chapter 5 skoda: an overview 5.1...
TRANSCRIPT
122
CHAPTER 5
SKODA: AN OVERVIEW
5.1 Introduction:
Skoda Auto is one of the wel-known and established brands in the market as it
is in existence for last 116 years. The researcher felt very interesting to know in detail
about the group which is present from such a long period. The objective of this
chapter is to study in detail about Skoda Group and SAIPL. Since the research was
carried on SAIPL, Aurangabad, it is essential to understand and know more about
Skoda Auto Group and SAIPL.
5.2 History of Skoda Auto:
The history of Škoda Auto dates back to 1895, when Vaclav Laurin and
Vaclav Klement teamed up to establish a bicycle manufacture and repair shop that
later expanded its range to include motorcycles. After a series of business successes, a
small step was all that was needed to manufacture automobiles. And they began to do
exactly that in1905 with the Voiturette A. In the period that followed, production
expanded and grew beyond the confines of a family company. In 1907 the operation
became a joint-stock company and, in 1925, economic pressure led the two founders
to join forces with the biggest machinery manufacturing industry in Bohemia at the
time Škoda. From that time on, vehicles manufactured in the factory bore the Škoda
brand name and the well-known logo of the winged arrow in a ring.
From there, Škoda’s road to becoming the prosperous and successful company it
is today, with active operations in almost 90 markets the world over, was winding and
difficult due to the political and macroeconomic circumstances of the time. The
political changes of 1989brought a new set of rules, and a return to a market
economy. The ensuing period was characterized by a search for a strong foreign
partner. It was necessary to bring new know-how and investment to Škoda. In
December 1990, the Government decided to co-operate with the German automotive
123
group Volkswagen and, on16 April 1991, Škoda became the Group’s fourth brand
after Volkswagen, Audi, and Seat. In co-operation with the new partner, necessary
processes were put in place focusing on the general rationalization and transformation
of the Company. The core goal was to improve the quality of manufacturing and
products, expand the product range, build and optimize the dealer network, and, not
least, foster and systematically reinforce the Škoda brand image.
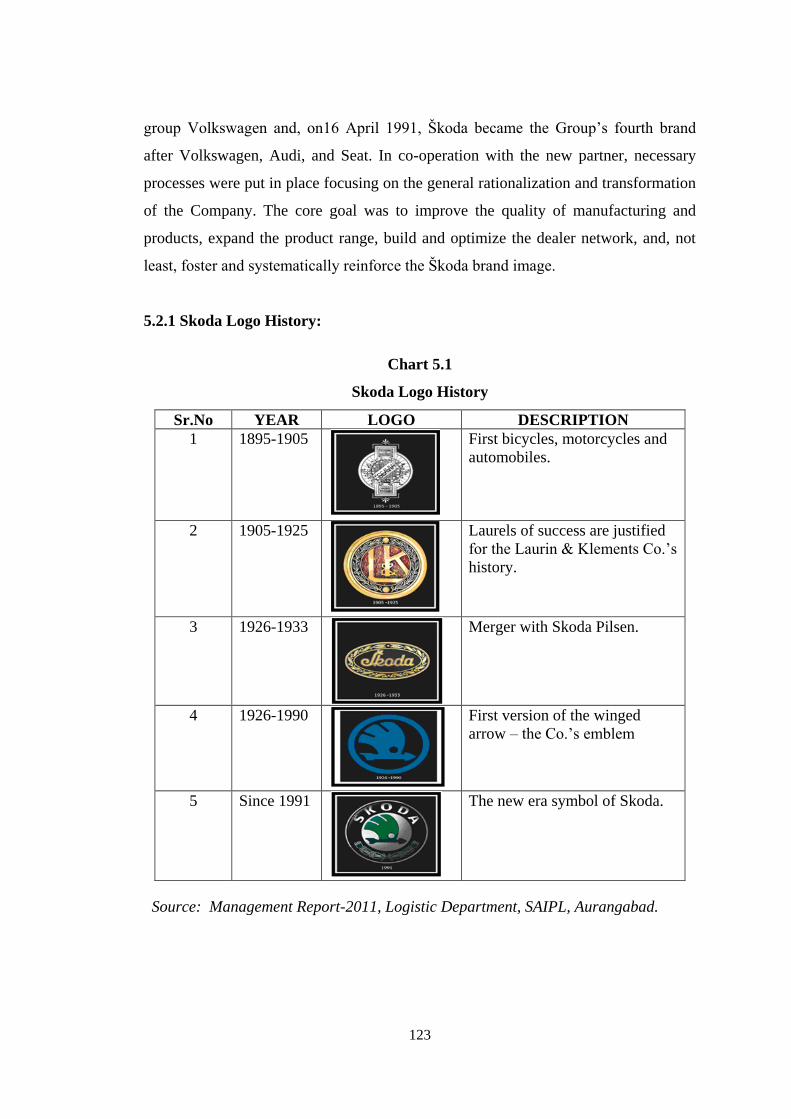
5.2.1 Skoda Logo History:
Chart 5.1
Skoda Logo History
Sr.No YEAR LOGO DESCRIPTION
1 1895-1905
First bicycles, motorcycles and
automobiles.
2 1905-1925
Laurels of success are justified
for the Laurin & Klements Co.’s
history.
3 1926-1933
Merger with Skoda Pilsen.
4 1926-1990
First version of the winged
arrow – the Co.’s emblem
5 Since 1991
The new era symbol of Skoda.
Source: Management Report-2011, Logistic Department, SAIPL, Aurangabad.

124
Chart 5.1 shows the history of Skoda Auto Logo that has evolved since its
inception till date. Logo of Skoda has represents the symbol of quality and carries
well defined meaning. Figure 5.1 shows the present logo of Skoda Auto along with
the meaning of symbol.
Figure 5.1
Skoda Auto Logo with meaning
Source: Management Report-2011, Logistic Department, SAIPL, Aurangabad
Thus it can be inferred that logo of Skoda Auto has changed over the period of
time. Present logo is entirely changed since its inception in 1895 and symbolizes the
principles of Skoda Auto.
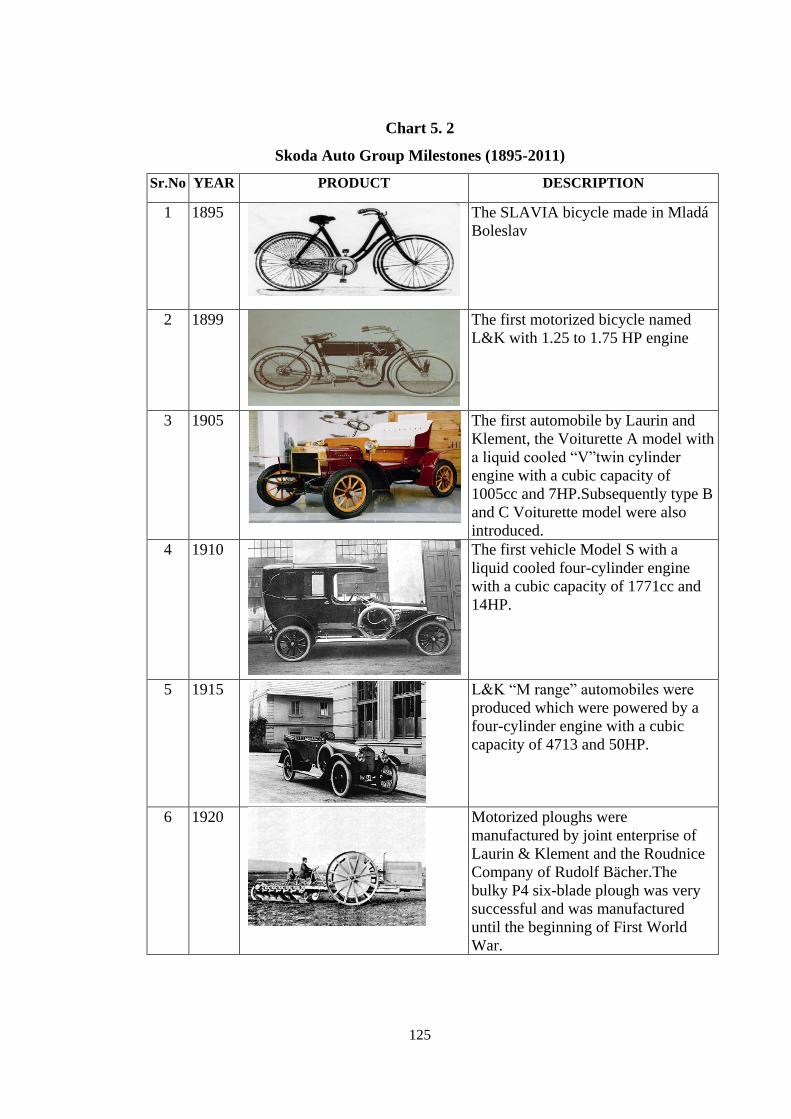
5.2.2 Milestones of Skoda Auto (1895-2011):
Chart 5.2 shows the milestones achieved by Skoda Auto Group since its
inception i.e from 1895 to 2011. The chart represents the journey of Skoda Auto
Group towards achieving quality and higher customer satisfaction by consistently
working on product development to deliver quality product to customer.
