compound optical arrays and greg r. schmidt submitted in
TRANSCRIPT

Compound Optical Arrays and
Polymer Tapered Gradient Index Lenses
by
Greg R. Schmidt
Submitted in Partial Fulfillment
of the
Requirements for the Degree
Doctor of Philosophy
Supervised by
Duncan T. Moore
The Institute of Optics
Arts, Sciences and Engineering
Hajim School of Engineering and Applied Science
University of Rochester
Rochester, New York
2009

ii
Curriculum Vitae
The author was born in Pullman, Washington on March 12th, 1979. He
attended Port Angeles High School, in Port Angeles Washington. In 2001, he
graduated with a Bachelor of Science degree in Optics from the University of
Rochester, Rochester New York. Greg continued his academic study at the
University of Rochester pursuing a Doctorate of Philosophy in Optics under the
supervision of Duncan T. Moore.

iii
Acknowledgements
I would like to thank Duncan Moore for his guidance during my graduate
studies. His passion for research, science, and technology is inspirational, and
combined with his entrepreneurial spirit, we worked on many ideas and projects
together that made my graduate years an enjoyable and invaluable experience
Thanks to the Department of Advanced Research Projects Agency DARPA
for funding this research, and BAE Systems for supporting the fabrication of a
prototype compound array.
I would like to thank the members of my committee, Thomas Brown, Jim
Zavislan, and David Williams for mentoring me through the years.
Thank you to the administrative staff at the Institute of Optics; Nancy
George, Marie Banach, Nolene Votens, Gayle Thompson, Joan Christian, Betsy
Benedict, Lissa Cotter, Gina Kern, and Lori Russell.
Thanks to Optical Research Associates, for supplying optical software CodeV
and LightTools used in this theses, as well as technical support.
Thanks to the Code Project for its wealth of open source code and instruction
that aided in C++ and Visual Basic programming used in this thesis.
My office mates, Joyce Huang, and Blair Unger, for your friendships and
support over the years, conversations on research and life, travel experiences, and the
memories of the ups and downs of our graduate lives.

iv
To all the members of the GRIN group, which has grown from Joyce and I on
the dark and quiet fifth floor of Wilmot, to the eight plus members that now reside in
the Goergen building. Lab work has become a much livelier experience. Thanks for
your company and help, and hours of time, Peter McCarthy, and Zachary Darling,
who helped me through countless hours running chemistry and optical experiments.
A special thanks to David Fischer, Leo Gardner, Aaron Peer, Per Adamson,
and Dashiell Birnkrant their time and contributions to my graduate studies.
Thank you to my parents, brothers, sister and extended family (sorry
Rochester is so far away,) as well as Mom 2 and Heidi’s family.
Saving the best for last, I would like to thank Heidi and my two boys James
and Evan, my real support, there for me at the end of the day, everyday. I love you
guys.

v
Abstract
In nature, the compound eye is the most common micro optical vision system.
Artificial ‘bio-inspired’ systems are still in the early stages of research. This thesis
examines the optical systems of biological compound eyes and presents solutions for
developing artificial systems that operate similar to their natural counterparts.
Methods for controlling the angular response using geometric principles are
developed and demonstrated for apposition and neural superposition compound
arrays types. The design methods are applied to the fabrication of a prototype
artificial apposition system based on a real world guidance system. Many compound
eyes in nature have a gradient index component in the optical system. The gradient
index can also be used as a variable in the design of artificial systems. This thesis
examines several gradient index profiles in conical shapes that are similar to natural
the gradient index profiles found in the crystalline cones of natural systems. The
imaging properties of these profiles is unknown, and their behavior is assessed by
comparing them to radial gradient index rods and tapered radial gradient index fibers,
that are well known and used in current technology. A process for fabricating these
conical gradient index profiles in polymers is presented that uses a liquid diffusion
exchange process. The DAIP (diallyl isophthalate, n = 1.57) CR-39 (diethylene
glycol bis allyl carbonate n = 1.5) copolymer pair produced a close fit to the quadratic
radial profile of gradient index rods, and demonstrated flexibility for further control

vi
over the profile. The radial and axial gradient index profiles of the DAIP CR-39
sample are compared to a model with Fickian diffusion and a constant diffusion
coefficient, and found to closely match the theoretical case.

vii
Table of Contents
Curriculum Vitae……………………………………………………………………ii
Acknowledgements…………………………………………………………………iii
Abstract……………………………………………………………………………..v
Table of Contents…………………………………………………………………...vii
List of Tables……………………………………………………………………….xi
List of Figures………………………………………………………………………xii
1 Introduction 1
1.1 Preface 1
1.2 Compound vision systems in nature 3
1.3 Neural superposition eye 6
1.4 Advantages and disadvantages of compound eyes 9
1.5 Prior art in artificial compound eyes 11
1.6 References 14
2 Compound Optical Array Design 17
2.1 Geometrical optics of the apposition compound eye model 17
2.2 Apposition and neural superposition model simulations 21
2.3 Design limitations of compound optical arrays 29
2.4 Concluding remarks 32
viii
2.5 References 33
3 Artificial Apposition System 34
3.1 Concept 34
3.2 Apposition and neural superposition designs 35
3.3 Construction 42
3.4 Results 45
3.5 Concluding remarks 48
3.6 References 49
4 Tapered Gradient Index Lenses 50
4.1 Introduction to tapered GRINs 50
4.2 A study of tapered gradient index profiles. 59
4.3 Modeling complex tapered gradient index profiles 69
4.4 Concluding remarks 77
4.5 References 78
5 Fabrication of Polymer Tapered Gradients 81
5.1 Introduction 81
5.2 Polymers 82
5.3 Polymer GRIN diffusion exchange method 86
5.4 Tapered GRIN fabrication 89
ix
5.4.1 Photo initiated partial polymerization 89
5.4.2 Liquid diffusion thermal copolymerization method 93
5.4.3 Process control of GRIN profile 99
5.5 Concluding remarks 101
5.6 References 103
6 Polymer Tapered Gradients Preparation and Analysis 105
6.1 Introduction 105
6.2 Tapered GRIN samples 105
6.3 Sample preparation 108
6.4 Interferometer and data processing 112
6.5 Absolute index measurement of a GRIN material 117
6.6 Sample results 122
6.6.1 DAIP – MMA 122
6.6.2 CR-39 – 3FMA 123
6.6.3 DAIP – CR-39 125
6.7 Performance comparisions 130
6.8 Diffusion analysis 136
6.9 Concluding remarks 139
6.10 References 141
7 Summary and Conclusion 142
x
APPENDIX A 149
A.1 Paraxial rays in a linearly tapered radial GRIN 149
A.2 Limit as taper angle (a) goes to zero 151
A.3 Quarter-pitch dependence on taper angle 152
APPENDIX B 154
B.1 CodeV® usergrn.c code 154
B.2 LightTools® MATLAB® usergrn communication code 158

xi
List of Tables
Table Title Page
2.1 First order layout for a apposition compound optical array. 19
2.2 First order layout for neural superposition array. 22
3.2.1 Apposition array specifications 37
3.2.2 Neural superposition array specifications 40
4.2.1 CodeV® specifications 63
5.2.1 Chemical list 85
6.2.1 Polymer cone dimensions 106
6.2.2 List of samples and experimental conditions 106
6.6.1 Polynomial coefficients 127
6.7.1 Radial coefficients 131
xii
List of Figures
Figure Title Page
1.1 Ommatidium [1.3] 4
1.2 Superpostion [1.5] 5
1.3 Apposition [1.3] 5
1.4 Neural superposition [1.8] 7
1.5 Artificial neural superposition 8
1.6 Plannar artificial apposition eye. 13
2.1 Compound optical array form. 17
2.2 Single element of a compound optical array. 18
2.3 The acceptance angle of an ommatidium 20
2.4 Customized angular acceptance functions 23
2.5 University of Wyoming artificial neural superposition design 24
2.6 Angular acceptance function of optical system 25
2.7 Neural superposition model in LightTools® 26
2.8 The angular response as radius of curvature changes from
1.96-2.46mm
27
2.9 The angular response as focal position changes from 5.9-
7.1mm
28
3.1 Nineteen element apposition optical array designed in
LighTools®
36
3.2 Nineteen element neural superposition compound optical array
designed in LightTools®
39

xiii
3.3 Casing that holds the mold together while the silicone sets.
The yellow block on the left is the back portion of the mold.
43
3.4 Top left, practice silicone lens array using the front mold and a
flat glass back mold.
Top right, final negative mold used for the front of the
compound optical array.
Bottom left, mask with microlenses used for making the mold
at top right.
Bottom right, a second mask with the 250micron shim stock
44
3.5 Left, Seven individual silicone ommatidia in a housing.
Right, A complete nineteen element silicone apposition
compound arrays in the polymer housing.
Bottom center, a single silicone ommatidium with a small
section of fiber.
45
3.6 The seven element array with 1mm diameter fibers. The box
in the lower right shows the fiber output. Seven fibers from
the ommatidia are bright, and the other fibers that are capped
off are dark.
46
3.7 The angular response measured across 3 neighboring
ommatidia and compared with the LightTools® modeled data.
47
4.1.1 The octopus eye and isoindicial surfaces of its spherical
gradient index crystalline lens.
51
4.1.2 The human eye and isoindicial surfaces of its gradient index
crystalline lens.
52
4.1.3 Left two images: Water-Flea Polyphemus.
Right two images: Limulus King Crab (Xiphosura)
53
4.1.4 Euphausia superba (Antarctic krill) 54
4.1.5 Gradient index ommatidia. Darker shading depicts higher
index of refraction.
55

xiv
4.1.6 Afocal crystalline cone of the butterfly 55
4.1.7 Isoindicial surfaces of a linearly tapered radial gradient index
rod.
56
4.1.8 Shortening periods in linearly tapered radial GRIN rod. 57
4.2.1 Gradient index profiles.
Left plots: Cross section along the axis, light travels from left
to right. Lines represent contours of constant index. Right
plots: Radial index profiles along the axis. The widest profile
is from z = 0. The thinnest is from z = 20.
62
4.2.2 Set A 64
4.2.3 Set B 65
4.2.4 Quarter Pitch vs. Taper Angle 66
4.2.5 Periods in long GRIN elements 67
4.2.6 Detail of Figure 4.2.1c H-TR GRIN radial profiles.
The top curve is the profile at the entrance face. The bottom
curve is the profile at the output face.
69
4.3.1 Simulated animal GRIN elements 72
4.3.2 LightTools® gradient index ray trace flow chart. The
LightTools® process operates independently in normal
operation.
75
5.1 Methyl Methacrylate polymer chain 82
5.2 Benzoyl Peroxide thermal initiation 83
5.3 Polymer chains 84
5.4.1 Monomer chamber and mask 90
5.4.2 Photo-initiation setup 90

xv
5.4.3 Photo-initiated CR-39 polymer cones 91
5.4.4 Process diagram 93
5.4.5 M1 Partially polymerized gel suspended in M2 liquid
monomer.
97
5.4.6 An ideal GRIN profile after diffusion in grey, and after
evaporation in black.
98
6.2.1 The scale in D) seen through the cone is in millimeters.
All images are scaled equally.
107
6.3.1 The GRIN cone is sectioned and mounted in an index
matching optical epoxy between two glass slides.
109
6.3.2 Homogeneous sample of PMMA shows error in sample
thickness is less than one
111
6.4.1 Mach-Zehndar interferometer used for GRIN profile
measurments.
112
6.4.2 Interferometer images of tapered GRIN sections. The white
bar is ~1mm.
113
6.4.3 Air gaps creeping inwards as the index matching epoxy fails. 114
6.4.4 Lopsided diffusion. The left side of the sample was in contact
with the edge of the container during the diffusion stage.
115
6.4.5 Raw data unwrapped in Matlab, and residual from curve fit.
b) Final correctly scaled GRIN profile measurement.
116
6.5.1 Identifying the absolute index of refraction by fringe deviation
in an index matching solution
119
6.5.2 DAIP-MMA sample.A) immersed in n = 1.56. B) immersed
in n = 1.528.Arrows denote index matched positions.
120
6.5.3 Side by side comparison of DAIP-MMA sample in two index
matching fluids.
121

xvi
n = 1.528 top, n = 1.56 bottom
The right most dotted line denotes the position that the high
index fluid matched the index of the sample. The left two
dotted lines denote the positions where the low index fluid was
predicted to match with the sample.
6.6.1 Section B of a DAIP MMA cone. The interferogram shows
severe effects from evaporation of MMA monomer during
final polymerization.
123
6.6.2 CR-39 3FMA cone with a spiraling crack 124
6.6.3 Half section A of a CR-39 3FMA cone. Index match is visible
for n = 1.48. Interferogram shows evaporation effects are
significant
125
6.6.4 Comparisons of a section A radial profiles (~5mm diameter).
Refer to table 6.2.2 for sample experimental conditions.
126
6.6.5 Section B interferograms of three DAIP CR-39 GRIN cones. 128
6.6.6 GRIN profile along the axis of DAIP CR-39 sample A4. 128
6.6.7 Radial GRIN profiles at axial positions along sample A4. 129
6.7.1(a) Profile of sample A4 section A, and a best fit quadratic profile. 130
6.7.1(b) Residual of 6th order polynomial fit to sample A4 profile. 130
6.7.1(c) Deviation of sample A4 profile from a best fit quadratic
profile.
130
6.7.2 Comparison of tapered GRIN axial profiles. 132
6.7.3 First order properties and third order aberrations of sample A4
(SetA12hr) and a tapered grin with the linear sloped profile (S-
TR GRIN). For a 3 degree field.
133
6.7.4 Ray aberration plots for the quarter pitch sample A4 134

xvii
6.7.5 Ray aberration plots for the quarter pitch S-TR GRIN 135
6.8.1 Gradient index profile from a Fickian diffusion simulation.
The dotted line indicates the location of the 5mm radius.
137
6.8.2 Measured and simulated axial profile. 137
6.8.3 Measured and simulated radial profile. 138
A.1.1 N0 is the base index along the central axis, N1 is a constant, a
(a ~ Tan a) is the taper angle, ym defines the edge of the taper
at z=0, y0 is the starting ray height, u0 is the starting ray angle.
Nym is N0-∆n, where ∆n is the change in index of refraction.
149
A.3.1 Change in focal length with taper angle (in degrees),
where ym = 1, ∆n = 0.03, No=1.5
153

1
Chapter 1
Introduction
1.1 Preface
Nature has inspired a countless number of today’s technologies. This thesis
explores the optical design of artificial compound optical arrays, a design that is
based on the most common micro vision system in nature. It would almost seem that
a system so prevalent in nature might already have a place in our world of rapidly
advancing technology. Yet, artificial compound optical arrays are still in their
infancy and almost nonexistent outside of research.
Generally speaking, compound eyes provide a wide field of view in a small
volume, but at the price of low spatial resolution as compared with conventional
camera-like imaging systems. They have the obvious application as a micro vision
system where the optical information can be used for identification, navigation,
guidance, motion detection, and obstacle avoidance. This makes the compound
optical array a prime candidate for machine vision applications like robotics and
micro air vehicles (MAVs). Outside of a direct interpretation of nature, the small size
and wide field of view open the possibilities for other technology too, such as a free-

2
space optical communications device, or a micro-sensor for environmental
monitoring.
The pros and cons of using compound optical arrays are discussed later in this
thesis as well as their inherent design and manufacturing limitations. This thesis
focuses on the design of artificial apposition compound arrays and extends that
knowledge into a sub category of apposition compound eyes called neural
superposition compound eyes. The specific aim is to define the system first by
requirements for resolution and size, and then to use the remaining variables to tailor
the optical performance of the system, specifically the angular response of the
detecting elements. As part of the work funding this research an artificial apposition
system is designed based on requirements for a real autonomous guidance system,
and a prototype is constructed as a proof of concept.
Another variable that can be introduced into the design process is the addition
of gradient index properties in the elements. This is also a bio-inspired concept as
gradient index lenses are common in both simple eyes like the human crystalline lens
and the crystalline cones of many insects and crustacean eyes. Two gradient index
profiles are examined for the tapered portion of the optical system, the crystalline
cone in natural systems, and compared with well known gradient index elements.
Tapered gradient index cones are fabricated in the lab using a partial polymerization
liquid diffusion process.
3
The next section will briefly cover vision systems in nature focusing on
compound eyes and their advantages. The following sections in this chapter will
cover background and prior art of artificial compound eye designs.
1.2 Compound vision systems in nature
Over the course of time nature has evolved many distinct visual systems, and
evidence suggests many of these systems developed independent of each
other[1.1,1.2]. As it turns out, many of the evolutionary roads have lead to the same
place. Although the fine details may expose fundamental differences, functionally,
there are only a few different varieties of eyes. Almost every animal on the planet
that has a vision system can be classified as having a simple eye, or a compound eye.
Simple eyes, sometimes called camera eyes, like our own human eye, can achieve
high resolutions and a field of view of slightly higher than 180 degrees. The simple
eye configuration that uses a single optical system to form an image on an
arrangement of photoreceptors is the standard used in the vast majority of vision and
imaging technology. Compound eyes, found on almost all insects and crustaceans,
have not yet had an artificial counterpart find its way into widely used technology.
The closest comparison that is widely used today would be the gradient index rod
arrays used in scanners. Now the functionality of the scanner is not directly reflected
in nature’s compound eye, however the space and weight advantages are clearly
apparent.

4
The earliest known vision systems in
nature are compound eyes. They have been
identified on fossilized trilobites dated over half
a billion years old. Compound eyes have from
less than ten to tens of thousands of narrow light
collecting cell groups called ommatidia. Each
ommatidium is an individual optical system that
typically includes a corneal lens, crystalline
cone, and rhabdomere (the equivalent of a
simple eye’s photoreceptor) [Figure 1.1]. These
ommatidia are packed together into a hemispherical or cylindrical shape to form an
eye with a nearly uninterrupted field of view.
Figure 1.1 Ommatidium [1.3]
There are two types of compound eyes, superposition eyes and apposition eyes.
In superposition eyes, an erect image is formed on the retina by superimposing light
from multiple lenses [Figure 1.2]. Two important factors make this possible. The
first is a long clear zone between the optics and the rhabdom. In this region cells lack
any absorbing pigment, allowing light to pass into adjacent ommatidium. The second
is the unique gradient index property of the crystalline cones. Each one is nearly
afocal, similar to a telescope. A functional artificial superposition systems has been
previously demonstrated[1.4]. The general concept of this imaging has been utilized
in copiers and scanners that use an array of gradient index rods.

5
Figure 1.2 Superposition [1.5]
Figure 1.3 Apposition [1.3]
In apposition eyes, each ommatidium is optically independent from its neighbors.
Each lens system images onto the distal tip of its respective rhabdomere [Figure 1.3].
An individual ommatidium does not gather any spatial information; it is effectively
just a photocell. The spatial resolution is determined by the acceptance angle of the
ommatidia and the angle between ommatidial axes. Typically, the acceptance angle
is approximately equal to the angle between ommatidial axes, thus the field of one
rhabdom ‘apposes’ its neighbors. Crystalline cones in some apposition eyes have
strong gradient index properties. These are typical in aquatic and amphibious
creatures that have little to no power in the corneal lens. Butterflies have apposition
eyes with gradient index cones that work similar to those found in superposition eyes,
but couple light directly into the rhabdomere instead of projecting through a clear
zone. The afocal design makes the system up to 10% more efficient for on axis light
collection[1.6]. Rhabdom in apposition eyes are relatively long, a few hundred

6
micrometers, and only 1-2 micrometers wide. Their refractive index is higher than
the surrounding medium causing it to behave as a light guide, channeling light
through the photoreceptive medium (microvilli).
1.3 Neural Superposition Eye
Two-winged flies, and a handful of other insects, belong in a special subcategory
of apposition eyes. These eyes have an array of rhabdom located in the same
ommatidium (figure 1.4b). It was first thought that they may have limited ability to
resolve images, but the correct reason was identified in 1967 by Kuno
Kirschfeld[1.7]. In these eyes, the angle between the fields of view of adjacent
rhabdom (in the same ommatidium) is the same as the inter-ommatidial angle. Also,
the rhabdom in a single ommatidium are arranged in an analogous pattern to the
ommatidia array. This suggests that seven rhabdomere in seven different
ommatidium are looking in the same direction with overlapping fields of view (figure
1.4 a). Below the optical layers a neural network links the signals from the seven
rhabdomere to the same lamina (a nerve center located between the rhabdom and
brain). As far as the brain is concerned, the signal appears the same as a normal
apposition eye, except the photon capture is seven times greater without sacrificing
spatial resolution. Kirschfeld called this system ‘neural superposition.’

7
Figure 1.4 Neural Superposition [1.8]
a.
b.
This unique arrangement is one of the models for the artificial system observed in
this work. There are several advantages to this design. Photon capture will be greater
than in a standard apposition arrangement. Signals from networked detectors in
different ommatidia can be averaged to improve the signal to noise ratio. The
superposition of signals can be used to gather more sensitive time derivations.
Furthermore, this arrangement allows for a unique artificial compound optical array
designs. For example the central element on the array could be a transmitter, like a
VCSEL (vertical cavity surface emitting laser), and off axis elements would be

8
detectors. Fiber optics can be used to carry the information from the image plan of
the lens array to an arrangement of transmitter and detector arrays (figure 1.5). This
arrangement can transmit and detect in the full field of view, and furthermore, with
multiple detectors sharing the same acceptance angle, detectors could be arranged to
gather different information like color and polarization.
Figure 1.5 Artificial Neural Superposition System

9
1.4 Advantages and disadvantages of compound eyes
The applications and advantages of simple eyes are very well known, in this
work the focus is on compound eyes and why nature has found them to be the optimal
micro-vision system.
An obvious advantage of the compound eye is its enormous field of view.
Some animals can see in almost every direction without having to move a muscle.
But this wide-field advantage is severely restricted by a relationship between spatial
resolution and eye size. In the simple eye, the radius of the eye increases linearly
with resolution, but for compound eyes, it increases by the square of the resolution.
Details are discussed in the next chapter and additional information can be found in
references [1.6-1.10]. This limiting physical relationship is why there are no large
compound eyes found in nature, or with relatively high resolution. As body size
increases and more resolution is necessary, nature has adapted to move the eyes
and/or head to look around, as well as support larger brains for more complex visual
processing. Compound eye optics are also less complex from a design standpoint.
Compound eyes do not suffer significan tly from aberrations. They also have depth
of field extending from a few millimeters to infinity as a result of having a short focal
length. Simple eyes require a moving or deformable optic (like the human crystalline
lens) to refocus or zoom to achieve imaging for objects at various distances.

10
Looking back at small visual systems, the diffraction limit and photoreceptor
size become constraining factors. The small vision systems are where compound
eyes have the advantage. Resolution for both systems is still comparable; however,
compound eye’s wraparound architecture is more compact, lightweight, and can have
an extremely wide field of view. A simple eye has the disadvantage now of having a
limited field of view per eye, the need to keep the eye internal for protection, and any
added mechanisms for eye movement control. Simple eyes have a clear internal
volume so the light can pass through from the optics to form an image on the
photoreceptors. This volume takes up space and adds weight making the compound
system a more optimal choice for smaller systems.
How visual information is processed in compound eyes versus simple eyes is
significantly different, and plays an important role in the biology of the nervous
system and the optics. Typically the higher resolution requires more processing
power, and more megapixels implies that more data needs to be processed.
Compound eyes operate on slightly different principles to extract valuable
information with limited resolution. Their vision system and neural responses are
streamlined to respond to what is essential for survival. Compound vision involves
parallel processing techniques that are not widely used in standard imaging
technology today. Optical flow and hyperacuity [1.11] are examples of these
techniques. The details of how processing is accomplished in animals is not the focus
of this study. However, the required optical response is important and techniques on
how to tailor the optical design to achieve a desired response are discussed later.

