characterization of prealloyed nb–ta–al powders for capacitors
TRANSCRIPT

MATERIALS CHARACTERIZATION 43:235–242 (1999)© Elsevier Science Inc., 1999. All rights reserved. 1044-5803/99/$–see front matter655 Avenue of the Americas, New York, NY 10010 PII S1044-5803(99)00007-8
235
C
haracterization of Prealloyed Nb–Ta–AlPowders for Capacitors
J. N. F. Holanda,* U. U. Gomes,
†
and K. Strecker
‡
*UENF-LAMAV, 28015-620 Campos dos Goytacazes, Rio de Janeiro, Brazil;
†
UFRN-DFTE,59072-910 Natal, RN, Brazil; and
‡
FAENQUIL-DEMAR, 12600-000 Lorena, Sao Paulo, Brazil
This paper describes the production of various prealloyed Nb–Ta–Al powders through thesimultaneous aluminothermic reduction of Nb
2
O
5
and Ta
2
O
5
and subsequent comminution,with the objective of producing highly porous anodes for application in electrolytic capaci-tors. The morphological, chemical, and electrical characteristics of the powders are de-scribed. These powders, which have low production costs, have low apparent densityand high specific surface as well as a high specific charge of 12,992 to 25,253
m
F
?
V
?
g
2
1
.
© Elsevier Science Inc., 1999. All rights reserved.
INTRODUCTION
Tantalum, which belongs to Group Vb ofthe Periodic Table of Elements, is classifiedas a refractory metal because of its elevatedmelting point of 2996
8
C. Furthermore, tan-talum has particular properties, such ashigh specific capacitance, due to the fine-ness with which tantalum powder can beproduced, a very stable oxide film that canperform as a dielectric, and a high relativedielectric constant of about 27 for Ta
2
O
5
.This leads to the main application of tanta-lum as an anode material of electrolytic ca-pacitors, which are used to provide rela-tively large capacitance values or relativelysmall physical size [1].
The basic raw material for the productionof tantalum capacitors is powder, with cer-tain quality requirements described by thephysical, chemical, and electrical character-istics. There are two types of tantalum ca-pacitor powders: (1) sodium-reduced pow-ders [2, 3], and (2) powders produced fromelectron beam fused (EB) tantalum metal[4]. Sodium-reduced powders are generallyused for applications in the lower voltagerange up to 35V, whereas the EB powders
are used in the high-voltage range between35–120V [5].
Electrolytic capacitors are the main appli-cation of tantalum, demanding about 41%of the world’s production [6]. Only the highcost restricts a wider application. This facthas stimulated scientific research with theobjective of finding a substitute material oflower cost.
Recently, Gomes [7] investigated somealloys of the Nb–Ta system, obtained by thesimultaneous aluminothermic reduction ofNb
2
O
5
and Ta
2
O
5
. This pioneer work dem-onstrated the viability of these alloys, par-ticularly the Nb-46wt%Ta-ATR alloy, forapplication in capacitors. Having in mindthese promising results, this paper dis-cusses in detail the production and char-acterization of Nb–Ta–Al powders, andinvestigates their use for electrolytic capac-itors.
The substitution of the pure tantalum byan Nb–Ta–Al alloy is very interesting froman economical point of view. The reasonsfor this are: (1) the substitution of tantalumby niobium for about 50wt% results in acheaper starting material for electrolytic ca-pacitors than pure tantalum; and (2) pow-

236
J. N. F. Holanda et al.
der production using the aluminothermicreduction step and subsequent comminu-tion is cheaper.
EXPERIMENTAL PROCEDURES
The six Nb–Ta–Al alloys (electrodes) usedin this work were obtained by the simulta-neous aluminothermic reduction of the ox-ides Nb
2
O
5
and Ta
2
O
5
[8]. The followingamounts of aluminum in excess of the sto-ichiometric amount necessary were used:11.50, 17.25, 23.00, 28.75, 34.40, and40.15wt%. The different process steps in-volved in powder production are shownschematically in Fig. 1. The Nb–Ta–Al pow-ders were produced by mechanical commi-nution. The electrodes were ground in aniobium–aluminum rammer (particle sizerange
,
200 mesh) and subsequently wetground in a planetary ball mill, using amilling time of 4 h. The cup and millingballs were made of niobium. The powders
were than classified by the sieving down to635 mesh (
,
20
m
m).The chemical compositions of the pow-
ders were determined using the followinganalysis techniques: (1) niobium and tanta-lum—neutron activation; (2) aluminum—spectrophotometry of atomic emission withinductive coupled plasma (ICP); and (3) ox-ygen and nitrogen—gas analysis.