125
Chart 5. 2
Skoda Auto Group Milestones (1895-2011)
Sr.No YEAR PRODUCT DESCRIPTION
1 1895
The SLAVIA bicycle made in Mladá
Boleslav
2 1899
The first motorized bicycle named
L&K with 1.25 to 1.75 HP engine
3 1905
The first automobile by Laurin and
Klement, the Voiturette A model with
a liquid cooled “V”twin cylinder
engine with a cubic capacity of
1005cc and 7HP.Subsequently type B
and C Voiturette model were also
introduced.
4 1910
The first vehicle Model S with a
liquid cooled four-cylinder engine
with a cubic capacity of 1771cc and
14HP.
5 1915
L&K “M range” automobiles were
produced which were powered by a
four-cylinder engine with a cubic
capacity of 4713 and 50HP.
6 1920
Motorized ploughs were
manufactured by joint enterprise of
Laurin & Klement and the Roudnice
Company of Rudolf Bächer.The
bulky P4 six-blade plough was very
successful and was manufactured
until the beginning of First World
War.
126
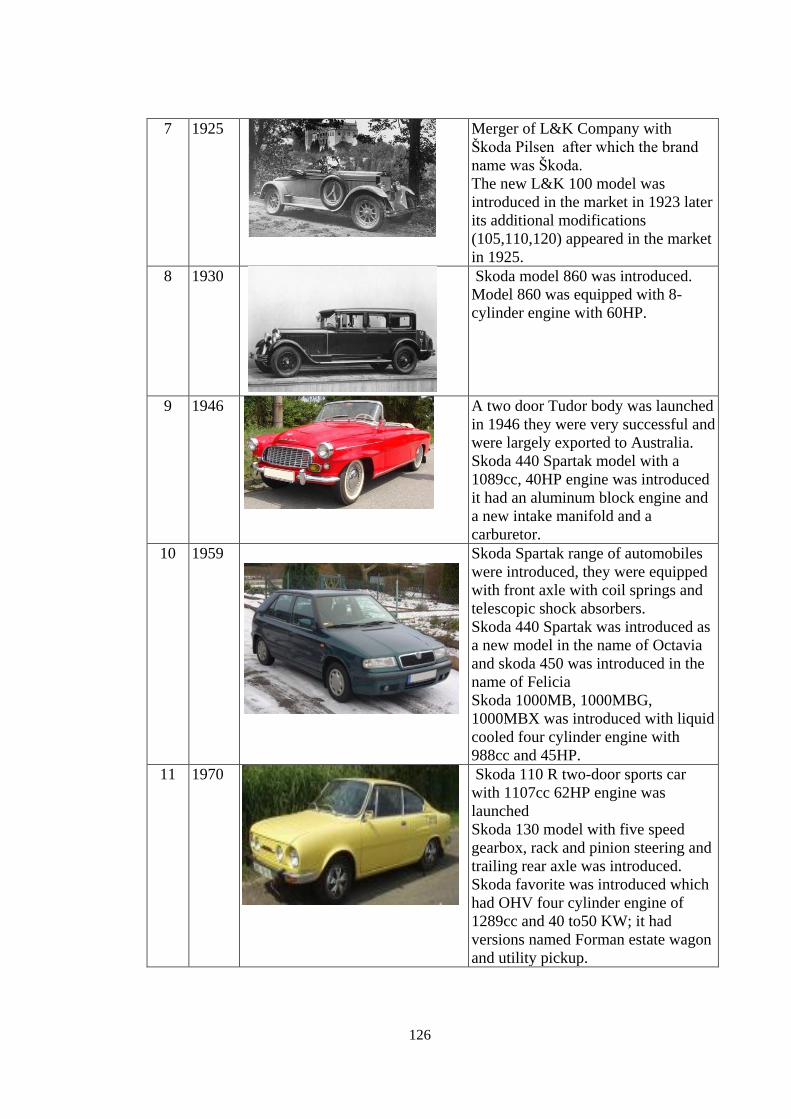
7 1925
Merger of L&K Company with
Škoda Pilsen after which the brand
name was Škoda.
The new L&K 100 model was
introduced in the market in 1923 later
its additional modifications
(105,110,120) appeared in the market
in 1925.
8 1930
Skoda model 860 was introduced.
Model 860 was equipped with 8-
cylinder engine with 60HP.
9 1946
A two door Tudor body was launched
in 1946 they were very successful and
were largely exported to Australia.
Skoda 440 Spartak model with a
1089cc, 40HP engine was introduced
it had an aluminum block engine and
a new intake manifold and a
carburetor.
10 1959
Skoda Spartak range of automobiles
were introduced, they were equipped
with front axle with coil springs and
telescopic shock absorbers.
Skoda 440 Spartak was introduced as
a new model in the name of Octavia
and skoda 450 was introduced in the
name of Felicia
Skoda 1000MB, 1000MBG,
1000MBX was introduced with liquid
cooled four cylinder engine with
988cc and 45HP.
11 1970
Skoda 110 R two-door sports car
with 1107cc 62HP engine was
launched
Skoda 130 model with five speed
gearbox, rack and pinion steering and
trailing rear axle was introduced.
Skoda favorite was introduced which
had OHV four cylinder engine of
1289cc and 40 to50 KW; it had
versions named Forman estate wagon
and utility pickup.
