continuous twin screw rheo-extrusion of an az91d … · the extrusion equipment consists of a...
TRANSCRIPT

Continuous Twin Screw Rheo-Extrusion of an AZ91DMagnesium Alloy
M. XIA, Y. HUANG, Z. CASSINATH, and Z. FAN
The twin screw rheo-extrusion (TSRE) is designed to take advantage of the nondendritcmicrostructure and thixotropic characterization of semisolid-metal slurries and produce simplemetal profiles directly from melts. The extrusion equipment consists of a rotor-stator high shearslurry maker, a twin screw extruder, and a die assembly. The process is continuous and has apotential for significantly saving energy, manufacturing cost, and enhancing efficiency. Thepresent investigation was carried out to study the process performance for processing rods of anAZ91D magnesium alloy and the microstructure evolution during processing. The semisolidslurry prepared by the process was characterized by uniformly distributed nondendritic granularprimary phase particles. AZ91D rods with uniform and fine microstructures and moderatemechanical properties were produced. For the given slurry making parameters, decreasingextrusion temperature was found to improve microstructures and properties. The mechanismsof particle granulation and refinement and the effect of processing parameters on process per-formance and thermal management are discussed.
DOI: 10.1007/s11661-012-1201-x� The Minerals, Metals & Materials Society and ASM International 2012
I. INTRODUCTION
SINCE the discovery of the semisolid metal (SSM)phenomenon in the early 1970s by the Flemings Group atMIT,[1] SSM processing has been increasingly used formetal forming.[2–4] SSM forming, being conducted attemperatures between the liquidus and solidus of thematerial, has advantages over solid-state forming such assignificantly reduced forming force, unlimited formabil-ity, and shortened manufacturing route, and advantagesover conventional die casting, including lowered operat-ing temperatures, laminar flow during mold filling, andreduced solidification shrinkage.[2,5] SSM forming offersthe potential for significant savings in cost, energy, andresources for metal production.
However, the envisaged benefits such as effectiveprocess control, microstructure engineering, and prop-erty enhancement have yet to be fully realized for theexisting SSM processing technologies. Actually, there isan increased complexity in the process control for mostof the SSM forming processes, particularly for those viaa thixo-route,[6] in which preprocessed alloys of non-dendritic microstructures formed by electromagneticstirring[7,8] or plastic deformation and recrystalliza-tion[9–11] are heated to the semisolid region prior toforming. The preprocessed nondendritic alloys areexpensive and normally suffer heterogeneous heatingbefore forming. There are several rheo-SSM formingprocesses, in which semisolid slurry is made directly
from melts, such as gas-induced semisolid rheo-extru-sion,[12] cooling tube feeding semisolid rheo-extru-sion,[13] single screw rheo-molding,[14] and twin screwrheo-molding.[15] These processes adopt simplified slurrymaking procedures via a rheo-route and are potentiallyof enhanced efficiency. However, they are all of batchnature with limited commercial forthcoming.In order to take full advantage of SSM forming
technology, it is important to adopt a continuous processvia a rheo-route. A continuous process offers enhancedefficiency, productivity, and savings of cost and materials,while a rheo-route represents the simplest route for slurrymaking. Their combination is thus arguably the besttechnical approach in terms of commercial competitive-ness. Therefore, a twin screw rheo-extrusion (TSRE)process was recently developed at Brunel University as acontinuous SSM process for producing wires, rods, andsimple profiles of metals and alloys directly from melts. Adirect aim of this development was to provide an alterna-tive route for the conventional solid-state extrusion, inwhich billet feedstock undergoes multiple processingprocedures before extrusion such as casting, heat treat-ment, machining, lubricating, reheating, etc. This TSREprocess can beparticularly useful formaterialswith limitedformability for conventional forming such as magnesiumand its alloys. The present article reports a feasibility studyof the TSRE process for the continuous production of acommercial AZ91D magnesium alloy with focus onprocess verification and microstructure control. TheAZ91D was chosen because it has certain wroughtabilityin addition to its excellent castability, is easier to processthan purer alloys, and has been widely studied in semisolidprocessing.[16–22] Besides, there is a niche market for AZ91magnesium alloy welding rods, which are difficult toproduce using conventional processes.
M. XIA, Senior Research Fellow, Y. HUANG, Lecturer, Z. FAN,Professor, BCAST, and Z. CASSINATH, Postdoctoral Student, arewith Brunel University, Uxbridge, Middlesex, UB8 3PH, UnitedKingdom. Contact «email: [email protected]
Manuscript submitted November 22, 2011.Article published online July 19, 2012
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 43A, NOVEMBER 2012—4331
II. TSRE PROCESS
A. TSRE Process
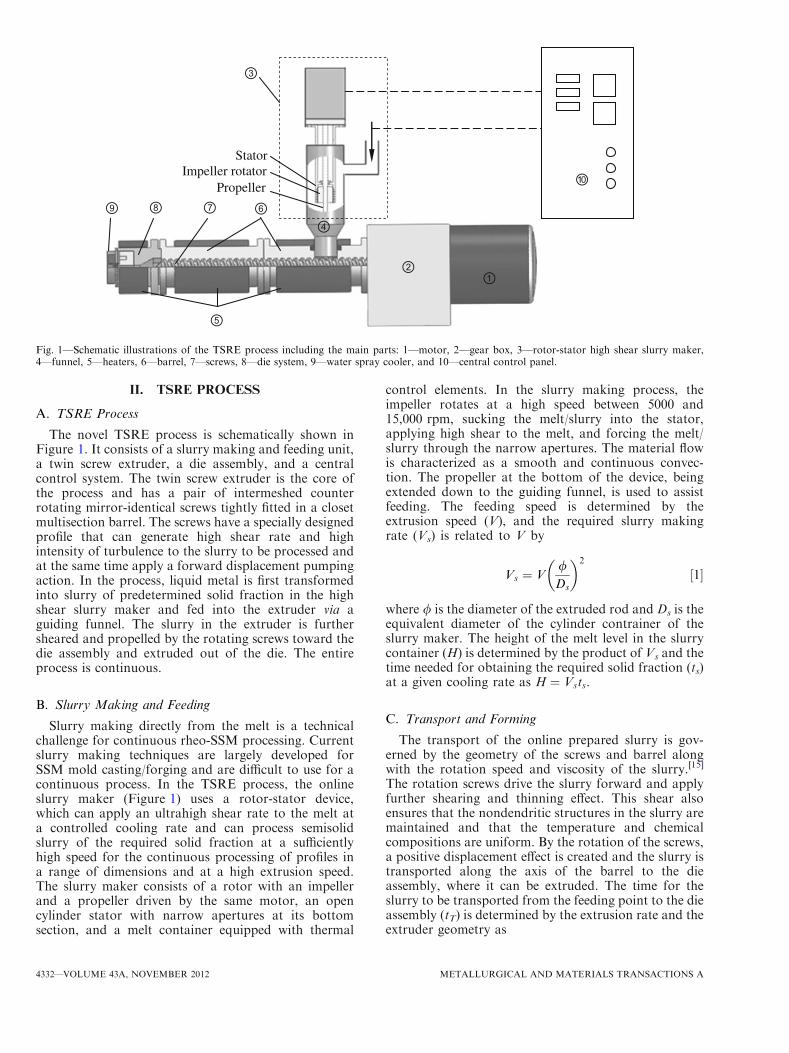
The novel TSRE process is schematically shown inFigure 1. It consists of a slurry making and feeding unit,a twin screw extruder, a die assembly, and a centralcontrol system. The twin screw extruder is the core ofthe process and has a pair of intermeshed counterrotating mirror-identical screws tightly fitted in a closetmultisection barrel. The screws have a specially designedprofile that can generate high shear rate and highintensity of turbulence to the slurry to be processed andat the same time apply a forward displacement pumpingaction. In the process, liquid metal is first transformedinto slurry of predetermined solid fraction in the highshear slurry maker and fed into the extruder via aguiding funnel. The slurry in the extruder is furthersheared and propelled by the rotating screws toward thedie assembly and extruded out of the die. The entireprocess is continuous.
