chromium emissions during welding in an aluminum ... · minium vs. steel shipbuilding environ- ......
TRANSCRIPT

WELDING RESEARCH
WELDING JOURNAL / MARCH 2016, VOL. 9586-s
Introduction Chromium is element number 24 inthe Periodic Table (Ref. 1). Chromiumis used as an alloying element in pro-duction of metallic alloys, especiallystainless steels (Ref. 2). It is also anadditive in the aluminum alloys usedin fabrication of marine vessels (Refs.3–7). Benefits of adding Cr to Al alloysinclude control of grain structure, pre-vention of grain growth in aluminum-magnesium alloys, and prevention of recrystallization in aluminum-magnesium-silicon or aluminum-magnesium-zinc alloys during hotworking or heat treatment (Refs. 4–7).
The aluminum from which the alloysare made is 99.996% pure before addi-tion of other metals. The 5000 seriesalloys contain at least 90% aluminumby weight. The 6000 series alloys con-tain at least 93% aluminum by weight.The other elements are added in pre-cisely measured quantities. Table 1 provides the standard com-position of alloys of aluminum used inmarine applications (Refs. 4–7). Table 1indicates the concentration of chromi-um in aluminum alloys used in marineapplications ranges from 0.05 to 0.35%in the 5000 series to 0.04 to 0.40% inthe 6000 series. Chromium is a minoradditive compared to other elements.
This paper reports on an investiga-tion of emissions of chromium com-pounds during structural fabricationwelding of aluminum at a shipyard inVancouver, British Columbia. Thisshipyard typically uses 5000 and 6000series aluminum, and performs weld-ing with argon-shielded gas metal arcwelding (GMAW) and gas tungsten arcwelding (GTAW) processes. This paperaddresses emissions only duringGMAW processes. This work occurredindoors in a partly climate-controlledbuilding. Humidity control and cleanli-ness are important issues in the alu-minium vs. steel shipbuilding environ-ment. The fabrication building in thisshipyard contains heating, ventilating,and air-conditioning (HVAC) equip-ment with filtration for partial recircu-lation. As a result, the air is clean com-pared to that in a steel shipyard where“welding smoke” is readily visible inthe roof space of the building. Weldingindoors in this controlled environmentalso contrasts with welding on struc-tural steels that occurs outdoors inconditions often deemed inhospitable. Chromium in welding plumes canoccur in several possible forms start-ing with elemental (metallic) Cr(0),and compounds containing chromiumin different oxidation states, namelyCr(II), Cr(III), and Cr(VI). Occurrenceof a particular oxidation state dependson location in the plume relative to theprotective gaseous shield. Elemental(metallic) chromium can result fromspatter expelled during the welding
Chromium Emissions during Welding in anAluminum Shipbuilding Environment
The study assessed emissions using a welding machine and production welding operations
BY T. N. MCMANUS AND A. N. HADDAD
ABSTRACT Chromium is one of the minor additives contained in aluminum alloys (0.05 to 0.35%in the 5000 series to 0.04 to 0.40% in the 6000 series) used in marine applications.Argonshielded gas metal arc welding (GMAW) and gas tungsten arc welding (GTAW)processes are typically employed in a shipyard in Vancouver, British Columbia, in fabrication of ship structures. While metallic chromium Cr(0), Cr(III) oxide, and Cr(VI)compounds can occur in the welding plume, Cr(III) and Cr(VI) compounds are the morelikely. This study assessed emissions during welding using an ESAB A2 welding machineand production welding operations. Airborne concentrations of soluble and insolubleforms of Cr(VI) compounds are likely to exceed relevant Threshold Limit Values (TLVs) or,more especially, TLVs + as low as reasonably achievable (ALARA) below the exposurelimit (25 and 10 g/m3, respectively) during production welding operations. This studyprovides evidence that airborne concentrations of hexavalent chromium are very likelyto exceed the OSHA regulatory limit of 5 g/m3, necessitating control measures regardless of the exposure limit employed by the regulator in the jurisdiction.
KEYWORDS • Aluminum Alloys • ArgonShielded GMAW • Cr(VI) • A2 Welding Machine • Production Welding Processes
T. N. McMANUS ([email protected]) is with NorthWest Occupational Health & Safety, North Vancouver, Canada, and with Programa de PósGraduação, University Federal Fluminense, Niterói, Brazil. A. N. HADDAD ([email protected]) is with Escola Politécnica, Universidade Federal do Rio de Janeiro, Rio de Janeiro,Brazil.