127
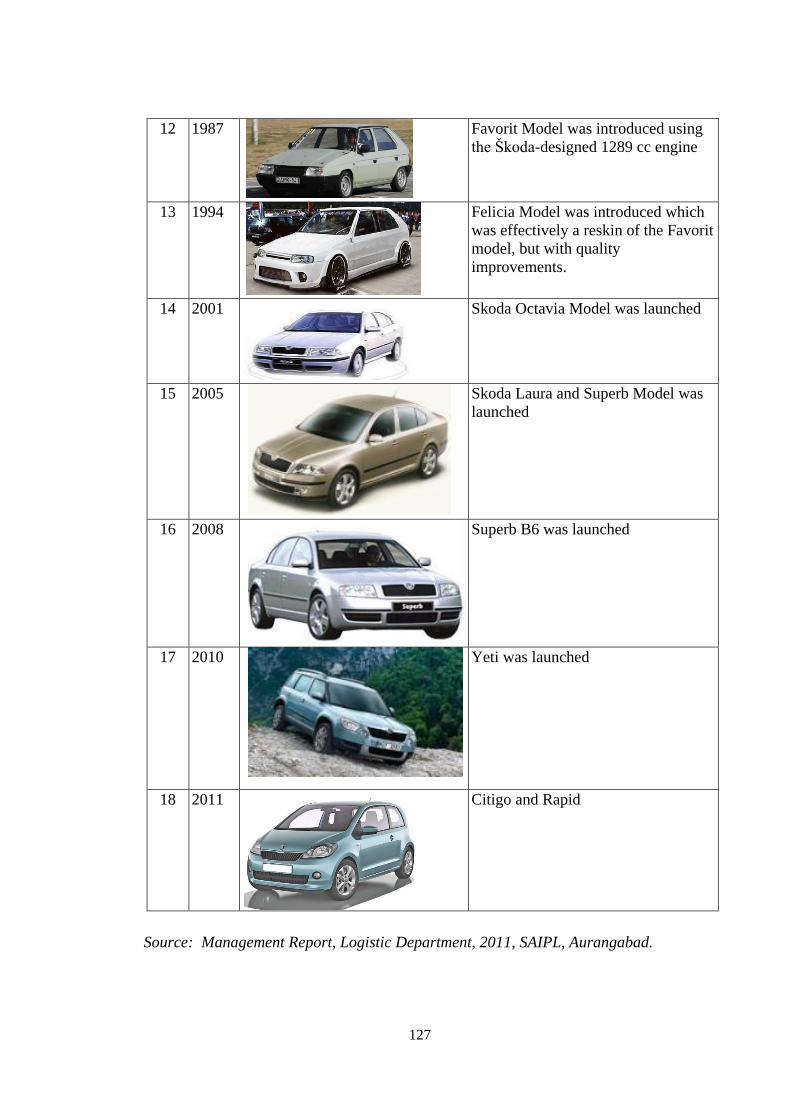
12 1987
Favorit Model was introduced using
the Škoda-designed 1289 cc engine
13 1994
Felicia Model was introduced which
was effectively a reskin of the Favorit
model, but with quality
improvements.
14 2001
Skoda Octavia Model was launched
15 2005
Skoda Laura and Superb Model was
launched
16 2008
Superb B6 was launched
17 2010
Yeti was launched
18 2011
Citigo and Rapid
Source: Management Report, Logistic Department, 2011, SAIPL, Aurangabad.

128
Thus it can be said that present product of Skoda Auto is completely changed
as per the change in technology since its inception from 1895 i.e. from two wheeler to
four wheeler. Present nature of business is completely changed than that of initial
nature of business i.e. from bicycle to Car.
5.2.3 Worldwide presence of Skoda Auto Group:
Skoda Auto is one of the leading corporate groups in the Czech Republic. It
comprises the parent company ŠKODA AUTO a.s. and its fully consolidated
subsidiaries. The parent company is involved in development, manufacture and sale
of ŠKODA-brand automobiles, components and genuine parts and accessories and the
provision of maintenance services. Chart 5.3 shows the list of subsidiary companies of
Skoda Auto a.s as below:
Chart 5.3
Subsidiary Companies of Skoda Auto Group
Sr.No Subsidiary
Company Name
Year of
establishment
Country of
incorporation
Shareholding
%
Function
1 ŠKODA AUTO
Deutschland
GmbH
1991 Germany 100 Purchase and
sale of
vehicles,
genuine parts
and
accessories.
2 ŠKODA AUTO
Slovensko, s.r.o.
1993 Slovakia 100
3 Skoda Auto
Polska S.A.
1994 Poland 51
4 Skoda Auto India
Private Ltd.
1999 India 100
Source: Skoda Annual Report, 2011, P.206.
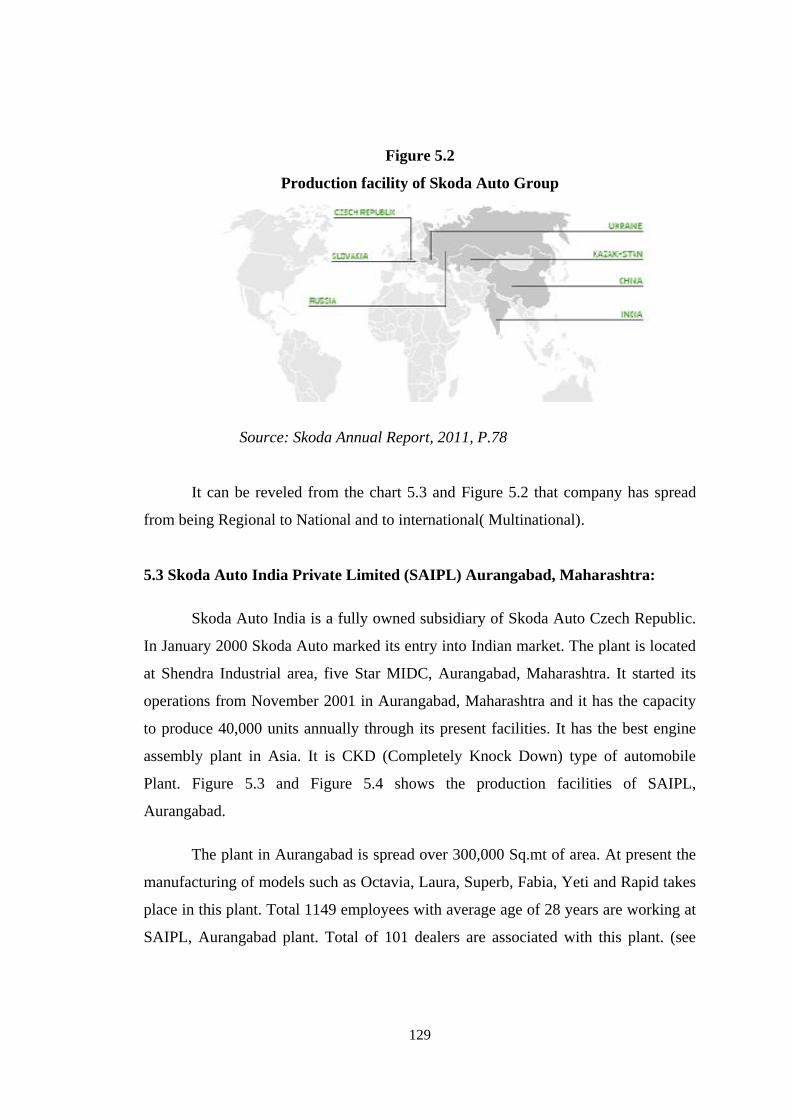
For above mentioned subsidiary companies they have production facilities at
various location of world. Figure 5.2 shows the worldwide presence of production
facility of Skoda Auto Group in Czech Republic, Slovakia, Russia, Ukraine,
Kazakhstan, China and India.
129
Figure 5.2
Production facility of Skoda Auto Group
Source: Skoda Annual Report, 2011, P.78
It can be reveled from the chart 5.3 and Figure 5.2 that company has spread
from being Regional to National and to international( Multinational).
5.3 Skoda Auto India Private Limited (SAIPL) Aurangabad, Maharashtra:
Skoda Auto India is a fully owned subsidiary of Skoda Auto Czech Republic.
In January 2000 Skoda Auto marked its entry into Indian market. The plant is located
at Shendra Industrial area, five Star MIDC, Aurangabad, Maharashtra. It started its
operations from November 2001 in Aurangabad, Maharashtra and it has the capacity
to produce 40,000 units annually through its present facilities. It has the best engine
assembly plant in Asia. It is CKD (Completely Knock Down) type of automobile
Plant. Figure 5.3 and Figure 5.4 shows the production facilities of SAIPL,
Aurangabad.
The plant in Aurangabad is spread over 300,000 Sq.mt of area. At present the
manufacturing of models such as Octavia, Laura, Superb, Fabia, Yeti and Rapid takes
place in this plant. Total 1149 employees with average age of 28 years are working at
SAIPL, Aurangabad plant. Total of 101 dealers are associated with this plant. (see
130
Section 5.7). All the sections further in this chapter discuses about facts and
Figureures related to SAIPL, Aurangabad plant.
