1200
T (ºF) 80 56.8 80 56.2
Nº Componente % molar
53 CO2 5.2499 5.2520 5.1901 5.1911
55 H2S* 0.0003 0.0003 0.0004 0.0004
60 Nitrógeno 0.4499 0.4510 0.3406 0.3416
62 Agua 0.0630 0.0274 0.0623 0.0278
1 Metano 76.7325 76.7567 74.3178 74.3469
2 Etano 13.8744 13.8784 13.8604 13.8605
3 Propano 2.7699 2.7729 3.9701 3.9703
4 i-Butano 0.2199 0.2201 0.5302 0.5305
5 n-Butano 0.2799 0.2803 0.8900 0.8902
6 i-Pentano 0.0400 0.0401 0.2500 0.2503
7 n-Pentano 0.0300 0.0301 0.2400 0.2406
9 n-Hexano 0.0100 0.0102 0.1900 0.1905
14 n-Heptano 0.0110 0.0111 0.0760 0.0762
22 n-Octano 0.0150 0.0151 0.0400 0.0402
25 n-Nonano 0.0130 0.0130 0.0170 0.0174
26 n-Decano 0.0030 0.0030 0.0030 0.0034
10 2-Metilpentano - - - -
11 3-Metilpentano - - - -
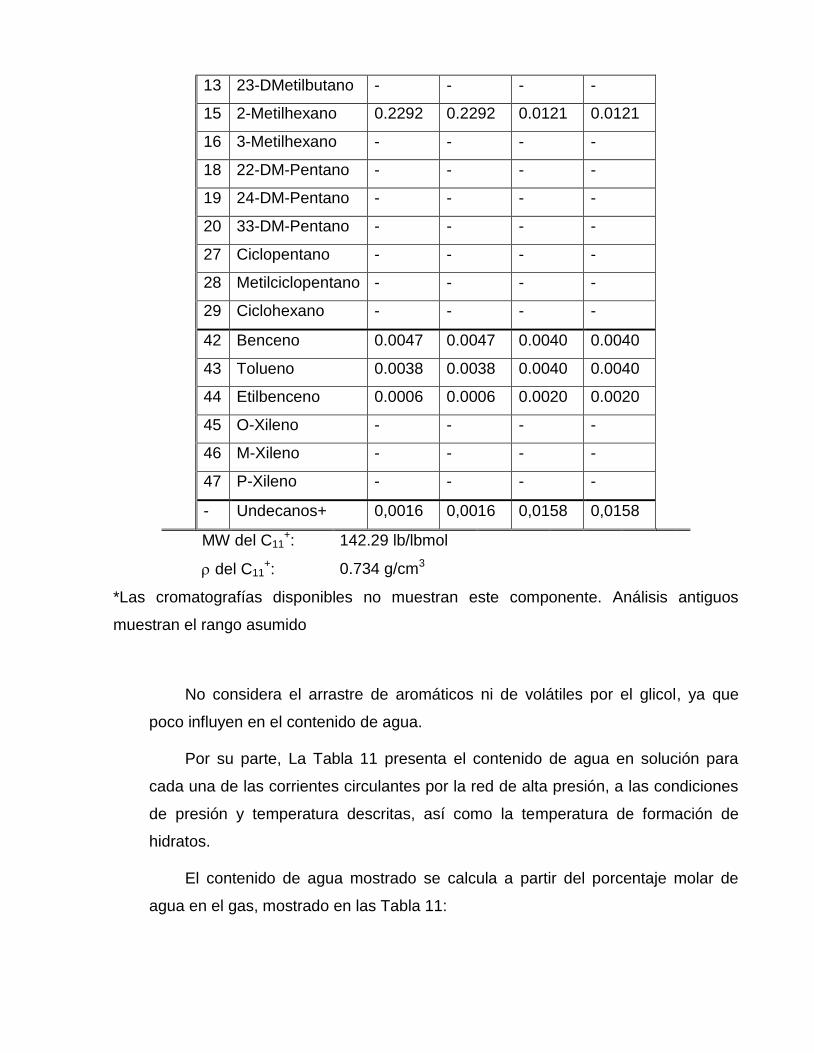
13 23-DMetilbutano - - - -
15 2-Metilhexano 0.2292 0.2292 0.0121 0.0121
16 3-Metilhexano - - - -
18 22-DM-Pentano - - - -
19 24-DM-Pentano - - - -
20 33-DM-Pentano - - - -
27 Ciclopentano - - - -
28 Metilciclopentano - - - -
29 Ciclohexano - - - -
42 Benceno 0.0047 0.0047 0.0040 0.0040
43 Tolueno 0.0038 0.0038 0.0040 0.0040
44 Etilbenceno 0.0006 0.0006 0.0020 0.0020
45 O-Xileno - - - -
46 M-Xileno - - - -
47 P-Xileno - - - -
- Undecanos+ 0,0016 0,0016 0,0158 0,0158
MW del C11+: 142.29 lb/lbmol
del C11+: 0.734 g/cm3
*Las cromatografías disponibles no muestran este componente. Análisis antiguos
muestran el rango asumido
No considera el arrastre de aromáticos ni de volátiles por el glicol, ya que
poco influyen en el contenido de agua.
Por su parte, La Tabla 11 presenta el contenido de agua en solución para
cada una de las corrientes circulantes por la red de alta presión, a las condiciones
de presión y temperatura descritas, así como la temperatura de formación de
hidratos.
El contenido de agua mostrado se calcula a partir del porcentaje molar de
agua en el gas, mostrado en las Tabla 11:
Flujo base: Q = 1 MMPCED
lbmolpce
pce
45,379
101n
V
Qn
6
gasgas
Ec. 1
Moles de agua:
gasaguaagua nyn Ec. 2
Libras de agua:
aguaaguaagua MWnm Ec. 3
Combinando las tres ecuaciones:
aguaagua
6
aguaagua
y%792,474m
016,1845,379
101ym
Ec. 4
En libras de agua por millón de pie cúbico estándar de gas.
