composites part b - fpl.fs.fed.us
TRANSCRIPT

T
Composites Part B 161 (2019) 483–489
Contents ists avai ab e at ScienceDirect
Composites Part B
journa homepage: www.e sevier.com/ ocate/compositesb
Rheo ogica properties of ce u ose nanocrysta s engineered po y actic acid nanocomposites
Jami eh Shojaeiarania,∗, Di preet S. Bajwaa, Nico e M. Starkb, Sreeka a G. Bajwac
a Mechan cal Eng neer ng Department, North Dakota State Un vers ty, Fargo, ND, 58102, Un ted States b U.S. Forest Serv ce, Forest Products Laboratory, Mad son, WI, 53726-2398, Un ted States c Agr cultural and B osystems Eng neer ng Department, North Dakota State Un vers ty, Fargo, ND, 58102, Un ted States
A R T I C L E I N F O
Keywords: Po y( actic acid) Ce u ose nanocrysta s Masterbatch Mo ecu ar structure Rheo ogica properties Therma stabi ity
A B S T R A C T
Ecofriend y materia s such as po y actic acid (PLA) and ce u ose nanocrysta s (CNCs) are wide y sought as potentia substitute for petrochemica -based p astics. Uniform dispersion of ce u ose nanocrysta s in po ymer matrices has inhibited their wide-spread app ication. In this study the infuence of masterbatch preparation techniques on mo ecu ar structure, me t strength, rheo ogica and dynamic mechanica properties of nano-composite were systematica y ana yzed. Fi m casting and spin-coating methods were used to prepare mas-terbatches. Nanocomposites were obtained by masterbatch di ution via me t compounding fo owed by injection mo ding process. The higher mo ecu ar weight and ower mo ecu ar number were observed in spin-coated samp es in comparison with f m cast nanocomposites. The spin-coated nanocomposites exhibited higher storage modu us than f m cast samp es in the g assy state. However, tan δ curves exhibited higher peak va ue in spin-coated nanocomposites, which were in good agreement with higher dispersity index of spin-coated samp es. The comp ex viscosity of PLA and nanocomposites exhibited non-Newtonian behavior at a ow shear rate, fo owed by shear thinning phenomenon. The spin-coated nanocomposites demonstrated higher comp ex viscosity than f m cast samp es, which was attributed to higher mo ecu ar weight in spin-coated samp es. The shear-thinning tendency in spin-coated samp es was higher than f m cast nanocomposites.
1. Intr ducti n
The growing concern over eco ogica y friend y materia s is pushing the academia and industries to seek versati e and bio-based materia s for various app ications. Biopo ymers are considered as convenient substitutes for synthetic p astics and have received a substantia at-tention owing to their advantages over traditiona and petro eum-based ana ogs. Among various biodegradab e po ymers, PLA which is derived from renewab e resources such as sugar beet, and maize has received considerab e attention as a promising po ymer for packaging app ica-tions [1]. However, PLA app ication is sti imited as a resu t of some inherent drawbacks ike ow therma stabi ity and ow me t strength [2]. The me t strength of po ymers indicates the chain resistance to untang ing under shear strain. The inear chain structure in PLA resu ts in ow me t strength, sagging, and necking which imits its processing [3]. Thus, the considerab e eforts have been directed to overcome the weaknesses in PLA po ymer. Severa studies have focused on in-corporating the bio-based nanof ers such as ce u ose fbri s, fbers and nanocrysta s to strengthen PLA [4,5].
Ce u ose nanocrysta s (CNCs) have attracted a huge attention as reinforcing agent in po ymeric matrices. CNCs are ce u ose-based, non-toxic, and biodegradab e nanopartic es iso ated from bu k ce u ose of woody and non-woody p ants [6]. The high mechanica and barrier properties in CNCs suggest the competitive potentia for the app ication as reinforcing agent in po ymeric materia s [7]. It has been observed that the optima performance of CNCs as reinforcing agent in po ymeric matrix is ascribed by the dispersion qua ity of CNCs through po ymeric matrix. For optima improvement, uniform dispersion of CNCs in po ymers is required [8].
Rheo ogica properties in composite materia s p ay a signifcant ro e in improving the processabi ity of composites as the processing opera-tion such as extrusion and injection mo ding invo ve high shear rates [9]. Ce u ose nanocrysta s have been reported to be a good rheo ogica modifer for diferent po ymers because they surround themse ves be-tween po ymer chains, providing high stabi ity to the po ymer network [10]. A signifcant change in the me ting behavior and rheo ogica properties of nanocomposites has been observed by the incorporation of nanof ers [11,12]. Musa et a . studied the efects of incorporating
∗ Corresponding author. E-ma l address: Jami [email protected] (J. Shojaeiarani).
https://doi.org/10.1016/j.compositesb.2018.12.128 Received 14 May 2018; Received in revised form 17 December 2018; Accepted 30 December 2018 Available online 31 December 2018 1359-8368/ © 2019 Elsevier Ltd. All rights reserved.

J. Shojae aran et al. Composites Part B 161 (2019) 483–489
CNCs on the rheo ogica behavior of nanocomposites. They found that the high interfacia area resu ting from inter-partic e interactions gov-erns the rheo ogica properties of nanocomposites [7].
Diferent studies have shown that we -dispersed CNCs can enhance the performance characteristics of PLA through improvement in the eve of crysta inity and formation of matrix-nanof er network [13]. Therefore, improving the CNCs dispersion in PLA has been extensive y exp ored though diferent chemica surface modifcation techniques and mechanica processing [9,14,15].