The slag inclusions were determined asan insoluble residue that precipitated afterleaching with acid solutions of HF andHNO
3
.The morphology and the surface topog-
raphy of the powder particles were ob-served by scanning electron microscope(SEM) (Zeiss, DSM 962 model). The particlesize distributions were determined by sedi-mentation using a Sedigraph instrument(Micromerics Instr. Co., Sedigraph 5000D).The specific surface area was measured bynitrogen adsorption according to the BETmethod [9] (Micromerics Instr. Co., ASAP2000). The alloy densities were determined
FIG. 1. Outline of the Nb–Ta–Al powder production process.
Prealloyed NB-TA-AL Powders for Capacitors
237
by the liquid picnometry [10]. Apparentdensity determinations were made measur-ing the outflow according to the ASTMStandard B 212-48 [11]. The present phaseidentifications were done by X-ray diffrac-tion (Philips, PW 1380/60) using Cu-K
a
ra-diation.
In this work, the powder compaction wasdone by uniaxial pressing at 60MPa by us-ing a steel cylindrical die (
[ 5
4mm). Allsamples were fitted with a 0.7mm niobiumwire to serve as an electrical contact for an-odic oxidation and subsequent electricalmeasurements. The samples were sinteredunder vacuum (
z
10
2
4
Pa) at temperaturesbetween 1300 and 1600
8
C for 60 min.The sintered samples were then galvano-
statically anodized with current density of35mA/g in a 1wt% solution of H
3
PO
4
. Theanodizing voltage was 20V. The measure-ments of capacitance, dissipation factor andequivalent series resistance were deter-mined at 120Hz by using an HP-LCR4262A equipment and a 10wt% solution ofH
3
PO
4
.
RESULTS AND DISCUSSION
Table 1 shows the chemical compositions ofthe Nb–Ta–Al powders. In general, themain constituents are niobium, tantalum,and aluminum. High aluminum contentsare associated with the amount of excessaluminum used in the aluminothermic re-duction processing step. Aluminum con-tents above 4wt% induce the formation ofbrittle intermetallic phases [12–14], which
permits the production of aluminothermicpowders by mechanical comminution. Itcan also be observed that the oxygen andnitrogen contents, as well as the content ofthe slag inclusions (Al
2
O
3
?
CaO), are signifi-cantly reduced with increasing aluminumcontent. The aluminum acts as a deoxidiza-tion agent. This is a very important result,because control of the oxygen content is acritical factor when a material is used as theanode for electrolytic capacitors.
The effects of aluminum, oxygen, nitro-gen, and slag inclusions on the electricalproperties of the anodes will not be dis-cussed in detail in this paper. It has been re-ported in the literature [15] that oxygen at-oms strongly affect the electrical propertiesof the sintered anodes for capacitors. Whennonmetallic atoms with small atomic radii,
