chemical coating of titanium with anti-friction nickel-phosphorus alloy
TRANSCRIPT

CHEMICAL COATING OF T I T A N I U M WITH ANTI-FRICTION
NICKEL-PHOSPHORUS ALLOY
(UDC 621.357.76: 669.7.018)
S. F. Y u r ' e v and E. V. S a k h a r o v a
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 6, pp. 28-33; /tree, 1964
We attempt here to determine the optimum conditions for coating titanium with a dispersionally hardened nickel-phosphorus alloy to increase the anti-friction property of titanium.
P r e p a r a t i o n o f t h e S u r f a c e f o r C h e m i c a l N i c k e l P l a t i n g Chemical deposition of coatings on titanium and titanium alloys is difficult because the surface of titanium
is covered with m~ oxide film of low solubility which prevents a strong bond between the coating and the base metal. Therefore it was necessary to find methods of preparing the surface so that the oxide film would be effectively destroyed aa]d not be reformed before completion of nickel plating.
After the oxide fihn is destroyed in acid, the denuded surface of the metal reacts intensely with atomic hydro- gen because of the high chemical activity of metall ic titanium. As the result, a dense layer of titanium hydride may form on the surface, depending on the pH and the nature of the acid.
The presence of titanium hydride prevents the formation of oxide on the surface of the metal not only in the etching bath but also in the air during short periods of storage of the etched metal. The greatest advantages of the hydride layer are: a) the increase of the active surface area of the metal because the surface becomes rougher; b) dissociation at relatively low temperatures, which makes it possible to ensure direct interaction of the chemical ly deposited coating with the metall ic titanium.
Therefore we chose conditions for the preparation of the surface which ensure the formation of a hydride fihn titanium.
t3
N :
~I0' 0
0
a i r i ,
I g . ! m
ln , ,n | i l nipsl n m i l |numb
r 8 ;2 Etching time~ .rain
d p i
i f
MH
Fig. 1. Effect of etching time of ground and sand- blasted samples on the thickness of the nickel coating - - ) Sandblasted; - - - ) ground.
I [ =20 - - I ) I o i / I
IE 18 I I
j F , . " . o 10 r " I
~ 6 ..... q [ [ II
50 70 80 90 Temperature of solution
Fig. 2. Variation of the rate of deposition of nickel on titanium with the temperature of the alkaline solution I) Formation of dark precipitates; II) range of working temperature; III) precipitation of nickel throughout the s o l u t i o n . - - ) Solution No. 1; - - - - ) solution No. 2.
361
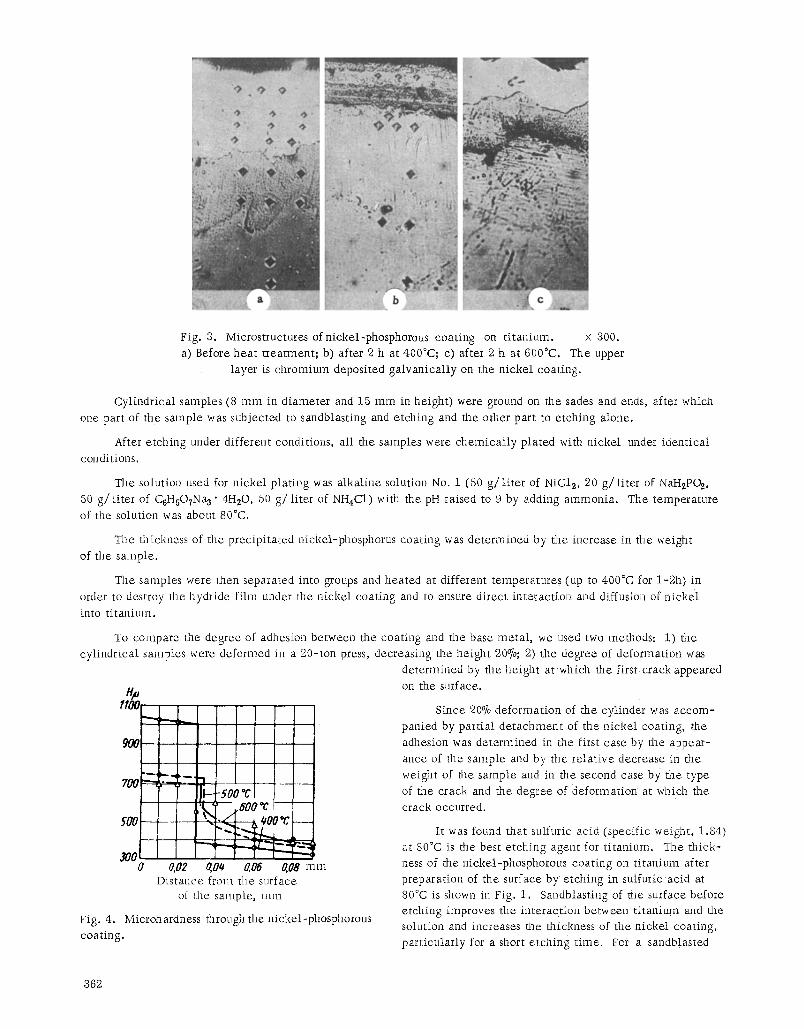
Fig. 3. Microstructures of nickel-phosphorous coating on t i tanium, x 300. a) Before hea t t reatment; b) after 2 h at 400~ c) after 2 h at 600~ The upper
layer is chromium deposited ga lvanica l ly on the nickel coating.
