cost reduction in heat treatment, hot rolling and hot forging by the use of protective coatings
DESCRIPTION
This presentation outlines an innovative concept to reduce cost in heat treatment, hot rolling and hot forging. Industrial case studies and photos are included.TRANSCRIPT

COST REDUCTION IN COST REDUCTION IN HEAT TREATMENT BY USING HEAT TREATMENT BY USING
PROTECTIVE COATINGSPROTECTIVE COATINGS by by
S.P. SHENOYS.P. SHENOY - - C.E.O. and SRIKAR SHENOYSRIKAR SHENOY – G.M.
211, RAIKAR CHAMBERS, GOVANDI EAST,
MUMBAI–400 088. INDIA.
Tel. : 6797 8060 Fax : 2555 2459
Email : [email protected]
Website : www.steelplantspecialities.com

PART IIntroduction.
Losses due to Oxidation.
Methods of Preventing Oxidation.
Protective Coating to Reduce Costs in HT.
PART II
Successful Case Studies.
Summary

Importance of Heat Treatment
It can either add further value to the already
value - added component, or
generate scrap
due to oxidation / scaling.
OXIDATIONOXIDATION
General reactions:General reactions:
O2
O2
CO2
CO2
+ + + +
2 Fe 4 FeO Fe 3 FeO
⇌ ⇌ ⇌ ⇌
2 FeO 2 Fe2O3
CO + FeO Fe3O4 + CO

LOSSES DUE TO OXIDATIONLOSSES DUE TO OXIDATION
1. Loss of dimension and material.2. Deterioration of surface quality, i.e., pitting.3. Non-uniform metallurgical transformation
during hardening. 4. Lowered surface hardness and strength.5. Reduced fatigue life of heat treated product.
General practice: Removal of oxidized or decarburized layer by
machining operations after heat treatment.

PREVENTING OXIDATIONPREVENTING OXIDATION
1. Copper plating prior to heat treatment.
3. Use of molten salt bath as heating media.
4. Use of protective atmospheres.
5. Use of vacuum furnace.
6. Switching over to grades not requiring HT.
or
7. Use of protective coatings.

METALAIR
Impact of the coating on scaling mechanism.
PREVENTING OXIDATIONPREVENTING OXIDATION
Oxidation is either prevented or delayed.
COATING

Characteristics of ESPON Characteristics of ESPON Anti Scale Protective CoatingAnti Scale Protective Coating
Does not react with metal.
Does not give any toxic fume during use or during heating the coated
job.
Non-hazardous.
Economical.
Method of application: Brushing, Dipping or Spraying

PART IIPART II
Successful Case StudiesSuccessful Case Studies

Coated Billets before Hot Forging
Coated Components
before Heat Treatment

Table-1 Efficacy of Protective Coating
Type of furnace used : Box type, electric.
Test Coupon dimensions : 300mm X 100mm X 10mm
Grade of steel : AISI – 1010
Heat treatment cycle : 1000C / 4 hrs / air cool
% scale loss when not coated : 5.52
% scale loss when coated : 0.70

COATEDNOT COATED

COATED NOT COATED

Benefits of using protective coatings:Benefits of using protective coatings:
1. Elimination or minimization of post heat treatment operations like grinding, shot blasting or acid pickling.
2. Reducing decarburization – uniform hardness and mechanical properties. Increased fatigue life.
3. Preventing rejections due to quench cracking.
4. Salvaging rejected components by re-heat treatment. Increasing yield during re-working of rejected forgings.

Use of Protective Coating Use of Protective Coating
To To EEliminate Or Minimize Post Heat Treatment
Operations Like
Shot Blasting, Grinding, Or Acid Pickling.

Protective Coating to Prevent Scaling
NOT COATED COATED

CONVENTIONAL METHOD USE OF COATING
HOT FORMING
ELBOW, TEE, REDUCER, CAP, STUB END, RETURN BEND
GRADES : AISI – 304, 304L,
316, 316L,
321, 321H,
347, 347H
HOT FORMING
ELBOW, TEE, REDUCER, CAP, STUB END, RETURN BEND
GRADES : AISI – 304, 304L,
316, 316L,
321, 321H,
347, 347H
SOLUTION ANNEALING SOLUTION ANNEALING
PICKLINGPICKLING TIME IS REDUCED BY 75%
PICKLING
BUFFING
INSPECTION
SHIPPING
BUFFING CAN BE ELIMINATED IN MANY CASES. HENCE QUICKER DELIVERIES
INSPECTION
SHIPPING
BENEFITS OF USING COATING IN PROCESSING OF STAINLESS STEEL PIPE FITTINGS

Minimizing scaling during hot rolling of AISI 416 grade stainless steel.
Problem: excessive scaling during re-heating of billets mainly due to higher sulfur content.
Solution: Protective coating minimizes scaling in re-heating furnace.

Protecting Critical Areas during Heat Treatment

Coated Split Rings before Heat Treatment.
Super Duplex Stainless Steel. Investment Castings.

After Heat Treatment & Shot Blasting.
(1200 Deg. C. / 4 hrs. / water quenched)

STEEL PLATES
ANNEAL
SHOT BLAST
DESPATCH
SHOT BLAST
SHOT BLAST
ANNEAL AFTER ESPON COATING
SHOT BLAST
STEEL PLATES
DESPATCH
PRODUCTIVITY IMPROVEMENT DUE TO COATING
Above Details as confirmed by M/s. SAIL, Rourkela Steel Plant, Rourkela.