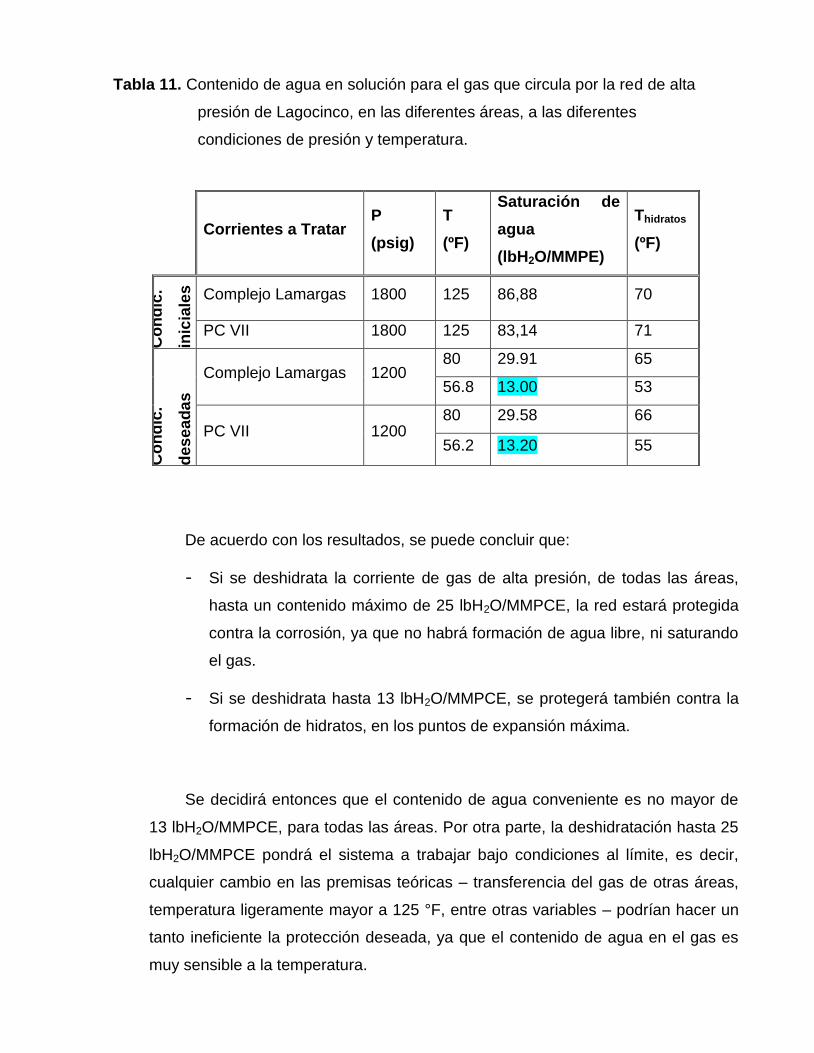
Tabla 11. Contenido de agua en solución para el gas que circula por la red de alta
presión de Lagocinco, en las diferentes áreas, a las diferentes
condiciones de presión y temperatura.
De acuerdo con los resultados, se puede concluir que:
- Si se deshidrata la corriente de gas de alta presión, de todas las áreas,
hasta un contenido máximo de 25 lbH2O/MMPCE, la red estará protegida
contra la corrosión, ya que no habrá formación de agua libre, ni saturando
el gas.
- Si se deshidrata hasta 13 lbH2O/MMPCE, se protegerá también contra la
formación de hidratos, en los puntos de expansión máxima.
Se decidirá entonces que el contenido de agua conveniente es no mayor de
13 lbH2O/MMPCE, para todas las áreas. Por otra parte, la deshidratación hasta 25
lbH2O/MMPCE pondrá el sistema a trabajar bajo condiciones al límite, es decir,
cualquier cambio en las premisas teóricas – transferencia del gas de otras áreas,
temperatura ligeramente mayor a 125 °F, entre otras variables – podrían hacer un
tanto ineficiente la protección deseada, ya que el contenido de agua en el gas es
muy sensible a la temperatura.
Corrientes a Tratar P
(psig)
T
(ºF)
Saturación de
agua
(lbH2O/MMPE)
Thidratos
(ºF)
Co
nd
ic.
inic
iale
s
Complejo Lamargas 1800 125 86,88 70
PC VII 1800 125 83,14 71
Co
nd
ic.
des
ea
da
s
Complejo Lamargas 1200 80 29.91 65
56.8 13.00 53
PC VII 1200 80 29.58 66
56.2 13.20 55
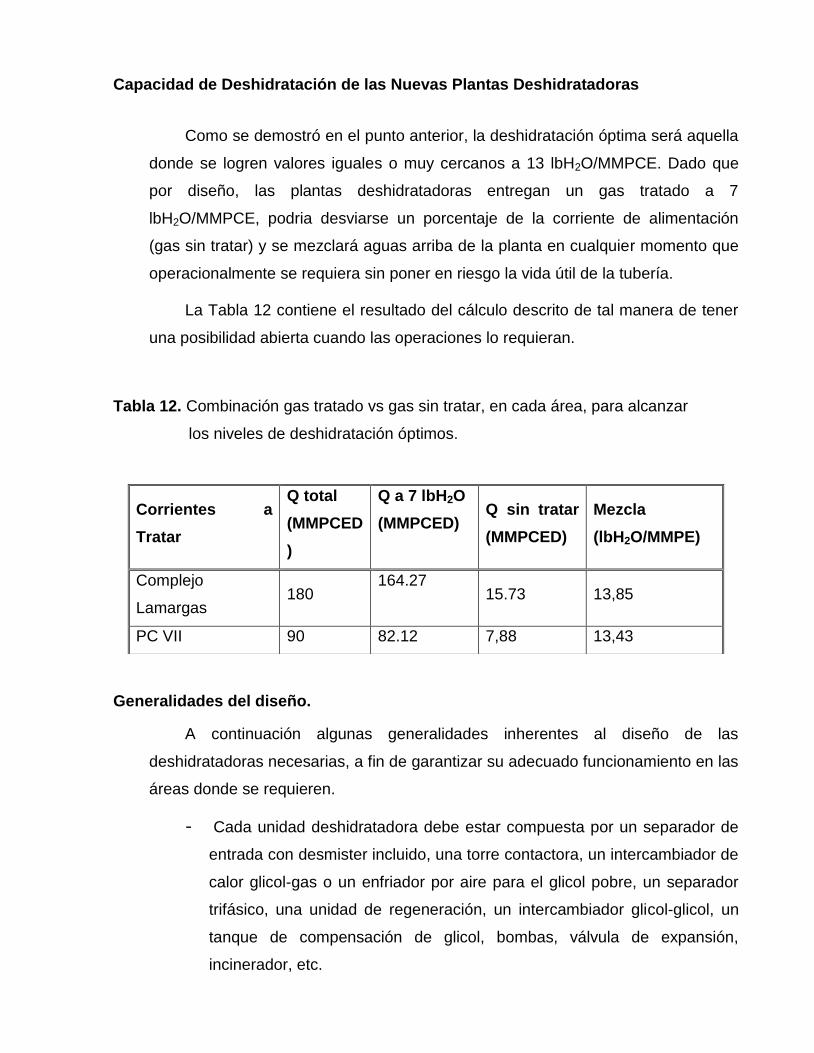
Capacidad de Deshidratación de las Nuevas Plantas Deshidratadoras
Como se demostró en el punto anterior, la deshidratación óptima será aquella
donde se logren valores iguales o muy cercanos a 13 lbH2O/MMPCE. Dado que
por diseño, las plantas deshidratadoras entregan un gas tratado a 7
lbH2O/MMPCE, podria desviarse un porcentaje de la corriente de alimentación
(gas sin tratar) y se mezclará aguas arriba de la planta en cualquier momento que
operacionalmente se requiera sin poner en riesgo la vida útil de la tubería.
