controlled engineering maintenance - sasta€¦ · · 2016-11-21there is always a target to shoot...
TRANSCRIPT

64
CONTROLLED ENGINEERING MAINTENANCEBy H. E. HASTINGS
Introduction
With increasing mechanization in industry andmining the emphasis for supervision begins toswing toward the problem of maintaining themachines at fullest utilization. The expert "organization" of direct productive labour has but limitedvalue if machines are not in running order.
Down time on machines results in productionlosses, which in turn cause profit losses.
Breakdowns of machines mean that some components have been run to destruction. The effectof allowing this to occur is likely to shorten thelives of other components.
It has been shown in the United States that thecombined costs of the labour that maintains themachines, and of the parts consumed in running arenot uncommonly, greater than total nett profitsearned.
If these statements are accepted it will be recognised that in maintenance, management is faced.with a problem of major proportions.
It cannot be denied that speaking generally,management has not accepted the challenge. It hasnot applied the concentrated thinking to the organization of maintenance that it has to "DirectProduction." One reason for this may be therelative unfamiliarity of the average senior executivewith the maintenance trades. It happens in general.that senior executives work their way upwardthrough "production" departments. "Maintenance"remains to them an unexplored mystery. Themanager is usually a layman in this field, leaningheavily on his staff. If the amount of down timedoes not seem too great the manager is apt to conclude that he has a good maintenance staff andhappily let it go at that. He has no real measure ofhow good the maintenance work is or how muchbetter it might be made, because there is no yardstick with which to assess the position. It is not toomuch to say that frequently insofar as the maintenance department is concerned, the manager figuratively drives a vehicle with neither brakes norsteering.
Without providing a means of measuring thework of maintenance it is unreasonable of management to expect a skilful job of supervision frommaintenance foremen.
In the case of supervisors on direct production,there is always a target to shoot at; the productive
capacity of men and machines are fairly well known;management is acutely aware, day by day, if nothour by hour, whether the production target isbeing met and if not, why not. The atmosphere ofa production department is permeated with a consciousness of output and of the urgency of time. Inmaintenance work prodigies of achievement may beperformed in emergencies when men work round theclock to repair breakdowns. But 'these instancesrepresent or should represent a small fraction onlyof the working year. Between emergencies the maintenance staff, with no recognisable goal to attainand no measure of accomplishment, inevitablydevelop an outlook which is unaware of time and itsproper use. This is not necessarily laziness nor evenindifference. It is lack of direction. Time betweenbreakdowns tends to be spent ineffectively or in
. unrecorded idleness.
The result of these circumstances is the conditionin which many plants are found today. Maintenancelabour costs are excessive, production is lost throughavoidable breakdowns, money is spent unnecessarilyon spares which have been run to destruction, sparesinventories are too high through lack of standardization and knowledge of usage rates, and machinerydeteriorates too rapidly, requiring replacement toosoon.
None of these things is inevitable. They can beprevented by the use of a scheduled maintenanceprogramme which foresees the failure of componentsand ensures correct action in time to avoid suchfailures.
A proved, practical plan, applied in more thanfifty mines and plants, will now be described bymeans of which management is able to systematizeand control maintenance work, to determine anequitable work loading for maintenance men, tominimise overtime and to reduce plant breakdownsto a minimum.
Preventive Maintenance
The phrase "preventive maintenance" is selfexplanatory. It means in effect that maintenanceartisans are chiefly employed in preventing breakdowns and only to a minor degree in repairing them.Common practice is the reverse of this.
In theory if a machine is correctly lubricated, ifall nuts are kept tight and if worn components. arerepaired before failure, the machine can only breakdown through an accident. Accidents are compara-

tively rare. The airlines carry their maintenancefairly close to the theoretical potential because livesand property depend on the fact that machinery~nu.st .not come apart in the air. The relativelyinsignificant number of technical failures in all themillions of air-miles flown yearly are ample proofthat machine stoppages can be almost eliminated.It remains then to industry merely to measure theeconomics of intensive preventive maintenancebefore deciding to employ it. Clearly if bettermaintenance can be achieved at little or no increasedexpenditure it must be attractive to management.Indeed, it must be recognized as an essential in goodmanagement.
Maintenance must be considered in two categories,i.e. work done on site, and work done in the shop.The two are to a considerable degree independent,but it is essential to develop suitable shop controls,if the entire maintenance organization is to beconsidered satisfactory.