Cylindrical samples (8 mm in diameter and 15 mm in height) were ground on the sades and ends, after which one part of the sample was subjected to sandblasting and etching and the other part to etching alone.
After etching under different conditions, all the samples were chemica l ly plated with nickel under ident ical conditions.
The solution used for nickel plating was alkal ine solution No. i (50 g / l i t e r of NiClz, 20 g / l i t e r of NaHzPOz, 50 g / l i t e r of C6HsO?Na 3 �9 4HzO, 50 g / l i t e r of NH4C1 ) with the pH raised to 9 by adding ammonia . The temperature of the solution was about 80~
The thickness of the precipi ta ted nickel-phosphorus coating was determined by the increase in the weight of the sample.
The samples were then separated into groups and heated at different temperatures (up to 400~ for 1-2h) in
order to destroy the hydride fihn under the nickel coating and to ensure direct interact ion and diffusion of n ickel
into t i tanium.
To compare the degree of adhesion between the coating and the base meta l , we used two methods: 1) the cyl indr ical samples were deformed in a 20-ton press, decreasing the height 20%; 2) the degree of deformation was
determined by the height at which the first crack appeared
flOC
900
700 ~ e--~-- = "I g-soo "c ' [ ' ,600
~'00 %
r. 0 0,02 0 ,0 . 0.06 0.08 mm
Distance from the surface of the sample, mm
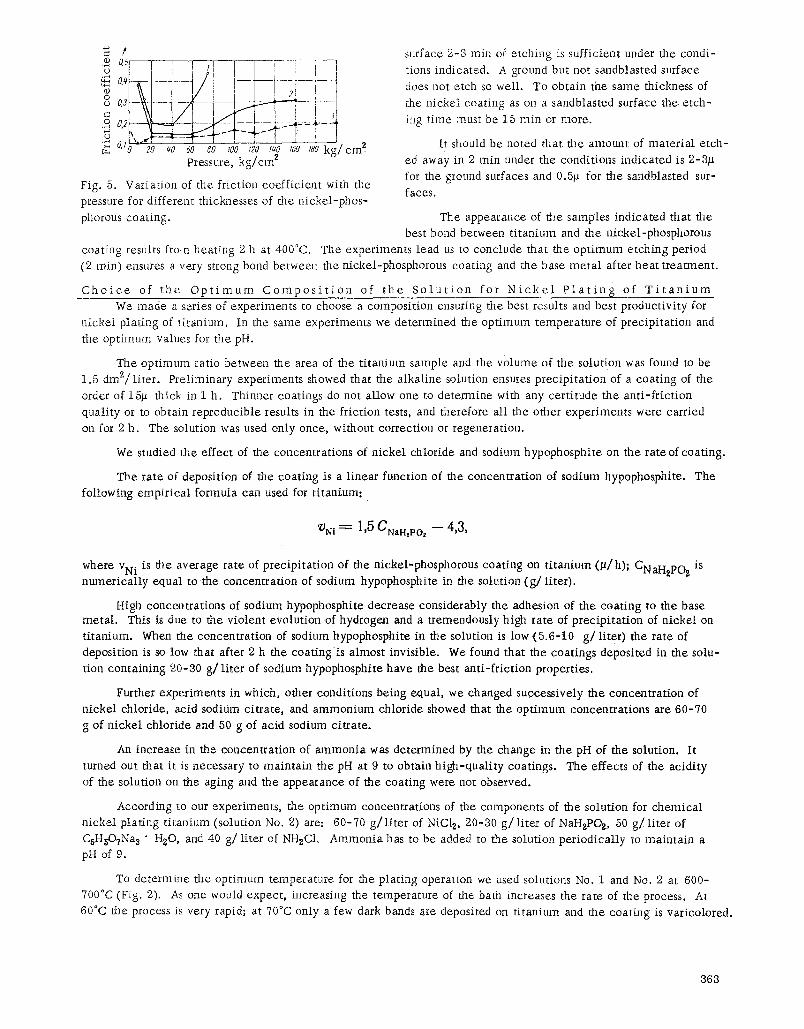
Fig. 4. Microhardness through the nickel-phosphorous coating.
on the surface.