McManus Supplement March 2016_Layout 1 2/11/16 2:42 PM Page 86

WELDING RESEARCH
MARCH 2016 / WELDING JOURNAL 87-s
process. Cr(II) readily oxidizes toCr(III) oxide in the air and ozone thatare present outside the gaseous shield(Ref. 8). Cr(III) oxide and Cr(VI) com-pounds occur in the welding plume asa result of oxidation of chromiumatoms vaporized during the weldingprocess (Ref. 9). Cr(VI) compounds areless stable to heat than Cr(III) com-pounds. Formation of Cr compoundsoccurs outside the shield under the in-fluence of oxygen and ozone (Ref. 8).Ozone is by far the more reactiveagent. However, ozone reacts at the
same time with nitric oxide to producenitrogen dioxide.
Health-related concerns of chromi-um compounds vary according to toxi-cological properties. Metallic chromi-um Cr(0) and Cr(III) oxide causerespiratory irritation (Ref. 8). Water-soluble Cr(VI) compounds cause respi-ratory tract irritation and lung cancer,dermatitis, and possible kidney dam-age. Water-insoluble Cr(VI) com-pounds cause respiratory tract irrita-tion and lung cancer and skin irritation.
Many jurisdictions use the Thresh-old Limit Values (TLVs) published bythe TLV Committee of the AmericanConference of Governmental Industri-al Hygienists as regulatory limits (Ref.10). The TLVs are intended for use asguidelines and not as regulatory lim-its. Threshold Limit Values are notfine lines between safe and unsafeconditions. They incorporate safetyfactors to ensure that exposure ofnearly all workers can occur withoutadverse effect at the level of the TLVday after day during a normal work
Fig. 1 — A2 welding machine prior to installation offume collector hood.
Table 1 — Elemental Composition of Aluminum Alloys Used in Marine Applications
Alloy Element (%) Si Fe Cu Mn Mg Cr Zn Ti Al
5052 0.25 0.4 0.10 0.10 2.2–2.8 0.15–0.35 0.10 remainder5083 0.40 0.40 0.10 0.40–1.0 4.0–4.9 0.05–0.25 0.25 0.15 remainder5086 0.40 0.50 0.10 0.20–0.7 3.5–4.5 0.05–0.25 0.25 0.15 remainder6061 0.40–0.8 0.7 0.15–0.40 0.15 0.8–1.2 0.04–0.35 0.25 0.15 remainder6063 0.20–0.6 0.35 0.10 0.10 0.45–0.9 0.10 0.10 0.10 remainder6066 0.9–1.8 0.5 0.7–1.2 0.6–1.1 0.8–1.4 0.40 0.25 0.20 remainder
Adapted from Refs. 3–7.
Fig. 2 — A2 welding machine and associated fume containment and collection devices and sampling pumps.
McManus Supplement March 2016_Layout 1 2/11/16 2:42 PM Page 87

WELDING RESEARCH
WELDING JOURNAL / MARCH 2016, VOL. 9588-s
shift of 8 hours, work week of 40hours, and working lifetime of 40years. Chromium compounds whose for-mation in the plume outside the shieldgas is possible, given the componentsin the base metal and the wire, includethe chromates. Table 2 lists chromates(calcium chromate, water soluble andunspecified insoluble chromates, leadchromate, strontium chromate, andzinc chromate) for which TLVs exist.Chromates can form by reaction be-tween ingredients in the base metaland substances in the surroundingenvironment. Zinc chromate can form from reac-tion between chromium, zinc, andoxygen. Chromates can also form byreaction involving substances in thesurrounding environment. There areno specific TLVs for these substances.Substances in the surrounding envi-ronment possibly involved in forma-tion of chromates in the welding
plume include calci-um, sodium, andpotassium (water-sol-uble chromates), lead,and strontium. Sodi-um, potassium, calci-um, lead, and stron-tium are not identi-fied as being presentin the aluminum al-loys generally used inshipbuilding applica-tions. In addition,manufacturers mayadd additional traceelements such asberyllium, cadmium,lead, and nickel notalways indicated inproduct specificationsheets (Refs. 4–7).The ability of chro-mates containingthese elements toform in the weldingplume in the absenceof these elements inthe aluminum alloysis highly unlikely.