Initiation of Preventive Maintenance
It will be held by some that preventive maintenance is a fine ideal and should be adopted in all newplants, but that it is impracticable in old plants inbad condition, more particularly if stand-by unitsare not available. The theory is that such plantscannot be put onto a preventive schedule withoutshutting down and reconditioning all bad equip~ent. Since production must go on, this is impracticable and so the plant must stagger on, acceptingas inevitable all the grief that follows falteringmachinery. This is simply not true and its unrealityhas been demonstrated many times. The fact isthat the majority of breakdowns originate in one ofthree things: first, faulty lubrication; second,loosening of connections through vibration; andthirdly, dirt and uncleanliness.
These faults can be remedied without shuttingdown plant. Actual experience shows that withinsix to eight weeks of systematically and determinedlyattacking these points, breakdowns begin to dropmeasureably. Once breakdowns come even partially
.under control and lost time declines, opportunitiesarise to stop machines with less effect on productionthan arose from a previous high incidence of break-downs. .
Making Preventive Maintenance Work
It can be accepted as a first principle that in sofar as is possible, the extent to which agreed maintenance schedules are in fact carried out should bean open book. By this is meant it should be easyfor the resident engineer and the general managerto see, at a glance, whether or not schedules are
65
being maintained. If, to do this, requires diggingdetails out of reports and log books, the maintenancesystem cannot be considered satisfactory.
The solution to the problem has been found invisual controls. These are designed so that everyonefrom the artisan to top management at any time,can see what work lies ahead, what work is behindthe programme and how much it is behind, whateach individual has to do and when it must be done.From every standpoint of team work, mutualconfidence, clarity of thinking and decision making,these controls have proven beneficial. The effect onlabour relations and on the relations between production departments and service departments isnotably good. All men like to know in advancewhat is expected of them and they like to know thatthe division of work is reasonably equitable. Muchof the friction between service staff and productionis eliminated if shutdowns are jointly planned, wellin advance. A good deal of unnecessary discussionand even loss of confidence between top managementand the engineers can be avoided if the currentstanding of maintenance programmes and the workload on personnel is factual and not merely a matterof opinion.
The necessity for extra men or extra overtime ormore machines becomes self-apparent and themaking of decisions in, such matters is therebygreatly simplified. To achieve these ends a numberof visaul controls have been devised and two ofthese will be described.
Visual Controls
The Running Time Control Board (Fig. 1) is themost important type of visual control. The purposeof this device is to highlight at once the immediatejobs due and those overdue. Each horizontal line isdevoted to a particular unit or machine and eachspace between vertical lines represents a day. Oneach horizontal line is a movable cursor which isslid along toward the "dead line" as running time'progresses. All cursors to the right of this linerepresent units overdue and the number of spacesthey have been moved beyond the dead line indicates the number of days they are overdue.
The great virtue of this board is the fact that unitsoverdue stand out in the most glaring manner.Neither men nor foremen relish the necessity toexplain why an individual cursor has passed to theright of the dead line. This becomes a powerfulstimulus in keeping schedules up to date.
An essential of planned and loaded work is, ofcourse, so to stagger the schedules that the workload is as nearly uniform as possible on every daythroughout the year. If this is not done it is obvious

UNIT
E.R.G. PUMP NlJ 17
SYMONS CRUSHER
AL.CHALMERS SCREEN
if ITUBE MILL BEARINGS....
FILTRATE PUMPS
ETC.
RUNNING TIME CONTROL BOARD
0>0>

67
that a number of units can fall due for service on thesame day. In such an event either serious loss ofproduction must ensue and/or an excessive labourforce must be carried constantly, merely to meetpeak demands. The Running Time Control Boardmakes it possible to see at a glance whether or notthe schedule has succeeded in staggering inspectionsin a logical and satisfactory manner.
Work Loading Board
The Running Time Control Board shows theextent to which the work is up to date and evenlystaggered. There is required in addition a visualindication of each individual's programme of work.This is done by the use of the Allocation Board (Fig.2).
This board carries the name and trade of everyman under a foreman's direction. One is suppliedto each foreman for his own use and to be operatedby himself. The foreman loads separate job cardsin priority order on the board under each man'sname. It is his duty to see that each job card isloaded only after he has written on it any necessaryinstructions and has made available a sketch, sample,material and machine, where required. The artisanremoves his job card from the board in priorityorder and proceeds with his task without thenecessity to find and consult with his foreman.
