comparación de la resistencia a la flexión biaxial de la ...€¦ · bulk fill y bulk fill flow...
TRANSCRIPT

UNIVERSIDAD CENTRAL DEL ECUADOR
FACULTAD DE ODONTOLOGÍA
CARRERA DE ODONTOLOGÍA
“Comparación de la resistencia a la flexión biaxial de la resina
bulk fill y bulk fill flow antes y después de ser sometidas a
termociclado”
Trabajo de titulación presentado como requisito previo a la obtención del Título
de Odontóloga.
Autor: Zúñiga Godoy Tania Daniela
Tutor: MsC. DDS. David Gonzalo Montero López
Cotutor: PhD. MsC. DDS. Estevam Bonfante
Quito, Mayo 2018

ii
DERECHO DE AUTOR
Yo, Tania Daniela Zúñiga Godoy; en calidad de autor del trabajo de
investigación: “Comparación de la resistencia a la flexión biaxial de la resina
bulk fill y bulk fill flow antes y después de ser sometidas a termociclado”,
por la presente autorizó a la Universidad Central del Ecuador, hacer uso de todos
los contenidos que me pertenecen o parte de los contenidos de esta obra con
fines estrictamente académicos o de investigación.
Los derechos que como autor me corresponden, con excepción de la
autorización, seguirán vigentes a mi favor, de conformidad establecido con los
artículos 5, 6, 8, 19 y además pertinentes de la Ley de Prioridad Intelectual y
Reglamento.
También, autorizo a la Universidad Central del Ecuador realizar la digitación y
publicación de este trabajo de investigación en el repositorio virtual, de
conformidad a lo dispuesto en el Art. 144 de la Ley Orgánica de Educación
Superior.
Firma:
------------------------
Tania Daniela Zúñiga Godoy
CC. N° 171848570-7

iii
APROBACIÓN DEL TUTOR DEL TRABAJO DE TITULACIÓN
Yo, Dr. David Gonzalo Montero López G, en mi calidad de tutor del trabajo de
titulación, modalidad Proyecto de investigación, elaborado por la Srta. TANIA
DANIELA ZÚÑIGA GODOY: cuyo título es: “Comparación de la resistencia a
la flexión biaxial de la resina bulk fill y bulk fill flow antes y después de ser
sometidas a termociclado” , previo a la obtención del Título de Odontóloga:
considero que el mismo reúne los requisitos y méritos necesarios en el campo
metodológico y epistemológico, ha superado el control de anti plagio, para ser
sometido a la evaluación por parte del tribunal examinador que se designe por lo
que APRUEBO, a fin de que el trabajo sea habilitado para continuar con el
proceso de titulación determinado por la Universidad Central del Ecuador.
En la ciudad de Quito a los 18 días del mes de Julio del 2017
-------------------------------------------
Dr. David Gonzalo Montero López
DOCENTE - TUTOR
C.C. 170989106-1

iv
ACEPTACIÓN DEL TUTOR

v
APROBACIÓN DE LA PRESENTACIÓN ORAL/TRIBUNAL
El Tribunal constituido por: Dra. Ana Armas, Dr. Juan Pablo del Valle.
Luego de receptar la presentación del trabajo de titulación previo a la obtención
del Título (o grado académico) de Odontóloga presentado por la señorita Tania
Daniela Zúñiga Godoy.
Con el título:
“Comparación de la resistencia a la flexión biaxial de la resina bulk fill y
bulk fill flow antes y después de ser sometidas a termociclado.”
Emite el siguiente veredicto: ………………………………………..
Fecha:
Para constancia de lo actuado firman:
Nombre y Apellido Calificación Firma
Presidenta Dra. Ana Armas ……………… ………………..
Vocal 1 Dr. Juan Pablo del Valle ……………... …………………

vi
DEDICATORIA
A mis padres Estuardo - Mariela por su amor, trabajo y sacrifico en todos estos
años, por ser el pilar fundamental para mi formación profesional y sobre todo
personal.
por sus consejos y su
paciencia.
A mis hermanos Francisco, Jemima y Fernanda por brindarme su amor,
compañía y consejos.
A mi sobrina Danna quien a su corta edad me ha demostrado que luchar en los
momentos difíciles es importante, además de su constancia, me llevaron a un
ejemplo de perseverancia para cumplir cada meta que me proponga y vencer
cada uno de los obstáculos que se presenten en la vida cotidiana.
Daniela Z G.

vii
AGRADECIMIENTO
A:
Agradezco primero a Dios, por iluminar cada paso de mi camino y por fortalecer
cada decisión difícil que he tomado en todo mi trayecto de vida.
Quiero expresar mi enorme gratitud y reconocimiento a mis Padres y hermanos
por su esfuerzo diario, quienes a lo largo de mi vida me han brindado su apoyo,
comprensión, y el tiempo necesario para poder culminar mi carrera. Mi padre y
madre que me han inspirado dándome ánimos siempre, parar verme surgir
como profesional.
A mis Hermanos que me han acompañado toda mi vida y he compartido gratos
momentos.
A la Facultad de Odontología de la Universidad Central del Ecuador, por
haberme formado como profesional.
A mis profesores, y futuros colegas quienes impartieron conocimientos.
A mi tutor Dr. David Montero, por haberme brindado generosamente su tiempo,
paciencia, conocimiento, y su sincera amistad a lo largo de esta investigación.
A mi Cotutor Dr. Estevam Bonfante y Ernesto por la paciencia y accesibilidad a
este trabajo, mis respetos y admiración.
A mis amigos Loli, Caro, Vicky, Dani, Vero, José, Martin, Efra quienes me gusta
recordar, de una manera grata, porque me han motivado a seguir mis sueños a
pesar de las dificultades, y se han convertido en parte de mi familia, me han
enseñado lo que significa vivir, el amor, la unión, el respeto, la bondad y
hermandad son palabras que claramente definen a cada uno de ellos y estoy
agradecida a quienes he ganado en todos estos años.

viii
ÍNDICE DE CONTENIDO
DERECHO DE AUTOR .................................................................................... ii
APROBACIÓN DEL TUTOR DEL TRABAJO DE TITULACIÓN ......................... iii
ACEPTACIÓN DEL TUTOR ............................................................................... iv
APROBACIÓN DE LA PRESENTACIÓN ORAL/TRIBUNAL............................... v
DEDICATORIA ................................................................................................... vi
AGRADECIMIENTO .......................................................................................... vii
ÍNDICE DE CONTENIDO ................................................................................. viii
ÍNDICE DE TABLAS ......................................................................................... xii
ÍNDICE DE GRÁFICOS ................................................................................... xiii
ÍNDICE DE FIGURAS ...................................................................................... xiv
ÍNDICE DE ANEXOS ........................................................................................ xv
RESUMEN .................................................................................................... xvi
ABSTRACT ................................................................................................... xvii
INTRODUCCIÓN ............................................................................................... 1
CAPÍTULO I ...................................................................................................... 2
1.1 Planteamiento del problema .......................................................... 2
1.2 Objetivos ....................................................................................... 3
1.2.1 Objetivo General ........................................................................... 3
1.2.2 Objetivos Específicos .................................................................... 3
1.3 Justificación ................................................................................... 4
1.4 Hipótesis ....................................................................................... 5
1.4.1 Hipótesis de investigación [H1]: .................................................... 5
1.4.2 Hipótesis Nula [H0]:....................................................................... 5
CAPÍTULO II ...................................................................................................... 6
2 MARCO TEÓRICO........................................................................ 6
2.1 Antecedentes ................................................................................ 6
2.2 Historia de las resinas ................................................................... 7
2.3 Resinas compuestas o composites ............................................... 8
2.3.1 Composición química de las resinas compuestas ......................... 9

ix
2.3.1.1 Matriz orgánica .............................................................................. 9
2.3.1.2 Matriz inorgánica ......................................................................... 10
2.3.1.3 Agente de unión .......................................................................... 11
2.3.1.4 Sistema iniciador – acelerador .................................................... 11
2.3.1.5 Inhibidores de polimerización ...................................................... 12
2.3.2 Clasificación de resinas compuestas .......................................... 12
2.3.2.1 Clasificación de resinas compuestas según el tamaño de partículas
.................................................................................................... 13
2.3.2.1.1 Macrorelleno ............................................................................... 13
2.3.2.1.2 Microrelleno ................................................................................. 13
2.3.2.1.3 Híbridas ....................................................................................... 14
2.3.2.1.3.1 Nanorelleno ................................................................................. 14
2.3.2.1.3.2 Microhíbridas ............................................................................... 14
2.3.2.1.3.3 Nanohíbridas ............................................................................... 15
2.3.3 Resina bulk fill 3M ....................................................................... 15
2.3.3.1 Características ............................................................................ 15
2.3.3.2 Composición ............................................................................... 16
2.3.3.3 Indicaciones ................................................................................ 17
2.4 Propiedades físicas, mecánicas y térmicas de las resinas
compuestas ................................................................................. 18
2.4.1 Propiedades físicas ..................................................................... 18
2.4.1.1 Sorción acuosa (adsorción, absorción y expansión
higroscópica) ............................................................................... 18
2.4.1.2 Biocompatibilidad ........................................................................ 18
2.4.1.3 Estabilidad cromática .................................................................. 19
2.4.1.4 Radiopacidad .............................................................................. 19
2.4.2 Propiedades mecánicas .............................................................. 19
2.4.3 Dureza ......................................................................................... 19
2.4.3.1 Tensión ....................................................................................... 19
2.4.3.2 Módulo elástico ........................................................................... 19
2.4.3.3 Resistencia .................................................................................. 20
2.4.3.3.1 Resistencia a la fuerza de compresión........................................ 20
2.4.3.3.2 Resistencia al desgaste .............................................................. 21
2.4.3.3.3 Resistencia a la flexión biaxial .................................................... 21

x
2.4.3.3.3.1 Ensayo de flexión /prueba de resistencia biaxial ......................... 22
2.4.4 Propiedades térmicas .................................................................. 22
2.4.4.1 Polimerización ............................................................................. 22
2.4.4.1.1 Reacciones de polimerización ..................................................... 23
2.4.4.1.1.1 Contracción de la polimerización ................................................ 23
2.4.4.1.1.2 Post polimerización /conversión .................................................. 24
2.4.4.1.1.3 Factor “C” .................................................................................... 24
2.4.4.2 Métodos de fotopolimerización .................................................... 25
2.4.4.2.1 Tipos de lámparas para la fotopolimerización ............................. 26
2.4.4.2.2 Lámpara de diodo electroluminiscente o LED ............................. 26
2.4.4.2.2.1 Lámpara a usarse (Valo lámpara de fotocurado) ........................ 26
2.4.4.2.2.1.1 Características ............................................................................ 27
2.4.4.3 Termocicladora ........................................................................... 27
CAPÍTULO III ................................................................................................... 28
3 METODOLOGÍA DE LA INVESTIGACIÓN ................................. 28
3.1 Diseño de la investigación ........................................................... 28
3.2 Muestra de estudio ...................................................................... 28
3.3 CRITERIOS DE INCLUSIÓN Y EXCLUSIÓN ............................. 29
3.3.1 Criterios de inclusión: .................................................................. 29
3.3.2 Criterios de exclusión: ................................................................. 29
3.4 Operacionalización de variables ................................................. 30
3.4.1 Variables ..................................................................................... 30
3.4.2 Conceptualización de las variables ............................................. 31
3.5 Materiales y métodos .................................................................. 31
3.5.1 Técnicas para procesamiento y análisis de datos ....................... 31
3.5.2 Técnicas e instrumentos de investigación ................................... 31
3.5.2.1 Materiales .................................................................................... 31
3.5.2.2 Equipos ....................................................................................... 32
3.5.2.3 Confección de las muestras ........................................................ 32
3.6 Preparación de los cuerpos de prueba........................................ 33
3.6.1 Resistencia a la compresión de los cilindros o a la flexión biaxial (S)
.................................................................................................... 38
3.6.2 Análisis de resistencia flexión biaxial .......................................... 40

xi
3.6.3 Manejo de desechos ................................................................... 41
3.7 Aspectos bioéticos ...................................................................... 41
3.8 Recolección de datos .................................................................. 43
CAPÍTULO IV ................................................................................................... 47
4 RESULTADOS ............................................................................ 47
4.1 Análisis de resultados ................................................................. 47
4.2 Discusión ..................................................................................... 59
CAPÍTULO V .................................................................................................... 63
5 CONCLUSIONES Y RECOMENDACIONES .............................. 63
5.1 Conclusiones ............................................................................... 63
5.2 Recomendaciones....................................................................... 65
BIBLIOGRAFÍA ................................................................................................ 66
ANEXOS .................................................................................................... 71

xii
ÍNDICE DE TABLAS
Tabla 1 . Composición de resina filtek bulk fill y filtek bulk fill flow ................... 17
Tabla 2 . Conceptualización de las variables ................................................... 30
Tabla 3 . Definición fórmula .............................................................................. 39
Tabla 4 Cálculo media resina BFi (N)(MPa), y BFFi (N)(MPa). Cálculo media
resina BFe (N)(MPa), y BFFe (N)(MPa). ........................................... 44
Tabla 5: Prueba CHI cuadrado BFi .................................................................. 44
Tabla 6 Prueba de normalidad ......................................................................... 46
Tabla 7 Resultados de resistencia a flexión biaxial con su respectivo desvío
padrón. .............................................................................................. 47
Tabla 8 Resultados de resistencia característica y módulo de Weiibull de los
grupos de prueba .............................................................................. 48
Tabla 9: Descriptivos Prueba de Resistencia ................................................... 51
Tabla 10: ANOVA Prueba de resistencia ......................................................... 51
Tabla 11Comparación de Múltiples .................................................................. 52
Tabla 12 Subconjuntos Homogéneos .............................................................. 52
Tabla 13Estadísticas de grupo BFi-BFFi .......................................................... 53
Tabla 14Prueba de muestra independiente BFi-BFFi ..................................... 53
Tabla 15Prueba de muestra independiente BFi-BFFi ..................................... 53
Tabla 16Estadísticas de grupo BFi-BFe ........................................................... 54
Tabla 17Prueba de muestra independiente BFi-BFe ....................................... 54
Tabla 18Prueba de muestra independiente BFi-BFe ...................................... 54
Tabla 19: Estadísticas de grupo BFi-BFFe ....................................................... 55
Tabla 20Prueba de muestra independiente BFi-BFFe .................................... 55
Tabla 21: Prueba de muestra independiente BFi-BFFe .................................. 55
Tabla 22: Estadísticas de grupo BFFi-BFe ....................................................... 56
Tabla 23Prueba de muestra independiente BFFi-BFe .................................... 56
Tabla 24Prueba de muestra independiente BFFi-BFe .................................... 56
Tabla 25 Estadísticas de grupo BFFi-BFFe...................................................... 57
Tabla 26 Prueba de muestra independiente BFFi-BFe ................................... 57
Tabla 27 Prueba de muestra independiente BFFi-BFe .................................... 57
Tabla 28 Estadísticas de grupo BFe-BFFe ...................................................... 58
Tabla 29 Prueba de muestra independiente BFe-BFFe .................................. 58
Tabla 30 Prueba de muestra independiente BFe-BFFe .................................. 58

xiii
ÍNDICE DE GRÁFICOS
Gráfico 1. Distribución de falla de cada cuerpo de prueba, donde se visualiza el
grupo de las resinas envejecidas fallando con cargas menores
comparadas con el grupo de las resinas inmediatas. También se nota
que el grupo FBi tiene falla en cargas ligeramente inferiores
comparado con el grupo FBFi. ........................................................ 48
Gráfico 2. Resistencia característica y módulo de Weibull (módulo de Weibull vs
resistencia característica eta () de los grupos BFi (línea continua
negra) y BFe (línea entrecortada negra). BFFi (línea continua azul) y
BFFe (línea entrecortada azul). ....................................................... 49

xiv
ÍNDICE DE FIGURAS
Figura 1. Componentes fundamentales de las resinas compuestas. ............... 11
Figura 2. Clasificación de las resinas según el tamaño de partículas .............. 12
Figura 3. Resina compuesta filtek bulk fill 3M y resina compuesta filtek bulk fill
flow 3m .............................................................................................. 33
Figura 4. Preparación de los cuerpos de prueba .............................................. 34
Figura 5. Preparación de los cuerpos de prueba .............................................. 34
Figura 6. Preparación de los cuerpos de prueba .............................................. 35
Figura 7. Preparación de los cuerpos de prueba .............................................. 35
Figura 8. Preparación de los cuerpos de prueba .............................................. 35
Figura 9. Dispositivo de espesura calibrada (Dr. Estevam Bonfante) .............. 36
Figura 10. Dispositivo de espesura calibrada (Dr. Estevam Bonfante) y pulido con
lijas de agua de granulación 100, 120 y 200 ..................................... 36
Figura 11. Calibrador de espesura Mitutoyo .................................................... 36
Figura 12. Almacenamiento de los cuerpos de prueba por 24 horas ............... 37
Figura 13. Prueba de resistencia a la flexión biaxial grupo BFi, BFFi, BFe, BFFe.
.......................................................................................................... 37
Figura 14. Prueba de resistencia a la flexión biaxial grupo BFi, BFFi, BFe, BFFe
y recolección de muestras ................................................................. 38
Figura 15. Máquina de ensayos universales Kratos (USP- Bauru) .................. 39
Figura 16. Cuerpos de prueba después de la prueba de flexión biaxial. Máquina
de ensayos universales Kratos (USP- Bauru) ................................... 40

xv
ÍNDICE DE ANEXOS
Anexo A Solicitud de permisos y autorización de los laboratorios .................... 71
Anexo B Certificado de aceptación de tutoría y co-tutoría ............................... 72
Anexo C Certificado de similitud de tema ......................................................... 73
Anexo D Carta de idoneidad ética y experticia autor ........................................ 74
Anexo E Carta de idoneidad ética y experticia tutor ......................................... 75
Anexo F Declaración de conflictos de intereses ............................................... 76
Anexo G Declaratoria de confidencialidad ....................................................... 77
Anexo H Normas de bioseguridad Universidad Central del Ecuador. ............. 78
Anexo I Certificación de viabilidad ética ........................................................... 80
Anexo J Aceptación de co-tutoría ..................................................................... 81