CR Sheets 4300 mm X 1100 mm X 4.5 mm
ANNEALING
950ºC/30 mins./
air-cool to room temperature
HOT LEVELLING
820ºC/60 mins.
GRINDING
FINAL THICKNESS
3.7 mm
USE PROTECTIVE COATING
SCALE PREVENTION = MATERIAL SAVING + PRODUCTIVITY IMPROVEMENT
CR Sheets
4300 mm X 1100 mm X 4 mm
ANNEALING
950ºC/30 mins./
air-cool to room temperature
HOT LEVELLING
820ºC/60 mins.
GRINDING REDUCED BY 50%
FINAL THICKNESS
3.7 mm
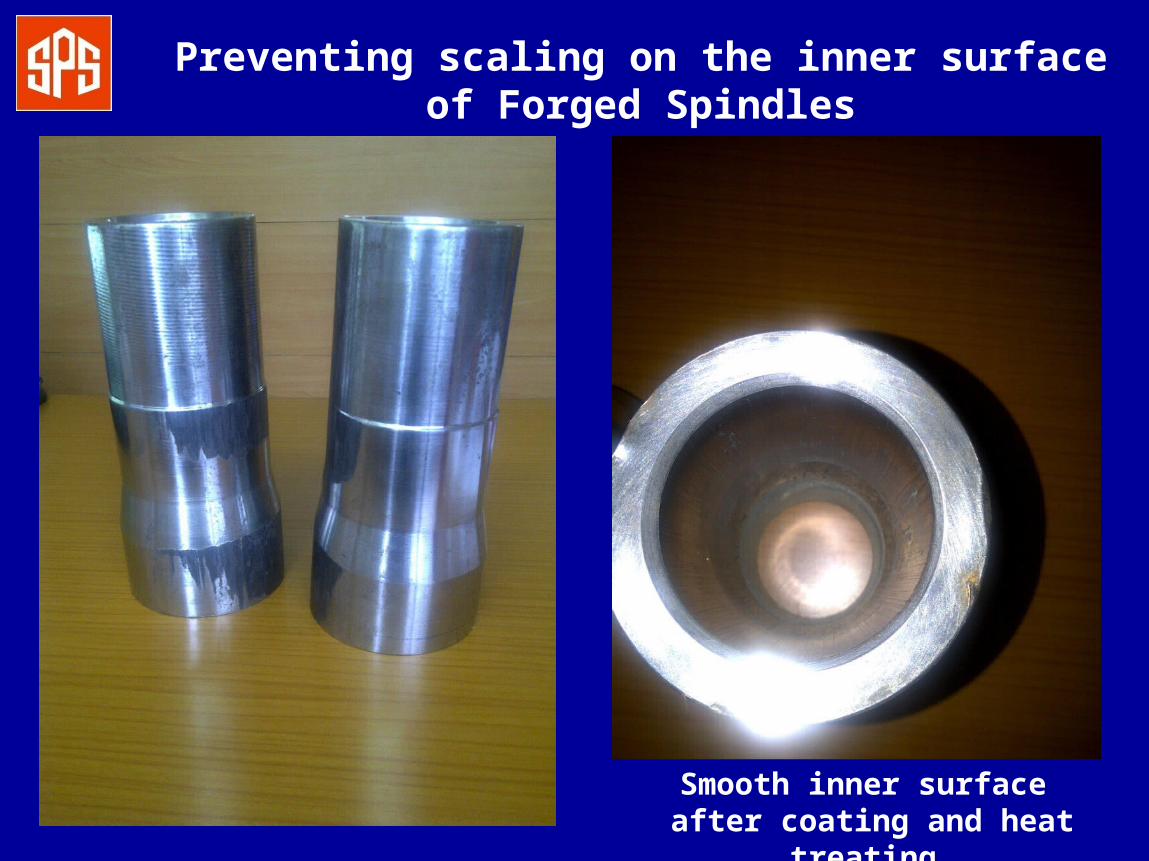
Preventing scaling on the inner surface of Forged Spindles
Smooth inner surface after coating and heat treating.

Use of Protective Coating Use of Protective Coating
To To Reduce Decarburization, Reduce Decarburization,
Ensure Uniform Hardness and Ensure Uniform Hardness and Increased Fatigue Life of leaf Increased Fatigue Life of leaf
springs.springs.

NOT COATED AND
HEAT TREATED.
COATED AND
HEAT TREATED.

NOT COATED AND
HEAT TREATED.
COATED AND
HEAT TREATED.


Use of Protective Coating Use of Protective Coating
To To PreventPrevent Or Minimize
Rejections due to Quench Cracking

Minimising rejections due to quench cracking:
Product: Steering knuckle
Quench crack
3% reduced to
less than 0.5%

Gear-end of crank shafts prone to quench cracks


Use of Protective Coating Use of Protective Coating
To To
Salvage rejected components by re-heat treatment
Increase yield during re-working of rejected forgings.

REJECTED COMPONENTS(HEAT TREATED)
(METALLURGICAL REASONS)
SCRAPSALVAGE BY
RE-HEAT TREATMENT USING
PROTECTIVE COATING

Re-Heat Treatment of Finish Machined Forged Spindles
Image on left shows heat treated spindles. Image on Right shows a re-heat
treated spindle. Aesthetic appeal is intact. Zero Scaling.


Heavy scaling leads to pit-marks on forgings during re-working.

Scale-pits are prevented by use of anti-scale coating during re-work. Identification numbers are intact.


SUMMARYSUMMARY
Use of protective coating has established itself as an effective technique in the area of Heat Treatment with reference to preventing scaling and decarburisation.

Thank you !
Tel. : 91-22-6797 8060 Fax : 91-22-2555 2459
Email : [email protected]
Website : www.steelplantspecialities.com