Since a foreman may, of necessity, often requireto be out of his office, this mechanism enables himto keep in constant touch with the state of workloading merely by periodically glancing at the boardon returning to the office.
Preventive Maintenance on Site
This is comprised of two major parts:1. Common sense everyday precautions (lubrica
tion, cleanliness and tightening). '2. The forecasting of times at which trouble will
begin to develop, if parts are not replaced.
Effective preventive maintenance must establishprocedures and create enthusiasms which willensure that the elements named above are strictlycarried out. It is quite futile merely to issue generalinstructions on maintenance and expect they will beperformed. As a general guide to the maintenanceof plant, such instructions are useful but they do notprovide an adequate system of preventive maintenance because they lack certain vital features.For example:
They do not indicate sufficiently in detail whatprecisely is to be done.
They do not specify who is to do it.They do not say how long the job should take.
They do not provide any specific check that thejob was actually done.
There is no provision for any incentive toencourage the carrying out of the job.
They do not provide a penalty for failing tocarry it out.
To be effective a Preventive Maintenance Planmust spell out every step required.
All steps required in each service must be definedso clearly that a minimum of knowledge, thoughtor memory is required of the maintenance man.The criticism that this kills initiative in men andcreates a force of robots is simply unrealistic. Whatit does do is to ensure that the same kind of attentionis given to every machine at every service period,that this is neither too much nor too little and thatmen are properly trained in correct procedures.
The next step is to determine the time that willbe required to carry out these instructions. Timestudies are employed for this purpose supplementedby method study, ratio delay observations, analyticalestimating and other recognised techniques commonly employed to establish work standards.Measured allowances must, of course, be made forwalking, which in some plants may sometimes exceedactual working time. Since routes are pre-determinedthe calculation of travelling time does not entailserious difficulty.
Method study should not be passed over lightlyin this discussion. As can be imagined it is a fruitfulfield for achieving reduction of the work content inmaintenance jobs. The mere fact that attention isfocussed on standard times for standard jobs servesas a challenge to men and .foremen to exerciseingenuity which previously lay dormant for lack of 'inspiration. '
Frequency of Inspections
As has been said, standard time allowances for allfeatures of maintenance work can be establishedthrough orthodox methods of time study or alliedprocedures. An equally important feature however,is the frequency with which inspections must bemade to forestall component failures.
Frequencies must initially be determined largelyon the basis of experience. Makers' specificationsare not always available and even when they arecan seldom be considered as more than a roughguide. Local conditions vary so much it is usuallynecessary to consider each case on its own merits.Since much of the success of a maintenance plandepends on the enthusiastic support of the human

ALLoCATIoN
coMPLETEoHELoU1=1
68
ALLOCATION BOARD
Fig. 2

beings involved, it is wise to give very careful consideration to all opinions expressed. To ride toughshod over the views of mechanics or foremen inmatters which, after all, are usually considered to bequestions of opinion, is to create resentment andfrequently to court failure. At the same timeexperience has shown that in very many cases theestimates of suitable frequencies for inspection arewildly inaccurate and almost universally on the highside. It is quite understandable that this should beso where no accurate records have been kept ofbreakdowns. Human memories are fallible and it isnot unnatural for a man to exaggerate in his mindthe frequency with which he has had trouble with amachine. Since the frequency of inspections has amajor bearing on the work load which will beassigned to the maintenance staff, it is unlikely thateither men or foremen will voice opinions calculatedto minimise that load. Preventive maintenance isspecifically designed to improve progressively thecondition of machines, and as this result is achievedthe frequency of necessary inspections should materially decrease. It is not to be expected that themaintenance personnel will be in a position initiallyto estimate the extent to which frequencies willultimately be extended through improved machineconditions.
With continuous auditing and comparisonsbetween plants it is expected that very substantialreductions in maintenance staff will be made concurrently with improving condition of plant.
The operation of the Preventive MaintenancePlan should be a dynamic thing. It should not belooked upon as a cut-and-dried system which onceinstalled can be expected to perpetuate itself. Withthe accumulation of data continuously and intelligently analysed, improvements and economies canbe expected to flow perpetually from this source.