B. Slurry Making and Feeding
Slurry making directly from the melt is a technicalchallenge for continuous rheo-SSM processing. Currentslurry making techniques are largely developed forSSM mold casting/forging and are difficult to use for acontinuous process. In the TSRE process, the onlineslurry maker (Figure 1) uses a rotor-stator device,which can apply an ultrahigh shear rate to the melt ata controlled cooling rate and can process semisolidslurry of the required solid fraction at a sufficientlyhigh speed for the continuous processing of profiles ina range of dimensions and at a high extrusion speed.The slurry maker consists of a rotor with an impellerand a propeller driven by the same motor, an opencylinder stator with narrow apertures at its bottomsection, and a melt container equipped with thermal
control elements. In the slurry making process, theimpeller rotates at a high speed between 5000 and15,000 rpm, sucking the melt/slurry into the stator,applying high shear to the melt, and forcing the melt/slurry through the narrow apertures. The material flowis characterized as a smooth and continuous convec-tion. The propeller at the bottom of the device, beingextended down to the guiding funnel, is used to assistfeeding. The feeding speed is determined by theextrusion speed (V), and the required slurry makingrate (Vs) is related to V by
Vs ¼ V/Ds
� �2
½1�
where / is the diameter of the extruded rod and Ds is theequivalent diameter of the cylinder contrainer of theslurry maker. The height of the melt level in the slurrycontainer (H) is determined by the product of Vs and thetime needed for obtaining the required solid fraction (ts)at a given cooling rate as H ¼ Vsts.
C. Transport and Forming
The transport of the online prepared slurry is gov-erned by the geometry of the screws and barrel alongwith the rotation speed and viscosity of the slurry.[15]
The rotation screws drive the slurry forward and applyfurther shearing and thinning effect. This shear alsoensures that the nondendritic structures in the slurry aremaintained and that the temperature and chemicalcompositions are uniform. By the rotation of the screws,a positive displacement effect is created and the slurry istransported along the axis of the barrel to the dieassembly, where it can be extruded. The time for theslurry to be transported from the feeding point to the dieassembly (tT) is determined by the extrusion rate and theextruder geometry as
Stator Impeller rotator
Propeller
Fig. 1—Schematic illustrations of the TSRE process including the main parts: 1—motor, 2—gear box, 3—rotor-stator high shear slurry maker,4—funnel, 5—heaters, 6—barrel, 7—screws, 8—die system, 9—water spray cooler, and 10—central control panel.
4332—VOLUME 43A, NOVEMBER 2012 METALLURGICAL AND MATERIALS TRANSACTIONS A

tT ¼4AL
p/2V½2�
where A is the equivalent gap area of the twin screwscross section that carries the slurry and L the barrellength of the extruder. The die assembly has a length ofstraight outlet orifice, which controls the shape anddimensions of the cross section of the extruded profiles.The inner profile of the barrel is converged toward thedie assembly, which has an open chamber in line withthe barrel inner profile. The pressure on the slurry isbuilt to its highest in the die chamber, and extrusiontakes place when the slurry is forced out of the diethrough a narrow outlet. A water cooling system isemployed at the exit of the die to fully solidify theextruded rod, which can thus be readily collected with atrough or a coiler.
D. Advantageous Features of the TSRE Process
TSRE provides a one-step melt-to-product processand has the potential to reduce manufacturing costs byeliminating the multi procedures for billet preparationand by using lightweight processing equipment com-pared with the conventional solid-state extrusion; fur-ther, this process saves materials because it can be keptin-house and the materials are ~100 pct recyclable. Inaddition, the shortened manufacturing route and con-tinuous nature of the process can significantly enhanceefficiency. The TSRE process as an enabling technologyeliminates the artificial boundaries between shape cast-ing and wrought alloy processing by directly formingwrought products.
III. EXPERIMENTS
A. Material and Slurry Making Conditions
A commercial AZ91D magnesium alloy with nominalcompositions of Mg-8.6Al-0.67Zn-0.22Mn (wt pct),supplied by Magnesium Elektron Ltd. (Manchester,United), was used in this investigation. The alloy wasmelted in a steel crucible at 953 K (680 �C) and held at923 K (650 �C) for half an hour. The melt was furthercooled to 873 K (600 �C), just above the liquidus point(871 K (598 �C)), before being poured into the slurrymaker. The melt was cooled at an average rate of ~5 �C/min in the slurry maker and sheared at a rotation speedof 3000 rpm. The height of the slurry level was kept atabout 220 mm in the container of 100-mm diameter,giving about 2 minutes processing time before being fedinto the barrel at a temperature of 863 K (590 �C). Aprotective atmosphere of N2+0.4 vol pct SF6 was usedin both melting and slurry making operations.
B. Twin Screw Extrusion
A die assembly made from steel and graphite with a10 mm i.d. straight outlet was used with an externalwater cooling system. The slurry making and feeding
unit, barrel, and die assembly were all bracketed by well-controlled band heaters and the temperature variationwas controlled within ±1 �C. The twin screw extruder,including the die assembly, was soaked at the extrusiontemperature (Te) ranging from 818 K to 863 K (545 �Cto 590 �C) for an hour before extrusion. The slurryfeeding temperature (Tf) was fixed at 863 K (590 �C),which was higher than the extrusion temperatures for allexperiments, allowing an increase in solid fraction tooccur during extrusion. Although various twin screwrotation rates were tested, most extrusion experimentswere conducted at 150 rpm, resulting in an extrusionspeed of ~10 m/min. Again, a protective atmosphere ofN2+0.4 vol pct SF6 was used during extrusion.Figure 2 shows a typical thermal scheme that thematerial underwent during the process.
C. Microstructure Examination and Mechanical Testing
The extruded samples were examined using opticalmicroscopy to reveal the microstructural features as afunction of processing parameters. Unless stated, thesurfaces examined were sectioned through the longitu-dinal central plane of the extruded rods. Samples ofwater-quenched slurries before extrusion were alsoexamined in order to understand the effect of the slurrypreparation conditions on microstructural development.The samples were prepared following standard metallo-graphic procedures and etched with 5 pct Nital solutionfor examining quenched semisolid structures and withpicric-ethanol solution (4.2 g picric acid, 10 mL H2O,and 70 mL ethanol) for color etching for observingdeformation structures and measuring grain size.The metallographic examinations were performed on aZeiss optical microscope equipped with an imageanalysis system. Grain size measurement was carriedout following ASTM standard E112-96. Tensile
Fig. 2—Typical thermal scheme for the processing of an AZ91Dmagnesium alloy: melt homogenization at 923 K (650 �C) for 30 minand natural cooling to 873 K (600 �C); then shearing and cooling inthe slurry maker for ~2 min to 863 K (590 �C) before feeding to theextruder at a lower temperature, traveling through the barrel forabout 15 s before extrusion and water chilling.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 43A, NOVEMBER 2012—4333

specimens were machined from the extruded AZ91Drods into standard dog-bone tensile bars of 6.5-mmdiameter in a gage length of 25 mm. The tensile test wasconducted on an INSTRON* 5569 universal test
machine at room temperature and at a strain rate0.66 9 10�3/s.
IV. EXPERIMENTAL RESULTS
A. General Performance
Under the selected range of temperature, speed, andcooling rate, the continuous semisolid extrusion of theAZ91Dalloy by theTSREprocesswas successfully carriedout. An essential requirement for the successful operationof the extrusion process is that thematerial extruded out ofthe die holds its shape in air or under water cooling. Thisrequires a sufficient fraction of solid particles in the slurryso that a continuous solid skeleton throughout the volumeof the material is formed. Preliminary trials showed thatslurry feeding at temperatures below 863 K (590 �C) wasnot smooth due to increased viscosity, and 863 K (590 �C)was then chosen as the feeding temperature for allextrusion experiments. However, the solid fraction in theslurry at this temperature was not high enough to hold itsshape after extrusion.
Therefore, extrusion temperatures lower than thisfeeding temperature were employed, as shown inFigure 2, to allow further solidification, giving rise toan increase in solid fraction during extrusion. Figure 3shows typical samples processed in a range of extrusiontemperatures. The extruded rod held its shape uponwater cooling when the extrusion temperature wasbelow 853 K (580 �C), although severe surface voidsand cracks were observed at extrusion temperaturesbetween 843 K and 853 K (570 �C and 580 �C)(Figures 3(a) and (b)). At 838 K (565 �C), the extrudedrods exhibited a good shape and reasonably goodsurface finish. The possible lowest extrusion temperaturewas 818 K (545 �C) due to limited extrusion force.