xvi
TEMA: “Comparación de la resistencia a la flexión biaxial de la resina bulk fill y
bulk fill flow antes y después de ser sometidas a termociclado”
Autor: Tania Daniela Zúñiga Godoy
Tutor: Dr. David Montero
Cotutor: Dr. Estevam Bonfante
RESUMEN
Las resinas en la actualidad son uno de los materiales más utilizados en el área odontológica. Esta investigación se centró en la evaluación del material de mayor resistencia. Objetivo: Evaluar la resistencia a flexión biaxial de dos tipos de resina filtek bulk fill 3M antes y después de ser sometidas a un proceso de envejecimiento por termociclado. Metodología: Se realizó un estudio experimental, comparativo donde el universo fue de 120 cuerpos de prueba de 6,5 mm de diámetro y 0,5 mm de espesura. La muestra se dividió en cuatro grupos de 30 cuerpos cada uno: grupo BFi (filtek bulk fill inmediato, analizados después de 24 horas); grupo BFe (filtek bulk fill envejecido); grupo BFFi (filtek bulk fill flow inmediato, analizados después de 24 horas) y grupo BFFe (filtek bulk fill flow envejecido). Todos los grupos fueron fabricados mediante técnica directa y matriz desmontable de teflón. La espesura se padronizó con un calibrador digital y los excesos se removieron con láminas de bisturí número 15. El pulido se realizó mediante dispositivo de espesura calibrada y lijas de agua de granulación 100, 120 y 200. El envejecimiento se realizó por termociclado que comprendió 500 ciclos en agua a 37 grados centígrados. El análisis mecánico RFB se realizó con la máquina de testes universales (Kratos). Resultados: Los datos obtenidos se colocaron en una matriz de datos para su análisis estadístico de Weibull. Los datos permitieron demostrar la probabilidad de falla, demostrando que el envejecimiento disminuye significativamente la resistencia a la flexión biaxial de la resina BFF en comparación a los cuerpos de pruebas de grupo BF. Existe un impacto del termociclado en la resistencia característica y módulo de Weibull en ambos materiales, el mayor impacto se encontró en la resina BFF demostrando menor alteración y mayor confiabilidad después del envejecimiento para la resina BF convencional, además se halló que la resina envejecida falla con cargas menores comparadas con el grupo de las resina inmediata. Conclusión: Se recomienda el uso de materiales de matriz resinosa por sur mayor velocidad de mecanizado, optimizando tiempo de uso y productividad de los equipos de mecanizado, además es necesario promover futuras investigaciones modificando las capas de resina a más de 4mm con estos y con nuevos materiales restauradores bulk fill que se encuentren en el mercado y comprobar su resistencia de flexión biaxial.
PALABRAS CLAVES:
Resina compuesta, resina bulk fill, resina bulk fill flow, resistencia, flexión biaxial

xvii
COMPARISON OF RESISTANCE TO BIAXIAL FLEXION OF RESIN BULK
FILL AND BULK FILL FLOW BEFORE AND AFTER BEING SUBMITTED TO
THERMOCICLED
ABSTRACT
Objective: To evaluate the resistance to biaxial flexure of two types of filtek bulk
fill 3M resin before and after being subjected to an aging process by
thermocycling. Materials and methods: An experimental study was carried out
in vitro, where the universe was of 120 test bodies of 6.5 mm in diameter and 0.5
mm in thickness. The sample was divided into four groups randomly: BFi (n =
30): filtek bulk fill immediate, analyzed after 24 hours; BFe (n = 30): filtek bulk fill
aged; BFFi (n = 30): filtek bulk fill flow immediately, analyzed after 24 hours) and
BFFe (n = 30): filtek bulk fill flow aging. All the groups were manufactured by
direct technique and removable Teflon matrix. The polishing was carried out
using a calibrated thickness device and 100, 120 and 200 granulation water
sandpaper. Aging was carried out by thermocycling, which included 500 cycles
in water at 37 degrees Celsius. The RFB mechanical analysis was performed
with the universal test machine (Kratos). In the statistical analysis of Weibull, a
statistical study was added applying the Student T test, with a confidence level of
95%. Results: The data allowed to demonstrate the probability of failure, the
aging significantly decreases (p <0,05) the resistance to the biaxial flexion of the
resin BFF in comparison to the bodies of tests of group BF. There is an impact of
thermocycling on the characteristic resistance and modulus of Weibull in both
materials, the greatest impact was found in the BFF resin demonstrating less
alteration and greater reliability after aging for the conventional BF resin.
Conclusion: When comparing the groups subjected to immediate test, they show
that they have a characteristic resistance significantly higher than in the aging
group.
Keywords: Composite resin; resistance; biaxial flex

1
INTRODUCCIÓN
En los últimos años, el área de la odontología restauradora, ha tenido una fuerte
tendencia en la elaboración de resinas compuestas, que cumplan con las
expectativas del trabajo clínico, reduciendo tiempos de trabajo, teniendo la
posibilidad de colocarlas de una forma rápida, eficiente y en un solo incremento,
todo esto debido a la alta demanda, estética y funcional. (1) Sin embargo es
importante conocer si estos requerimientos cumplen con la eficacia, calidad y
estética necesaria de este material. (2)
Aunque se han observado altas tasas de supervivencia de las restauraciones
de resina compuesta, en comparación a la amalgama, especialmente en grandes
restauraciones,(3) todavía existe la necesidad del desarrollo continuo de este
material una vez que sufre la pérdida de propiedades mecánicas y función
estética al estar sometidos al medio bucal.
Los cambios físicos como contracción de polimerización, infiltraciones
marginales, sensibilidad postoperatoria, disminución a la resistencia,(2) pérdida
de color, brillo, y la aparición de fracturas,(4) ha denotado un fuerte estímulo para
algunos autores y así proponer nuevos avances en el descubrimiento de resinas
compuestas tales como filtek bulk fill 3M y filtek bulk fill flow 3M, siendo en la
actualidad una alternativa a la producción de restauraciones directas debido a
su facilidad y rapidez en el uso clínico.(5)
Sin embargo es importante analizar las propiedades de los materiales
mencionados mediante pruebas mecánicas entre ellas la resistencia a flexión
biaxial, para evaluar la capacidad de resistencia del material.(6)
Por lo tanto, el presente trabajo de investigación tiene como objetivo realizar un
estudio comparativo, entre dos tipos de resinas determinando la resistencia que
tienen la resinas antes y después de ser sometidas a cambios de temperatura,
teniendo la finalidad de aportar conocimientos innovadores en el área
odontológica, así como incentivar a la investigación. (6)
2
CAPÍTULO I
1.1 Planteamiento del problema
La gran demanda de restauraciones que cumplan con los requerimientos de
nuestros pacientes que acuden al ámbito clínico, es muy alto. Sin embargo, uno
de los principales problemas para el uso de resinas compuestas ha sido, la baja
resistencia a la fractura y las propiedades de estas una vez que están dentro del
medio bucal.(7)
Por lo tanto, en la actualidad es importante enfocarnos en materiales dentales
que ha modificado sus componentes evolucionando y mejorando sus
propiedades, físicas, mecánicas y estéticas.(8)
Se debe estar consciente que para obtener restauraciones exitosas a largo
plazo, no solamente depende del tipo de material que se utiliza, también depende
de la habilidad del profesional y el nivel de conocimiento que este tenga sobre el
material restaurador, para aprovechar al máximo sus características y
propiedades.(7)
En vista de la falta de estudios recientes sobre las propiedades mecánicas
enfocadas a la flexión biaxial, que permita conocer las ventajas y desventajas
que existen entre las resinas compuestas, se ha visto la necesidad de realizar
un estudio que nos brinde mediante procedimientos conceptuales y
experimentales, la obtención de valores de la resistencia a la flexión biaxial que
tienen las resinas filtek bulk fill 3M y filtek bulk fill flow 3M, comprobando de esta
manera sus propiedades al ser polimerizadas y adicionalmente un análisis antes
y después de ser sometidas a termociclado para su envejecimiento.

3
1.2 Objetivos
1.2.1 Objetivo General
a. Evaluar la resistencia a flexión biaxial de dos tipos de resina filtek bulk fill
3M.
1.2.2 Objetivos Específicos
a. Determinar la resistencia a flexión biaxial de la resina filtek bulk fill 3M
antes y después de ser sometida a envejecimiento por termociclado.
b. Determinar la resistencia a flexión biaxial de la resina filtek bulk fill flow 3M
antes y después de ser sometida a envejecimiento por termociclado.
c. Comparar los datos obtenidos de la resistencia a flexión biaxial de las
resinas filtek bulk fill 3M y filtek bulk fill flow 3M antes y después de ser
sometidas a envejecimiento por termociclado.

4
1.3 Justificación
En la búsqueda de disminuir el tiempo de trabajo clínico en el sillón odontológico,
así como de satisfacer al paciente con procedimientos restauradores más
conservadores,(9) se ha introducido en el mercado las resinas filtek bulk fill 3M,
con el objetivo principal de simplificar técnicas directas incrementales
convencionales, disminuyendo la posibilidad de fallas técnicas durante el
proceso restaurador, al tiempo que se disminuye el tiempo de trabajo clínico.
Las resinas filtek bulk fill 3M y su versión fluida filtek bulk fill flow 3M, ganando
espacio en la clínica diaria permitiendo polimerizar incrementos de hasta 4 o
5mm de espesura, sin embargo, por su reciente inclusión al mercado,
encontramos pocos trabajos analizando sus propiedades mecánicas.(5)
Por lo tanto este estudio propone evaluar la resistencia a la flexión biaxial de dos
tipos de resinas filtek bulk fill 3M, una convencional y una filtek bulk fill flow 3M,
comparando sus propiedades mecánicas y su estabilidad ante un proceso de
envejecimiento por termociclado.(5)

5
1.4 Hipótesis
1.4.1 Hipótesis de investigación [H1]:
a. Los cuerpos de prueba de resina filtek bulk fill 3M y filtek bulk fill flow 3M
de 5mm de espesura tienen diferencia en su resistencia a la flexión biaxial
con la resinas filtek bulk fill 3M y filtek bulk fill flow 3M después de ser
sometidas a la termocicladora de 500 ciclos de agua a 37 C con
exposición de 20 segundos por ciclo.
1.4.2 Hipótesis Nula [H0]:
b. Los cuerpos de prueba de resina filtek bulk fill 3M y filtek bulk fill flow 3M
de 5mm de espesura no tienen diferencia en su resistencia a la flexión
biaxial con la resinas filtek bulk fill 3M y filtek bulk fill flow 3M después de
ser sometidas a la termocicladora de 500 ciclos de agua a 37 C con
exposición de 20 segundos por ciclo.

6
CAPÍTULO II
2 MARCO TEÓRICO
2.1 Antecedentes
Durante los últimos años la odontología restauradora desarrollado materiales
dentales alternativos a la amalgama, debido a la alta demanda estética de los
pacientes.(10) Actualmente las resinas compuestas son el material de preferencia
debido que la amalgama, el material de elección anterior, presenta muchos
inconvenientes, tales como la posibilidad de reacciones tóxicas, así como fuerza
mecánica limitada, falta de adhesión a los dientes, y su estética deficiente.(11)
Debido a las propiedades físicas, químicas y mecánicas semejantes a las
estructuras dentales, las resinas compuestas juegan un rol importante en el
campo estético clínico,(12,13) ya que estas tienen la capacidad de devolver el
aspecto natural de los dientes, tomando en cuenta su color, textura, resistencia
y adaptación.(5)
La introducción en el campo clínico de las resinas compuestas desde 5 décadas
demuestra que es uno de los aportes más importantes en la odontología
estética.(6) En la actualidad el uso de resinas compuestas es común, por su
eficacia en los procedimientos clínicos conservadores, sin embargo a pesar de
tener las características y propiedades tales como estabilidad físico química,
facilidad en su manipulación así como el permitir un buen acabado y pulido,(5)
con el paso del tiempo se ha visto la necesidad de mejorar sus componentes
para así brindar una mayor satisfacción en el campo clínico y funcional. (5)
La demanda del uso de resinas compuestas que cumplan con las necesidades
de resistencia y elasticidad tanto en el sector anterior y posterior, son altas.
(14)Por eso, la selección del tipo de material con el que va a trabajar el odontólogo
debe ser evaluada con un criterio profesional, en el que se tenga información
adecuada de sus propiedades, métodos de polimerización, comportamiento al
estar sometida a presión, calor, así como de su desempeño el medio bucal.(15,16)

7
Con los antecedentes mencionados, el presente trabajo de investigación
pretende comprobar mediante pruebas de laboratorio el grado de resistencia
biaxial de dos resinas compuestas antes y después de ser sometidas a
termociclado. (16)
2.2 Historia de las resinas
A finales de los años 50, las resinas acrílicas dan un cambio en la historia de los
materiales dentales, ya que estas reemplazarían a los silicatos los cuales
producían irritación pulpar, así como un desgaste notorio al poco tiempo de
colocarlos en un medio bucal, de esta manera se presentaban
microfiltraciones.(6) Ventajosamente la incorporación de resinas acrílicas dan un
cambio notorio, mejorando el color, la facilidad de su manipulación, pero por el
contrario, presentaban una deficiente resistencia al desgaste teniendo así un
degradación prematura de las restauraciones, así como de la perdida de forma
proximal, anatomía de contactos,(17) una mayor contracción a la polimerización,
presentando problemas de adaptación y a futuro demostrando la desventaja que
presentaba el material.(6)
Con el fin de descubrir un material óptimo en todas sus condiciones Bowen
desarrolló en 1962 un tipo de resina compuesta. (6) Con la incorporación de un
bisfenol es su fase orgánica de Bisfenol Glicidil Metacrilato (Bis GMA) y un
agente de unión silano, al unir estos componentes a la fase inorgánica o
partículas de relleno (bario-cuarzo-bario), logro desarrollar una estructura
estable, y así resolver las dimensiones en cuanto a la contracción a la
polimerización. De esta manera Bowen realizó una investigación prototipo para
la evolución y conocimientos de las resinas compuestas.(18)
A partir de este gran descubrimiento se incorporarían nuevos avances en los
resinas mejorando su desempeño, motivando a investigadores a incorporar
conocimientos con nuevas investigaciones.(6)
Como menciona J. Cova,(18) los composites tuvieron la siguiente evolución:
1941 Sistema iniciador peróxido - amina.

8
1950 Resinas acrílicas.
1962 Monómero de Bowen.
1963 Primer compuesto de macrorelleno (cuarzo).
1970 Sistema iniciado por luz UV (uso odontológico.)
1974 Introducción de los microrellenos.
1977 Primer microrelleno para uso en dientes anteriores y primer compuesto
curado por luz visible.
1980 Primer híbrido.
1982 Compuesto para incrustaciones.
1983 Macrorellenos altamente cargados para uso odontológico
1984 Compuestos microrellenos radiopacos.
1996 Resinas compuestas fluidas.
1998 Resinas compuestas empacables.
2000 Resinas compuestas de nanorelleno.(18)
2.3 Resinas compuestas o composites
Las resinas compuestas o composites ocupan un lugar importante en la clínica
odontológica, ya que estas brindan satisfacción en la demanda requerida por los
pacientes.(15) Las resinas compuestas son básicamente una mezcla compleja
de una matriz orgánica (Bis-GMA), un relleno inorgánico (sílice, bario, etc.) con
un agente de unión (silano), este último generalmente permite una interacción
entre estas dos fases la orgánica e inorgánica para un mejor acoplamiento,
mejorando el comportamiento mecánico del material y sus propiedades.(19) Estos
materiales son químicamente distintos pero interactúan entre sí para permitir su
unión y formar un solo material, con excelentes características y propiedades
similares a la dentina.(20)

9
2.3.1 Composición química de las resinas compuestas
2.3.1.1 Matriz orgánica
La matriz orgánica también es conocida como fase orgánica o matriz resinosa
de los composites, la fase orgánica antes de su endurecimiento o polimerización
está formada por moléculas insaturadas de grupos vinilos (C=C), de diferentes
pesos moleculares: estos son llamados monómeros. (21) Finalmente cuando se
realiza el endurecimiento de esta, pasa a convertirse en un polímero de
estructura cruzada.(21)
Los monómeros tienen componentes orgánicos que pueden ser diacrilatos
aromáticos, como el Bis GMA (Bisfenol Glicidil Metacrilato) y el UDMA (Uretano
Dimetil Metacrilato), son los más comunes desde el punto de vista químico,
constituyen la parte activa de este material. (18-20) Además de estos componentes
la matriz resinosa posee monómeros diluyentes necesarios para disminuir la
viscosidad de la resina, como el TEGMA (Trietileno Glicol Dimetacrilato).(22)
Las variaciones en cuanto al tipo de monómero incorporado en su matriz
orgánica permiten modificar los materiales, en su contracción a la polimerización,
propiedades mecánicas y viscosidad.(22)
Las funciones esenciales de la matriz resinosa son:
a. Actuar como vehículo de relleno/aglutinante. (Figura 1)
b. Aportan el mecanismo de endurecimiento necesario, que en este caso es
una polimerización vinílica.
c. Permiten la unión de diferentes capas del material y otras estructuras,
como los tejidos dentarios (biocompatibilidad).(22)
10
2.3.1.2 Matriz inorgánica
La matriz inorgánica también conocida como fase de relleno, fase dispersa,
discontinua, o de refuerzo, esta fase determina las propiedades de las resinas
logrando mejorar sus propiedades físicas, mecánicas y aumentando su
dureza,(18-20) encargándose de brindar estabilidad dimensional a la inestable
matriz orgánica, frente la resistencia biaxial, flexural, compresiva, abrasiva, a la
tracción, disminuyendo así la contracción que pueda presentar en el medio
bucal.(23)
Las partículas inorgánicas más utilizadas en esta fase como cuarzo, sílice
coloidal, partículas de zirconio-sílice, vidrios, cerámicas que tiene materiales
pesados como bario, estroncio, etc.(20,23)
Existe gran variedad de partículas de relleno, que pueden variar mucho la
composición química, morfológica así como de sus dimensiones, estas últimas
se obtienen a través de diferentes procesos de elaboración (trituración,
pulverización, precipitación, etc.(19) Destacando así, que la mayoría las partículas
son las de dióxido de silicio, así como los boros silicatos y aluminosilicatos de
litio.(18,19)
Cabe recalcar que la incorporación de las partículas inorgánicas de los
diferentes tamaños tiene una fuerte influencia sobre las propiedades mecánicas,
lo que determina el rendimiento clínico de estos materiales, es decir, a mayor
incorporación de partículas de relleno a la matriz inorgánica, mejoran sus
propiedades, ya que produce una menor contracción de polimerización y una
menor filtración marginal.(6,24) Gracias a esta innovación, se ha incorporado
novedosos avances en la tecnología de relleno,(25) existiendo diferentes tipos de
partículas inorgánicas que se han introducido en los últimos años, como un
intento de acortar tiempo para realizar restauraciones, permitiendo incrementos
de hasta 4 a 5 mm (milímetros) de espesor para ser polimerizados en un solo
paso, logrando así disminuir el proceso de estratificación,(25) así como evitar la
contracción por polimerización, absorción de agua, permitiendo una menor
expansión térmica, y un mayor módulo de elasticidad.(26)