Paint dustaerosolized duringabrasive blasting is apotential source ofthese compounds.Whether these chro-mates actually arepresent is not known.
Chromates containing these elementsusually are encountered in other in-dustrial processes such as paint appli-cation and removal, and water treat-ment, where these substances arepresent as ingredients in chemicalproducts. WorkSafeBC, the regulator havingjurisdiction over the shipyard in whichthis work occurred, designates Cr(VI)compounds as substances to whichemployers must maintain exposure aslow as reasonably achievable (ALARA)below the TLV as an additional precau-tion (Ref. 11). In this regard, the U.S.Occupational Safety and Health Ad-ministration (OSHA), part of the De-partment of Labor, lowered the per-missible exposure limit for exposure tohexavalent chromium in 2006 to 0.005mg/m3 (Ref. 12). Information in Table 1 and Table 2provides the basis for a concern re-garding the form in which chromium
can occur. Occurrence in a form thathas a high exposure limit and is notcarcinogenic obviously raises the com-fort level about chromium. On theother hand, occurrence in a form thathas a low exposure limit and is car-cinogenic raises considerable concernabout worker protection. Articles in the industrial hygieneliterature on chromium in weldingplumes and grinding dust providesome additional guidance. Of course,the focus of the articles is related tostainless steels, where the chromiumcontent ranges from 16 to 20% of thealloy vs. up to 0.40% in aluminum al-loys (Ref. 13). The proportion ofCr(VI) compounds in the plume fromargon-shielded welding of stainlesssteels is 2 to 4% of total chromium(Refs. 14, 15). Chromium VI com-pounds are absent in grinding dustfrom stainless steel alloys (Ref. 16).
Experimental Procedure
Laboratory studies of weldingplumes typically utilize an enclosed,conically shaped collector containingseveral sampling probes that is posi-tioned over the welding electrode. Thisequipment is not normally available inthe real-world environment of a pro-duction facility. One way to overcome this problemis to use a robotic welding machineduring welds on long joints. These ma-chines also offer the ability to locatemultiple sampling cassettes at theheight of the breathing zone of awelder engaged in work on horizontalsurfaces. These units offer the addi-tional benefit of sampling during real-world operation. The containment provided by thehood and associated curtains providesthe opportunity to collect large quan-tities of material in a short time. Thisavoids artifacts due to potential agingof the material after collection. Col-lecting sufficient welding plume in ashort period of time is essential to pre-serving the relative occurrence of theoxidation states and chemical form ofchromium as present in the weldingplume. The height of the hood is aboutthe same as the distance of the weld-ing shield from the arc, so that the ageof the plume will be about the same asexperienced by welders.
Fig. 3 — Underside of the collector hood showing the clusterof sample cassettes.
McManus Supplement March 2016_Layout 1 2/11/16 2:42 PM Page 88

WELDING RESEARCH
MARCH 2016 / WELDING JOURNAL 89-s