B. Microstructures of Slurry
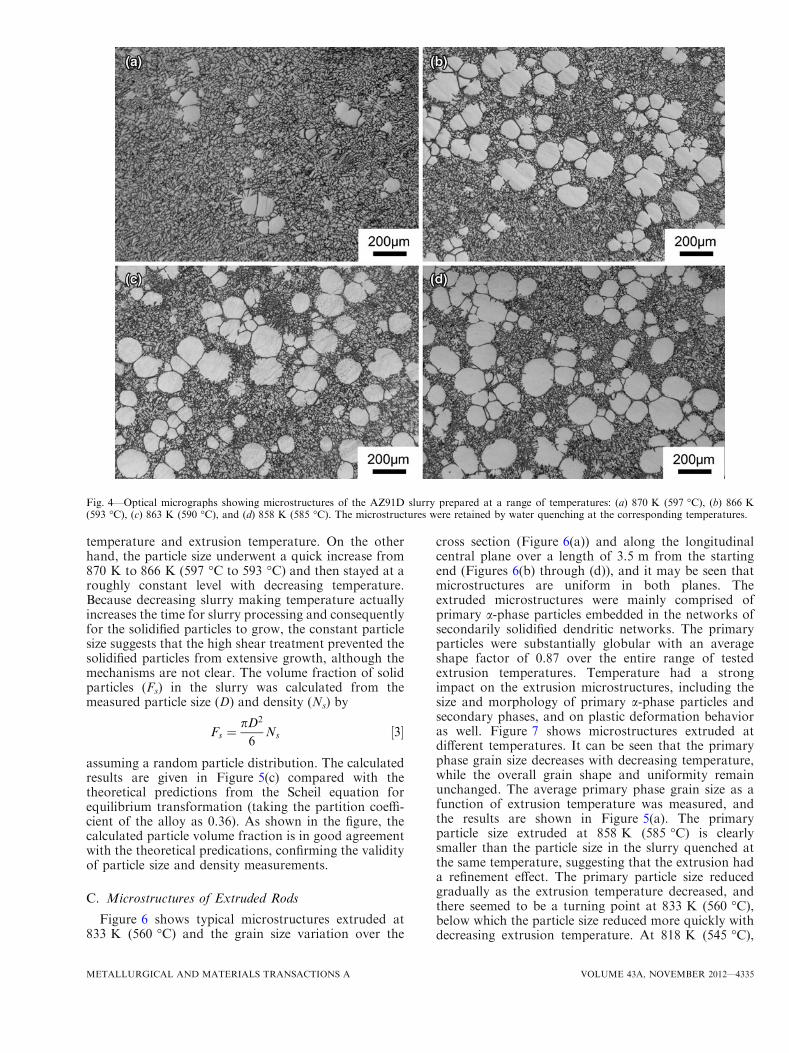
Figure 4 shows the microstructures of the water-quenched samples of slurry prepared at different tem-peratures. The samples were of 0.25 to 0.5 cm3 involume, quenched for less than half a second, and cutthrough the volume center at random orientation. It canbe seen from the figure that the majority of the solidparticles are essentially granular at all temperatures,although some small particles are dendritic or rosette-like, probably due to limited solidification duringquenching. Both the solid fraction and average particlesize increased as the slurry making temperaturedecreased, while the particle morphology seemed to beindependent of temperature. Overall, the formation ofthe globular semisolid structure showed similar nature
to the microstructure evolution in normal rheo-formingprocesses,[5,23] suggesting that the applied convectionand high rate shear was sufficient to produce the slurryof granular particles required by the process.Characteristic parameters of solid particles in slurry as
a function of temperature were determined from micro-structure analysis. The shape factor (F) was estimated bythe relation F ¼ pS=P2; where S and P are the averagearea and perimeter of particles, respectively. F equals aunit for a perfect spherical structure. For the quenchedslurries,Fwasmeasured to be about 0.6 at 870 K (597 �C)and increased steadily with decreasing temperature,reaching a value of 0.73 at 853 K (580 �C). The contiguityfactor (C) was estimated using the relation C ¼ 2Naa=2Naa þNab� �
; where Naa is the number of intersectionsper unit length of test lines between primary a-phaseparticles, which are supposed to be the solid particles inthe slurry, andNab is the number of intersections per unitlength of test lines between the primary a-phase particlesand the secondarily solidified phases, which include allphases that solidified after quenching. The value ofCwasfound in the range of 0.35 to 0.45 independent oftemperature, indicating that there was only limitedparticle agglomeration.The particle size (D) was measured by following the
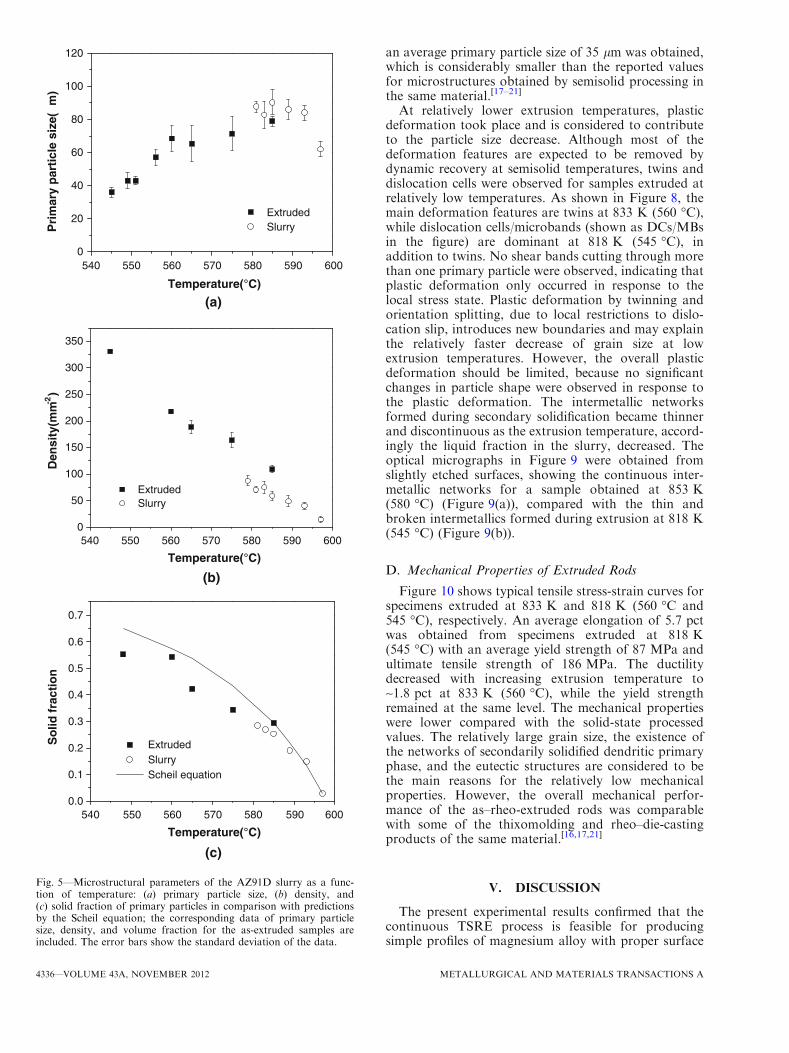
ASTM Standard E112-96, and the particle density (Ns)was estimated by counting particles in a number ofrandomly selected areas of certain dimensions.Figures 5(a) and (b) show the size and density of primaryphase particles as a function of slurry making temper-ature, including the data obtained from the extrudedsamples. As shown in Figure 5(b), the particle densityincreases almost linearly with decreasing slurry making
Fig. 3—Samples of extruded rods at a fixed feeding temperature of863 K (590 �C) and various extrusion temperatures: (a) 858 K(585 �C), (b) 575 �C, (c) 838 K (565 �C), and (d) 818 K (545 �C),showing the improvement of the shape and surface finish of extrudedAZ91D rods with decreasing extrusion temperature.
*INSTRON is a trademark of Instron, Canton, MA.
4334—VOLUME 43A, NOVEMBER 2012 METALLURGICAL AND MATERIALS TRANSACTIONS A
temperature and extrusion temperature. On the otherhand, the particle size underwent a quick increase from870 K to 866 K (597 �C to 593 �C) and then stayed at aroughly constant level with decreasing temperature.Because decreasing slurry making temperature actuallyincreases the time for slurry processing and consequentlyfor the solidified particles to grow, the constant particlesize suggests that the high shear treatment prevented thesolidified particles from extensive growth, although themechanisms are not clear. The volume fraction of solidparticles (Fs) in the slurry was calculated from themeasured particle size (D) and density (Ns) by
Fs ¼pD2
6Ns ½3�
assuming a random particle distribution. The calculatedresults are given in Figure 5(c) compared with thetheoretical predictions from the Scheil equation forequilibrium transformation (taking the partition coeffi-cient of the alloy as 0.36). As shown in the figure, thecalculated particle volume fraction is in good agreementwith the theoretical predications, confirming the validityof particle size and density measurements.