La Tabla 12 contiene el resultado del cálculo descrito de tal manera de tener
una posibilidad abierta cuando las operaciones lo requieran.
Tabla 12. Combinación gas tratado vs gas sin tratar, en cada área, para alcanzar
los niveles de deshidratación óptimos.
Generalidades del diseño.
A continuación algunas generalidades inherentes al diseño de las
deshidratadoras necesarias, a fin de garantizar su adecuado funcionamiento en las
áreas donde se requieren.
- Cada unidad deshidratadora debe estar compuesta por un separador de
entrada con desmister incluido, una torre contactora, un intercambiador de
calor glicol-gas o un enfriador por aire para el glicol pobre, un separador
trifásico, una unidad de regeneración, un intercambiador glicol-glicol, un
tanque de compensación de glicol, bombas, válvula de expansión,
incinerador, etc.
Corrientes a
Tratar
Q total
(MMPCED
)
Q a 7 lbH2O
(MMPCED) Q sin tratar
(MMPCED)
Mezcla
(lbH2O/MMPE)
Complejo
Lamargas 180
164.27 15.73 13,85
PC VII 90 82.12 7,88 13,43
- El fabricante debe diseñar la torre contactora con el número de platos
máximo que minimice el consumo de glicol, y el rehervidor para la
cantidad de calor adecuada, que en combinación permitan una pérdida
máxima de glicol de 0,1 gal/MMPCED, y un contenido máximo de gas de
salida de 7 lbH2O/MMPCE, cuando trabaja a las condiciones de diseño, en
ambos casos. Las deshidratadoras deben estar fabricadas tipo skid, con
las secciones de absorción y regeneración claramente separadas.
- Dado que la composición del gas en cada área es diferente, el
contenido de agua saturándolo también lo es, asimismo el calor requerido
para el proceso en el rehervidor, y el número de platos en cada torre
también pudiera ser diferente.
- La sección de regeneración debe incluir un tanque y una bomba de
suministro de química para el control del pH del glicol en el regenerador.
Igualmente, un sistema para la inyección de antiespumante en la torre
contactora y en el separador trifásico. El fabricante debe especificar las
sustancias y las dosificaciones requeridas en cada caso.
- Deben realizarse las disposiciones mecánicas y civiles para incorporar el
cabezal de venteo de las nuevas deshidratadoras al KOD común de la
Planta o del Complejo.
- Deben realizarse las disposiciones mecánicas y de instrumentación
necesarias para la fabricación de los arreglos de tubería para
alimentación, salida y bypass.
Además, para su normal y seguro funcionamiento, las plantas deben
disponer, como mínimo, de:
- Suministro confiable de agua contra incendios. Se debe diseñar un
sistema adicional, exclusivo para el módulo de deshidratación y operado
automática y manualmente.
- El sistema con agua debe contar con bomba(s) jockey principal – eléctrica
-, y bomba auxiliar con motor diesel, y las tuberías recomendadas son de
fibra de vidrio reforzada con resina polysiloxano-fenólica (Bondstrand
PSX-JF o similar). Los sistemas de agua pulverizada de la planta deben
ser también de fibra de vidrio, con sus respectivos filtros y válvulas de
diluvio.
De acuerdo con los criterios de tasa mínima de aplicación, se debe
disponer de 0.1gpm/pie2 de agua en las áreas que no aglomeren equipos
de procesos, y de 0.2 gpm/pie2 en las áreas que sí los contengan. Se
deben considerar los coeficientes de rozamiento adecuados para la fibra
de vidrio, para el cálculo de la red de agua. Como referencia, algunos
fabricantes consideran una rugosidad () hasta diez veces menor que la
de las tuberías nuevas de acero al carbono y, salvo ralladuras internas –
poco probables en estos sistemas – no debe haber variación en el tiempo,
pues no se dan incrustaciones ni formaciones o precipitados sólidos.
- Ampliación del tren de bombonas de CO2 en la chimenea de venteo.
- Ampliación del banco de baterías del complejo de compresión, para cubrir
la nueva necesidad, principalmente para la iluminación y los sistemas de
voceo.
- Suministro confiable de aire de instrumentos y de servicio. Las ofertas de
los fabricantes de las deshidratadoras debe indicar los requerimientos de
aire, para así proceder a la revisión de las capacidades instaladas en las
plantas compresoras. La disponibilidad de aire actual es de 90 a 115 psig,
con presión mínima de 70 psig, en todas las plantas.
La tendencia de la instrumentación en las plantas deshidratadoras es
de accionamiento electrónico. En caso de requerirse, se tomará aire de la
turbina axial del módulo de compresión. Las válvulas de diluvio del
sistema contra incendios son el máximo consumidor de aire pero, para
evitar su impacto, éstas deberán ser de accionamiento eléctrico o en
última instancia hidráulico.
- Suministro eléctrico. De igual manera, las ofertas deben incluir la
necesidad eléctrica, considerando la posibilidad de rehervidor eléctrico.
Normalmente se requieren 480V, 3 fases 60 Hz para los motores y
calentadores eléctricos, y 120V/240V 1 fase 60 Hz para la iluminación.
Experiencias recientes de instalación reciente de deshidratadoras, supone
disponer de un transformador de 500 KVA, 12.47 KV/480V independiente,
por cada unidad deshidratadora (Fuente: PDVSA Petróleo, S.A.).
- Recolección de drenajes de aguas aceitosas. Tanque sumidero, con
bomba neumática de desalojo hacia las Estaciones de Flujo que reciben
los condensados de la Planta.
- Sistema de drenaje cerrado, con descarga ya sea al cabezal común de
condensado, o directamente hacia las Estaciones de Flujo que reciben los
condensados de la Planta
Mención aparte merece el tratamiento de las emisiones contaminantes de
VOC y BTEX, que son altamente solubles en TEG. La Ley Penal del Ambiente en
su Decreto Nº 638 de fecha 26 de Abril de 1995, define en su Artículo 10, los
límites máximos de emisiones permitidas a la atmósfera:
BTEX: 0.05 mg por cada m3 de gas (vapor de agua) arrojados por la
chimenea.