An ESAB A2 automated weldingmachine (ESAB, Mississauga, ON,Canada) outfitted with a local exhaustcollecting hood and associated cur-tains (Figs. 1, 2) was used during theseexperiments to obtain samples to ana-lyze for Cr(VI) compounds. Four runs,each involving three samples, wereperformed using the A2 welding ma-chine under normal operation (22.5 V,180 A). Table 3 summarizes equip-ment settings during welding. Air samples during operation of theESAB A2 welding machine were collect-ed using portable, constant-flowpumps (SKC, Inc., Eighty-Four, Pa.) andmicroporous polyvinylchloride (PVC)filters held in plastic cassettes. Thepumps were calibrated prior to and af-ter sampling. The cassettes were posi-tioned closed-faced in groups of three(Fig. 3) under the top of the hood,which is about 46 cm above the arc. Immediately after sample collec-tion, the interior and exterior of thecassettes were flushed with argon. Theinterior of the packaging used forshipment to the lab (a cardboard boxand loose-fill material to prevent dam-age) also was flushed with argon.These actions were taken to excludeair and to prevent contact with oxygento the extent possible prior to disas-sembly and analysis in the analyticallaboratory in response to a concernthat change in the chemical form ofchromium can occur after collectionwhen oxygen is present. Air samples during manual arcwelding were obtained as described.The cassettes were positioned on thelapel below the shoulder. In the case ofautomated welding using the ESAB A2machine, the operator wore the sam-pling device. The position of the cas-settes on the lapel below the shoulderwas the only one in the breathing zone
that was common to all individuals, re-gardless of the type of respirator inuse. The cassettes were packaged forshipping as described previously. Man-ual arc welding during collection of in-dividual samples occurred in generalorientations as described by thewelder. Mass of material on filters was deter-mined by weighing the loaded filter andcomparing against an identical un-loaded filter. One sample from each runwas digested in 20% nitric acid formeasurement of total chromium by in-ductively coupled plasma (ICP) spec-trophotometry according to NationalInstitute for Occupational Safety andHealth (NIOSH) Method 7300 (Ref. 18).The remaining two samples from eachrun were combined and sequentially ex-tracted to determine soluble and insolu-ble Cr(VI) compounds according toNIOSH Method 7600 (Ref. 18). Calculations were performed usingIHDataAnalyst Lite Version 1.29 (Ref.19), a software package used in thepractice of industrial hygiene. WorkSafeBC, the regulator inBritish Columbia, requires employersto assess the conditions of work. Thisassessment required cooperation andactive participation from welders andother workers at the shipyard. Every-one who participated was a volunteerand gave informed consent. Prior tothe start, each prospective participantreceived a brief explanation aboutwhat the monitoring system did andwhat information it created andstored. Anyone uncomfortable withparticipation was excused, no ques-tions asked, and without repercussion.No names were recorded to ensurethere was no means to identifyparticipants. This work involved about 20 pro-duction welders, 5 tackers, and 5 fit-
ters, in addition to the laborer whomanaged portable ventilation equip-ment, and two supervisors. Individualparticipation varied considerably fromone session to multiple sessions de-pending on comfort in wearing thesampling equipment (described previ-ously), interest in the project, and thetype of work that was occurring. Thestrategy underlying the monitoring ac-tivity was to obtain samples from allrelevant types of activity during pro-duction welding. Sampling was spread among thegroup of workers over the duration ofthe sample period, which occurredover the span of several weeks. Sam-pling was dictated in part by availabili-ty of work in specific structures anddifferent geometric configurations.The realities intrinsic to this situationintroduced considerable randomnessbecause the schedule of work was notknown in advance of seeking volun-teers for a particular day.