Since 20% deformation of the cylinder was accom- panied by part ia l de tachment of the nickel coating, the adhesion was determined in the first case by the appear- ance of the sample and by the re la t ive decrease in the weight of the sample and in the second case by the type of the crack and the degree of deformation at which the crack occurred.
It was found that sulfuric acid (specific weight, 1.84)
at 80~ is the best etching agent for titanium. The thick-
ness of the nickel-phosphorous coating on titanium after
preparation of the surface by etching in sulfuric acid at
80~ is shown in Fig. 1. Sandblasting of the surface before etching improves the interact ion between t i tanium and the solution and increases the thickness of the nickel coating, par t icular ly for a short etching t ime. For a sandblasted
362
= f
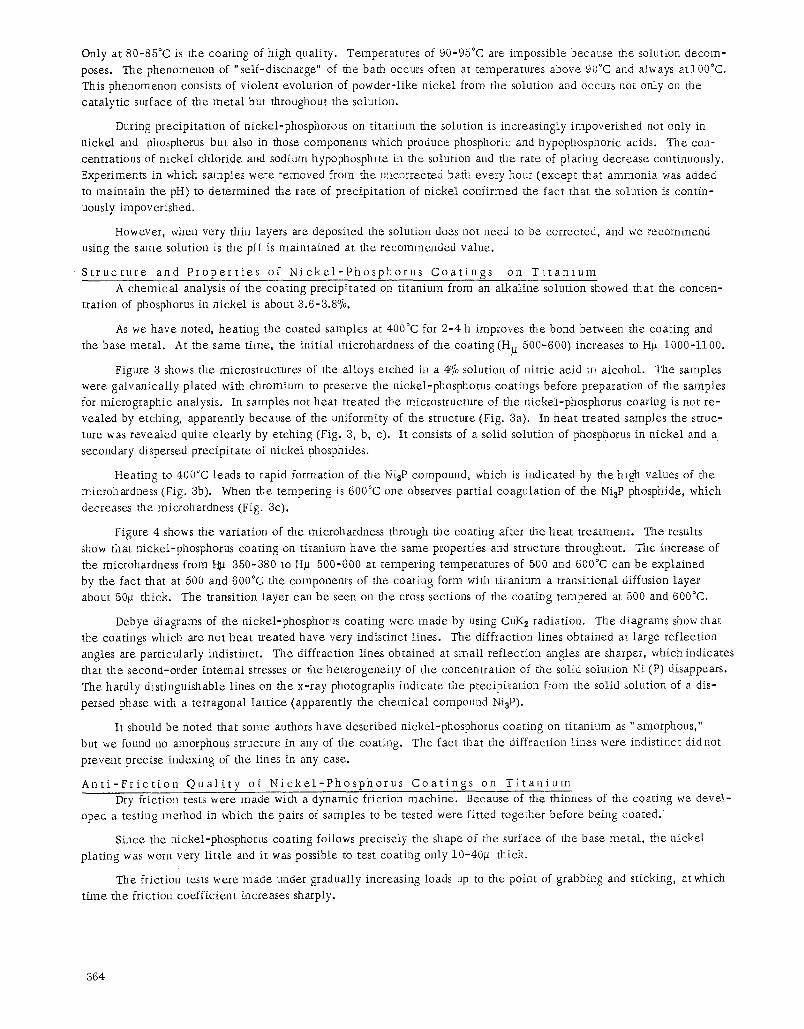
' o ?o ,0 6o #0 r00 ~g0 z,0 zeo z a 0 k g / c m Pressure, k g / c m 2
Fig. g. Variat ion of the friction coeff ic ient with the pressure for different thicknesses of the n ickel -phos-
surface 2-3 rain of etching is sufficient under the condi- tions indicated. A ground but not sandblasted surface
does not etch so well. To obtain the same thickness of the n ickel coating as on a sandblasted surface the e tch-
ing t ime must be 15 rain or more.
