deposition of tco films by reactive magnetron sputtering from metallic zn:al alloy targets
TRANSCRIPT

Surface and Coatings Technology 169–170(2003) 512–516
0257-8972/03/$ - see front matter� 2003 Elsevier Science B.V. All rights reserved.PII: S0257-8972Ž03.00161-0
Deposition of TCO films by reactive magnetron sputtering from metallicZn:Al alloy targets
Christian May *, Richard Menner , Johannes Strumpfel , Mike Oertel , Bernd Sprechera, b a b c¨
VON ARDENNE ANLAGENTECHNIK GMBH, Plattleite 19y29, D-01324 Dresden, Germanya
Zentrum fur Sonnenenergie- und Wasserstoff-Forschung (ZSW) Baden-Wurttemberg, Industriestraße 621c, D-70565 Stuttgart, Germanyb ¨ ¨Wurth Solar GmbH & Co. KG, Reinhold-Wurth Straße 4, D-71672 Marbach am Neckar, Germanyc ¨ ¨
Abstract
The use of aluminum doped zinc oxide(ZAO) as transparent conductive oxide(TCO) has gained importance with the beginningof Cu(In,Ga)Se (CIGS)-based thin-film module production. Commonly these layers are deposited from ceramic ZAO targets.2
However, a high cost reduction is expected if it is possible to use much less expensive metallic alloy targets. A comparison ofthe results of applying different reactive sputtering techniques is presented. Plasma emission monitoring(PEM) is needed tocontrol the process. A multichannel PEM system is used to obtain homogeneity over long target lengths. A comparison betweensputtering from Zn:Al targets and pure Zn targets aids to understand specifics of the sputtering process. Samples deposited by thedifferent techniques are characterized by resistivity and transmittance measurements. It is shown that ZAO films deposited frommetallic targets show comparable properties compared with films deposited from ceramic targets. As a first result of applying thisreactive sputtering technique with metallic targets, module efficiencies exceeding 10% could be realized on 30=30 cm CIGS2
modules.� 2003 Elsevier Science B.V. All rights reserved.
Keywords: Reactive sputtering; Zinc aluminum oxide; Transparent conductive oxide; Thin-film solar cell
1. Introduction
The production of Cu(In,Ga)Se (CIGS)-based solar2
modules up to 120=60 cm size has already started on2
an industrial scalew1,2x. An aluminum doped zinc oxidefilm (ZAO) layer of approximately 1mm thickness isusually serving as a combined window and contact layeron top of the bufferyCIGSyMo contactyglass modulestack. ZAO is preferred to ITO due to its better elec-tronic matching and the lower price. During the lastyears DC sputtering of these ZAO films has beenprevailed over RF sputtering for large area applicationswith the use of high density ceramic targets and DCpower supplies with advanced arc managementw3,4x.However, costs for the ceramic ZAO targets used so farare high and maximum power density and thereforedeposition rate is limited due to the tolerable thermalload for the targets. Reactive sputtering of metallic alloytargets has been proposed to encounter these problems.
*Corresponding author. Tel.:q49-3512637437; fax: q49-3512637308.
E-mail address: [email protected](C. May).
This option comprises enormous savings in target costs,easier recycling of used targets and higher depositionrates due to better cooling behavior of the metallictargets. In addition, higher film quality seems to beachievable as wellw5x. On the other hand, the reactivesputtering process requires new and efficient tools forprocess control especially for large area applications. Inthis contribution we present results on using plasmaemission monitoring(PEM) as a suitable tool for repro-ducible process control.
2. Experimental
The experiments were performed using two differentin-line sputtering systems at ZSW(LISA Z600D) andVON ARDENNE ANLAGENTECHNIK GmbH (OSA1200). The main features of the systems are summarizedin Table 1.The LISA Z600D plant comprises up to four linear
magnetron cathodes(Type PK500). Two adjacent mag-netrons can be operated as dual magnetron. The mag-netrons were surrounded by a reactive gas feeding line

513C. May et al. / Surface and Coatings Technology 169 –170 (2003) 512–516
Table 1Key parameters of the two in-line sputter deposition systems used
ZSW VON ARDENNELISA Z600D OSA 1200
Cathode type PK500 SDM 1400Cathode size 48.8=8.8 cm2 140=10 cm (=2)2
Metallic target Zn:Al 2 wt.% 3N5 and Zn 4N5 Zn:Al 2 wt.% 3N5 and Zn 4N5Target-substrate 45 mm 85 mmBase pressure -1=10 mbary6 -2=10 mbary6
Power density 3–12 Wycm2 4.3 Wycm2
Heating Top and bottom TopTransport -0.2 mymin -1 myminSubstrate size -0.5=0.3 m2 -1=1 m2
Fig. 1. Balance control by PEM 05 multi channel arrangement for a�
Standard Dual Magnetron(SDM).