Figure 5.3
SAIPL Plant in Aurangabad
Figure 5.4
SAIPL Plant in Aurangabad
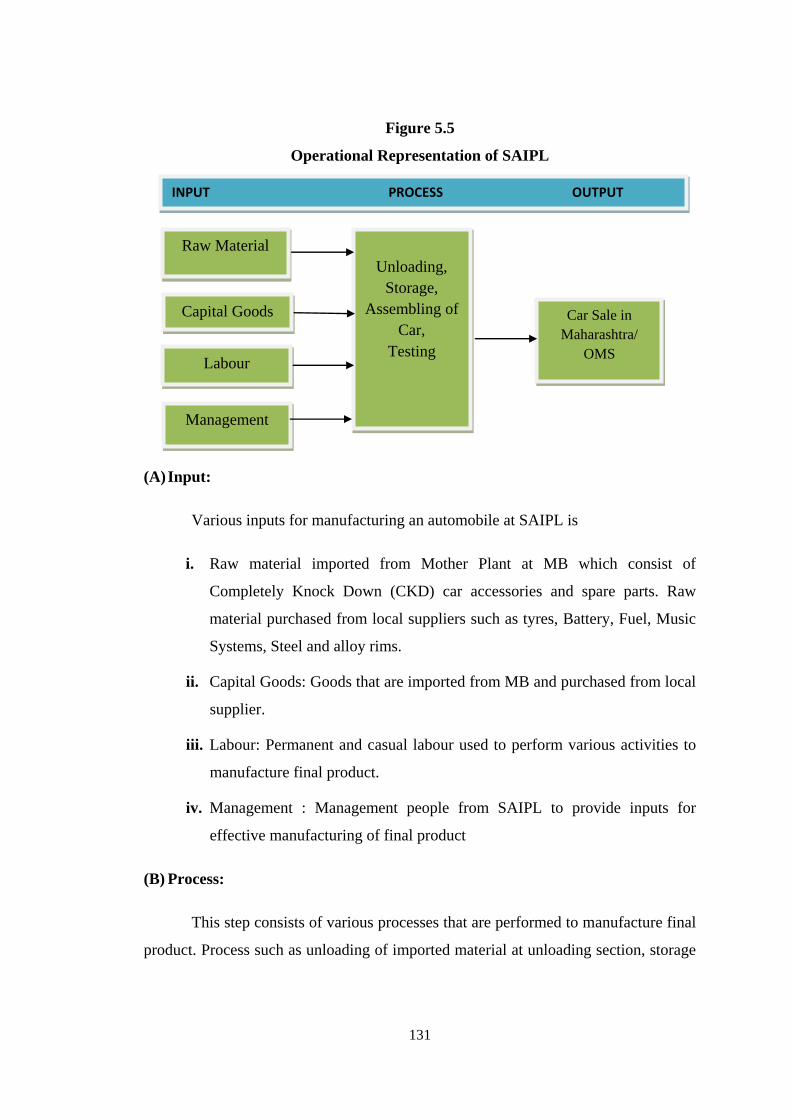
5.3.1 Operational Representation of SAIPL:
Manufacturing of any product consist of three main operations that needs to be
managed- Input, Process and Output. A brief explanation of input process and output
(IPO) helps to know operational representation of SAIPL and managing these
parameters effectively as it results in the manufacturing of quality product (Figure
5.5).
131
Figure 5.5
Operational Representation of SAIPL
(A) Input:
Various inputs for manufacturing an automobile at SAIPL is
i. Raw material imported from Mother Plant at MB which consist of
Completely Knock Down (CKD) car accessories and spare parts. Raw
material purchased from local suppliers such as tyres, Battery, Fuel, Music
Systems, Steel and alloy rims.
ii. Capital Goods: Goods that are imported from MB and purchased from local
supplier.
iii. Labour: Permanent and casual labour used to perform various activities to
manufacture final product.
iv. Management : Management people from SAIPL to provide inputs for
effective manufacturing of final product
(B) Process:
This step consists of various processes that are performed to manufacture final
product. Process such as unloading of imported material at unloading section, storage
Raw Material
(Imported/Loca
l Purchase)
Capital Goods
Imported/ Local Labour
Management
Unloading,
Storage,
Assembling of
Car,
Testing
Car Sale in
Maharashtra/
OMS
INPUT PROCESS OUTPUT
132
of this unloaded material in stores, assembling of car into final product, testing of
final product are some of the processes that are carried out at SAIPL.
(C) Output:
The output of SAIPL is final assembled car that is made available for sale in
Maharashtra and outside Maharashtra state.
Diagrammatical representation helps to know the net shell operation of
SAIPL.
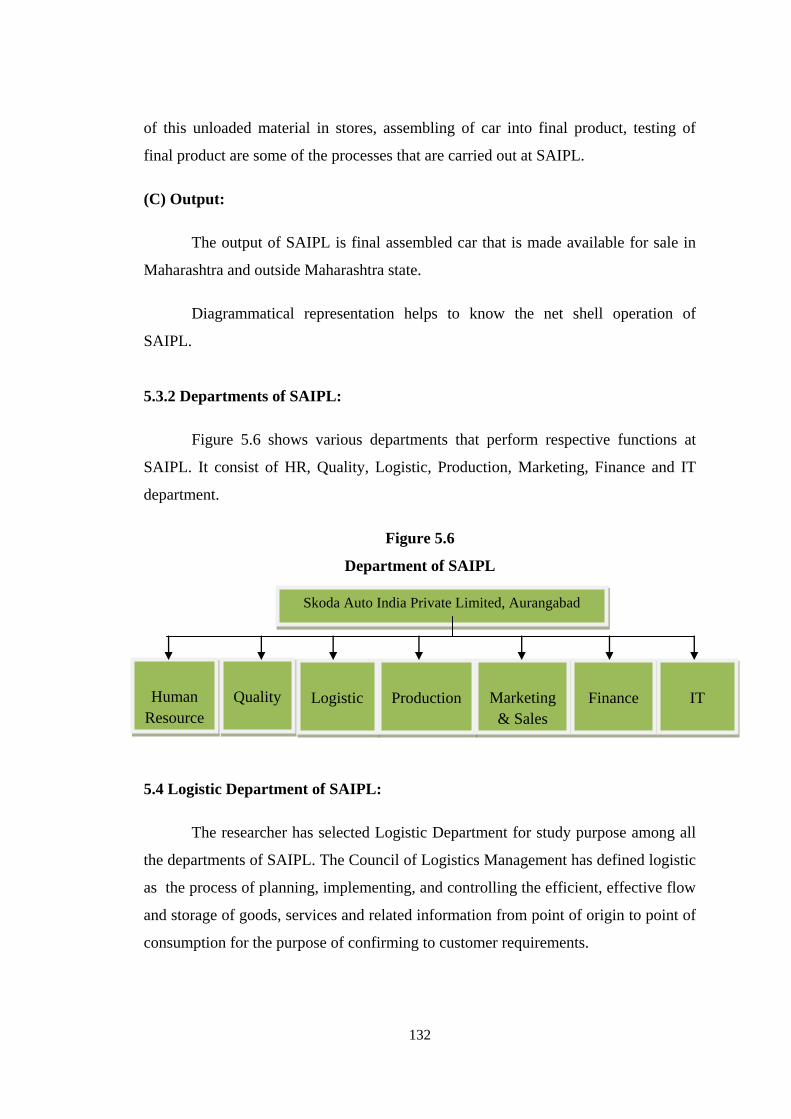
5.3.2 Departments of SAIPL:
Figure 5.6 shows various departments that perform respective functions at
SAIPL. It consist of HR, Quality, Logistic, Production, Marketing, Finance and IT
department.
Figure 5.6
Department of SAIPL
5.4 Logistic Department of SAIPL:
The researcher has selected Logistic Department for study purpose among all
the departments of SAIPL. The Council of Logistics Management has defined logistic
as the process of planning, implementing, and controlling the efficient, effective flow
and storage of goods, services and related information from point of origin to point of
consumption for the purpose of confirming to customer requirements.