It should be noted that the amount of mater ia l e tch- ed away in 2 rain under the conditions indicated is 2-3g
for the ground surfaces and 0.Sp for the sandblasted sur-
faces.
phorous coating. The appearance of the samples indicated that the best bond between t i tanimn and the nickel-phosphorous
coating results from heat ing 2 h at 400~ The experiments lead us to conclude that the opt imum etching period (2 min) ensures a very strong bond between the nickel-phosphorous coating and the base me ta l after heat t reatment .
C h o i c e o f t h e O p t i m u m C o m p o s i t i o n o f t h e S o l u t i o n f o r N i c k e l P l a t i n g o f T i t a n i u m We made a series of experiments to choose a composit ion ensuring the best resuhs and best product ivi ty for
n ickel plat ing of t i tanium. In the same experiments we determined the opt imum tempera ture of precipi ta t ion and the opt imum values for the pH.
The opt imum ratio between the area of the t i tanium sample and the volume of the solution was found to be 1.5 dm2/ l i t e r . Prel iminary experiments showed that the a lkal ine solution ensures prec ip i ta t ion of a coating of the
order of 15~t thick in 1 h. Thinner coatings do not allow one to determine with any cert i tude the ant i - f r ic t ion quali ty or to obtain reproducible resuhs in the friction tests, and therefore all the other experiments were carried on for 2 h. The solution was used only once, without correction or regeneration.
We studied the effect of the concentrations of n ickel chloride and sodium hypophosphite on the rate of coating.
The ra te of deposition of the coat ing is a l inear function of the concentrat ion of sodium hypophosphite. The following empi r i ca l formula can used for t i tanium:
vNI = 1,5 CNaH,PO ~ - - 4,3,
where VNi is the average rate of precipi ta t ion of the nickel-phosphorous coating on t i tanium ( g / h ) ; CNaHzPO z is numer ica l ly equal t o t h e concentration of sodium hypophosphite in the solution ( g / l i t e r ) .
High concentrations of sodium hypophosphite decrease considerably the adhesion of the coating to the base meta l . This is due to the violent evolution of hydrogen and a tremendously high rate of prec ip i ta t ion of nickel on t i tanium. When the concentration of sodium hypophosphite in the solution is low (5 .6-10 g / l i t e r ) the ra te of deposition is so low that after 2 h the coating is almost invisible. We found that the coatings deposited in the solu- tion containing 20-30 g~ l i ter of sodium hypophosphite have the best ant i - f r ic t ion properties.
Further experiments in which, other conditions being equal, we changed successively the concentrat ion of n ickel chloride, acid sodium ci trate , and ammonium chloride showed that the optimuin concentrations are 60-70 g of n icket chloride and 50 g of acid sodium ci t rate .
An increase in the concentration of ammonia was determined by the change in the pH of the solution. It turned out that it is necessary to mainta in the pH at 9 to obtain h igh-qual i ty coatings. The effects of the acidi ty of the solution on the aging and the appearance of the coating were not observed.
According to our experiments, the opt imum concentrations of the components of the solution for chemica l n ickel ptating t i tanium (solution No. 2) are: 60-70 g / l i t e r of NiC12, 20-30 g / l i t e r of NaHzPOz, 50 g / l i t e r of C6H~OzNa s " HzO, and 40 g / l i t e r of NHzC1. Ammonia has to be added to the solution per iod ica l ly to mainta in a pH of 9.
To determine the opt imum temperature for the plat ing operation we used solutions No. 1 and No. 2 at 600- 700~ (Fig. 2). As one would expect , increasing the temperature of the bath increases the rate of the process; At 60~ the process is very rapid; at 70~ only a few dark bands are deposited on t i tanium and the coat ing is varicolored.
363
Only at 80-85~ is the coating of high quality. Temperatures of 90-95~ are impossible because the solution decom- poses. The phenomenon of "self-discharge" of the bath occurs often at temperatures above 90~ and always at t00~ This phenomenon consists of violent evolution of powder- l ike nickel from the solution and occurs not only on the ca ta ly t ic surface of the meta l but throughout the solution.
During precipi ta t ion of nickel-phosphorous on t i tanium the solution is increasit~gly impoverished not only in nickel and phosphorus but also in those components which produce phosphoric and hypophosphoric acids. The con- centrations of n ickel chloride and sodium hypophosphite in the solution and the rate of plat ing decrease continuously. Experiments in which samples were removed from the uncorrected bath every hour (except that ammonia was added to mainta in the pH) to determined the rate of precipi tat ion of nickel confirmed the fact that the solution is cont in- uously impoverished.