C. Microstructures of Extruded Rods
Figure 6 shows typical microstructures extruded at833 K (560 �C) and the grain size variation over the
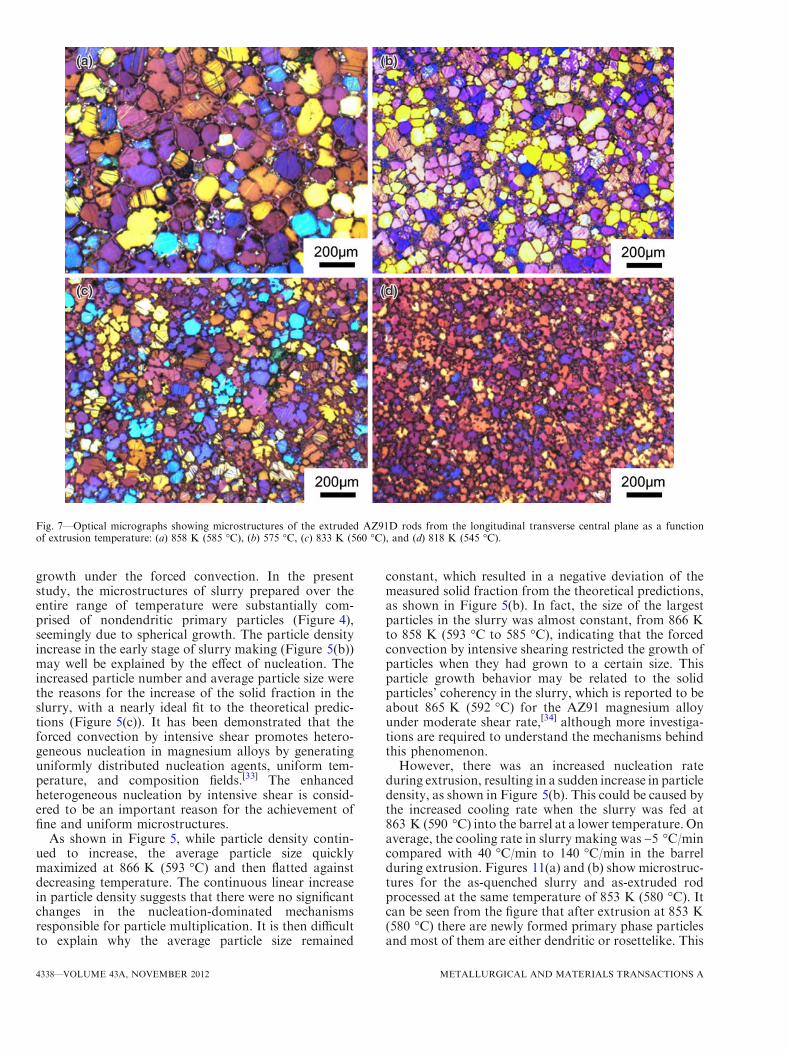
cross section (Figure 6(a)) and along the longitudinalcentral plane over a length of 3.5 m from the startingend (Figures 6(b) through (d)), and it may be seen thatmicrostructures are uniform in both planes. Theextruded microstructures were mainly comprised ofprimary a-phase particles embedded in the networks ofsecondarily solidified dendritic networks. The primaryparticles were substantially globular with an averageshape factor of 0.87 over the entire range of testedextrusion temperatures. Temperature had a strongimpact on the extrusion microstructures, including thesize and morphology of primary a-phase particles andsecondary phases, and on plastic deformation behavioras well. Figure 7 shows microstructures extruded atdifferent temperatures. It can be seen that the primaryphase grain size decreases with decreasing temperature,while the overall grain shape and uniformity remainunchanged. The average primary phase grain size as afunction of extrusion temperature was measured, andthe results are shown in Figure 5(a). The primaryparticle size extruded at 858 K (585 �C) is clearlysmaller than the particle size in the slurry quenched atthe same temperature, suggesting that the extrusion hada refinement effect. The primary particle size reducedgradually as the extrusion temperature decreased, andthere seemed to be a turning point at 833 K (560 �C),below which the particle size reduced more quickly withdecreasing extrusion temperature. At 818 K (545 �C),
Fig. 4—Optical micrographs showing microstructures of the AZ91D slurry prepared at a range of temperatures: (a) 870 K (597 �C), (b) 866 K(593 �C), (c) 863 K (590 �C), and (d) 858 K (585 �C). The microstructures were retained by water quenching at the corresponding temperatures.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 43A, NOVEMBER 2012—4335
an average primary particle size of 35 lm was obtained,which is considerably smaller than the reported valuesfor microstructures obtained by semisolid processing inthe same material.[17–21]
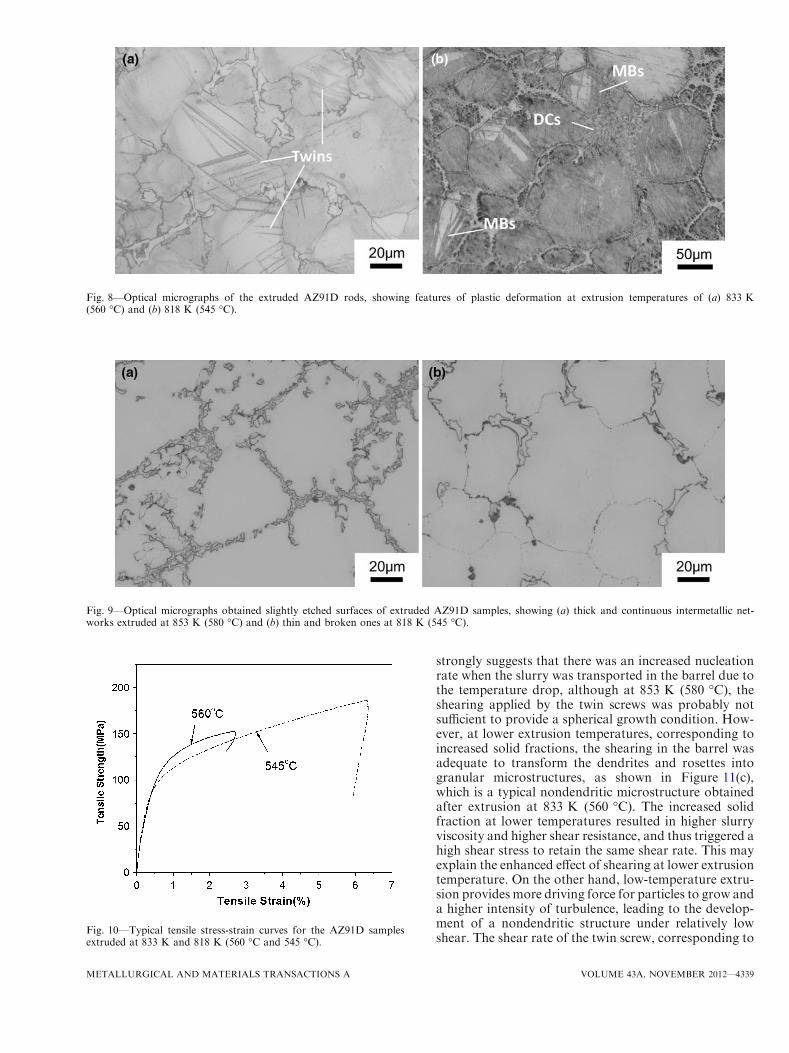
At relatively lower extrusion temperatures, plasticdeformation took place and is considered to contributeto the particle size decrease. Although most of thedeformation features are expected to be removed bydynamic recovery at semisolid temperatures, twins anddislocation cells were observed for samples extruded atrelatively low temperatures. As shown in Figure 8, themain deformation features are twins at 833 K (560 �C),while dislocation cells/microbands (shown as DCs/MBsin the figure) are dominant at 818 K (545 �C), inaddition to twins. No shear bands cutting through morethan one primary particle were observed, indicating thatplastic deformation only occurred in response to thelocal stress state. Plastic deformation by twinning andorientation splitting, due to local restrictions to dislo-cation slip, introduces new boundaries and may explainthe relatively faster decrease of grain size at lowextrusion temperatures. However, the overall plasticdeformation should be limited, because no significantchanges in particle shape were observed in response tothe plastic deformation. The intermetallic networksformed during secondary solidification became thinnerand discontinuous as the extrusion temperature, accord-ingly the liquid fraction in the slurry, decreased. Theoptical micrographs in Figure 9 were obtained fromslightly etched surfaces, showing the continuous inter-metallic networks for a sample obtained at 853 K(580 �C) (Figure 9(a)), compared with the thin andbroken intermetallics formed during extrusion at 818 K(545 �C) (Figure 9(b)).