11
These comparisons provide a basis for when an artificial compound eye is an
appropriate optical solution. Like in nature, its primary application is in micro-vision
systems for robotics and unmanned micro vehicles. Such systems can accomplish
object identification, motion detection, distance verification, object avoidance, and
can even be adapted to provide color images, IR vison, polarization information, and
send and receive optical communications.
1.5 Prior art in artificial compound eyes
The majority of artificial compound eye systems are used to study how visual
input from a compound eye is processed into useful information about the
environment. For example, how to identify objects, determine distances, detect
motion, avoid objects and adjust speed, or detect angular velocity [1.12-1.14]. A
large portion of this research is directly involved with the study of ‘optic flow’, the
visual phenomenon experienced when moving through an environment. Research in
this area is well developed, and some systems can process the information and
produce a response with speed comparable to insects [1.15]. Current systems used
for studying visual processing in compound eyes are impractical in the real world
sense. The biggest drawback is that they have poor spatial resolution for their large
size. In this sense, camera eye technology is years ahead of the artificial compound

12
eye. This adds importance to the fact that in order to be practical most artificial
compound optical systems need to become micro optical systems.
A group at the University of California, Berkeley, has been the first to
manufacture a rudimentary artificial compound lens array of a size comparable to the
dimensions of a natural (bee) eye [1.16]. Another artificial design for robotic vision
has a 30mm radius, 60 lenses 1mm in diameter, and an inter-ommatidial angle
ranging from 2-6deg [1.17], sampling 180o in the horizontal plane. There are several
systems like this one that are mounted onto robotic vehicles [1.17-1.19]. A popular
alternative design for an artificial compound eye design is a two dimensional array
where a pinhole detector arrangement is purposefully misaligned with respect to the
micro-lens array in order to mimic a section of a spherically shaped optical array,
shown in figure 1.6. It takes several of these two dimensional arrays to capture a
large field of view. The advantage to this design is that the technology already exists
to make very small arrays. The smallest system of this design is an 11 x 11 array of
lenses with an 85μm diameter mounted on a 300μm thick silica layer. The backside
is a metal layer with 3μm diameter pinholes. The array has a 21 degree full field of
view across the diagonal [1.20]. The same group in 2007 made a color version that
utilized the techniques of neural superposition discussed in the previous section
[1.21].

13
Figure 1.6 Planar artificial apposition eye. [1.20]
14
References
1.1 T.H. Goldsmith, “Optimization, constraint, and history in the evolution of
eyes”, Quarterly Review of Biology, Vol. 65, 281-322, 1990
1.2 M.F. Land, R.D. Fernald, “The evolution of eyes”, Annual Review of
Neuroscience, vol 15, 1-29, 1992
1.3 Reprinted/adapted with permission from the American Institute of Biological
Sciences, D-E. Nilsson, “Vision Optics and Evolution,” Bioscience, Vol. 39,
No. 5, 1989 page 303 a
1.4 J. Robert Zinter, “A three Dimensional Superposition Array”, Masters Thesis
Institute of Optics, University of Rochester NY, 1987.
1.5 Reprinted/adapted with permission from the American Institute of Biological
Sciences, D-E. Nilsson, “Vision Optics and Evolution,” Bioscience, Vol. 39,
No. 5, 1989 page 303 c
1.6 K. Kirschfeld, “The Resolution of Lens and Compound Eyes”, Neural
Principles in Vision (Eds. F. Zettler, R. Weiler), pg 354-370, 1976
1.7 M. Land, Facets of Vision (Eds. D.G. Stavenga, R.C. Hardie), “Variation in
the structure and design of compound eyes”, Chap 5, pp 90-111, 1989
1.8 Reprinted/adapted with permission from the American Institute of Biological
Sciences, D-E. Nilsson, “Vision Optics and Evolution,” Bioscience, Vol. 39,
No. 5, 1989 page 303 b 1.9

15
1.9 D.E. Nilsson, M.F. Land, “Optics of the butterfly eye”, J Comp Physiol A,
Vol 162, pg 341 366, 1988
1.10 Jeffery S. Sanders, Carl E. Halford, “Design and analysis of apposition
compound eye optical sensors”, Optical Engineering, Vol. 34(1), pp 222-235,
1995 SPIE
1.11 T. Poggio, M. Fahle, and S. Edelman, “Fast perceptual learning in visual
hyperacuity” Science, Vol 256, Issue 5059, 1018-1021, © 1992 American
Association for the Advancement of Science
1.12 N. Martin and N. Franceschini, “Obstacle avoidance and speed control in
amobile vehicle equipped with a compound eye”, Intelligent Vehicles, pp 381-
386, 1994 IEEE
1.13 G. Stange, M. Srinivasan, J Dalczynski, “Rangefinder based on intensity
gradient measurement”, Applied Optics, Vol 30(13), pp. 1695-1700, 1991
1.14 L.R. Lopez, Intl. Conf. Neural Networks, “Neural Processing and Control for
Artificial Compound Eyes”, Vol. 5, pp. 2749-2753, 1994 IEEE
1.15 A. Yakovleff, A. Moini, A. Bouzerdoum, X.T. Nguyen, R.E. Bogner, K.
Eshraghain, D. Abbott, “A micro-sensor based on insect vision”, Computer
Architecture for Machine Perception Workshop, pp. 137-146, 1993 IEEE
1.16 Ki-Hun Jeong, Jaeyoun Kim, Luke P. Lee, “Biologically Inspired Artificial
Compound Eyes” Science, Vol 312, 28 April 2006

16
1.17 Kazunori Hoshino, Fabrizio Mura, Isao Shimoyama, “Design and
Performance of a Micro-Sized Biomorphic Compound Eye with a Scanning
Retina”, Journal of Microelectromechanical Systems, Vol.9(1), 2000 IEEE
1.18 N. Franceschini, J. M. Pichon, C. Blanes, “From insect vision to robot vision”,
Philosophical Transactions of the Royal Society of London B, Vol. 337, pp
283-294, 1992
1.19 Shiro Ogata, Junya Ishida, Tomohiko Sasano, “Optical sensor array in an
artificial compound eye”, Optical Engineering, Vol 33(11), pp 3649-3655,
1994 SPIE
1.20 J. Duparré, P. Dannberg, P. Schreiber, A. Bräuer, A. Tünnermann, “Artificial
Apposition Compound Eye Fabricated by Micro-Optics Technology”, Applied
Optics, Volume 43, Issue 22, 4303-4310, August 2004
1.21 J. Duparré, P. Dannberg, A Bruckner, A. Bräuer, A. Tünnermann, “Artificial
Neural Superposition Eye,” Optics Express, Vol 15, No.19, 17 Sept. 2007

17
Chapter 2
Compound Optical Array Design
2.1 Geometrical optics of the apposition compound eye model
A geometrical model is sufficient to grasp the basic design principles and
limits of the apposition compound optical array architecture. Figure 2.1 provides a
simple two dimensional layout of identical optical elements in a circular arrangement.
This is fairly analogous to the compound eye’s mostly spherical arrangement of
ommatidia with equal interommatidial angles.
φ
Figure 2.1 Compound optical array form.

18
The geometry of an apposition or neural superposition compound eye does not
have many degrees of freedom. Standard design considerations are field of view,
resolution, and overall size. The following equations define the basic relationships in
the geometry of figure 2.2:
RD
≈φ ; φ
=snf ;
n1)(nfr −
= (2.1)
If the overall size (R) and sampling resolution (φ, equal to the interommatidial angle)
are chosen, then only one more variable can be chosen as they are all directly related,
focal length (f), lens radius (r), numerical aperture, image size (s), and n is the index
of refraction.
φ
D
With these constraints a first-order model is easily generated. An Excel™
spread sheet provides a fast analysis on how to set up a system for a desired size and
resolution. See Table 2.1 for an example of a first-order analysis. The next step is to
examine the angular response of coupling light to the photo receptor.
f
φ s
Figure 2.2 Single element of a compound optical array.
r

19
Table 2.1 First-order layout for a compound optical array.

20
D ∆pwave Airy Disk
λ /d
∆pray f
d/f
d
∆ p2 ~ ∆pwave2 + ∆pray
2
Figure 2.3 The acceptance angle (∆p)of an ommatidium results from a combination of the Airy diffraction pattern (point-spread function) given by λ/D and the geometrical angular width of the rhabdom d/f as the nodal point of the lens.
There is an abundance of research on the angular responses of apposition
compound eyes and a few comparisons with laboratory simulations [2.1-2.4]. Natural
systems are near diffraction limited and are similar in response to coupling light into
single mode fiber, see figure 2.3. They typically have Gaussian angular responses
[2.4], with varying amounts of crossover between ommatidia [2.5]. The assumption
tends to be that the interommatidial angle is closely matched to the 50% overlap of
the neighboring ommatidal angular responses. The resolving power of the compound
eye depends on the relationship between the interommatidial angle and the angular
sensitivity of the rhabdom. The highest resolvable frequency as defined by the

21
Nyquist criterion is, )2(1
φ=sv , assuming that that the angular sensitivity response
is narrow relative to the interommatidial angle. Taking motion into consideration it is
important to note that motion of just 1/10 the resolvable frequency can be detected.
This phenomenon is explained by hyperacuity [2.4,2.6], but does not improve the
ability to resolve complex scenes, patterns, or objects.
The angular response in larger artificial systems is much more flexible. In the
smallest of natural compound eyes, the fact that the nearly diffraction limited spot is
close to the same size as the rhabdomere leads to the angular acceptance response
always having a Gaussian profile. Even slightly larger size means that there is much
more room to tailor a unique angular acceptance response. For example, the blur spot
can be much smaller than the detecting media, or fiber optic, creating a flat top
response with sharp cutoffs.
2.2 Apposition and Neural Superposition model simulations
The Excel table was expanded to generate a more complete geometrical
model for either apposition or neural superposition systems (Table 2.2). Data from
the table are then transferred to LightTools®, an optical modeling software package
from Optical Research Associates, to generate a detailed optical analysis and make
any modifications for performance requirements.

22
Physical Properties Design Specifications
System Radius (mm)* 60 Resolution Inter ommatidial angle (deg)* 3Lens Index* 1.41 (overlap) 3.46 Central Field (deg) 3.00Lens Diameter (mm)* 2.5 Off-axis field (deg) 3.00Lens Spacing (mm) 3.14 Hyperacuity Lens curvature (radius mm)* 2.06 Off-axis Field shift (deg) 0.13Lens height (mm) 0.42 Marginal focus (mm) 6.38Distance to image plane (mm)* 6.45 Full Fill B (bestfocus mm) 6.96 Paraxial focus (mm) 7.1Central fiber core dia. (mm)* 0.24 Cent. fiber clad dia* 0.25 Off-Axis fiber core dia* 0.24 Off-Axis fiber clad dia* 0.25 Fiber NA (deg)* 30.66 NA in lens (deg) 21.2
* Indicates a user entered value
Table 2.2 Revised layout for a compound optical array, neural superposition included.

23
Various modifications of the geometrical model can be used to tailor a desired
response performance. The response may need to match a natural system or be
customized for a unique optical or signal processing solution. By changing physical
properties of focal length, lens curvature, detector size and position, an artificial
system is easily customizable. Additional methods of customization include;
specifying aberrations in the optic(s), using a gradient index media, or adding
secondary optics. Figure 2.4 shows Gaussian, top hat, and triangular angular
acceptance functions generated by varying a compound optical array model in this
thesis. As the width of the angular acceptance function is manipulated the
interommatidial angle must be changed also. If the angular acceptance increases
above the interommatidial angle the highest resolvable frequency is reduced.
Figure 2.4 Customized angular acceptance functions.

24
Figure 2.5 is a LightTools model based on the work of Steven Barrett’s group
at the University of Wyoming. It is designed to produce an angular response similar
to the house fly Musca domestic [2.4]. Figure 2.6 shows the Gaussian response of
neighboring photoreceptors with ~75% overlap as a source is scanned across the
field. This is an excellent example of how an artificial compound optical array can be
modeled to provide a specific layout, resolution, and tailored angular response. In
this case, one that matches the near diffraction limited optics of a natural system. It is
also clear that there is a significant loss of photons with this method.
Figure 2.5 University of Wyoming artificial neural superposition optical design. Left, 12mm diameter plano-convex lens. Right, three
1mm optical fibers with spherical ball lenses.

25
Illuminance vs Field
0.0E+00
5.0E-05
1.0E-04
1.5E-04
2.0E-04
2.5E-04
3.0E-04
-8 -6 -4 -2 0 2 4 6 8
Field Position (deg)
Illum
inan
ce T
otal
Pow
er
Figure 2.6 Angular acceptance function of optical system in Figure 2.5
The rest of this section shows an example of how the system responds to
changes in its physical geometry. This helps to explain how to customize the system
for a desired signal response as well as providing a set of tolerances for design
sensitivity. Figure 2.7 shows a seven ommatidia mockup generated in LightTools®
to carry out the following simulations. In the first case, the lens radius (r) of the
system is varied to study the effects of defocusing the light on photoreceptors of a
fixed position. In this model the photoreceptors are simulated as fiber optics with a
receiver at the end. Figure 2.8 shows the photoreceptor response to scanning a 1mm

26
circular lambertian source across the visual field, at both 20cm from the system and at
infinity for different values of r.
Figure 2.7 Neural Superposition Model LightTools® The right image shows the fiber bundles in the three vertical ommatidia. The three numbered fibers collect light
from the same field.
In the second case, the lens radius is held constant, and the position (f) of the
photoreceptor bundle is varied to study the effect on the photoreceptor’s angular
response. Figure 2.9 shows the behavior of the system to a 1mm circular source
scanned across the visual field at both 20cm from the system and at infinity for
several different values of f. Take note that in the case of an apposition system
changing the position of the photoreceptors will result only in changing the overlap of
neighboring responses and their photoreceptor response profile, but in a neural
superposition system it will also slightly misalign photoreceptors that shared the same
field of view. This is clearly visible in figure 2.9 as the peak of the two outer angular
response curves shift with the changes in position. However, research suggests that
such misalignment can be beneficial for the detection of motion [2.5].

27
Radius Defocus Studysource @ 20cm
0.0E+00
5.0E-06
1.0E-05
1.5E-05
2.0E-05
2.5E-05
3.0E-05
-6 -4 -2 0 2 4 6
Angle(deg)
Illum
inan
ce(W
)
R=1.96mmR=2.06mmR=2.16mmR=2.26mmR=2.36mmR=2.46mm
Radius Defocus StudySource @ Infinity
0
0.05
0.1
0.15
0.2
0.25
-6 -4 -2 0 2 4 6
Angle(deg)
Illum
inan
ce(W
)
R=1.96mmR=2.06mmR=2.16mmR=2.26mmR=2.36mmR=2.46mm
Figure 2.8 The response of receivers 1, 2, and 3 in the same ommatidium as radius of curvature changes from 1.96-2.46mm.
Angle denotes the field position of the source where zero degrees is centered over receiver 2.

28
Focal Length Defocus StudySource @ 20cm
0.0E+00
5.0E-06
1.0E-05
1.5E-05
2.0E-05
2.5E-05
3.0E-05
-6 -4 -2 0 2 4 6
Angle (deg)
Illum
inan
ce (W
)
5.96.16.36.56.77.1
Focal Length Defocus StudySource @ Infinity
0
0.05
0.1
0.15
0.2
0.25
-6 -4 -2 0 2 4 6Angle (deg)
Illum
inan
ce (W
)
5.96.16.36.56.77.1
Figure 2.9 The response of receivers 1, 2, and 3 in the same ommatidium as focal length changes from 5.9-7.1mm. Angle denotes the field position of the source where zero degrees is
centered over receiver 2.

29
The response curve is the convolution of the irradiance distribution at the
receiver plane with the pupil function of the receiver. The receiver in this case is a
circle function. Changing the radius of curvature or position of the detectors
manipulates the irradiance distribution at the entrance of the fiber.
The radius of curvature study shows that the shape of the angular response,
and the amount of overlap can be manipulated. There are flat top, triangular and
Gaussian like shapes. There is a significant amount of defocus necessary for a
Gaussian or triangular shape which results in loosing half or more of the light
throughput. In an apposition system this light is lost, but in a neural superposition
system a portion is captured by the surrounding rhabdom. The shape of the angular
response curve is generally more Gaussian in all of the 20cm object distance
measurements. The receiver position study shows similar results. Profiles in the
20cm test remain mostly Gaussian like, but when the source is at infinity several
profiles are possible.
2.3 Design limitations of compound optical arrays
It is important to discuss the limitations of compound optical arrays in order to
find the solution space where a compound optical array is the appropriate solution.
Here the focus is on theoretical limits, while manufacturing issues are discussed in
later chapters.

30
Many natural compound eyes are near the diffraction limit for the visible
spectrum. The corneal lens diameter is 20-50 microns, focal lengths 45-250 microns,
and the rhabdom are typically in the range of one to two microns in diameter. For
artificial designs, miniaturization begins with the spectral range, effecting material
and detector choices that will in turn set the diffraction limited spot size.
For artificial compound designs that are not diffraction limited, like the one
discussed in the previous section, the most profound limitation to compound eyes is
spatial resolution. An average insect has a spatial resolution around 1 cycle per
degree, very poor compared to a human’s 60 cycles per degree [2.11]. In order to
improve the resolution the size of the eye must increase, but this is where compound
eyes eventually become impractical.
The radius of a compound eye is:
sDvR 2≈ or, φ/DR ≈ , ⎟⎠⎞⎜
⎝⎛ = )2(
1φsv (2.2)
where R is the radius, φ is the inter-ommatidial angle, D is the pupil lens diameter of
each ommatidia, and vs the sampling frequency (see figure 2.1). For a diffraction
limited system the acceptance angle is roughly Δρ ≈ λ/D, and the acceptance angle
matches the inter-ommatidial angle (φ = Δρ). Then D can be substituted into equation
one, yielding the relation:
(2.3) 24 svR λ≈
For camera eyes, like our own human eye, the relationship between eye radius and
sampling frequency is:
31
( ) svfR λ/#≈ (2.4)
The size of a simple eye increases linearly with resolution, whereas the compound
eye increases as the square of the spatial resolution. This is the common explanation
as to why all large eyes are camera type eyes, and is covered in greater detail in
several references [2.7-2.9].
The compound eye still has its advantages. It has an almost uninterrupted full
field of view. It saves space and weight because it does not require an enclosure, or
extended imaging distance. Aberrations can become a problem in large eyes, but are
negligible in compound eyes because of their short focal length. Also, compound
eyes have a great depth of field extending from a few millimeters to infinity. This
leads to an interesting point made by Wehner [2.10], “a bee scanning objects parallel
to the horizon exhibits an angular resolution 160 times poorer than man. A bee can
resolve the same number of points as we do by just viewing the object from a distance
160 times smaller.”

32
2.4 Concluding remarks
Artificial compound optical arrays can be manipulated further to create much
more complicated designs. In this thesis, only matching ommatidial elements are
used in spherical or circular layouts so as not to violate any basic principles or
inherent assumptions of the basic compound eye functionality. Custom designs can
continue to explore the effects and uses of designing variations in ommatidial angle,
manipulating the radius of eye, varying the angular acceptance between ommatidia,
and perhaps using photoreceptor layouts not found in nature. In chapter 4 this thesis
will explore tapered gradient index lenses, another variable that can be used in the
design of compound arrays. Incorporating a gradient index into an artificial system
provides an additional degree of freedom that can be used to fine tune focal length,
image size, and numerical aperture. For an artificial system it may be advantageous
to use a gradient index to shorten the focal length to reduce volume, or increase the
numerical aperture.
2.5 References
2.1 G. A. Horridge , “The Separation of Visual Axes in Apposition Compound
Eyes”, Philosophical Transactions of the Royal Society of London. Series B,
Biological Sciences, Vol. 285, No. 1003 (Dec. 5, 1978), pp. 1-59
2.2 Adrian Horridge, “The spatial resolutions of the apposition compound eye and
its neuro-sensory feature detectors: observation versus theory”, Journal of
Insect Physiology, Volume 51, Issue 3, March 2005, Pages 243-266

33
2.3 A Brückner, J Duparré, A Bräuer, A Tünnermann , “Analytic modeling of the
angular sensitivity function and modulation transfer function of ultrathin
multichannel imaging systems”, OPTICS LETTERS, Vol. 32, No. 12, June
15, 2007
2.4 D T Riley, W M Harman, E Tomberlin, S F Barrett, M Wilcox, C H G
Wright, “Musca Domestica Inspired Machine Vision with Hyperacuity”, SPIE
proceedings Smart sensor technology and measurement systems. Conference,
San Diego CA, 2005, vol. 5758, pp. 304-320
2.5 B Pick, “Specific Misalignments of Rhabdomere Visual Axes in the Nerural
Superposition Eye of Dipteran Flies”, Bilogical Cybernetics, 26, pg 215-224,
1977
2.6 T. Poggio, M. Fahle, and S. Edelman, “Fast perceptual learning in visual
hyperacuity” Science, Vol 256, Issue 5059, 1018-1021, © 1992 American
Association for the Advancement of Science
2.7 K. Kirschfeld, “The Resolution of Lens and Compound Eyes”, Neural
Principles in Vision (Eds. F. Zettler, R. Weiler), pg 354-370, 1976
2.8 M Land, Facets of Vision (Eds. D.G. Stavenga, R.C. Hardie), “Variation in
the structure and design of compound eyes”, Chap 5, pp 90-111, 1989
2.9 Kazunori Hoshino, Fabrizio Mura, Isao Shimoyama, “Design and
Performance of a Micro-Sized Biomorphic Compound Eye with a Scanning
Retina”, Journal of Microelectromechanical Systems, Vol.9(1), 2000 IEEE
2.10 R. Wehner, “Comparative Physiology and Evolution of vision in
Invertebrates”, Vol. VI/C, Invertebrate Visual Centers and Behavior II,
Spatioal Vision in Arthropods, Springer-Verlag, New York, 1981
2.11 M F Land, D E Nillson, Animal Eyes, Oxford University Press, 2002

34
Chapter 3
Artificial Apposition System
3.1 Concept
A proof of concept apposition compound optical array is built to demonstrate
the design and modeling steps from chapter 2. The motivation is to investigate a low
resolution and potentially inexpensive alternative for an application that would
otherwise use a camera style optical system. The potential applications are limited by
the compound eye’s low resolution and small apertures that limit light collection.
The application focused on in this thesis is an optical tracking system with a
designated target. This type of system can be found in unmanned air vehicles
(UAVs), machine vision, and missile guidance systems, but could also be applied to
other guidance and object avoidance technology.
The primary function of the system is to locate and track towards a moving
target. This may require a significant field of view, and mechanical tracking of the
optics is not desirable for keeping the system cheap and light. Weight and size are
the primary concerns as the optical system is to fit to a pre defined volume of space
and has a strict weight budget. High resolution optics are not required and no object
recognition is necessary as the target is designated with a marker to single it out from

35
the rest of the environment. Low resolution, light weight, minimal volume, and a
wide field of view are a combination of requirements within the compound optical
array solution space.
3.2 Apposition and Neural Superposition Designs
The system radius is set at 60mm and the interommatidial at 5 degrees. The
field of view for a 19 element hexagonal array will be 25 degrees. A much larger
field of view is possible with more elements, but not necessary for fabricating a
demonstration prototype. A compound optical array can image to a detector array,
individual receivers, or couple the signal into fiber optics. The use of curved detector
arrays is not yet a viable option, and using imaging optics to relay the output of the
compound array is impractical if the goal is to replace a camera like system.
Commercially available plastic fiber optics are used in this system. This provides a
flexible option open for using individual detectors or coupling the fibers directly to an
array of receivers.
Custom molded optics are used for the array. They are made in a planar mold
and then fit into a housing that can hold the optics and fibers in the correct alignment.
Since the mold is flat, and the housing is spherical, an elastic interconnecting layer is
necessary. Optical quality elastomers are commercially available and used for both
the optics and interconnecting layer.