It was reported that the app ication of masterbatch approach can enhance the dispersion qua ity of CNCs in host po ymer [15]. The high y concentrated masterbatches are di uted using extrusion process considering the et-down ratio or mixing ratio (masterbatches: po ymer ratio) [15]. The time-intensive f m casting is the most common y used technique in preparing masterbatches [9]. Long time drying process in f m casting process favored the formation of micro-sized CNC ag-gregates through po ymer matrix [15]. Spin-coating is a new y in-troduced method for fabricating high y concentrated masterbatches. The short drying time in spin-coating deposition technique hindered the formation of CNCs aggregates in po ymer matrix [15].
In this study, the impact of two diferent masterbatch preparation methods on the mo ecu ar structure, rheo ogica , viscoe astic, and therma properties of nanocomposites were eva uated. Nanocomposites were manufactured by di uting f m casted and spin-coated mas-terbatches via me t compounding fo owed by injection mo ding pro-cess. The modifed CNCs were prepared using po y(ethy ene oxide) through physica attachment method.
2. Experimental
2.1. Mater als
Po y( actic acid) grade 2003D manufactured by Nature Works LLC (Minnetonka, MN, USA) with the g ass transition of 55–60 °C and me t fow of 6 g/10 min was used as a biopo ymer. USDA-Forest Service, Forest Products Laboratory (Madison, WI, USA) provided ce u ose na-nocrysta s (CNCs) with dimensions of 10–15 nm. Ana ytica grade ch oroform manufactured by Sigma-A drich (St. Louis, MO, USA) was used in this study. Po yethy ene oxide (PEO) with the mo ecu ar number of 106 g mo −1 and a purity of 99% was obtained from Sigma-A drich (St. Louis, MO, USA).
2.2. Surface mod fcat on treatment
CNCs were treated using po y(ethy ene oxide) to decrease the hy-drophi icity character of CNCs and to enhance the compatibi ity be-tween CNCs and PLA matrix. An aqueous suspension of CNCs (4 wt%) and a suspension of PEO (1 wt%) were separate y prepared and then were mixed together with the ratio of 4:1 (CNCs: PEO). The freeze-dried mixture was used as modifed CNCs (p-CNCs) [16,17].
2.3. Scann ng electron m croscopy of masterbatches
The formation of CNC aggregates through the thickness of the thin f m masterbatches were studied through scanning e ectron microscopy (SEM) images. A JSM-7600F scanning e ectron microscopy (USA Inc., Peabody, MA, USA) operating at 10, and 15 kV was used to take the images with diferent magnifcation factors (150, 200, 500, and 1000 × ).
2.4. Scann ng electron m croscopy (SEM) of compos tes
The morpho ogy of the nanocomposite samp es was examined using a scanning e ectron microscope (SEM, JSM-6010LA, Peabody, MA, USA). The impact-fractured surface of nanocomposites was recorded at an acce erating vo tage of 10.0 kV and a magnifcation of 200 × . The
Table 1 Composition of the nanocomposite materia s.
Materia s code Composition Methods
PLA (wt%) p-CNCs (wt%)
PLA 100 0 – F-PLA1 F-PLA3 F-PLA5 S-PLA1 S-PLA3 S-PLA5
99 97 95 99 97 95
1 3 5 1 3 5
Fi m casting Fi m casting Fi m casting Spin-coating Spin-coating Spin-coating
fractured surfaces were coated with a thin ayer of conductive carbon prior to examining by SEM to avoid samp es charging.
2.5. Preparat on of nanocompos tes
Fi m casting and spin-coating methods were used to prepare high y concentrated CNCs masterbatches (15 wt%), fo owing the method which was reported in the previous work [15]. The nanocomposites with diferent p-CNCs contents (1%, 3%, and 5%) were prepared using a co-rotating twin-screw extruder (Leistritz, Mic 18/GL-40D, Somer-vi e, NJ, USA) and injection-mo ding machine (Technop as Inc. SIM-5080). Prior to injection mo ding, the extruded pe ets were p aced in an oven (Binder ED, Bohemia, NY, USA) for 24 h at 60 °C to remove the excess moisture from the pe ets. Tab e 1 shows the processing condi-tion and materia codifcations used in this study.
2.6. Gel permeat on chromatography
The weight average mo ecu ar weight (Mw) and the number average mo ecu ar weight (Mn) were measured using a ge permeation chro-matography (EcoSEC HLC-8320GPC, Tosoh Bioscience, Japan) equipped with a diferentia refractometer (DRI) detector. Nanocomposite so utions (1 mg/m ) were prepared in tetrahydrofuran so vent and f tered using f ter disk (0.2 μm pore size) prior the testing. The co umn temperature was maintained at 40 °C, and the so vent fow rate was set at 0.35 m /min.
2.7. Dynam c mechan cal analys s
Dynamic mechanica ana ysis was used to study the mo ecu ar re- axation behavior of PLA and nanocomposites. Measurements were recorded using a DMA Q800 (TA Instruments, New Cast e, DE, USA) fo owing ASTM D4065 standard procedure [18]. Data were recorded in the temperature range of 25–90 °C with a scanning rate of 1 °C/min, and a fxed frequency of 1 Hz in a dua canti ever mode. The storage mod-u us and tan δ as a function of temperature were reported.
2.8. Rheolog cal propert es
The fow properties (rheo ogica properties) of materia s were measured using a Rheometer AR 2000 (TA Instruments, New Cast e, DE, USA). The rheo ogica properties of PLA and nanocomposites were measured in an osci atory mode. The samp e weighing 5 gr was p aced between two para e p ates with 25 mm diameter and a gap of 1 mm at 170 ᵒC. Prior to testing, samp es were dried in a vacuum oven set at 65 °C for 8 h to avoid a signifcant dec ine in viscosity as a resu t of moisture uptake in the samp es.