11
2.3.1.3 Agente de unión
Esta fase se conoce como interfacial (24) o de unión establecida por un agente de
acoplamiento llamados silanos, que son moléculas bipolares, los cuales tienen
una importante función de realizar un fuerte interacción entre las partículas
inorgánicas así como de matriz resinosa, permitiendo una transferencia de
tensiones entre estos componentes y estabilidad hidrolítica, de esta manera
evita la penetración de agua entre las dos fases, conocido como acoplamiento.(6,
19) (Figura 1).
Figura 1. Componentes fundamentales de las resinas compuestas. Fuente: Rodríguez 2007 Autor: Rodríguez 2007
2.3.1.4 Sistema iniciador – acelerador
Las resinas usan sustancias que desencadenan una reacción química, capaz de
romper la doble ligadura del monómero para finalmente convertirse en un
polímero y permitir así que actué ante una fuente de luz visible, estas sustancias
son llamados iniciadores.(19-27)
El proceso de polimerización de los monómeros en las resinas compuestas se
puede lograr de varias formas. En cualquiera de sus formas es necesaria la
acción de los radicales libres para iniciar la reacción.(6)
Existe dos sistemas importantes y principales para conseguir la polimerización
de resinas, los cuales son sistema de activación química , el primer sistema
utiliza un peróxido orgánico iniciador y una amina orgánica aceleradora y el
12
segundo sistema de activaciones es a través de luz visible, en donde se lo
expone a una luz muy intensa y esta luz es absorbida por una dicetona que al
tener la presencia de una amina orgánica, produce la polimerización que tiene
tiempos establecidos de 20 - 60 segundo.(19)
El fotoiniciador más utilizado, es la Camforquinona (CQ) que tiene su pico de
absorción en la longitud de onda de 420 a 470 nm de luz. De esta manera existe
una formación rápida de radicales libres que inician la polimerización.(23)
2.3.1.5 Inhibidores de polimerización
Los inhibidores de polimerización, son moléculas que se encuentran en la matriz
orgánica en pequeñas cantidades tales como el hidroxitoluenobutilado, estas
moléculas evitan que se produzca una polimerización esporádicamente al ser
expuestos a la luz ambiental (20).
Gracias a la intervención de los inhibidores de la polimerización, la reacción es
interrumpida permitiendo que solamente la luz azul sea la encargada de iniciar
en su totalidad el proceso de fotopolimerización de las resinas.(6)
2.3.2 Clasificación de resinas compuestas
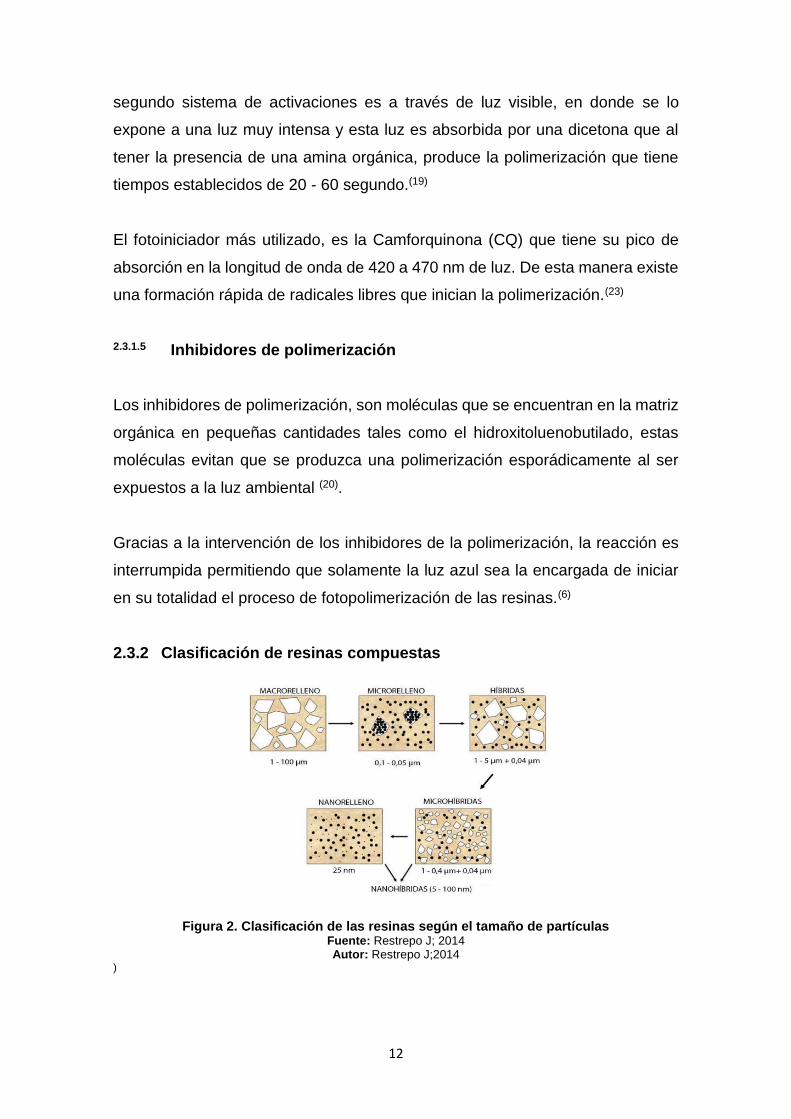
Figura 2. Clasificación de las resinas según el tamaño de partículas Fuente: Restrepo J; 2014 Autor: Restrepo J;2014
)

13
Para tener una mayor facilidad en la descripción de las resinas tenemos,
tenemos la principal clasificación según el tamaño de sus partículas y la
distribución por el tamaño.(20-21)
2.3.2.1 Clasificación de resinas compuestas según el tamaño de partículas
2.3.2.1.1 Macrorelleno
Las macropartículas fueron los primeros componentes de las resinas, creadas
en la década de los setenta, estas partículas tenían un grosor de 8-12 µm
(micrómetros)(Figura 2),(19) ocupando un 60 a 70% de la composición total de las
resinas, demostrando de esta manera que las propiedades eran insatisfactorias
creando una superficie rugosa, menor brillo con tendencia a pigmentaciones y
deficientes en su acabado, por esta razón este tipo de resinas con
macropartículas ha ido en desuso.(20-23)
Es importante mencionar que según un seguimiento clínico se demostró que el
desgaste de este tipo matriz orgánica, aumenta debido a la fricción del cepillado,
tornando las superficies más rugosas, favoreciendo de esta manera la retención
de pigmentos y generando una alternación de color en la restauración.(20)
2.3.2.1.2 Microrelleno
Este tipo de resinas se desarrollaron con la finalidad de facilitar el pulido y
terminado de las restauraciones.(18)
Las micropartículas de las resinas tienen un grosor 0,004 µm (micrómetros)
haciendo que la sílice coloidal las agrupe más, conforme a la composición de los
aglomerados y estos formen estructuras de 0,04 y 0,4 µm (micrómetros)con
reducción del tamaño de carga, dando a la restauración superficies
extremadamente lisas insuficientes para casos donde se necesita resistencia.(20-
23)

14
Debido a estas características mecánicas y físicas deficientes, además de
presentar gran cantidad de absorción de agua, coeficiente alto de expansión
térmica y módulo de elasticidad baja, clínicamente este tipo de resinas no son
indicados para usar se en la sección posterior, aunque estas pueden ser una
buena elección para el sector anterior, por presentar gran grado de brillo y pulido
dando un terminado final satisfactorio para quienes buscan buena estética.(28,29)
2.3.2.1.3 Híbridas
Las resinas híbridas son aquellas como su nombre lo indica, tienen
combinaciones de dimensiones de macropartícula que va desde 0.6 a 1 µm y
de micropartículas de 0.04 µm (6, 28) Una característica importante de este tipo
de resinas es que en su fase inorgánica contienen partículas de vidrios los
cuales son de distinto compuestos y dimensiones, comprende el 60% del total
de su contenido. (28)
Un aspecto importante característico de estas resinas, es la contracción mínima
de polimerización, al igual que la absorción mínima de agua, su excelente
propiedad de pulido, y finalmente su coeficiente de expansión térmica al tener
semejantes propiedades con la estructura dental.(29)
2.3.2.1.3.1 Nanorelleno
Este tipo de resinas son usadas en la sector anterior así como en la sector
posterior, las dimensiones de las partículas que componen este tipo de resinas
van de 20 a 75 nm,(19) dando mayor translucidez y pulido gracias al empleo de
la nanotecnología; parecido a las resinas de microrrelleno, dándoles ventaja a
sus atributos físicos, así como la resistencia al desgaste.(29)
2.3.2.1.3.2 Microhíbridas
Este tipo de resinas presentan un tamaño de partículas entre 0,04 y 0.1µm
(micrómetros).(18) Una de las características de estas resinas es que sus
partículas irregulares provocan una concentración de tensiones en las zonas

15
más angulosas, mientras que las partículas esféricas distribuyen más
uniformemente las tensiones entre el relleno y su matriz.(20)
2.3.2.1.3.3 Nanohíbridas
Las resinas compuestas híbridas que poseen nanopartículas reciben el nombre
de resinas nano-hibridas.(13)
Las resinas nanohíbridas tienen partículas inorgánicas de dimensiones entre 5-
100 nm (nanómetros),(13,20,23) se da básicamente por un proceso innovador que
consiste en la síntesis de nanopartículas mediante un proceso químico llamado
sol-gel, se las trata con silano para que se agrupen antes de la polimerización y
cumplan todas las propiedades físicas y químicas.(23-30)
El uso de este tipo de resinas ofrecen alta translucidez, pulido, similar a las
resinas de microrelleno pero manteniendo propiedades físicas y resistencia al
desgaste equivalente a las resinas híbridas; por estas razones, tienen
aplicaciones tanto en el sector anterior como en el posterior .(19)
2.3.3 Resina bulk fill 3M
2.3.3.1 Características
a. Filtek bulk fill 3M, es una resina que es comercializada por la casa
comercial 3M ESPE, es una resina de relleno nos ofrece una favorable
resistencia y un bajo desgaste, así como una mayor durabilidad, una de
las características relevantes de este tipo de resinas es su
fotopolimerización en un intervalo de longitud de onda de 400 – 500 nm
(nanómetros) y puede aplicarse en capas de hasta 5mm (milímetros) de
espesor. (5)
b. Filtek bulk fill flow 3M, es una resina que es comercializada por la casa
comercial 3M ESPE, hoy en día, estas resinas han introducido
características mecánicas y químicas con mejoras. Estas resinas
contienen compuestos de baja viscosidad con reducción del porcentaje

16
de partículas de carga inorgánica (44-55% en volumen) y una mayor
cantidad de componentes resinosos (matriz resinosa). (31)
2.3.3.2 Composición
a. Filtek bulk fill 3M, es una resina conformada en su fase orgánica por dos
monómeros de metacrilato, que combinados, disminuyen el estrés por
polimerización; uno de los monómeros, es un metacrilato de alto peso
molecular (AUDMA), (27) este ayuda a moderar la contracción volumétrica,
así como la rigidez de la matriz polimérica, factores que contribuyen al
desarrollo del estrés de polimerización. (5)
El segundo metacrilato llamado monómero por adición/fragmentación (AFM),
que tiene la función de reaccionar para producir polímeros, como con cualquier
metacrilato, incluyendo la formación de enlaces cruzados entre cadenas
adyacentes de polímeros. (5)
Este tipo de monómeros de adición/fragmentación contienen un tercer reactivo
que se desintegra a través de un proceso de fragmentación durante la
polimerización llamado DDDMA, el cual todo este proceso da lugar a un
mecanismo para la relajación de la cadena en desarrollo y la subsecuente
disminución del estrés. (10)
En su fase inorgánica está compuesto por una combinación de partículas de
sílice de 20 nm (nanómetros), partículas de zirconio de 4 a 11 nm (nanómetros),
y partículas de trifluoruro de iterbio para aumentar su radiopacidad al material,
resistencia al desgaste y fuerza física; la carga de relleno inorgánico es
aproximadamente del 76,5% por peso (58,4% por volumen)(Tabla 1). (5)
b. Filtek bulk fill flow 3M es una resina que está conformada en su fase
orgánica de un Bis GMA (Bisfenol Glicidil Metacrilato), TEGMA (Tri Etileno
Glicol dimetacrilato) y un monómero hidrofóbico Procylat que modifica la
tecnología del material, promoviendo características únicas de manejo,
permitiendo que este tipo de material fluya bajo presión, y se mantenga

17
en la forma que queremos hasta que sea fotopolimerizada por luz
halógena. (5) La carga de relleno inorgánico es de aproximadamente de
68% por peso (47% por volumen). (5) El tamaño y rango de partícula es de
0.01 a 6.0 micrones y el tamaño promedio de la partícula de relleno es de
aproximadamente 1.5 micrones (Tabla1). (32)
Tabla 1 . Composición de resina filtek bulk fill y filtek bulk fill flow
Resina
Fabricante
Grosor de incremento
Matriz orgánica
Matriz inorgánica
% de relleno inorgánico (por volumen/peso)
Filtek bulk fill
3M
5mm
AUDMA
AFM
sílice/zirconio/ partículas de
trifluoruro de iterbio
76,5% /58,4%
Filtek bulk fill
flow
3M
4mm
BisGMA, UDMA,
BisEMA, Procylat
Combinación de
trifloruro de iterbio/zirconia/
sílice
42.5%/64.5%
Fuente: 3M Elaboración: Tania Daniela Zúñiga G.
2.3.3.3 Indicaciones
Filtek bulk fill 3M este tipo de resina está indicada para:
a. Restauraciones directas en sector anterior y posterior
b. Revestimiento cavitario bajo restauraciones directas.
c. Reconstrucciones de muñones.
d. Restauraciones indirectas incrustaciones inlay, onlay y carillas.
e. Restauraciones de dentición decidua.
f. Sellado extendido de fisuras en molares y premolares
g. Reparación de defectos en restauraciones de porcelana, esmalte y
temporales.(5)

18
Filtek bulk fill flow 3M este tipo de resina está indicada para:
a. Restauración de lesiones cariosas y preparaciones mínimamente
invasivas
b. Clase I, III, IV y clase V superficial
c. Preparaciones de túnel
d. Base/revestimiento bajo restauraciones posteriores
e. Reparación de defectos pequeños en restauraciones estéticas indirectas
f. Resina - cerámica
g. Bloqueador de irregularidades zonas retentivas
h. Sellador de fosas y fisuras
i. Reparación de materiales temporales. (5)
2.4 Propiedades físicas, mecánicas y térmicas de las resinas compuestas
2.4.1 Propiedades físicas
2.4.1.1 Sorción acuosa (adsorción, absorción y expansión higroscópica)
Esta propiedad se refiere la cantidad de agua adsorbida por la superficie y
absorbida por la masa de una resina a través de la difusión en un tiempo
determinado y a la expansión relacionada a esa sorción; la incorporación de
agua en la resina puede causar solubilidad de la matriz afectando negativamente
las propiedades de la resina fenómeno conocido como degradación hidrolítica a
su vez puede compensar la contracción de la polimerización, produciéndose una
expansión higroscópica de “0,09” a “0,72%”, esto afecta negativamente a las
propiedades físico mecánicas de la resina. (23,33)
2.4.1.2 Biocompatibilidad
La biocompatilidad depende de la respuesta del tejido dentario al estar expuesto
a un material externo, al grado de adaptación y aceptación que tenga. (34)

