cswip day3
TRANSCRIPT

8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 1/35
Volts
Amps
OCV
Constant Voltage Volt/Amp Characteristic*
Small change in voltage
=
large change in amperage*Changes in
arc length*
The self
adjusting arc.

8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 2/35
Power return
cable*
Transformer/
Rectifier
Power cable &hose assembly
Liner for wire
Welding gun
assembly
!ternal wire
feed unit
Power control
"anel
#nternal wire
feed system
$%g wire s"ool

8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 3/35
Plain to" roller
'alf groo(ed
bottom roller Wire guide*
#nternal wire dri(e system*

8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 4/35
Torch body
Contact ti"s
)"ot welding
s"acer
as diffuser
+o,,les or
shrouds
Torch head assembly
-Less no,,le*
n/ff switch
'ose "ort
8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 5/35
Types of metal transfer:
Dip transfer0 1 23 Welding (olts. Low am"s. & C42 as.
5ll "ositional. Low heat
in"ut. Low de"osition rate
Spray transfer: 6 23 Welding (olts 'igh am"s 5r/C42 7i!
8own9hand only. -steels 'igh heat in"ut. 'igh de"osition rate
Pulse transfer: :ariable "ulses of high current
5ll "ositional. Controlled heat in"ut. 'igh de"osition rate*lobular transfer occurs between di" & s"ray; but is unstable*

8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 6/35
$ 5 Transformer/Rectifier -Constant (oltage ty"e
2 5 "ower and "ower return cable
< 5n #nert; acti(e; or mi!ed shielding gas -5rgon or C=
3 as hose; flow9meter; & gas regulator
% 7# torch with hose; liner; diffuser; contact ti" & no,,le
> Wire feed unit with correct dri(e rolls -Push or Pull
? lectrode wire to correct s"ecification and diameter
@ Correct (isor & glass; all safety clothing and good e!traction*

8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 7/35
% Ti" si,e/condition
$ WA)/5m"erage
< Wire ty"e & Ø
? Liner si,e
B #nsulation/e!traction
2 C: & 5rc :oltage
3 as ty"e & flow rate
> Roller si,e & "ressure
@ #nductance settings
$4 Connections
$$ 8uty cycle $2 5ngles & tra(el s"eed*

8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 8/35
< Porosity -Arom loss of gas shield on site etc*
$ )ilica inclusions -Poor inter9run cleaning
2 Lac of side wall fusion -Primarily with di" transfer
7ost welding im"erfections in 7#/75 are caused by lac
of welder sill; or incorrect settings of the eui"ment
The use of low uality wires will cause wire feed "roblemsWorn contact ti"s will cause "oor "ower "ic u"; or transfer
Dad "ower connections will cause a loss of (oltage in the arc*

8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 9/35
Avantages:
!" #o$er s%ill re&uire
'" (asily automate
)" All positional Dip/Pulse"
+" Thic%/thin materials
Disavantages:
!" #ac% of sie$all fusion
'" ,ange of consuma-les
." igh prouctivity O/0"
)" #oss of gas shiel/site
+" Comple1 e&uipment
." igh o2one levels*

8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 10/35
Transformer/
Rectifier
Power return
cable
Reel of wire
Power control "anel
Welding carriage
control unit
ranulated
flu!*
Carriage assemblywith flu! ho""er

8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 11/35
Possible weld metal E com"osition*
Change in weld metal com"osition*
Ty"ical )5W
"re"aration*
ffect of increase arc (oltage
)5W with lo$ arc (oltage
!3 4ire '3 0lu1 )3 Dilution
!3 4ire '3 0lu1 )3 Dilution
!
')
!
')
)hort arc length
Long arc length

8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 12/35
$ 5 Transformer/Rectifier -Constant (oltage ty"e
2 5 "ower and "ower return cable
< 5 torch head assembly
3 5 granulated flu!
% 5 flu! deli(ery system
> 5 flu! reco(ery system
? lectrode wire to correct s"ecification and diameter
@ Correct safety clothing and good e!traction*

8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 13/35
% Wire F & condition
$ WA)/5m"erage
< Alu! ty"e & mesh si,e
? Alu! deli(ery/reco(ery
B #nsulation/duty cycle
2 C: & 5rc :oltage
3 Alu! condition
> Wire )"ecification
@ lectrode stic9out
$4 Connections
$$ Ti" si,e & condition $2 )"eed of tra(el*

8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 14/35
2 )olidification cracs -Arom ) "ic u" from high dilution$ Lac of fusion -Caused by high le(els of arc blow
< )hrinage ca(ities -Arom high de"th0width ratio
7ost welding im"erfections in )5W are caused by incorrect
setting of the eui"ment; using incorrect or wrongly dried
consumables; or welding "lates that ha(e not been "ro"erly
cleaned. 7inor changes in the welding "arameters of )5W canha(e a major effect on weld com"osition and weld uality.
5a ca-le connections can ha(e a serious effect on changes in
arc length; and thus effect alloying to the weld (ia the flu!*
3 Porosity -Gsing dam" flu!es; or un9cleaned "lates*