Skoda Auto India Private Limited, Aurangabad
Human
Resource
Quality
Logistic
Production
Marketing
& Sales
Finance
IT
133
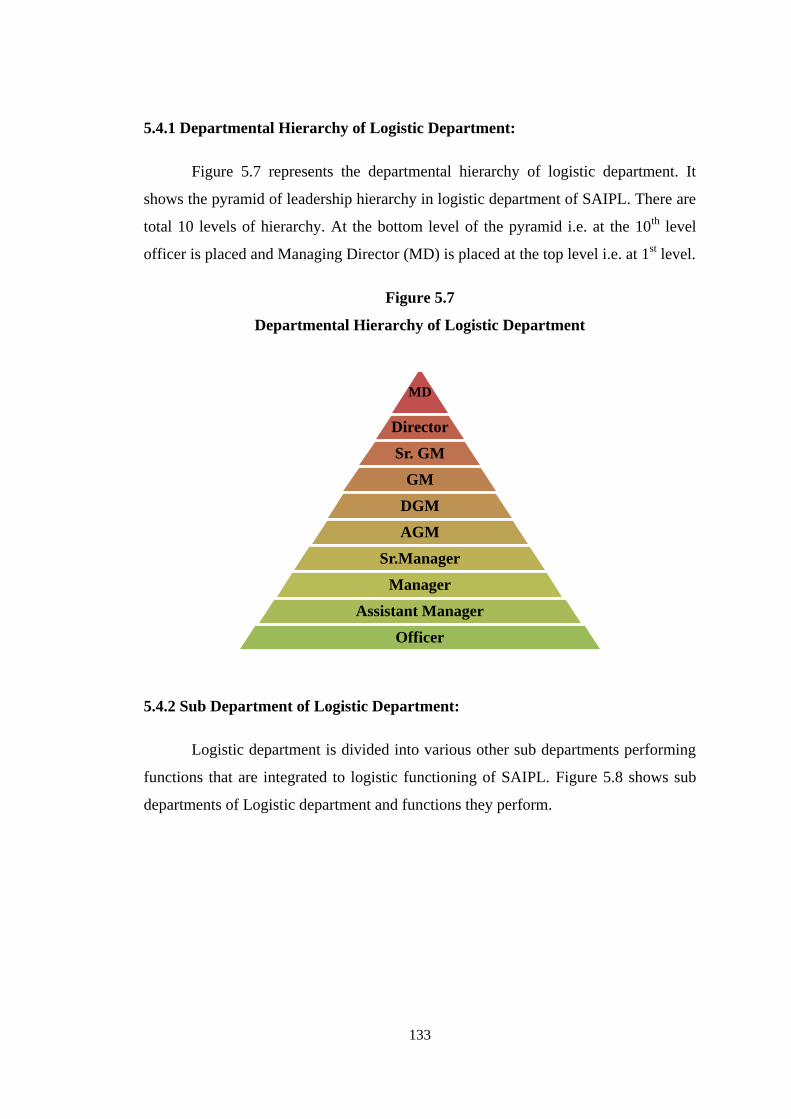
5.4.1 Departmental Hierarchy of Logistic Department:
Figure 5.7 represents the departmental hierarchy of logistic department. It
shows the pyramid of leadership hierarchy in logistic department of SAIPL. There are
total 10 levels of hierarchy. At the bottom level of the pyramid i.e. at the 10th
level
officer is placed and Managing Director (MD) is placed at the top level i.e. at 1st level.
Figure 5.7
Departmental Hierarchy of Logistic Department
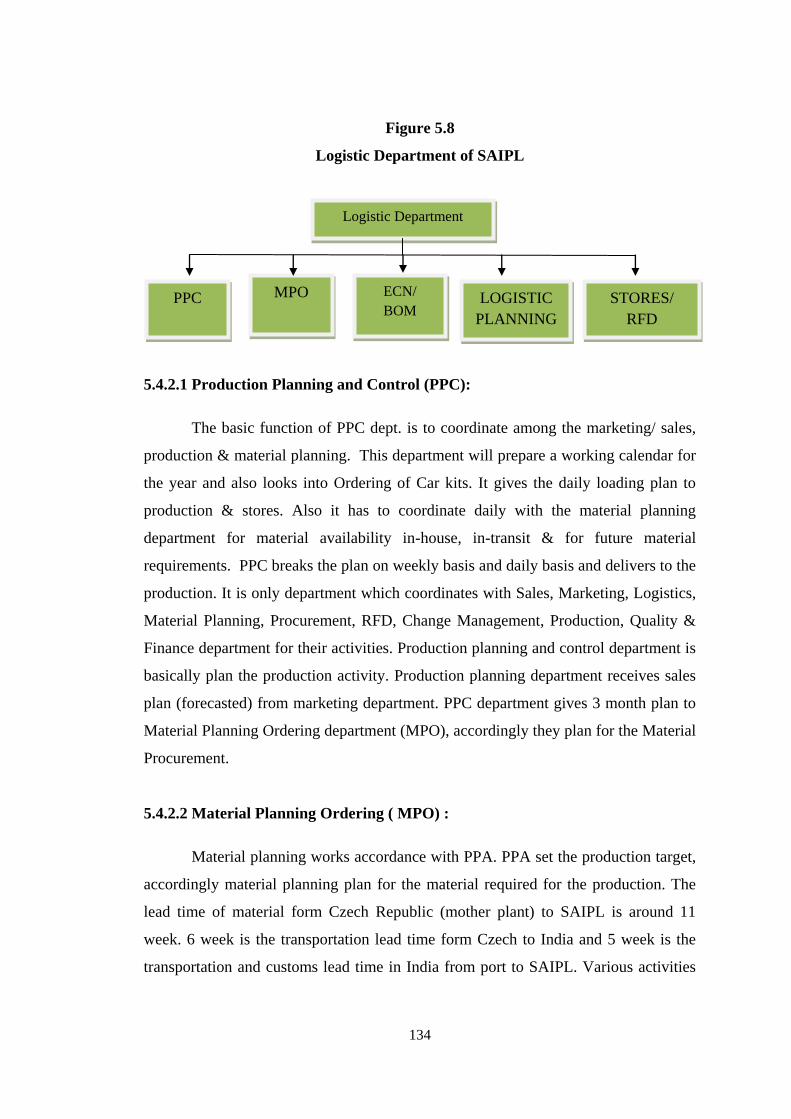
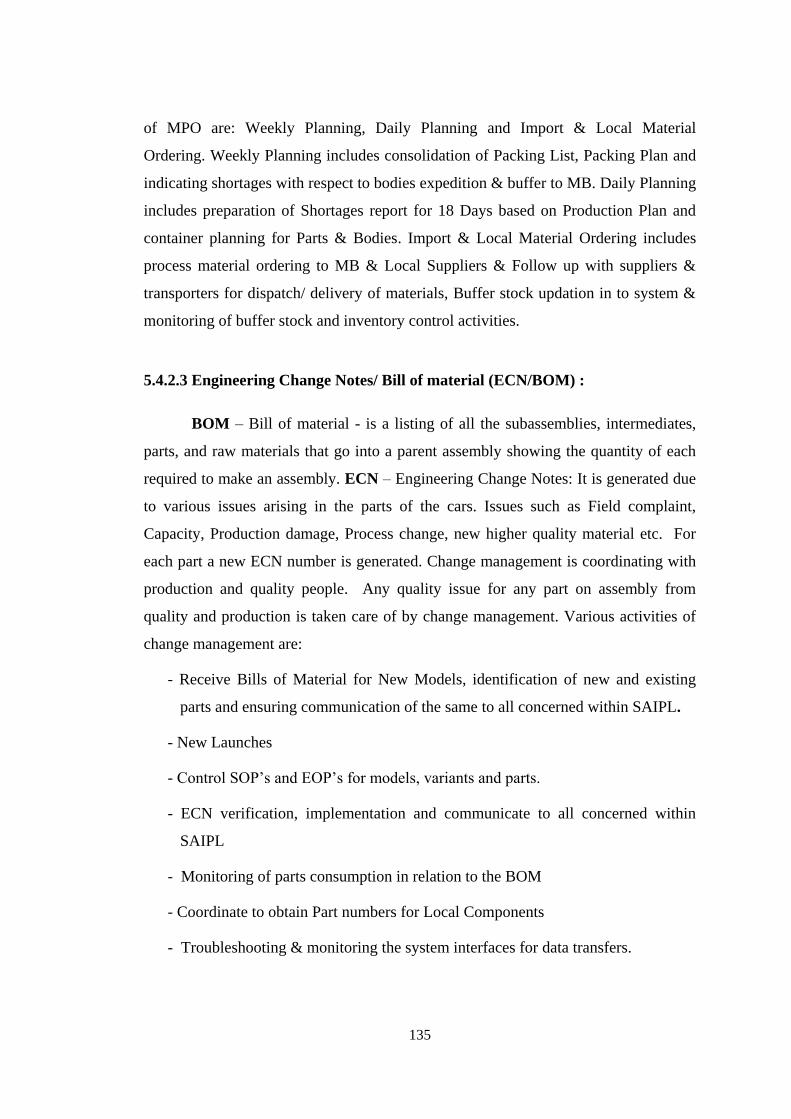
5.4.2 Sub Department of Logistic Department:
Logistic department is divided into various other sub departments performing
functions that are integrated to logistic functioning of SAIPL. Figure 5.8 shows sub
departments of Logistic department and functions they perform.