D. Mechanical Properties of Extruded Rods
Figure 10 shows typical tensile stress-strain curves forspecimens extruded at 833 K and 818 K (560 �C and545 �C), respectively. An average elongation of 5.7 pctwas obtained from specimens extruded at 818 K(545 �C) with an average yield strength of 87 MPa andultimate tensile strength of 186 MPa. The ductilitydecreased with increasing extrusion temperature to~1.8 pct at 833 K (560 �C), while the yield strengthremained at the same level. The mechanical propertieswere lower compared with the solid-state processedvalues. The relatively large grain size, the existence ofthe networks of secondarily solidified dendritic primaryphase, and the eutectic structures are considered to bethe main reasons for the relatively low mechanicalproperties. However, the overall mechanical perfor-mance of the as–rheo-extruded rods was comparablewith some of the thixomolding and rheo–die-castingproducts of the same material.[16,17,21]
V. DISCUSSION
The present experimental results confirmed that thecontinuous TSRE process is feasible for producingsimple profiles of magnesium alloy with proper surface
0
50
100
150
200
250
300
350
Extruded Slurry
Den
sity
(mm
-2)
(b)
0
20
40
60
80
100
120
Extruded SlurryP
rim
ary
par
ticl
e si
ze( µ
m)
Temperature(°C)
Temperature(°C)
Temperature(°C)
(a)
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
Extruded Slurry Scheil equation
So
lid f
ract
ion
(c)
540 550 560 570 580 590 600
540 550 560 570 580 590 600
540 550 560 570 580 590 600
Fig. 5—Microstructural parameters of the AZ91D slurry as a func-tion of temperature: (a) primary particle size, (b) density, and(c) solid fraction of primary particles in comparison with predictionsby the Scheil equation; the corresponding data of primary particlesize, density, and volume fraction for the as-extruded samples areincluded. The error bars show the standard deviation of the data.
4336—VOLUME 43A, NOVEMBER 2012 METALLURGICAL AND MATERIALS TRANSACTIONS A

quality and mechanical properties. The extrusion speedis substantially higher than a rheo-casting process, andthe continuous nature of the process offers significantadvantages over thixomolding and the conventionalsolid-state extrusion process. The process also exhibiteda number of advantageous features in the control ofmicrostructure.
A. Development of Nondendritic Structures
The formation of a nondendritic microstructure iscritical for the TSRE process, because its high fluidityand rheological features allow the forming process to beperformed continuously under a significantly reducedforce. It is conventionally believed[5,24–30] that nonden-dritic microstructures form under forced convection due
to one or more of the following mechanisms:(1) dendritic arms remelting at their roots[25] or liquidpenetration through high-angle boundaries,[26] (2) cellargrowth and ripening effect,[27,28] (3) dendrite armsbending due to thermal-solutal convection,[29] or(4) dendrite fragmentation by mechanical force.[5] Thisconventional dendrite fragmentation theory provides agood explanation for solid particle multiplication butcannot explain why the detached fragments would growinto globules rather than dendrites. Recent experimentalstudies,[19,30] supported by computer simulations,[31,32]
suggest that the turbulence of high shear helps transportthe accumulated solute atoms away from the solid-liquidinterface and stabilizes planar growth, restraining den-drite development. Hence, the nondendritic structure isbelieved to be essentially a direct result of spherical
0.0 0.2 0.4 0.6 0.8 1.00
20
40
60
80
100
Gra
in s
ize
(µm
)
Normalized Distance
Radial direction
Extrusion direction
(e)
(d)
200µm
(c) (b) (a)
1 mm
Fig. 6—Optical micrographs of the AZ91D rods extruded at 833 K (560 �C) and 10 m/min, showing the uniformity of microstructures on(a) short transverse cross section and (b) through (d) the longitudinal transverse section through the central plane from evenly separated posi-tions over a length of 3.5 m; (e) grain size as a function of normalized distance across the diameter of the rod and over the 3.5-m-long rod. Theerror bars show the standard deviation of the data.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 43A, NOVEMBER 2012—4337
growth under the forced convection. In the presentstudy, the microstructures of slurry prepared over theentire range of temperature were substantially com-prised of nondendritic primary particles (Figure 4),seemingly due to spherical growth. The particle densityincrease in the early stage of slurry making (Figure 5(b))may well be explained by the effect of nucleation. Theincreased particle number and average particle size werethe reasons for the increase of the solid fraction in theslurry, with a nearly ideal fit to the theoretical predic-tions (Figure 5(c)). It has been demonstrated that theforced convection by intensive shear promotes hetero-geneous nucleation in magnesium alloys by generatinguniformly distributed nucleation agents, uniform tem-perature, and composition fields.[33] The enhancedheterogeneous nucleation by intensive shear is consid-ered to be an important reason for the achievement offine and uniform microstructures.
As shown in Figure 5, while particle density contin-ued to increase, the average particle size quicklymaximized at 866 K (593 �C) and then flatted againstdecreasing temperature. The continuous linear increasein particle density suggests that there were no significantchanges in the nucleation-dominated mechanismsresponsible for particle multiplication. It is then difficultto explain why the average particle size remained
constant, which resulted in a negative deviation of themeasured solid fraction from the theoretical predictions,as shown in Figure 5(b). In fact, the size of the largestparticles in the slurry was almost constant, from 866 Kto 858 K (593 �C to 585 �C), indicating that the forcedconvection by intensive shearing restricted the growth ofparticles when they had grown to a certain size. Thisparticle growth behavior may be related to the solidparticles’ coherency in the slurry, which is reported to beabout 865 K (592 �C) for the AZ91 magnesium alloyunder moderate shear rate,[34] although more investiga-tions are required to understand the mechanisms behindthis phenomenon.However, there was an increased nucleation rate
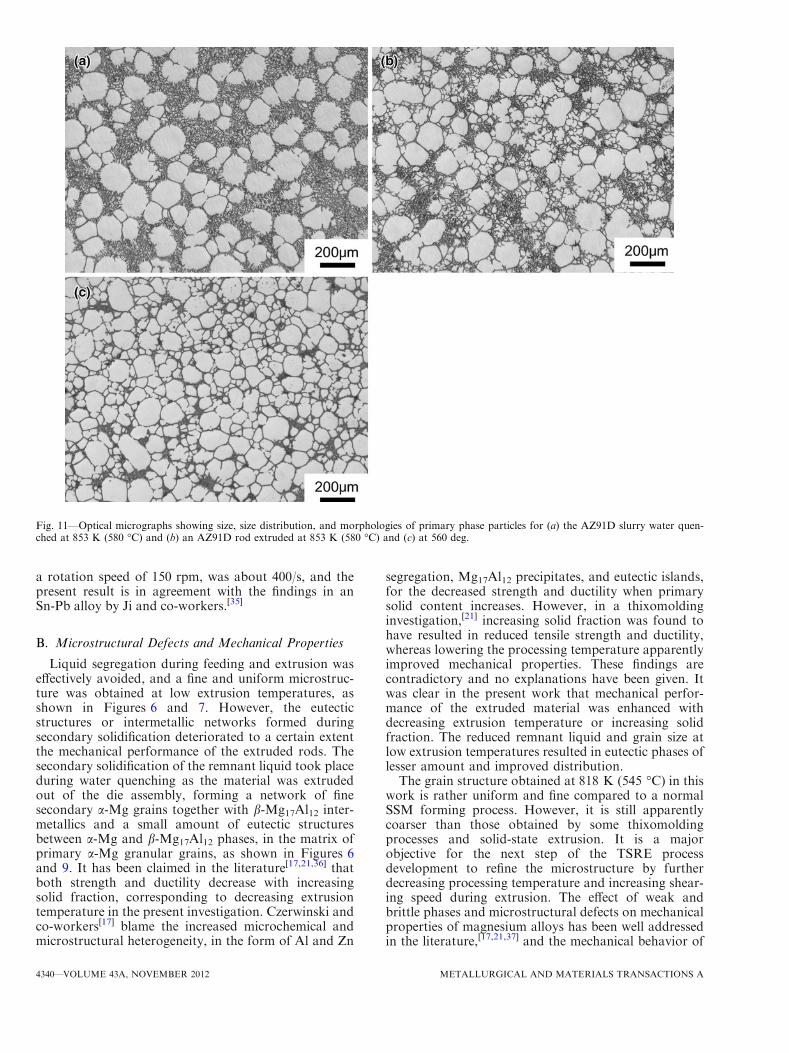
during extrusion, resulting in a sudden increase in particledensity, as shown in Figure 5(b). This could be caused bythe increased cooling rate when the slurry was fed at863 K (590 �C) into the barrel at a lower temperature. Onaverage, the cooling rate in slurry making was ~5 �C/mincompared with 40 �C/min to 140 �C/min in the barrelduring extrusion. Figures 11(a) and (b) show microstruc-tures for the as-quenched slurry and as-extruded rodprocessed at the same temperature of 853 K (580 �C). Itcan be seen from the figure that after extrusion at 853 K(580 �C) there are newly formed primary phase particlesand most of them are either dendritic or rosettelike. This
Fig. 7—Optical micrographs showing microstructures of the extruded AZ91D rods from the longitudinal transverse central plane as a functionof extrusion temperature: (a) 858 K (585 �C), (b) 575 �C, (c) 833 K (560 �C), and (d) 818 K (545 �C).