19
2.4.1.3 Estabilidad cromática
Las resinas compuestas al estar sometidas a diversos factores en el medio bucal
sufren alteraciones del color, debido a manchas superficiales (relacionadas con
la penetración de colorantes), o por procesos decolorantes internos. (35)
2.4.1.4 Radiopacidad
Las resinas en general incorporan elementos radiopacos como zirconio,
estroncio, bario, zinc, iterbio, etc., los cuales permiten interpretar e identificar con
mayor facilidad radiográficamente parte de la restauración y el diente. (35)
2.4.2 Propiedades mecánicas
2.4.3 Dureza
La dureza es una propiedad extrínseca, considerada como la medida a la
resistencia que el material opone a su penetración, es un indicador del grado de
polimerización que tiene la resina y se requiere de aparatos denominados
durómetros para su estudio. (23,36)
2.4.3.1 Tensión
La tensión es la fuerza por unidad de área, la cual actúa sobre átomos o
moléculas de un material, las tensiones por arriba al provocan una deformación
permanente o fractura de la misma. (37) Cuando una fuerza externa actúa sobre
un sólido, se produce una reacción contraria a esta fuerza de igual magnitud,
pero en dirección opuesta. (37)
2.4.3.2 Módulo elástico
El módulo elástico o también conocido como rigidez es una propiedad de las
resinas compuestas que se basa en la cantidad de relleno existente y aumenta
exponencialmente con la fracción volumétrica del mismo, esto describe la

20
inflexibilidad o rigidez relativa de un material, (37) se refiere básicamente a que
un material con módulo de elasticidad elevado es mucho más rígido y un material
con módulo de elasticidad baja serán mucho más flexible.(6)
De esta manera, las resinas compuestas al ser más rígidas, soportan mejor las
fuerzas de mordida intensas; mientras que para zonas donde predominan
fuerzas de deflexión, como en la zona cervical del diente funciona mejor una
resina compuesta menos rígida. (38)
2.4.3.3 Resistencia
La resistencia es una propiedad que se considera como el nivel medio de tensión
en la que un material muestra una cantidad determinada de deformación que
tiene como resultado la fractura, esta depende de varios factores como; tasa de
deformación, forma de la muestra, acabado de la superficie, medio en el que se
prueba el material, sin embargo, la resistencia clínica de los materiales frágiles
como la resina dependen de las imperfecciones o algún fallo donde se concentre
la tensión. (37)
2.4.3.3.1 Resistencia a la fuerza de compresión
La resistencia a la fuerza de compresión es una propiedad que determina la
capacidad máxima que puede soportar un material bajo una carga de
aplastamiento y que acorta la longitud del cuerpo, la resistencia a la compresión
de un material indica la fuerza necesaria para lograr la ruptura o fractura de un
material, el valor de la fuerza necesaria para fracturar el cuerpo, es definida como
carga máxima de ruptura compresiva en las resinas compuestas. (30-37)
La resistencia a la compresión que tienen ciertos materiales, tiene una gran
importancia en el proceso de la masticación, ya que estas van a estas sometidas
constantemente a fuerzas de tipo compresivo durante este mismo proceso, que
por causa de su naturaleza dinámica resulta difícil medir a la tensión oclusal. (37)
La fuerza oclusal tiene un valor promedio de 77 kg, 170 libras las cuales varían
independientemente de la persona, y la fuerza que esta ejerza sea el sector

21
anterior, posterior o por el sexo. (37) En la zona de molares tiene una fuerza de
41 a 91 kg, en premolares la fuerza es 23 kg, caninos 30 a 75 kg e incisivos 9 a
25 kg. (37)
La estructuras dentarias tales como la dentina tiene similar resistencia a la
compresión de 297 MPa y el esmalte 384 MPa. (37) Sin embargo, las
propiedades del esmalte varían algo con la posición sobre el diente. (37) Y por lo
tanto se conoce que el máximo esfuerzo compresivo que resiste una resina
compuesta antes de su fractura varía entre 235 - 260 Mpa para los compuestos
convencionales así como de microrellenos y 360 a 400 MPa para los híbridos.
(30)
2.4.3.3.2 Resistencia al desgaste
La resistencia al desgaste es la propiedad en la que se determina la capacidad
que poseen las resinas compuestas de oponerse a la pérdida superficial, como
consecuencia del roce con las estructuras dentales, a la exposición de elementos
tales como cerdas de cepillos y dentales, etc. (39)
2.4.3.3.3 Resistencia a la flexión biaxial
La resistencia a la flexión biaxial es la capacidad de soportar la carga máxima o
estrés de un material al estar sometidas a fuerzas oblicuas que puede soportar
antes de romperse o fracturarse, (24,40) tomando en cuenta de manera directa que
las propiedades mecánicas de las resinas compuestas están relacionadas con
el contenido de relleno, el tamaño de partículas, y la matriz. (40,41)
En este tipo de resistencia se presencia deformaciones evidentes al descenso
vertical “deformación por compresión” y el alargamiento de las dimensiones de
manera horizontal “deformación por tracción”; por lo tanto, las resistencias que
actúan sobre las superficies son traccionales y compresivas. (41)

22
2.4.3.3.3.1 Ensayo de flexión /prueba de resistencia biaxial
Este tipo de prueba tiene el objetivo de medir la resistencia a las fuerzas que
existen en toda la estructura que es sometida a flexión biaxial. (4)
Para el análisis mecánico se realiza una prueba de resistencia a la flexión biaxial
(RFB), donde se emplea un dispositivo especialmente hecho de una placa plana
que tiene un pistón central (8 mm de diámetro y circunferencial de soporte 1 mm)
y 5 mm de profundidad. (42) Una varilla de metal que tiene un hemi-esfera de
diámetro 0,5 mm en su extremo inferior que consiste de una parte móvil que se
mueve verticalmente hacia el centro del dispositivo controlado por una máquina
de prueba universal (Kratos). Los cuerpos de prueba se coloca en el dispositivo
en la parte plana de la hemi-esfera, de manera que la máquina de ensayo con
una velocidad de cruceta de 0,5 mm / min pueda descender hasta producir fatiga
en el material y finalmente una fractura de los cuerpos de estudio. (42)
2.4.4 Propiedades térmicas
2.4.4.1 Polimerización
La polimerización es un proceso en cadena que tiene una etapa de iniciación en
la que actúa un iniciador, una etapa de propagación donde se unen entre sí las
moléculas o monómeros y una etapa de finalización que es muy lenta,
obteniendo así una estructura en forma de malla o de cadenas cruzadas. (13-18)
El proceso de polimerización de una resina compuesta puede generarse de
cuatro formas :(43)
a. Luz visible (Camforquinona)
b. Luz UV
c. Calor
d. Química (autopolimerización) (43)

23
Para una buena estructura tridimensional, producto de las reacciones químicas
de polimerización, las resinas compuestas deben estar compuestas por cuatro
elementos esenciales:
1. Su fase orgánica en la que está formada por monómeros reinosos, que
son básicamente la estructura, son constituidos principalmente por dos
tipos de moléculas: una pequeña la cual tiene un grupo aminado, y una
molécula grande BIS GMA. (13)
2. La fase inorgánica, partículas o rellenos cuyo contenido conforma la
estructura tridimensional.
3. Los iniciadores físicos (luz o químicos, o ambos) que desencadenan la
reacción química.
4. Los componentes secundarios que incluyen los aceleradores (moléculas
aminadas) y colorantes. (18)
2.4.4.1.1 Reacciones de polimerización
Las reacciones de polimerización se dan debido a que la luz de la lámpara de
fotocurado aporta energía luminosa inicial excitando las moléculas fotosensibles
de las resinas compuestas, desencadenando la polimerización. (13) Desde el
momento en que la luz excita al fotoiniciador, todo depende de transferencia de
energía de molécula a molécula, donde la luz de la lámpara ya no desempeña
ningún papel. (13)
2.4.4.1.1.1 Contracción de la polimerización
Uno de los mayores inconvenientes de las resinas compuestas son la
contracción de la polimerización que estas sufren; en donde las moléculas de la
matriz resinosa (monómeros) se encuentran separadas antes de polimerizar por
una distancia promedio de 4nm (nanómetros), al polimerizar y establecer uniones
covalentes entre sí, esta distancia se reduce a 1.5nm (nanómetros). (6)

24
La contracción de las resinas compuestas ocurre en tres fases:(44)
1. Fase pre-gel: La matriz de resina está en un estado plástico viscoso,
la resina es capaz de fluir. Esto no tiene nada que ver con las resinas
fluidas, las moléculas se pueden deslizar y adquirir nuevas formas y
orientación. (44,45)
2. Fase punto – gel: En el punto gel el material adquiere un alto módulo
de elasticidad, pierde la capacidad de escurrimiento. La fluidez del
material no puede mantenerse por la contracción del mismo. El
material entra en la fase post-gel. (44,45)
3. Fase post-gel: el material está en un estado de elasticidad rígido, sin
embargo, el material continúa contrayéndose. Cuando la contracción
es limitada (por los adhesivos), en esta fase ocurre el estrés traccional.
(44) Cuando las resinas no son adheridas a ninguna superficie que la
rodee, la contracción y los vectores de contracción (dirección de la
contracción) no serán afectados por ningún agente de unión. De esta
manera, la resina compuesta se contraerá o encogerá hacia el centro
de la masa. (46)
2.4.4.1.1.2 Post polimerización /conversión
El grado de conversión indica el grado de polimerización de las resinas,
determinando que a un mayor grado de conversión implica una polimerización
más completa, como resultado se consiguen unas mejores propiedades
mecánicas de la resina. (47) La relación entre el grado de conversión y la
contracción de polimerización está claramente establecida, de tal manera que
cuanto mayor sea el primero mayor será la segunda .(47)
2.4.4.1.1.3 Factor “C”
El factor (Factor "C") se define como: superficie con adhesión sobre superficie
sin adhesión, es decir, número de superficies adheridas sobre el número de
superficies libres, el resultado del factor de configuración sería: C = 5 (paredes
del cubo unidas con adhesivo) / 1 (superficie libre del cubo o de resina sin

25
adhesivo) = 5. (23) Solamente presenta una superficie libre disponible para
compensar la contracción de polimerización. Así, esta configuración puede
resultar en un estrés extremadamente alto sobre las interfases adhesivas. (23)
El diseño de la cavidad a tratar determina la habilidad del material restaurativo
para contraerse libremente. (23) La superficie libre (superficie sin adhesivo) de la
cavidad, muestra que el material fluye más en la fase pre-gel y menor será el
estrés durante y después de la contracción post-gel. (23)
2.4.4.2 Métodos de fotopolimerización
Para facilitar el uso de la fotoactivación para la polimerización de resinas, fueron
lanzados al mercado aparatos de luz halógena, los cuales permiten alternar la
intensidad de la fuente de luz, y permitiendo diferentes técnicas de
fotoactivación, entre las cuales tenemos; (43)
1. Stepped (por pasos): En esta técnica se aplica un bajo valor inicial
de intensidad de luz, por un período determinado, e inmediatamente
después, un alto valor de intensidad de luz es utilizado por un período
más de tiempo específico. (43)
2. Ramped (rampa): En esta técnica la fotoactivación se inicia con un
bajo valor de intensidad de luz, y gradualmente va aumentando por un
período definido hasta llegar en un alto valor final, el cual permanece
por el tiempo restante de la exposición. (43)
3. Pulsed (pulso): Esta técnica utiliza un bajo nivel inicial de intensidad
de luz por un período específico para permitir la polimerización de la
superficie por 3 a 5 minutos, mientras el proceso de polimerización
interna es dejado ocurrir lentamente. (42) Durante este tiempo, se
preconiza realizar el acabamiento y pulido, para entonces partir a la
segunda exposición con un alto nivel de intensidad de luz. (42)
La polimerización gradual de activación por pulso ha sido uno de los
métodos más utilizados, y cuando comparado a la técnica
convencional, demostró menor estrés de contracción de
polimerización y mejor adaptación marginal. (29)
26
Tomando siempre en existen factores que pueden modificar la polimerización de
resinas tales como (43)
a. Espesor del material
b. Tiempo de exposición
c. Tipo de relleno
d. Efectividad de transmisión de luz.
e. Temperatura
2.4.4.2.1 Tipos de lámparas para la fotopolimerización
De los cuatro sistemas más utilizados en la actualidad tenemos:
a. Halógena de cuarzo – tugsteno: emite luz visible en un rango de 300-
500nm, utilizado en incrementos no mayores de 2mm y una exposición de
no menos de 40 segundos. (50)
b. Plasma: emite luz en un amplio espectro, emiten temperaturas más altas.
(50)
c. Láser: Utilizado para materiales con Camforquinona como iniciador.(50)
d. LED(50)
2.4.4.2.2 Lámpara de diodo electroluminiscente o LED
La lámpara de diodo electroluminiscente o LED es un dispositivo manual que
contienen una fuente lumínica equipada con una guía rígida de luz de otro
tamaño y que está compuesta por múltiples haces de fibras ópticas. Irradia luz
azul a los monómeros de diacrilato los cuales contienen un sistema foto iniciador
los cuales producen entrecruzamientos en la resina. (40)
2.4.4.2.2.1 Lámpara a usarse (Valo lámpara de fotocurado)
La lámpara LED Valo de Ultradent es un equipo de fotocurado para materiales
dentales, que posee un amplio espectro de polimerización por lo cual está

27
diseñada para polimerizar todos los materiales de fotocurado dentro del rango
de onda de 395 - 480nm de 10 - 20 segundos; las lámparas Valo está
programadas para efectuar procedimientos de polimerización con tres longitudes
de onda:
a. Potencia estándar
b. Potencia alta
c. Potencia extra. (48)
2.4.4.2.2.1.1 Características
a. Las lámparas led requieren menos cantidad de energía que otras fuentes
lumínicas y no requieren filtros, ni producen calor lo que es también
interesante para la polimerización de composites colocados en
profundidad. (8)
b. Potencia elevada, cercana a los 800 -1.200 mW, una densidad de
potencia de más de 2.500 mW/cm2 sin un aumento de la temperatura que
pueda afectar su funcionamiento. (48)
c. Polimerización profunda (varios mm) sin efectos de glaseado térmico
superficial, que suelen afectar la superficie de las resinas compuestas. (48)
2.4.4.3 Termocicladora
El envejecimiento será realizado por medio de termociclado que comprenderá
500 ciclos en agua a 37 grados centígrados. La exposición por cada ciclo será
de 20 segundos y el tiempo de pausa entre los ciclos será de 5 a 10 segundos,
proceso realizado hasta completar los 500 ciclos.
28
CAPÍTULO III
3 METODOLOGÍA DE LA INVESTIGACIÓN
3.1 Diseño de la investigación
a. In vitro: Los cuerpos de prueba se realizaron en el Laboratorio de Prótesis
y Periodoncia de la Facultad de Odontología de Bauru; Universidad de
Sao Paulo, en un ambiente controlado y específicamente dirigido para
Biomateriales Dentales.
b. Experimental: Se realizó únicamente con biomateriales dentales (resina
filtek bulk fill 3M y filtek bulk fill flow 3M).
c. Transversal: Los cuerpos de prueba se realizaron en un tiempo
determinado; las muestras solo se analizaron una vez recolectados los
datos en un solo momento.
d. Comparativo: Porque existieron 4 grupos de estudio de dos tipos de
resinas, que se analizaron antes y después de ser sometidas a
envejecimiento por termociclado.
3.2 Muestra de estudio
El muestreo no probabilístico por conveniencia fue tomada por conveniencia
basada en criterios de un estudio previo, se realizó en 120 cuerpos de prueba de
6,5 mm de diámetro y 0,5 mm una resina bulk fill y de una bulk fill flow.
Los cuerpos de prueba fueron divididos en cuatro grupos: grupo BFi: filtek bulk
fill inmediato, analizados después de 24 horas; grupo BFe: filtek bulk fill
envejecido; grupo BFFi: filtek bulk fill flow inmediato, analizados después de 24
horas y grupo BFFe: filtek bulk fill flow envejecido, fueron fabricados mediante
matriz de teflón y técnica directa, recalcando que las muestras de 30 cuerpos de
estudio por cada grupo es considerada ideal para hacer el análisis estadístico de
Weibull. (52,53)

29
La prueba de resistencia biaxial se realizó en una máquina de pruebas
universales con taza de carga de 0.5mm/min. (Kratos)
El análisis estadístico fue realizado mediante la distribución de Weibull. El
módulo de Weibull (m) y la resistencia característica están presentados para
cada grupo. (52,53)
3.3 CRITERIOS DE INCLUSIÓN Y EXCLUSIÓN
3.3.1 Criterios de inclusión:
a. Se trabajó única y exclusivamente con resina filtek bulk fill 3M y filtek bulk
fill flow 3M cuyo periodo de uso está vigente.
b. 120 cuerpos de prueba cilíndricos de resina con medidas 6,5 mm de
diámetro y 0,5 mm, matriz de teflón. Según norma ISO 4049 donde se
determina la profundidad de curado.
c. Cuerpos cilíndricos de resina pulida.
d. Cuerpos cilíndricos sin fractura.
e. Cuerpos cilíndricos sin burbujas.
f. Lámpara LED en óptimas condiciones.
g. Termocicladora en óptimas condiciones.
h. Máquina de pruebas universales en óptimas condiciones.
3.3.2 Criterios de exclusión:
a. Resinas compuestas de otras casas comerciales.
b. Resinas compuestas cuyo periodo de caducidad se haya cumplido.
c. Cuerpos cilíndricos de resina que tengan medidas diferentes a las
establecidas según las normas ISO 4049.
d. Cuerpos cilíndricos que presenten grietas.
e. Cuerpos cilíndricos de resina que presenten irregularidades en la
superficie.
f. Cuerpos cilíndricos de resina que presenten burbujas.