VOC: 6.8 Kg/día. Esta gran cantidad es permitida para actividades donde
sean necesarios el uso de solventes, tal como pintura y dilución, por ejemplo. Este
componente se excluye del análisis al hablar del impacto ambiental, pues se
supone que al eliminar los aromáticos a tal nivel, los hidrocarburos livianos
también se eliminan.
Para solventar esto, Martínez (2005, p. 261) ofrece algunas soluciones,
tales como:
- Incinerador a la salida de gases de la torre regeneradora. El control de
calor para garantizar combustión completa es el principal problema a tener
en cuenta.
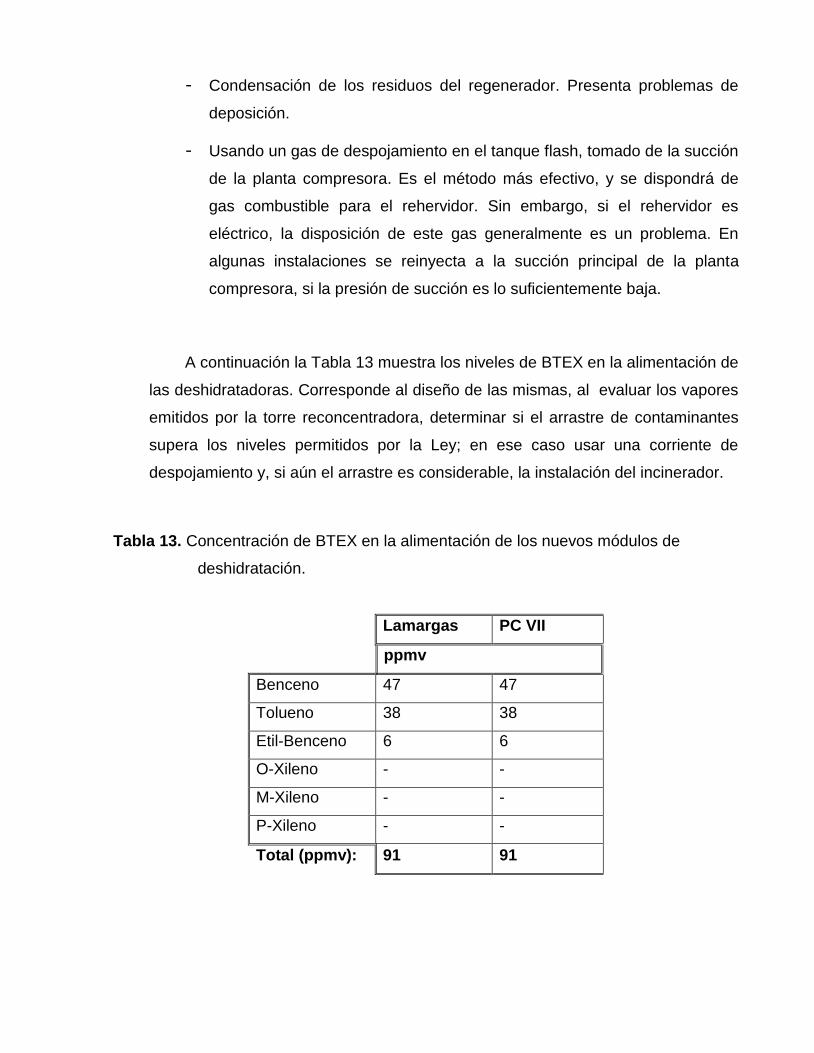
- Condensación de los residuos del regenerador. Presenta problemas de
deposición.
- Usando un gas de despojamiento en el tanque flash, tomado de la succión
de la planta compresora. Es el método más efectivo, y se dispondrá de
gas combustible para el rehervidor. Sin embargo, si el rehervidor es
eléctrico, la disposición de este gas generalmente es un problema. En
algunas instalaciones se reinyecta a la succión principal de la planta
compresora, si la presión de succión es lo suficientemente baja.
A continuación la Tabla 13 muestra los niveles de BTEX en la alimentación de
las deshidratadoras. Corresponde al diseño de las mismas, al evaluar los vapores
emitidos por la torre reconcentradora, determinar si el arrastre de contaminantes
supera los niveles permitidos por la Ley; en ese caso usar una corriente de
despojamiento y, si aún el arrastre es considerable, la instalación del incinerador.
Tabla 13. Concentración de BTEX en la alimentación de los nuevos módulos de
deshidratación.
Lamargas PC VII
ppmv
Benceno 47 47
Tolueno 38 38
Etil-Benceno 6 6
O-Xileno - -
M-Xileno - -
P-Xileno - -
Total (ppmv): 91 91
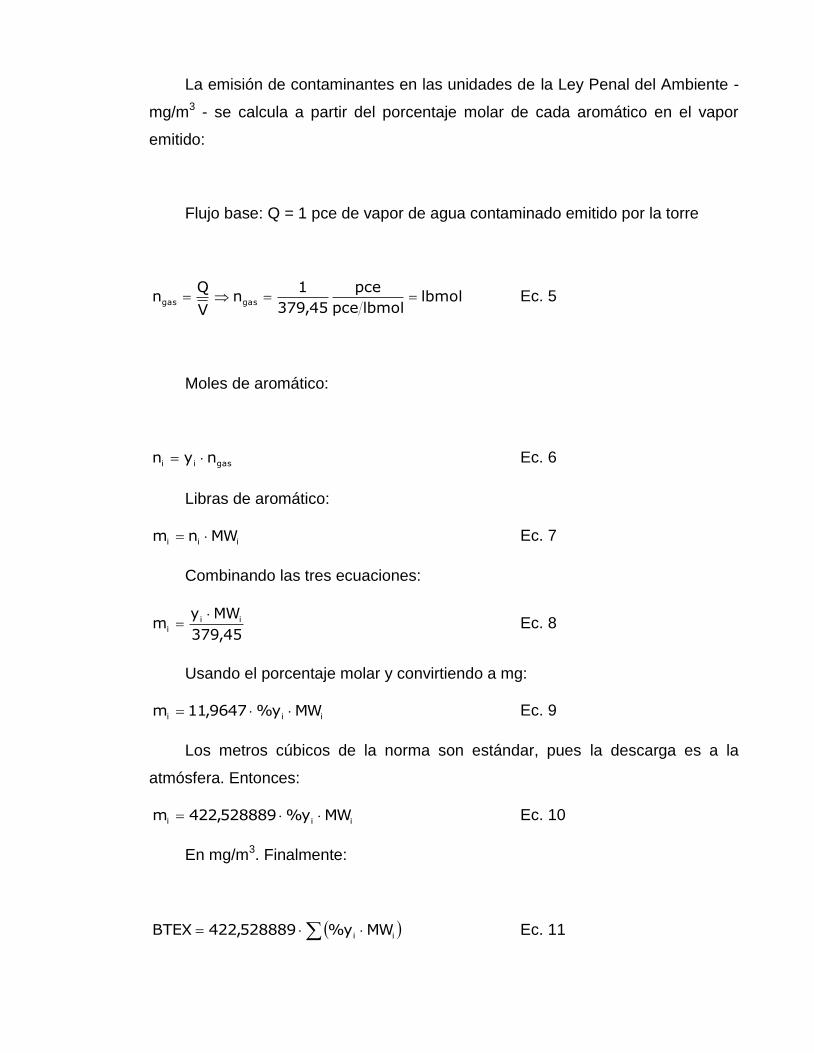
La emisión de contaminantes en las unidades de la Ley Penal del Ambiente -
mg/m3 - se calcula a partir del porcentaje molar de cada aromático en el vapor
emitido:
Flujo base: Q = 1 pce de vapor de agua contaminado emitido por la torre
lbmollbmolpce
pce
45,379
1n
V
Qn gasgas Ec. 5
Moles de aromático:
gasii nyn Ec. 6
Libras de aromático:
iii MWnm Ec. 7
Combinando las tres ecuaciones:
45,379
MWym ii
i
Ec. 8
Usando el porcentaje molar y convirtiendo a mg:
iii MWy%9647,11m Ec. 9
Los metros cúbicos de la norma son estándar, pues la descarga es a la
atmósfera. Entonces:
iii MWy%528889,422m Ec. 10
En mg/m3. Finalmente:
ii MWy%528889,422BTEX Ec. 11
Donde los %yi es el porcentaje molar en el vapor de agua que sale por la
torre. En la simulación, se puede calcular usando la Ec. 10 para la corriente de
alimentación de la planta y para la corriente deshidratada, y será la diferencia entre
ellas.