Table 1
Normalized Chemical Compositions of Nb–Ta–Al Powders (wt%)
Samples Nb Ta Al IR* O N
E1 48.64 43.95 2.99 2.25 2.128 0.045E2 50.83 42.30 4.10 0.95 1.766 0.054E3 45.78 46.66 6.08 0.89 0.564 0.026E4 42.66 44.13 12.19 0.69 0.316 0.017E5 42.17 34.33 23.21 0.07 0.217 0.009E6 46.26 37.84 14.96 0.29 0.613 0.038
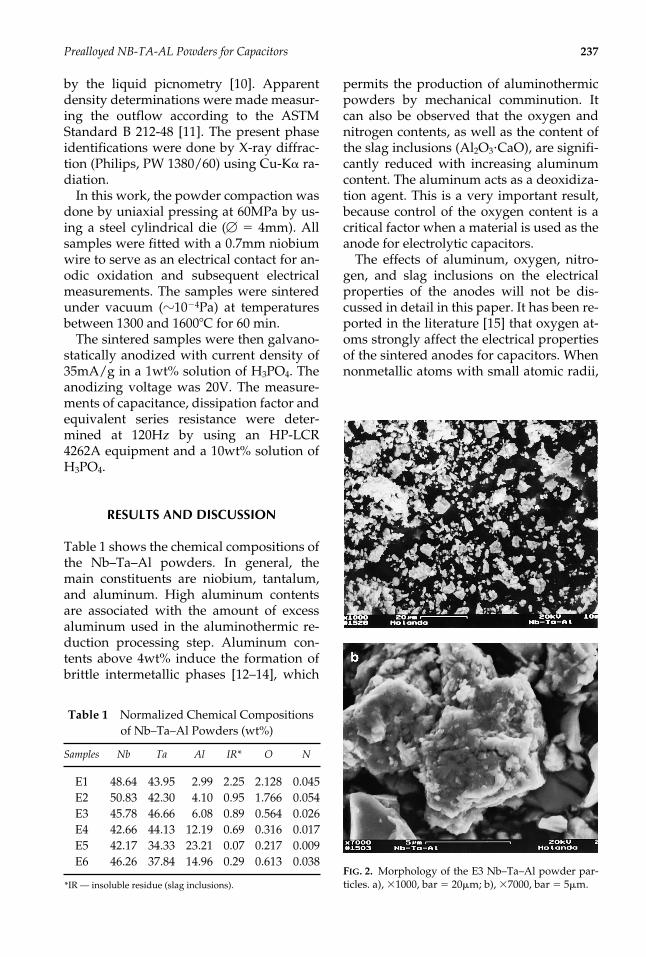
*IR — insoluble residue (slag inclusions).FIG. 2. Morphology of the E3 Nb–Ta–Al powder par-ticles. a), 31000, bar 5 20mm; b), 37000, bar 5 5mm.

238
J. N. F. Holanda et al.
such as oxygen, are dissolved in tantalum,which has a body-centered cubic structure,they occupy interstitial lattice sites. Sin-tered anodes with more than 4,000wt-ppmof oxygen are not recommended for use inhigh-performance electrolytic capacitors[2]. In contrast to oxygen, nitrogen atomsimprove these properties at a level between20 to 400wt-ppm.
It can be seen in Table 1 that the powdersE4 and E5 have oxygen contents compati-ble for use in capacitors. The powders E1,E2, E3, and E6 have higher oxygen con-tents, above 5,000wt-ppm. For the practicaluse of these powders, an additional deoxi-dization step in the aluminothermic routeis recommended to decrease the oxygencontent. The deoxidization treatment isusually conducted for tantalum powders ofhigh specific surface [16].
Kaltembach et al. [17] have characterizedthe slag inclusions present in ATR–Nb asbeing Al
2
O
3
, as well as noting that most ofthe oxygen is present in the inclusionsrather than interstitially. Moreover, Nunes[18] has demonstrated that the same occursfor the Nb–20wt%Ta alloy obtained by alu-
minothermic reduction where the inclu-sions are Al
2
O
3
?
CaO. In this respect, wehave inferred that it is likely that the sameapplies with the Nb–Ta–Al alloys. How-ever, the exact mechanisms concerning theinfluence of inclusions on the electricalproperties of Nb–Ta–Al powders are notknown up to now.
The scanning electron micrograph of Fig.2(a) shows the typical irregular shape of thepowder particles. The rugous surface of theparticles is evident in Fig. 2(b). The maxi-mum particle size is smaller than 201
m
m,with a significant percentage of particlessmaller than 1
m
m. These observations canbe affirmed for all the Nb–Ta–Al powders.
The cumulative particle size distributionplots for the powders E1, E3, and E5 areshown in Fig. 3, confirming the small parti-cle sizes observed by SEM. The size distri-bution plots are all of a similar shape. Thisis attributed to the method of comminutionused for achieving the powders.