2.9. Thermograv metr c analys s (TGA)
Therma stabi ity of pure PLA and nanocomposites were studied using thermogravimetric ana yzer Q500 (TA, New Cast e, DE, USA). A
484

J. Shojae aran et al. Composites Part B 161 (2019) 483–489
Fig. 1. The comparison of CNCs aggregates formation in the masterbatches at diferent magnifcation factors: a) so vent cast, b) spin-coated.
5–7 mg of each formu ation was p aced in an a uminum pan and tem-perature range was set in the range of 25–600 °C with a scanning rate of 10 °C/min. The corresponding TGA and derivative thermogravimetry (DTG) curves were recorded.
3. Results and discussi n
3.1. Scann ng electron m croscopy of masterbatches
The distribution of CNC aggregates through the thickness of the high y concentrated thin f m masterbatches were studied and Fig. 1 i ustrates the dispersion qua ity and size of CNC aggregates in the masterbatches.
The individua CNCs are hard y distinguishab e, however, the pre-sence of CNC aggregates (spotted by arrows) can be observed for both set of samp es (i.e. so vent cast and spin coated masterbatches). Due to the re ative y ow evaporation rate in the so vent cast masterbatch, the concentration of CNCs varies vertica y a ong with the thickness of the masterbatch and the highest concentration of CNC aggregates happens c ose to the top surface (free surface) of the f m (Fig. 1a). However, in the spin-coated masterbatch, the CNC aggregates are scattered throughout the masterbatch thickness (Fig. 1b). These observations confrm the ower CNCs mobi ity in the spin-coated masterbatch as a resu t of high evaporation rate of the so vent as we as the centrifuga force generated from rotating substrate [15]. In fact, the dispersion of CNCs can ower their free energy through doing se f-assemb y and forming c usters [19]. During time-intensive so vent evaporation pro-cess in so vent casting method, so vent mo ecu es exc ude the CNCs mo ecu es and assist in drawing the CNCs c oser. This a ows for the formation of CNC aggregates with re ative y arger size in comparison with time-efcient so vent evaporation in spin-coated thin f ms.
3.2. Scann ng electron m croscopy (SEM) of nanocompos tes
SEM was used to get an insight into nanocomposite structures [20], and the corresponding images are i ustrated in Fig. 2. The CNCs in the nanocomposites prepared using spin-coated method (S-PLA) appeared to be uniform y distributed through PLA matrix, however the formation of CNC aggregates in F-PLA nanocomposites further confrmed the poor dispersion of CNC in so vent cast masterbatches (Fig. 1a).
The formed CNC aggregates in high y concentrated masterbatches due to increasing probabi ity of adjacent hydroxy moieties of CNCs [21] ed to the poor CNC dispersion in so vent cast samp es. The im-provement of the dispersion can be ascribed to the exce ent compat-ibi ity between PLA and CNCs [22] particu ar y at ow CNC contents (1 and 3% wt).
3.3. Gel permeat on chromatography
The number average mo ecu ar weight (Mn) and the weight average mo ecu ar weight (Mw) are two important properties in po ymers, which infuence diferent behaviors such as me t viscosity, mechanica properties and processabi ity. PLA with inear chain is so sensitive to manufacturing processes, revea ing a rapid reduction in Mn and Mw as a resu t of therma degradation under high shear [23,24]. A signifcant dec ine in the mo ecu ar weight of PLA was reported in diferent studies due to the addition of diferent nanof ers [25–27]. Tab e 2 shows the va ues of Mw, Mn and dispersity index (Mw/Mn) of PLA and nano-composites after extrusion process.
A nanocomposites exhibited a dec ine in Mw, Mn as compared to pure PLA, suggesting the presence of p-CNCs provoked the degradation of PLA during composite preparation, and the drop was inear y cor-re ated to the nanof ers oadings. The observed resu ts were in good agreement with another study, reporting PLA chain degradation due to the incorporating the nanof ers [28].
485

J. Shojae aran et al. Composites Part B 161 (2019) 483–489
Fig. 2. The SEM micrographs of fracture surface of PLA-CNC nanocomposites: a) F-PLA1, b) F-PLA3, c) F-PLA5, d) S-PLA1, e) S-PLA3 and f) S-PLA5.
The number average mo ecu ar weight (Mn) refers to the co igative properties of po ymers and the spin-coated nanocomposites exhibited ower Mn as compared to f m cast samp es. It was reported that po ymer chain c eavage can happen when heat or high pressure are generated during processing [29]. The ower Mn in spin-coated nano-composites can ike y be attributed to the high pressure caused by in-jection during the masterbatch preparation technique, which inter-rupted mo ecu ar chains. In addition, it has been c aimed that the presence of residua so vent in the samp es cou d resu t in a decrease in Mn of po ymers [24]. Due to the short drying time in the spin-coating method, the so vent did not evaporate comp ete y, and some residua so vent was trapped in the masterbatches. The amount of residua so -vent in each masterbatches before feeding into extruder was found to be 8.65 wt% and 1.37 wt% in spin-coated and f m cast masterbatches, respective y. Therefore, the ower Mn in spin-coated samp es cou d probab y be a resu t of both the higher residua so vent in spin-coated masterbatches and the high injection pressure during spin-coated masterbatch preparation process.