8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 15/35
Avantages:
!" #o$ $el metal costs
'" (asily mechani2e
)" #o$ O2one prouction
+" igh prouctivity O/0"
Disavantages:
!" ,estricte in position
'" Arc -lo$ $ith DC
." 6o visi-le arc light 7/V"
)" Shrin%age cavities :$"
+" Penetration control
." Varia-le compositions*

8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 16/35
:ideos
)5D
H7#/75 Welding )teelsI
r eui(alent -<4 minutes*

8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 17/35
:ideos
7illar
H)ubmerged 5rc WeldingI
r eui(alent -24 minutes*

8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 18/35
All those things use up in the prouction of a $el
Though generally; we refer to those elements that are used in
a s"ecific welding "rocess i.e0
(lectroes8 4ires8 0lu1es an 9ases*
8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 19/35
#n 775/)75W the only consumables used are short
electrodes; which are co(ered in a flu! coating
This flu! coating has many functions and there are
many different ty"es
These functions are not limite too8 -ut inclue:
!" To ai arc stri%ing
'" To sta-ili2e the arc)" 0orm a shieling gas
+" To a eo1iants
." To a alloying elements
;" To form a protective slag<" To refine soliifying metal
" To control hyrogen content *

8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 20/35
Classification: 7ainConstituent
:
)hielding gas:
eneralGses:
Rutile0 >4$< Titania
Ti2
C2 eneral
Pur"ose
Dasic0 ?4$@ Calciumcom"ounds
C2 'igh ualitywor
Cellulosic0>4$4
Celluloseround cocoanut shells
'ydrogen
Pi"e rootruns*
The core $ire for most >>A electroes is of a lo$ &uality steel8 as this is a cheap
metho of manufacture an the steel $ill -e refine uring the process of $eling
-y the refining agents an elements containe in the flu1 coating*

8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 21/35
lectrode
Tensile & yield strength
Toughness 2@ & 3? Joules
Alu! coating ty"e
lectrode efficiency
Positional ca"abilities
lectrical "arameters
Low hydrogen "otential
-5fter baing
%$<<D
Strength Toughness Coating )hown on all electrodes*

8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 22/35
Positional ca"abilities
Alu! coating ty"e
Toughness 3? Joules
lectrode
Tensile & yield strength
5ny light alloying com"ositionlectrical "arameters & efficiency
Low hydrogen content achie(able*
3> < $+i D
Strength Toughness Coating )hown on all electrodes*
8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 23/35
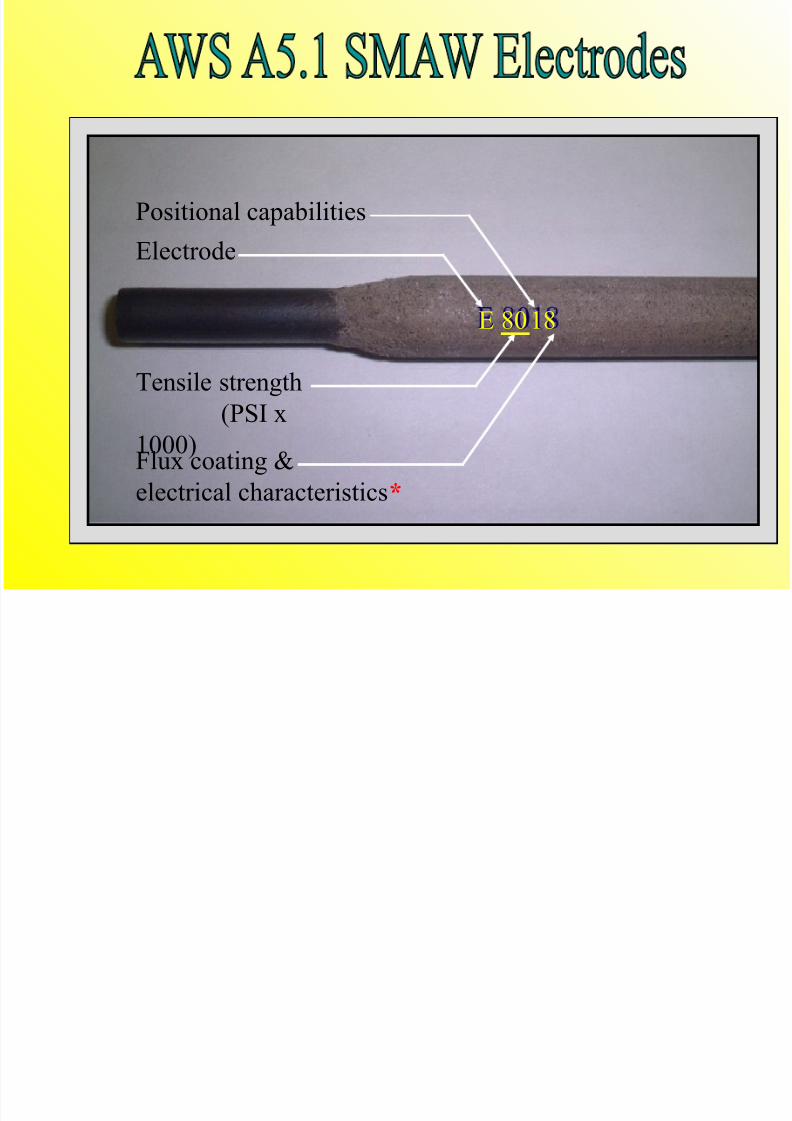
lectrode
Tensile strength
-P)# !$444
Positional ca"abilities
Alu! coating &
electrical characteristics*
@4 $@