Dado que la solubilidad del Benceno en glicol es completa, y es muy alta en
los demás aromáticos, se puede considerar los valores de la Tabla 13 para tomar
una decisión respecto a su eliminación en el vapor de agua emitido.
Protección anticorrosión de una planta deshidratadora de teg
La planta debe protegerse de la corrosión externa con recubrimientos
anticorrosivos y pintura. En cuanto a la corrosión interna debe mantenerse una
constante inspección del Ph del glicol, ya que el sobrecalentamiento del mismo
produce su degradación y acidificación provocando daños graves al equipo, en
especial al rehervidor, la mejor forma de garantizar la vida útil del equipo es
manteniendo un Ph entre 7 y 7,5.
A fin de Proteger la planta debemos:
Mantener un registro permanente del Ph en el glicol.
Mantener el Glicol ligeramente Alcalino (7.3)
De existir en el Glicol productos de Corrosión identificar rápidamente,
si es de la planta o de la tubería.
Ponga a trabajar eficientemente el sistema de filtros, esto puede estar
encapsulando productos de corrosión a través glicoles degenerados.
Usar inhibidores, con cierto cuidado pues los inhibidores son
espumantes.
Estas serian las formas más típicas de cuidados de la planta pues si existe
una buena inspección del glicol no debe haber problema alguno de corrosión.
Conclusiones
- La data histórica de rotura de tuberías principales, secundarias y de gas lift,
indican una alta frecuencia de eventos de falla, reparación y reemplazo, por lo
que se concluye alta velocidad de corrosión en la red.
- El aceptable estado de la protección catódica instalada como protección de las
tuberías principales, secundarias y de gas lift, permiten inferir que la corrosión
externa no está presente, o está controlada.
- La observación de tendidos recientes de tubería recubierta, permitieron
observar el cumplimiento por los procedimientos de instalación establecidos, lo
que permite suponer que los recubrimientos de concreto aplicados se
encuentran en buen estado.
- Los puntos de inyección de química inhibidora ubicados en las instalaciones de
las plantas compresoras existentes, con el fin de proteger la infraestructura, se
encuentra operativa como se observo en sitio.
- La evaluación del estado de los sistemas de inyección de inhibidor de corrosión
en los diferentes nodos de la red de gas de alta presión, muestra una
desprotección casi absoluta, en las tuberías principales y de gas lift. Esto se
debe a la no existencia de SIC.
- La composición del gas en la descarga de las plantas compresoras existentes
muestra un gas saturado con 86.88 lbs/MMPCE de agua, con 5,25% molar de
CO2 en todos los casos, moderadamente menor en el PCVII. Esto, corrobora la
suposición que un gas de estas características tiene notorias propiedades
corrosivas.
- La formación de hidratos en la expansión de la válvula reguladora de gas lift, es
motivo suficiente para decidir la deshidratación del gas a inyectar, por cuanto
un taponamiento en estas válvulas introduce sólidos a alta velocidad en las
tuberías, propiciando su rotura; así como también obstruyendo la misma,
reflejándose esto en producción diferida.
- Se observan protegidas las lineas de la red de alta al deshidratar el gas
circulante hasta 25 lbH2O/MMPCE; mientras que la protección de las tuberías a
pozo y la eliminación de los hidratos se logran deshidratando hasta 13
lbH2O/MMPCE.
- La temperatura adecuada de alimentación a una planta deshidratadora de gas
por TEG es de 100°F. Si el enfriamiento de última etapa de las plantas
compresoras es mediante fin-fan, la temperatura apropiada no debe ser mayor
a 125°F. Estos 25°F de diferencia elevan el contenido de agua en el gas hasta
34 lbH2O/MMPCE, lo que aumenta el tamaño de las unidades deshidratadoras,
y el consumo de energía y glicol.
Recomendaciones
- Es necesaria la implementación de un plan de inspección del estado de los
recubrimientos de neopreno de verticales y de concreto de las tuberías
sumergidas, para descartar la incidencia de estos recubrimientos en la
corrosión localizada. Las conclusiones al respecto son intuitivas, pero se
requiere certeza.
- La instalación de Sistemas de Protección Catódica en todos los puntos de
concentración de tuberías – Múltiples de Alta Presión (MAP), Múltiple de Gas
Lift (MLAG), y Plataformas de Empalme (PE) – es recomendable para
descartar totalmente la incidencia de la corrosión externa en el deterioro de las
tuberías. El monitoreo y mantenimiento continuo de estos sistemas también es
necesario.
- Se recomienda la instalación de Sistemas de Protección Catódica en los nodos
de la red – MAP, MLAG, PE –, ya que, como se observa en los reportes de
inspección y en las observaciones producto de la investigación de campo,
estos no están protegidos, y la filosofía de preservación no existe.
- Es importante establecer un plan de instalación de cupones de corrosión en los
nodos de la red, para diseñar un plan de recuperación de los Sistemas de
Inhibición de Corrosión, tanto los existentes como instalaciones nuevas.