Higher Mw was observed in spin-coated samp es in comparison with their f m cast counterparts. This observation suggested that the Mw
favored spin-coating method. The higher Mw in spin-coated nano-composites can be attributed to the strong interactions between PLA and CNCs. In genera , the higher the mo ecu ar weight, the greater the degree of chain entang ement [30].
The dispersity index (DI) or heterogeneity index is a ratio of Mw to Mn, measuring the distribution of mo ecu ar mass in a po ymer. Po ymers with higher DI have wider mo ecu ar weight distribution. The dispersity index depends on the reaction condition and manufacturing process. It strong y afects po ymer performance and the processing
Table 2 The average mo ecu ar weight, the average mo ecu ar number, and the dis-persity index (DI) of samp es.
Materia s code Mn a (g/mo ) Mw (g/mo ) DI
PLA 97245 202517 2.08 F-PLA1 95081 193776 2.03 F-PLA3 83444 144434 1.73 F-PLA5 82423 137880 1.67 S-PLA1 94148 201791 2.14 S-PLA3 57226 183241 3.20 S-PLA5 52532 170335 3.24
a Mn: Number average mo ecu ar weight and Mw: Weight average mo ecu ar weight.
characteristics [31]. In genera , po ymers with ower DI are difcu t to process as the shear-thinning tendency is ow. However, po ymeric materia s with broader mo ecu ar weight distribution tend to thin at ower temperatures and make mo ding and extrusion process easier. In spin-coated samp es, DI constant y increased with p-CNC oading eve . However, f m cast samp es exhibited narrower DI. The shorter po ymer ength for the higher mo ecu ar weight can be considered a resu t of high injection pressure in spin-coating masterbatch preparation tech-nique.
3.4. Dynam c mechan cal analys s (DMA)
The viscoe astic properties of po ymers are strong y associated with the mo ecu ar structure and mo ecu ar re axation motion. The viscoe- astic properties of nanocomposites direct y govern the oad bearing capabi ity of materia s and attribute towards the interfacia bonding between matrix and nanof ers.
The storage modu us of PLA and nanocomposites at two diferent temperatures in g assy and rubbery states are shown in Tab e 3. It can be observed that a the composite samp es exhibited higher storage modu us in comparison with PLA in the g assy state. The improved storage modu us in nanocomposites can be attributed to the growth in the stifness of the PLA matrix owing to reinforcing efect imparted by p-CNCs that ed to a greater degree of stress transfer at the PLA-p-CNCs interface. Particu ar y, the spin-coated nanocomposites reinforced with 1 wt% and 3 wt% p-CNCs exhibited higher storage modu us in the g assy and rubbery states in comparison with f m cast samp es. It is reported that a s ight decrease in storage modu us in S-PLA5 is asso-ciated with the presence of residua so vent [15].
Table 3 The viscoe astic properties in PLA and nanocomposites.
Materia s Storage modu us (MPa) Tg (ºC) Tan δ peak
35 °C 85 °C intensity
PLA 2001.2 ± 4.0 7.01 ± 0.2 65.16 ± 1.5 2.72 ± 0.02 F-PLA1 2500.4 ± 5.2 9.09 ± 0.1 65.92 ± 1.6 1.83 ± 0.06 F-PLA3 2397 ± 6.3 5.43 ± 0.1 67.8 ± 1.2 2.65 ± 0.01 F-PLA5 2300.3 ± 10.7 10.46 ± 0.1 65.99 ± 2.0 1.78 ± 0.03 S-PLA1 2849.4 ± 6.1 14.68 ± 0.2 65.18 ± 1.3 2.23 ± 0.04 S-PLA3 2467.9 ± 2.6 … 7.41 ± 0.1 67.05 ± 0.8 2.57 ± 0.03
36 S-PLA5 2056.4 ± 3.5 8.54 ± 0.1 65.71 ± 1.2 1.96 ± 0.04
486

J. Shojae aran et al. Composites Part B 161 (2019) 483–489
The better interaction between matrix and nanof ers provides a c ear exp anation for the increase in storage modu us with increasing Mw in spin-coated nanocomposites. In genera , po ymers with ow Mw
possess ow number of ong fexib e chains. The ack of ong fexib e chain in the po ymers wou d decrease the strength and e astic modu us in po ymer materia s [32]. In this work, S-PLA1 with highest Mw among nanocomposites (Tab e 2) and better dispersed network (Fig. 2) ex-hibited the highest storage modu us fo owed by F-PLA1 in g assy state.
Tan δ curve is associated with the segmenta motion in mo ecu ar chains. The position of tan δ peak revea s the g ass transition tem-perature (Tg) in po ymeric materia s [33,34]. The g ass transition temperature of PLA and nanocomposites are shown in Tab e 3. The incorporation of p-CNCs into PLA s ight y increased Tg. As expected from F ory-Fox equation (Eq. (1)), the spin-coated nanocomposites with sma er Mn exhibited ower Tg than f m cast samp es [35] (Tab e 2).
=T T KMg g
n Eq. 1
In which, Tg is g ass transition and Tg∞ revea s the maximum g ass transition temperature occurs theoretica y for the po ymer with an infnite mo ecu ar weight. K is an empirica constant and associated with the free vo ume in the po ymer chains.
The ower g ass Tg in spin-coated nanocomposites can be attributed to more freedom in mo ecu ar mobi ity in spin-coated PLA-CNC. In genera , the po ymers with ower Mn possess more free vo ume at the end of each po ymer chain and this, in turn, eads to higher chain mobi ity. In another word, s ight y higher Tg in f m cast samp es can be re ated to the decreased mobi ity of the matrix chain, due to the higher Mn in f m cast samp es.