36
Provided these constraints and materials the other design specifications can be
calculated for an apposition or neural superposition design using the methods
described in chapter 2, and the system modeled in LightTools®.
Figure 3.1 is the nineteen element apposition prototype designed in
LightTools®. The specifications are given in Table 3.2.1.
Figure 3.1 Nineteen element apposition compound optical array designed in LightTools®.

37
Table 3.2.1 Apposition array specifications
Physical Properties Design Specs System Radius (mm) 60 Resolution
Inter ommatidial angle (deg) 5
Lens Index 1.41 (overlap) 5.77 Central Field (deg) 7.93Lens Diameter (mm) 3.5 Off-axis field (deg) 0Lens Spacing (mm) 5.23 Hyperacuity Lens curvature (radius mm) 2.6
Off-axis Field shift (deg) -0.95
Lens height (mm) 0.67 Marginal focus (mm) 7.8Distance to image plane (mm) 10
Full Fill B (bestfocus mm) 9.8
Paraxial focus (mm) 8.94Central fiber core dia. (mm) 0.98 Cent. fiber clad dia 1 Off-Axis fiber core dia NA Off-Axis fiber clad dia NA Fiber NA (deg) 30.66 NA in lens (deg) 21.2

38
Figure 3.2 is a nineteen element LightTools neural superposition model.
Each ommatidia supports seven fibers, requiring a total of 133. Specifications of the
ommatidia and fibers are provided in Table 3.2.1. It has equal resolution to the
artificial apposition system, and the overall field for a nineteen element system is 25
degrees plus another +/-5 degrees of under sampled region from the off axis fibers in
the outer ring of ommatidia. The specification in Table 3.2.1 uses seven 250um
diameter fibers located at a shorter focal length. The shorter focal length also results
in a corneal lens with stronger curvature. A larger fiber bundle solutions exists, but
the width of the fiber bundles can not exceed the physical width of the ommatidium.
For example, 1mm diameter fibers do not fit because the diameter of the fiber bundle
exceeds the diameter of the ommatidia at the focal position.

39
Figure 3.2 Nineteen element neural superposition compound optical array designed in LightTools®

40
Table 3.2.2 Neural Superposition Array Specifications
Physical Properties Design Specs System Radius (mm) 60 Resolution
Inter ommatidial angle (deg) 5
Lens Index 1.41 (overlap) 5.77 Central Field (deg) 4.95Lens Diameter (mm) 2 Off-axis field (deg) 4.95Lens Spacing (mm) 5.23 Hyperacuity Lens curvature (radius mm) 1.3
Off-axis Field shift (deg) 0.062
Lens height (mm) 0.47 Marginal focus (mm) 3.69Distance to image plane (mm) 4
Full Fill B (bestfocus mm) 4.09
Paraxial focus (mm) 4.47Central fiber core dia. (mm) 0.245 Cent. fiber clad dia 0.25 Off-Axis fiber core dia 0.245 Off-Axis fiber clad dia 0.25 Fiber NA (deg) 30.66 NA in lens (deg) 21.2

41
Due to the number of fibers in the neural superposition design and potential
issues with aligning and managing them, only a prototype apposition compound array
is fabricated.
The designed system is relatively large compared to natural compound eyes.
Typically, compound optical arrays have the most advantage over traditional camera
systems when their size is in the range of natural systems. However, compound
optical arrays are completely scalable until they reach the diffraction limit of their
operational spectral range. Even though this system is large, and at its current size is
likely outperformed by alternate optical systems, the entire design can be scaled down
to a much smaller size and still have the same performance. So the design is still
considered valid, and is just fabricated and tested at a much larger scale.
Manufacturing a system like this on a scale even near an insect eye has never been
done and is outside the scope of this thesis. The size chosen for the prototype is very
convenient for manufacturing. The tolerances are manageable and the components
are standard commercially available products. Special manufacturing methods and
equipment are not required for the fabrication and assembly process.

42
3.3 Construction
The optical material for the lenses is a silicone elastomer (NuSil, R-2615
index of refraction n = 1.41). It is a two part thermal setting elastomer. The fibers
come from Edmund Optics (J02-534). The cladding is 1mm diameter with index
1.402, the core diameter is 980um with index 1.492. The frame and holder are
custom components manufactured by Design Prototyping Technologies (DPT, 6713
Collamer Rd. East Syracuse, NY 13057) using stereolithography (SLA).
The top mold, the lens array side, is made out of the silicone elastomer. To
make the silicone mold, first a positive needs to be made. A pattern mask with the
layout of the corneal lenses is printed onto a transparency (a cellulose acetate sheet
used with overhead projectors) using a laser jet printer. The toner on the transparency
is hydrophobic and traps droplets of ultraviolet curable resin at the lens positions.
The appropriate volume of UV curable resin (Norland 61) is dispensed onto the
transparency in the positions of the corneal lenses.
)3(
61V 2 hRh −= π ; (3.3.1)
V is the volume of UV curable resin, h is the height of the lens, and R is the radius of
curvature of the lens.
After curing the droplets onto the transparency, the silicone elastomer is
poured over the mask. The silicone cures at room temperature in 24 hours, or in 15

43
minutes at 100oC. Once the silicone is fully cured, the transparency is peeled off,
leaving the silicone negative mold for the lens portion of the array.
The bottom mold, for the inner side of the array, and the housing for the
finished array are made out of polyurethane by Design Prototyping Technologies’
stereo-lithography process. This bottom mold and the housing have 1mm through
holes centered at the back of each cone where the fibers are inserted.
The two molds are spaced apart by plastic shim stock (250μm) and held in
position by an aluminum frame. A piece of glass is placed between the aluminum
frame and the silicone to keep the silicone from flexing. The mold is filled with the
optical silicone elastomer, and centrifugal force is used to remove any air bubbles.
Fibers sections are inserted into the 1mm holes in the back bottom mold. These are
not the final fibers, they are measured and cut sections that will form 1mm holes for
the positions where the final fibers will later be permanently fixed. The fibers are held
in place with a very small drop of superglue. Figures 3.3 and 3.4 show the pieces of
the mold, the frame, and the pattern mask.
Figure 3.3 Casing that holds the mold together while the silicone sets. The yellow block on the left is the back portion of the mold.

44
Figure 3.4 Top left, practice silicone lens array using the front mold and a flat glass back mold. Top right, final negative mold used for the front of the compound optical array. Bottom left, mask with microlenses used for making the mold at top right. Bottom right, a second mask with the 250 micron shim stock
Once the silicone compound array is thermally set, first the fiber pieces are
removed, and then the mold is opened and the array carefully removed. A thin layer
of silicone is applied to the spherical surface of the housing and inside the cones. It is
left to sit for an hour to let any air escape. Then the silicone lens array is carefully
placed into the housing. Any air and extra silicone is gently squeezed out. The top of
the housing is screwed down holding the array tight onto the spherical housing. Then
the fibers are gently inserted through the back of the housing and slid into silicone

45
cones. The fibers should be marked to the approximate depth so that they are not
pushed in too far. This can push the cone out of the holder, and also allow air to get
back in between the cone and the holder. Once a fiber is in place a generous amount
of extra silicone applied that will help hold it in place once set. The unit is left for 24
hours to allow the array and fibers to cure to the housing.
3.4 Results
Figure 3.5 shows a final complete 19 element system, and a seven element
system. During the removal from the back mold the connecting elastomer layer tore
and the ommatidia were taken out individually. Figure 3.6 shows the system with the
fiber bundle.
Figure 3.5 Left, Seven individual silicone ommatidia in a housing. Right, A complete nineteen element silicone apposition compound arrays in the polymer housing. Bottom center, a single silicone ommatidium with a small section of fiber.

46
Figure 3.6 The seven element array with 1mm diameter fibers. The box in the lower right shows the fiber output. Seven fibers from the ommatidia are bright, and the
other fibers that are capped off are dark.
To test the angular response of the system, a HeNe laser was expanded to a 1
inch beam and recollimated. The compound array was placed in the beam on a
rotation stage. As the array is rotated through the beam, the power output of three
fibers belonging to adjacent ommatidia is recorded at half degree intervals.
The angular response curves and overlap match fairly well for the rather crude
fabrication method, see figure 3.7. Molds from Design Prototyping Technologies
have a +/-0.1mm error specification. Some of the holes did not fit the 1mm fibers,
and a 0.98mm drill bit was used to slightly widen them. The cones and the housing
they fit in were 12mm long. A 0.1mm error from the bottom to the top of a cone

47
would result in the interommatidial angle being off by almost half a degree. If the
cone angle and fiber position were both off in the same direction, .2 mm, this would
result in a 1.2 degree error in interommatidial angle. The curves are well within these
error bounds. The fiber mounting was measured out with a micrometer to +/-0.1mm,
and the placement done by hand. Being off by a several hundred microns will not
have a noticeable effect at the 10mm long focal length.
Angular R es pons e of Artific ial Appos ition Array
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
‐15 ‐10 ‐5 0 5 10
F ie ld (deg rees)
Power(μW)
15
LE F T
C E NTE R
R IGHT
L ightTools Model
Figure 3.7 The Angular response measured across 3 neighboring ommatidia and compared with the LightTools® modeled data.
The left curve in the diagram has a dip at the peak. The dip is about ~8% lower that
the peak. This might indicate a small air gap between the fiber and the silicone, or
perhaps a small air bubble as it was not always possible to get all the air bubbles out

48
of the silicone. Smaller bubbles were often difficult to get off of the inner walls of the
bottom mold. The final curvature and sphericity of the lenses was not measured, but
curvature error or non symmetrical asphericity could account for some of the
asymmetry in the response curves. But there is no drastic change in shape or power,
which suggests that the radius of curvature does not deviate by more that 200μm.
This can be compared with the curvature and position studies in chapter 2.
3.5 Concluding Remarks
A compound eye scenario was presented and apposition and neural
superposition solution designs derived using the methods covered in chapter 2. The
optics of the apposition design were manufactured in a silicone elastomer and housed
in a sterolithography polymer to hold the system in the proper alignment. The
angular response was measured by rotating the system through a collimated HeNe
beam and recording the fiber outputs of adjacent ommatidium.
It would be interesting to return to this work and build a neural superposition
prototype, as well as have the systems paired with a vision processing system. The
paper “Musca domestica Inspired Machine Vision with Hyperacuity” [3.1]
demonstrates the a 2-D neural superposition architecture that can detect motion even
in low light, and low contrast conditions.

49
3.6 References
3.1 D T Riley, W M Harman, E Tomberlin, S F Barrett, M Wilcox, C H G
Wright, “Musca Domestica Inspired Machine Vision with Hyperacuity”, SPIE
proceedings Smart sensor technology and measurement systems. Conference,
San Diego CA, 2005, vol. 5758, pp. 304-320

50
Chapter 4
Tapered Gradient Index Lenses
4.1 Introduction to tapered GRINs
Three common gradient index lens types are radial, axial, and spherical. The
names refer to the shape of the isoindicial surfaces, surfaces of constant index of
refraction. The variation of refractive index normal to the isoindicial surfaces,
referred to as the gradient index profile, is represented with a mathematical function.
For example
Radial: N(r) = N00 + N10 r2 + N20 r4 + …
Axial: N(z) = N00 + N01 z + N02 z2 + …
(4.1)
(4.2)
where N is the refractive index, z is the optical axis direction, r is the distance
perpendicular to the optical axis.

51
These gradient index lens types are a well understood in literature and are all
commercially available. Spherical gradient index lenses exist naturally, like the
octopus eye (Figure 4.1.1).
Figure 4.1.1 The octopus eye and isoindicial surfaces of its spherical gradient index crystalline lens.
The primary element is a spherical gradient index crystalline lens. Other gradient
index profiles in nature typically require a more specific mathematical representation
that combines aspects of radial, axial, and spherical representations. The index
profile of the human gradient index crystalline lens is a more complicated example
(Figure 4.1.2) which is only compounded by the fact that the lens changes shape for
accommodation.
52
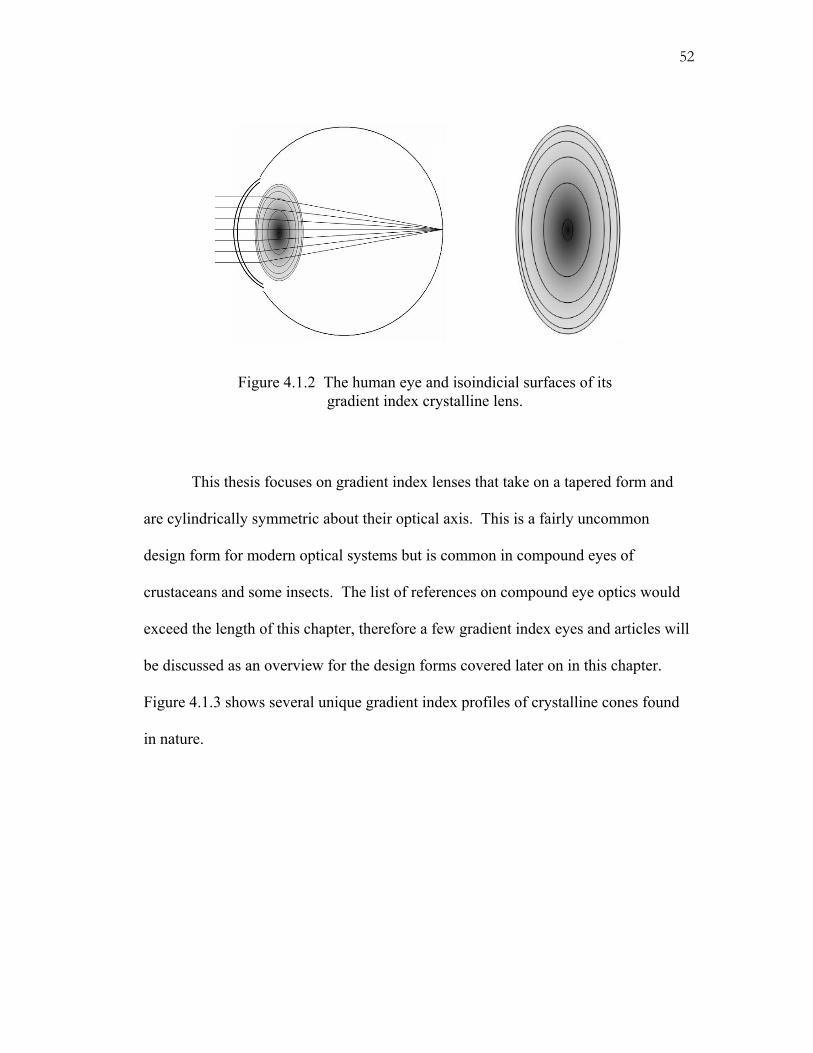
Figure 4.1.2 The human eye and isoindicial surfaces of its
gradient index crystalline lens.
This thesis focuses on gradient index lenses that take on a tapered form and
are cylindrically symmetric about their optical axis. This is a fairly uncommon
design form for modern optical systems but is common in compound eyes of
crustaceans and some insects. The list of references on compound eye optics would
exceed the length of this chapter, therefore a few gradient index eyes and articles will
be discussed as an overview for the design forms covered later on in this chapter.
Figure 4.1.3 shows several unique gradient index profiles of crystalline cones found
in nature.

53
Figure 4.1.3 Left two images: Water-Flea Polyphemus[4.1]. Right two images: Limulus (Xiphosura) [4.2].
Gradients found in apposition eyes, mostly underwater crustaceans, have
many variations. In fact, the compound eye of the water flea Polyphemus has four
different sections, each having a crystalline cone with a different gradient index
profile [4.1]. In general the crystalline cones have a short conical shape. Figure
4.1.3 shows two examples of a fairly common gradient index profiles for apposition
crystalline cones.

54
Superposition crystalline cones, whether insect or crustacean, tend to all have
a similar form shown in figure 4.1.4. They are similar to a short, slightly tapered
radial gradient with some axial components at the ends. An article by P. McIntyre
and S. Caveney [4.4] studies the superposition optics of several beetles. The change
in index of these lenses can exceed 0.15. This is an impressively large number rarely
seen in gradient systems, and even with current technology would be difficult to
replicate in glass or polymers.
Figure 4.1.4 Euphausia superba (Antarctic krill) [4.3]
There are a handful of animals like the butterfly that have long crystalline
cones. These longer cones nearly always exhibit changing gradient index profiles
within a single ommatidium that often morph from one type to another. For example,
a spherical or conically tapered GRIN followed by a radial or axial gradient. Several
examples are show in figure 4.1.5. The butterfly Heteronympha merope is an
apposition eye but its corneal lens and crystalline cone combination is an afocal

55
system (see figure 4.1.6). Derek Bertilone , J.H. Van Hateren and D. E. Nilsson have
shown how this system improves coupling efficiency [4.5, 4.6].
Figure 4.1.5 Gradient index ommatidia. Darker shading depicts higher index of refraction.
Figure 4.1.6 Afocal crystalline cone of the butterfly [4.8]

56
Though tapered GRIN design forms that are found in nature are not common
in modern optical design, there is one form that is quite common and well
documented. This is the tapered radial gradient index rod, and it is the profile formed
when a gradient index fiber is drawn out or molded into a tapered shape. Research on
tapered gradient index fibers dates back to 1970 [4.9], with a complete geometrical
solution of a linear case by J.S.J. Brown in 1980 [4.10], and a parabolic tapered radial
case that has an exact ray path solution [4.11], worked out by D. Bertilone.
z
r
0 2 4 6 8 10 12 14 16 18 20-3
-2
-1
0
1
2
3
No
1.545
1.55
1.555
1.56
1.565
Constant Index of Refraction
No-dn
No-dn
No
Figure 4.1.7 Isoindicial surfaces of a linearly tapered radial gradient index rod.
;
)(),( 2
2
10 zzrNNzrN
o −−= (4.3)
Figure 4.1.7 shows the isoindicial surfaces of a linearly tapered GRIN profile
along the optical axis. N is the index of refraction as a function of r, radius, and z,
distance along the optical axis, where zo is the apex of the tapered cone, No is the base

57
index, N1 is a constant, and dn is the maximum change in index of refraction. This
profile described by equation 4.3 is essentially a radial gradient index lens with a
decreasing radius along the optical axis. It maintains the full index change and
parabolic profile along its length. Tapering a radial gradient causes the period to
shorten and the numerical aperture increases, see fig 4.1.8.
Figure 4.1.8 Shortening periods in linearly tapered radial GRIN rod.
From the paraxial solution derived by S.J.S Brown [4.10] (equation 4.4), the
quarter pitch for a tapered radial is derived as a function of taper angle (equation 4.5).
412);1(~
]];~[*[~2]]~[*[~)(
200
000
0
−Δ
=−=
⎟⎟⎟
⎠
⎞
⎜⎜⎜
⎝
⎛ +−=
aNnbh
zaz
zLogbSinzab
arhuzLogbCoszyzY
(4.4)
⎟⎟⎠
⎞⎜⎜⎝
⎛−
−=
−
1)(]2tan[
0 bbArc
ea
hazπ
(4.5)
Y(z) is the distance from the optical axis to the ray, yo is the starting height of the ray,
uo is the starting angle of the ray, ho is the outer radius of the cone at z = 0, a is the
half angle of the taper in radians, No is the index of refraction along the optical axis,
58
and Δn is the change in refractive index from the center to edge of the cone. The
derivation for the paraxial ray solution of a tapered radial GRIN rod and the quarter
pitch are provided in Appendix A.
The current state of tapered gradient index research falls into two categories,
modeling of tapered gradient index optics as found in animal eyes, and the tapered
radial gradient index. In this case, the tapered gradient device is fabricated by heating
a radial gradient and drawing it into a cone. This device was used in the telecom
industry. Animal eye gradient index modeling is a relatively small are of activity,
even for the human crystalline lens, which has only recently made large
advancements toward a comprehensive model [4.12, 4.13].
There is a large gap between the two areas. The tapered radial model is well
documented and manufacturable but its profile does not fully encompass
measurements of tapered gradients in nature. The difference is inherent in the way
tapered radial gradients are manufactured versus the way animal gradient index cones
are grown. A tapered radial starts out as a cylindrical rod or fiber with a radial GRIN
profile. It is then extruded or molded into a tapered shape with a thermal process.
This essentially maintains the radial profile and index change while the outer
cylindrical profile takes on a tapered form. In an animal eye, the gradient index is
created by varying protein concentrations in cellular membranes. As the cells grow,
or new cells form, the gradient index forms layer by layer, often compared to onion
layers in the case of the human crystalline lens. These layers tend to have nearly
continuous bounds and are analogous to isoindicial surfaces. Because of the way the

59
gradient index grows in animals, they have significant axial and radial variations.
The complexity and diversity of tapered gradients in nature has resulted in them being
examined on a case by case basis, as well as making them less attractive for
manufacturing.
The remaining chapters focus on two areas that have not been previously
explored, a study of cylindrically symmetric tapered gradients that have radial and
axial dependence, and the fabrication of similar gradients. This chapter explores
tapered gradients that have both radial and axial components and compares them with
radial and tapered radial gradients. Also, further in, a general form for representing
and modeling gradient elements with more complex profiles like those found in some
animals is developed. Chapter 5 will cover the fabrication of tapered gradients in
polymers via liquid monomer diffusion.
4.2 A study of tapered gradient index profiles
The goal of this study is too examine the behavior of light as it propagates in
tapered gradient index profiles with both radial and axial components. Two
cylindrically symmetric tapered gradient index profiles are described and compared to
a radial gradient and a linearly tapered radial gradient, as these are two standards that
are well documented in theory and practice. This is the first study of its kind to

60
examine the specific optical effects induced with combined axial and tapered radial
gradient index components.
Several factors are used to constrain the study. The tapered profiles are
bounded by a linear slope, a cone shape, the same as the linearly tapered radial
gradient. The axial gradient profile is constrained by the maximum change in
refractive index. The radial gradient profile is equal in all four cases, represented by
equation 4.1, and bounded by the maximum change in index, but when higher order
terms are used, the coefficients are allowed to vary between designs. There are many
possible gradient index profiles that fit these bounded conditions but the two used
here are basic forms, one with a linear axial component the other quadratic axial
component. There are two main reasons for these selections. First, the basic forms
make it easier to attribute optical effects to the mathematical representation of the
gradient index profile. Second, these particular forms are useful in representing the
gradient index profile achieved by monomer diffusion into a tapered polymer cone.
The new tapered gradients will be referred to as the hyperbolic tapered radial
gradient (H-TR GRIN), and the sloped tapered radial gradient (S-TR GRIN). The H-
TR GRIN has a quadratic axial component, and due to the constraints imposed above
the function defining the gradient index profile becomes a hyperbolic function, see
figure 4.2.1c. The S-TR GRIN has a linearly decreasing axial component, a constant
‘slope’ down the optical axis, see figure 4.2.1d. Figure 4.2.1 shows the four gradient
index profiles, H-TR GRIN(c), S-TR GRIN(d), TR-GRIN(tapered radial, b), and the
Radial GRIN(a). Contour lines represent isoindicial surfaces, and the sub plot shows

61
the radial gradient index profiles along the optical axis. Here are the functions that
define each gradient index profile:
Hyperbolic (H-TR GRIN) ⎟⎟
⎠
⎞⎜⎜⎝
⎛+
−−Δ+= 2
2
2
2
0)(1),(
oo
o
hr
zzznNzrN ; (4.2.1)
Sloped (S-TR GRIN) ⎟⎟
⎠
⎞⎜⎜⎝
⎛+
−Δ+=
ooo zz
zzhrznNzrN
)(),( 2
20
0 ; (4.2.2)
Tapered Radial (TR GRIN) ...
)(),( 2
22
0 +−
Δ+=zzh
rznNzrNoo
o (4.2.3)
Radial GRIN ...),( 2
2
0 +Δ+=oh
rnNzrN ; (4.2.4)
Where N is the index of refraction as a function of r, the distance from the optical
axis, and z, optical direction, where zo is the location of the apex of the tapered cone,
No is the index of refraction at r = z = 0, ho is the maximum radius of the cone, and
Δn is the maximum change in index of refraction.