- Se recomienda la reactivación de los Sistemas de Inhibición de Corrosión
existentes en las Plantas Compresoras, ya que la preservación de estas es tan
importante como el mantenimiento de la red, y en planta sólo se puede
preservar mediante inyección de química.
- La dependencia de uno o dos puntos de inyección para proteger toda la red no
es confiable. Sólo hay SIC en Lamargas y en Porta VII. Se recomienda la
ejecución de un proyecto de inyección de química inhibidora de manera
acelerada.
- Particular atención merece los 50 kms de tubería de 10” que une
Unigas con Lamargas, como respaldo mutuo. Se recomienda instalar un SIC en
ambos extremos, para la inyección en el sentido del flujo. Esta tubería es tan
neurálgica que se justifica plenamente la inversión.
- Se recomienda la instalación de un tres (3) módulos de deshidratación por
TEG, uno (1) de 100 MMPCED, y dos (2) módulos de 50 MMPCED de
capacidad, a la descarga del Complejo Lamargas, y con características
operacionales de:
Presión de diseño: Rango de 1600 a 1800.
Temperatura de diseño: 125 °F.
Esta instalación inicial para el manejo del gas del complejo Lamargas y a futuro de
la continuación de las plantas del complejo 5G a partir del 2016.
Debe contener las características operacionales que se describen el Capítulo IV,
en el punto Generalidades de Diseño.
- La implementación de un sistema eliminador de aromáticos en las plantas
deshidratadoras por TEG es indispensable en las áreas de estudio, por las altas
concentraciones de BTEX existentes.
- Se recomienda la continuidad de este trabajo de investigación con el estudio de
la ingeniería conceptual y de diseño de una planta deshidratadora en el área de
Lagocinco.
BIBLIOGRAFÍA
Arias, F., (2004). El Proyecto de Investigación. Introducción a la Metodología
Científica. 4° Edición. Editorial Episteme. Caracas, Venezuela.
Avner, S., (1974). Introducción a la Metalúrgica Física. 2° Edición. McGraw Hill.
Ciudad de México. México.
Barreiro, J., (1985). Tratamiento Térmico de los Aceros. 8º Edición. Editorial
Dossat. Madrid, España.
Beavers, J. (2001). Introduction to Corrosion. Artículo Técnico para la NACE
International. Houston. Estados Unidos de América.
Bilurbina, L., Alter, F., y otros, (2003). Corrosión y Protección. 1° Edición.
Ediciones UPC. Barcelona. España.
Bosich, J., (1970). Corrosion Prevention for Practicing Engineers. 1° Edicion.
Barnes & Noble, Inc. New York. Estados Unidos de América.
Campbell, J. (1992). Gas Conditioning and Processing. 7° Edición. Campbell
Petroleum Series. Norman, Estados Unidos de América.
Cárdenas, A. (1994). Metodología para definir el número óptimo de unidades de
deshidratación del gas. Revista XI Jornadas de Gas. Ponencias y Series Técnicas.
Lavogén. Caracas, Venezuela.
Deaton, W. y Frost, E. (1946). Gas Hydrates and their Relation to the Operation of
Natural Gas Pipelines. Publicación del Pipeline Research Council International, Inc.
Houston, Estados Unidos de América.
Etxeberría, I. y Alberdi, (2006). Deposición por cladding. Artículo Técnico.
Fundación Tekniker. Éibar. España.
Fontana, M. y Greene, N., (1978). Corrosion Engineering. 2º Edición. McGraw Hill.
New York. Estados Unidos de América.
Gas Processor Suppliers Association (GPSA), (1998). Engineering Data Book.
11º Edición. Versión electrónica. Tulsa, Estados Unidos de América.
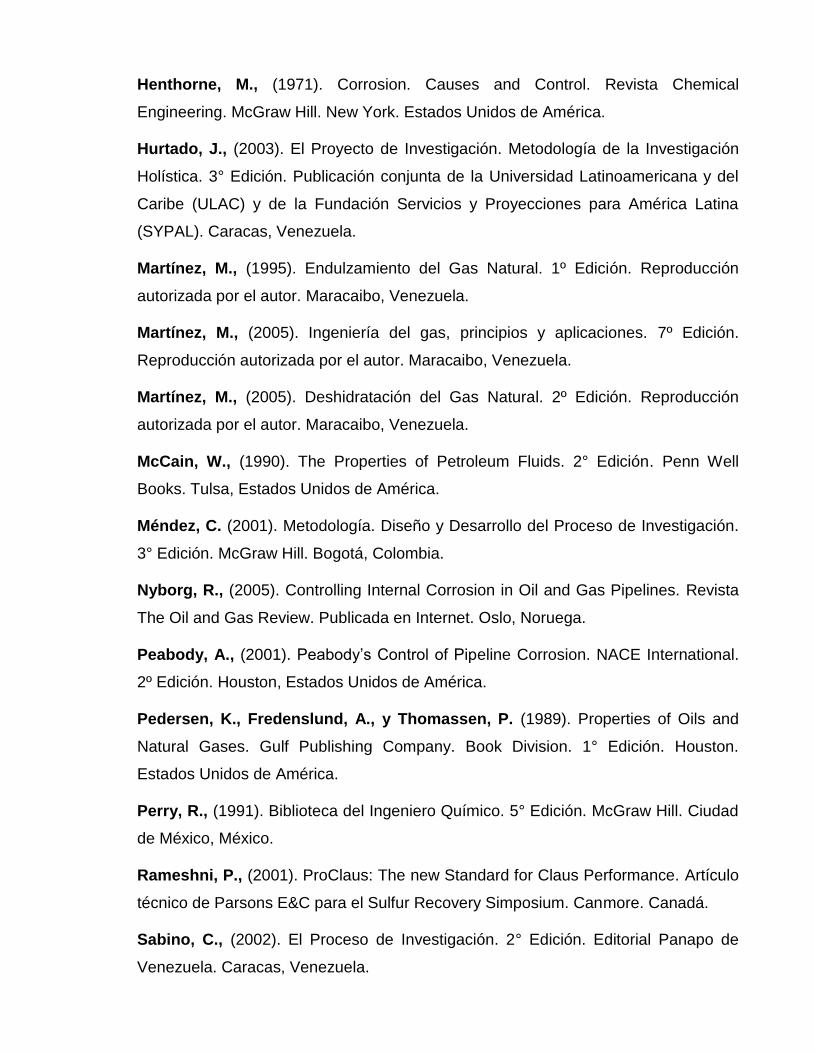
Henthorne, M., (1971). Corrosion. Causes and Control. Revista Chemical
Engineering. McGraw Hill. New York. Estados Unidos de América.