MD
Director
Sr. GM
GM
DGM
AGM
Sr.Manager
Manager
Assistant Manager
Officer
134
Figure 5.8
Logistic Department of SAIPL
5.4.2.1 Production Planning and Control (PPC):
The basic function of PPC dept. is to coordinate among the marketing/ sales,
production & material planning. This department will prepare a working calendar for
the year and also looks into Ordering of Car kits. It gives the daily loading plan to
production & stores. Also it has to coordinate daily with the material planning
department for material availability in-house, in-transit & for future material
requirements. PPC breaks the plan on weekly basis and daily basis and delivers to the
production. It is only department which coordinates with Sales, Marketing, Logistics,
Material Planning, Procurement, RFD, Change Management, Production, Quality &
Finance department for their activities. Production planning and control department is
basically plan the production activity. Production planning department receives sales
plan (forecasted) from marketing department. PPC department gives 3 month plan to
Material Planning Ordering department (MPO), accordingly they plan for the Material
Procurement.
5.4.2.2 Material Planning Ordering ( MPO) :
Material planning works accordance with PPA. PPA set the production target,
accordingly material planning plan for the material required for the production. The
lead time of material form Czech Republic (mother plant) to SAIPL is around 11
week. 6 week is the transportation lead time form Czech to India and 5 week is the
transportation and customs lead time in India from port to SAIPL. Various activities
Logistic Department
PPC MPO ECN/
BOM LOGISTIC
PLANNING
STORES/
RFD
135
of MPO are: Weekly Planning, Daily Planning and Import & Local Material
Ordering. Weekly Planning includes consolidation of Packing List, Packing Plan and
indicating shortages with respect to bodies expedition & buffer to MB. Daily Planning
includes preparation of Shortages report for 18 Days based on Production Plan and
container planning for Parts & Bodies. Import & Local Material Ordering includes
process material ordering to MB & Local Suppliers & Follow up with suppliers &
transporters for dispatch/ delivery of materials, Buffer stock updation in to system &
monitoring of buffer stock and inventory control activities.
5.4.2.3 Engineering Change Notes/ Bill of material (ECN/BOM) :
BOM – Bill of material - is a listing of all the subassemblies, intermediates,
parts, and raw materials that go into a parent assembly showing the quantity of each
required to make an assembly. ECN – Engineering Change Notes: It is generated due
to various issues arising in the parts of the cars. Issues such as Field complaint,
Capacity, Production damage, Process change, new higher quality material etc. For
each part a new ECN number is generated. Change management is coordinating with
production and quality people. Any quality issue for any part on assembly from
quality and production is taken care of by change management. Various activities of
change management are:
- Receive Bills of Material for New Models, identification of new and existing
parts and ensuring communication of the same to all concerned within SAIPL.
- New Launches
- Control SOP’s and EOP’s for models, variants and parts.
- ECN verification, implementation and communicate to all concerned within
SAIPL
- Monitoring of parts consumption in relation to the BOM
- Coordinate to obtain Part numbers for Local Components
- Troubleshooting & monitoring the system interfaces for data transfers.
136
- Coordination of SAP activities
- New Logistics & Warehousing System requirements
- Coordinating between SAIPL and MB implementation teams
- Defining & Implementing Logistic Processes for Systems
- Dissemination of System Knowhow/Activities to Logistics Process Owners
- Sourcing of Feedback from Users for Continuous Improvement
5.4.2.4 Logistic Planning:
Logistic planning performs various functions such as:
- Work on New Development & Expansion Plans.
- Work on alterations / Modifications depending upon upcoming models
- Working on developments in packaging with respect to line
- Feasibility, Storage, quality and cost.
- Monitoring the Loading factor to reduce cost.
- Supplier Development / Co-ordination to get the work done related to Logistics
Operations.
- Working on Continuous Improvements leading to better quality, reduction in
work content, and cost savings.
- Pallets, Fixtures modification / Layout changes as per requirement.
- Co-ordination with Technical team to resolve day to day problems.
- Co-ordination for proper housekeeping of Stores.
- Maintain Material Handling Equipments.
5.4.2.5 Stores/ RFD:
After final inspection, the vehicle comes in Request for Dispatch (RFD) area.
RFD area is where all the vehicles are stored for dispatch to the dealer. RFD officer
137
keep track of the record for each and every vehicle. They record contains
manufacturing date, engine no, model no, model name, colour, date etc. Sales
department gives details like name of the dealer, address, type of model and colour
required etc for dispatching of cars to RFD. Accordingly RFD arranges the vehicle for
loading in to the trailer. RFD loads the vehicle according to FIFO. Main function of
RFD are: i) Receiving the cars after inspection ii) Moving the car to RFD Yard iii)
Receiving order from sales and obtain finance clearance iv) Lining of cars as per
FIFO against order v) Preparing of invoice vi) RFD officer moves the car with
required documents and accessories to transporter vii) Dispatch of car.
5.5 Material Flow from MB to SAIPL:
Figure 5.4 shows the flow of material to assemble the car at SAIPL. Car body
pallets and required material to assemble car is imported from mother plant based in
Mlada Boleslav (MB), Czech Republic. The required material is transported from MB
to Germany port by road. From Germany Port to Mumbai JNPT port the material is
transported by sea route. After custom clearance, material is transported from
Mumbai JNPT port to SAIPL, Aurangabad by road ways. The transit time of Material
from Czech Republic (i.e. from MB) to SAIPL around 06 week. Out of that 5 weeks
required to reach material from MB to India in Mumbai by Sea, 1 week required for
custom clearance and for transportation of goods from Mumbai to SAIPL by road.
After reaching unloading section of SAIPL, the material is unloaded from the
container and transported to stores area. As per the requirement of assembly line the
material stored in stores area is transported to assembly line to assemble into car.
Final product from assembly line is stored in yard for sales purpose.