Checking Work
It is obvious that merely laying down a scheduledroutine 'without a positive method of checking toensure it is carried out can be a waste of time.Experience has shown that merely to instruct foremen to check the work of mechanics is not adequate.The foremen, themselves, must be provided with adefinite programme of work. Theoretically, ofcourse, a major function of a foreman is to assurehimself that the work of his men is correctly carriedout. In practice it is more the exception than therule to find this being done. I t is considered areasonable thing to demand the foreman shalldevote a percentage of each week to making spotchecks of the condition of equipment through theuse of approved sampling techniques.
69
Incentive Pay
The use of incentive pay in connection with maintenance work is highly desirable since it sustains theinterest of all concerned in carrying out the plannedschedules. It also operates to reduce unnecessaryovertime and makes it possible to apply penaltiesin cases where schedules are not being carried out.
The most suitable type of incentive is that basedon time studies which establish accurate standardtimes, including appropriate allowances for rest andpersonal needs. Methods have been devised forestablishing standards for non-repetitive work duringrecent years which are proving entirely satisfactoryto management and to men. In the case of scheduledmaintenance, a great deal of the work done is infact repetitive.
In cases where it is not practicable to employmeticulous time study methods, recourse may behad to the "Maintenance Allowance Plan." A greatdeal of basic time study data has been accumulatedunder a wide range of mine and factory conditions..This information in experienced hands, combinedwith local knowledge, can be utilised to set up workable standard times for all operations likely to beencountered. After inspection and lubrication frequences have been laid down and standard timesestablished it becomes a comparatively simple matterto layout equal work sections for all men.
Incentive is calculated on the generally acceptedbasis that a man who performs at 100 per cent.effectiveness is entitled to incentive pay of 33i percent. more than his basic rate. Having regard forthe fact that in practice emergencies are inevitable,no attempt is made to load all men fully with "bonus"work. To simplify calculations and make it easy formen to understand the basis of payment, a price isset on each unit of equipment. The price, of course,varies for the different types of service. The dailyservice will be relatively quick and the "overhaul"service will be lengthy and thorough. Each has anappropriate price. There is, therefore, an everpresent incentive for men to ask for larger sections.
For each breakdown exceeding one hour in losttime which can be traced to failure to carry out aschedule for which a man has signed, an appropriatepenalty is levied against his weekly premium.Similar penalties are assessed for sub-standard work,and it is understood that a man cannot earn' bothpremium and overtime in his own section unless theovertime is necessary for some reason outside theman's control.

Case History'Card
This is a card on which to record the entire lifehistory of every item of equipment. Once a weekthe planning clerk enters on the case history sheetsdetails of work done during the week and inspectionschedules carried out. Done weekly this consumesvery little time, but it provides an invaluable recordfor a new man or a relieving man in a section. Hecan see at a glance the life history in detail of everypiece of equipment which is his responsibility. Incase of accident the full story of the treatmentaccorded each machine in the past is available,including the names of the individuals involved.For comparing various types or makes of equipmentin similar or different conditions the case historyhas obvious value, and for carrying out the perpetualcomparative audit to determine whether frequenciesare being suitably revised, it .is indispensable. Thecase history, in fact, is one of tile most useful adjunctsof the preventive maintenance plan.
Shop Control
.The establishment of preventive maintenanceprocedures may throw a heavier work load on theshops for a time and it is accordingly important toin~roduce steps to increase their productivity bysuitable means.
The most desirable form of shop control is, ofcourse, an incentive plan based on work study fromwhich synthetic times can be built up. This can bedone quite satisfactorily on non-repetitive repairwork and no other method can be considered nearlyso satisfactory. However, in cases where insufficienttime. is ~vailable to take time studies, very goodrelative Improvements can be obtained by othermeans.
Some recent results from a group of ten minesshow a saving of 5,054 man-hours per week.: Thework output per man has increased by 80 per cent.The saving in equivalent mechanics amounts toabout 120 men. The time required to achive thisresult was about two years arid considerable furthereconomies are expected. The savipg in wages is, ofcourse, considerable, but the more importanteconomy stems from the fact that an apparentlyimpossible backlog of work is now about caught up,construction has moved ahead and advantage cannow be taken of subsequent natural wastage of mento reduce the permanent maintenance staff.