30
g. Lámpara LED, termocicladora y máquina de pruebas universales con
defectos de funcionamiento.
3.4 Operacionalización de variables
3.4.1 Variables
Tabla 2 . Conceptualización de las variables
VARIABLE DEFINICIÓN
OPERACIONAL
TIPO
CLASIFICACIÓN
INDICADORES UNIDAD
DE MEDIDA
Resinas compuestas
Resina compuesta nanohíbrida
Independiente
Nominal
*Resina filtek bulk fill inmediato *Resina filtek bulk fill flow inmediato *Resina filtek bulk fill envejecido *Resina filtek bulk fill flow envejecido.
*BFi
*BFFi *BFe
*BFFe
Resistencia
flexión biaxial
Capacidad de los cuerpos de resina filtek bull fill 3M y filtekTM bull fill flow 3M para resistir la deformación ante una fuerza aplicada
Dependiente
Cuantitativa
continua y de intervalo
Resistencia
flexión biaxial
Megapascal
(MPa)
Calor Calor alcanzado en la termocicladora
Independiente
Cuantitativa
discreta
Grados Centígrados
C
Presión Presión utilizada en termocicladora
Independiente
Cuantitativa
discreta
Presión atmosférica
Atm
Tiempo Tiempo de los cuerpos están
expuestos a calor y presión en
termocicladora
Independiente
Cuantitativa
discreta
24 HORAS
Segundos (s)
Minutos (min)
Fuente: “Comparación de la resistencia a la flexión biaxial de la resina bulk fill y bulk fill flow antes y después de ser sometidas a termociclado”
Elaboración: Tania Daniela Zúñiga G.

31
3.4.2 Conceptualización de las variables
Variables dependientes: (resistencia a la flexión biaxial).
El análisis mecánico RFB se realizó mediante una máquina de testes universales
(Kratos); la cual nos indicó la fuerza necesaria para llevar a la fractura de los
cuerpos a estudiar, es decir la máxima resistencia a la flexión biaxial. (Tabla 2)
Variables independientes: (resina compuesta, calor, presión, tiempo).
Mediante la termocicladora y la lámpara de fotocurado se pudo valorar las
características que presentan las resinas al estar sometidas a calor, presión y
tiempo, utilizando una resina filtek bulk fill 3M y una resina filtek bulk fill flow 3M.
(Tabla 2)
3.5 Materiales y métodos
3.5.1 Técnicas para procesamiento y análisis de datos
Los datos fueron recogidos, codificados y guardados en un archivo de Microsoft
Excel 2013. Los valores correspondientes a cada grupo fueron obtenidos en
Newtons (N) y trasformados en megapascales (MPa), posteriormente se los
analizó estadísticamente mediante gráficos y tablas en diversos programas. Para
la parte estadística comparativa los valores se interpretaron en el análisis
estadístico de Weibull, se adicionó un estudio estadístico aplicando la Prueba T
Student con la finalidad de determinar la variabilidad entre las muestras de
estudio.(52,53)
3.5.2 Técnicas e instrumentos de investigación
3.5.2.1 Materiales
a. Jeringa de resina filtek bulk fill 3M
b. Jeringa de resina filtek bulk fill flow 3M
c. Lija de agua calibre 800,1200,2000

32
d. Matriz de teflón
e. Gutaperchero para resina
f. Vaselina
g. Parquímetro
h. Bisturi N15
3.5.2.2 Equipos
a. Máquina de prueba universal (Kratos)
b. Dispositivo de pulimento
c. Lámpara LED Valo
d. Termocicladora
e. Cámara de fotos
Para la presente investigación se requirió de oficios emitidos por la Facultad de
Odontología dirigidos para los responsables del Laboratorio Prótesis y
Periodoncia, Universidad de Sao Paulo, Facultad de Odontología de Bauru (Fob
Usp), donde se trabajó en un ambiente controlado y específicamente dirigido
para Biomateriales Dentales, bajo la supervisión del Cotutor Dr. Estevam
Bonfante (Anexo B).
3.5.2.3 Confección de las muestras
Para la ejecución de este estudio se realizaron 120 cuerpos de prueba divididos
en cuatro grupos de esta manera:
a. BFi: 30 cuerpos filtek bulk fill 3M inmediato, fotopolimerizados con
lámpara LED Valo (Ultradent) por 20 segundos, probados después de 24
horas.
b. BFFi: 30 cuerpos filtek bulk fill flow 3M inmediatos, fotopolimerizados con
lámpara LED Valo (Ultradent) por 20 segundos, probados después de 24
horas.
c. BFe: 30 cuerpos filtek bulk fill 3M envejecidos estos cuerpos de prueba
fueron fotopolimerizados con lámpara LED Valo (Ultradent) por 20
segundos, probados después de ser sometidos a una termocicladora de
500 ciclos en agua a 37ºC con exposición de 20 segundos por ciclo.

33
d. BFFe: 30 cuerpos filtek bulk fill flow 3M envejecidos estos cuerpos de
prueba fueron fotopolimerizados con lámpara LED Valo (Ultradent) por
20 segundos, probados después de ser sometidos a una termocicladora
de 500 ciclos en agua a 37ºC con exposición de 20 segundos por ciclo.
3.6 Preparación de los cuerpos de prueba
Se elaboraron los cuerpos de prueba según la Norma ISO 4049, se utilizó
matrices de teflón desmontables de 6,5 mm de diámetro y 0,5 mm de espesura
estandarizadas (Figura 4), además de un gutaperchero para introducir cada
incremento de resina. Se rellenó la resina (filtek bulk fill 3M y filtek bulk fill flow
3M) (Figura 3).
Las matrices de teflón fueron apoyadas sobre una lozeta de vidrio que sirvió para
la obtención de una superficie plana y lisa de los cuerpos de prueba. (Figura 3)
Figura 3. Resina compuesta filtek bulk fill 3M y resina compuesta filtek bulk fill flow 3m Fuente: Laboratorio Prótesis y Periodoncia, Universidad de Sao Paulo, Facultad de Odontología de Bauru
(Fob Usp) Autor: Tania Daniela Zúñiga G.

34
Figura 4. Preparación de los cuerpos de prueba Fuente: Laboratorio Prótesis y Periodoncia, Universidad de Sao Paulo, Facultad de Odontología de Bauru
(Fob Usp) Autor: Tania Daniela Zúñiga G.
Figura 5. Preparación de los cuerpos de prueba Fuente: Laboratorio Prótesis y Periodoncia, Universidad de Sao Paulo, Facultad de Odontología de Bauru
(Fob Usp) Autor: Tania Daniela Zúñiga G.
Cada cuerpos de estudio se obtuvo colocando resina de forma directa con el
gutaperchero en la matriz de teflón que tiene una medida estandarizada
anteriormente mencionada, (Figura5) (Figura 6) la cual fue sometida a
fotopolimerización, con un tiempo de 20 segundos para cada grupo de resina
con luz LED. .(Figura 7)
Después de obtener los cuerpos de muestra se eliminó los excesos con un bisturí
número 15.(Figura 8)

35
Figura 6. Preparación de los cuerpos de prueba Fuente: Laboratorio Prótesis y Periodoncia, Universidad de Sao Paulo, Facultad de Odontología de Bauru
(Fob Usp) Autor: Tania Daniela Zúñiga G.
Figura 7. Preparación de los cuerpos de prueba Fuente: Laboratorio Prótesis y Periodoncia, Universidad de Sao Paulo, Facultad de Odontología de Bauru
(Fob Usp) Autor: Tania Daniela Zúñiga G.
Figura 8. Preparación de los cuerpos de prueba Fuente: Laboratorio Prótesis y Periodoncia, Universidad de Sao Paulo, Facultad de Odontología de Bauru
(Fob Usp) Autor: Tania Daniela Zúñiga G.

36
Cada cuerpo de prueba se pulió mediante un dispositivo de espesura calibrada
(Figura 9) y lijas de agua de granulación 100, 120 y 200 (3M). (Figura 10)
Figura 9. Dispositivo de espesura calibrada (Dr. Estevam Bonfante) Fuente: Laboratorio Prótesis y Periodoncia, Universidad de Sao Paulo, Facultad de Odontología de Bauru
(Fob Usp Autor: Tania Daniela Zúñiga G.
Figura 10. Dispositivo de espesura calibrada (Dr. Estevam Bonfante) y pulido con lijas de agua de granulación 100, 120 y 200
Fuente: Laboratorio Prótesis y Periodoncia, Universidad de Sao Paulo, Facultad de Odontología de Bauru
(Fob Usp) Autor: Tania Daniela Zúñiga G.
Una vez pulidos los cuerpos de prueba se procedió a medir la espesura de con
calibrador digital (Mitutoyo, Tokio, Japón) (Figura 11)
Figura 11. Calibrador de espesura Mitutoyo Fuente: Laboratorio Prótesis y Periodoncia, Universidad de Sao Paulo, Facultad de Odontología de Bauru
(Fob Usp) Autor: Tania Daniela Zúñiga G.

37
Los cuerpos de prueba se almacenaron por 24 horas los cuatro grupos de prueba
(Figura 12), posterior a este tiempo se llevaron a prueba de resistencia a la
flexión biaxial el grupo BFi 30 cuerpos de prueba y BFFi 30 cuerpos de prueba
un total de 60 cuerpos (Figura 13)(Figura 14) y a la termocicladora el grupo BFe
30 cuerpos de prueba y BFFe 30 cuerpos de prueba, un total de 60 cuerpos de
prueba; estos se colocaron en 500 ciclos en agua a 37 grados centígrados. La
exposición por cada ciclo fue de 20 segundos y el tiempo de pausa entre los
ciclos fue de 5 a 10 segundos, proceso que se realizado hasta completar los 500
ciclos. (Figura 13) (Figura 14)
Figura 12. Almacenamiento de los cuerpos de prueba por 24 horas Fuente: Laboratorio Prótesis y Periodoncia, Universidad de Sao Paulo, Facultad de Odontología de Bauru
(Fob Usp) Autor: Tania Daniela Zúñiga G.
Figura 13. Prueba de resistencia a la flexión biaxial grupo BFi, BFFi, BFe, BFFe. Fuente: Laboratorio Prótesis y Periodoncia, Universidad de Sao Paulo, Facultad de Odontología de Bauru
(Fob Usp) Autor: Tania Daniela Zúñiga G.

38
Figura 14. Prueba de resistencia a la flexión biaxial grupo BFi, BFFi, BFe, BFFe y recolección de muestras
Fuente: Laboratorio Prótesis y Periodoncia, Universidad de Sao Paulo, Facultad de Odontología de Bauru
(Fob Usp) Autor: Tania Daniela Zúñiga G.
3.6.1 Resistencia a la compresión de los cilindros o a la flexión biaxial (S)
Para determinar la resistencia a la flexión biaxial de los cuerpos de prueba, la
prueba mecánica se realizó en el Laboratorio Prótesis y Periodoncia ,
Universidad de Sao Paulo, Facultad de Odontología de Bauru (Fob Usp), donde
el Cotutor Dr. Estevam Bonfante procedió a colocar los cuerpos de prueba en
la posición adecuada para ejercer presión sobre los cuerpos de prueba, las
mismas que se sometieron a una compresión con una velocidad de 0.5 mm/ min
hasta la fractura de los cuerpos de prueba, mediante la máquina de testes
universales (Kratos).
La máquina arrojo los datos de fuerza ejercida en Newtons(N) y la resistencia a
la flexión biaxial fue calculada en Megapascales (MPa) mediante la siguiente
fórmula ( FRONZA, RUEGUEBER, 53) ISO 6872:
𝜎 = −0,2387 ∗ 𝑃(𝑋 − 𝑌)/𝑏2
Donde
𝜎 es la resistencia máxima de en el centro frente al estress, en megapascales
(MPa).
P es la carga total en Newtons (N) causando fractura.

39
Tabla 3 . Definición fórmula
DATO DEFINICIÓN VALORES
V Poisson´s radio 0,25
𝒓𝟏 radio de soporte del círculo
3
𝒓𝟐 Radio del piston 0,25
𝒓𝟑 Radio de la muestra 4
B Espesor de la muestra 0,5
X -6,9300
Y -0,9526
X-Y -7,8826 Fuente: FRONZA, RUEGUEBER,
Elaboración: Tania Daniela Zúñiga G
r1
r2
r3
Esquema 1. Representación de muestra con medidas de radio. Fuente: FRONZA, RUEGUEBER,
Elaboración: Tania Daniela Zúñiga G
Figura 15. Máquina de ensayos universales Kratos (USP- Bauru) Fuente: Laboratorio Prótesis y Periodoncia, Universidad de Sao Paulo, Facultad de Odontología de Bauru
(Fob Usp) Autor: Tania Daniela Zúñiga G.

40
Figura 16. Cuerpos de prueba después de la prueba de flexión biaxial. Máquina de ensayos universales Kratos (USP- Bauru)
Fuente: Laboratorio Prótesis y Periodoncia, Universidad de Sao Paulo, Facultad de Odontología de Bauru
(Fob Usp) Autor: Tania Daniela Zúñiga G.
3.6.2 Análisis de resistencia flexión biaxial
La distribución de Weibull (5% nivel de significación) se determina en base a la
resistencia a la flexión biaxial y la probabilidad de supervivencia de los materiales
(51) como menciona:
𝑃𝑓 = 1 − exp[−(𝜎𝜎0⁄ )
𝑚]
Donde 0 y m son constantes. La probabilidad de supervivencia se estimó a partir
de:
𝑃𝑓 = 𝑖 − 0,5
𝑁
Donde i consiste en la resistencia y n el número de especímenes (38). Además,
varias inferencias se calcularon (nivel de significación del 5%) para estimar la
probabilidad de que la función de supervivencia la fuerza biaxial, en el que la
mayoría de los grupos sobrevivir, debido a las cargas significativas a posterior
áreas (premolares y molares) y superiores. El módulo de Weibull (m) y la
resistencia característica Eta (η - 63,2% de las muestras fallan a la "η" calculado)
serán presentados por cada grupo para el conocimiento de las diferencias
estadísticas entre ellos. (52)

41
3.6.3 Manejo de desechos
Los cuerpos de prueba de resinas después de ser sometidos a la prueba
mecánica de resistencia a la flexión biaxial no son considerados materiales
contaminados, así que fueron desechados libremente en el basurero del
laboratorio.
3.7 Aspectos bioéticos
Respeto a los individuos y a la comunidad que participa en la investigación
Esta investigación al ser experimental in vitro, no requirió pacientes para obtener
información, por tanto, no hubo riesgos de irrespetar a seres humanos, así como
de la comunidad. Los datos se obtuvieron mediante pruebas de laboratorio,
donde el estudio estuvo dirigido a evaluar la comparación de la resistencia a la
flexión biaxial de resinas bulk fill y resina bulk fill flow por lo tanto no se requirió
de consentimiento informado ya que se realizó un experimento donde no hay
participación de personas sino solamente biomateriales dentales.
Autonomía
El aspecto de autonomía no se consideró en este estudio, el cual no requirió de
la participación de personas para la población objeto de estudio, la parte
experimental de la prueba piloto se realizó en biomateriales dentales. Por tal
razón no se elaboró el consentimiento informado, ni se vulneró la voluntad de
pacientes.
Beneficencia
El presente estudio es beneficia para el área de Ciencias Odontológicas Básicas
en la línea Biomateriales Dentales ya que se estudió la resistencia a la flexión
biaxial de resinas bulk fill y bulk fill flow, de gran importancia ya que actualmente
no se cuenta con muchos estudios sobre este tema, es por eso que permite
incentivar para la realización de nuevas investigaciones con el fin comparativo e
investigativo. Por otra parte, es beneficioso para los odontólogos pues los
resultados del estudio ayudan a comparar las propiedades mecánicas y de esta
manera llegar a un mejor criterio para el desempeño profesional.

42
Confidencialidad
Toda la información obtenida en este proyecto de investigación fue manejada
con absoluta confidencialidad por parte del investigador, tutor, cotutor. Los datos
fueron utilizados exclusivamente para garantizar la veracidad de los mismos y a
estos tienen acceso solamente los investigadores y organismos de evaluación
de la Universidad Central del Ecuador, es necesario aclarar que la investigación
no requiere de formulario de consentimiento informado porque el estudio se
realizó en el laboratorio sin intervención de pacientes.(Anexo B)(Anexo G)
Bondad ética
Esta investigación tuvo el objetivo de evaluar y comparar la resistencia a la
flexión biaxial de dos tipos de resinas, a través del estudio in vitro, para analizar
cuál de estos materiales son más adecuados para el uso de restauraciones en
el ámbito clínico diario.
Selección equitativa de la muestra y protección de la población vulnerable
La selección de la muestra se realizó de forma no probabilística, por lo tanto no
se presentó vulnerabilidad en la población objeto de estudio, ya que el mismo
fue in vitro y cuerpos de prueba fueron de dos tipos de resinas filtek bulk fill 3M
y filtek bulk fill flow 3M.
Riesgos potenciales de la investigación
La investigación no implicó ningún riesgo potencial a personas u objetos, el
manejo de las muestras se efectuó cumpliendo el Protocolo de Bioseguridad del
Laboratorio de Prótesis y Periodoncia, Universidad de Sao Paulo, Facultad de
Odontología de Bauru y las normas de Bioseguridad de La Facultad Odontología.
Universidad Central del Ecuador. (Anexo H)
Beneficios potenciales de la investigación
Los beneficiarios directos fueron el investigador y los especialistas que se
encontraron interesados en esta línea de investigación. Además, es necesario
acotar que la investigación presenta beneficios potenciales para el área Ciencias
de la Salud en la línea de Biomateriales Dentales acotando datos de importancia
para su posterior comparación.

43
Los beneficiarios indirectos son los pacientes, porque el especialista conocerá
las nuevas opciones de incorporación de materiales, así como de sus
propiedades, que pueden beneficiar la técnica, y el tiempo de ejecución de los
tratamientos.
Idoneidad ética y experticia del estudio
Las personas que participan en esta investigación cuenta con idoneidad ética
avalado por el Comité de Ética de la Facultad de Odontología, Universidad
Central del Ecuador; así como de la Universidad de Sao Paulo, Facultad de
Odontología de Bauru; para realizar el presente trabajo. Esto, porque tienen la
experiencia y la formación requerida para el abordaje metodológico de la
investigación. (Anexo D)(Anexo E)
Conflicto de intereses
Durante el desarrollo de esta investigación no existió conflictos de intereses o
vínculos con las empresas o marcas que deriven de este estudio, esto fue
confirmado con la firma del certificado de conflicto de intereses del tutor y la
investigadora. (Anexo F)
3.8 Recolección de datos
La información obtenidos fue recolecta y almacenada en una matriz de datos,
donde se recopilaron datos obtenidos en la prueba de resistencia a la flexión
biaxial en Newtons y el cálculo a MPa según la Normativa ISO 6872(Tabla 4), en
gráficas de contorno y tablas de recolección elaboradas en Word y Excel 2013.
Utilizamos estadística de Weibull que según la norma es óptima con 30
espécimes por grupo, por lo que podemos considerar resultados de estadística
fuerte. Se realizaron prueba de CHIC cuadrado para comprobar si la resistencia
de los materiales sigue una distribución de Weibull (Tabla 5). Se realizó Contour
Plot donde demuestra la resistencia característica de los grupos y el módulo de
Weibull.