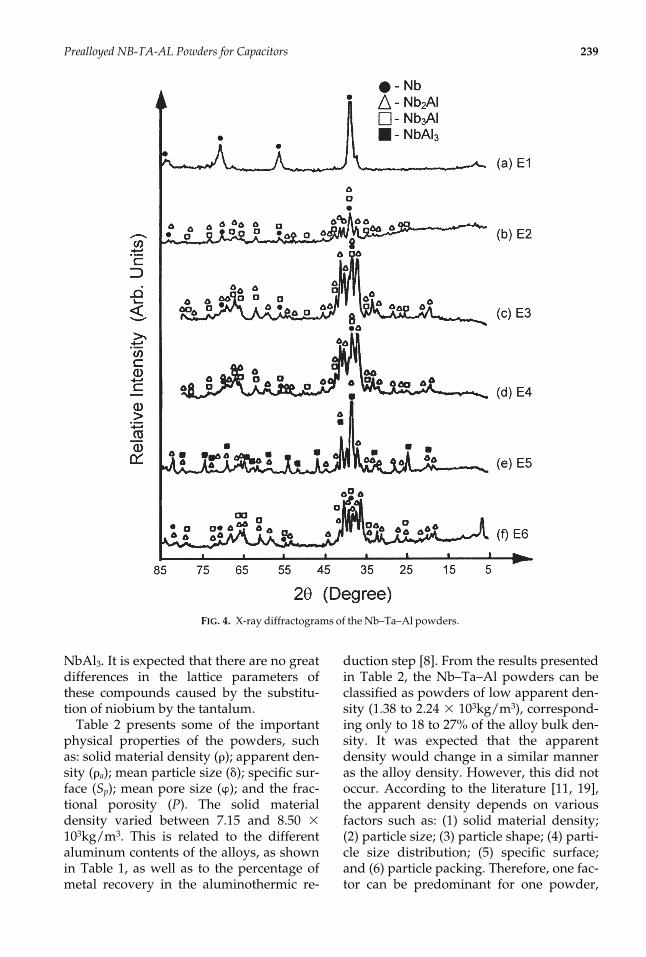
X-ray diffraction analysis on the powdersamples, as shown in Fig. 4, indicated thepresence of the following phases in vari-able proportions: Nb
ss
, Nb
2
Al, Nb
3
Al, and
FIG. 3. Particle size distribution in the Nb–Ta–Al powders.
Prealloyed NB-TA-AL Powders for Capacitors
239
NbAl
3
. It is expected that there are no greatdifferences in the lattice parameters ofthese compounds caused by the substitu-tion of niobium by the tantalum.
Table 2 presents some of the importantphysical properties of the powders, suchas: solid material density (
r
); apparent den-sity (
r
a
); mean particle size (
d
); specific sur-face (
S
p
); mean pore size (
w
); and the frac-tional porosity (
P
). The solid materialdensity varied between 7.15 and 8.50
3
10
3
kg/m
3
. This is related to the differentaluminum contents of the alloys, as shownin Table 1, as well as to the percentage ofmetal recovery in the aluminothermic re-
duction step [8]. From the results presentedin Table 2, the Nb–Ta–Al powders can beclassified as powders of low apparent den-sity (1.38 to 2.24
3
10
3
kg/m
3
), correspond-ing only to 18 to 27% of the alloy bulk den-sity. It was expected that the apparentdensity would change in a similar manneras the alloy density. However, this did notoccur. According to the literature [11, 19],the apparent density depends on variousfactors such as: (1) solid material density;(2) particle size; (3) particle shape; (4) parti-cle size distribution; (5) specific surface;and (6) particle packing. Therefore, one fac-tor can be predominant for one powder,
FIG. 4. X-ray diffractograms of the Nb–Ta–Al powders.
240
J. N. F. Holanda et al.
but not for another. The powders presenteda mean particle size between 2.90 to 5.21
m
mwith a relatively high specific surface areaof 1.04 to 2.47m
2
/g. The high specific sur-face of these powders leads to a high capac-itance after anodizing. The major factorscontributing to this situation are: (1) smallparticle size; (2) surface roughness; and (3)particle internal porosity. The actual trendof the powder producers for capacitors is toobtain a finer and more rugous powder toincrease the specific surface, and conse-quently, its capacitance. Using submicronpowders it is possible to reduce the anodesize and offer the capability for miniatur-ization of electrolytic capacitors. Miniatur-ization has been a major influence in thecontinuing evolution of capacitors.
The fractional porosity (
P
) of a powder isdefined by the expression [19]:
P
5
1
2
PF
,where
PF
is the packing factor. As
PF
ap-proaches unity, the apparent density ap-proaches the theoretical value for the solidmaterial. The values of
P
for the currentpowders are between 0.731 and 0.817. Thisrepresents the maximum porosity that canbe achieved for the packing state of the Nb–Ta–Al powders.
