conference on and freeze drying - international society of … · · 2012-05-03and scale‐up of...
TRANSCRIPT

A model‐based approach for recipe design and scale‐up of freeze‐drying processes
Davide Fissore, PhDDepartment of Applied Science and Technology
LYO LAB
Research Team
5th International Conference on Lyophilization and Freeze Drying March 29 – 30, 2012, Bologna
Outline• Recipe development• Scale‐up: the problem & the approaches• Mathematical modeling• Determination of model parameters• Recipe scale‐up: the procedure• Case study

Do I really need to scale‐up a recipe?
Would it be possible to directly obtain the recipe suitable for the industrial scale apparatus?
How to introduce/evaluate robustness?
Why do not take full advantage of modeling? and how to do it?
Which PAT tools are available to make scale‐up fast and easy?
How many experimental tests are really needed for scale‐up?

Recipe development• An extended experimental campaign is generally carried out at lab‐scale to identify the values of the heating shelf temperature (Tshelf) and of the drying chamber pressure (Pc) that allow obtaining a product with acceptable quality.
• It is generally recognized that this result is achieved if product temperature is maintained below a limit value during primary drying, i.e. when the ice is removed from the frozen product by sublimation.

Recipe development• Automatic control can allow recipe development in one step.
ProcessInput variablesTfluid & Pc
Output variablesT & Lfrozen
Monitoring system
Control system

Recipe development• A design space can be constructed with few experiments.
510
1520
2530
-45
-40
-35
-30
-25
-30-25
-20-15
-10-5
-38°C-36°C-34°C
-30°C
-32°C
Max
imum
pro
duct
tem
pera
ture
, °C
Chamber pressure, Pa Shelf
temperature, °C
-28°C

Scale‐up: the problem• Generally, the same recipe obtained in the lab‐scale equipment cannot be used (without modifications) to freeze‐dry the product in a pilot‐scale or in an industrial‐scale freeze‐dryer.
• Generally, the same dynamics of product temperature and of ice sublimation (i.e. the same primary drying duration) are not obtained in two different freeze‐dryers with the same recipe.

Scale‐up: the problem• The reasons at the basis of this are numerous, e.g.:
– Radiation effect – Chamber pressure– Heating and cooling rates– …
• The scale‐up problem is well identified, but the solutions proposed in the literature are not always simple and effective.
The reasonable man adapts himself to the world; the unreasonable one persists in trying to adapt the world to himself. Therefore, all progress depends on the unreasonable man.
George Bernard Shaw, 1856-1950

Combining experiments and modelling• A successful scale‐up of a recipe requires a thorough understanding of the relationship between the critical quality attributes and the manufacturing process.
• Such a result can be achieved using: – a mathematical model of the process, to simulate product evolution for a selected recipe,
– few experiments to determine model parameters and to characterize the different freeze‐dryers.
If you can’t measure it, you can’t improve it.
Lord Kelvin,1868