138
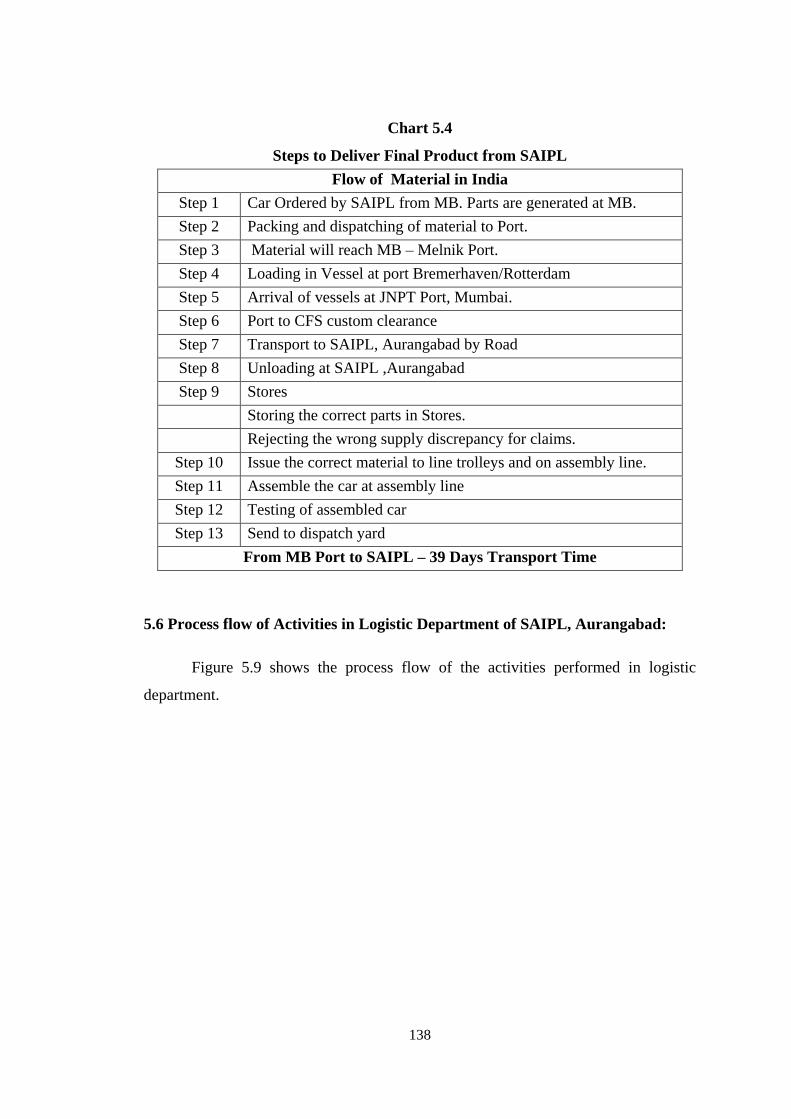
Chart 5.4
Steps to Deliver Final Product from SAIPL
Flow of Material in India
Step 1 Car Ordered by SAIPL from MB. Parts are generated at MB.
Step 2 Packing and dispatching of material to Port.
Step 3 Material will reach MB – Melnik Port.
Step 4 Loading in Vessel at port Bremerhaven/Rotterdam
Step 5 Arrival of vessels at JNPT Port, Mumbai.
Step 6 Port to CFS custom clearance
Step 7 Transport to SAIPL, Aurangabad by Road
Step 8 Unloading at SAIPL ,Aurangabad
Step 9 Stores
Storing the correct parts in Stores.
Rejecting the wrong supply discrepancy for claims.
Step 10 Issue the correct material to line trolleys and on assembly line.
Step 11 Assemble the car at assembly line
Step 12 Testing of assembled car
Step 13 Send to dispatch yard
From MB Port to SAIPL – 39 Days Transport Time
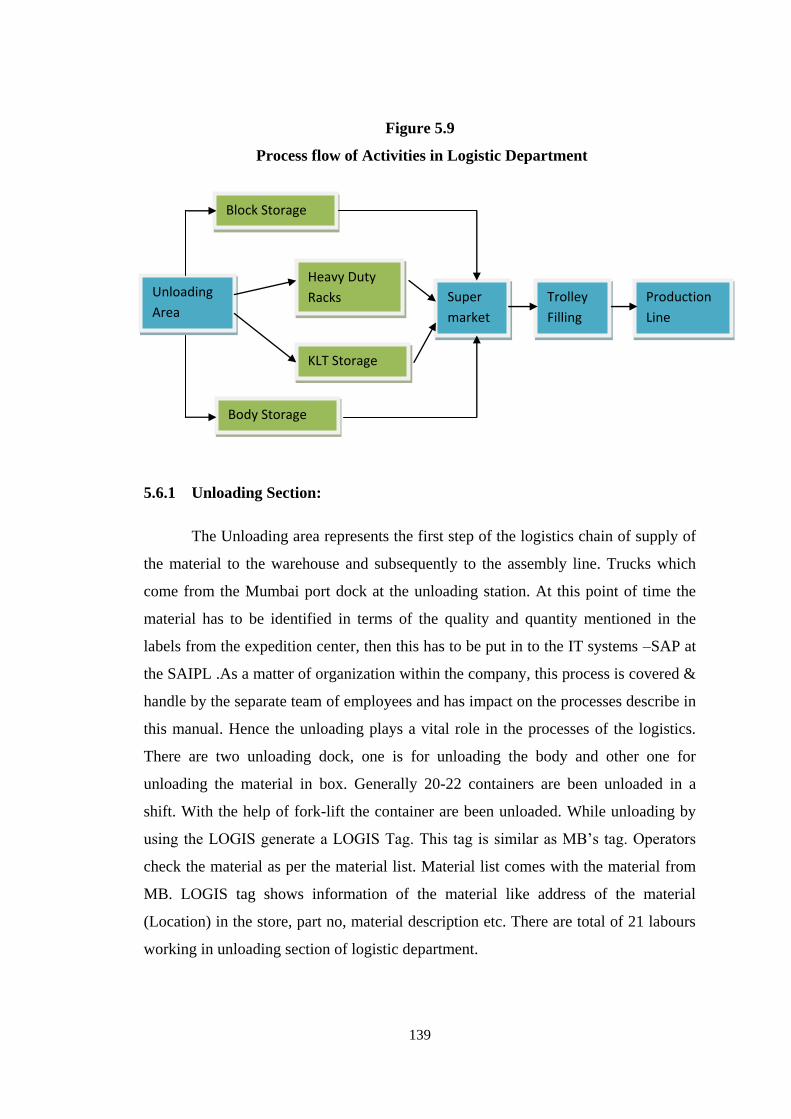
5.6 Process flow of Activities in Logistic Department of SAIPL, Aurangabad:
Figure 5.9 shows the process flow of the activities performed in logistic
department.
139
Figure 5.9
Process flow of Activities in Logistic Department
5.6.1 Unloading Section:
The Unloading area represents the first step of the logistics chain of supply of
the material to the warehouse and subsequently to the assembly line. Trucks which
come from the Mumbai port dock at the unloading station. At this point of time the
material has to be identified in terms of the quality and quantity mentioned in the
labels from the expedition center, then this has to be put in to the IT systems –SAP at
the SAIPL .As a matter of organization within the company, this process is covered &
handle by the separate team of employees and has impact on the processes describe in
this manual. Hence the unloading plays a vital role in the processes of the logistics.
There are two unloading dock, one is for unloading the body and other one for
unloading the material in box. Generally 20-22 containers are been unloaded in a
shift. With the help of fork-lift the container are been unloaded. While unloading by
using the LOGIS generate a LOGIS Tag. This tag is similar as MB’s tag. Operators
check the material as per the material list. Material list comes with the material from
MB. LOGIS tag shows information of the material like address of the material
(Location) in the store, part no, material description etc. There are total of 21 labours
working in unloading section of logistic department.