Hurtado, J., (2003). El Proyecto de Investigación. Metodología de la Investigación
Holística. 3° Edición. Publicación conjunta de la Universidad Latinoamericana y del
Caribe (ULAC) y de la Fundación Servicios y Proyecciones para América Latina
(SYPAL). Caracas, Venezuela.
Martínez, M., (1995). Endulzamiento del Gas Natural. 1º Edición. Reproducción
autorizada por el autor. Maracaibo, Venezuela.
Martínez, M., (2005). Ingeniería del gas, principios y aplicaciones. 7º Edición.
Reproducción autorizada por el autor. Maracaibo, Venezuela.
Martínez, M., (2005). Deshidratación del Gas Natural. 2º Edición. Reproducción
autorizada por el autor. Maracaibo, Venezuela.
McCain, W., (1990). The Properties of Petroleum Fluids. 2° Edición. Penn Well
Books. Tulsa, Estados Unidos de América.
Méndez, C. (2001). Metodología. Diseño y Desarrollo del Proceso de Investigación.
3° Edición. McGraw Hill. Bogotá, Colombia.
Nyborg, R., (2005). Controlling Internal Corrosion in Oil and Gas Pipelines. Revista
The Oil and Gas Review. Publicada en Internet. Oslo, Noruega.
Peabody, A., (2001). Peabody’s Control of Pipeline Corrosion. NACE International.
2º Edición. Houston, Estados Unidos de América.
Pedersen, K., Fredenslund, A., y Thomassen, P. (1989). Properties of Oils and
Natural Gases. Gulf Publishing Company. Book Division. 1° Edición. Houston.
Estados Unidos de América.
Perry, R., (1991). Biblioteca del Ingeniero Químico. 5° Edición. McGraw Hill. Ciudad
de México, México.
Rameshni, P., (2001). ProClaus: The new Standard for Claus Performance. Artículo
técnico de Parsons E&C para el Sulfur Recovery Simposium. Canmore. Canadá.
Sabino, C., (2002). El Proceso de Investigación. 2° Edición. Editorial Panapo de
Venezuela. Caracas, Venezuela.
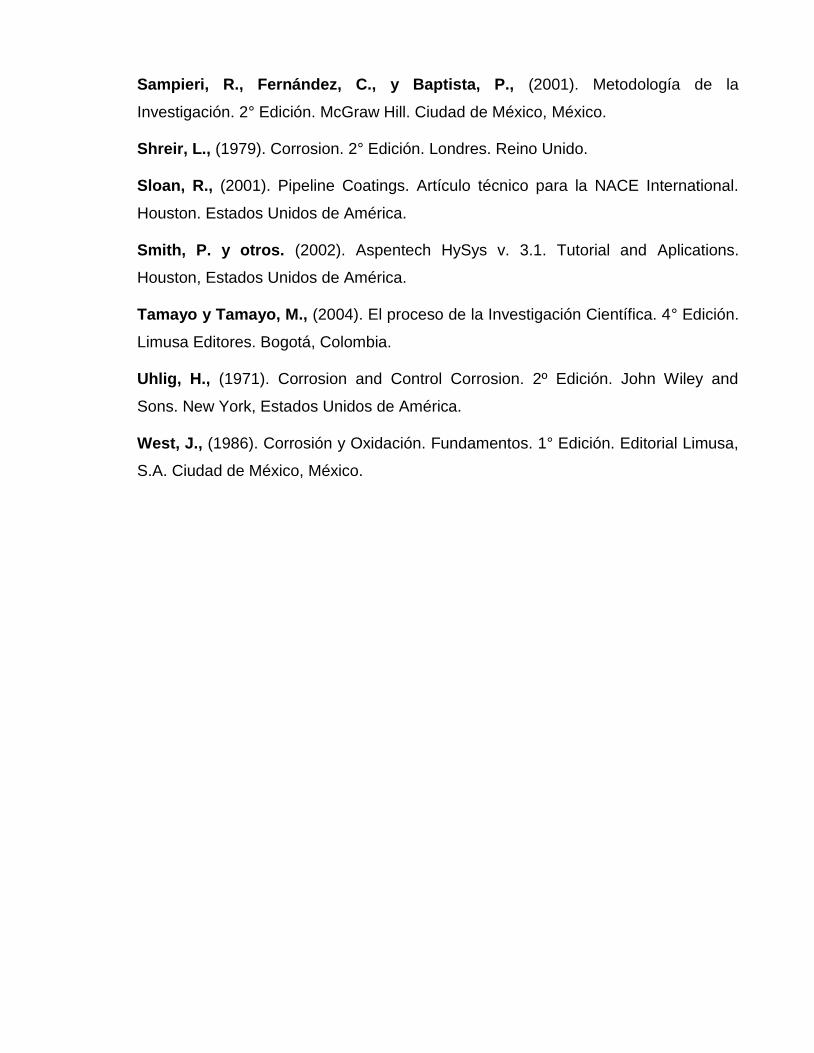
Sampieri, R., Fernández, C., y Baptista, P., (2001). Metodología de la
Investigación. 2° Edición. McGraw Hill. Ciudad de México, México.
Shreir, L., (1979). Corrosion. 2° Edición. Londres. Reino Unido.
Sloan, R., (2001). Pipeline Coatings. Artículo técnico para la NACE International.
Houston. Estados Unidos de América.
Smith, P. y otros. (2002). Aspentech HySys v. 3.1. Tutorial and Aplications.
Houston, Estados Unidos de América.
Tamayo y Tamayo, M., (2004). El proceso de la Investigación Científica. 4° Edición.
Limusa Editores. Bogotá, Colombia.
Uhlig, H., (1971). Corrosion and Control Corrosion. 2º Edición. John Wiley and
Sons. New York, Estados Unidos de América.
West, J., (1986). Corrosión y Oxidación. Fundamentos. 1° Edición. Editorial Limusa,
S.A. Ciudad de México, México.
FUENTE: PDVSA PETROLEO
HACIA EL
TABLAZO
COMPLEJO LAMARGAS
COMPLEJO UNIGAS
U.E. LAGOTRECO U.E.