Mathematical modeling• A suitable model has to be selected.
• The level of detail must be chosen according to the final use.
• Parameters uncertainty and model complexity vs.accuracy of the calculations.
The best material model of a cat is another, or preferably the same, cat
(Wiener & Rosenblueth)
A theory has only the alternative of being right or wrong. A model has a third possibility: it may be right, but irrelevant
(Egan)
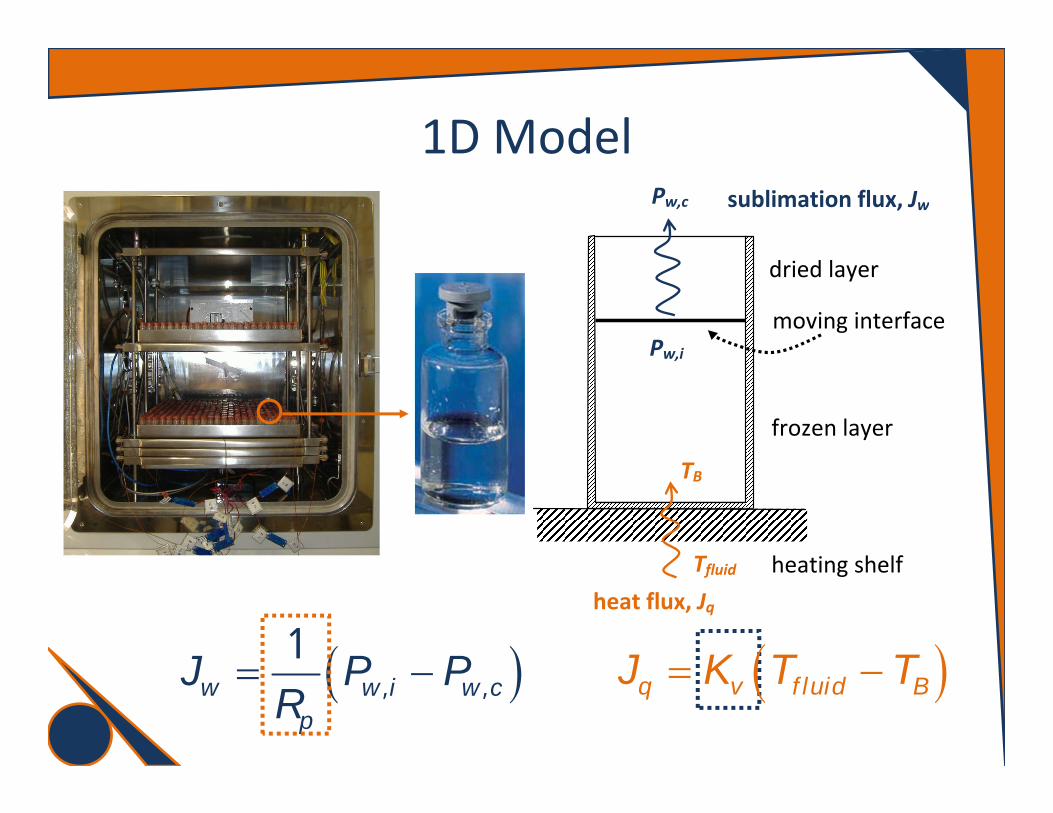
1D Model
, ,
1w w i w c
p
J P PR
q v fluid BJ K T T
dried layer
moving interface
frozen layer
heating shelfheat flux, Jq
sublimation flux, Jw
Tfluid
TB
Pw,i
Pw,c

Overall heat transfer coefficient Kv
• Kv is an effective coefficient that takes into account all the heat transfer mechanisms to the product.
• Gravimetric test fluid
0
sv t
v B
m HKA T T dt
0
10
20
30
40
50
Kv, W
m-2
K-1
y axisx axis
20.00
25.00
30.00
35.00
40.00
45.00
50.00
Kv,W m-2K-1 1
cv
c
B PK A
C P

Overall heat transfer coefficient Kv• The Pressure Rise Tests (with MTM or DPE algorithm) can be used to get the value of Kv.
• The value of the sublimation flux (i.e. m/t) can be obtained using the Tunable Diode Laser Absorption Spectroscopy (TDLAS) in case the velocity profile in the duct is known (also in this case the temperature at the bottom of the vial has to be measured).
• In both cases the batch is assumed to be homogeneous and an average value is obtained.

Mass transfer resistance Rp• Pressure Rise Test (+ MTM, DPE)• Measurement of the sublimation flux (LyoBalance) and of product temperature
, , w i w c
pw
p pR
J
o DPE___ Lyobalance

Determination of model parameters• Coupling a wireless miniaturized thermocouple and a soft‐sensor, a “smart vial” has been realized by POLITO.
• It can be used:– to measure the temperature of the product in vials in different positions over the shelf
– to estimate the residual amount of ice– to evaluate Kv and Rp easily in different freeze‐dryers (including industrial‐scale freeze‐dryers)
See Poster bySerena BOSCA and Coworkers
See Poster bySerena BOSCA and Coworkers

Determination of model parameters• It is:
– compatible with automatic loading and unloading– usable for equipment qualification– suitable for process monitoring– suitable for advanced automatic control
See Poster bySerena BOSCA and Coworkers