However, when very thin layers are deposited the solution does not need to be corrected, and we recommend using the same solution is the pH is maintained at the recommended value.
S t r u c t u r e a n d P r o p e r t i e s o f N i c k e l - P h o s p h o r u s C o a t i n g s on T i t a n i u m A chemica l analysis of the coating precipi ta ted on t i tanium from an alkal ine solution showed that the concen-
tration of phosphorus in nickel is about 3.6-3.8~
As we have noted, heat ing the coated samples at 400~ for 2-4 h improves the bond between the coating and the base meta l . At the same t ime, the ini t ia l microhardness of the coating (Htl 500-600) increases to H/~ 1000-1100.
Figure 3 shows the microstructures of the alloys etched in a 4~ solution of nitric acid in alcohol. The samples were ga lvanica l ly plated with chromium to preserve the nickel-phosphorus coatings before preparation of the samples for micrographic analysis. In samples not heat treated the microstructure of the nickel-phosphorus coating is not re- vealed by etching, apparently because of the uniformity of the structure (Fig. 3a). In hea t t reated samples the struc- ture was revealed quite c lear ly by etching (Fig. 3, b, C). It consists of a solid solution of phosphorus in n ickel and a secondary dispersed precip i ta te of nickel phosphides.
Heating to 400~ leads to rapid formation of the NiaP compound, which is indicated by the high values of the microhardness (Fig. 3b). When the tempering is 600~ one observes par t ia l coagulat ion of the NiaP phosphide, which
decreases the microhardness (Fig. 3c).
Figure 4 shows the variat ion of the microhardness through the coat ing after the hea t t rea tment . The results show that nickel-phosphorus coating on t i tanium have the same properties and structure throughout. The increase of the microhardness from P~ 350-380 to H# 500-600 at tempering temperatures of 500 and 600~ can be explained by the fact that at 500 and 600~ the components of the coating form with t i tanium a transitional diffusion layer about 50# thick. The transition layer can be seen on the cross sections of the coating tempered at 500 and 600~
Debye diagrams of the nickel-phosphorus coating were made by using CuKg radiat ion. The diagrams show that the coatings which are not hea t treated have very indistinct lines. The diffraction lines obtained at large reflection angles are par t icular ly indistinct. The diffraction lines obtained at small ref lect ion angles are sharper, which indicates that the second-order internal stresses or the heterogenei ty of the concentration of the solid solution Ni (P) disappears. The hardly distinguishable lines on the x- ray photographs indicate the precipi ta t ion from the solid solution of a dis-
persed phase with a tetragonal l a t t i ce (apparently the chemica l compound NiaP).
It should be noted that some authors have described nickel-phosphorus coating on t i tanium as "amorphous," but we found no amorphous structure in any of the coating. The fact that the diffraction lines were indistinct d idnot
prevent precise indexing of the lines in any case.
A n t i - F r i c t i o n Q u a l i t y o f N i c k e l - P h o s p h o r u s C o a t i n g s on T i t a n i u m Dry friction tests were made w{th a dynamic friction machine. Because of the thinness of the coating we deve l -
oped a testing method in which the pairs of samples to be tested were fitted together before being coated.
Since the nickei-phosphorus coating follows precisely the shape of the surface of the base metal , the nickel
plating was worn very l i t t le and i t was possible to test coating only 10-40g thick.
The friction tests were made under gradually increasing loads up to the point of grabbing and sticking, at which
t ime the friction coeff ic ient increases sharply.
364

Figure 5 shows the results of the tests. It should be noted that the friction coefficient of unhardened t i tanium
is about 0.55 and the "grabbing" load, at which the metal from one sample smears over the other, is catastrophically
small and does not exceed a specific pressure of 5-10 k g / c m z.
CONCLUSIONS
!. Chemical nickel plating of titanium increases its anti-friction quality.
2. When two surfaces with a nickel coating 20-40fL thick are fitted together the pressure at which grabbing
begins is 180-200 kg/cm 2 and the friction coefficients are respectively 0.12-0.15 for the thinnest layer (20g) and
0.15-0.30 for layers about 40 ~ thick.
3. When the thickness of the coating is increased, grabbing begins at lower pressures (80 kg/cm 2 and the fric-
tion coefficient increases to 0.3-0.4.
4. When nickel-coated t i tanium is fitted to a surface of unhardened ti tanium the pressure at which grabbing
occurs is about 80-100 k g / c m z and the friction coefficient is 0.15-0.35.
5. Galvanic coatings of chromium, etc., can easily be deposited on t i tanimn coated with nickel.
365