The intensity of tan δ indicates the mobi ity of po ymer chain seg-ments at the corresponding temperature [36]. In addition, the way in which the materia s absorb or disperse the energy during deformation can be observed from tan δ intensity. A higher tan δ intensity indicates that more energy is dissipated, and the materia exhibits more viscous behavior. However, the ower tan δ va ue points out the behavior that is more e astic. The tan δ peak va ue decreased in a composite samp es as compared to pure PLA, owing to the presence of p-CNCs. This ob-servation was probab y due to the decrease in the mobi ity of the po ymer mo ecu ar chains as restricted by p-CNCs. As expected, spin-coated nanocomposites exhibited higher tan δ peak va ue in comparison with f m cast samp es. This observation was in good agreement with sma er Mn in spin-coated samp es (Tab e 2).
3.5. Thermograv metr c analys s (TGA)
Therma stabi ity of samp es was studied through weight oss and the corresponding derivative curves (DTG) (Fig. 3). Therma properties of PLA and nanocomposites inc uding initia decomposition
Table 4 Therma properties of PLA and PLA-PCNCs nanocomposites.
Samp e code Tonset (ᵒC) T50 wt% (ᵒC) Tpeak (ᵒC) Tendset (ᵒC) Weight oss (%)
PLA 301.13 328.34 332.24 380.39 99.73 F-PLA1 311.22 359.37 345.32 397.72 99.37 F-PLA3 319.18 358.86 344.8 402.89 99.47 F-PLA5 310.72 358.05 345.24 395.71 99.61 S-PLA1 335.72 399.65 375.25 400.62 99.43 S-PLA3 316.30 355.07 372.1 385.72 99.54 S-PLA5 314.18 357.82 370.82 395.04 99.37
temperature (Tonset), decomposition temperature at 50% weight oss (T50), maximum decomposition (Tpeak), and fna degradation tem-peratures (Tendset) are reported in Tab e 4.
The therma stabi ity of PLA matrix was improved by addition of p-CNCs, confrming an increase in both the onset and endset degradation temperatures. This behavior can be tied to a barrier efect of the PEO coated CNCs towards po ymer decomposition as has been reported by Azouz et a . [16]. Particu ar y, the re ative y higher therma stabi ity in spin-coated nanocomposites reinforced by 1 wt% CNCs can be attrib-uted to the formation of greater intermo ecu ar interaction in composite structure as supported by higher Mw and uniform dispersion of CNCs through PLA matrix (Fig. 2d). The a ignment of mo ecu ar chains due to high pressure in the injection process in spin-coating method can in-duce the formation of network- ike connections between composite components. The more stab e structure [37] in spin-coated samp es as a resu t of more uniform dispersion of CNCs (Fig. 2) can hinder the therma decomposition at e evated temperatures.
Considering the weight oss prof es for pure PLA and PLA nano-composites (Fig. 3), therma decomposition of a samp es except S-PLA5 happened in a typica one-step degradation pattern. The ob-servation of one step degradation suggested the simu taneous de-gradation in a components [38]. The presence of two separate peaks in S-PLA5 might be a resu t of incorporating high amount of CNCs and the corresponding non-uniform dispersion as shown in previous study [15].
The tota mass oss va ues for the nanocomposites containing modifed CNCs are s ight y ower than pure PLA. However, no sig-nifcant change in the char yie d was observed for PLA composite samp es as compared with pure PLA.
3.6. Rheolog cal propert es
The dynamic osci atory shear measurements were carried out to study the response of PLA and PLA-CNC nanocomposites to the dy-namic shearing. Fig. 4 depicts a representative curve for comp ex viscosity in PLA and nanocomposites. The comp ex viscosity of pure PLA and nanocomposite samp es decreased with increasing frequency,
Fig. 3. Representative thermogravimetric (TGA) and Derivative (DTG) thermograms of pure PLA and nanocomposites.
487
J. Shojae aran et al.
Fig. 4. Comp ex viscosity for PLA and nanocomposites.
exhibiting non-Newtonian behavior. The addition of p-CNCs into PLA through both masterbatch pre-
paration routes increased the me t strength of nanocomposites. This behavior indicates the formation of interconnected network- ike struc-ture in the composite samp es because of the interaction between ma-trix and nanof ers. A simi ar observation was reported by Kama et a . (2015), in which a signifcant improvement in comp ex viscosity was reported by the addition of CNCs into PLA matrix [7]. The high visc-osity of nanocomposites was caused by the fow restrictions of PLA chains in the mo ten state due to the presence of p-CNCs. The po ymer chain structure signifcant y governs the rheo ogica properties and the processabi ity of the po ymer.
The mo ten viscosity and the mo ecu ar weight of po ymers are corre ated to each other based on Mark-Houwink equation (Eq. (2)) [39].
= KM[ ] wa Eq. 2
Where a and K are Mark-Houwink constants and depend on the nature of po ymer and so vent.
The higher viscosity in S-PLA1 was attributed to the higher Mw. A samp es exhibited shear-thinning behavior, which was more pre-dominant in spin-coated nanocomposites. The shear thinning behavior in po ymers is associated with the disentang ement of po ymer chains during fow. The onset of shear thinning in po ymers is the point, in which, the rate of externa y app ied movement overcomes the rate of formation of entang ements in po ymer chains. In shear thinning phe-nomenon, the cross ink density of the network decreases, resu ting in a dec ine in the viscosity [40]. The samp es with higher Mw experienced
Composites Part B 161 (2019) 483–489
more disentang ement during fow at higher shear rate, exhibiting more tendency for shear thinning at higher frequencies. Shear thinning in spin-coated samp es cou d speed up the po ymer fow and decrease heat generation and energy consumption through processing [41].