Recipe scale‐up: the procedureFreeze‐dryers characterization (For homogeneous batch)
• Test in equipment "1" to determine the mean value of the heat transfer coefficient Kv for the vials of the batch.
• In case the gravimetric test is used to get Kv, at least other two tests, at different pressures, are needed in order to determine the pressure dependence of Kv.
• In case the PRT or TDLAS are used to get Kv, it is possible to get al the information in just one test.
Per aspera sic itur ad astra
(Seneca)

Recipe scale‐up: the procedureFreeze‐dryers characterization (For non-homogeneous batch)
4. One test in equipment "2" to determine the mean value of the heat transfer coefficient Kv.
Product characterization5. One test to determine of the curve Rp vs. Ldried in
equipment "1" (and, possibly, in equipment "2"). Recipe scale‐up
Per aspera sic itur ad astra
(Seneca)

Recipe scale‐up: the procedure
Lfrozen, Ti and TB in freeze‐dryer "1" have to be known
Kv is used to characterize freeze‐dryer "2"
New recipe
Mathematical modelingExperiments
1
1 1 frozenB fluid fluid i
v v frozen
LT T T T
K K k
1
1 1
frozenv B i
v frozenfluid
frozenv
v frozen
LK T T
K kT
LK
K k

Recipe scale‐up: the procedureFreeze‐dryers characterization (For non-homogeneous batch)
1. Gravimetric test in equipment "1" to determine the heat transfer coefficient Kv in each vial of the batch.
2. Identification of the groups of vials in equipment "1".3. At least other two gravimetric tests in equipment "1"
at different pressures in order to determine the pressure dependence of Kv (i.e. the parameters A, B and C)
Per aspera sic itur ad astra
(Seneca)

Recipe scale‐up: the procedureFreeze‐dryers characterization (For non-homogeneous batch)
4. One gravimetric test in equipment "2" to determine the heat transfer coefficient Kv as a function of the vial position over the shelf.
5. Identification of the groups of vials in equipment "2".6. Determination of the parameter A for the various
groups of vials in equipment "2".
Per aspera sic itur ad astra
(Seneca)

Recipe scale‐up: the procedureProduct characterization7. One test to determine of the curve Rp vs. Ldried in
equipment "1" (and, possibly, in equipment "2"). Recipe scale‐up8. Identification of the target dynamics.
Per aspera sic itur ad astra
(Seneca)

Recipe scale‐up: the procedure
Per aspera sic itur ad astra
(Seneca)
0 2 4 6 8 10-45
-40
-35
-30
-25
vial b vial cvial d vial e
Tb by DPE+
time, h
Tem
pera
ture
, K
e e d ce e d b
d d d cb b b a

Case study: the freeze‐dryersA. A laboratory scale freeze‐dryer: vacuum‐tight
chamber volume = 0.2 m3, 4 shelves (area of a heating shelf = 0.16 m2)
B. A pilot‐scale freeze‐dryer: vacuum‐tight chamber volume = 1.15 m3, 17 shelves (area of a heating shelf = 0.7 m2)
C. An industrial scale freeze‐dryer: 15 shelves (area of a heating shelf = 2.7 m2).

Case study: the product• Freeze‐drying of a pharmaceutical product containing an antiviral drug (with a solid content of 11% w/w).
• A fixed volume (i.e. 1.5 mL) of such a solution was filled in glass tubing vials that are directly loaded on the heating shelves and arranged in clusters of hexagonal arrays.