LAGOMEDIO
PC-7
VLE-462
VLE-370
VLE-378
LGP-1229
MG 1-5
MG 22-5
MG 21-5
MG 23-5
MG 17-5
MG 16-5
MG CL4
MG 19-6
PE 1-5
LAMAR II
MG 7-9
6” 6
”
6”
10”
3 Km
2 Km 5,1
Km
43,1 Km
13,7 Km
8”
1 Km 6
”
3 Km
8” 0,5
Km 10”
14 Km
8”
4,3 Km
12”
6”
12 Km
12”
10” 4,8
Km
1 Km 8
” 2,3 Km
6”
1 Km
6”
1 Km
8”
2,2 Km
8”
8 Km
6”
MG 9-5
MG 7-6
MG 3-6
6” 6
”
3 Km
1,7 Km
MG 18-6
Múltiple inactivo
Línea Inactiva
SISTEMA DE DISTRIBUCIÓN DE GAS PARA LAG DE LAGOCINCO
FUENTE: PDVSA PETROLEO
UBICACIÓN DE PORTA CUPON PARA MEDIR CORROSION ESTACION DE FLUJO 9-5
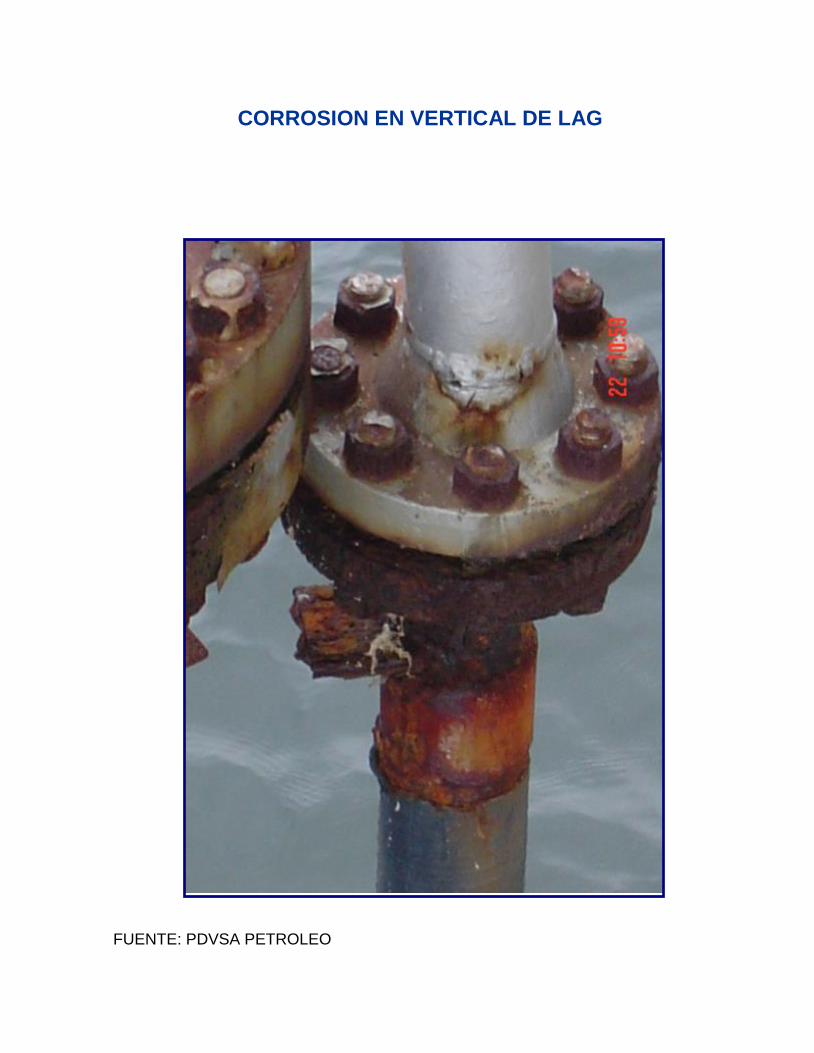
FUENTE: PDVSA PETROLEO
CORROSION EN VERTICAL DE LAG
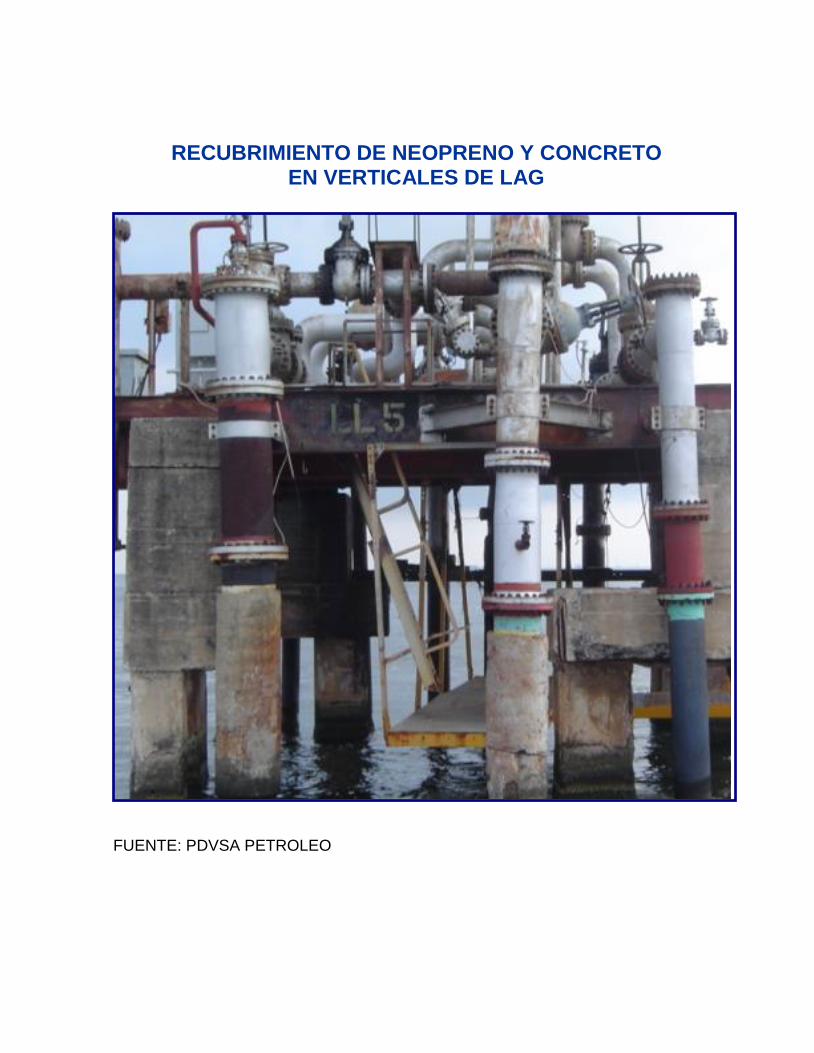
FUENTE: PDVSA PETROLEO
RECUBRIMIENTO DE NEOPRENO Y CONCRETO EN VERTICALES DE LAG
FUENTE: PDVSA PETROLEO
FUGAS DE GAS DE LEVANTAMIENTO EN EL LAGO DE MARACIBO