Results During welding, the welder posi-tioned his/her face in close proximityto the flow of argon shield gas. Thisaction ocurred regardless of whetherthe welding process was manual or au-tomated using a portable welding ma-chine. The self-propelled ESAB A2portable welding machine was used onthe shop floor to weld together largeplates of aluminium. In both cases, thewelder positioned his/her face in closeproximity to the arc so as to be able toobserve the progress and quality of theweld and tracking of the machinealong the joint to be joined together.Close proximity to the arc inevitablyexposes the welder to the particulatesubstances in the plume. Welding occurred in multiple posi-
Table 2 — Eight Hour Exposure Limits for Chromium and Compounds
Form Possible Source Exposure Limit Source of Contaminant mg/m3
Cr(0) grinding dust, spatter 500 TLV (Ref. 10)Cr(III) welding fume 500 TLV (Ref. 10)Cr(VI), water soluble welding fume, other source 25 TLV (Ref. 10)Cr(VI), insoluble welding fume 10 TLV (Ref. 10)calcium chromate, as Cr other source 1 TLV (Ref. 10)lead chromate, as Cr other source 12 TLV (Ref. 10)strontium chromate, as Cr other source 0.5 TLV (Ref. 10)zinc chromate, as Cr welding fume, other source 10 TLV (Ref. 10)Cr(VI), all compounds 5 OSHA (Ref. 12)
McManus Supplement March 2016_Layout 1 2/11/16 2:42 PM Page 89

WELDING RESEARCH
WELDING JOURNAL / MARCH 2016, VOL. 9590-s
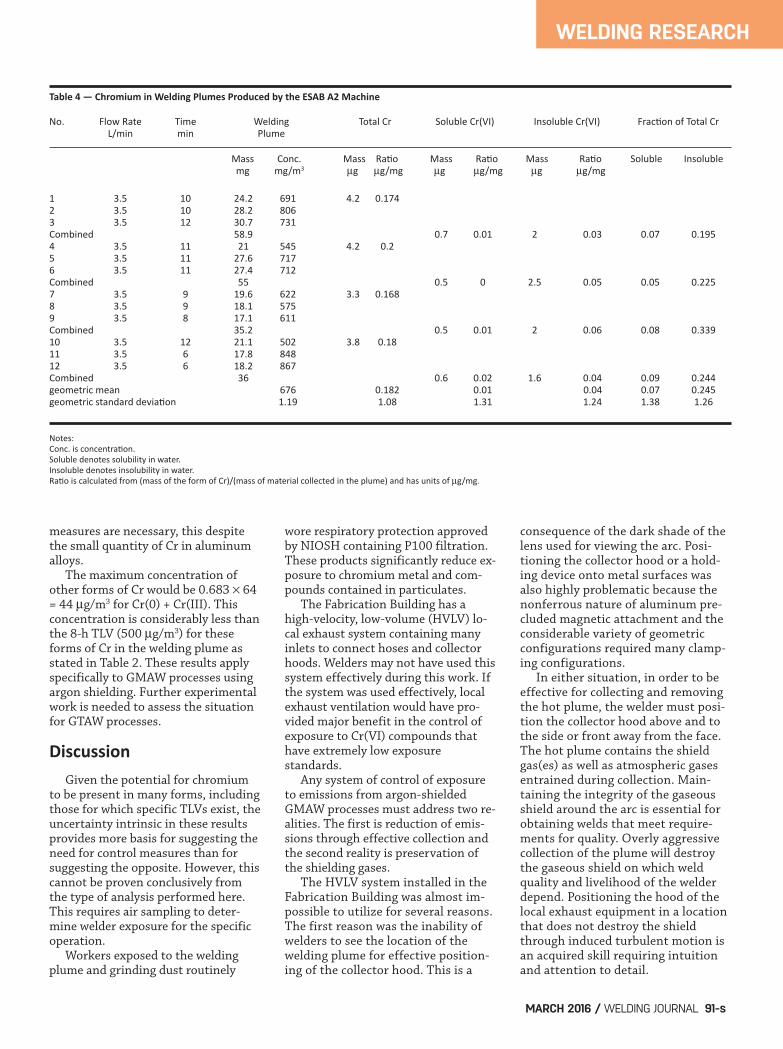
tions, namely, downward onto lowerhorizontal surfaces (1F, 1G, 2F, 2G, 3F,3G), upward and downward (3F, 3G),and side to side on vertical surfaces(2F, 2G), and upward onto horizontaloverhead surfaces (4F, 4G). Duringwelding downward onto lower hori-zontal surfaces (1F, 1G, 2F, 2G, 3F, 3G)in the absence of local effective ex-haust ventilation, the plume passes upthe upper chest around the neck andup the back of the head or remains infront of the welder. During welding onvertical surfaces (2F, 2G), the plumemoves up the vertical surface in frontof the welder. During welding over-head (4F, 4G), the plume moves alongthe surface of the metal and can be-come trapped by vertical downwardprotrusions. Entrapment can causeimmersion of the welder’s face into theplume. Table 4 presents results from sam-pling for chromium during operationof the ESAB A2 machine. The calcula-tions in Table 4 are based on fractionsof masses, rather than concentrations.This approach is necessary because ofuncertainty in pump operating times.The duration of sampling reportedhere are approximate and representvalues provided by pump timers. Sincethe pumps provide only whole num-bers of minutes, rather than fractions,some error was possible. Normally anerror of fraction of a minute in a sam-ple obtained over hundreds of minutesmay be minimal. A fraction of aminute could become important whenthe sample time is only a few minutes.Use of masses, rather than concentra-tions, of material minimizes errors in
this type of situation. Calculations using IHDataAnalystLite Version 1.29 indicated thelognormal distribution applies to thedata presented in Table 4 (Ref. 19).The lognormal distribution typicallyapplies to data obtained in the field ofindustrial hygiene (Ref. 20). Table 4indicates the geometric mean concen-tration of particulates in the plumewas 676 mg/m3, with a geometricstandard deviation of 1.19. The geo-metric mean of the ratio of totalchromium and mass of material col-lected in the plume was 0.182 g ofCr/mg of fume and the geometricstandard deviation was 1.08. Basemetal and fume are not directly com-parable because of the presence of ox-ides in the latter. The geometric means were 0.072(gsd = 1.38) for the ratio