62
(a) Radial GRIN Profile
(b) TR-GRIN Profile
(c) H-TR GRIN
(d) S-TR GRIN Figure 4.2.1 Gradient index profiles.
Left plots: Cross section along the axis, light travels from left to right. Lines represent contours of constant index. Right plots: Radial index profiles along the
axis. The widest profile is from z = 0. The thinnest is from z = 20.
0 2 4 6 8 10 12 14 16 18 20-3
-2
-1
0
1
2
3
-2 0 21.54
1.545
1.55
1.555
1.56
1.565
1.57
0 2 4 6 8 10 12 14 16 18 20-3
-2
-1
0
1
2
3
-2 0 21.54
1.545
1.55
1.555
1.56
1.565
1.57
N
0 2 4 6 8 10 12 14 16 18 20-3
-2
-1
0
1
2
3
-2 0 21.54
1.545
1.55
1.555
1.56
1.565
1.57
0 2 4 6 8 10 12 14 16 18 20-3
-2
-1
0
1
2
3
-2 0 21.54
1.545
1.55
1.555
1.56
1.565
1.57

63
The first data sets examine quarter pitch behavior with a Δn of -0.03 and taper
half angle of ~5.7degrees. In order for the light to image on the back surface of the
tapers under these conditions, the field is +/- 3degrees as limited by the H-TR GRIN.
Table 4.2.1 lists the physical properties of the GRIN models. Set A is a comparison
of lens data and Seidel aberrations when the spherical aberration is eliminated on axis
by changing the 4th order radial profile (they system is weighted for the on axis field).
Set B is the same system where the 4th order term is allowed to vary to achieve the
best focus for all fields (fields are weighted equally). Values generated in Code V®
(Optical Research Associates) assume that an image plane is in air.
Table 4.2.1 CodeV® Specifications
No 1.57 Taper (deg) 5.75
Δn -0.03 ho (mm) 2.5
Ent. Pupil Dia. 2.5 zo (mm) 25
Fields (deg) 0,1.5,3 Wavelength(nm) 632.8

64
Figure 4.2.2 Set A
SET A
-0.005
-0.004
-0.003
-0.002
-0.001
0
0.001
0.002
0.003
0.004
0.005
Sphe
rical
Com
a
T As
tig
S As
tig
Dist
ortio
n
(mm
)Radial GRIN
H-TR GRIN
S-TR GRIN
TR GRIN
0
5
10
15
20
25
F/# EFL(mm) OAL (mm)
Radial GRIN
H-TR GRIN
S-TR GRIN
TR GRIN
00.050.1
0.150.2
0.250.3
0.35
0.40.450.5
Image h(mm)

65
Figure 4.2.3 Set B
Set B
-0.005
-0.004
-0.003
-0.002
-0.001
0
0.001
0.002
0.003
0.004
0.005
Sphe
rical
Com
a
T As
tig
S As
tig
Dist
ortio
n
(mm
)
Radial GRIN
H-TR GRIN
S-TR GRIN
TR GRIN
0
5
10
15
20
25
F/# EFL(mm) OAL (mm)
Radial GRIN
H-TR GRIN
S-TR GRIN
TR GRIN
00.05
0.10.150.2
0.25
0.30.350.4
0.450.5
Image h(mm)

66
The next data set examines the effect of taper angle on the quarter pitch of the
three tapers. For this set the Δn is increased to (-0.06) so effects of faster tapers can
be observed.
Figure 4.2.4 Quarter Pitch vs. Taper Angle
Quarter Pitch vs Taper Angle
8
9
10
11
12
13
14
0 2 4 6 8 10 12 14 16
Angle (degrees)
QP
(mm
)
H-TR GRIN
S-TR GRIN
TR-GRIN
Radial GRIN
For tapers with less than one degree half angle, and with large Δn, the light
experiences multiple periods in the tapers. In figure 4.2.5, the effect of the tapering
for consecutive periods is clearly visible. For the tapered radial GRIN in particular,
the periods shorten relatively quickly, and the increased magnification in turn causes
the numerical aperture to increase.
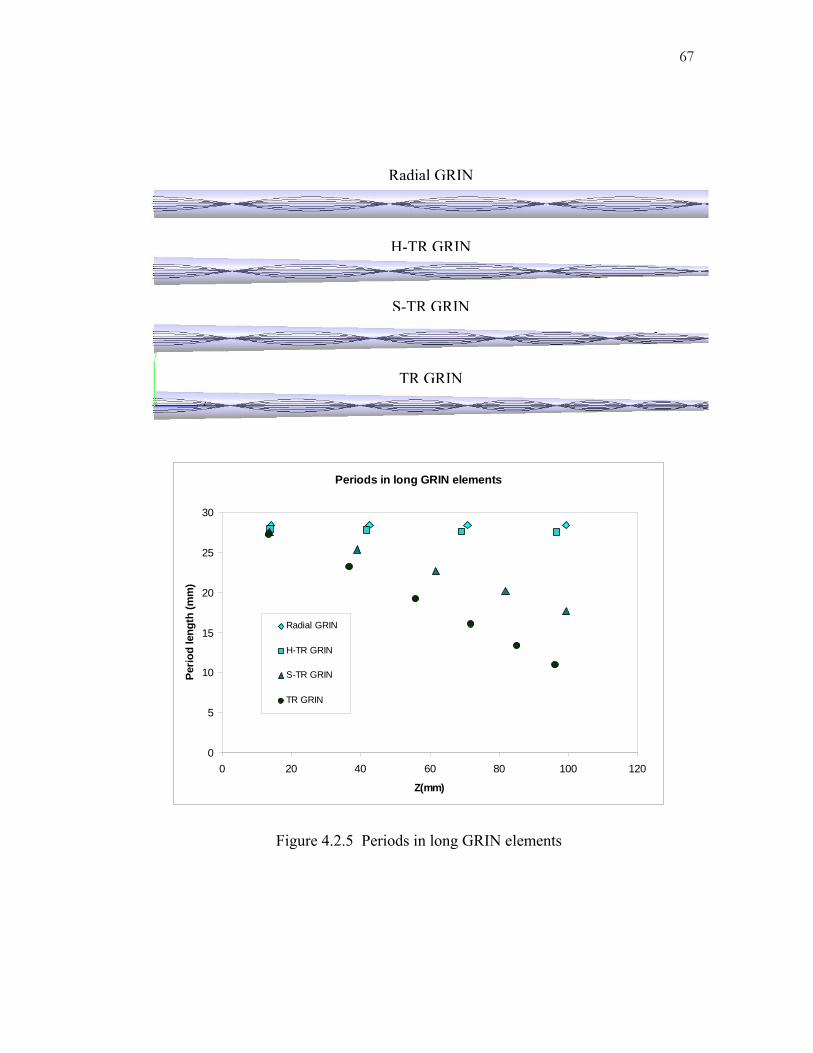
67
Figure 4.2.5 Periods in long GRIN elements
Periods in long GRIN elements
0
5
10
15
20
25
30
0 20 40 60 80 100 120
Z(mm)
Perio
d le
ngth
(mm
)
Radial GRIN
H-TR GRIN
S-TR GRIN
TR GRIN
Radial GRIN
H-TR GRIN
S-TR GRIN
TR GRIN
68
What is immediately apparent in the results is that the radial gradient and
hyperbolic tapered radial gradient are nearly identical in behavior, but the H-TR
GRIN and S-TR GRIN have clear differences. Looking at the isoindicial surfaces in
figure 4.2.1 it is not an obvious conclusion. Going back to the equations for the
profiles gives more insight into this behavior. The TR GRIN and S-TR GRIN both
have radial terms r, that are dependant on the axial term z. The H-TR has a radial
term Δn*r2/ho2 that is the same as a radial gradient index, and an axial term Δn*(zo-
z)2/zo2, but no cross terms. An axial gradient does not provide any power, so based
on the radial component the H-TR GRIN behaves like the radial gradient. A second
look at the radial profiles also helps to explain the phenomenon. Figure 4.2.6 is a
detailed view of figure 4.2.1c subplot. Although consecutive radial profiles along the
axis decrease in index of refraction the shape of the profiles is unchanged. The
bending of light in a gradient index medium is a function of the change in index, the
derivative of the index profile, and since the shape of the radial index profile in both
gradients does not change, the amount of bending is equal.
As the results show, the H-TR GRIN and radial grin are not completely
identical. The axial component does have an effect. In a radial gradient, the period
that light reimages along the optical axis is linearly related to the index. Likewise, in
the H-TR GRIN as the index decreases along the axis, the period also decreases. The
larger the Δn, the more an H-TR GRIN deviates from the radial GRIN.

69
-3 -2 -1 0 1 2 3-0.03
-0.025
-0.02
-0.015
-0.01
-0.005
0
Radius (mm)
Del
ta N
GRIN profiles along the optical axis for aHyperbolic Cone
Figure 4.2.6 Detail of Figure 4.2.1c H-TR GRIN radial profiles. The top curve is the profile at the entrance face. The bottom curve is the profile at the
output face.
4.3 Modeling complex tapered gradient index profiles The hyperbolic and sloped tapered radial GRINs are good starting points for
understanding tapered gradients, and are particularly appropriate for evaluating
experimental results in later chapters; however, they are relatively simple, and for
modeling more complex systems, like a tapered afocal crystalline cone, or diffusion
gradient index optics with changing boundary conditions, a more complete
representation is required. This section discusses potential methods for research that
may continue outside this thesis and would require more complicated models.

70
The solution for most systems is a general form for representing cylindrically
symmetric gradient index profiles as presented in equation 4.3.1. This form allows
for any equation p(z) that bounds the edge (maximum radius), any axial index profile
g(z) along the optical axis, and any constant radial index profile f(r) along the optical
axis. To bound the radial index profile to the edge boundary, it is represented as
f(r/p(z)).
⎟⎟⎠
⎞⎜⎜⎝
⎛⎟⎟⎠
⎞⎜⎜⎝
⎛−Δ+=
)()(1),( 0 zp
rfzgnNzrN ;
00 zz ≤≤ , 1)(0 ≤≤ zg , 1)(
0 ≤⎟⎟⎠
⎞⎜⎜⎝
⎛≤
zprf , and )(0 zp≤ ;
(4.3.1)
It can easily be shown that all the equations in section 4.2 can be represented in this
form. For example, if g(z) is constant, the boundary p(z) is constant, both equal to 1,
and f(r) is quadratic (1-r2), then it reduces to equation 4.2.4, the radial gradient index
profile.
The general layout of the equation can be manipulated, but this particular
form is particularly useful for representing gradient index profiles that are shelled
systems, like crystalline lenses in nature, as well as lenses that are fabricated using
diffusion. The refractive index is properly bounded by the base index No and the
maximum index change Δn. The physical boundary is represented by P(z). The
equations g(z) and f(r) represent the diffusion profile, or in real time diffusion can be
adjusted to incorporate the diffusion coefficient dependence on space or time.

71
Figure 4.3.1 presents a few examples of approximated gradient index
profiles that can be generated with this form and modeled in an optical software
package like Code V® or LightTools®. Using this form is adequate for modeling
most any gradient index eye found in nature, as well as cylindrically symmetric
gradient index optics.

72
Superposition Crystalline Cone (see figure 4.1.4)
Butterfly Afocal Crystalline Cone (see figure 4.1.6)
Clear Apposition Eye Crystalline Cone (see figure 4.1.5 right image)
Figure 4.3.1 Simulated Animal GRIN elements

73
This method still has limitations. It only covers cylindrically symmetric
cases, and assumes the radial profile can be represented by a smooth or piecewise
equation f(r). Systems that lack symmetry or include other variables that are not
easily fit into equation form require a more specific representation. In such cases
there is a rather straight forward method for modeling such systems in Code V® or
LightTools®, although it is computationally intensive and to the extent it is pursued
in this thesis, there remains a significant speed bottleneck when compared to using
the general equation form.
By representing a complex gradient index profile as a matrix or mesh of index
data, the index of refraction information, and partial derivatives along a specific ray
path can be calculated via methods of interpolation. MATLAB® is an excellent
resource for both the representation and interpolation of gradient index profile data in
this form as the tools are already built in. The matrix of data points in 2D or 3D can
be generated in MATLAB® or imported from another program or file. For example,
phase information from interferograms, thermal gradients, or mechanical stress data
from a finite element model can all be imported into MATLAB® and expressed in
the appropriate index data form.
At this point numerical methods can be used to trace rays in MATLAB®;
however, for designing and optimizing an optical system, it is much more beneficial
to model and analyze the ray data in a professional optical software package. Optical
Research Associate’s Code V® and LightTools® packages are both equipped to
access MATLAB® via the COM (component object model).
74
LightTools® uses the Sharma ray trace method [4.14] to quickly calculate ray
paths in gradient index materials. This is a numerical technique that requires the
index profile as a function of x, y, and z, and also the gradient of the index with
respect to x, y, and z. Usually the usergrin.dll (dll stands for dynamically linked
library), provided in the software, is used to represent the gradient in equation form as
well as any necessary coefficients that constrain or define the system. An alternate
option is to use the COM to retrieve the data from another program. With this
method the optical software can utilize MATLAB®’s functions to extrapolate data
and then retrieve the index of refraction information that it requires to trace rays.
Appendix B shows sample code that was written into the LightTools® usergrin.dll.
Figure 4.3.2 is a diagram illustrating the process.

75
Figure 4.3.2 LightTools® gradient index ray trace flow chart. The LightTools® process operates independently in normal operation.

76
This technique is slower since the interpolation methods add significant
computational time, but there is an additional bottleneck inherent in the way the COM
is being used to run an M-file in MATLAB®. Normally it is used occasionally to
import a file or run a program. Instead, it is being used to tell MATLAB® to run the
M-file again and again with each step of the ray, which can increase the time to trace
a ray by a factor of 102 to 103.
The process can be significantly improved with additional work. Code can be
written so the usergrin.dll can read the matrix data and do its own interpolation. An
alternative could be to send the geometry and ray data to MATLAB®, and let it
conduct the interpolation and ray tracing through the GRIN materials, and then return
the resulting ray data.
A valuable addition would also be to include real and imaginary index of
refraction values to incorporate polarization, birefringence, and possibly nonlinear
effects.

77
4.4 Concluding Remarks
This chapter explored the optical behavior of tapered gradient index elements
that are similar to crystalline cones found in nature. Two tapered cones, one with a
quadratic axial profile, the H-TR GRIN, and one with a linear axial profile, S-TR
GRIN, were compared with a radial GRIN rod and a tapered radial GRIN rod, TR-
GRIN. These were chosen to give some insight into the effects of the tapered shape
as well as the axial component of the GRIN profile. Observations were made on the
first order properties, third order aberrations, quarter pitch vs. taper angle, and the
periods in long tapers.
The H-TR GRIN presented an interesting case, where the axial component
negates the effects of tapering, so that it behaves nearly identical to a radial gradient
index rod. The S-TR GRIN falls in between the radial GRIN and the tapered radial
GRIN performance wise. The power of the element is increased with tapered angle,
but the axial component reduces the effect as compared to the taper angle effect on
the TR GRIN.
A general form for representing cylindrically symmetric gradient index
profiles was presented, as well as visual examples of using it to define gradient index
profiles similar to some of the more complicated crystalline cone gradient index
profiles found in nature. A method for ray tracing in an asymmetrical gradient index
was also provided. It also has the potential for modeling complex geometries and real
and imaginary refractive index components
78
4.5 References
4.1 Reprinted with permission of the Royal Society of London B.
D. E. Nilsson, “Regionally Different Optical Systems in the
Compound Eye of the Water-Flea Polyphemus (Cladocera,
Crustacea),” Proc. R. Soc. Lond. B 22 January 1983 vol. 217 no.
1207 pg163-175 figure 5a and 6a
4.2 Reprinted by permission from Macmillan Publishers Ltd: Nature.
M. F. Land, “Compound eyes: old and new optical mechanisms,”
Nature 287, 681 - 686 (23 October 1980); doi:10.1038/287681a0
4.3 Reproduced/adapted with permission Company of Biologists
LAND, M. F., BURTON, F. A., “The Refractive Index Gradient in the
Crystalline Cones of the Eyes of a Euphausiid Crustacean,” J Exp Biol
1979 82: 395-399
4.4 P. McIntyre and S. Caveney, “Graded-Index Optics are Matched to
Optical Geometry in the Superposition Eyes of Scarab Beetles,”
Philosophical Transactions of the Royal Society of London. Series B,
Biological Sciences, Vol. 311, No. 1149 (Nov. 19, 1985), pp. 237-269
4.5 D. C. Bertilone, “Propagation of Light in Tapered Graded-Index
Media,” Doctoral Thesis, Australian National University, Canberra,
April 1988

79
4.6 J.H. Van Hateren, D.E. Nilsson, “Butterfly optics exceed the
theoretical limits of conventional apposition eyes,” Biological
Cybernetics, Springer Berlin, Heidelberg, V 57, Number 3, Oct. 1987.
4.7 MF Land, Dan-Eric Nilsson, Animal Eyes, Oxford University Press,
2002
4.8 Reprinted with permission from the Copyright Clearance Center,
Nilsson D-E Land MF Howard J. 1988. Optics of the butterfly eye. J.
Comp. Physiol. A162:341–66
4.9 Uchida, T.; Furukawa, M.; Kitano, I.; Koizumi, K.; Matsumura, H.,
"Optical characteristics of a light-focusing fiber guide and its
applications," Quantum Electronics, IEEE Journal of , vol.6, no.10,
pp. 606-612, Oct 1970 S. J. S. Brown, "Geometrical optics of tapered
gradient-index rods," Appl. Opt. 19, 1056-1060 (1980)
4.10 S.J.S. Brown, “Geometrical Optics of Tapered Gradient-Index Rods”,
Applied Optics, Vol 19 No. 7, April 1980
4.11 Derek Bertilone and Colin Pask, "Exact ray paths in a graded-index
taper," Appl. Opt. 26, 1189-1194 (1987)
4.12 Artal, P. & Tabernero, J., “The Eye’s Aplanatic Answer,” Nature
Photon., 2, 586- 589, 2008
4.13 Huang, Yanqiao, “Human Lens Modeling and Biometric Measurement
Technique,” Thesis (Ph.D.) - Biomedical Engineering Department,
University of Rochester, 2008.

80
4.14 Anurag Sharma, D. Vizia Kumar, and A. K. Ghatak, "Tracing rays
through graded-index media: a new method," Appl. Opt. 21, 984-987
(1982)

81
Chapter 5
Fabrication of Polymer Tapered Gradients
5.1 Introduction
The most common tapered radial gradient index, has a constant change in index as
the radius decreases along the optical axis, and is made by thermally reshaping a gradient
index rod or fiber. This thesis presents a technique where instead of reshaping a GRIN
cylinder, the gradient index is produced in an existing tapered structure. With this
method the gradient index profile gains an axial component and more closely resembles
the gradient index profiles found in crystalline cones of some natural compound eyes.
This chapter provides a brief overview of polymers and diffusion exchange in
polymers, and then describes the fabrication procedure.

82
5.2 Polymers The tapered gradient index elements in this thesis are made from common
polymers. The process starts with organic monomers. These are small molecules that are
chemically bonded with compatible monomers to form a much larger molecule called a
polymer. For example, when the liquid monomer methyl-methacrylate (MMA) is
initiated it bonds together in a chain of polymethyl-methacrylate (PMMA), see figure 5.1.
PMMA is a very common acrylic plastic.
Figure 5.1 Methyl Methacrylate Polymer Chain
Polymerization is the process of monomers bonding to form polymer chains. This
thesis uses a type of polymerization known as addition polymerization. Addition
polymerization has three steps, initiation, propagation, and termination. Initiation
typically occurs when the carbon-carbon double bond (C=C) is broken. This leaves an
open active site that bonds to another monomer or chain of monomers. If the carbon
double bond on the MMA monomer in figure 5.1 is broken, it can bond to the active site
on the PMMA chain.
Breaking the double bonds can be encouraged by introducing free radicals (a
molecule with an unpaired electron). There are many commercially available free radical
initiators. The two main categories are ultraviolet activated initiators and heat-activated

83
(thermal) initiators. In this thesis, the thermal initiator benzoyl peroxide (BPO) is used to
intiate polymerization, see figure 5.2a. Heat breaks the molecule, creating two phenyl
rings with open bonding sites. These will bond to a monomer breaking the carbon double
bond and creating an active site, see figure 5.2b.
Figure 5.2 Benzoyl Peroxide thermal initiation
a)
b)
The next step in addition polymerization is propagation. Once the monomer is
initiated, it has an active site that can now bind to another monomer, breaking its double
bond and creating a new active site propagating the growth of a chain. If monomers of
the same molecule bind together, this forms a homopolymer, like PMMA in figure 5.1.
When monomers of different molecules bond together, the result is a copolymer chain. If
a molecule only has one carbon double bind, it can only form a linear chain. Molecules
with multiple carbon double bonds can form branches, and the branched chains can also
form networks, see figure 5.3.