44
Tabla 4 Cálculo media resina BFi (N)(MPa), y BFFi (N)(MPa). Cálculo media resina BFe (N)(MPa), y BFFe (N)(MPa).
Fuente: Comparación de la resistencia a la flexión biaxial de la resina bulk fill y bulk fill flow antes y después de ser sometidas a termociclado
Autor: Tania Daniela Zúñiga G
Tabla 5: Prueba CHI cuadrado BFi
Paso 1 Ho: La resistencia del Material Bfi
BFi (N) BFi (MPa) BFFi (N) BFFi (MPa)
Bulk Fill 3M RFB Bulk Fill Flow 3M RFB
1 22.0898 166.26 15.8748 119.48
2 19.0587 143.44 18.8046 141.53
3 26.5029 199.47 23.5609 177.33
4 26.4293 198.92 23.0705 173.64
5 19.4297 146.24 20.3491 153.16
6 28.4888 214.42 21.4769 161.64
7 25.988 195.6 13.9747 105.18
8 25.6448 193.01 27.8023 209.25
9 21.9673 165.33 23.6099 177.7
10 24.3944 183.6 36.8981 277.71
11 24.419 183.79 28.9301 217.74
12 22.6292 170.32 21.4524 161.46
13 24.3944 183.6 19.1199 143.9
14 22.8744 172.16 23.6344 177.88
15 20.582 154.91 19.6259 147.71
16 25.6693 193.2 12.8592 96.78
17 22.5066 169.39 30.3276 228.26
18 23.4138 176.22 14.6121 109.98
19 25.1299 189.14 26.6255 200.39
20 26.7971 201.69 15.8503 119.3
21 21.7221 163.49 18.4491 138.85
22 25.8655 194.67 17.5542 132.12
23 20.815 156.66 21.6976 163.3
24 19.5278 146.97 21.7466 163.67
25 21.3911 161 20.202 152.05
26 19.2459 144.85 18.2774 137.56
27 25.939 195.23 20.104 151.31
28 27.1649 204.45 19.5401 147.07
29 29.1507 219.4 19.0375 143.28
30 23.806 179.17 28.2436 212.57
31 24.4925 184.34 18.2897 137.66
32 23.0215 173.27
MEDIA 23.7672 178.8812 21.342 160.6278
INMEDIATO
BFe (N) BFe (MPa) BFFe (N) BFFe (MPa)
Bulk Fill 3M RFB Bulk Fill Flow 3M RFB
1 19.38 145.86 15.8135 119.02
2 19.0096 143.07 15.4212 116.07
3 26.4539 199.1 14.6489 110.25
4 28.6849 215.89 7.9925 60.15
5 13.2515 99.74 13.7295 103.33
6 11.8172 88.94 14.2444 107.21
7 18.1303 136.46 7.7964 58.68
8 25.179 189.51 13.5089 101.67
9 24.0512 181.02 11.2411 84.6
10 21.9673 165.33 10.8488 81.65
11 13.2515 99.74 8.3113 62.55
12 23.0705 173.64 11.1798 84.14
13 2.5007 18.82 15.176 114.22
14 16.8555 126.86 12.0869 90.97
15 9.0742 68.3 14.1954 106.84
16 10.3217 77.69 11.3882 85.71
17 20.1775 151.86 13.6437 102.69
18 17.1129 128.8 8.8997 66.98
19 15.458 116.34 12.2217 91.99
20 25.0564 188.58 10.6464 80.13
21 18.1426 136.55 2.3659 17.81
22 16.4019 123.45 5.8351 43.92
23 19.5523 147.16 2.2188 16.7
24 19.5278 146.97 13.1043 98.63
25 21.3175 160.44 3.7634 28.32
26 13.2882 100.01 17.1334 128.95
27 19.5401 147.07 0.2797 2.11
28 15.9606 120.13 4.8053 36.17
29 8.9487 67.35 15.3844 115.79
30 14.7838 111.27 10.5791 79.62
31 9.5984 72.24 15.5806 117.27
32 22.7763 171.42 11.31476 85.16
33 8.875 66.8 12.2095 91.89
34 30.1069 226.6 4.3027 32.38
35 20.3736 153.34 10.5791 79.62
MEDIA 17.7142 133.3239 10.6414 80.0915
ENVEJECIDO

45
Fuente: Comparación de la resistencia a la flexión biaxial de la resina bulk fill y bulk fill flow antes y después de ser sometidas a termociclado
Autor: Tania Daniela Zúñiga G
Como dato extra se adicionó una prueba de normalidad para verificar que las
muestras son provenientes de una población de distribución Normal, esto realizó
con las pruebas de Kolmogorov- Smirnov o con la prueba de Shapiro - Wilk
(menos de 20 cuerpos de prueba)(Tabla 6)

46
Tabla 6 Prueba de normalidad Pruebas de normalidad
Kolmogorov-Smirnov Shapiro-Wilk
Estadístico gl Sig. Estadístico gl Sig.
BFFi (MPa) 0,147 31 0,088 0,939 31 0,079
BFi (MPa) 0,098 32 0,200 0,973 32 0,575
BFe (MPa) 0,070 35 0,200 0,987 35 0,951
BFFe (MPa) 0,180 35 0,006 0,926 35 0,022
Fuente: Comparación de la resistencia a la flexión biaxial de la resina bulk fill y bulk fill flow antes y después de ser sometidas a termociclado
Autor: Tania Daniela Zúñiga G
En la prueba de normalidad de Kolmogorov- Smirnov, todos los valores del nivel
de significación (Sig) son superiores a 0,05 (95% de confiabilidad) en el grupo
BFi, BFFi, BFe, y menor para BFFe. Se utilizó la prueba paramétrica ANOVA y
T student. (Tabla 6)

47
CAPÍTULO IV
4 RESULTADOS
4.1 Análisis de resultados
Con los resultados obtenidos de la presente investigación se determinó la
resistencia a la flexión biaxial de las resinas filtek bulk fill 3M y filtek bulk fill flow
3M antes y después de ser sometidos a envejecimiento por termociclado.
Los datos, fueron entregados por el Dr. Estevam Bonfante, quien nos facilitó el
uso del Laboratorio, mediante el oficio N- 0823-2017-CUTGI(AnexoA).
Los resultados demuestran que la carga máxima al momento de fractura durante
el test de flexión biaxial fue utilizada para el cálculo de la resistencia a flexión
biaxial (RFB) mediante la fórmula. (Tabla 7)
Tabla 7 Resultados de resistencia a flexión biaxial con su respectivo desvío padrón.
GRUPO RBF (MPa) Desvío padrón
BFi 178.88 20.49
BFe 133.32 46.70
BFFi 160.63 39.25
BFFe 80.09 33.10
Fuente: Comparación de la resistencia a la flexión biaxial de la resina bulk fill y bulk fill flow
antes y después de ser sometidas a termociclado
Autor: Tania Daniela Zúñiga G
El análisis estadístico de Weibull (nivel de significancia del 5%) fue realizado
sobre los datos colectados de los treinta especímenes de cada grupo mediante
el Software Synthesis 9 y Weibull ++ (Reliasoft, Tucson, AZ, USA) para
determinar la resistencia característica (η) y el módulo de Weibull(m) (Tabla 8)

48
Tabla 8 Resultados de resistencia característica y módulo de Weiibull de los grupos de prueba
GRUPO Resistencia característica (η) Módulo de Weibull (m)
BFi 187.8 MPa 9,92
BFe 148.3 MPa 3.25
BFFi 175.9 MPa 4.16
BFFe 88.78 MPa 2.57
Fuente: Comparación de la resistencia a la flexión biaxial de la resina bulk fill y bulk fill flow antes y después de ser sometidas a termociclado
Autor: Tania Daniela Zúñiga G
El análisis demostró que los grupos sometidos a la prueba mecánica inmediata
poseen una resistencia característica significantemente mayor que el de los
grupos sometidos a envejecimientos. (Gráfico 1)
Gráfico 1. Distribución de falla de cada cuerpo de prueba, donde se visualiza el grupo de las resinas envejecidas fallando con cargas menores comparadas con el grupo de las resinas inmediatas. También se nota que el grupo FBi tiene falla en cargas ligeramente
inferiores comparado con el grupo FBFi. Fuente: Comparación de la resistencia a la flexión biaxial de la resina bulk fill y bulk fill flow
antes y después de ser sometidas a termociclado Autor: Tania Daniela Zúñiga G
-6
-5
-4
-3
-2
-1
0
1
2
3
0 1E-09 2E-09 3E-09 4E-09 5E-09 6E-09
Pro
bab
ilid
ad d
e F
alla
F(t
)=1
-R(t
)
Resistencia Característica (N)
Miles de millones
Probabilidad - WeibullBFi Weibull
Cuerpo de prueba ___ Línea de Probabilidad
BFe WeibullCuerpo de prueba
---- Línea de Probabilidad
BFFi WeibullCuerpo de prueba
___ Línea de Probabilidad
BFFe WeibullCuerpo de prueba
---- Línea de Probabilidad

49
El Contour plot o gráfico de contorno se realizó para demostrar la relación
estadística entre los grupos, siendo exportados los resultados de los grupos BFi
y BFe y del grupo BFFi y BFFe (Gráfico 2)
Gráfico 2. Resistencia característica y módulo de Weibull (módulo de Weibull vs resistencia
característica eta () de los grupos BFi (línea continua negra) y BFe (línea entrecortada negra). BFFi (línea continua azul) y BFFe (línea entrecortada azul).
Fuente: Comparación de la resistencia a la flexión biaxial de la resina bulk fill y bulk fill flow antes y después de ser sometidas a termociclado
Autor: Tania Daniela Zúñiga G
Se demuestran un impacto negativo del proceso de envejecimiento artificial por
termociclado sobre la resistencia característica y el módulo de Weibull tanto de
la resina bulk fill 3M como de la resina bulk fill flow 3M, mostrando diferencias
estadísticamente significantes antes y después del termociclado.
A su vez permite una comparación en los resultados obtenidos entre los cuatro
grupos sometidos al test de RFB, siendo evidente una resistencia característica
estadísticamente superior para el grupo BFi (η=187.8 MPa) en comparación con
el grupo BFFi (η= 175.9 MPa).

50
Además se observa un impacto del termociclado en la resistencia característica
y módulo de Weibull en ambos materiales, (Gráfico 1) muestra que dicho impacto
fue mayor en la resina bulk fill flow 3M que en la resina bulk fill 3M (distancia
mayor entre gráficos de contorno de los grupos BFFi y BFFe), mostrando menor
alteración y mayor confiabilidad después del envejecimiento para la resina bulk
fill convencional.
Adicional a la estadística de Weibull se realizó una prueba paramétrica T
student, donde se comparó y analizó los resultados obtenidos de cada uno de
los grupos de estudio. (BFi, BFe, BFFi, BFFe).
Se realizaron los siguientes análisis:
Prueba Paramétrica ANOVA: COMPARAR RESISTENCIA
Ho: las medias son similares
Ha: las medias no son similares
En cuanto a los resultados estadísticos analizados, se obtuvo una diferencia en
cada grupo dadas la medidas en mega pascales de la resistencia a la flexión
biaxial de las resinas, donde se indica que: BFi tiene una media promedio de
178,881 MPA mientras que el grupo BFFi tiene una media promedio de 160,627
MPA. De igual manera BFe tiene una media promedio 133,324 MPa mientras
que el grupo BFFe tiene una media de 80,09111 MPA.
Lo que indica que no existe una gran diferencia en cuanto a la resistencia que
se obtiene con respecto a la resina BFi y BFFi, pero si se obtiene una gran
diferencia de resistencia entre las resinas BFe y BFFe llegando a la conclusión
que la resina BFe tiene mayor resistencia a la flexión biaxial que la resina BFFe.
(Tabla 9)

51
Tabla 9: Descriptivos Prueba de Resistencia DESCRIPTIVOS
PRUEBA DE RESISTENCIA
N Media Desviación estándar
Error estándar
95% del intervalo de confianza para la
media
Mínimo Máximo
Límite inferior
Límite superior
BFi (MPa)
32 178,8816 20,49530 3,62309 171,4922
186,2709
143,44 219,40
BFFi (MPa)
31 160,6277 39,25093 7,04968 146,2304
175,0251
96,78 277,71
BFe (MPa)
35 133,3243 46,69566 7,89301 117,2838
149,3648
18,82 226,60
BFFe (MPa)
35 80,0911 33,09670 5,59436 68,7220 91,4603 2,11 128,95
Total 133
136,6407 52,06817 4,51488 127,7098
145,5716
2,11 277,71
Fuente: Comparación de la resistencia a la flexión biaxial de la resina bulk fill y bulk fill flow antes y después de ser sometidas a termociclado
Autor: Tania Daniela Zúñiga G
Tabla 10: ANOVA Prueba de resistencia ANOVA
MEDIDAS
Suma de cuadrados
gl Media cuadrática
F Sig.
Entre grupos 187243,804 3 62414,601 47,189 0,000
Dentro de grupos 170620,637 129 1322,641 Total 357864,441 132
Fuente: Comparación de la resistencia a la flexión biaxial de la resina bulk fill y bulk fill flow antes y después de ser sometidas a termociclado
Autor: Tania Daniela Zúñiga G
Al realizar la Prueba de ANOVA, comprobamos que el valor del nivel de
significación (Sig. 0,000)(Tabla 10) indicando que las medias con diferentes.
Para determinar cuáles son diferentes se realizó la Prueba de Turkey.(Tabla11)
Demostrando únicamente que los grupos son similares entre BFFi (MPa) - BFi
(MPa). (Tabla 12)

52
Tabla 11Comparación de Múltiples Comparaciones múltiples
Variable dependiente: MEDIDAS
HSD Tukey
(I) MATERIALES
(J) MATERIALES
Diferencia de medias (I-J)
Error estándar
Sig. 95% de intervalo de confianza
Límite inferior Límite superior
BFi (MPa)
BFFi (MPa) 18,254 9,165 0,196 -5,601 42,109
BFe (MPa)
45,557 8,895 0,000 22,405 68,710
BFFe (MPa) 98,790 8,895 0,000 75,638 121,943
BFFi (MPa) BFi (MPa)
-18,254 9,165 0,196 -42,109 5,601
BFe (MPa)
27,303 8,970 0,015 3,957 50,650
BFFe (MPa) 80,537 8,970 0,000 57,190 103,883
BFe (MPa)
BFi (MPa)
-45,557 8,895 0,000 -68,710 -22,405
BFFi (MPa) -27,303 8,970 0,015 -50,650 -3,957
BFFe (MPa) 53,233 8,694 0,000 30,605 75,861
BFFe (MPa) BFi (MPa) -98,790 8,895 0,000 -121,943 -75,638
BFFi (MPa) -80,537 8,970 0,000 -103,883 -57,190
BFe (MPa) -53,233 8,694 0,000 -75,861 -30,605
Fuente: Comparación de la resistencia a la flexión biaxial de la resina bulk fill y bulk fill flow antes y después de ser sometidas a termociclado
Autor: Tania Daniela Zúñiga G
Tabla 12 Subconjuntos Homogéneos
MEDIDAS Subconjuntos homogéneos
HSD Tukey
MATERIALES N Subconjunto para alfa = 0.05
1 2 3
BFFe (MPa) 35 80,0911
BFe (MPa) 35 133,3243
BFFi (MPa) 31 160,6277
BFi (MPa) 32 178,8816
Sig. 1,000 1,000 0,178
Fuente: Comparación de la resistencia a la flexión biaxial de la resina bulk fill y bulk fill flow antes y después de ser sometidas a termociclado
Autor: Tania Daniela Zúñiga G

53
Prueba T: Comparación entre BFi (MPa) - BFFi (MPa)
Ho: Las medias son similares
Ha: Las medias no son similares
Tabla 13Estadísticas de grupo BFi-BFFi
Estadísticas de grupo
MATERIALES N Media Desviación estándar
Media de error estándar
MEDIDAS BFi (MPa) 32 178,8816 20,49530 3,62309
BFFi (MPa) 31 160,6277 39,25093 7,04968
Fuente: Comparación de la resistencia a la flexión biaxial de la resina bulk fill y bulk fill flow antes y después de ser sometidas a termociclado
Autor: Tania Daniela Zúñiga G
Tabla 14Prueba de muestra independiente BFi-BFFi Prueba de muestras independientes
Prueba de Levene de calidad de
varianzas
prueba t para la igualdad de medias
F Sig. t gl Sig. (bilateral)
Diferencia de
medias
Diferencia de error estándar
MEDIDAS Se asumen varianzas iguales
6,145 0,016 2,324 61 0,023 18,25382
7,85344
No se asumen varianzas iguales
2,303 44,909 0,026 18,25382
7,92620
Fuente: Comparación de la resistencia a la flexión biaxial de la resina bulk fill y bulk fill flow antes y después de ser sometidas a termociclado
Autor: Tania Daniela Zúñiga G
Tabla 15Prueba de muestra independiente BFi-BFFi
Prueba de muestras independientes
prueba t para la igualdad de medias
95% de intervalo de confianza de la diferencia
Inferior Superior
MEDIDAS Se asumen varianzas iguales
2,54989 33,95775
No se asumen varianzas iguales
2,28873 34,21891
Fuente: Comparación de la resistencia a la flexión biaxial de la resina bulk fill y bulk fill flow antes y después de ser sometidas a termociclado
Autor: Tania Daniela Zúñiga G
Los datos de la resistencia a la flexión biaxial correspondiente a este grupo,
presentan un valor de significación (Sig, (Bilateral)=0,026 es inferior a 0,05 por
lo que acepta Ha, es decir las medias no son similares. Mayores valores tiene
BFi (MPa).(Tabla 13) (Tabla 14) (Tabla 15).