4338—VOLUME 43A, NOVEMBER 2012 METALLURGICAL AND MATERIALS TRANSACTIONS A
strongly suggests that there was an increased nucleationrate when the slurry was transported in the barrel due tothe temperature drop, although at 853 K (580 �C), theshearing applied by the twin screws was probably notsufficient to provide a spherical growth condition. How-ever, at lower extrusion temperatures, corresponding toincreased solid fractions, the shearing in the barrel wasadequate to transform the dendrites and rosettes intogranular microstructures, as shown in Figure 11(c),which is a typical nondendritic microstructure obtainedafter extrusion at 833 K (560 �C). The increased solidfraction at lower temperatures resulted in higher slurryviscosity and higher shear resistance, and thus triggered ahigh shear stress to retain the same shear rate. This mayexplain the enhanced effect of shearing at lower extrusiontemperature. On the other hand, low-temperature extru-sion provides more driving force for particles to grow anda higher intensity of turbulence, leading to the develop-ment of a nondendritic structure under relatively lowshear. The shear rate of the twin screw, corresponding to
Fig. 8—Optical micrographs of the extruded AZ91D rods, showing features of plastic deformation at extrusion temperatures of (a) 833 K(560 �C) and (b) 818 K (545 �C).
Fig. 9—Optical micrographs obtained slightly etched surfaces of extruded AZ91D samples, showing (a) thick and continuous intermetallic net-works extruded at 853 K (580 �C) and (b) thin and broken ones at 818 K (545 �C).
Fig. 10—Typical tensile stress-strain curves for the AZ91D samplesextruded at 833 K and 818 K (560 �C and 545 �C).
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 43A, NOVEMBER 2012—4339
a rotation speed of 150 rpm, was about 400/s, and thepresent result is in agreement with the findings in anSn-Pb alloy by Ji and co-workers.[35]
B. Microstructural Defects and Mechanical Properties
Liquid segregation during feeding and extrusion waseffectively avoided, and a fine and uniform microstruc-ture was obtained at low extrusion temperatures, asshown in Figures 6 and 7. However, the eutecticstructures or intermetallic networks formed duringsecondary solidification deteriorated to a certain extentthe mechanical performance of the extruded rods. Thesecondary solidification of the remnant liquid took placeduring water quenching as the material was extrudedout of the die assembly, forming a network of finesecondary a-Mg grains together with b-Mg17Al12 inter-metallics and a small amount of eutectic structuresbetween a-Mg and b-Mg17Al12 phases, in the matrix ofprimary a-Mg granular grains, as shown in Figures 6and 9. It has been claimed in the literature[17,21,36] thatboth strength and ductility decrease with increasingsolid fraction, corresponding to decreasing extrusiontemperature in the present investigation. Czerwinski andco-workers[17] blame the increased microchemical andmicrostructural heterogeneity, in the form of Al and Zn
segregation, Mg17Al12 precipitates, and eutectic islands,for the decreased strength and ductility when primarysolid content increases. However, in a thixomoldinginvestigation,[21] increasing solid fraction was found tohave resulted in reduced tensile strength and ductility,whereas lowering the processing temperature apparentlyimproved mechanical properties. These findings arecontradictory and no explanations have been given. Itwas clear in the present work that mechanical perfor-mance of the extruded material was enhanced withdecreasing extrusion temperature or increasing solidfraction. The reduced remnant liquid and grain size atlow extrusion temperatures resulted in eutectic phases oflesser amount and improved distribution.The grain structure obtained at 818 K (545 �C) in this
work is rather uniform and fine compared to a normalSSM forming process. However, it is still apparentlycoarser than those obtained by some thixomoldingprocesses and solid-state extrusion. It is a majorobjective for the next step of the TSRE processdevelopment to refine the microstructure by furtherdecreasing processing temperature and increasing shear-ing speed during extrusion. The effect of weak andbrittle phases and microstructural defects on mechanicalproperties of magnesium alloys has been well addressedin the literature,[17,21,37] and the mechanical behavior of
Fig. 11—Optical micrographs showing size, size distribution, and morphologies of primary phase particles for (a) the AZ91D slurry water quen-ched at 853 K (580 �C) and (b) an AZ91D rod extruded at 853 K (580 �C) and (c) at 560 deg.
4340—VOLUME 43A, NOVEMBER 2012 METALLURGICAL AND MATERIALS TRANSACTIONS A

the extruded material during tensile deformation willnot be discussed in detail. Heat treatment to AZ91Dcomponents manufactured by rheo-casting was reportedto effectively improve both microstructures and mechan-ical properties,[38] and it is believed that postextrusionthermomechanical processing will improve the mechan-ical behavior of the extruded products, although moreinvestigations are needed in this area.
C. Thermal Management
In order to maintain smooth and steady slurry feedingfor the continuous TSRE process, the feeding temper-ature was set to be higher than the extrusion temper-ature. The process thus started from a transient state inwhich the slurry temperature decreased gradually whilethe barrel temperature increased before reaching asteady state. The steady-state extrusion temperature isestimated by simplified thermal analysis as follows.
For a given extrusion speed (V) and a given slurrytemperature drop (DT) from the feeding point to theentrance of the die assembly, the slurry heat loss rateduring transport is
_QS ¼1
4p/2qV CpDT�HDfs
� �½4�
where / is the diameter of the extruded rod, q thematerial density, Cp the heat capacity of the material, Hthe latent heat of fusion, and Dfs the solid fractionincrease corresponding to the temperature drop DT. Theheat loss of the slurry during transport occurred byconvection heat transfer between the slurry and thebarrel internal surface, where the heat is conductedthrough the barrel wall. Because the heat convectioncoefficient between the slurry and the barrel internalsurface (~3000 W/m2 K) is substantially higher than theheat conductivity (38 W/m2 K) of the barrel wall, thetemperature at the barrel internal surface is assumed tobe equal to the slurry temperature (Ts). The slurrytemperature in the radian direction is uniform, and heattransfer along the axis direction only contributes to thetemperature gradient change but not the slurry heat loss.Therefore, the overall heat transfer rate is only deter-mined by the radial heat conduction through the barrelwall.
As shown in Figure 12, the twin screw geometry issimplified as a solid cylindrical column in the middle ofthe barrel. The diameter of the column is determined bythe equivalent volume corresponding to the actualstructure. The slurry then flows in-between the screwcolumn and the barrel. Under the simplified geometry,the heat loss rate of the slurry by radial heat conductionthrough the barrel wall for a barrel segment Dl D _QB
� �is
given as
D _QB ¼ 2phbðDlÞTs � Tbo
ln ro=rið Þ ½5�
where Tbo is the temperature at the outside surface ofthe barrel, which is equal to the nominal extrusiontemperature (Te); hb, the heat conductivity of thebarrel; and ri and ro, the inner radius and outer radius
of the barrel, respectively. Assuming Ts decreases line-arly along the barrel, the integration of Eq. [5] overthe full length of the barrel (L) gives the total heat lossrate through the barrel wall _QB
� �as
_QB ¼ phbL2Tf � 2Te � DT
lnðro=riÞ½6�
where DT is the total slurry temperature drop in thebarrel. At the steady state, _QS ¼ _QB; then
DT ¼8hbL Tf � Te
� �4hbLþ Vq/2 ln ro=rið Þ Cp þH=DTfr
� � ½7�
using an approximation Dfs ¼ DT=DTfr; where DTfr ¼TL � TS is the freezing range of the alloy, where TL andTS are the liquidus and solidus of the material, respec-tively.In the analysis, the slurry temperature is assumed to be
uniform, which is reasonable as the gap for slurry flow is inthe range of 0.5 to 2 mm and the constant shearing alsohelps to homogenize the slurry temperature. The effect ofthe screws on slurry temperature is important in the earlystages, because the screws absorba considerable amount ofheat from the slurry. Their effect is negligible during thesteady-state extrusion, because they have the same tem-perature as the slurry without sources of heat generation.The parameters used for analysis are given in Table I.Figure 13 shows the predicted extrusion temperature,TPE ¼ Te � DT; as a function of the nominal extrusiontemperature (Te) at the extrusion speed of 10 m/min. It canbe seen from the figure that for a given feeding temperature(Tf), TPE is proportional to Te, as defined in Eq. [8]. Theproportional constant isdeterminedby theapplied thermalcondition (nominal extrusion temperature Te), materialparameters (density q, heat capacityCp, and the latent heatof fusion H), extruder dimensions (barrel length L anddiameters ri and ro), extrusion speedV, and the diameter ofthe extruded strand (/). The analysis indicates that, for agivenTSRE systemandproduct tobeprocessed, the actual
Fig. 12—Geometrical model for thermal analysis.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 43A, NOVEMBER 2012—4341
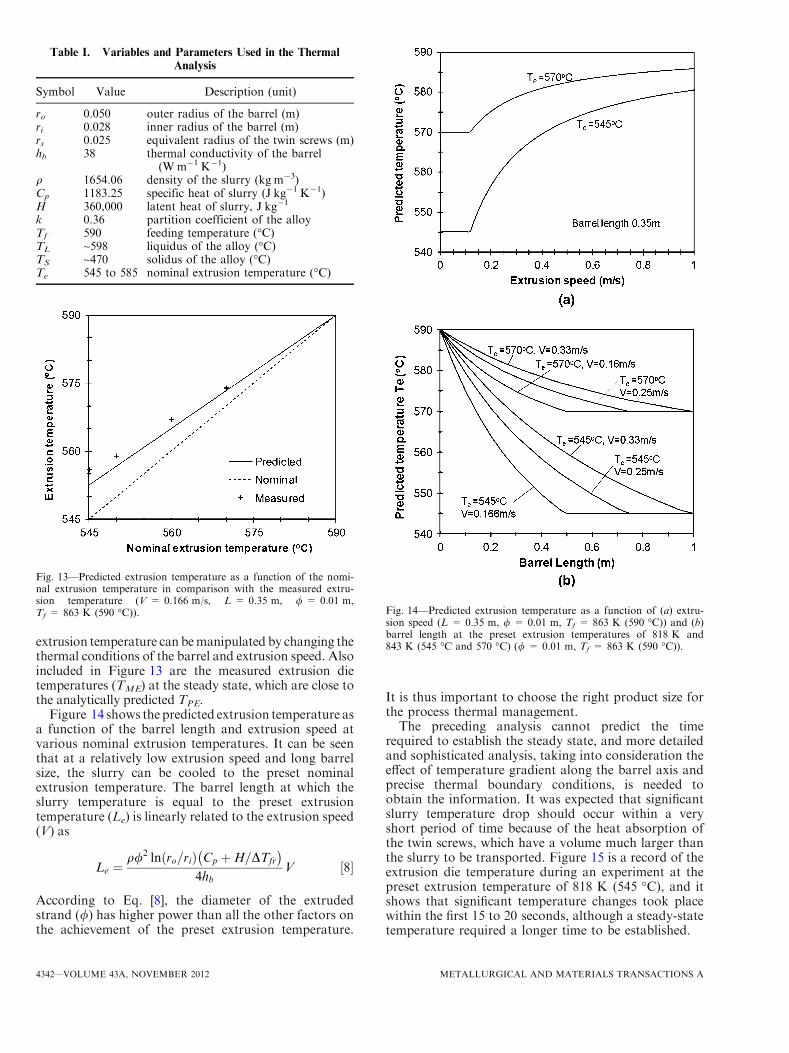
extrusion temperature can bemanipulated by changing thethermal conditions of the barrel and extrusion speed. Alsoincluded in Figure 13 are the measured extrusion dietemperatures (TME) at the steady state, which are close tothe analytically predicted TPE.