8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 24/35
$0 lectrode si,e
20 lectrode condition
<0 lectrode s"ecification
8iameter & length*
Cracs; chi"s & concentricity*
Correct s"ecification/code*
( .! )) 5

8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 25/35
ases used for T?90
Argon or elium or a mi!ture of these gases*
'elium gas has higher ioni,ation "otential than argon and gi(esdee"er "enetration; whilst argon is denser than air and gi(es good
co(erage of the weld area in the down hand "osition. We would
need 29< times the flow rate of helium to get the same co(erage
as helium is less dense than air. #n the o(erhead "osition the
re(erse is true. We often mi! these gases to get both benefits*
We sometimes use additions of nitrogen when welding some
stainless steels; or co""er *

8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 26/35
ases used for >?90 Argon or elium
CO' : :ery good "enetration; cannot su""ort s"ray transfer
"roduces an unstable arc; with lots of s"atter
Argon: )hallow "enetration. :ery stable arc; with low s"atter
We mi! both gases in mi!ture of between . @ 'E CO' in
argon to get the benefits of both gases*
Aor stainless steels we use argon with a 'B o1ygen; this
gi(es more fluidity to the weld and an im"ro(ed toe blend*
ases used for >A90 CO' or mi!tures of CO' and Argon*
8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 27/35
Wires must be drawn as de"osited and are therefore of (ery high
uality. lectrode wires for 7# are the same as rods for T#*
9raes: Composition )ingle; double; and tri"le de9o!idised wires*
uality of $ining:
Random wound. Layer wound. & Precision layer wound
4ires iameters:
4.> 9 62.3 mm Ø su""lied on $ g -fine wire & $% g s"ools*
The uality of tem"er and co""er coating is also (ery im"ortant.
The co""er coating on 7# wires ma!imises the current "ic u"*
)"ecifications for wires are as "er their chemical compositions*

8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 28/35
Consuma-les for Su-merge Arc 4eling consist of a $ire
an a flu1*
The $ire is similar to that of soli $ire >?9/>A9 an is
chosen from a ta-le of chemical compositions*
0lu1es are varie an are classifie -y their metho ofmanufacture an composition*

8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 29/35
The ' methos of flu1 manufacture are:
!" 0use
'" Agglomerate*
Aused flu!es are baed at a high tem"erature after mi!ing
and all com"onents are fused together lie glass. The slab
is then smashed into (ery small "articles and sifted into
grain si,es*
5gglomerated flu!es are not baed as high as the fused
flu!es and are held together as "articles by binding agents.
These flu!es are also sifted into grain si,es*

8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 30/35
0use flu1es: cannot contain certain alloying elements
such as Aerro 7anganese; and tend to be used for lower
uality wor. These flu!es are non moisture absorbant*
Agglomerate flu1es: contain many alloying elements;
but are "rone to moisture absor"tion. They are used for
higher uality wor *
All Su-merge Arc 0lu1es shoul -e separately an
carefully store in a ry area*

8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 31/35
Aused )5W Alu!es
*
8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 32/35
5gglomerated Alu!es
*

8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 33/35
0use0
Daed at high tem"erature; glossy;hard and blac in colour;
cannot add ferro9manganese; non moisture absorbent and
tends to be of the acidic ty"e*
Agglomerate:
Daed at a lower tem"erature; dull; irregularly sha"ed;
friable; -easily crushed can easily add alloying elements;
moisture absorbent and tend to be of the basic ty"e*

8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 34/35
Pi"e :isual #ns"ection AormPage 1 of 3 CSWIP VISUAL INSPECTION PIPE REPORT
6ame E5loc% capitalsFGGGGGGGGGGGG SignatureGGGGGGGGGPipe ?entHGGGGGGGG
Coe/Specification useGGGGGGGGG4eling ProcessGGGGGGG Ioint typeGGGGGG
4eling positionGGGGGGGGGG Outsie J Thic%nessGGGGG Date GGGGGGGG
5 D C
C 8 5
Complete as per plate report form *

8/10/2019 CSWIP day3
http://slidepdf.com/reader/full/cswip-day3 35/35
Practice obser(ing & re"orting using the "i"es and forms
"ro(ided.
Gse your nominated "i"e code for all your (isual ins"ections
as this will hel" you become con(ersant with the s"ecification.
Practice this u" and till the end of the day; or as directed by
your course lecturer *