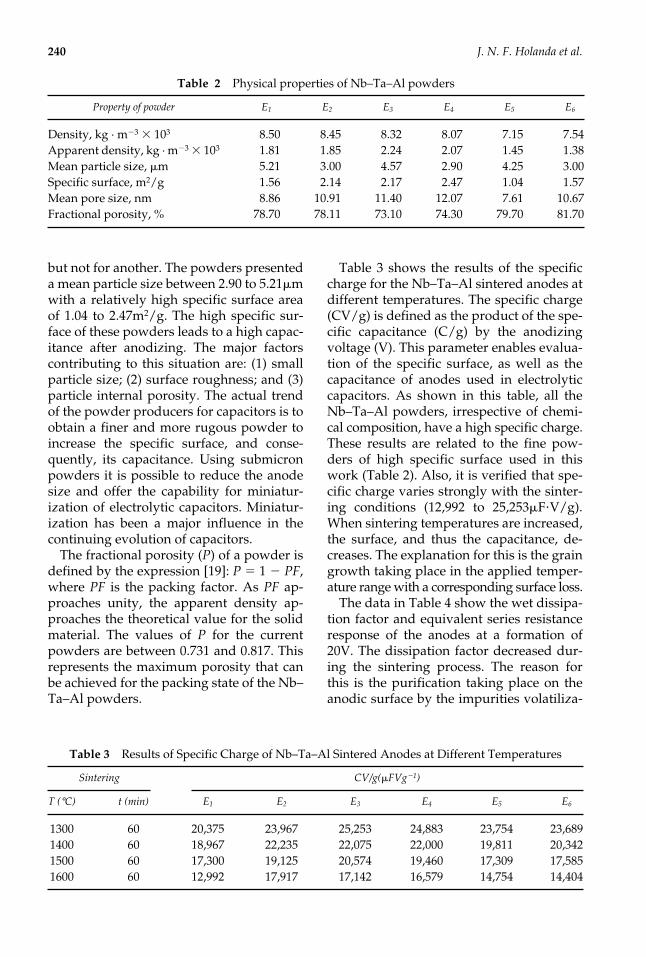
Table 3 shows the results of the specificcharge for the Nb–Ta–Al sintered anodes atdifferent temperatures. The specific charge(CV/g) is defined as the product of the spe-cific capacitance (C/g) by the anodizingvoltage (V). This parameter enables evalua-tion of the specific surface, as well as thecapacitance of anodes used in electrolyticcapacitors. As shown in this table, all theNb–Ta–Al powders, irrespective of chemi-cal composition, have a high specific charge.These results are related to the fine pow-ders of high specific surface used in thiswork (Table 2). Also, it is verified that spe-cific charge varies strongly with the sinter-ing conditions (12,992 to 25,253
m
F
?
V/g).When sintering temperatures are increased,the surface, and thus the capacitance, de-creases. The explanation for this is the graingrowth taking place in the applied temper-ature range with a corresponding surface loss.
The data in Table 4 show the wet dissipa-tion factor and equivalent series resistanceresponse of the anodes at a formation of20V. The dissipation factor decreased dur-ing the sintering process. The reason forthis is the purification taking place on theanodic surface by the impurities volatiliza-
Table 3 Results of Specific Charge of Nb–Ta–Al Sintered Anodes at Different Temperatures
Sintering CV/g(mFVg21)
T (°C) t (min) E1 E2 E3 E4 E5 E6
1300 60 20,375 23,967 25,253 24,883 23,754 23,6891400 60 18,967 22,235 22,075 22,000 19,811 20,3421500 60 17,300 19,125 20,574 19,460 17,309 17,5851600 60 12,992 17,917 17,142 16,579 14,754 14,404
Table 2 Physical properties of Nb–Ta–Al powders
Property of powder E1 E2 E3 E4 E5 E6
Density, kg · m23 3 103 8.50 8.45 8.32 8.07 7.15 7.54Apparent density, kg · m23 3 103 1.81 1.85 2.24 2.07 1.45 1.38Mean particle size, mm 5.21 3.00 4.57 2.90 4.25 3.00Specific surface, m2/g 1.56 2.14 2.17 2.47 1.04 1.57Mean pore size, nm 8.86 10.91 11.40 12.07 7.61 10.67Fractional porosity, % 78.70 78.11 73.10 74.30 79.70 81.70

Prealloyed NB-TA-AL Powders for Capacitors 241
tion. An increase can also be observed inthe equivalent series resistance as the sin-tering temperature is raised. This may becaused by the closure of pores, which re-stricts the infiltration process of the electro-lytic solution used for anodizing step.
CONCLUSIONS
The results presented allow the followingconclusions to be drawn: the Nb–Ta–Alpowders, irrespective of their chemicalcompositions, display good physical andelectrical properties on a laboratory scalefor the fabrication of porous anodes forelectrolytic capacitors. All the powders hadan irregular morphology, small particlesize, low apparent density, and high spe-cific surface. However, before the powdersE1, E2, E3, and E6 can be used, an addi-tional deoxidation step in the aluminother-mic route is necessary.