Figure 14 shows the predicted extrusion temperature asa function of the barrel length and extrusion speed atvarious nominal extrusion temperatures. It can be seenthat at a relatively low extrusion speed and long barrelsize, the slurry can be cooled to the preset nominalextrusion temperature. The barrel length at which theslurry temperature is equal to the preset extrusiontemperature (Le) is linearly related to the extrusion speed(V) as
Le ¼q/2 ln ro=rið Þ Cp þH=DTfr
� �4hb
V ½8�
According to Eq. [8], the diameter of the extrudedstrand (/) has higher power than all the other factors onthe achievement of the preset extrusion temperature.
It is thus important to choose the right product size forthe process thermal management.The preceding analysis cannot predict the time
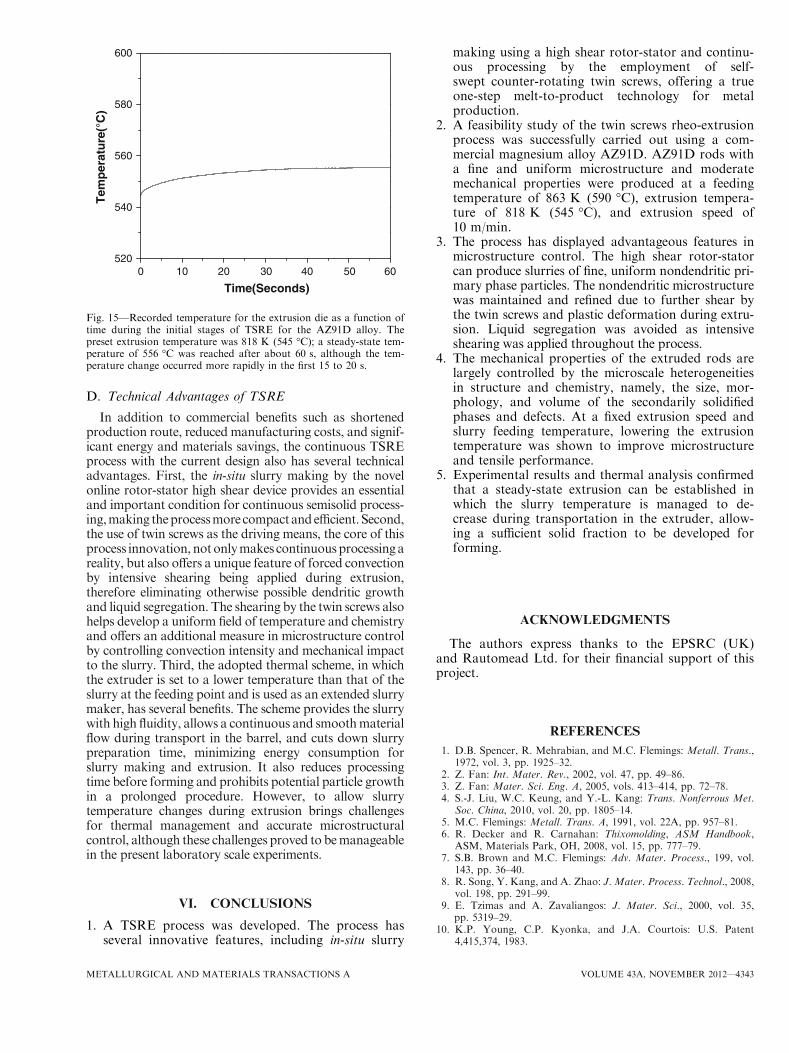
required to establish the steady state, and more detailedand sophisticated analysis, taking into consideration theeffect of temperature gradient along the barrel axis andprecise thermal boundary conditions, is needed toobtain the information. It was expected that significantslurry temperature drop should occur within a veryshort period of time because of the heat absorption ofthe twin screws, which have a volume much larger thanthe slurry to be transported. Figure 15 is a record of theextrusion die temperature during an experiment at thepreset extrusion temperature of 818 K (545 �C), and itshows that significant temperature changes took placewithin the first 15 to 20 seconds, although a steady-statetemperature required a longer time to be established.
Fig. 14—Predicted extrusion temperature as a function of (a) extru-sion speed (L = 0.35 m, / = 0.01 m, Tf = 863 K (590 �C)) and (b)barrel length at the preset extrusion temperatures of 818 K and843 K (545 �C and 570 �C) (/ = 0.01 m, Tf = 863 K (590 �C)).
Table I. Variables and Parameters Used in the Thermal
Analysis
Symbol Value Description (unit)
ro 0.050 outer radius of the barrel (m)ri 0.028 inner radius of the barrel (m)rs 0.025 equivalent radius of the twin screws (m)hb 38 thermal conductivity of the barrel
(WÆm�1ÆK�1)q 1654.06 density of the slurry (kgÆm�3)Cp 1183.25 specific heat of slurry (JÆkg�1ÆK�1)H 360,000 latent heat of slurry, JÆkg�1
k 0.36 partition coefficient of the alloyTf 590 feeding temperature (�C)TL ~598 liquidus of the alloy (�C)TS ~470 solidus of the alloy (�C)Te 545 to 585 nominal extrusion temperature (�C)
Fig. 13—Predicted extrusion temperature as a function of the nomi-nal extrusion temperature in comparison with the measured extru-sion temperature (V = 0.166 m/s, L = 0.35 m, / = 0.01 m,Tf = 863 K (590 �C)).
4342—VOLUME 43A, NOVEMBER 2012 METALLURGICAL AND MATERIALS TRANSACTIONS A
D. Technical Advantages of TSRE
In addition to commercial benefits such as shortenedproduction route, reduced manufacturing costs, and signif-icant energy and materials savings, the continuous TSREprocess with the current design also has several technicaladvantages. First, the in-situ slurry making by the novelonline rotor-stator high shear device provides an essentialand important condition for continuous semisolid process-ing,making theprocessmorecompactandefficient. Second,the use of twin screws as the driving means, the core of thisprocess innovation, notonlymakes continuousprocessingareality, but also offers a unique feature of forced convectionby intensive shearing being applied during extrusion,therefore eliminating otherwise possible dendritic growthand liquid segregation. The shearing by the twin screws alsohelps develop a uniform field of temperature and chemistryand offers an additional measure in microstructure controlby controlling convection intensity and mechanical impactto the slurry. Third, the adopted thermal scheme, in whichthe extruder is set to a lower temperature than that of theslurry at the feeding point and is used as an extended slurrymaker, has several benefits. The scheme provides the slurrywith high fluidity, allows a continuous and smoothmaterialflow during transport in the barrel, and cuts down slurrypreparation time, minimizing energy consumption forslurry making and extrusion. It also reduces processingtime before forming and prohibits potential particle growthin a prolonged procedure. However, to allow slurrytemperature changes during extrusion brings challengesfor thermal management and accurate microstructuralcontrol, although these challenges proved to bemanageablein the present laboratory scale experiments.