54
Prueba T: Comparación entre BFi (MPa) - BFe (MPa)
Ho: Las medias son similares
Ha: Las medias no son similares
Tabla 16Estadísticas de grupo BFi-BFe
Estadísticas de grupo
MATERIALES N Media Desviación estándar
Media de error estándar
MEDIDAS BFi (MPa) 32 178,8816 20,49530 3,62309
BFe (MPa) 35 133,3243 46,69566 7,89301
Fuente: Comparación de la resistencia a la flexión biaxial de la resina bulk fill y bulk fill flow antes y después de ser sometidas a termociclado
Autor: Tania Daniela Zúñiga G
Tabla 17Prueba de muestra independiente BFi-BFe Prueba de muestras independientes
Prueba de Levene de calidad de varianzas
prueba t para la igualdad de medias
F Sig. t gl Sig. (bilateral)
Diferencia de medias
Diferencia de error
estándar
MEDIDAS Se asumen varianzas iguales
14,327 0,000 5,087 65 0,000 45,55728 8,95625
No se asumen varianzas iguales
5,246 47,523 0,000 45,55728 8,68483
Fuente: Comparación de la resistencia a la flexión biaxial de la resina bulk fill y bulk fill flow antes y después de ser sometidas a termociclado
Autor: Tania Daniela Zúñiga G
Tabla 18Prueba de muestra independiente BFi-BFe
Prueba de muestras independientes
prueba t para la igualdad de medias
95% de intervalo de confianza de la diferencia
Inferior Superior
MEDIDAS Se asumen varianzas iguales
27,67042 63,44413
No se asumen varianzas iguales
28,09072 63,02383
Fuente: Comparación de la resistencia a la flexión biaxial de la resina bulk fill y bulk fill flow antes y después de ser sometidas a termociclado
Autor: Tania Daniela Zúñiga G
Según el nivel de significación (Sig. (bilateral) = 0,000), las muestras son
diferentes, mayores valores tiene BFi (MPa) ).(Tabla 16) (Tabla 17) (Tabla 18).

55
Prueba T: Comparación entre BFi (MPa) - BFFe (MPa)
Ho: Las medias son similares
Ha: Las medias no son similares
Tabla 19: Estadísticas de grupo BFi-BFFe
Estadísticas de grupo
MATERIALES N Media Desviación estándar
Media de error estándar
MEDIDAS BFi (MPa) 32 178,8816 20,49530 3,62309
BFFe (MPa) 35 80,0911 33,09670 5,59436
Fuente: Comparación de la resistencia a la flexión biaxial de la resina bulk fill y bulk fill flow antes y después de ser sometidas a termociclado
Autor: Tania Daniela Zúñiga G
Tabla 20Prueba de muestra independiente BFi-BFFe Prueba de muestras independientes
Prueba de Levene de calidad de varianzas
prueba t para la igualdad de medias
F Sig. t gl Sig. (bilateral)
Diferencia de
medias
Diferencia de error estándar
MEDIDAS Se asumen varianzas iguales
5,147 0,027
14,525 65 0,000 98,79042 6,80150
No se asumen varianzas iguales
14,822 57,423 0,000 98,79042 6,66511
Fuente: Comparación de la resistencia a la flexión biaxial de la resina bulk fill y bulk fill flow antes y después de ser sometidas a termociclado
Autor: Tania Daniela Zúñiga G
Tabla 21: Prueba de muestra independiente BFi-BFFe
Prueba de muestras independientes
prueba t para la igualdad de medias
95% de intervalo de confianza de la diferencia
Inferior Superior
MEDIDAS Se asumen varianzas iguales 85,20688 112,37396
No se asumen varianzas
iguales
85,44590 112,13494
Fuente: Comparación de la resistencia a la flexión biaxial de la resina bulk fill y bulk fill flow antes y después de ser sometidas a termociclado
Autor: Tania Daniela Zúñiga G
Según el nivel de significación (Sig. (bilateral) = 0,000), las muestras son
diferentes, mayores valores tiene BFi (MPa) ).(Tabla 19) (Tabla 20) (Tabla 21).

56
Prueba T: Comparación entre BFFi (MPa) - BFe (MPa)
Ho: Las medias son similares
Ha: Las medias no son similares
Tabla 22: Estadísticas de grupo BFFi-BFe
Estadísticas de grupo
MATERIALES N Media Desviación estándar
Media de error estándar
MEDIDAS BFFi (MPa) 31 160,6277 39,25093 7,04968
BFe (MPa) 35 133,3243 46,69566 7,89301
Fuente: Comparación de la resistencia a la flexión biaxial de la resina bulk fill y bulk fill flow antes y después de ser sometidas a termociclado
Autor: Tania Daniela Zúñiga G
Tabla 23Prueba de muestra independiente BFFi-BFe Prueba de muestras independientes
Prueba de Levene de calidad de
varianzas
prueba t para la igualdad de medias
F Sig. t gl Sig. (bilateral)
Diferencia de medias
Diferencia de error
estándar
MEDIDAS Se asumen varianzas iguales
1,349 0,250 2,553 64 0,013 27,30346 10,69548
No se asumen varianzas iguales
2,580 63,840 0,012 27,30346 10,58289
Fuente: Comparación de la resistencia a la flexión biaxial de la resina bulk fill y bulk fill flow antes y después de ser sometidas a termociclado
Autor: Tania Daniela Zúñiga G
Tabla 24Prueba de muestra independiente BFFi-BFe
Prueba de muestras independientes
prueba t para la igualdad de medias
95% de intervalo de confianza de la diferencia
Inferior Superior
MEDIDAS Se asumen varianzas iguales 5,93678 48,67013
No se asumen varianzas iguales 6,16069 48,44623
Fuente: Comparación de la resistencia a la flexión biaxial de la resina bulk fill y bulk fill flow antes y después de ser sometidas a termociclado
Autor: Tania Daniela Zúñiga G
Según el nivel de significación (Sig. (bilateral) = 0,012), las muestras son
diferentes, mayores valores tiene BFFi (MPa) ).(Tabla 22) (Tabla 23) (Tabla 24).

57
Prueba T: Comparación entre BFFi (MPa) - BFFe (MPa)
Ho: Las medias son similares
Ha: Las medias no son similares
Tabla 25 Estadísticas de grupo BFFi-BFFe
Estadísticas de grupo
MATERIALES N Media Desviación estándar
Media de error estándar
MEDIDAS BFFi (MPa) 31 160,6277 39,25093 7,04968
BFFe (MPa) 35 80,0911 33,09670 5,59436
Fuente: Comparación de la resistencia a la flexión biaxial de la resina bulk fill y bulk fill flow antes y después de ser sometidas a termociclado
Autor: Tania Daniela Zúñiga G
Tabla 26 Prueba de muestra independiente BFFi-BFe Prueba de muestras independientes
Prueba de Levene de calidad de
varianzas
prueba t para la igualdad de medias
F Sig. t gl Sig. (bilateral)
Diferencia de medias
Diferencia de error estándar
MEDIDAS Se asumen varianzas iguales
0,327 0,570 9,042 64 0,000 80,53660 8,90661
No se asumen varianzas iguales
8,949 59,027 0,000 80,53660 8,99971
Fuente: Comparación de la resistencia a la flexión biaxial de la resina bulk fill y bulk fill flow antes y después de ser sometidas a termociclado
Autor: Tania Daniela Zúñiga G
Tabla 27 Prueba de muestra independiente BFFi-BFe
Prueba de muestras independientes
prueba t para la igualdad de medias
95% de intervalo de confianza de la diferencia
Inferior Superior
MEDIDAS Se asumen varianzas iguales
62,74360 98,32960
No se asumen varianzas iguales
62,52839 98,54481
Fuente: Comparación de la resistencia a la flexión biaxial de la resina bulk fill y bulk fill flow antes y después de ser sometidas a termociclado
Autor: Tania Daniela Zúñiga G
Según el nivel de significación (Sig. (bilateral) = 0,000), las muestras son
diferentes, mayores valores tiene BFFi (MPa) ).(Tabla 25) (Tabla 26) (Tabla 27).

58
Prueba T: Comparación entre BFe (MPa) -BFFe (MPa)
Ho: Las medias son similares
Ha: Las medias no son similares
Tabla 28 Estadísticas de grupo BFe-BFFe
Estadísticas de grupo
MATERIALES N Media Desviación estándar
Media de error estándar
MEDIDAS BFe (MPa) 35 133,3243 46,69566 7,89301
BFFe (MPa) 35 80,0911 33,09670 5,59436
Fuente: Comparación de la resistencia a la flexión biaxial de la resina bulk fill y bulk fill flow antes y después de ser sometidas a termociclado
Autor: Tania Daniela Zúñiga G
Tabla 29 Prueba de muestra independiente BFe-BFFe Prueba de muestras independientes
Prueba de Levene de calidad de
varianzas
prueba t para la igualdad de medias
F Sig. t gl Sig. (bilateral)
Diferencia de medias
Diferencia de error estándar
MEDIDAS Se asumen varianzas iguales
3,544 0,064 5,502 68 0,000 53,23314 9,67453
No se asumen varianzas iguales
5,502 61,277 0,000 53,23314 9,67453
Fuente: Comparación de la resistencia a la flexión biaxial de la resina bulk fill y bulk fill flow antes y después de ser sometidas a termociclado
Autor: Tania Daniela Zúñiga G
Tabla 30 Prueba de muestra independiente BFe-BFFe
Prueba de muestras independientes
prueba t para la igualdad de medias
95% de intervalo de confianza de la diferencia
Inferior Superior
MEDIDAS Se asumen varianzas iguales 33,92793 72,53836
No se asumen varianzas iguales 33,88950 72,57679
Fuente: Comparación de la resistencia a la flexión biaxial de la resina bulk fill y bulk fill flow antes y después de ser sometidas a termociclado
Autor: Tania Daniela Zúñiga G
Según el nivel de significación (Sig. (bilateral) = 0,000), las muestras son
diferentes, mayores valores tiene BFe (MPa) ).(Tabla 28) (Tabla 29) (Tabla 30).

59
4.2 Discusión
La investigación realizada esta dirigida para evaluar la resistencia de los
materiales que se utiliza diariamente en la clínica odontológica ya que
actualmente los profesionales relacionados con la odontología existe una
creciente tendencia en el uso de materiales resinosos que tengan la gran virtud
en facilitar su manipulación, así como su fácil aplicación y la optimización en su
tiempo de uso.
La Organización Internacional de Estandarización (ISO) mencionaron que las
resinas compuestas son uno de los materiales más utilizados por profesionales
Odontólogos, por lo que crearon la norma (ISO 6872) en la que menciona la
resistencia a los diferentes tipos de fuerzas que constantemente son sometidas
las resinas compuestas, constituyen un parámetro que se debe tomar en cuenta
para comprobar la calidad de los materiales, ya que durante el proceso de la
masticación se produce fuerzas que provocarían fracturas. Teniendo de esta
manera evidencia que en el mercado se ha introducido un interés por
incrementar mejoras en la composición química, para reforzar sus
características físicas y químicas de las resinas.
Por lo cual la finalidad de este estudio fue evaluar la diferencia de la resistencia
a la flexión biaxial que puedo presentarse en dos tipos de resinas bulk fill 3M,
para lo cual se realizó un proceso experimental In vitro donde se confeccionaron
120 cuerpo de prueba según la norma (ISO 4049) que menciona las dimensiones
correctas para una buena profundidad de curado así como de sus propiedades
mecánicas divididos en cuatro grupos de estudio. Posteriormente dichos cuerpos
de prueba fueron sometidos a una prueba física como a la resistencia a la flexión
biaxial.
Con los resultados obtenidos de la investigación se procedió a realizar
compraciones entre los datos obtenidos de los diferentes grupos BFi ,BFe,
BFFi, BFFe.

60
Aunque las investigaciones In vitro en materiales muchas veces son difíciles
de transladar a la clínica, ellos nos ofrecen información valiosa para entender
las propiedades y el comportamiento mecánico de los materiales
odontológicos, sin embargo se demostró la facilidad de la aplicación en clínica
de las resinas bulk fill 3M.
El uso de materiales cerámicos de matriz resinosa; en virtud de la facilidad y
mayor agilidad de mecanizado, hecho que optimiza el tiempo de uso, y
consecuentemente la productividad de los equipos CAD / CAM. Así, las
cerámicas de matriz resinosa, ya existentes en el mercado desde hace un
tiempo, se han mejorado en función de su composición química, lo que ha
permitido una indicación más amplia en el tratamiento restaurador, lo que
incluyen no sólo restauraciones parciales, sino también coronas totales
unitarias anteriores y posteriores.
Las propiedades óptimas, mecánicas y de estabilidad se han medido y
frecuentemente se las ha comparado con las propiedades de las cerámicas
vítreas, siendo importante resaltar al tratarse de materiales con composición
muy diferente para su comparación, lo que resulta cuestionable. Aún las
pruebas son comúnmente muy discrepantes dificultando la comparación
entre los artículos.
Los estudios de fatiga que involucra a Lava Ultimate demostraron que la
probabilidad de supervivencia de este material cuando se utiliza para corona
con soporte en implante no fue significativamente diferente en relación a las
coronas cerámicas, los niveles de carga en el momento de la falla tampoco
mostraron diferencia entre los materiales (Bakke, et al, .1989). De esto, se
comprueba la posibilidad de sustitución de coronas métalo cerámicas por las
coronas de resinas mecanizadas.
La comparación entre los estudios, todavía es de difícil conclusión, debido a
la variedad de pruebas que pueden observar en un mismo factor del
espécimen, además las dimensiones de los especímenes presentan
variaciones de estudio por estudio, a pesar de esos factores, la resistencia

61
del material Lava Ultimate siempre presenta resultados promisores,
independientes de estas variantes de trabajo. Debido a las modificaciones
sufridas por ella, este material se lo ha estudiado como un posible sustituto
para las coronas metálicas cerámicas.
Una de las principales ventajas de las cerámicas de matriz resinosa reside
en la facilidad de la ejecución de reparaciones mediante protocolos de
adhesión y el uso de resinas compuestas. Un estudio comparó la resistencia
de una corona nanocerámica intacta con otra corona fracturada sometida a
la deidad, el estudio demuestra que cuando se repara con resina indirecta
puede presentar resistencia 24 alta elevada como la de la corona intacta
(Bonfante, et al 2016). Estos resultados respaldan la reparación de la
restauración sin necesidad de cambio de la pieza protética.
Los resultados obtenidos en el análisis bidireccional de la varianza de las
propiedades de flexión y del desgaste simulado de resina CAD / CAM,
revelaron que el tipo de material y el ciclo térmico tuvieron una influencia
significativa (p, 0,05), pero no hubo interacción significativa (p 0,05) (Lawson,
Bansal, Burgess, 2016).
Los resultados encontrados en el presente trabajo son compatibles con lo
reportado en la literatura, cuando se compara Lava Ultimate y filtek Z350,
ambas sufrieron la acción del termociclaje y presentaron niveles de
resistencia a la flexión biaxial menores que las muestras producidas y
probadas inmediatamente, pero si se presenta una diferencia
estadísticamente significativa entre los dos compuestos.
Cuando se sometieron a una fuerza igual o superior a 30 N los especímenes
envejecidos presentaron un 0% de probabilidad de sobrevida, difiere de los
especímenes inmediatos que, aunque tenían una reducción en la
probabilidad de supervivencia, todavía resistieron a este nivel de simulación
de la carga. Sin embargo, estos valores son altos y parecen ser suficientes
incluso después de haber envejecido para una adecuada performance

62
clínica, como muestran los resultados de longevidad en resinas compuestas
(Opdam et al., 2010).
A pesar de que las resinas nanocerámicas, independientes de su forma
ventajas como, facilidad, practicidad, resistencia, multiutilidad, además del
gran en la ingeniería de biomateriales, lo que viene mejorando cada vez más
su desempeño en el medio odontológico, todavía tenemos que encontrarse
con algunas desventajas como la pérdida del brillo de las restauraciones con
el paso del tiempo, y las fallas referentes al sistema adhesivo.
Es interesante como el test de flexión biaxial con la estadística de Weibull
puede ser aplicado en el área odontológica haciendo referencia al tamaño
de las muestras y a la posibilidad de obtener una sola área de polimerización,
disminuyendo el trabajo en metodologías con cuerpos de prueba mayores.