84
Figure 5.3 Polymer Chains
The final step, termination, occurs in one of three ways. Active sites can bind
together, connecting chain, or forming networks. Active sites can come into contact and
one gives up an atom to the other, thus terminating both chains without binding. The
third way is if another free radical, inhibitor, or impurity bonds with an active site and
ends the chain by not creating any new active sites.
It is important to note that relatively few polymers are actually miscible, or are
only miscible in some ratios. Miscible means the monomers will bond together in an
ordered copolymer blend. When polymers or monomers are immiscible they can be
mixed, but they disassociate from each other, referred to as phase separation. This is
detrimental to optical polymer blends as it causes absorption and scattering.
Environmental factors such as moisture and oxygen can also lead to whitening and
scattering in optical polymer blends.
Table 5.2.1 provides a list of the polymers and initiators used in this thesis.
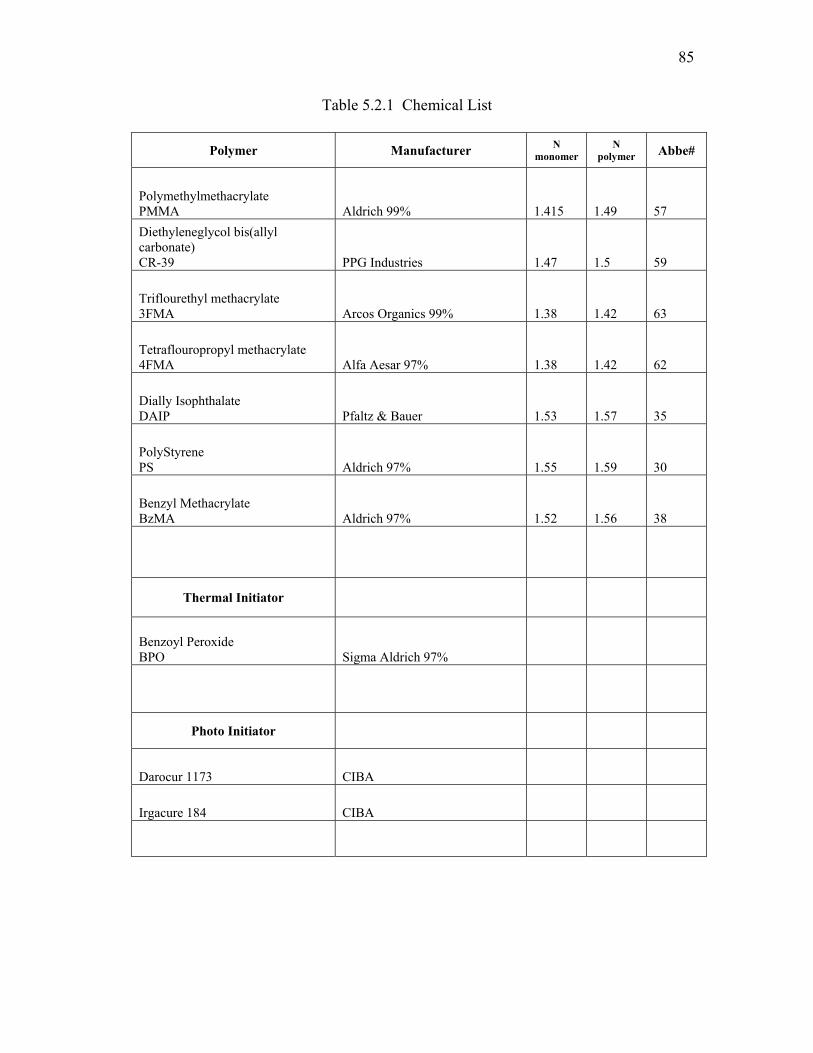
85
Table 5.2.1 Chemical List
Polymer Manufacturer N monomer
N polymer Abbe#
Polymethylmethacrylate PMMA Aldrich 99% 1.415 1.49 57 Diethyleneglycol bis(allyl carbonate) CR-39 PPG Industries 1.47 1.5 59
Triflourethyl methacrylate 3FMA Arcos Organics 99% 1.38 1.42 63
Tetraflouropropyl methacrylate 4FMA Alfa Aesar 97% 1.38 1.42 62
Dially Isophthalate DAIP Pfaltz & Bauer 1.53 1.57 35
PolyStyrene PS Aldrich 97% 1.55 1.59 30
Benzyl Methacrylate BzMA Aldrich 97% 1.52 1.56 38
Thermal Initiator
Benzoyl Peroxide BPO Sigma Aldrich 97%
Photo Initiator
Darocur 1173 CIBA
Irgacure 184 CIBA

86
5.3 Polymer GRIN diffusion exchange method
There are several methods for obtaining gradient index copolymer blends.
The most common are interfacial-gel copolymerization [5.1] (a.k.a. swollen-gel
polymerization[5.2]), photo-copolymerization [5.3], centrifugal field [5.4], and diffusion
exchange [5.5]. Diffusion exchange is the most common practice and is the method used
in this thesis.
The gradient index profile is a continuously varying composition of high index
polymer to low index polymer. The refractive index n of combining M1 and M2
monomers relates to the Lorentz-Lorenz equation [5.6],
22
2
22
121
21
2
2
21
21
21 v
nnv
nn
nn
++
+++
=++ (5.1)
where n1, v1 and n2, v2 are the respective indices and molecular volumes of M1 and M2
monomers. A simplified relationship is often used for experimental extrapolation.
2211 vnvnn += (5.2)
Wu and Koike [5.7] have shown experimentally that both equations are acceptable, and
in fact equation 5.2 fit their experimental plots slightly closer. The liquid monomer
diffusion exchange process creates a continuously changing ratio v1 to v2 of the two
monomers inside a partially polymerized matrix of monomer M1.
The process of diffusion exchange is essentially a three step process. The first
step is pre-polymerization, where the primary monomer M1 is partially polymerized. The
partially polymerized monomer is a matrix of linear, branched, and networked polymers

87
that is able to hold the shape of the final polymer element, but still contains a large ratio
of monomer. This state of polymerization is often referred to as the ‘gel stage’. The
second step is diffusion. In this step, the secondary monomer M2 undergoes a diffusion
exchange process replacing some monomer in the partially polymerized gel. The
diffusion of secondary monomer into the gel creates a concentration distribution that
defines the gradient index profile. The diffusion exchange can take place in liquid or
vapor [5.8] monomer bath. The third and final step is to fully polymerize the system.
The copolymerization of the gel with the inter-diffused monomer is achieved through a
final thermal or photo curing process.
There are a few general rules of thumb for the diffusion exchange method. To
obtain clear polymers, the monomers must be completely miscible in the ratios used. To
achieve a large ∆n, the primary and secondary polymers must have a large difference in
refractive index. Note in table 5.2.1 that many monomers undergo large changes in index
when polymerized, and the polymer, not monomer, index of refraction is relevant. Linear
and branched partial polymerizations do not hold their shape, a high degree of networked
chains are required in the partial polymerization stage. Primary monomers are often
chosen based on their ability to hold their shape in gel form at very low conversion ratios,
the ratio of polymer to monomer. More monomer in the matrix means more control over
the diffusion exchange process, and higher final ∆n. A monomer with only one double
carbon bond, like MMA, requires a cross-linking agent to allow it to gel at a lower
conversion ratio. Sometimes a third monomer is introduced to improve the conversion
ratio and/or improve miscibility. Other factors that often require consideration when
choosing polymers are; Abbe number (chromatic aberration), stress birefringence,

88
mismatched thermal expansion coefficients, flexibility, elasticity, hardness, and spectral
transmission.
There is a rich background of research on the polymer diffusion exchange process
for GRIN materials. The early history dates back to 1905, when R.W. Wood fabricated
GRIN polymer materials in gelatin with a water and glycerin [5.9]. Naujokas, at Bausch
& Lomb, patented a polymer diffusion process for making multifocus ophthalmic lenses
in 1967 [5.10]. Polymer GRIN research increased in the 1970s with the early growth of
fiber optics. Ohtsuka, at Keio University in Japan, published a paper on fabricating
polymer GRIN rods where the gel stage liquid diffusion technique originated [5.5].
Various techniques and polymer combinations were carried by Ohtsuka, K, and Koike Y
et al. over the years in a collection of papers called “Studies on the Light-Focusing Plastic
Rod.” The works of Iga, et. al. [5.11, 5.12] and Gardner L. R. [5.13], also aided in the
selection of polymers for this thesis and provided a basis for experimental techniques.
The book “Polymers and Polymeric Materials for Fiber and Gradient Optics” is an
excellent resource for the majority of research related to polymer GRIN chemistry and
fabrication [5.14].
89
5.4 Tapered GRIN fabrication
5.4.1 Photo initiated partial polymerization
At the beginning of this research, methods of photo initiated partial
polymerization were attempted. Monomers MMA, CR-39, and, Benzyl methacrylate
were tested with photo-initiators Darocure 1173 and Irgacure 184. Both photoinitiators
have a peak absorbance at ~246,280, and 333nm and were able to polymerize layers up to
4mm thick. An Oriel 200W Hg(Xe) arc lamp (model 66002) is used to activate the
initiators.
The initiated monomer was held in a Teflon chamber between a glass slide and
clear top substrate. The top substrates tested are a clear polyester film ~150um thick and
a flexible elastomer silicone ~200um thick. Methacrylate monomers do leach into
silicone, after a few minutes the smell was noticeable. Methacrylate absorbed in the
silicone can cause warping, but this was only problematic if there was already some slack
in the silicone layer. A copper mask is placed over the substrate layer to block unwanted
UV illumination. Figure 5.4.1 shows the monomer chamber, and figure 5.4.2 shows the
illumination setup. The HeNe beam provides a method to monitor the polymerization. A
lens can be place in the system to create a cone of illumination in the monomer layer.
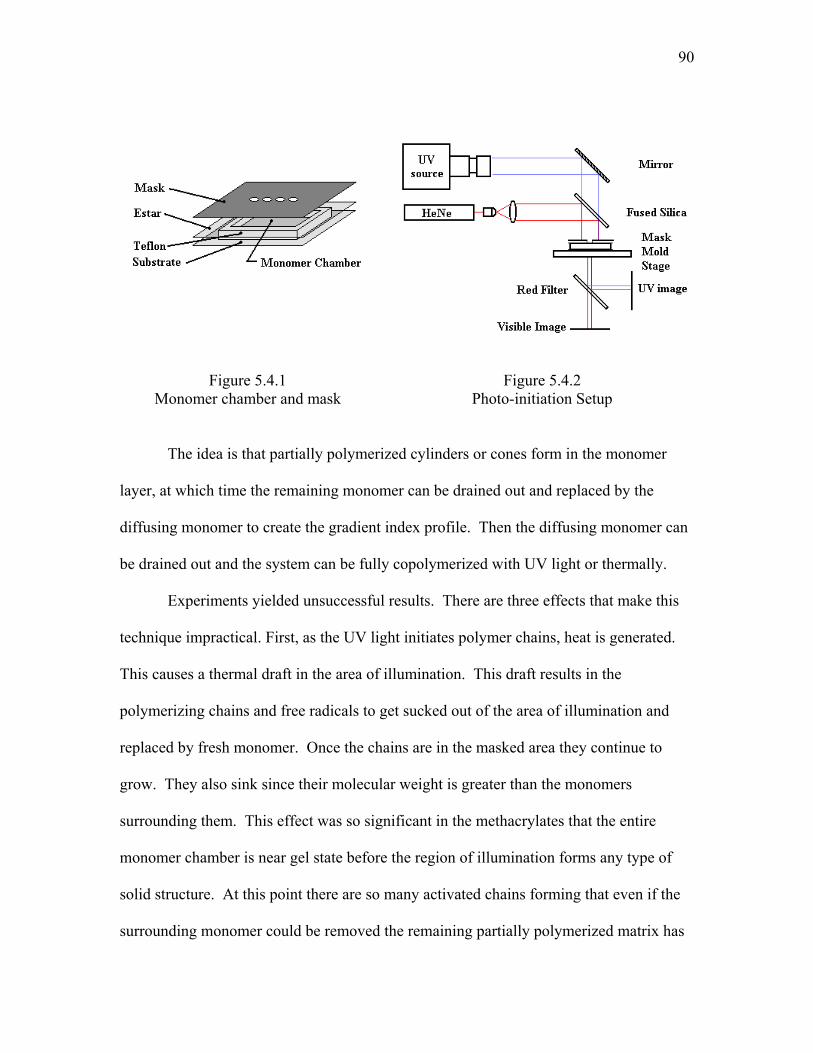
90
Figure 5.4.1 Monomer chamber and mask
Figure 5.4.2 Photo-initiation Setup
The idea is that partially polymerized cylinders or cones form in the monomer
layer, at which time the remaining monomer can be drained out and replaced by the
diffusing monomer to create the gradient index profile. Then the diffusing monomer can
be drained out and the system can be fully copolymerized with UV light or thermally.
Experiments yielded unsuccessful results. There are three effects that make this
technique impractical. First, as the UV light initiates polymer chains, heat is generated.
This causes a thermal draft in the area of illumination. This draft results in the
polymerizing chains and free radicals to get sucked out of the area of illumination and
replaced by fresh monomer. Once the chains are in the masked area they continue to
grow. They also sink since their molecular weight is greater than the monomers
surrounding them. This effect was so significant in the methacrylates that the entire
monomer chamber is near gel state before the region of illumination forms any type of
solid structure. At this point there are so many activated chains forming that even if the
surrounding monomer could be removed the remaining partially polymerized matrix has
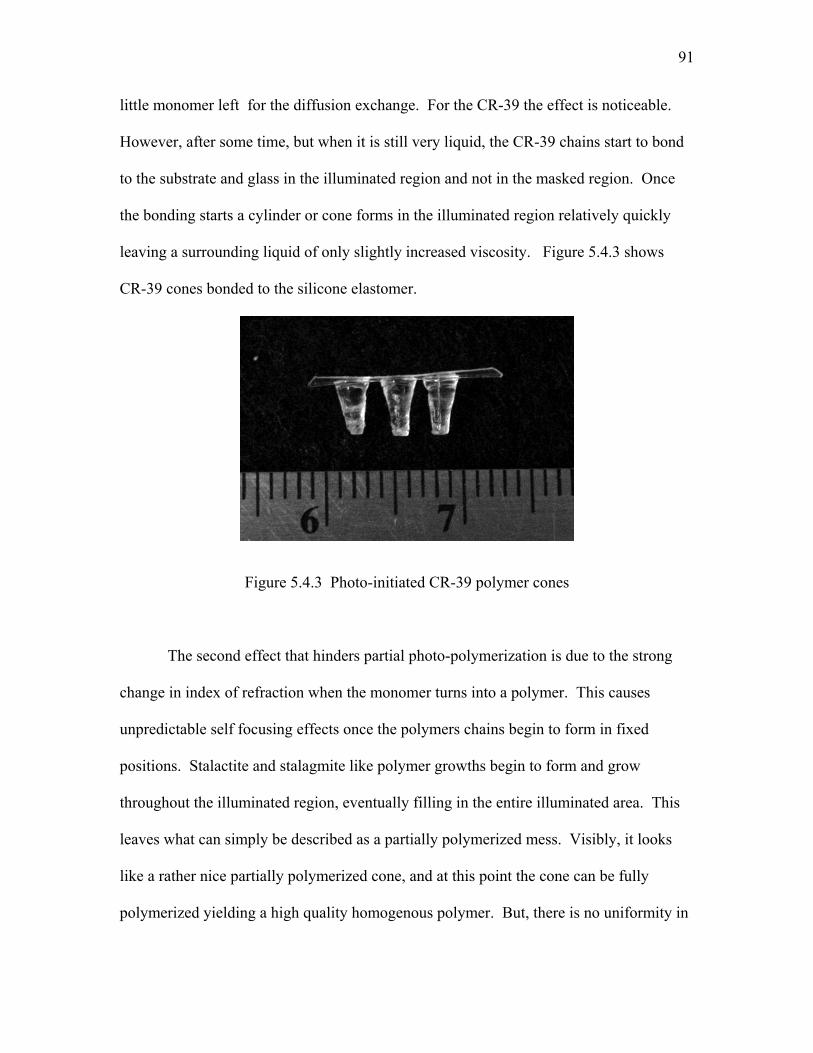
91
little monomer left for the diffusion exchange. For the CR-39 the effect is noticeable.
However, after some time, but when it is still very liquid, the CR-39 chains start to bond
to the substrate and glass in the illuminated region and not in the masked region. Once
the bonding starts a cylinder or cone forms in the illuminated region relatively quickly
leaving a surrounding liquid of only slightly increased viscosity. Figure 5.4.3 shows
CR-39 cones bonded to the silicone elastomer.
Figure 5.4.3 Photo-initiated CR-39 polymer cones
The second effect that hinders partial photo-polymerization is due to the strong
change in index of refraction when the monomer turns into a polymer. This causes
unpredictable self focusing effects once the polymers chains begin to form in fixed
positions. Stalactite and stalagmite like polymer growths begin to form and grow
throughout the illuminated region, eventually filling in the entire illuminated area. This
leaves what can simply be described as a partially polymerized mess. Visibly, it looks
like a rather nice partially polymerized cone, and at this point the cone can be fully
polymerized yielding a high quality homogenous polymer. But, there is no uniformity in

92
the partial polymerization, and diffusion into a randomly varying polymer matrix results
in a randomly varying and pretty much useless gradient index profile. This is a
somewhat ironic problem since self focusing is also used effectively for making micron
sized artificial apposition cones in homogeneous polymers [5.15].
The third effect results from UV absorption in the polymer. The UV initiators
used to start the polymerization are also strong UV absorbers. The polymerizing chains
that have leftover UV initiator remnants absorb significantly more UV light than the
liquid monomer. The increased absorption increases the local reaction rate and adds a
little more heat to compound the polymerization. This causes any area that begins to
form a partially polymerized matrix to reach full polymerization at an accelerating rate.
It also cuts down on UV light that penetrates further into the illuminated area, slowing the
polymerization rate further from the source. The result is that the cones in figure 5.4.3
are completely polymerized at the top, and have just reached gel state at the bottom.
Although this method proved impractical for photo partial polymerization,
alternate methods can still be explored. Self focusing and absorption effects are
significantly reduced when diffuse illumination is used. A transparent or translucent
mold filled with initiated monomer may yield better results. But since this still requires
removal of the partially polymerized cones from the mold to be placed in the secondary
monomer, it is not any different from the standard thermal polymerization technique
which yields much more favorable results

93
5.4.2 Liquid diffusion thermal copolymerization method
Figure 5.4.4 diagrams the steps for fabricating tapered gradient index cones by the
liquid diffusion exchange process. First the monomer is mixed with a thermal initiator.
Second, once the initiator is fully dissolved, the monomer is poured and sealed into the
tapered mold, and then placed in a thermal bath to begin polymerization. Third, when a
stable gel stage is reached it is carefully removed from the mold. Fourth, the gel is
placed in a liquid monomer bath for the diffusion exchange. Finally, when the monomer
has diffused to the desired concentration profile, it is place back in the mold and into an
oven to fully copolymerize the gel and monomers. The following section details each
step with enough detail for the experimental process to be recreated.
HEAT
HEAT
1. 2. 3. 4. 5. Monomer
preparation Partially
polymerize Remove from
mold Monomer diffusion
Fully polymerize
Figure 5.4.4 Process diagram
94
1. Monomer Preparation
All monomers and initiators are used as purchased. No distillation, purification,
drying, removal of inhibitors, or re-crystallization is performed. The primary monomer
M1 is measured by weight into a test tube. The thermal initiator Benzoyl peroxide BPO
is added to the monomer to the amount of 3% by weight. The mixture is placed in a 50oC
water bath and agitated for 10 minutes until the initiator is completely dissolved. Dry
nitrogen is then bubbled through the mixture for 5 minutes to remove oxygen and
moisture.
Polypropylene pipette tips are used for the tapered cylindrical mold. These are
available in many sizes and tapers, are clear or translucent for viewing, thermally stable,
non reactive to monomers, and both the gel state and fully polymerized cones are easily
extracted. They sometimes come with caps, and are compatible with the rubber septa
caps used. The tip is sealed shut with a ~1mm bead of quick setting or UV curing epoxy.
The top is capped with a septa and the empty chamber filled with dry nitrogen to remove
oxygen and moisture. A syringe is then used to transfer the initiated monomer into the
mold. The mold is filed ~1cm past the tapered region of the pipette. This is to ensure
that during the liquid monomer diffusion exchange any diffusion that may occur at the
top of they partially polymerized cone has little to no effect on the gradient index profile
in the tapered region. A few circular spins with the tip outward gets rid of any bubbles in
the tapered region.
The liquid diffusion monomer M2 is prepared in another test tube. It is also used
as purchased. For the experiments in this thesis it was not necessary to add additional
thermal initiator to M2. There is still enough initiator in the M1 gel to fully copolymerize

95
the system after diffusion. The monomer is bubbled with nitrogen for 5 minutes before
the diffusion, and an additional two minutes after the M1 gel is placed in the M2
monomer.
2. Partial polymerization
An MGW Lauda K20 water bath is used for thermal partial polymerization. This
keeps the mold thermally stable (±0.5oC) at temperature T1 for a partial polymerization
time of t1. A temperature controlled bath is crucial so that it can also keep the polymer
cool. The process of polymerization generates heat on its own and if the heat is not
dissipated rapid polymerization can occur. This can result in unpredictable
polymerization times, bubbles in the polymer, and a potentially violent reaction. The
mold is placed in a secondary water filled container inside the bath as a precaution, and in
case some monomer leaks out of the mold. The mold must be almost completely
submerged in the bath in order to avoid any thermal gradient. Attempts were made to
polymerize a spring of wire inside the top of the system that would make it easier remove
the polymer from the mold, but having the spring or even just the cap out of the water
bath results in top section being significantly less polymerized than the tapered section.
96
3. Removal from mold
Once the monomer reaches the desired ‘gel state,’ the mold needs to be cooled. It
is desirable to cool the mold as quickly as possible to dissipate heat being generated in
the system and stop polymerization. If the gel is elastic, this can be done very quickly in
cool water or even an ice bath, but for some polymers the stiff gel is very fragile and
sensitive to thermal shock. In early experiments to test partial polymerization times (t1),
occasionally the partially polymerized CR-39 and DAIP fractures internally during
cooling. This only happened in glass test tubes, not the polypropylene pipettes, and was
likely do to stronger adhesion to the glass surface. Allowing it to cool for 5 minutes in a
warm tap water bath prevented this.
Once the gel is cooled it can be removed from the mold. First, the bottom of the
pipette is cut off with a razor blade just above the epoxy. Then the cap is removed.
Gentle pressure on the sides of the mold, and poking at the rim of the gel aids in
loosening the gel from the mold. If this does not begin to loosen the gel, a razor blade is
used to cut the mold down to just above the top of the gel. Caution is taken not to tear or
cut the gel. Even small nicks in the gel can grow during the diffusion process and ruin
the sample. A technique that works consistently is to first dab the top and bottom of the
mold with a small amount of monomer M2 that acts like a lubricant between the gel and
the mold. Then a gentle amount of compressed air or nitrogen is released into the tip of
the pipette pushing the gel out of the mold. The gel is delicate and very slippery. As it
comes free of the mold, it is transferred using a small test tube.

97
4. Monomer diffusion
Figure 5.4.5 M1 Partially polymerized gel suspended in M2 liquid monomer.
Septa
Wire holder
M1 Gel
M2 Monomer
Figure 5.4.5 is a diagram of the M1 gel suspended in the M2 monomer. The gel is
suspended in the monomer with the top of the cone just above the surface of the liquid.
The test tube is capped with a septa and purged with nitrogen. The wire holding the gel
pokes through the septa so the height can be adjusted. To hold the gel in place, it worked
best to carefully penetrate the top portion of the gel with thin wire. The gel is very
slippery in the monomer, and can swell making clamping or tying very difficult. The gel
occasionally broke where the wire penetrated it. Fully submerging the gel and letting it
rest on the bottom can work as long as it is moved fairly often, or can sit on end. Lying
on the same side too long will inhibit diffusion at that boundary resulting in a profile that
is not symmetrical.

98
The M2 monomer is diffused into the M1 gel at temperature T2 for time t2. For
higher temperatures the diffusion chamber is placed in another water bath to maintain a
constant temperature.
5. Full copolymerization
After the diffusion process the gel is then placed back in the original mold.
Returning it to the mold helps prevent, or deter monomer from diffusing or evaporating
back out of the gel. Placing the gel back in the mold also leaves a clear and smooth outer
surface on the fully polymerized sample. When some of the monomer diffuses back out,
the gradient index near the edge will start to return back to the M1 index of refraction.
This can create wings on the edge of the profile, see figure 5.4.6. This is a well
documented phenomenon [5.5]
Figure 5.4.6 An ideal GRIN profile after diffusion in grey, and after evaporation in black.
If the final polymerization stage involves higher temperatures, for monomers with lower
boiling points it is more likely evaporation has a significant affect. Evaporation can even
result in getting the inverse of the desired GRIN profile. The DAIP-MMA tapered GRIN
experiments in this thesis came very close to such an outcome (see chapter 6). Photo

99
initiated polymerization is not used for the final copolymerization in this thesis, but it
may provide a way to avoid evaporation effects due to high temperature final
polymerizations.
Once the gel is back in the mold, it is placed in a test tube, sealed and purged with
dry nitrogen. It is then placed in an oven at temperature T3, for time t3 to allow it to fully
copolymerize. After time t3, it is best to remove the copolymer from the mold and leave it
out in the oven for a few hours to allow any remaining monomer trapped inside to
evaporate.
5.4.3 Process control of GRIN profile
Generating the optimal gradient index profile in polymers is non-trivial. Now that
the reader is provided the basic chemistry and experimental procedure, it is easier to
discuss the variables that govern the final GRIN profile.
Fick’s second law of diffusion [5.16],
⎟⎟⎠
⎞⎜⎜⎝
⎛∂∂
+∂∂
+∂∂
=∂∂
2
2
2
2
2
2
zC
yC
xCD
tC ; (3)
states that the rate of diffusion ∂C/∂t depends on the concentration gradient and the
diffusion coefficient D (t is time, and x, y, and z are Cartesian coordinates). The
concentration profile at a given time is easiest to predict model when D is constant, as
well as any boundary conditions, and the initial concentration is uniform. However, due
to a combination of material properties and inherent compounding affects in the
fabrication method, the diffusion constants are highly variable and making the desired
GRIN profile becomes a qualitative process [5.17].