Fig. 2. Comparison between oxygen flow control(left) and PEMAcontrol (right) for reactive sputtering of a pure Zn target(PK 500).The hysteresis region obtained for oxygen flow control is shaded inthe right diagrams for comparison.(3 Wycm ,p s250 mPa, no heat-2
Ar
ing). O partial pressure is derived from the difference of total pres-2
sure as measured by a remote capacitive sensor and the argon partialpressure(argon flow and pumping speed are constant).
positioned above a deposition aperture, which servesalso as anode. Argon gas is added by separate gas linesalong the whole deposition chamber. The discharge waspowered by a DC generator with advanced arc suppres-sion capability.In the OSA 1200 a standard dual magnetron(SDM)
1400 with reactive gas feeding between both cathodes(Fig. 1) was used for the experiments. DC and midfrequency(MF) power supplies with up to 2=6 and 30kW, respectively, are used.Metallic targets with at least 3N5 purity were used to
grow ZnO films at low working gas pressure(typically;0.2–0.3 Pa).Due to the hysteresis behavior of the reactive sputter
process stable working points will be attained in metallicmode(low reactive gas flow, high voltage) and reactivemode(high reactive gas flow, lower voltage) only (Fig.2). The region between, the so called transition modeusually can not be utilized for reactive processing.This disadvantageous behavior has been defeated
successfully with the aid of the PEMw6,7x. The corre-sponding control loops make use of the in situ intensitymeasurement of a zinc spectral line intensity as a value
for the actual metal sputter rate below the target.Referenced to the nominal value, the reactive gas inletis controlled as a function of this signal.Reactive ZAO deposition from metallic Zn:Al targets
is controlled in this work by means of PEM in conjunc-tion with appropriate controllers for oxygen admixture.The setup for the OSA with long dual magnetron targetsis depicted in Fig. 1. A multichannel balance controlwith separate reactive gas feeds is applied to accountfor asymmetry effects along the target length. The ZSWsetup of a comparable analysis system(PEMA) wasalready presented elsewherew8x. The 307 nm Zn emis-sion is used as control input in LISA Z600D rather thana filter at 326 nm in the OSA 1200.
514 C. May et al. / Surface and Coatings Technology 169 –170 (2003) 512–516
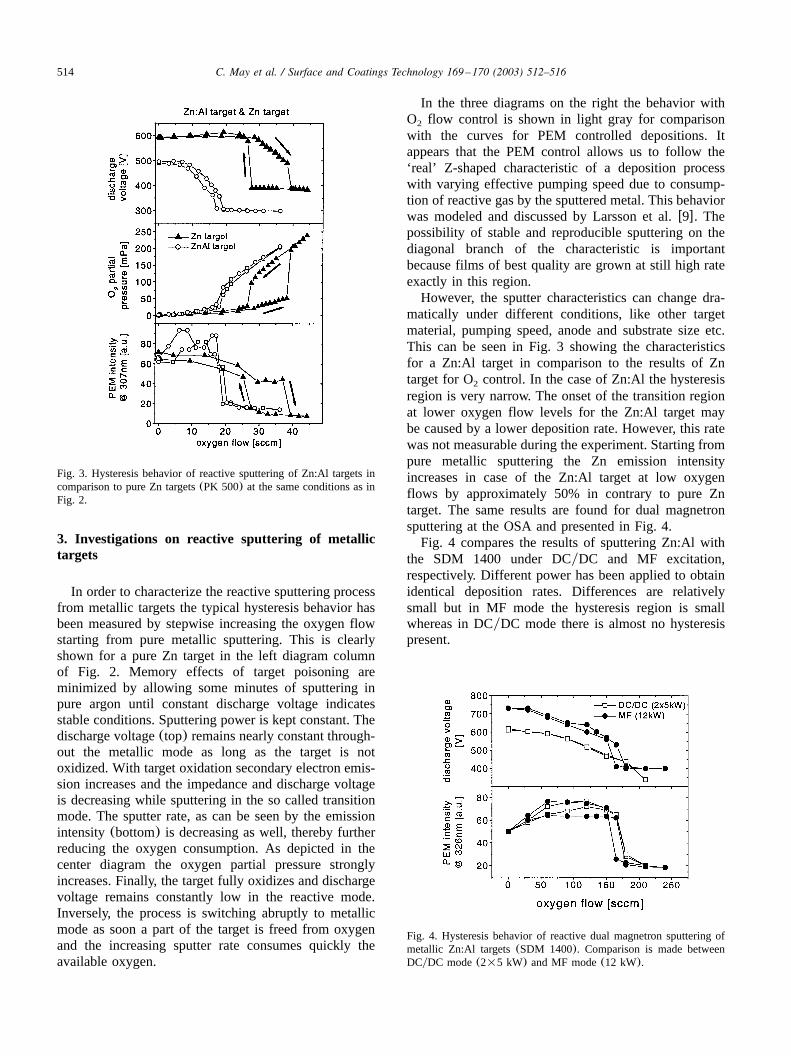
Fig. 3. Hysteresis behavior of reactive sputtering of Zn:Al targets incomparison to pure Zn targets(PK 500) at the same conditions as inFig. 2.
Fig. 4. Hysteresis behavior of reactive dual magnetron sputtering ofmetallic Zn:Al targets(SDM 1400). Comparison is made betweenDCyDC mode(2=5 kW) and MF mode(12 kW).
3. Investigations on reactive sputtering of metallictargets