From our experiments we have shownthat the Nb–Ta–Al powders possess highvalues of specific charge. Therefore, suchpowders are very well suited for produc-tion of porous anodes for electrolytic capac-itors.
The authors would like to thank the FAEN-QUIL-DEMAR, FAPESP, and FENORTE-UENF for financial support of this work.
References
1. H. Adachi: Recent advances in chips type capaci-tors in Japan. TIC 68:3–6 (1991).
2. E. K. Schile et al.: High charge, low leakage tanta-lum powder. U.S. Patent 4,540,403 (1985).
3. T. Izumi: Tantalum powder and method of mak-ing. U.S. Patent 4,645,533 (1987).
4. R. Höhn et al.: Process for the preparation of tanta-lum and niobium powders of improved efficiency.U.S. Patent 4,231,790 (1980).
5. R. Hahn and H. J. Heinrich: New trends in the de-velopment of tantalum powders for capacitors.TIC 46:4–6 (1986).
6. A. J. Grey: A newcomer’s view of tantalum indus-try. TIC 66:1–5 (1991).
7. U. U. Gomes: Study of sintering, anodic oxidationand development of a type new of electrolytic ca-pacitor of Nb–Ta. Ph.D. Thesis, State University ofCampinas, Campinas-SP, Brazil (1987).
8. J. N. F. Holanda: Development of electrolytic ca-pacitors of Nb–Ta–Al alloys. Ph.D. Thesis, FAEN-QUIL-DEMAR, Lorena-SP, Brazil (1995).
9. S. Lowell and J. E. Shields: Powder Surface Area andPorosity. Chapman and Hall, London (1984).
10. J. S. Reed: Introduction to the Principles of CeramicProcessing. John Wiley & Sons, New York (1988).
11. F. V. Lenel: Powder Metallurgy: Principles and Appli-cations. MPIF, Princeton, NJ (1980).
12. R. C. Hansen and A. Raman: Alloy chemistry of s(B-U)—Related phases III. s—phases with non-transition elements. Z. Metallkd. 61:115–120 (1970).
13. J. L. Jordan et al.: A new metallurgical Investiga-tion of the Nb–Al System, J. Less Common Met. 75:227–239 (1980).
14. J. C. Schuster: Phases and phase relationships inthe system Ta–Al, Z. Metallkd. 76:724–727 (1985).
Table 4 Results of Dissipation Factor (Tgd) and Equivalent Series Resistance (RSE) of Nb–Ta–AlSintered Anodes at Different Temperatures
Dissipation factor (%) and equivalent serie resistance (V)Sintering
E1 E2 E3 E4 E5 E6T
(8C)t
(min) Tgd RSE Tgd RSE Tgd RSE Tgd RSE Tgd RSE Tgd RSE
1300 60 4.00 15.20 3.482 12.42 3.183 11.15 3.146 11.22 3.877 14.44 3.900 14.731400 60 3.780 15.28 3.091 13.06 3.105 11.52 2.895 11.62 2.750 11.65 3.350 14.801500 60 3.535 16.12 2.908 12.02 2.828 11.61 2.685 12.25 2.269 11.08 3.410 17.601600 60 3.066 18.83 2.567 13.30 2.683 12.46 2.470 13.14 2.103 12.33 2.680 16.90

242 J. N. F. Holanda et al.
15. H. Wada: Behavior of oxygen in tantalum. TIC 47:7–8 (1986).
16. W. W. Albrecht: Improvements in the sodium re-duction process to produce tantalum powder. TIC57:4–5 (1989).
17. K. Kaltembach et al.: Metallurgical and Metallo-graphic Characterization of Aluminothermic Products(A Practical Study of the System Nb–Al–O). Statusseminar-Niobium Proceedings, Vol. III: pp. 611–632 (1984).
18. C. A. Nunes: Production of the Nb–20wt%Ta alloyby aluminothermic reduction and electron beammelting and evaluation of the behavior in sulfuricacid solutions. Masters Thesis, UNICAMP-DEM,Campinas-SP, Brazil (1991).
19. J. S. Hirschorn: Introduction to Powder Metallurgy.2nd ed. APMI, Princeton, NJ (1976).
Received October 1999; accepted February 1999.