VI. CONCLUSIONS
1. A TSRE process was developed. The process hasseveral innovative features, including in-situ slurry
making using a high shear rotor-stator and continu-ous processing by the employment of self-swept counter-rotating twin screws, offering a trueone-step melt-to-product technology for metalproduction.
2. A feasibility study of the twin screws rheo-extrusionprocess was successfully carried out using a com-mercial magnesium alloy AZ91D. AZ91D rods witha fine and uniform microstructure and moderatemechanical properties were produced at a feedingtemperature of 863 K (590 �C), extrusion tempera-ture of 818 K (545 �C), and extrusion speed of10 m/min.
3. The process has displayed advantageous features inmicrostructure control. The high shear rotor-statorcan produce slurries of fine, uniform nondendritic pri-mary phase particles. The nondendritic microstructurewas maintained and refined due to further shear bythe twin screws and plastic deformation during extru-sion. Liquid segregation was avoided as intensiveshearing was applied throughout the process.
4. The mechanical properties of the extruded rods arelargely controlled by the microscale heterogeneitiesin structure and chemistry, namely, the size, mor-phology, and volume of the secondarily solidifiedphases and defects. At a fixed extrusion speed andslurry feeding temperature, lowering the extrusiontemperature was shown to improve microstructureand tensile performance.
5. Experimental results and thermal analysis confirmedthat a steady-state extrusion can be established inwhich the slurry temperature is managed to de-crease during transportation in the extruder, allow-ing a sufficient solid fraction to be developed forforming.
ACKNOWLEDGMENTS
The authors express thanks to the EPSRC (UK)and Rautomead Ltd. for their financial support of thisproject.
REFERENCES1. D.B. Spencer, R. Mehrabian, and M.C. Flemings: Metall. Trans.,
1972, vol. 3, pp. 1925–32.2. Z. Fan: Int. Mater. Rev., 2002, vol. 47, pp. 49–86.3. Z. Fan: Mater. Sci. Eng. A, 2005, vols. 413–414, pp. 72–78.4. S.-J. Liu, W.C. Keung, and Y.-L. Kang: Trans. Nonferrous Met.
Soc. China, 2010, vol. 20, pp. 1805–14.5. M.C. Flemings: Metall. Trans. A, 1991, vol. 22A, pp. 957–81.6. R. Decker and R. Carnahan: Thixomolding, ASM Handbook,
ASM, Materials Park, OH, 2008, vol. 15, pp. 777–79.7. S.B. Brown and M.C. Flemings: Adv. Mater. Process., 199, vol.
143, pp. 36–40.8. R. Song, Y. Kang, and A. Zhao: J. Mater. Process. Technol., 2008,
vol. 198, pp. 291–99.9. E. Tzimas and A. Zavaliangos: J. Mater. Sci., 2000, vol. 35,
pp. 5319–29.10. K.P. Young, C.P. Kyonka, and J.A. Courtois: U.S. Patent
4,415,374, 1983.
0 10 20 30 40 50 60520
540
560
580
600
Tem
per
atu
re(°
C)
Time(Seconds)
Fig. 15—Recorded temperature for the extrusion die as a function oftime during the initial stages of TSRE for the AZ91D alloy. Thepreset extrusion temperature was 818 K (545 �C); a steady-state tem-perature of 556 �C was reached after about 60 s, although the tem-perature change occurred more rapidly in the first 15 to 20 s.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 43A, NOVEMBER 2012—4343

11. L.E. Boyed, D.H. Kirkwood, and M.M. Sellars: Proc. 2nd WorldBasque Conf. on New Structural Materials, A.K. Bhasin, J.J.Moore, K.P. Young, and S. Midson, eds., Servico Central dePublicaciones del Gobierno Vasco, Madrid, 1988, pp. 285–95.
12. J. Wannasin, S. Janudom, T. Rattanochaikul, and R. Canyook:Trans. Nonferrous Met. Soc. China, 2010, vol. 20, pp. s1010–s1015.
13. R. Nagata, Y. Uetani, H. Takagi, K. Matsuda, and S. Ikeno:Mater. Sci. Forum, 2006, vols. 519–521, pp. 1847–52.
14. H. Peng, S.P.Wang, N.Wang, andK.K.Wang:Proc. 3rd Int. Conf.on Semisolid Processing of Alloys and Composites, M. Kiuchi, ed.,Institute of Industrial Science, Tokyo, 1994, pp. 191–200.
15. S. Ji, Z. Fan, and M.J. Bevis: Mater. Sci. Eng. A, 2001, vol. 299A,pp. 210–17.
16. X. Du and E. Zhang: Mater. Lett., 2007, vol. 61, pp. 2333–37.17. F. Czerwinski, A. Zielinska, P.J. Pinet, and J. Overbeeke: Acta
Mater., 2001, vol. 49, pp. 1225–35.18. F. Czerwinski: Acta Mater., 2004, vol. 52, pp. 5057–69.19. Z. Fan and G. Liu: Acta Mater., 2005, vol. 53, pp. 4345–57.20. J.G. Wang, H.Q. Lin, H.Y. Wang, and Q.C. Jiang: J. Alloys
Compd., 2008, vol. 466, pp. 98–105.21. Y.F. Zhang, Y.B. Liu, Z.Y. Cao, Q.Q. Zhang, and L. Zhang:
J. Mater. Process. Technol., 2009, vol. 209, pp. 1375–84.22. R. Guan, J. Wen, S. Wang, and X. Liu: Trans. Nonferrous Met.
Soc. China, 2006, vol. 16, pp. 382–86.23. F. Czerwinski and A. Zielinska-Lipiec: Acta Mater., 2005, vol. 53,
pp. 3433–44.24. A. Vogel and B. Cantor: J. Cryst. Growth, 1977, vol. 37, pp. 309–16.
25. A. Hellawell: Proc. 4th Int. Conf. on Semi-Solid Processing ofAlloys and Composites, D.H. Kirkwood and P. Kapranos, eds.,Sheffield, United Kingdom, 1996, pp. 60–66.
26. R.D. Doherty, H.-I. Lee, and E.A. Feest:Mater. Sci. Eng. A, 1984,vol. 65A, pp. 181–89.
27. J.M.M. Molenaar, F.W.H.C. Salemans, and L. Katgerman:J. Mater. Sci., 1985, vol. 20, pp. 4335–42.
28. J.M.M.Molenaar, L. Katgerman,W.H. Kool, and R.J. Smeulders:J. Mater. Sci., 1986, vol. 21, pp. 389–97.
29. A.M. Mullis: Acta Mater., 1999, vol. 47, pp. 1783–82.30. S. Ji and Z. Fan: Metall. Mater. Trans. A, 2002, vol. 33A,
pp. 3511–20.31. A. Das, S. Ji, and Z. Fan: Acta Mater., 2002, vol. 50, pp. 4571–85.32. R.S. Qin and E.R. Wallach: Mater. Sci. Eng. A, 2003, vol. 357A,
pp. 45–54.33. H. Men, B. Jiang, and Z. Fan: Acta Mater., 2010, vol. 58,
pp. 6526–34.34. C.M. Gourlay, B. Meylan, and A.K. Dahle: Acta Mater., 2008,
vol. 56, pp. 3403–13.35. S. Ji, A. Das, and Z. Fan: ScriptaMater., 2002, vol. 46, pp. 205–10.36. D. Ghosh, K. Kang, C. Bach, J.G. Roemer, and C. Vanschilt:
Proc. Int. Symp. on Recent Metallurgical Advances in Light MetalsIndustries, S. Vancouver, BC, Canada, 1995, Macewen andJ.P. Gilardeau, eds., Canadian Institute of Mining, Metallurgy andPetroleum, Cop., Montreal, QC, 1995, pp. 473–79.
37. L. Yang, Y. Kang, F. Zhang, and J. Xu: Trans. Nonferrous Met.Soc. China, 2010, vol. 20, pp. s863–s867.
38. Y.Wang,G.Liu, andZ. Fan:ActaMater., 2006, vol. 54, pp. 689–99.
4344—VOLUME 43A, NOVEMBER 2012 METALLURGICAL AND MATERIALS TRANSACTIONS A