of solubleCr(VI) compounds to total Cr and0.245 (gsd = 1.26) for the fraction ofinsoluble Cr(VI) compounds, respec-tively. The results obtained here sug-gest that soluble Cr(VI) would be0.072 or 7.2% of total chromium; in-soluble Cr(VI) would be 0.245 or24.5%; and the balance 0.683 or 68.3%would be other forms of chromium. Table 5 provides results from sam-pling for chromium during manualproduction welding operations. Expo-sure to all forms of chromium duringmanual production welding rangedfrom 3 to 64 g/m3. These data have ageometric mean of 11.9 g/m3 andgeometric standard deviation of 2.56.Calculations using IHDataAnalyst LiteVersion 1.29 indicated the lognormaldistribution applies to data presented
in Table 5 (Ref. 19). Combining the results reported inTables 4 and 5, and using the maxi-mum measured concentration of totalCr during welding activity of 64mg/m3, the maximum concentrationof soluble Cr(VI) would be 0.072 64g/m3 = 4.6 g/m3. This concentrationis slightly less than the OSHA regula-tory limit of 5 g/m3 and smaller thanthe TLV of 25 g/m3 for water-solubleCr(VI) compounds that could occur inthe welding plume. Similarly, the con-centration of insoluble Cr(VI) wouldbe 0.245 64 g/m3 = 16 g/m3. Thisconcentration is considerably greaterthan the OSHA regulatory limit of 5g/m3 for Cr(VI) compounds andgreater than the TLV of 10 g/m3 forunspecified Cr(VI) compounds thatcould occur in the welding plume.When averaged over 8 hours in consid-eration to the duration of exposureover the period of the workshift, theaverage concentration would decrease. In the United States, all forms ofCr(VI), that is, both water soluble andwater insoluble, are combined and in-distinguishable from each other. Atthe level of exposure proposed here,even reduced in the calculation by theshort duration of actual welding dur-ing the day, control measures such asspecially designed exhaust systems orother means of ventilation are neces-sary. In addition, the maximum meas-ured level chosen for use in the calcu-lations is an extreme that may not oc-cur in other situations. For jurisdic-tions regulated through use of the TLVand especially TLV + ALARA, the im-pact is the same, namely that control
Table 3 — Welding Parameters during Sampling for Chromium
Parameter Current Voltage A V
GMAW horizontal fillet weld (5083 base material, ER5183 wire, 1.2 mm diameter) 190 to 240 24 to 25vertical up fillet weld (5083 base material, ER5183 wire, 1.2 mm diameter) 160 to 190 24 to 25overhead fillet weld (5083 base material, ER5183 wire, 1.2 mm diameter) 180 to 220 24 to 25
GTAW horizontal fillet weld (5083 base material, filler rod 2.5 mm, 5083 base material) 235 26vertical up fillet weld (5083 base material, filler rod 2.5 mm, 5083 base material) 212 25overhead fillet weld (5083 base material, filler rod 2.5 mm, 5083 base material) 240 25
Notes:•Current shall not vary more than ± 15% for both processes.•Voltage shall not vary more than ± 10% for both processes.•When using 6061 base material, current and voltage are higher.•CSACWB W47.2 Aluminum was followed during this work (Ref. 17).
McManus Supplement March 2016_Layout 1 2/11/16 2:42 PM Page 90
WELDING RESEARCH
MARCH 2016 / WELDING JOURNAL 91-s
measures are necessary, this despitethe small quantity of Cr in aluminumalloys. The maximum concentration ofother forms of Cr would be 0.683 64= 44 mg/m3 for Cr(0) + Cr(III). Thisconcentration is considerably less thanthe 8-h TLV (500 mg/m3) for theseforms of Cr in the welding plume asstated in Table 2. These results applyspecifically to GMAW processes usingargon shielding. Further experimentalwork is needed to assess the situationfor GTAW processes.