In the case of these mines, it was not practical tomake use of time study methods. The alternativeadopted is an interesting one.. A major difficulty inshop control, where time study standards are not inoperation, is the lack of a yard-stick to measureperformance. It has been established after lengthy
70
trials that the "workshop order" may involve thirtyminutes of work or it may take three days. Nevertheless, a graph plotted on the basis of a three';monthly moving average, will be based on thousandsof orders and the irregularities will average outsufficiently to indicate significant trends.
The most tangible evidence of increased workthrough the shops is the decrease in the backlog ofwork. On one mine orders which are over two weeksin process have decreased from an average of 180odd to 25 or 30.
Since good maintenance cannot be achieved ifshop capacity becomes a bottleneck the control ofshop work is a necessary corollary to the development of an effective preventive maintenance programme.
Results Achieved
The techniques which have been described werefirst introduced in 1950 and are now in use in morethan fifty mines and plants covering a wide range ofindustries. Some of the results which have beenachieved are shown graphically in the charts whichfollow:
Fig. 3 shows the relationship between man-hoursspent on the repair of breakdowns and man-hoursspent on maintenance at a large gold mine. Whereasin August 90 per cent. of all the available hourswere spent on repairing breakdowns, and only 10per cent. on maintenance, five months later thishad decreased to 20 per cent. on breakdowns andincreased to 80 per cent. on maintenance. This tookplace despite a considerable reduction in total hoursworked, amounting to 25 per cent.
The costliness of breakdowns is demonstrated bythe experience in a gold reduction plant processing75,000 tons of ore per month. The lost time on keyunits was reduced from 7.1 hours per day to 4.0hours, making it possible to mill a further 4,000tons. This is a four pennyweight mine and sincevariable costs of production amount to 20s. per ton,the extra tonnage obtained produced £5,000 addi-tional net profit. .
At a new mine, where the scheme has -been in.operation for a year, twice the amount of plant isbeing maintained by the original number of men.Breakdowns underground have decreased fromeighteen per month to one.
Fig. 4 illustrates the effects of applying preventivemaintenance to Diesel locomotives. Prior to adopting the scheme, 2,150 man-hours were spent on therepair of the locomotives. This was reduced to 860

00_O'
00_oo
00
0
~:z
~e:;Q.
~ I~g""'~::::><!'l <:>:I:
~ :Z<~~
'"0,..,
<=><=>~
052
JULY AUGUST SEPTEMBER OCTOBER
UNDERGROUND MAINTENANCE AND BREAKDOWNMAN-HOURS
FOLLOWING INiRODUCTION OFP.M. PROGRAMME
MAN-HOURS ON MAINTENANCE
-:r......

-ll~
RECO!?O OF 1I0U!i'S SPENT ON THE REPA/!? OF MA/N L/NE LOCOMOT/VES
PER MONTH OUE TO FA/LUJ?ES. REFERENCE PER/OO QUAI?TEI? ENOEO MARCH /95.3~&J{
~ 20%
~Reference 2/52 IJiwrs
Period r-,
~20%
1\\
~ \~40~
I\. . . I\.~ -, / \ /~ ./-, \~ <, .-----V V -, 1/ \ /~
~ 60%
/ \ /I\.
80/.:' \ :;A M J J A S 0 IV a J F M A M J J A S 0 JV' 0 J )
v ' ,V
I
21~
....
/953 /9S¥
#CWe/77ber, 195#
. 73
hours, with an increase in utilization in terms ofmileage operated amounting to 25 per cent. .
At this same property, maintenance standards fortrucks and the application of incentives to the trackgangs were responsible for a drop in derailmentsfrom an average of fifty per month to five.
A large power station which has recently adoptedpreventive maintenance techniques reports thefollowing features:
(a) Labour hours spent on repair of defects whichwere 2,200 hours in the first month of recordfell to 800 hours after full implementation ofthe scheme.
(b) Week-end work which used to be as high as2,000 hours per month, is now as little as 600.
(c) 60 men (as opposed to the normal establishment of 70) are capable of performing all workrequirements.
The re-deployment of 47 men at a colliery in theUnited States and the introduction of controlledmaintenance effected a reduction in overtime of 238hours per week. At $3.65 per overtime hour, thismine is saving $44,000 per annum. What is moreimportant however is that production has increasedby 10 per cent.