In order to characterize the reactive sputtering processfrom metallic targets the typical hysteresis behavior hasbeen measured by stepwise increasing the oxygen flowstarting from pure metallic sputtering. This is clearlyshown for a pure Zn target in the left diagram columnof Fig. 2. Memory effects of target poisoning areminimized by allowing some minutes of sputtering inpure argon until constant discharge voltage indicatesstable conditions. Sputtering power is kept constant. Thedischarge voltage(top) remains nearly constant through-out the metallic mode as long as the target is notoxidized. With target oxidation secondary electron emis-sion increases and the impedance and discharge voltageis decreasing while sputtering in the so called transitionmode. The sputter rate, as can be seen by the emissionintensity(bottom) is decreasing as well, thereby furtherreducing the oxygen consumption. As depicted in thecenter diagram the oxygen partial pressure stronglyincreases. Finally, the target fully oxidizes and dischargevoltage remains constantly low in the reactive mode.Inversely, the process is switching abruptly to metallicmode as soon a part of the target is freed from oxygenand the increasing sputter rate consumes quickly theavailable oxygen.
In the three diagrams on the right the behavior withO flow control is shown in light gray for comparison2
with the curves for PEM controlled depositions. Itappears that the PEM control allows us to follow the‘real’ Z-shaped characteristic of a deposition processwith varying effective pumping speed due to consump-tion of reactive gas by the sputtered metal. This behaviorwas modeled and discussed by Larsson et al.w9x. Thepossibility of stable and reproducible sputtering on thediagonal branch of the characteristic is importantbecause films of best quality are grown at still high rateexactly in this region.However, the sputter characteristics can change dra-
matically under different conditions, like other targetmaterial, pumping speed, anode and substrate size etc.This can be seen in Fig. 3 showing the characteristicsfor a Zn:Al target in comparison to the results of Zntarget for O control. In the case of Zn:Al the hysteresis2
region is very narrow. The onset of the transition regionat lower oxygen flow levels for the Zn:Al target maybe caused by a lower deposition rate. However, this ratewas not measurable during the experiment. Starting frompure metallic sputtering the Zn emission intensityincreases in case of the Zn:Al target at low oxygenflows by approximately 50% in contrary to pure Zntarget. The same results are found for dual magnetronsputtering at the OSA and presented in Fig. 4.Fig. 4 compares the results of sputtering Zn:Al with
the SDM 1400 under DCyDC and MF excitation,respectively. Different power has been applied to obtainidentical deposition rates. Differences are relativelysmall but in MF mode the hysteresis region is smallwhereas in DCyDC mode there is almost no hysteresispresent.