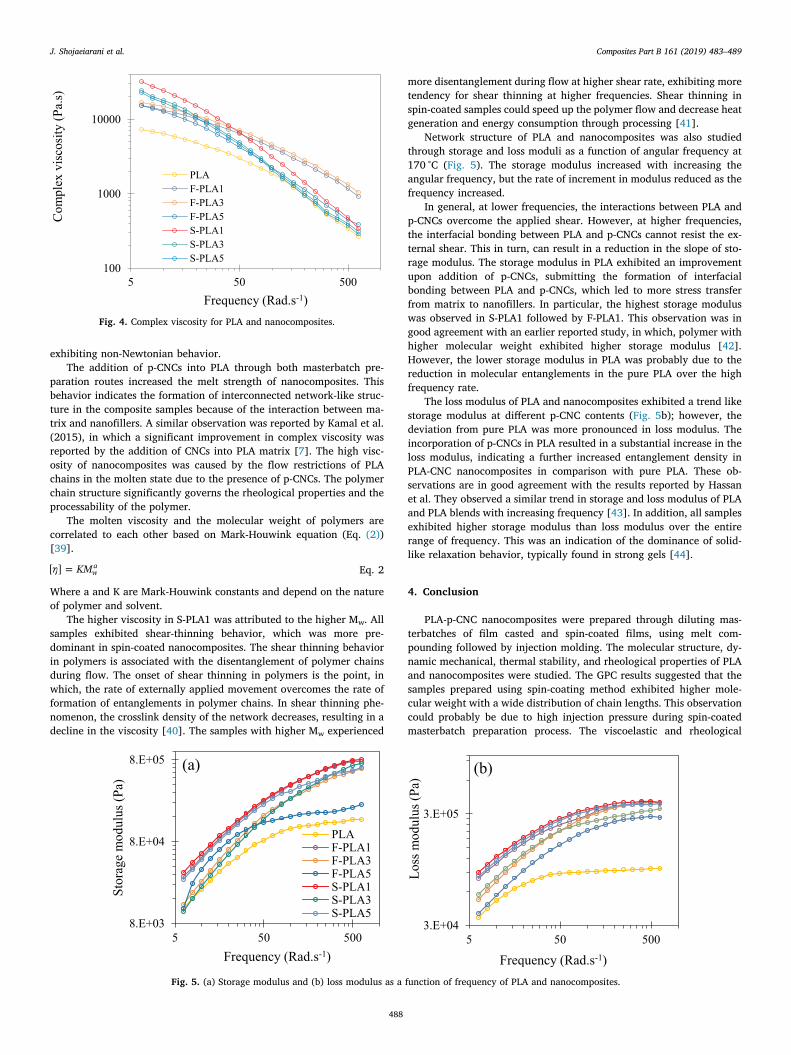
Network structure of PLA and nanocomposites was a so studied through storage and oss modu i as a function of angu ar frequency at 170 °C (Fig. 5). The storage modu us increased with increasing the angu ar frequency, but the rate of increment in modu us reduced as the frequency increased.
In genera , at ower frequencies, the interactions between PLA and p-CNCs overcome the app ied shear. However, at higher frequencies, the interfacia bonding between PLA and p-CNCs cannot resist the ex-terna shear. This in turn, can resu t in a reduction in the s ope of sto-rage modu us. The storage modu us in PLA exhibited an improvement upon addition of p-CNCs, submitting the formation of interfacia bonding between PLA and p-CNCs, which ed to more stress transfer from matrix to nanof ers. In particu ar, the highest storage modu us was observed in S-PLA1 fo owed by F-PLA1. This observation was in good agreement with an ear ier reported study, in which, po ymer with higher mo ecu ar weight exhibited higher storage modu us [42]. However, the ower storage modu us in PLA was probab y due to the reduction in mo ecu ar entang ements in the pure PLA over the high frequency rate.
The oss modu us of PLA and nanocomposites exhibited a trend ike storage modu us at diferent p-CNC contents (Fig. 5b); however, the deviation from pure PLA was more pronounced in oss modu us. The incorporation of p-CNCs in PLA resu ted in a substantia increase in the oss modu us, indicating a further increased entang ement density in PLA-CNC nanocomposites in comparison with pure PLA. These ob-servations are in good agreement with the resu ts reported by Hassan et a . They observed a simi ar trend in storage and oss modu us of PLA and PLA b ends with increasing frequency [43]. In addition, a samp es exhibited higher storage modu us than oss modu us over the entire range of frequency. This was an indication of the dominance of so id- ike re axation behavior, typica y found in strong ge s [44].
4. C nclusi n
PLA-p-CNC nanocomposites were prepared through di uting mas-terbatches of f m casted and spin-coated f ms, using me t com-pounding fo owed by injection mo ding. The mo ecu ar structure, dy-namic mechanica , therma stabi ity, and rheo ogica properties of PLA and nanocomposites were studied. The GPC resu ts suggested that the samp es prepared using spin-coating method exhibited higher mo e-cu ar weight with a wide distribution of chain engths. This observation cou d probab y be due to high injection pressure during spin-coated masterbatch preparation process. The viscoe astic and rheo ogica
Fig. 5. (a) Storage modu us and (b) oss modu us as a function of frequency of PLA and nanocomposites.