100
The shaping of the GRIN profile can be divided into three periods. The first
period occurs during the partial polymerization of monomer M1. Uniform polymerization
of the monomer yields a constant concentration and diffusion coefficient. Thermal
gradient will create non-uniform polymerization and are usually the result of
polymerizing too quickly, or by not maintaining a constant temperature. If significant
networking of the polymer does not occur, gravity can also create a non uniform gel.
Polymer chains can be significantly heavier and will sink, resulting in a gel that is more
polymerized at the base. This is an argument for keeping the partial polymerization stage
as short as possible. Also, increased networking of the chains significantly reduces this
gravitational gradient.
The second period is during the monomer diffusion stage. As M1 monomer
diffuses out of the gel, it is changing the external concentration of M2 monomer that is
diffusing into the gel. Typically, the volume of M2 monomer is several times greater than
the gel so that the diffusion rate at the boundary is effectively constant. Polymerization is
still continuing to some degree during the diffusion stage. At room temperature this is a
negligible amount. Therefore the diffusion coefficient of the M1 gel is more likely to be
constant aside from any chemical reaction effects (some monomers are highly reactive
and can break down the gels matrix over time if energy is not provided to initiate
polymerization). At higher temperatures the diffusion rate is faster. Samples of equal
size in this thesis have diffusion times that vary from 5 min at 80oC to >10 hours at room
temperature. But, at higher temperatures polymerization may continue fast enough that
the diffusion coefficient varies significantly with time, directly affecting the GRIN
profile.

101
The final period is after the gel is removed from the monomer. As mentioned
early, evaporation can affect the concentration profile, most significantly at the surface of
the sample and at higher temperatures. In addition to that, diffusion is still occurring
within the gel. The concentration profile begins to ‘relax’, as it flattens back out
attempting to reach equilibrium. In order to lock in the desired profile, the
copolymerization typically carried out as quickly as possible to prevent it from relaxing
too much.
5.5 Concluding remarks
Fabrication techniques for making polymer GRIN rods were adopted for making
tapered cylinder GRIN elements. The methods were altered to account for the polymers
used, the profile constraints, and effects unique to the cone geometry. Repeatability of
the procedure is primarily dependant on several factors. The manufacturer of the
chemicals often provides different purities of monomer and can have varying amounts of
inhibitors. Using different initiators or additives, like crosslinking agents, can
significantly change the results. Oxygen, moisture, and other environmental effects can
be controlled to much stricter requirements than those used in this thesis and may lead to
much higher quality polymers.
The attempts to partially polymerize cones using photoinitiation were
unsuccessful. Achieving both a uniform gel state and symmetrical shape was not
achievable with the process used here. Thermal partial polymerization techniques using
benzoyl peroxide and polypropylene tapered shaped molds produced homogenous gel

102
state cones. Liquid diffusion followed by thermal copolymerization successfully
produced gradient index profiles in the tapered cones, but there were some problems with
monomer evaporating after the diffusion step.
In Chapter 6 the gradient index samples from this fabrication process are
measured and analyzed.

103
References
5.1 Yasuhiro Koike, Yoshitaka Takezawa, and Yasuji Ohtsuka, "New interfacial-gel
copolymerization technique for steric GRIN polymer optical waveguides and lens
arrays," Appl. Opt. 27, 486-491 (1988)
5.2 Lieu J., Liu H., “Preparation of gradient refractive index rod by swollen-gel
polymerization,” Polymer, V. 38, No. 5, 1997
5.3 Ohtsuka, Y., Yamamoto N., “Light-Focusing plastic Rod Prepared by
Photocopolymerization of Methacrylic Esters with Vinyl Benzoates,” Applied
Physics Letters 29, no. 9, 559-561, 1976
5.4 Hamblen, D., “Method for Making a Plastic optical Element Having a Gradient
Index of Refraction,” U.S. Patent no. 4,022,855 (assignee: Eastman Kodak Co.,
10 May 1977)
5.5 Ohtsuka, Y., “Light-Focusing Rod Prepared from Diallyl Isophthalate-Methyl
Methacrylate Copolymerization,” Applied physics Letters 23, no. 5, 2547-248,
1973
5.6 Y. Koike, "Graded index materials and components," in Polymers for Lightwave
and Integrated Optics, L. A. Hornak, ed. (Dekker, New York, 1992), Chap. 3, pp.
71–104.
5.7 Shang Pin Wu, Eisuke Nihei, and Yasuhiro Koike, "Large radial graded-index
polymer," Appl. Opt. 35, 28-32 (1996)

104
5.8 Yasuji Ohtsuka and Toshiko Sugano, "Studies on the light-focusing plastic rod.
14: GRIN rod of CR-39—trifluoroethyl methacrylate copolymer by a vapor-phase
transfer process," Appl. Opt. 22, 413-417 (1983)
5.9 Wood, R. W., Physical Optics, 3rd ed (Macmillan: New York, 1934) 88-90
5.10 Naujokas, A. A., Multifocal Opthalmic Lens, U.S. Patent no. 3,485,556 (assignee:
Bausch and Lomb Co.,) 1967
5.11 Iga, K., et al., “Optimum Diffusion Condition in the Fabrication of a Plastic
Lenslike Medium,: Applied Physics Letters 26, no.10 (1975) 578-579
5.12 Iga, K., and Yamamoto N., “Plastic Focusing Fiber for Imaging Applications,”
Applied Optics 16, no. 5 (1977) 1305-1310
5.13 Gardner, L., “Studies in Gradient Index Polymer Materials,” Doctoral Thesis,
University of Rochester, 1989
5.14 Lekishvili N., Nadareishvili L., Zaikov G., Kanashvili L., Polymers and
Polymeric Materials for Fiber and Gradient Optics, New Concepts in Polymer
Science 12, VSP, 2002
5.15 K. Jeong, J. Kim, L. Lee “Biologically Inspired Artificial Compound Eyes,”
Science 28, Vol. 312. no. 5773, pp. 557 – 561, 2006
5.16 Crank J., The Mathematics of Diffusion, 2nd ed., Oxford University Press,
London, 1975, chapter 1.
5.17 Ohtsuka Y., Sugano T., Terao Y., “Studies on the light-focusing plastic rod. 8:
Copolymer rod of diethylene glycol bis(allyl carbonate) with methacrylic ester of
fluorine containing alcohol,” Applied Optics, V. 20, No. 13, 1981
105
Chapter 6
Polymer Tapered Gradients
Preparation and Analysis
6.1 Introduction
This chapter examines the final polymer tapered gradient samples. Sample
preparation and measurement techniques are detailed. Gradient index profiles are
measured using a Mach-Zehnder interferometer and a novel method for determining
the absolute index is also presented. The DAIP CR-39 copolymer produces a
gradient index profile similar to proposed index profiles in chapter four. The
measured profile is imported into CodeV and compared to the standard tapered radial
profiles. The profile is also compared to a Fickian diffusion model.
6.2 Tapered GRIN samples
Dially Isophthalate (DAIP, n = 1.57) is the primary high index polymer M1
used in this thesis, and diethyleneglycol bis ally carbonate (CR-39, n = 1.5) is the
secondary low index monomer M2. Samples of DAIP (M1) with MMA (methyl
methacrylate, M2), and CR-39 (M1) with 3FMA (triflourethyl methacrylate, M2), have
been made, but the DAIP/CR-39 combination is favorable for fabrication and also
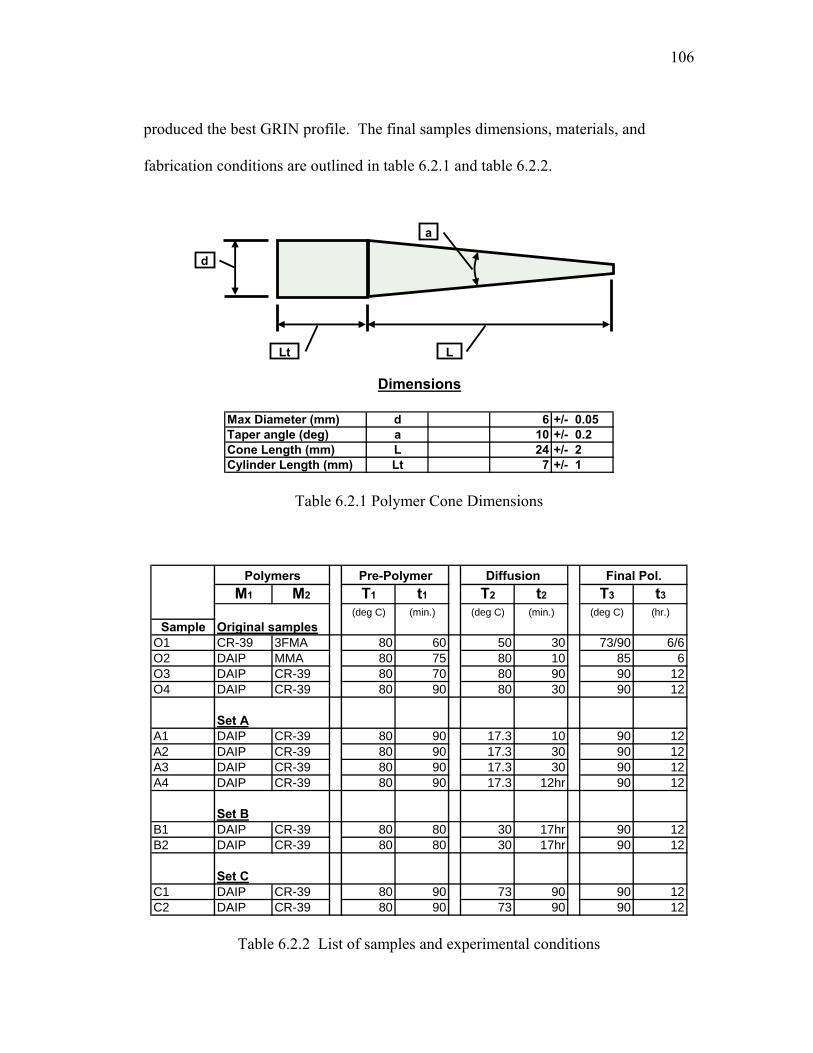
106
produced the best GRIN profile. The final samples dimensions, materials, and
fabrication conditions are outlined in table 6.2.1 and table 6.2.2.
Max Diameter (mm) d 6 +/- 0.05Taper angle (deg) a 10 +/- 0.2Cone Length (mm) L 24 +/- 2Cylinder Length (mm) Lt 7 +/- 1
Dimensions
d
a
Lt L
Table 6.2.1 Polymer Cone Dimensions
M1 M2 T1 t1 T2 t2 T3 t3(deg C) (min.) (deg C) (min.) (deg C) (hr.)
Sample Original samplesO1 CR-39 3FMA 80 60 50 30 73/90 6/6O2 DAIP MMA 80 75 80 10 85O3 DAIP CR-39 80 70 80 90 90 12O4 DAIP CR-39 80 90 80 30 90 12
Set
6
AA1 DAIP CR-39 80 90 17.3 10 90 12A2 DAIP CR-39 80 90 17.3 30 90 12A3 DAIP CR-39 80 90 17.3 30 90 12A4 DAIP CR-39 80 90 17.3 12hr 90 12
Set BB1 DAIP CR-39 80 80 30 17hr 90 12B2 DAIP CR-39 80 80 30 17hr 90 12
Set CC1 DAIP CR-39 80 90 73 90 90 12C2 DAIP CR-39 80 90 73 90 90 12
Polymers Pre-Polymer Diffusion Final Pol.
Table 6.2.2 List of samples and experimental conditions

107
Figure 6.2.1 is a collection of photographs of a fully polymerized tapered
gradient index cone (sample B1). A) is the final cone as removed from the mold. B)
is after the ends are cut and polished. C) shows the quarter pitch of the cone as
collimated laser beam comes to a focus inside the sample. In D), the small end of the
cut and polished cone is placed against a ruler, and the image through the top of the
cone shows magnified and inverted one millimeter tick marks.
A)
B)
C)
D)
Figure 6.2.1 The scale in D) seen through the cone is in millimeters.
All images are scaled equally.
108
6.3 Sample Preparation
The gradient index profile in the tapered cones is measured using
interferometry. This requires cutting the samples into thin (~500μm) flat slices. The
stronger the ∆n of the sample the thinner it needs to be in order to resolve fringes.
The equation that relates the change in refractive index to fringes in the
interferograms is:
d
Nn λ=Δ , (6.3.1)
where N is the number of fringes, λ is the wavelength of the source, and d is the
thickness. The accuracy of the measurement can be adversely affected by variations
in sample thickness. The accuracy of the phase measurement in the interferometer is
related to error in the thickness:
( )nd
ndΔ−Δ
=Δ 1φφ , (6.3.2)
where φ is the phase, φΔ is the phase error, d is the sample thickness, Δd is the error
in the sample thickness, n is the base index of the sample, and Δn is the change in
index. This relationship shows the sample should be thick relative to the surface
error, but if it is too thick, it is not possible to resolve the fringes in the image. Take
an example gradient index sample with thickness d = 500μm, N0 = 1.57, and ∆n =
0.03, that has a 5μm surface error. This is approximately 5 waves of error (at
632.8nm), resulting in a ~20% error in the measurement of ∆n. Not only is this an
unacceptable amount of error for measuring any detail, but thin slices of polymer are

109
soft and flexible, and cutting and polishing both sides of a sample to achieve better
than five microns of thickness error is a daunting task. To improve the accuracy of
the measurement without going to great lengths to make the samples flat, they are
measured in a flat optical cell while immersed in an index matching fluid or optical
epoxy instead of air. This changes equation 6.3.2 to read:
ddΔ
≈Δφφ . (6.3.3)
This reduces the error by (n-1)/ ∆n. Under the same conditions in the previous
example, the error is now ~1%. This significantly relaxes the constraints on cutting
and polishing the sample. A goal for ten microns of thickness error is much more
realistic for the sample preparation techniques used here.
Figure 6.3.1 The GRIN cone is sectioned and mounted in an index matching optical epoxy
between two glass slides.
Slices are made perpendicular and parallel to the cone’s axis of symmetry (see
figure 6.3.1) using a Buehler Isomet diamond saw. Distilled water with liquid soap is

110
used as a lubricant. The soap is added to prevent jamming by stopping the residual
polymer from clogging the blade. The two cuts required for each section are always
made consecutively to ensure parallel faces. Cuts that are not parallel introduce
wedge into the sample that can interfere with the GRIN profile measurement.
The slices are then polished to smooth out marks from the saw blade and
jagged edges. Left over saw marks and scratches after polishing are typically only 1
or 2 microns deep. Glassy surfaces are not necessary for measurement as the pieces
are mounted in index matching epoxy. Polishing is kept to the bare minimum. The
thin pieces are flexible and soft compared to glass and tend to polish unevenly. GRIN
polymers are particularly difficult to obtain a high quality polish because the two
materials often have different removal rates. Over polishing the pieces can cause
rounding of the edges, surface roll, or introduce an uneven wedge. These effects are
much worse relative to saw marks and scratches, since they add a broad unpredictable
variation to the samples thickness. Loosing some fringe quality to saw marks and
surface defects is favorable if it keeps the sample surfaces uniformly flat.
Samples are polished using Thorlabs aluminum oxide lapping pads in the
order 5μm, 3 μm, 1 μm, and 0.3 μm grit with distilled water as a lubricant. Samples
that are mounted in index matching epoxy only need the 1 μm grit polish. Avoiding
the larger grits significantly reduces edge roll off. An ultraviolet curing optical epoxy
Norland® 63 (n = 1.56) is used to mount the sample sections between two glass
slides. For liquid index matching the samples are placed in 1mm Starna optical cells.
The image in Figure 6.3.1 shows the epoxy mounted sections A, B, and C from a

111
tapered polymer GRIN. A is a 5mm radial section, C is a 3mm radial section, and B
is the Xmm cross section between A and C.
To measure error in the GRIN profile measurements due to sample thickness
variation a homogeneous slice of polymethyl methacrylate (PMMA n = 1.49) is
prepared in the same manner as the GRIN samples (see Figure 6.3.2). It is mounted
in Norland 63 between two glass slides and placed in the interferometer. There is
slightly less than 1 wave of error near the edge from roll off, and there is also some
error from a small saw wedge in the lower right hand quadrant. The wedge occurs
sometimes if the saw blade begins to flex near the end of a cut. The effect is small,
and if it is noticeable, the area can be avoided when collecting the profile data. The
saw direction can also be marked on the edge of the sample with a notch or
permanent mark.
Figure 6.3.2 Homogeneous sample of PMMA shows error in sample thickness is less than one wave. Sample is outlined in the dotted line. The arrow indicates sawing direction

112
The index change in this measurement is ~0.08 and the wavelength is 632.8nm
(HeNe). Using equation 6.3.1, one fringe yields sample thickness variation of around
8 microns, and this is mostly around the very edge and the wedge. This concludes
that for 500μm samples the profile measurements are accurate to 2% error or better.
Note that there are some tilt fringes in the surrounding epoxy, which imply that the
two surfaces are not perfectly parallel, and adjusting the mirror in the reference arm
will compensate for this error.
6.4 Interferometer and Data Processing
Figure 6.4.1 Mach-Zehndar interferometer used for GRIN profile measurments.
The gradient index profile of a sample is measured with a Mach-Zehndar
interferometer diagramed in figure 6.4.1. Figure 6.4.2 shows a set of interferograms
from sections A, B, and C of a tapered GRIN.

113
A B C
Figure 6.4.2 Interferometer images of tapered GRIN sections. The white bar is ~1mm.
It is normal to have a small amount of wedge between the glass slides in the index
matched layer. Wedge can cause some confusion when dealing with tilt fringes. The
fringe pattern in samples with wedge appear decentered within the bounds of the
sample. Most of the wedge is eliminated by using a spacer of uniform thickness
between the slides, or using a good quality glass optical cell.
Originally, since the samples are very flat, the glass slides were tightly pressed
down onto the samples, but this is not recommended. This appeared to work well
until about a week or two later when the samples where viewed again. Squiggly air
gaps began to appear around the edges of the samples that slowly crept inwards (see
figure 6.4.3). The cause of this is likely due to strain in the sample and/or in the thin
epoxy layer between the sample and the glass. The sample has strain in it from the
pressure applied when pressing the slides together. The epoxy has strain from any
shrinkage during curing and pulls between the sample and the glass.

114
Figure 6.4.3 Air gaps creeping inwards as the index matching epoxy fails.
Even significant wedge of several waves of error does not present a problem if the
samples are prepared well. Since the change in index of refraction at the boundary of
the sample is constant on the entire diffusing surface the argument can be made that
in a flat sample the fringes at the edge of a diffusion boundary will always parallel
that edge. This fact makes it a straight forward process for using the reference arm
mirror to compensate for any wedge. There are two cases when this is not valid and
an alignment can not be found where the fringes are continuously parallel to the edge
at a diffusion boundary. The first case is when there are several waves of error due to
non uniform thickness. The can happen if the sample is polished unevenly. The
second case is mentioned in chapter five, when during the diffusion stage a diffusing
surface comes in contact with the edge of the container, retarding the diffusion in that
area. This causes the gradient index profile to become lopsided, see figure 6.4.4.

115
Figure 6.4.4 Lopsided diffusion. The left side of the sample was in contact with the edge of the container during the diffusion stage.
The GRIN profile is measured for several cross sections of the interferograms,
usually across the diameter of a radial slice, and along the central axis of the cone.
Using ImageJ public domain image processing software, the pixel amplitude
information of a cross section is sampled and the data imported into MATLAB®.
Using equation 6.3.1, each fringe represents a discreet change in the index of
refraction. In MATLAB®, the sinusoidal intensity pattern is unwrapped and fit to a
4th or 6th order polynomial to generate the gradient index profile (figure 6.4.5a). Then
the data is rescaled to the correct dimensions and index change (figure 6.4.5b). .

116
Figure 6.4.5 a)
Gradient Index Profile
0
0.005
0.01
0.015
0.02
0.025
0.03
0.035
-2.5 -2 -1.5 -1 -0.5 0 0.5 1 1.5 2 2.5
Radius (mm)
Inde
x Ch
ange
(Δn)
Figure 6.4.5 b)
Figure 6.4.5 a) Raw data unwrapped in Matlab, and residual from curve fit. b) Final correctly scaled GRIN profile measurement.
0 200 400 600 800 1000 1200-2
-1
0
1
2residuals
0 200 400 600 800 1000 1200
0
10
20
30
40
50
y = - 6.8*z4 + 0.85*z3 - 18*z2 + 0.83*z + 51where z = (x - 6.4e+002)/5e+002

117
6.5 Absolute index measurement of a GRIN material
The interferograms provide accurate profile of the change in the index of
refraction, but they do not give any information about the absolute index. If a
homogeneous region of the polymer is available it can be used as a reference point
when the homogenous index is known, but unless the sample is under diffused it will
no longer have a homogenous region. For measuring the absolute in a sample with a
fully diffused gradient index profile index, there are chemical analysis methods
[6.1,6.2], and optical methods [6.3,6.4]. Those techniques are often destructive or
have a large margin of error.
An alternate technique has been developed in this thesis where reference
points on the sample are found that match the index of the surrounding medium.
Only one matching point is necessary and then the index of refraction at any point on
the sample can be extrapolated from the profile measurement, or multiple
measurements at different indices can be used to confirm the accuracy of the profile
measurement. The technique also uses same interferometer and sample preparation
method.
The measurement is made on an edge of the sample that exposes the gradient
index profile. For sections of type B, it can be made at either of the cut ends. Radial
sections, type A and C, are cut in half so the profile is exposed across the diameter.
The sample is placed in an optical cell and immersed in an index matching fluid that
has an index somewhere within the gradient index profile. The cell is then placed in
the interferometer and held at a steep angle that exposes the edge to be measured. An
angle in the range of 30-45 degrees was adequate and does not affect the result.

118
Light traveling through most of the sample is unaffected, just a small shift due
to change in optical path length from tilting the sample. However, the edge is no
longer a sharp boundary. It is shaped like a prism now, a region where the gradient
index profile tapers down to zero thickness. The position where the index of the
sample matches the index matching fluid is found by observing the behavior of the
fringes in the prism shaped region. A fringe represents a path through the sample,
cell, and index matching fluid that has equal optical path length. When a fringe in the
sample reaches the prism region, it has to follow a path of equal path length and three
things can happen. If the fringe is following a path where the index of the sample and
index matching fluid are the same, it continues straight through because the change in
thickness does not matter since the indices of the two materials are the same. If the
index of the sample is lower than the fluid, then in the prism region the path straight
to the edge will increase in optical path length. In this case, the path of equal optical
path length curves toward lower index polymer in the sample to balance increasing
volume of higher index fluid. If the index of the sample is higher than the fluid, then
in the prism region, the path straight to the edge decreases in optical path length. In
this case, the path of equal optical path length curves toward a higher index polymer
to balance the increasing volume of lower index fluid. The position where the fringe
does not deviate provides a reference point on the sample with a known index of
refraction equal to the index matching fluid. Figure 6.5.1 illustrates light passing
through the sample, and the behavior of fringes in the prism region on the near the
index matched position.