515C. May et al. / Surface and Coatings Technology 169 –170 (2003) 512–516
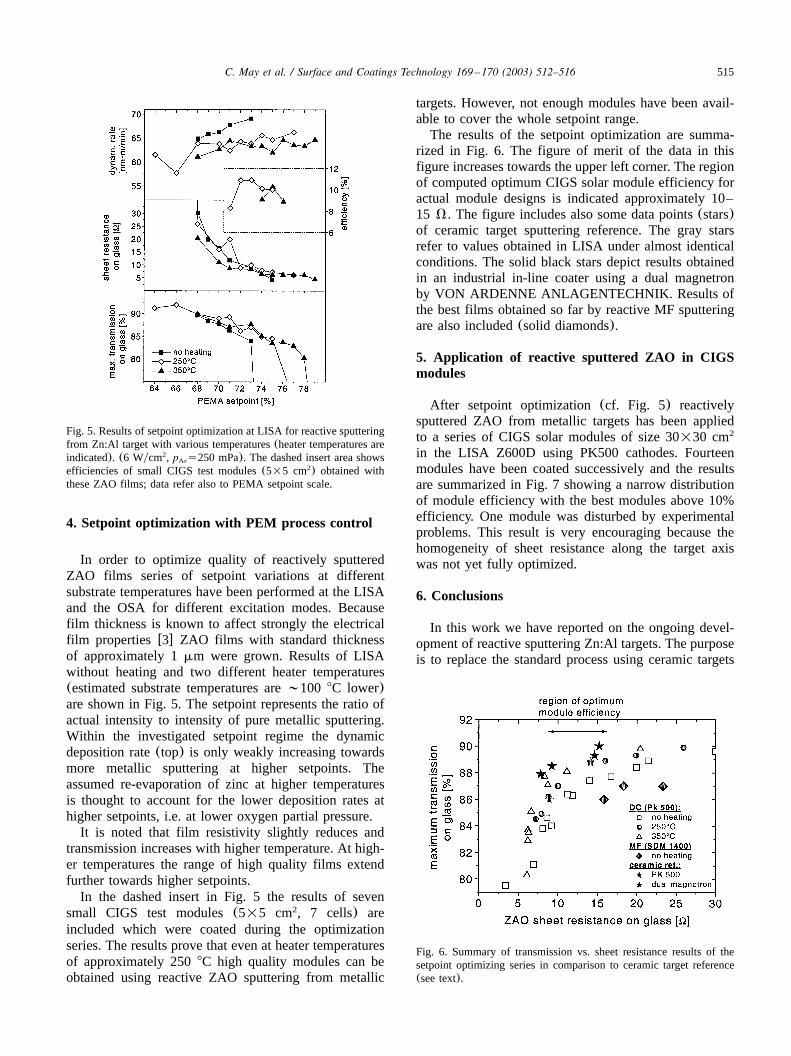
Fig. 5. Results of setpoint optimization at LISA for reactive sputteringfrom Zn:Al target with various temperatures(heater temperatures areindicated). (6 Wycm , p s250 mPa). The dashed insert area shows2
Ar
efficiencies of small CIGS test modules(5=5 cm ) obtained with2
these ZAO films; data refer also to PEMA setpoint scale.
Fig. 6. Summary of transmission vs. sheet resistance results of thesetpoint optimizing series in comparison to ceramic target reference(see text).