488

J. Shojae aran et al. Composites Part B 161 (2019) 483–489
properties of the nanocomposites demonstrated a c ose re ationship with the number average mo ecu ar weight and the weight average mo ecu ar weight. The addition of p-CNCs into PLA resu ted in an im-provement in storage modu us as p-CNCs imparted reinforcing efect on the nanocomposites. The spin-coated nanocomposites with higher mo- ecu ar number had higher storage modu us as compared to their f m cast counterpart. This study shows that PLA nanocomposite character-istics can be engineered through diferent mechanica processing technique and the spin-coating method is a promising approach for masterbatch preparation method to improve the properties of the PLA-CNC nanocomposites.
Ackn wledgment
The authors wou d ike to acknow edge Nationa Science Foundation (NSF), ND EPSCoR (grant No.11A1355466) for supporting this research.
Appendix A. Supplementary data
Supp ementary data to this artic e can be found on ine at https:// doi.org/10.1016/j.compositesb.2018.12.128.
References
[1] P ackett DV, Ho m VK, Johansen P, Ndoni S, Nie sen PV, Sipi ainen‐Ma m T, et a . Characterization of ‐po y actide and ‐po y actide–po ycapro actone co‐po ymerf ms for use in cheese‐packaging app ications. Packag Techno Sci2006;19(1):1–24.
[2] A -Itry R, Lamnawar K, Maazouz A. Reactive extrusion of PLA, PBAT with a mu ti-functiona epoxide: physico-chemica and rheo ogica properties. Eur Po ym J2014;58:90–102.
[3] Hernández-A ami a M, Va adez-Gonza ez A. The efect of two commercia me t strength enhancer additives on the therma , rheo ogica and morpho ogica prop-erties of po y actide. J Po ym Eng 2016;36(1):31–41.
[4] Espino-Pérez E, Bras J, A meida G, P essis C, Be gacem N, Perré P, et a . Designedce u ose nanocrysta surface properties for improving barrier properties in po y- actide nanocomposites. Carbohydr Po ym 2018;183:267–77.
[5] Huan S, Liu G, Cheng W, Han G, Bai L. E ectrospun po y ( actic acid)-based fbrousnanocomposite reinforced by ce u ose nanocrysta s: impact of fber uniaxia a ignment on microstructure and mechanica properties. Biomacromo ecu es; 2018.
[6] George J, Sabapathi S. Ce u ose nanocrysta s: synthesis, functiona properties, andapp ications. Nanotechno Sci App 2015;8:45.
[7] Kama MR, Khoshkava V. Efect of ce u ose nanocrysta s (CNC) on rheo ogica andmechanica properties and crysta ization behavior of PLA/CNC nanocomposites.Carbohydr Po ym 2015;123:105–14.
[8] López de Dicasti o C, Garrido L, A varado N, Romero J, Pa ma JL, Ga otto MJ.Improvement of po y actide properties through ce u ose nanocrysta s embedded inpo y (viny a coho ). E ectrospun Nanofbers. Nanomateria s 2017;7(5):106.
[9] Fortunati E, Yang W, Luzi F, Kenny J, Torre L, Pug ia D. Lignoce u osic nanos-tructures as reinforcement in extruded and so vent casted po ymeric nanocompo-sites: an overview. Eur Po ym J 2016;80:295–316.
[10] Ching YC, A i ME, Abdu ah LC, Choo KW, Kuan YC, Ju aihi SJ, et a . Rheo ogica properties of ce u ose nanocrysta -embedded po ymer composites: a review. Ce u ose 2016;23(2):1011–30.
[11] Majid M, Hassan E-D, Davoud A, Saman M. A study on the efect of nano-ZnO on rheo ogica and dynamic mechanica properties of po ypropy ene: experiments andmode s. Compos B Eng 2011;42(7):2038–46.
[12] Gupta A, Simmons W, Schueneman GT, Hy ton D, Mintz EA. Rheo ogica andthermo-mechanica properties of po y ( actic acid)/ ignin-coated ce u ose nano-crysta composites. ACS Sustainab e Chem Eng 2017;5(2):1711–20.
[13] Bagherias D, Carreau PJ, Ried B, Dubois C, Hamad WY. Shear rheo ogy of po y- actide (PLA)–ce u ose nanocrysta (CNC) nanocomposites. Ce u ose2016;23(3):1885–97.
[14] Shojaeiarani J, Bajwa DS, Stark NM. Green esterifcation: a new approach to im-prove therma and mechanica properties of po y( actic acid) composites reinforcedby ce u ose nanocrysta s. J App Po ym Sci 2018;135(27):46468.
[15] Shojaeiarani J, Bajwa D, Stark N. Spin-coating: a new approach for improvingdispersion of ce u ose nanocryta s and mechanica properties of po y( actic acid)composites. Carbohydrate po ymers; 2018.
[16] Ben Azouz K, Ramires EC, Van den Fonteyne W, E Kissi N, Dufresne A. Simp e
method for the me t extrusion of a ce u ose nanocrysta reinforced hydrophobicpo ymer. ACS Macro Lett 2011;1(1):236–40.
[17] Huang J, Chen Y, Chang PR. Surface ModIfIcatIon of ce u oSe nanocrySta S fornanocoMpoSIteS. Surf Modif Biopo ym 2015:258.
[18] ASTM DI. Standard practice for p astics: dynamic mechanica properties: determi-nation and report of procedures. ASTM Internationa ; 2012.
[19] Sau TK, Murphy CJ. Se f-assemb y patterns formed upon so vent evaporation ofaqueous cety trimethy ammonium bromide-coated go d nanopartic es of variousshapes. Langmuir 2005;21(7):2923–9.