119
Side View CCD Image
Prism Region
GRIN Sample
Isoindicial surfaces
Light
Figure 6.5.1 Identifying the absolute index of refraction by fringe deviation in an index matching solution.
The index matched positions are unaffected by any errors in the samples
thickness or misaligned tilt in the interferometer, making it and excellent method for
confirming accuracy of the profile measurements. If the profile is to measured at the
same time as the index measurement, the sample must still be prepared to the
accuracy described in the previous section.
A DAIP-MMA sample, that has the evaporation effect causing the index to
rise back up near the boundary, is selected for a test case. The appropriate index
matching fluid should match two positions near the edge to verify that the index does
indeed rise back up. The peak index of the sample should be less than 1.57, the
homogenous index of DAIP, so first the sample is immersed in n = 1.56. The
positions matching n = 1.56 are noted in figure 6.5.2 A. There are ~30 fringes from

120
the left matched point to the left inflection point. Equation 6.3.2 for N = 30, a sample
thickness d = 540 μm, and the wavelength 632.8 nm, gives Δn = 0.035. An index
matching fluid of n = 1.528 is selected that gives Δn = 0.032. It is slightly higher
index so that two index matched positions should be visible near the left edge. The
result is seen in figure 6.5.2 B and in figure 6.5.3.
Figure 6.5.2 A)
Figure 6.5.2 B)
Figure 6.5.2 DAIP-MMA sample. A) immersed in n = 1.56. B) immersed in n = 1.528.
Arrows denote index matched positions.

121
Note that the sample is actually 500 μm thick, but tilted at 36 degrees the path of light
through the sample is ~540 μm. For a Δn of 0.032 equation 6.3.1 gives N = 27.3.
Figure 6.5.3 is a blown up view of the two images side by side that shows how well
the predicted index matched positions line up with the measured positions.
Figure 6.5.3 Side by side comparison of DAIP-MMA sample in two index matching fluids.
n = 1.528 top, n = 1.56 bottom The right most dotted line denotes the position that the high index fluid matched the
index of the sample. The left two dotted lines denote the positions where the low index fluid was predicted to match with the sample.
Index matching fluids used are from Cargille Laboratories. They are accurate to
±0.0002 with a temperature dependence -dn/dT = 4.0*10-4.
These results confirm that using the index matching technique in combination
with the interferograms can produce a quantitative measurement of the index profile.
n = 1.528
n = 1.56~27 fringes

122
6.6 Sample Results
This section examines the copolymer tapered GRIN cones and the gradient
profiles generated for different experimental variants. The DAIP CR-39 copolymer
pair yields gradient index profiles similar to the designs from chapter 4, and the
fabrication process is flexible with few problems. The DAIP MMA and CR-39
3FMA copolymers yielded less favorable results and are more difficult to fabricate
consistently. The following is a brief discussion of issues with copolymers and then
the detailed results of the more successful DAIP CR-39 experiments.
6.6.1 DAIP - MMA
The DAIP MMA pair can produce a change in index greater than 0.03 , and
has the shortest diffusion time. It also suffers from significant evaporation and slight
warping during the full polymerization. The warping is due to the fact that MMA
shrinks almost 30% during polymerization. The evaporation is considerable due to
the higher temperature required for full polymerization of DAIP. Figure 6.6.1 show
the effects of evaporation in a sample not placed back in the mold for full
polymerization.

123
Figure 6.6.1 Section B of a DAIP MMA cone. The interferogram shows severe effects from evaporation of MMA monomer during final polymerization.
An interesting outcome of the strong evaporation effect is that the GRIN
profile starts off having positive power but at the tail end of the cone it has negative
power. This could potentially be a useful process for creating a negative GRIN
element, or used as variable for producing a custom profile. Another positive note is
that the final copolymer has no tinge of yellow that appears in homogeneous samples
of DAIP, and DAIP CR-39 copolymers.
6.6.2 CR-39 - 3FMA
The CR-39 3FMA copolymer is the most difficult to fabricate, and
experiments with this pair have not been continued since the DAIP CR-39 pair
proved to be much more practical. Here are few points on the problems with this
copolymer pair. When CR-39 is used as the primary monomer M1, it is very sensitive
to the temperature and the amount of thermal initiator used. The time to gel is
somewhat unpredictable, varying by as much as ten minutes under the same settings
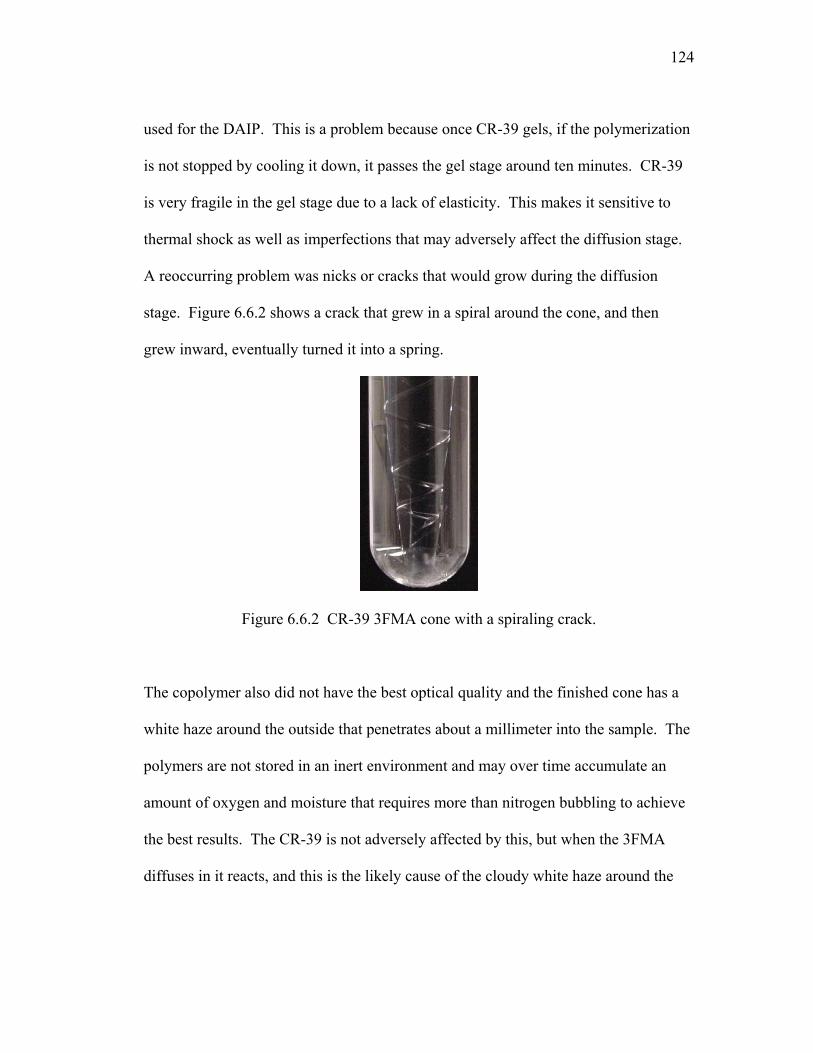
124
used for the DAIP. This is a problem because once CR-39 gels, if the polymerization
is not stopped by cooling it down, it passes the gel stage around ten minutes. CR-39
is very fragile in the gel stage due to a lack of elasticity. This makes it sensitive to
thermal shock as well as imperfections that may adversely affect the diffusion stage.
A reoccurring problem was nicks or cracks that would grow during the diffusion
stage. Figure 6.6.2 shows a crack that grew in a spiral around the cone, and then
grew inward, eventually turned it into a spring.
Figure 6.6.2 CR-39 3FMA cone with a spiraling crack.
The copolymer also did not have the best optical quality and the finished cone has a
white haze around the outside that penetrates about a millimeter into the sample. The
polymers are not stored in an inert environment and may over time accumulate an
amount of oxygen and moisture that requires more than nitrogen bubbling to achieve
the best results. The CR-39 is not adversely affected by this, but when the 3FMA
diffuses in it reacts, and this is the likely cause of the cloudy white haze around the

125
diffusing surface. The 3FMA also suffers from evaporation effects on the GRIN
profile that are comparable to the MMA samples, see figure 6.6.3.
Figure 6.6.3 Half section A of a CR-39 3FMA cone. Index match is visible for n = 1.48. Interferogram shows evaporation effects are significant.
6.6.3 DAIP - CR-39
The DAIP CR-39 copolymer proved to have consistent quality under various
experimental conditions, and produced several gradient index profiles of interest.
Shorter pre-polymerization times, t2, yield a larger change in index Δn, up to 0.046.
Room temperature diffusions take several hours to penetrate into 3mm radius cones.
Results show that complete diffusion with a large Δn is achievable in less than two
hours at higher temperatures, but this also creates a time varying diffusion coefficient
since polymerization continues during diffusion at higher temperatures. GRIN
profiles can vary significantly with increased diffusion temperature. An alternate set
of experiments would need to be developed to quantify these changing diffusion
effects that are also sensitive to the geometry and pre polymerization steps. The
cones do have a less desirable yellow tinge from the DAIP polymer. This may have a

126
simple solution with the proper additives or introduction of a 3rd monomer. The fact
that the DAIP MMA combination is clear suggests that there is likely to be such a
solution. There is no evidence of monomer evaporation or warping in any of the
samples.
Figure 6.6.4 shows a comparison of various sample radial profiles from
DAIP-CR39 experiments. Refer to table 6.2.2 for the list of samples and
experimental conditions.
DAIP CR39Gradient Index Profiles
1.52
1.53
1.54
1.55
1.56
1.57
-3 -2 -1 0 1 2 3
r (mm)
Ref
ract
ive
Inde
x
A1
A2
O4
A4
O3
Sample
Figure 6.6.4 Comparisons of a section A radial profiles (~5mm diameter). Refer to table 6.2.2 for sample experimental conditions.
Room temperature diffusions for times t2 of ten and thirty minutes did not achieve full
diffusion of the monomer into the entire cone (figure 6.6.4 Sample A1 and A2). The
long room temperature diffusion and the diffusions at higher temperatures achieved

127
adequate diffusion. Samples A4, O3, and O4 each have a fairly unique radial profile.
The diffusion behavior is examined in more detail in section 6.8. The profile for each
sample is fit to a 6th order polynomial (odd terms are very small and ignored) and
then arranged into the form for the radial component as used in chapter 4. This gives
us the constants necessary for modeling the gradient profiles in CodeV and
LightTools. The format of the equation is
( ) ⎟
⎟⎠
⎞⎜⎜⎝
⎛⎟⎠⎞
⎜⎝⎛+⎟
⎠⎞
⎜⎝⎛+⎟
⎠⎞
⎜⎝⎛−−Δ+=
642
0 1)(horb
hora
horbanNrN , (6.6.1)
where N is the index of refraction as a function of r, radius; No is the index on the
axis, ho is the maximum radius; a and b are constant coefficients; and Δn is the
maximum change in index of refraction. Table 6.6.1 gives the constants for the
GRIN profiles.
Sample A4 O3 O4
No 1.563 1.568 1.569
Δn -0.026 -0.046 -0.03
(1-a-b) (r2) 1.1413 0.722 0.57618
a (r4) 0.3045 1.433 0.4728
b (r6) -0.4458 -1.155 -0.04898
Table 6.6.1 Polynomial Coefficients
Sample A4 is the closest match to a quadratic profile used in gradient index
rod lenses, and is modeled in the next section. The significant differences between

128
the three profiles show that the GRIN profile of this copolymer pair has promise for
optimization and controlling higher order aberrations.
The axial behavior of all three samples is nearly identical. Figure 6.6.5 shows
the interferograms of the 3 samples side by side. The slope is close to linear, but
there is a slight increase in fringe density as the radius of the cone decreases, see
figure 6.6.6.
Sample A4 Sample O4 Sample O3
Figure 6.6.5 Section B interferograms of three DAIP CR-39 GRIN cones.
Axial GRIN Profile
1.55
1.552
1.554
1.556
1.558
1.56
1.562
1.564
1 2 3 4 5 6 7 8 9 10
z (mm)
Inde
x of
Ref
ract
ion
Sample A4
Figure 6.6.6 GRIN profile along the axis of DAIP CR-39 sample A4.
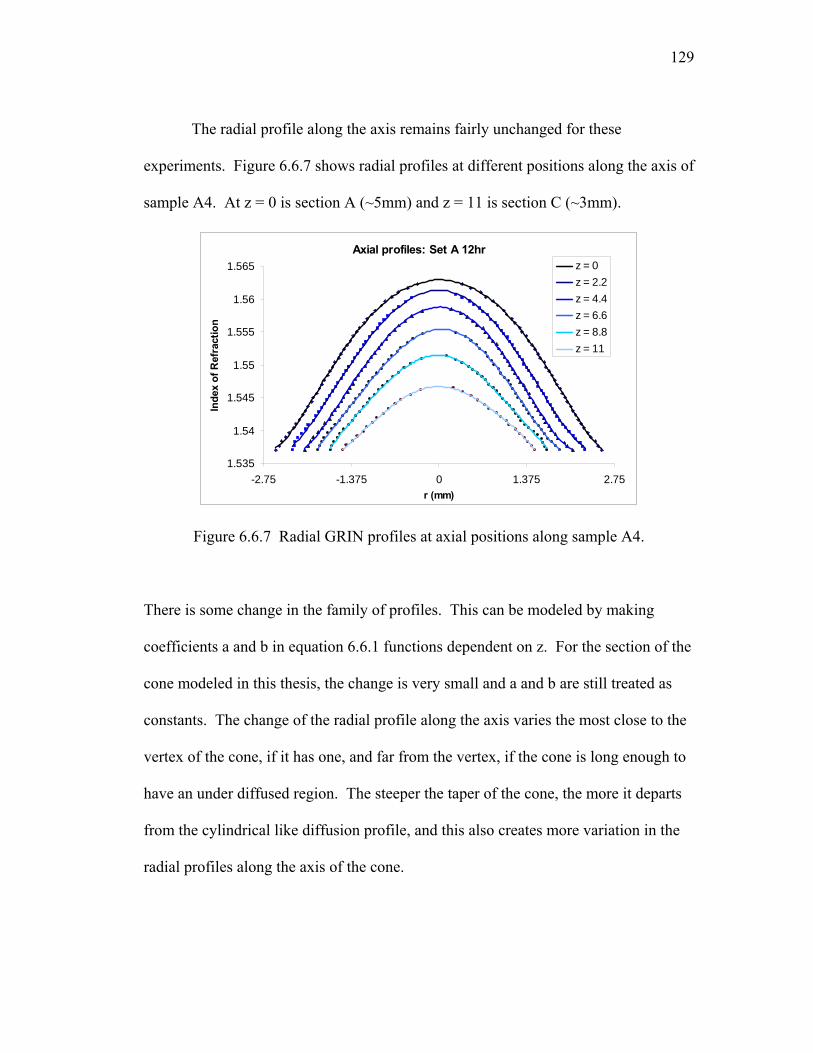
129
The radial profile along the axis remains fairly unchanged for these
experiments. Figure 6.6.7 shows radial profiles at different positions along the axis of
sample A4. At z = 0 is section A (~5mm) and z = 11 is section C (~3mm).
Axial profiles: Set A 12hr
1.535
1.54
1.545
1.55
1.555
1.56
1.565
-2.75 -1.375 0 1.375 2.75r (mm)
Inde
x of
Ref
ract
ion
z = 0z = 2.2z = 4.4z = 6.6z = 8.8z = 11
Figure 6.6.7 Radial GRIN profiles at axial positions along sample A4.
There is some change in the family of profiles. This can be modeled by making
coefficients a and b in equation 6.6.1 functions dependent on z. For the section of the
cone modeled in this thesis, the change is very small and a and b are still treated as
constants. The change of the radial profile along the axis varies the most close to the
vertex of the cone, if it has one, and far from the vertex, if the cone is long enough to
have an under diffused region. The steeper the taper of the cone, the more it departs
from the cylindrical like diffusion profile, and this also creates more variation in the
radial profiles along the axis of the cone.

130
6.7 Performance Comparisons
Figure 6.7.1 illustrates the difference between the radial profile of sample A4
and the quadratic radial profile, the standard for radial gradients.
Sample A4 Profile vs Quadratic Profile of a Radial GRIN
1.535
1.54
1.545
1.55
1.555
1.56
1.565
-2.75 -1.375 0 1.375 2.75r (mm)
Inde
x of
Ref
ract
ion
Radial GRINSample A4
Figure 6.7.1(a) Profile of sample A4 section A, and a best fit quadratic profile.
-0.001
-0.0005
0
0.0005
-2.75 0 2.75r (mm)
Res
idua
l
Figure 6.7.1(b) Residual of 6th order polynomial fit to sample A4 profile.
-0.001
0.002
0.005
-2.75 0 2.75r (mm)
Dev
iatio
n
Figure 6.7.1(c) Deviation of sample A4 profile from a best fit quadratic profile.

131
Table 6.7.1 compares the coefficients that define the radial gradient index profiles
from figure 6.7.1. The N10 quadratic term is very close in both systems, but the
sample still has higher order terms that affect the performance.
N(r) = N00 + N10 r2 + N20 r4 + N30 r6 …
N0 N10 N20 N30
Radial GRIN 1.563 -.0048 - -
Sample A4 1.563 -.00475 -.0002 4.7e-05
Table 6.7.1 Radial coefficients
Figure 6.7.2 compares the measured gradient profile along the central axis (r =
0) of the sample to the sloped and hyperbolic forms from chapter 4, scaled to
equivalent index and geometry values:
Hyperbolic (H-TR GRIN) ⎟⎟
⎠
⎞⎜⎜⎝
⎛+
−−Δ+= 2
2
2
2
0)(1),(
oo
o
hr
zzznNzrN ; (6.7.1)
Linear Sloped (S-TR GRIN) ⎟⎟
⎠
⎞⎜⎜⎝
⎛+
−Δ+=
ooo zz
zzhrznNzrN
)(),( 2
20
0 ; (6.7.1)
where N is the index of refraction as a function of r, the distance from the optical
axis, and z, optical direction, where zo is the apex of the tapered cone, No is the base
index, and ho is the maximum radius, and Δn is the maximum change in index of
refraction.

132
Axial GRIN Profile
1.546
1.548
1.55
1.552
1.554
1.556
1.558
1.56
1.562
1.564
1 2 3 4 5 6 7 8 9 10
z (mm)
Inde
x of
Ref
ract
ion
Sample A4Linear SlopeHyperbolic
Figure 6.7.2 Comparison of tapered GRIN axial profiles.
The measured profiles of the sample are entered into a usergrin file in
CodeV® and compared to a sloped tapered radial GRIN with the quadratic GRIN
profile.
No 1.563 Taper (deg) 5
Δn -0.03 ho (mm) 2.5
Ent. Pupil Dia. 2.5 zo (mm) 28.6
Fields (deg) 0,1.5,3 Wavelength (nm) 632.8
Table 6.7.2 S-TR GRIN Properties in CodeV® model.

133
Third Order Aberrations
-0.16
-0.14
-0.12
-0.1
-0.08
-0.06
-0.04
-0.02
0
0.02
Sphe
rical
Com
a
T As
tig
S As
tig
Dist
ortio
n
(mm
)
S-TR GRIN
SetA12hr
02
46
810
1214
1618
20
F/# EFL(mm) OAL (mm)
S-TR GRIN
SetA12hr
00.050.1
0.150.2
0.250.3
0.35
0.40.450.5
Image h(mm)
Figure 6.7.3 First order properties and third order aberrations of sample A4 (SetA12hr) and a tapered grin with the linear sloped
profile (S-TR GRIN). For a 3 degree field.
The first order properties are closely matched to the S-TR GRIN, but there is
significantly more aberration in Sample A4. Figure 6.7.4 shows the ray aberration
plots for sample A4, and Figure 6.7.5 shows the ray aberration plots for the S TR
GRIN model. Fields are weighted equally, entrance pupil is 2.5 mm, and the image is
at the best focus determined by RMS(root mean square) spot size.

134
Figure 6.7.4 Ray aberration plots for the quarter pitch sample A4
-0.015
0.015
-0.015
0.015
0.00 RELATIVE
FIELD HEIGHT
( 0.000 )O
-0.015
0.015
-0.015
0.015
0.50 RELATIVE
FIELD HEIGHT
( 1.500 )O
-0.015
0.015
-0.015
0.015
TANGENTIAL 1.00 RELATIVE SAGITTALFIELD HEIGHT
( 3.000 )O

135
Figure 6.7.5 Ray aberration plots for the quarter pitch S-TR GRIN
-0.015
0.015
-0.015
0.015
0.00 RELATIVE
FIELD HEIGHT
( 0.000 )O
-0.015
0.015
-0.015
0.015
0.50 RELATIVE
FIELD HEIGHT
( 1.500 )O
-0.015
0.015
-0.015
0.015
TANGENTIAL 1.00 RELATIVE SAGITTALFIELD HEIGHT
( 3.000 )O

136
The ray aberration plots for the S-TR GRIN show third-order spherical
aberration which is standard for a quadratic profile radial GRIN and can be corrected
by adding a 4th order term. The ray aberration plots for sample A4 show significantly
more spherical aberration, and also coma. At the best focus higher order spherical
aberration is providing some balance the third order spherical aberration. Looking
back at figure 6.7.1(a and c) the profiles match very closely, especially the 2nd order
coefficients, but the error contribution of a GRIN medium is proportional to the
optical path length in the GRIN material.
6.8 Diffusion Analysis
Fick’s law defines diffusion in most isotropic materials. This section
compares the measured gradient index profile of sample A4 and compares it to a
Fickian diffusion simulation. Fickian diffusion in a cylinder the diffusion equation
is:
⎟⎠⎞
⎜⎝⎛
∂∂
∂∂
=∂∂
rCrD
rrtC 1
;[6.5] (6.8.1)
where C is the concentration, t is time, r is the radial coordinate, and D is the
diffusion coefficient. This form has a solution for a cylinder of infinite length [6.6].
The geometry and boundary conditions for the diffusion model in this thesis require
numerical solution methods. Comsol Multiphysics® software is used to numerically
simulate Fickian diffusion in the tapered cylindrical geometry.

137
The geometry and boundary conditions for the simulation are based on the
experimental results for sample A4. The diffusion time is 12 hours, the concentration
at the external boundary is zero, and the initial concentration of the cone is .026. A
diffusion coefficient of 0.06 matches the No index of refraction of the simulation to
sample A4 (No is the peak index along the axis of the cone at the 5mm radial diameter
for sample A4). Figure 6.8.1 shows the final concentration in the simulation, scaled
to the index of refraction values, and compares the radial and axial profiles to the
measured data.
Figure 6.8.1 Gradient index profile from a Fickian diffusion simulation. The dotted line indicates the location of the 5mm radius.
Measured vs. Fickian
1.535
1.54
1.545
1.55
1.555
1.56
1.565
0 5 10 15 20
z (mm)
Inde
x of
Ref
ract
ion
Sample A4Fickian Model
Figure 6.8.2 Measured and simulated axial profile.

138
Measured and Simulated Radial Profiles
1.535
1.54
1.545
1.55
1.555
1.56
1.565
-2.75 -1.375 0 1.375 2.75r (mm)
Inde
x of
Ref
ract
ion
Fickian ModelSample A4
Figure 6.8.3 Measured and simulated radial profile.
It is clear that diffusion for CR-39 monomer into partially polymerized DAIP
is very close to the Fickian diffusion simulation. There is still some significant
variation in the shape of the axial profile. Many polymers fall into the category of
pseudo-Fickian [6.7]. This is often the case when the structure is altered by the
diffusant and both the concentration and diffusion coefficient are affected over time.
The shape of the measured data compared to the simulation suggests that the
diffusion coefficient may be decreasing slightly with time. If polymerization is still
occurring during diffusion, even at room temperature, this would cause the diffusion
coefficient to decrease.
139
The simulation only takes into account the profile change from the diffusion
stage. Deviation from the measured data may also be due to effects from the pre
polymerization stage, or the final full polymerization.
6.9 Concluding Remarks
Gradient index copolymers of CR-39 3FMA, DAIP MMA, and DAIP CR-39
were fabricated with the methods described in chapter 5. Sample preparation is
outlined in detail and surface error due to preparation is shown to have a negligible
contribution to the gradient index profile measurements. The radial and axial
gradient index profiles of the samples are measured in a Mach-Zehndar
interferometer. Absolute index measurements of the samples are made with a novel
index matching technique that is also done in the same interferometer.
There were some difficulties with the fabrication of CR-39 3FMA and DAIP
MMA samples, and their gradient index profiles showed that monomer was
evaporating during the final diffusion. The DAIP CR-39 copolymer experiments
produced several unique gradient index profiles, and a change in index of refraction
up to 0.046. The sample with the closest match to the standard quadratic gradient
index profile of GRIN rods is analyzed in detail and modeled in CodeV® The model
is compared to the sloped linear model from chapter 4. The first-order behavior is a
close match, but the deviation from a quadratic profile introduces significant third-
and higher-order spherical aberration.