4. Setpoint optimization with PEM process control
In order to optimize quality of reactively sputteredZAO films series of setpoint variations at differentsubstrate temperatures have been performed at the LISAand the OSA for different excitation modes. Becausefilm thickness is known to affect strongly the electricalfilm properties w3x ZAO films with standard thicknessof approximately 1mm were grown. Results of LISAwithout heating and two different heater temperatures(estimated substrate temperatures are;100 8C lower)are shown in Fig. 5. The setpoint represents the ratio ofactual intensity to intensity of pure metallic sputtering.Within the investigated setpoint regime the dynamicdeposition rate(top) is only weakly increasing towardsmore metallic sputtering at higher setpoints. Theassumed re-evaporation of zinc at higher temperaturesis thought to account for the lower deposition rates athigher setpoints, i.e. at lower oxygen partial pressure.It is noted that film resistivity slightly reduces and
transmission increases with higher temperature. At high-er temperatures the range of high quality films extendfurther towards higher setpoints.In the dashed insert in Fig. 5 the results of seven
small CIGS test modules(5=5 cm , 7 cells) are2
included which were coated during the optimizationseries. The results prove that even at heater temperaturesof approximately 2508C high quality modules can beobtained using reactive ZAO sputtering from metallic
targets. However, not enough modules have been avail-able to cover the whole setpoint range.The results of the setpoint optimization are summa-
rized in Fig. 6. The figure of merit of the data in thisfigure increases towards the upper left corner. The regionof computed optimum CIGS solar module efficiency foractual module designs is indicated approximately 10–15 V. The figure includes also some data points(stars)of ceramic target sputtering reference. The gray starsrefer to values obtained in LISA under almost identicalconditions. The solid black stars depict results obtainedin an industrial in-line coater using a dual magnetronby VON ARDENNE ANLAGENTECHNIK. Results ofthe best films obtained so far by reactive MF sputteringare also included(solid diamonds).
5. Application of reactive sputtered ZAO in CIGSmodules
After setpoint optimization(cf. Fig. 5) reactivelysputtered ZAO from metallic targets has been appliedto a series of CIGS solar modules of size 30=30 cm2
in the LISA Z600D using PK500 cathodes. Fourteenmodules have been coated successively and the resultsare summarized in Fig. 7 showing a narrow distributionof module efficiency with the best modules above 10%efficiency. One module was disturbed by experimentalproblems. This result is very encouraging because thehomogeneity of sheet resistance along the target axiswas not yet fully optimized.
6. Conclusions
In this work we have reported on the ongoing devel-opment of reactive sputtering Zn:Al targets. The purposeis to replace the standard process using ceramic targets

516 C. May et al. / Surface and Coatings Technology 169 –170 (2003) 512–516
Fig. 7. Results of a continuous deposition series of 14 CIGS modules(30=30 cm ) by reactive sputtering of ZAO from metallic Zn:Al2
target in LISA.
to deposite ZAO films for application as combinedtransparent conductive oxide and window layer in CIGSsolar modules. This is important in view of cost reduc-tion, throughput increase and resource savings.Two different in-line sputter systems at ZSW and
VON ARDENNE have been used to investigate andoptimize the reactive deposition process on differenttarget sizes. PEM has been proven as an adequate meansto control the sputtering of metal targets in the desiredtransition mode stable and reproducible.Setpoint optimization at three different substrate tem-
peratures has led to ZAO films of comparable qualityto films sputtered from ceramic targets. Obtained filmresults for dual magnetron MF sputtering could not yetcompete with the DC results.
Finally, a series of subsequent depositions of ZAOwindow layers on mid size CIGS solar modules provedthat stable and reproducible reactive sputtering is pos-sible with PEM control.
Acknowledgments
The financial support by the GermanBundesminister-ium fur Forschung und Technologie under contract No.¨0329859A is gratefully acknowledged.
References
w1x M. Powalla, B. Dimmler, Thin Solid Films 361–362(2000)540–546.
w2x F. Karg, Solar Energy Mater. Solar Cells 66(2001) 645–653.w3x R. Menner, R. Schaffler, B. Sprecher, B. Dimmler, Proceedings¨
of the Second World Conference PV Solar Energy Conv.,Wien, EC JRC Ispra,(1998) 660–663.
w4x A.E. Delahoy, M. Cherny, Mat. Res. Soc. Symp. Proc. 426(1996) 467.
w5x B. Szyszka, S. Jager, J. Non-Crystalline Solids 218(1997)¨74–80.
w6x S. Schiller, U. Heisig, C. Korndorfer, et al., Surf. Coat. Technol.¨33 (1987) 405.
w7x J. Strumpfel, M. Kammer, S. Rehn, G. Beister, in: R. Bakish,¨(Ed.), Proceedings of Eleventh International Conference onVacuum Web Coating, Miami, November 9–11,(1997) 279.
w8x R. Menner, M. Oertel, M. Powalla, Presented at the SixteenthEC PV Solar Energy Conf., Glasgow, 2000.
w9x T. Larsson, H.-O. Blom, C. Nender, S. Berg, J. Vac. Sci.Technol. A 6(3) (1988) 1832–1836.