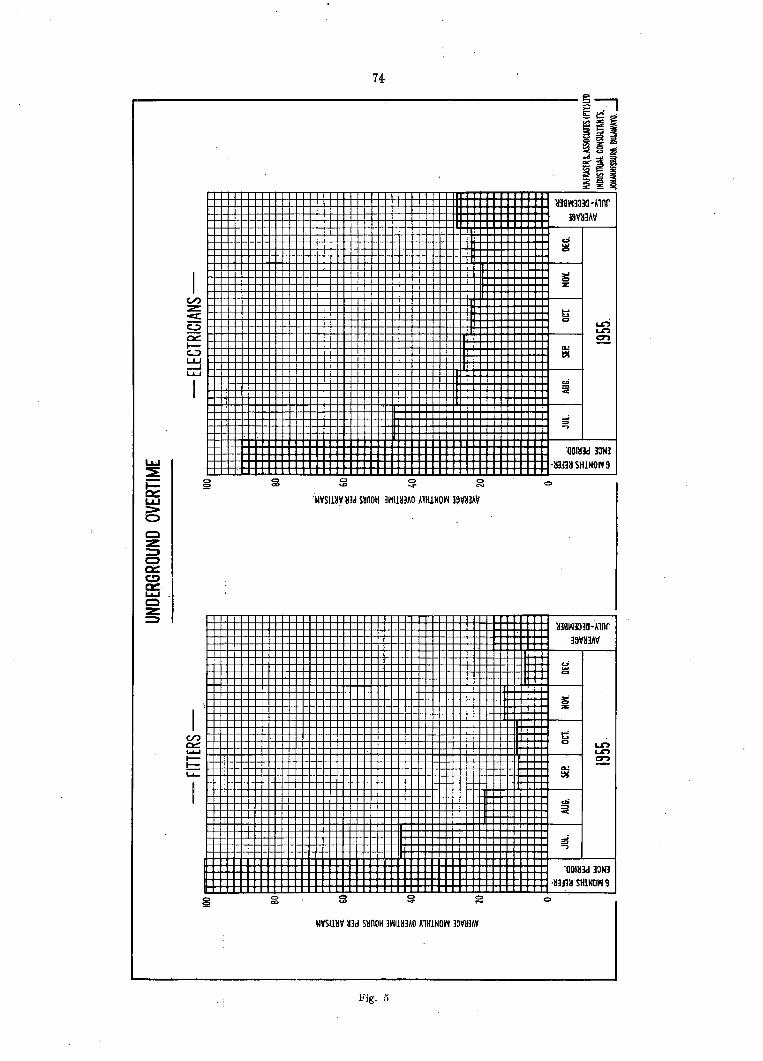
Overtime has become a decided evil in many partsof South Africa and almost impossible to control bynormal means. Planned maintenance coupled withincentive has been especially effective in accomplishing the required control. Fig. 5 shows howovertime was reduced in the case of twelve fittersand electricians employed underground. This controltook on added importance in November, 1955, whenthe cost of an overtime hour rose by 25 per cent.,through the incorporation of a portion of c.o.l.a.into basic wage.
Conclusion
I will close this discussion on preventive maintenance by recapitulating its purposes. These are:
1. To eliminate avoidable breakdowns as far aspossible.
2. To improve the standard of maintenance.3. To act as basis for training maintenance men.4. To provide continuity of maintenance when
there is a turnover of manpower.5. To ensure that no unit is neglected, while other
equipment may be over-maintained.6. To standardize maintenance.7. To act as a basis for assessing a suitable size of. section for a maintenance man.
8. To provide a current list of all maintenancework overdue, so that special arrangements canbe made if necessary for carrying it out.
9. To allow maintenance work to be pre-plannedso as to fit in with production requirements.
10. To provide a basis of comparison betweenplants and types of equipment, thus indicatingpossible improvements.
11. To act as a basis for applying an incentive bonusbased on individual performances.
12. To obtain an increase in productivity.13. To assure the completion of jobs in their correct
order of priority.14. To gear the shops to maintenance requirements.15. To improve safety.16. To achieve a reduction in costs.
Experience in many mines and factories hasproven that the adoption of controlled maintenanceinvolves no possibility of loss, but everyopportunityfor substantial gains. .