140
The diffusion profile is also compared to Fickan diffusion simulation. The
profile is close to Fickian, but difference suggests there are other variable effecting
the profile. Pre or post changes to the profile, or a time-dependant diffusion
coefficient.

141
6.10 References
6.1 Yasuji Ohtsuka, “Light-focusting plastic rod prepared from diallyl
isophthalate-methyl methacrylate copolymerization.” Applied Physics Letters,
Vol.23, No 5, 1973
6.2 In-Sung Sohn, Chang-Won Park, “Perparation of Graded Index Plastic optical
Fibers by the Diffusion Assisted Coextrusion Process,” Ind. Eng. Chem Res.,
41, 2002, pg. 2418
6.3 Yasuji Ohtsuka, Yasuhiro Koiki, “Determination of the refractive-index
profile of light focusing rods: accuracy of a method using interphako
interference microscopy,” Applied Optics, Col. 19, Issue 16, 1980
6.4 D. Marcuse, “Refractive index determination by the focusing method,”
Applied Optics, Vol 18, Issue 1, 1997
6.5 Crank J., The Mathematics of Diffusion, 2nd ed., Oxford University Press,
London, 1975, pg 69
6.6 Crank J., The Mathematics of Diffusion, 2nd ed., Oxford University Press,
London, 1975, pg 73
6.7 Crank J., The Mathematics of Diffusion, 2nd ed., Oxford University Press,
London, 1975, pg 255

142
Chapter 7
Summary and Conclusion
Advances in technology continue to discover and duplicate the ways nature
works. This thesis has investigated aspects of compound eyes found on crustaceans
and insects, and made advances in creating ‘bio-inspired’ artificial versions.
Artificial compound optical arrays are still a slowly emerging technology. This is
largely due to the fact that they have the most potential in small sizes, and are less
adaptable to planar geometries. Electronics are continually being miniaturized for
many applications, like the current trend of smaller and lighter portable devices, but
flat is cheap, and compound arrays are still awaiting more development in the fields
of flexible electronics and curved detector arrays. This leaves the research and design
in an awkward space for studying and producing artificial compound arrays, and
work continues on a macro scale that operates equivalent to their much smaller
natural counterparts. The work in this thesis has furthered the research and
development efforts in this level. This chapter provides a summary of the thesis
followed by concluding remarks for future work.
143
The introduction provided a background into natural compound eye designs
and how they differ from simple eyes like in humans. Applications for artificial
versions are discussed as well as current efforts in the field. Research into visual
processing of compound eyes has created a need for optical designs that can produce
specific angular responses.
Chapter 2 then provides the basic principles behind compound array optical
designs and examines how they can be tailored to produces different variations. The
layout of a compound array is defined by a simple set of relationships. These act as a
guide for designing a system of specific size, and resolution. From these
relationships the geometrical parameters of the system are determined, and the limits
and variables can be defined. Two variables, the corneal radius of curvature and the
focal positioning, were selected to illustrate how they can be used adjust the angular
response of ommatidia in an artificial compound array.
Chapter 3 takes the work from chapter 2 and applies it to the design and
fabrication of a prototype system. Apposition and neural superposition designs were
developed and modeled in LightTools®. Their specifications are based on the design
for a high speed object tracking system. The apposition design was selected for
fabrication, and seven and nineteen element prototypes were made. The designed
resolution and overlap in angular response were measured and compared to the
model.

144
The index of refraction provides an additional variable in the design process,
and gradient index elements are common in natural systems. The remainder of the
thesis focused on designing and fabricating gradient index elements for artificial
compound arrays.
Chapter 4 examined the unique GRIN lenses found in natural systems,
specifically those found in the crystalline cones of compound eyes, and studied two
simplified hypothetical profiles that closely resemble natural cases. Both profiles are
confined to a cone shape with a specified taper angle, and the radial profile all along
the cone, perpendicular to the axis of symmetry, is the same quadratic function used
to define radial profiles in gradient index rod lenses. Axially, one profile is defined
by a hyperbolic function (H-TR GRIN), the other by a linear slope that scales both the
function of profile and index of refraction (S-TR GRIN). These two forms are
compared to a radial gradient index rod, and a tapered radial gradient index rod (a
known form from thermally tapering a gradient index rod).
Interestingly, the performance of the cone with the H-TR GRIN profile was
nearly identical to the radial gradient index rod. The S-TR GRIN profile fell in
between the radial GRIN rod and the tapered radial GRIN rod. Side by side, the
hyperbolic and linear slope profiles do not actually appear very different, but their
profiles are clearly different from the radial GRIN rod. This could imply that in
natural systems sometimes different gradient index profiles may achieve the same end
result, the H-TR GRIN and the radial GRIN, but on the other hand, two profiles that
145
may appear related, the H-TR and S-TR GRINs, have subtle differences that
significantly change the performance.
The conical shape limits the field view of the tapered systems, but a narrow
field of view is inherent in apposition compound eyes as it relates to the angular
resolution. An eye that has crystalline cones with profiles like the S-TR or tapered
radial GRIN may benefit from how the taper shortens the focal length. However,
since this is not the case in the hyperbolic profile, it makes it difficult to draw a
definitive conclusion. Perhaps it is just a form of convenience. A cone shape does
have less volume than a cylinder, and there are factors in cell growth of the crystalline
cones that may also play a role.
Chapter 4 also presents a mathematical representation that can be used for
various axially symmetrical gradient index forms. It is not restricted to just conical
shapes. A few examples of more complex gradient index crystalline cone are
presented that may be of interest for future studies.
For profiles that are asymmetrical, discontinuous, or can not be defined by a
set of equations and partial derivatives, instruction is provided for modeling the
system from index data defined in matrix form. LightTools® is linked with
MATLAB® to interpolate data for ray tracing. This also presents an interesting
offshoot for future work. Foremost, the process used in this thesis is far from
optimized, speed can be significantly improved. Finite element models can be
integrated with the optical software, allowing for thermal and stress related index
changes to be modeled. Raytracing in birefringent materials is also possible with this

146
method. The optical software can export polarization information in the ray data, and
Matlab can determine return values based on real and imaginary components of the
index of refraction.
The H-TR and S-TR GRIN forms in chapter 4 were also selected because
their profiles are similar to the gradient profile achieved by diffusing into a conical
shape. After a brief introduction to polymer chemistry, Chapter 5 presented the
details for fabricating tapered gradient index polymer lenses. The initial attempts
utilizing photo initiated pre polymerization were unsuccessful. Results and an
explanation of prohibiting factors were presented. A detailed process was given for
making the cones by the liquid diffusion thermal copolymerization method, and
issues that effect GRIN profile and the overall optical quality were discussed.
Chapter 6 provides details of the methods used to analyze the tapered gradient
index samples and an analysis of measured results. Instructions are provided for
preparing sections of the cones so the profile and index data can be measured
accurately. A homogenous sample is used to quantify the error from the sample
preparation method. Gradient index profiles are extrapolated from interferograms
taken in a Mach-Zehndar interferometer. Absolute index of refraction values are
determined using a new technique where the positions on the GRIN profile that match
the index of the material in which it is immersed can be identified using the same
Mach-Zehndar interferometer.
Three copolymer pairs were used, CR-39 with 3FMA, DAIP with MMA, and
DAIP with CR-39. The issues with obtaining a reasonable GRIN profile in the first

147
two pairs are discussed. The DAIP CR-39 pair produced favorable results and also
demonstrated flexibility in profile control. The profile of the sample is compared to
the standard GRIN rod profile. The 2nd order terms are closely matched, but the
sample has higher order coefficients that deviate from the standard profile. The radial
and axial profiles of the sample are imported into CodeV and compared to the S-TR
GRIN of equivalent dimension and refractive index. The results express the
sensitivity of gradient index elements to changes in index of refraction. The deviation
from the quadratic profile is compounded by the optical path length in the material.
The first order properties of the two profiles are very closely matched, but the sample
had significantly more third order spherical aberration and coma as well as higher
orders of spherical aberration.
The diffusion profiles of the sample are compared to simulations for Fickian
diffusion into a tapered geometry that has a constant diffusion coefficient and
constant concentration boundary. The samples profile is a close fit to the Fickian
diffusion model. Deviation in the axial profile that suggests the diffusion coefficient
was slowly decreasing over time during the diffusion. If polymerization continues
during the diffusion stage, it has the effect of lowering the diffusion coefficient.
This thesis lays out the groundwork for several future research projects. An
apposition system was fabricated in this thesis, but an artificial neural superposition
system with a spherical geometry has never been fabricated.
The compound eye designs in this thesis are based on spherical geometries
that have identical ommatidial systems. Non spherical compound arrays and varying

148
ommatidial components may present unique solutions for systems that do not require
uniform resolution over the field of view.
The photo-initiated partial polymerization experiments were abandoned early
in this thesis. The use of photo initiators for the final polymerization was not
explored. The CR-39 3FMA and DAIP MMA experiments both suffered from
evaporation during the final polymerization. This problem may be avoidable by
using photo initiators instead of thermal initiators for the final stage.
The radial profile based on the Fickian diffusion did not produce the ideal
quadratic profile. Future work can investigate methods to use the pre and post
diffusion stages to tailor the gradient index profile. Results from the CR-39 3FMA
and DAIP MMA experiments show there is potential for making negative GRIN
elements using evaporation effect during the final polymerization. Also, methods may
be developed that can thermally control the diffusion coefficient during the diffusion
stage. Chromatics, birefringence, and thermal properties also remain unexplored.
Finally, there are more gradient index elements that can be made using the
diffusion method on alternative shapes. This thesis explores linearly tapered cones
for modeling and fabrication. Cones with different tapering profiles can be
researched, as well as exploring GRIN profiles that increase in index along the optical
axis. There are many natural gradient index profiles that can provide insight into
potential designs and require new methods to be developed in order to make them.
An artificial human GRIN lens is a potential system that could be manufactured with
future diffusion modeling and fabrication techniques.

149
Appendix A A.1 Paraxial Rays in a Linearly Tapered Radial GRIN
Assuming a cylindrically symmetric system about the optical axis, the index
profile for a linear tapered gradient index rod is:
;)1(
),(2
2
10
myzayNNzyN
−−=
;21mynN Δ
= );1(~my
zaz −=
(A.1.1)
Figure A.1.1: N0 is the base index along the central axis, N1 is a constant, a (a ~ Tan a) is the taper angle, ym defines the edge of the taper at z=0, y0 is the starting ray height, u0 is the starting ray angle. Nym is N0-∆n, where ∆n is the change in index of refraction.

150
Appling this to the ray equation:
;0)1(),()1( 22 =∂∂
+−++∂∂
yNyyzyNyy
zN
&&&&& (A.1.2)
and ignoring higher order terms yeilds:
;02~0 =Δ+ nyyNyz m && (A.1.3)
Substituting,
)~(,~)~(myazdzCzy −
== ρ
then the equation becomes:
;02
02
2 =Δ
+−Nan
ρρ (A.1.4)
with the solutions:
;21 ib±=ρ where 4
120
2 −Δ
=Nanb
;
The solution takes the form:
;~~)( 21
22
1
1ibib zCzCzy −+
+= (A.1.5)
and if we let zez ~log~ =
];~logsin[~)(]~logcos[~)(~~)( 21
212
1
21~log2
1
2~log2
1
1 zbzCCzbzCCezCezCzy zibzib −++=+= − (A.1.6)
Next solve for C1+C2 and C1-C2.
;)()0( 0210 yCCyzy =+⇒==
We also know that:
;)0( 0uzy ==′

151
therefore equation (A.1.6) becomes:
;2)(
;)(2
)(
00
21
21210
⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜
⎝
⎛+
−=−⇒
−−+−=
ab
ayyu
CC
yabCC
yaCCu
m
mm
(A.1.7)
Substituting back into equation (A.1.6), and the solution becomes:
412);1(~
]];~[*[~2]]~[*[~)(
20
00
0
−Δ
=−=
⎟⎟⎟
⎠
⎞
⎜⎜⎜
⎝
⎛ +−=
aNnby
zaz
zLogbSinzab
ayyuzLogbCoszyzY
m
m
(A.1.8)
A.2 Limit as taper angle (a) goes to zero:
As the taper goes to zero, the solution should go to that of a radial gradient. First we
must look at the expansion of the natural log:
...);2
)((~ln 2
2
+−→mm y
azyazbzb (A.2.1)
Rewriting b yields,
;14
122
0
BaaN
nb =−Δ
= (A.2.2)
where, ;
42 2
0
aN
nB −Δ
=
Then:
...);2
(~ln 2
2
+−→mm y
azyzBzb (A.2.3)

152
Now allow a to go to zero:
;2~ln;2
020
00 Ny
nzyzBzb
NnB
mmaa
Δ==⇒
Δ= →→ (A.2.6)
Other changes are
;2 0
0
00
Au
ab
ayyu
a
m→
⎟⎟⎟
⎠
⎞
⎜⎜⎜
⎝
⎛ +
→
(A.2.7)
where, ;2
02 Ny
nAm
Δ=
and,
( ) ;1~0 →→az
Making these substitutions the equation returns to the radial gradient solution as a
goes to zero.
];[][)( 00 zASin
Au
zACosyzY ⎟⎠⎞
⎜⎝⎛−= (A.2.8)
A.3 Quarter-Pitch Dependence on Taper Angle
As the taper angle of the gradient increases, it bends the ray faster, shortening
the focal length. By setting equation (A.1.8) equal to zero, the equation for focal
length z (length of the quarter pitch), is expressed as a function of taper angle a.
Assume u0 is zero (rays enter from infinity). Therefore:
0]]~[*[~2
]]~[*[~ 00 =⎟
⎠
⎞⎜⎝
⎛− zLogbSinzb
yzLogbCoszy (A.3.1)

153
]];~[*[]]~[*[]]~[*[2 zLogbTan
zLogbCoszLogbSinb == (A.3.2)
Where,
];~[*]2tan[ zLogbbArc =−π
The additional π term corrects the phase.
;1~]2tan[
bbArc
m
eyzaz
π−
=−= (A.3.3)
;1)(]2tan[
⎟⎟⎠
⎞⎜⎜⎝
⎛−
−=
−b
bArcm ea
yazπ
(A.3.4)
Figure A.3.1 Change in focal length with taper angle (in degrees),
where ym = 1, ∆n = 0.03, No=1.5
154
Appendix B
B.1 CodeV® usergrn.c code.
The following code samples are the C++ usergrin files used in chapter 4.
These can be placed in the body of the default usergrn.c file in CodeV®. The code
must be compiled using CodeV® MakeFile, or can be converted into CodeV® macro
code, and placed in the usergrn macro file.
/*Greg Schmidt USERGRN for Hyperbolic TAPER*/
/* Function Body */
/* Here is my equation for n for your reference
* Where c1 is a positive value, c2 is negative, and c4 will most likely be
positive
* c1 = delta n
* c2 = zo
* c3 = ho
* c4 = a
* c5 = b
*/
tmpa = coef[2] - s[3];
r2 = s[1] * s[1] + s[2] * s[2];
/* Index of refraction */

155
*rindx = *brind + coef[1] - coef[1] * ( (1-coef[4]-coef[5])*pow(tmpa,2)/pow(coef[2],2) +
coef[4]*pow(tmpa,4)/pow(coef[2],4) + coef[5]*pow(tmpa,6)/pow(coef[2],6) - (1-coef[4]-
coef[5])*r2/coef[3]/coef[3] - coef[4]*pow(r2,2)/pow(coef[3],4) - coef[5]*pow(r2,3)/pow(coef[3],6) );
/* n*GRAD(n) */
xngran[1] =*rindx * -coef[1] * (-2*(1-coef[4]-coef[5])*s[1]/coef[3]/coef[3] -
coef[4]*(4*pow(s[1],3)+4*s[1]*s[2]*s[2])/pow(coef[3],4) -
coef[5]*(6*pow(s[1],5)+12*pow(s[1],3)*pow(s[2],2)+6*s[1]*pow(s[2],4))/pow(coef[3],6));
xngran[2] = *rindx * -coef[1] * (-2*(1-coef[4]-coef[5])*s[2]/coef[3]/coef[3] -
coef[4]*(4*pow(s[2],3)+4*s[2]*s[1]*s[1])/pow(coef[3],4) -
coef[5]*(6*pow(s[2],5)+12*pow(s[2],3)*pow(s[1],2)+6*s[2]*pow(s[1],4))/pow(coef[3],6));
xngran[3] =*rindx * -coef[1] * (-2*(1-coef[4]-coef[5])*pow(tmpa,1)/pow(coef[2],2) -
4*coef[4]*pow(tmpa,3)/pow(coef[2],4) - 6*coef[5]*pow(tmpa,5)/pow(coef[2],6));
}
/*Greg Schmidt USERGRN for Sloped Linear TAPER*/
/* Function Body */
/* Here is my equation for n for your reference
* Where c1 is a positive value, c2 is negative, and c4 will most likely be positive
* c1 = delta n
* c2 = zo
* c3 = ho
* c4 = a
* c5 = b
*/
tmpa = coef[2] - s[3];
r2 = s[1] * s[1] + s[2] * s[2];
156
gz = -s[3]/coef[2]+1;
pz = tmpa * coef[3] / coef[2];
frpz = (1-coef[4]-coef[5])*r2/pow(pz,2) + coef[4]*pow(r2,2)/pow(pz,4) +
coef[5]*pow(r2,3)/pow(pz,6);
if (tmpa == 0) {
*rindx = *brind + coef[1];
xngran[1] = 0;
xngran[2] = 0;
xngran[3] = 0;
}
else {
/* Index of refraction */
*rindx = *brind + coef[1] * ( 1 - gz + gz * frpz);
/* n*GRAD(n) */
xngran[1] = *rindx * coef[1] * gz*( (1-coef[4]-coef[5])*2*s[1]/pow(pz,2) +
coef[4]*(4*pow(s[1],3)+4*s[1]*s[2]*s[2])/pow(pz,4) +
coef[5]*(6*pow(s[1],5)+12*pow(s[1],3)*pow(s[2],2)+6*s[1]*pow(s[2],4))/pow(pz,6));
xngran[2] = *rindx * coef[1] * gz*( (1-coef[4]-coef[5])*2*s[2]/pow(pz,2) +
coef[4]*(4*pow(s[2],3)+4*s[2]*s[1]*s[1])/pow(pz,4) +
coef[5]*(6*pow(s[2],5)+12*pow(s[2],3)*pow(s[1],2)+6*s[2]*pow(s[1],4))/pow(pz,6));
xngran[3] = *rindx * coef[1] * ( 1/coef[2] + ((1-coef[4]-coef[5])*r2/pow(pz,2) +
3*coef[4]*pow(r2,2)/pow(pz,4) + 5*coef[5]*pow(r2,3)/pow(pz,6))/coef[2]);
}
/*Greg Schmidt USERGRN for LINEAR TAPER*/

157
/* Function Body */
/*
* coef[1] = zo (offset, point where linear profile converges too)
* coef[2] = delta n / (tan a)^2 (a is the taper of the cone at the edge)
*/
tmpa = s[3] - coef[1];
tmpa2 = tmpa*tmpa;
trsq = s[1] * s[1] + s[2] * s[2];
/* Here is my equation for n for your reference
* n(x,y,z) = no + c2(x^2+y^2)/(z-c1)^2 + c4(x^2+y^2)^2/(z-c1)^4
* Where c1 is a positive value, c2 is negative, and c4 will most likely be positive */
/* If tmpa = 0, everything blows up because it's in the denominator.
* Need to assign values to *rindx and the derivatives using different
* equations. I'm arbitrarily assigning values here; change to your
* actual values.
*/
if (tmpa == 0) {
*rindx = *brind;
xngran[1] = 0;
xngran[2] = 0;
xngran[3] = 0;
}
else {
*rindx = *brind + (coef[2] * trsq / tmpa2) + (coef[4] * trsq * trsq / (tmpa2*tmpa2));
/* n*GRAD(n) */

158
xngran[1] = *rindx * (2. * coef[2] * s[1] / tmpa2) + *rindx * coef[4] * 4. * trsq * s[1]
/ (tmpa2 * tmpa2);
xngran[2] = *rindx * (2. * coef[2] * s[2] / tmpa2) + *rindx * coef[4] * 4. * trsq * s[2]
/ (tmpa2 * tmpa2);
xngran[3] = *rindx * (-2. * coef[2] * trsq / (tmpa2 * tmpa)) + *rindx * (-4. * coef[4]
* trsq * trsq / (tmpa2 * tmpa2 * tmpa));
}
B.2 LightTools® MATLAB® communication code
The following Visual Basic code will link LightTools® with MATLAB® and
allow the user to send command to MATLAB via character arrays. The M-files can
be run and the values retrieved by LightTools. The code can be placed into the
function body a .vb file in the GRIN_Examples_VBNet folder and compiled there.
‘Greg Schmidt’s LightTools MATLAB usergrn code’
Public Function computeRefractiveIndexAndGradient(ByVal iLTAPI As Object, ByVal wvLength As Double, ByVal x As Double, ByVal y As Double, ByVal z As Double, ByVal nominalRefractiveIndex As Double, ByRef coefficients As System.Array, ByRef refractiveIndex As Double, ByRef nGradX As Double, ByRef nGradY As Double, ByRef nGradZ As Double) As Integer Implements LTUDGRINMaterial.IGRINIndex0.computeRefractiveIndexAndGradient 'This is just to pass the error check, values get changed at the bottom. refractiveIndex = 1.6 nGradX = refractiveIndex * 0.001 nGradY = refractiveIndex * 0.001 nGradZ = refractiveIndex * 0.001

159
Dim MatLab As Object Dim n As Double Dim dx As Double Dim dy As Double Dim dz As Double Dim Nreal(0, 0) As Double Dim Nimag(0, 0) As Double Dim Nxreal(0, 0) As Double Dim Nximag(0, 0) As Double Dim Nyreal(0, 0) As Double Dim Nyimag(0, 0) As Double Dim Nzreal(0, 0) As Double Dim Nzimag(0, 0) As Double Dim MLstring As String MLstring = "[n,nx,ny,nz] = vbtest(" & Str$(x) & "," & Str$(y) & "," & Str$(z) & ")" 'If Matlab Is Nothing Then MatLab = CreateObject("Matlab.Application") 'iLTAPI.Message("Matlab COM loaded") 'End If 'CALLING M-FILE FROM VB MatLab.Execute(MLstring) Matlab.GetFullMatrix("n", "base", Nreal, Nimag) Matlab.GetFullMatrix("nx", "base", Nxreal, Nximag) Matlab.GetFullMatrix("ny", "base", Nyreal, Nyimag) Matlab.GetFullMatrix("nz", "base", Nzreal, Nzimag) n = Nreal(0, 0) dx = Nxreal(0, 0) dy = Nyreal(0, 0) dz = Nzreal(0, 0) refractiveIndex = n nGradX = refractiveIndex * -dx nGradY = refractiveIndex * -dy nGradZ = refractiveIndex * -dz End Function