Case study: loading
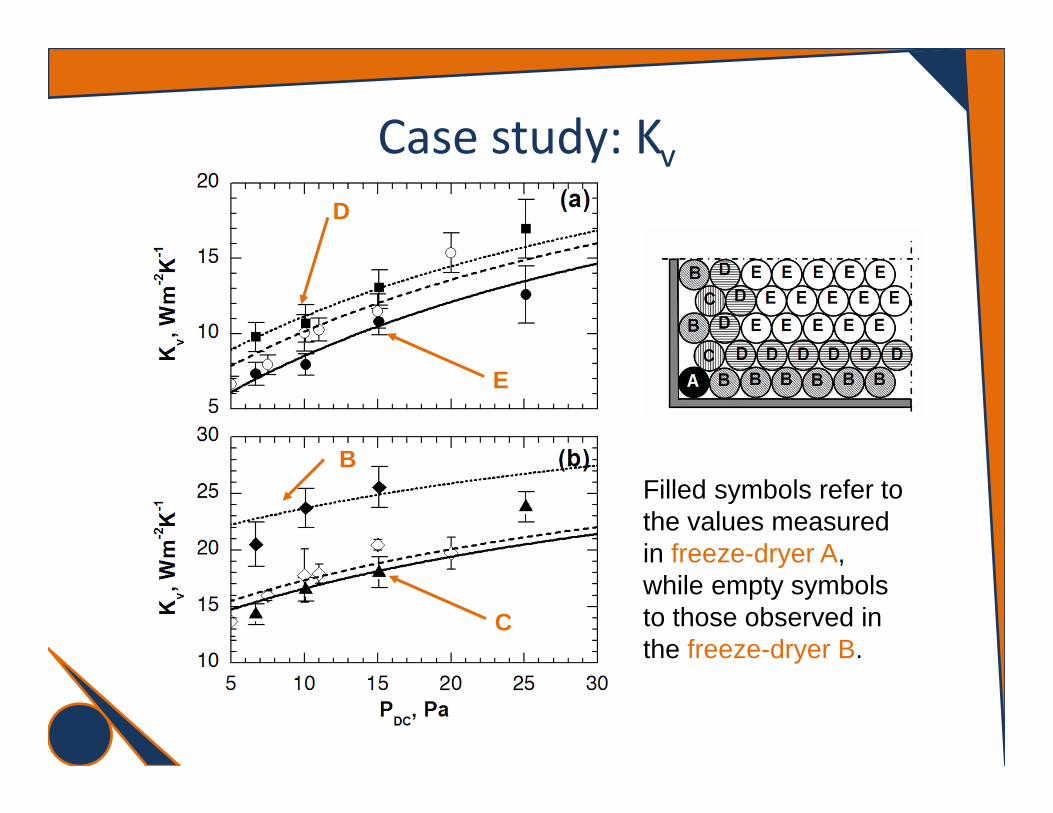
Case study: Kv
E
D
C
BFilled symbols refer to the values measured in freeze-dryer A, while empty symbols to those observed in the freeze-dryer B.

Case study: recipe design
Ldried/L = 1%
Ldried/L = 12%
Ldried/L = 99%

Case study: recipe design

Case study: recipe scale‐up
-42-40-38-36-34-32
0 2 4 6 8 10 12 14 1602468
10
Ti, °
C
time, h
Lfr
ozen
, mm
No scale‐up
Uniform batch (or only core vials considered)
0 2 4 6 8 10 12 14 16-40-35-30-25-20-15-10-50
Tflu
id, °
C
time, h
scale-up
Case study: recipe scale‐up• In this case Kv was higher in the large‐scale freeze‐dryer and, thus, Tfluid had to be lowered to avoid product overheating.
• Often Kv is lower in large‐scale freeze‐dryer: recipe transfer is safe in this case (lower product temperature) but not efficient as drying time is longer(the recipe can be optimised increasing the shelf temperature).

Case study: recipe scale‐up
Freeze-dryer A
Freeze-dryer B

ConclusionsDo I really need to scale‐up a recipe?
Would it be possible to directly obtain the recipe suitable for the industrial scale apparatus?
How to introduce/evaluate robustness?
Why do not take full advantage of modeling? and how to do it?
Which PAT tools are available to make scale‐up fast and easy?
How many experimental tests are really needed for scale‐up?

Conclusions
Process understanding
Mathematical modelling
ExperimentsProcess
Analytical Technology

Department of Applied Science and Technology
Antonello BarresiSerena BoscaDavide Fissore Daniele MarchisioMiriam PetittiRoberto PisanoTereza Zelenkova
Departiment of Electronics
Simone CorbelliniMarco ParvisAlberto Vallan
Torino
LYO LAB
Research Team