63
CAPÍTULO V
5 CONCLUSIONES Y RECOMENDACIONES
5.1 Conclusiones
Al comparar los grupos sometidos a prueba inmediata reflejan que poseen
una resistencia característica significativamente mayor que en el grupo de
envejecimiento
El tipo de material y el ciclo térmico tuvieron una influencia significativa (p,
0,05), pero no hubo interacción significativa (p 0,05)
La resistencia a flexión biaxial de las resinas bulk fill es (156.1 MPa), y
bulk fill flow (120.36 MPa); por ende existe diferencia significativa entre
estos dos tipos de resinas. Demostrando que el grupo de resinas BF
convencionales tienen un índice de resistencia mayor que el grupo de
resinas BFF.
Existe resistencia característica estadísticamente superior para el grupo
BFi (η=187.8 MPa) en comparación con el grupo BFFi (η= 175.9 MPa).
La resistencia a la flexión biaxial de las resinas BFi es (178,88 MPa)
presenta diferencia significativa frente a las resinas BFFi (160,63 MPa).
La resistencia a flexión biaxial de las resinas BFe es (133,32 MPa), y BFFe
(80,09 MPa); por ende, existe diferencia significativa entre estos dos tipos
de resinas.
La resina que presenta una resistencia superior es la resina BF ya que se
atribuye al tamaño y a la distribución de las partículas las mismas que
están constituidas, y también se le atribuye a un componente monomérico
de la matriz orgánica conocido como TEGDMA misma que sustituye a una
porción de PEGDMA el mismo que disminuye la contracción de
polimerización y de esta manera aporta a u propiedades mecánicas
aumentado la resistencia compresiva.
La resina filtek bulk fill contiene dos novedosos monómeros de
metacrilato, que, combinados actúan para disminuir el estrés por
polimerización; uno de los monómeros, un metacrilato de alto peso

64
molecular (AUDMA), disminuye la cantidad de grupos reactivos en la
resina.
Al comparar estadísticamente entre los dos tipos de resinas de diferente
composición y tamaño de las partículas, se demostró una diferencia
estadísticamente significativa entre resinas
El envejecimiento disminuye significativamente la resistencia a la flexión
biaxial de las resinas BFF en comparación a los cuerpos de pruebas de
grupo BF.
Además de observarse un impacto del termociclado en la resistencia
característica y módulo de Weibull en ambos materiales, se encuentra que
dicho impacto fue mayor en la resina bulk fill flow 3M que en la resina bulk
fill 3M demostrando menor alteración y mayor confiabilidad después del
envejecimiento para la resina bulk fill convencional.
Las resinas envejecidas fallan con cargas menores comparadas con el
grupo de las resinas inmediatas.

65
5.2 Recomendaciones
Utilizar materiales de matriz de resinosa con el propósito de obtener
mayor velocidad de mecanizado, lo que optimiza el tiempo de uso y, en
consecuencia, la productividad de los equipos de mecanizado.
Realizar futuras investigaciones modificando las capas de resina a 4mm
con nuevos materiales restauradores bulk fill que se encuentren en el
mercado y comprobar su resistencia de flexión biaxial.

66
BIBLIOGRAFÍA
1. Kessler R. The Minamata Convention on Mercury: a first step toward
protecting future generations. EHP.2013; n. 121, v (10): p. A304-309.
2. Hirata R, Clozza E, Giannini M, Farrokhmanesh E, Janal M, Bonfante
EA, et al. Shrinkage assessment of low shrinkage composites using micro-
computed tomography. JBM Res. 2015; 103(4):798-806.
3. Opdam N.J. et al.12-year survival of composite vs. amalgam restorations.
J DENT RES. 2010; n. 89, v. 10, p. 1063-1067.
4. Reis A. et al. Microstructure and mechanical properties of composite
resins subjected to accelerated artificial aging. Braz Dent J. 2013; n. 24,
v. 6, p. 599-604.
5. ESPE 3M ORAL CARE. [Internet].Germany.3MOralCare [actualizado 14
Mayo 2016; citado 28 Abr 2017] Disponible
en:http://multimedia.3m.com/mws/media/976630O/filtek-bulk-fill-
posterior-restorative-tpp-global-
pages.pdf?fn=Filtek_Bulk_Fill_Posterior_Resto.
6. Rodríguez D, Pereira, N. Evolución y Tendencias Actuales en Resinas
Compuestas. Acta Odontológica Venezolana [Internet]; 2008[citado 14
Mayo de 2017];46(3):pág:1-12. Disponible en:
http://www.scielo.org.ve/scielo.php?pid=S000163652008000300026&scri
pt=sciarttext
7. Freedman G. Odontología Estética Contemporánea. 5th ed. Colombia:
Amolca; 2015.
8. Misisian EJ. Resinas compuestas en Bloque función y estética en
"tiempos modernos". Argentina: 2014.
9. M asioli M. Odontología Restauradora de la A a la Z. Brasil - Florianopolis:
l 1era edición; 2013.
10. Hat Trick CD, Eakle S, Bird F. Dental Materials: Clinical Applications for
Dental Assistants and Dental Hygienists. Saunders Elsevier; 2003.
11. Beun S, et al. Characterization of Nanofilled Compared to Universal and
Microfilled Composites. Den Mater. 2007; 23(1):51-59.
12. Lanata, E. Atlas de Operatoria Dental. Buenos Aires- Argentina:
Alfaomega Grupo editor Argentino; 2008.

67
13. Ramírez R., Gómez L, Maldonado R., Orellana N. Evaluación de las
Propiedades Flexurales y Reológicas de cinco resinas compuestas
formuladas para restauraciones anteriores. Acta Odontológica
Venezolana [Internet]; 2010[citado 28 Mayo del 2017]. Disponible en:
http://www.actaodontologica.com/ediciones/2010/4/art14.asp
14. Macchi R. Materiales Dentales. Editorial Médica Panamericana. 2000;
S.A. Vol. 3; p. 116.
15. Gonçalves E, Mitsuo H., Henrique J, Spohr A, Nogarett L. Influencia de
la Polimerizacion Adicional en las propiedades de una resina Ormocer.
Avances en Odontoestomatología. 2006;22 (5):271-277.
16. Demarco F, De CarvalhoR, Zanchi C, Rodrigues S. Flexural strength and
modulus of elasticity of different types of resin-bassed composites. Dental
Materials. 2007;21(1):16-21
17. Cova J. Biomaterilaes Dentales. Venezuela: Amolca; 2010.
18. Ascheim K. Odontología Estética. Barcelona- España: ELSEIVER; 2002.
19. Hirata R. Claves en Odontología Estética. Buenos Aires – Argentina:
Panamericana;2012
20. Barrancos M. Operatoria Dental Avances Clínicos, restauraciones y
estética. 5ta Edición ed. Buenos Aires: Editorial Médica Panamericana;
2015.
21. Carvalho M. Restauraciones estéticas con resinas compuestas en
dientes posteriores: Artes médicas Latinoamérica; 2006.
22. Baratieri L. Odontología Restauradora: Fundamentos y Técnicas. Sao
Paulo: Gen Grupo Editorial Nacional; 2011.
23. Chung S, Yap A, Chandra S, Lim C. Flexural strength of dental composite
restoratives: Comparison of biaxial and three point bending test.
InterScience. 2004; (71B):278-283.
24. Ilie N, Bucuta S, Draenert M. Bulk- fill Resin – based Composites: An in
Vitro Assessment of Their Mechanical Perfomance. Operative Dentistry.
2013;38(6):618-625.
25. Villegas M. Análisis comparativo in vitro de la tensión diametral en
restauraciones realizadas con resinas compuestas fotopolimerizadas con
lámparas halógenas y lámparas L.E.D. Revista de Chile;2005.

68
26. Kortaberria M AE. Biocompatibilidad de los composites y cementos
dentales. Trabajo de fin de master en terapia neural y odontología
neurofocal;2014. p. 6-7.
27. Nocchi C. Odontología restauradora salud y estética. Buenos Aires:
Editorial Medica Panamerica; 2007.
28. López C. Microdureza superficial. Universidad Nacional de San Marcos,
Investigación para obtener título profesional de Cirujano Dentista; 2015.p.
27-30.
29. Toledano M OR. Arte y ciencia de los materiales odontológicos.
Barcelona: Avances médico dentales; 2009.
30. Scorri N, Comba A, Gambino A, Palomino DS, Alovisi M, Pasqualini D, et
al. Microleakage at enamel and dentin margins with a bulk fills flowable
resin. Eur J Dent. 2014;8(1):1-8.
31. Czasch P, Ilie N. In vitro comparison of mechanical properties and degree
of cure of bulk fill composites. Clin Oral Investig. 2013[28 Mayo de
2017];17(1):227-35. Disponible en:
http://multimedia.3m.com/mws/media/205131O/filtektm-flow-technical
profile.pdf
32. Silva H. Odontología Restauradora. Buenos Aires. 2da Edición: Editorial
Panamericana; 2008.
33. Aguirre R. Biocompatibilidad de las resinas Fotocurables en la cavidad
oral. [Internet]. Venezuela: Tesis para para obtener el título de cirujano
dentista, Universidad Veracruzana. 2007. p. 10,11
34. Vallejo M. Estudio experimental in-vitro sobre la estabilidad cromática de
los componentes Amaris (VOCO). Universidad Complutense de Madrid;
2012. p. 16-17.
35. Cerutti A, Mangani F, Putignano A. Restauraciones Estéticas Adhesivas
Parciales en el Sector Posterior. Amolca; 2009.
36. Phillips J. Ciencia de los materiales dentales. 11th ed. España: Elsevier;
2008.
37. Burrow M. et al. Analysis of tensile bond strengths using Weibull statistics.
Biomaterials, n. 25, v. 20; Sep 2004. p. 5031-5.

69
38. Baldion P. Estudio comparativo de las propiedades mecánicas de
diferentes tipos de resina compuesta. Revista Colombiana de
Investigación en Odontología; 2011. p. 2,3.
39. Anusavice, K. Phillips Ciencia de los materiales dentales (11a ed.).
Madrid: Editorial Elsevier; 2004.
40. Anusavice, K. Phillips. Ciencia de los materiales dentales. Madrid: Diorki
Servicion Integrales de Edición; 2013.
41. Rueggeberg F, et al. Comparison of manufacturer-recommended
exposure durations with those determined using biaxial flexure strength
and scraped composite thickness among a variety of light-curing units. J
EstheRestor Dent, n. 21, v. 1; 2009.p. 43-61.
42. Carrillo C, Monroy M. Materiales de resinas compuestas y su
polimerización. ADM. 2009 Agosto.
43. Caetano de Souza N CV. Influencia de la fotopolimerización gradual en el
estrés de contracción de polimerización en restauraciones de resina
compuesta. Acta odontológica Venezolana; 2008. p. 1-2.
44. Rosell R HO. Estrés de contracción de las resinas compuestas. Odous
Revista de la Facultad de Odontología de la Universidad de
Carabobo;2011. p. 1-5.
45. Wang B SY. Determining the direction of shrinkage in dental composites
by changes in surface contour for differentconding configurations.
American Juornal of Dentistry; 2011.
46. Callis E. M. Grado de conversión de los composites. Geodental; 2002.
47. Ultradent. Valo, la lámpara LED. Ultradent; 2012.p. 26-302.
48. Freedman G. Odontología Estética Contemporánea. 5th ed. Colombia:
Amolca; 2015.
49. Carrillo C, Monroy M. Métodos de activación de la fotopolimerización.
Parte II. Órgano Oficial de la Asociación Dental Mexicana. 2009 Octubre.
50. Gómes E, Menendes P, Silva C, Sinhoreti M. Evaluación de la dureza
knoop de resina compuesta en función de la variación de la técnica de
polimerización complementaria. Acta Odontológica Venezolana. 2008;
46(1).
51. Bonfante E.A. et al. Resin composite repair for implant-supported crowns.
J Biomed Mater Res B Appl Biomater, Apr 2016.
70
52. Weibull++/ALTA 9 User’s Guide Part Identification: RGUGWA9.
ReliaSoftCorporationWorldwide Headquarters [Internet];2014 [citado05
de junio de 2017]. Recuperado a partir de:
http://www.synthesisplatform.net/WeibullALTA/en/UG_WeibullALTA9.pdf
53. ISO 6872 norma brasileira odontología materiais cerámicos. Associacao
brasileira de normas técnicas. Numero de referencia ABNT NBR ISO
6872: 2016 30 páginas.

71
ANEXOS
Anexo A Solicitud de permisos y autorización de los laboratorios
72
Anexo B Certificado de aceptación de tutoría y co-tutoría

73
Anexo C Certificado de similitud de tema

74
Anexo D Carta de idoneidad ética y experticia autor

75
Anexo E Carta de idoneidad ética y experticia tutor

76
Anexo F Declaración de conflictos de intereses

77
Anexo G Declaratoria de confidencialidad

78
Anexo H Normas de bioseguridad Universidad Central del Ecuador.

79

80
Anexo I Certificación de viabilidad ética

81
Anexo J Aceptación de co-tutoría

82

83

FORMATO PARA EXPEDIENTE DEL ESTUDIANTE
AUTORIZACIÓN DE PUBLICACIÓN EN EL REPOSITORIOINSTITUCIONAL
La información de este recuadro es para et control del registro. Favor no modificarla
CÓDIGO:síb-uce.
Fecha de entrega: Día: Miércoles 22 Mes: Mayo Año: 2018
INFORMACIÓN DE AUTOR (ES)
Nombres y apellidos:
Email:
Tania Daniela Zúñiga Godoy
C.l. o pasaporte:
Año Nacimiento:
1718485707
1988
INFORMACIÓN INSTITUCIONAL
Nombre de la Facultad:
Carrera:
Título a optar:
Facultad de Odontología
Odontología
COMPARACIÓN DE LA RESISTENCIA A LA FLEXIÓN BIAXIAL DELA RESINA BULK FILL Y BULK FILL FLOW ANTES Y DESPUÉS DE
SER SOMETIDAS A TERMOCICLADO"
Pregrado: x Especialización: Maestría: Doctorado: Institucional:
Tutor (es): Dr. David Gonzalo Montero
Dtro:
INFORMACIÓN Y CATEGORÍA DEL DOCUMENTO. Marque con X (uno o varios)Artículo de Revista
Capítulo de Libro
Libro
Memoria de Evento
Ponencia
Producción Docente
X Revista Académica / Científica
Tesis (Maestría y Doctorado)
Trabajo de grado (Pregrado y Especialización)
Otro
Cual?
Título y subtítulo del documento:COMPARACIÓN DE LA RESISTENCIA A LA FLEXIÓN BIAXIAL DE LA RESINA BULKFILL Y BULK FILL FLOW ANTES Y DESPUÉS DE SER SOMETIDAS A TERMOCICLADO
DINÁMICA DE INVESTIGACIÓN (Definida por cada Facultad. Consultar con su Tutor)Grupo de Investigación:
Línea de Investigación:
Área:
Tema:
Biomateriales Odontológicos
Ciencias Odontológicas Básicas
COMPARACIÓN DE LA RESISTENCIA A LA FLEXIÓN BIAXIAL DELA RESINA BULK FILL Y BULK FILL FLOW ANTES Y DESPUÉS DESER SOMETIDAS A TERMOCICLADO

AUTORIZACIÓN DE PUBLICACIÓN EN EL REPOSITORIO DIGITAL
Por medio de este formato manifiesto (manifestamos) mi (nuestra) voluntad de autorizar a la Universidad Central del Ecuador, la publicación entexto completo, de manera gratuita y por tiempo indefinido en el Repositorio Digital de la Universidad Central del Ecuador, así como en índices,buscadores, redes de repositorios y Biblioteca Digital su difusión, el documento académico-investigativo objeto de la presente autorización, confines estrictamente educativos, científicos y culturales, en los términos establecidos.En virtud del reconocimiento y protección a los Derechos de Autor consagrados en la Lev de Propiedad Intelectual en el Ecuador, de loseñalado en la Declaración de Berlín sobre el Acceso Abierto al Conocimiento en las Ciencias v Humanidades, así como del uso de Licenciasde Creative Cammons. indico mi decisión respecto a publicar mi (nuestro) trabajo en el Repositorio Institucional de Acceso Libre Nacional eInternacional, de la Universidad Central del Ecuador.Como autor (autores) manifiesto (manifestamos) que el presente documento académtco-investigativo es original y se realizó sin violar o usurparderechos de autor de terceros, por lo tanto, ta obra es de mi (nuestra) exclusiva autoría y poseo (poseemos) la titularidad sobre la misma. LaUniversidad de Central del Ecuador, no será responsable de ninguna utilización indebida del documento por parte de terceros, seráexclusivamente mi (nuestra) responsabilidad atender personalmente cualquier reclamación que pueda presentarse a la Universidad. Autorizo(autorizamos) al Repositorio Institucional de la Universidad Central del Ecuador, convertir el documento al formato que el repositorio lo requiera(impreso, digital, electrónico o cualquier otro conocido o por conocer) con fines de preservación documental; académico y de investigación.Esta autorización no implica renuncia a la facultad que tengo (tenemos) de publicar posteriormente la obra, en forma total o parcial, por lo cualpodré (mos), dando aviso por escrito a !a Biblioteca de la Universidad Central del Ecuador, con no menos de un mes de antelación, solicitarque el documento deje de estar disponible para el publico en el Repositorio Institucional de la Universidad de Central del Ecuador, así mismo,cuando se requiera por razones legales y/o reglas del editor de una revistó.
AUTORIZACIÓN DE PUBLICACIÓN
Firma autor* Cédula: 171848570-7
ESPACIO EXCLUSIVO PARA EL ASESOR O REPRESENTANTE COMITÉ EVALUADOR DE FACULTAD
Entiendo los términos en los que el autor acepta la publicación en texto completo, en especial aquellos en los que asume la autoría deldocumento y que excluye a la Universidad Central del Ecuador o a mi persona por cualquier reclamo o litigio de terceros, haciéndoseresponsable de los efectos que ello conlleva. He leído íntegramente el texto completo y evaluado este documento en su componenteacadémico e investiga ti vo; utilicé mecanismos de detección antipfagio y/o buscadores comerciales en línea que permiten detectar indicios defraude académico; según los conocimientos adquiridos en mi área de especialidad profesional certifico un alto nivel de confiabilidad deautoridad, que cumple con los requisitos de calidad exigidos por la Universidad Central del Ecuador para efectos de visibilidad y prestigionacional e internacional y por lo tanto avalo la calidad de este trabajo y su inclusión en texto completo y referencial en la Colección de Trabajosde Titulación.
AVAL DE PUBLICACIÓN EN EL REPOSITORIO DIGITAL
Nombre tutor* David Gonzalo Montero López/
Email [email protected]/
"Se aceptan firmas originales y/o digitales, tanto para autorfes) como para tutor (es), las cuales son requisitos indispensables para la entregaen Biblioteca.