Discussion Given the potential for chromiumto be present in many forms, includingthose for which specific TLVs exist, theuncertainty intrinsic in these resultsprovides more basis for suggesting theneed for control measures than forsuggesting the opposite. However, thiscannot be proven conclusively fromthe type of analysis performed here.This requires air sampling to deter-mine welder exposure for the specificoperation. Workers exposed to the weldingplume and grinding dust routinely
wore respiratory protection approvedby NIOSH containing P100 filtration.These products significantly reduce ex-posure to chromium metal and com-pounds contained in particulates. The Fabrication Building has ahigh-velocity, low-volume (HVLV) lo-cal exhaust system containing manyinlets to connect hoses and collectorhoods. Welders may not have used thissystem effectively during this work. Ifthe system was used effectively, localexhaust ventilation would have pro-vided major benefit in the control ofexposure to Cr(VI) compounds thathave extremely low exposurestandards. Any system of control of exposureto emissions from argon-shieldedGMAW processes must address two re-alities. The first is reduction of emis-sions through effective collection andthe second reality is preservation ofthe shielding gases. The HVLV system installed in theFabrication Building was almost im-possible to utilize for several reasons.The first reason was the inability ofwelders to see the location of thewelding plume for effective position-ing of the collector hood. This is a
consequence of the dark shade of thelens used for viewing the arc. Posi-tioning the collector hood or a hold-ing device onto metal surfaces wasalso highly problematic because thenonferrous nature of aluminum pre-cluded magnetic attachment and theconsiderable variety of geometricconfigurations required many clamp-ing configurations. In either situation, in order to beeffective for collecting and removingthe hot plume, the welder must posi-tion the collector hood above and tothe side or front away from the face.The hot plume contains the shieldgas(es) as well as atmospheric gasesentrained during collection. Main-taining the integrity of the gaseousshield around the arc is essential forobtaining welds that meet require-ments for quality. Overly aggressivecollection of the plume will destroythe gaseous shield on which weldquality and livelihood of the welderdepend. Positioning the hood of thelocal exhaust equipment in a locationthat does not destroy the shieldthrough induced turbulent motion isan acquired skill requiring intuitionand attention to detail.
Table 4 — Chromium in Welding Plumes Produced by the ESAB A2 Machine
No. Flow Rate Time Welding Total Cr Soluble Cr(VI) Insoluble Cr(VI) Fraction of Total Cr L/min min Plume
Mass Conc. Mass Ratio Mass Ratio Mass Ratio Soluble Insoluble mg mg/m3 mg mg/mg mg mg/mg mg mg/mg
1 3.5 10 24.2 691 4.2 0.1742 3.5 10 28.2 8063 3.5 12 30.7 731Combined 58.9 0.7 0.01 2 0.03 0.07 0.1954 3.5 11 21 545 4.2 0.25 3.5 11 27.6 7176 3.5 11 27.4 712Combined 55 0.5 0 2.5 0.05 0.05 0.2257 3.5 9 19.6 622 3.3 0.1688 3.5 9 18.1 5759 3.5 8 17.1 611Combined 35.2 0.5 0.01 2 0.06 0.08 0.33910 3.5 12 21.1 502 3.8 0.1811 3.5 6 17.8 84812 3.5 6 18.2 867Combined 36 0.6 0.02 1.6 0.04 0.09 0.244geometric mean 676 0.182 0.01 0.04 0.07 0.245geometric standard deviation 1.19 1.08 1.31 1.24 1.38 1.26
Notes:Conc. is concentration.Soluble denotes solubility in water.Insoluble denotes insolubility in water.Ratio is calculated from (mass of the form of Cr)/(mass of material collected in the plume) and has units of mg/mg.
McManus Supplement March 2016_Layout 1 2/11/16 2:42 PM Page 91

WELDING RESEARCH
WELDING JOURNAL / MARCH 2016, VOL. 9592-s
Conclusion These results indicate that the di-verse activities of welding of alumini-um in the shipbuilding environment asdescribed here posed a risk of exceed-ing regulatory limits for Cr(VI) com-pounds for which control measures arenecessary.
The financial support of CAPES(Coordenação de Aperfeiçoamento dePessoal de Nível Superior), Brasilia,DF, Brazil, in pursuit of this work isgratefully acknowledged.
Statement of Conflict of Interest
Neither author (Thomas Neil Mc-Manus, M.Sc., nor Assed N. Haddad,PhD) has a real nor implied nor poten-tial conflict of interest arising fromnor out of the work reported in thispaper.