~-:-l_t::!oV'~~~ '-' ~5l 61 al~8gi
::~il!~ ~2~i
1I3Bi'l3J3D -nrrm1l3"'1
c;i...C>
II !:I
I Z
C/.l:z t;<Cc:.,:)
C> l.riLr)
0::: en10- 0.:c..,:) ~L.U-.JL.W
I cDa
:::>-,
·OOlllld IJN3LU -113:l3H SHiNON 9~
~c::> c::> c::> c::> C> 0S! co ..,
~ ""L.I.J ;NVSlllIV IUd SHnOH Irfll~3AO A1HlNOl'/ 1~'Ill3A'I:>0
c:z~00::::
~LUC:z::;:)
lII8wmO-Alnr1~'flI3AV
riC>
,..)
C>
I:z:
en l:i0::::: C>
~~
...,10- c:n!= a:u... ~
I cD::>..,
I
:i....,
'OOIHld me-H3m SHiNOW 9
~C> c::> C>
~ 000 .... ~
NVSIIHV HId SlinOH 31'l11M3AO A1HINOW 33VlHAV
Fig. 5

75
The President stated that this paper was something new in our annals and should provoke muchthought in the industry
Mr. Scott said that stress was laid in this paperon the reduction of artisans and similar staff, butit was not mentioned how many extra higher operators and executives would be required. He wishedto know what extra amount of paper work wouldbe involved in carrying out this system of PreventiveMaintenance.
Mr. Hastings replied that it was planned that inone large unit in the sugar industry, the assistantresident engineer would be responsible for overseeingthis system and he would be assisted by a singleplanning clerk, who would analyse the figures thatcame forward, weekly or monthly, and hand themon to the executive whose responsibility it was tosee that the work was carried out. It was not estimated that the assistant engineer would have tospend all his time on this work, and he would bemerely performing the work which he was supposedto be doing in any case. There would be an extracost in installing this system, because consultingengineers with experience of it would have to becalled in, but this was in the nature of a capital cost.
On large gold mining properties, only a planningengineer, a clerk, and a typiste, are required tooperate the scheme.
The President stated that sugar mills were notnormally supplied with spare major units so thatduring week-ends maintenance work had to becarried out. It might be to some extent haphazard,but even so, and in spite of the spare units. thebigger companies budgeted only for a loss of about3 per cent of available time which allowed for stopssuch as mill chokes, lack of steam, trip-outs and thelike, as well as mechanical breakdowns.
Mr. Hastings would find conditions in sugarfactories rather different from what he had experienced up until now.
The President wished to know if the system ofincentive bonuses was accepted by labour unionsand industrial councils.
Mr. Hastings replied that there was sometimesobjection by the unions to piece work in shopsand factories but they raised no objection to incentive bonuses for maintenance work. This systemwas vastly different from conventional systems ofincentive.
He said. he had had experience in large powerstations, cement works, and chemical plants. Whatthese various plants got out of the system dependedupon their particular circumstances and problems.
Mr. Gunn asked if this preventive maintenancescheme had ever been applied successfully withoutan incentive bonus.
Mr. Hastings replied that it had been. One important thing about the scheme was the incentive bonusdid give one an opportunity of applying penaltiesfor overtime, breakdowns and poor work. Suchpenalties however could only be applied afterearnings had been increased by incentive bonuses.'
Mr. Munro pointed out that in the sugar industrythere was a considerable off-crop, during which thestaff must be employed, and that gave an opportunity of doing additional overhauling and maintenance work. As the work has to be done in any case,the question arises as to whetherit would be economical to employ the extra control staff to carry outthis system of preventive maintenance.
.Mr. Hastings replied that it was all a questionof economics and he was unable to say whether itwould payor not, but he pointed out that in onelarge plant where it was the custom to close downfor one month each year, this was no longer neces-sary. \
In the sugar mills, he realised the off-crop wasforced upon them, but he could not state dogmatically whether it would be an economical propositionin the sugar industry to save the work done duringthe off-crop by carrying it out during the crushingseason. .
The President pointed out that there was a tendency to leave things to the off-crop which shouldbe maintained during the season.
Mr. Scott said that in the case of gold mines, timestudy departments were established, and to beginwith they saved a lot of money, until it eventuallyreached a point where savings completely nullifiedthe extra cost of applying the time study method.He asked if the same thing could not occur with thesystem described by Mr. Hastings.
Mr. Hastings replied that while it was true thaton the reef some mines had discontinued their studydepartments, some of them on the other hand werestill expanding them.
He realised that this system would always meana certain amount of extra paper work, but it washoped to keep this to a bare minimum.