[20] Wang W, Kan Y, Liu J, Liew KM, Liu L, Hu Y. Se f-assemb y of zinc hydroxystannate on amorphous hydrous TiO2 so id sphere for enhancing fre safety of epoxy resin. JHazard Mater 2017;340:263–71.
[21] Nicharat A, Sapkota J, Foster EJ. Pre-mixing and masterbatch approaches for re-inforcing po y (viny acetate) with ce u ose based f ers. Ind Crop Prod2016;93:244–50.
[22] Wang W, Kan Y, Pan H, Pan Y, Li B, Liew K, et a . Phosphory ated ce u ose app iedfor the exfo iation of LDH: an advanced reinforcement for po yviny a coho .Compos App Sci Manuf 2017;94:170–7.
[23] Chávez-Montes WM, Gonzá ez-Sánchez G, López-Martínez EI, de Lira-Gómez P,Ba inas-Casarrubias L, F ores-Ga ardo S. Efect of artifcia weathering on PLA/nanocomposite mo ecu ar weight distribution. Po ymers 2015;7(4):760–76.
[24] Murariu M, Bonnaud L, Yoann P, Fontaine G, Bourbigot S, Dubois P. New trends inpo y actide (PLA)-based materia s:“Green” PLA–Ca cium su fate (nano) compositestai ored with fame retardant properties. Po ym Degrad Stabi 2010;95(3):374–81.
[25] Zaidi L, Kaci M, Bruzaud S, Bourmaud A, Grohens Y. Efect of natura weather on the structure and properties of po y actide/C oisite 30B nanocomposites. Po ymDegrad Stabi 2010;95(9):1751–8.
[26] Fujimoto Y, Ray SS, Okamoto M, Ogami A, Yamada K, Ueda K. We ‐contro edbiodegradab e nanocomposite foams: from microce u ar to nanoce u ar. Macromo Rapid Commun 2003;24(7):457–61.
[27] Ray SS, Okamoto M. Biodegradab e po y actide and its nanocomposites: opening a new dimension for p astics and composites. Macromo Rapid Commun2003;24(14):815–40.
[28] Fukushima K, Tabuani D, Abbate C, Arena M, Ferreri L. Efect of sepio ite on the biodegradation of po y ( actic acid) and po ycapro actone. Po ym Degrad Stabi 2010;95(10):2049–56.
[29] King K. Changes in the functiona properties and mo ecu ar weight of sodium a -ginate fo owing γ irradiation. Food Hydroco oids 1994;8(2):83–96.
[30] Karak N. Fundamenta s of po ymers: raw materia s to fnish products. PHI Learning Pvt. Ltd.; 2009.
[31] Panzer F, Bäss er H, Lohwasser R, The akkat M, Köh er A. The impact of po y-dispersity and mo ecu ar weight on the order–disorder transition in po y (3-hex-y thiophene). J Phys Chem Lett 2014;5(15):2742–7.
[32] Crosby AJ, Lee JY. Po ymer nanocomposites: the “nano” efect on mechanica properties. Po ym Rev 2007;47(2):217–29.
[33] Pinheiro A, Mano JF. Study of the g ass transition on viscous-forming and powdermateria s using dynamic mechanica ana ysis. Po ym Test 2009;28(1):89–95.
[34] Priya L, Jog J. Po y (viny idene fuoride)/c ay nanocomposites prepared by me tinterca ation: crysta ization and dynamic mechanica behavior studies. J Po ym SciB Po ym Phys 2002;40(15):1682–9.
[35] Fox TG, F ory PJ. The g ass temperature and re ated properties of po ystyrene.Infuence of mo ecu ar weight. J Po ym Sci Po ym Chem 1954;14(75):315–9.
[36] Hi D, Perera M, Pomery P, Toh H. Dynamic mechanica properties of networksprepared from si oxane modifed diviny benzene pre-po ymers. Po ymer2000;41(26):9131–7.
[37] Po etto M, Pistor V, Zattera AJ. Structura characteristics and therma properties ofnative ce u ose. Ce u ose-fundamenta aspects. InTech; 2013.
[38] Kucharczyk P, Pave ková A, St ouka P, Sed arík V. Degradation behaviour of PLA-based po yesterurethanes under abiotic and biotic environments. Po ym DegradStabi 2016;129:222–30.
[39] Wang J, Huang H, Huang X. Mo ecu ar weight and the Mark‐Houwink re ation foru tra‐high mo ecu ar weight charged po yacry amide determined using automaticbatch mode mu ti‐ang e ight scattering. J App Po ym Sci 2016;133(31).
[40] Morris E, Cut er A, Ross-Murphy S, Rees D, Price J. Concentration and shear rate dependence of viscosity in random coi po ysaccharide so utions. Carbohydr Po ym1981;1(1):5–21.
[41] Franck A. Understanding rheo ogy of thermop astic po ymers. TA Instruments2004;118:1–8.
[42] Cooper‐White JJ, Mackay ME. Rheo ogica properties of po y ( actides). Efect ofmo ecu ar weight and temperature on the viscoe asticity of po y ( ‐ actic acid). JPo ym Sci B Po ym Phys 1999;37(15):1803–14.
[43] Hassan E, Wei Y, Jiao H, Muhuo Y. Dynamic mechanica properties and therma stabi ity of po y ( actic acid) and po y (buty ene succinate) b ends composites. JFiber Bioeng Inf 2013;6(1):85–94.
[44] Le P uart L, Duchet J, Sautereau H, Ha ey P, Gerard J-F. Rheo ogica properties oforganoc ay suspensions in epoxy network precursors. App C ay Sci2004;25(3–4):207–19.
489