1. Shupack, S. 1991. The chemistry ofchromium and some resulting analyticalproblems. Environmental Health Perspec-tives 92: 7–11. 2. Cunat, P. J. 2004. Alloying elements instainless steel and other chromium-contain-ing alloys. Paris: Euro Inox (International
Chromium Development Association). 3. Pollard, S. F. 1993. Boatbuilding withAluminium. New York: International Ma-rine/McGraw-Hill Education. 4. Davis, J. R. (ed). 1993. Aluminum andAluminum Alloys. Materials Park, Ohio:American Society for MaterialsInternational. 5. Altenpohl, D. 1982. Aluminum Viewedfrom Within. Düsseldorf: Aluminum-Verlag. 6. Mondalfo, L. F. 1976. Aluminum Al-loys, Structure and Properties. London: Butterworths. 7. Hatch, J. E. 1984. Aluminum: Proper-ties and Physical Metallurgy. Materials Park,Ohio: American Society for Materials International. 8. ACGIH. 2001. Chromium metal andinorganic compounds. Documentation of theTLVs and BEIs. Cincinnati, Ohio: Ameri-can Conference of Governmental Industri-al Hygienists. [CD-ROM]. 9. Hewitt, P. J., and Madden, M. G.1986. Welding process parameters andhexavalent chromium in MIG fume. Annalsof Occupational Hygiene 30: 427–434. 10. ACGIH. 2014. TLVs and BEIs forchemical substances and physical agents & bi-ological exposure indices. Cincinnati, Ohio:American Conference of Governmental In-dustrial Hygienists. 11. WorkSafeBC. 2015. OccupationalHealth and Safety Regulation, Part 5: Chemi-cal Agents and Biological Agents. Richmond,BC: WorkSafeBC. Retrieved fromwww2.worksafebc.com/publications/ohsregu-lation/regulation.asp. 12. OSHA. 2015. Chromium (VI)(29CFR 1910.1026). Washington, D.C.: Ac-cessed from osha.gov/pls/oshaweb/owadisp.show_document?p_table=STAN-DARDS&p_id=13096.
13. Davis, J. R. 1994. Stainless Steels.Materials Park, Ohio: American Society forMaterials International. 14. van der Wal, J. F. 1985. Exposure ofwelders to fumes, Cr, Ni, Cu and gases inDutch industries. Annals of OccupationalHygiene 29: 377–389. 15. Castner, H. R., and Null, C. L. 1998.Chromium, nickel and manganese in ship-yard welding fumes. Welding Journal 77(6):223-s to 231-s. 16. Karlsen, J. T., Farrants, G., Torgrim-sen, T., and Reith, A. 1992 Chemical compo-sition and morphology of welding fume par-ticles and grinding dusts. American IndustrialHygiene Association Journal 53: 290–297. 17. CSA Group. 2011. Certification ofcompanies for fusion welding of alu-minum. (CAN/CSA W47.2-11). Missis-sauga, ON: CSA Group. 18. Schlecht, P. C., and O’Connor, P. F.2003. NIOSH Manual of Analytical Methods(NMAM®), 4th ed., 3rd Suppl. Cincinnati,Ohio: U.S. Department of Health and Hu-man Services, Centers for Disease Controland Prevention, National Institute for Oc-cupational Safety and Health. DHHS(NIOSH) Publication 94-113 (August,1994), 1st Supplement Publication 96-135,2nd Supplement Publication 98-119, 3rdSupplement 2003-154. 19. EASI: IHDataAnalyst Lite EditionVersion 1.29. Morgantown, W.Va.: Expo-sure Assessment Solutions, Inc. 20. Leidel, N. A., Busch, K. A., andLynch, J. R. 1977. Occupational ExposureSampling Manual (DHEW (NIOSH) Publica-tion No. 77-173). Cincinnati, Ohio: U.S.Department of Health, Education, andWelfare, Public Health Service, Center forDisease Control, National Institute for Oc-cupational Safety and Health.
Table 5 — Air Sampling for Total Chromium during ArgonShielded GMAW Production Welding
Location/Description Flow Rate L/min Time min Mass mg Concentration mg/m3
Downward on horizontal surfaces 2.1 132 2 7(1F, 1G, 2F, 2G)
Compartments of center module 2.0 413 2.1 3(1F, 1G, 2F, 2G, 3F, 3G) 2.0 420 10.1 12 2.0 405 3.6 5
Engine bed, vertical work 2.0 384 5.3 7(3F, 3G, 4F, 4G) 2.0 394 22.9 29
ESAB A2 machine operator 2.0 421 13.6 16(1G) 2.0 260 9.2 18 2.0 358 45.5 64
Geometric mean 11.9Geometric standard deviation 2.56
References
Acknowledgment
McManus Supplement March 2016_Layout 1 2/11/16 2:42 PM Page 92