Block Storage
Unloading
Area
Body Storage
Heavy Duty
Racks
KLT Storage
Super
market
Trolley
Filling
Production
Line
140
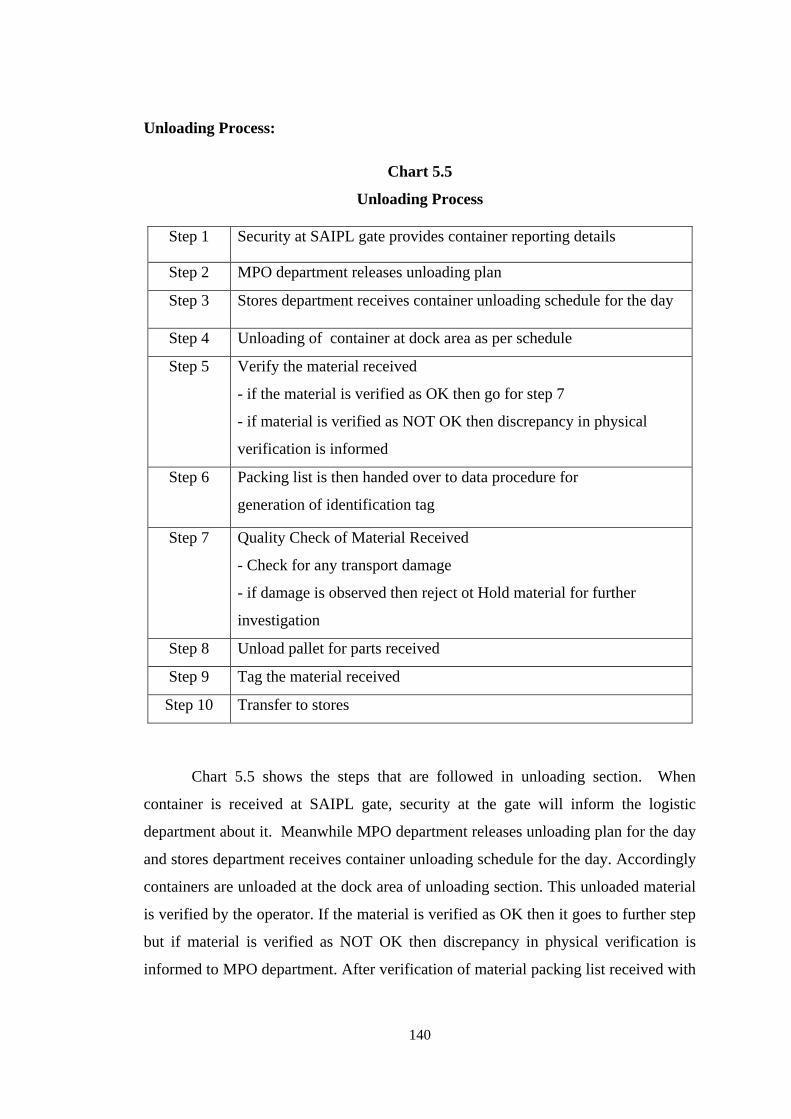
Unloading Process:
Chart 5.5
Unloading Process
Step 1 Security at SAIPL gate provides container reporting details
Step 2 MPO department releases unloading plan
Step 3 Stores department receives container unloading schedule for the day
Step 4 Unloading of container at dock area as per schedule
Step 5 Verify the material received
- if the material is verified as OK then go for step 7
- if material is verified as NOT OK then discrepancy in physical
verification is informed
Step 6 Packing list is then handed over to data procedure for
generation of identification tag
Step 7 Quality Check of Material Received
- Check for any transport damage
- if damage is observed then reject ot Hold material for further
investigation
Step 8 Unload pallet for parts received
Step 9 Tag the material received
Step 10 Transfer to stores
Chart 5.5 shows the steps that are followed in unloading section. When
container is received at SAIPL gate, security at the gate will inform the logistic
department about it. Meanwhile MPO department releases unloading plan for the day
and stores department receives container unloading schedule for the day. Accordingly
containers are unloaded at the dock area of unloading section. This unloaded material
is verified by the operator. If the material is verified as OK then it goes to further step
but if material is verified as NOT OK then discrepancy in physical verification is
informed to MPO department. After verification of material packing list received with
141
the material is handed to system operator who enters the required information in
system to generate identification tag to stick on material received. The material is then
inspected for any in transit damages. If damage is observed then material is kept on
hold or rejected as per decision taken by officers. The pallets received in the container
are unloaded and transferred to stores area.
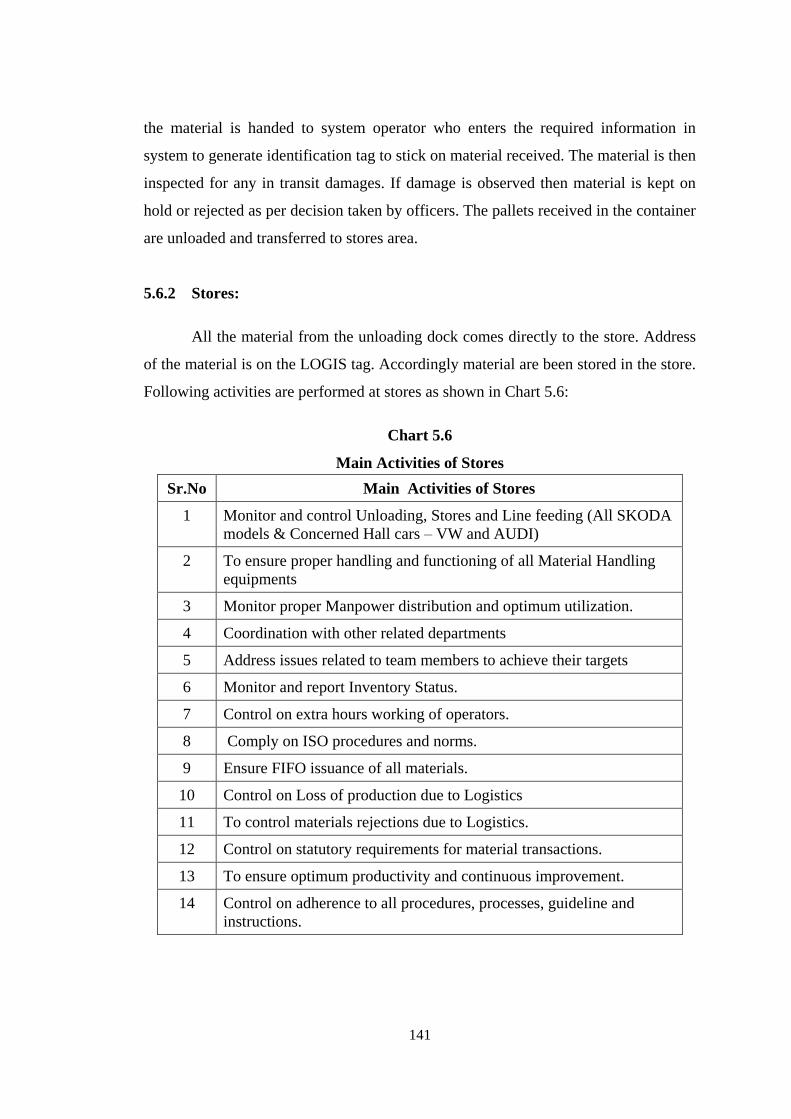
5.6.2 Stores:
All the material from the unloading dock comes directly to the store. Address
of the material is on the LOGIS tag. Accordingly material are been stored in the store.
Following activities are performed at stores as shown in Chart 5.6:
Chart 5.6
Main Activities of Stores
Sr.No Main Activities of Stores
1 Monitor and control Unloading, Stores and Line feeding (All SKODA
models & Concerned Hall cars – VW and AUDI)
2 To ensure proper handling and functioning of all Material Handling
equipments
3 Monitor proper Manpower distribution and optimum utilization.
4 Coordination with other related departments
5 Address issues related to team members to achieve their targets
6 Monitor and report Inventory Status.
7 Control on extra hours working of operators.
8 Comply on ISO procedures and norms.
9 Ensure FIFO issuance of all materials.
10 Control on Loss of production due to Logistics
11 To control materials rejections due to Logistics.
12 Control on statutory requirements for material transactions.
13 To ensure optimum productivity and continuous improvement.
14 Control on adherence to all procedures, processes, guideline and
instructions.
142
5.6.3 Storage Area:
The storing of the different part numbers of the material in the different
locations represents the second step of the logistics. Regarding to the size &
prerequisites of the treatment of certain material, different storage places, locations
are necessary to ensure effectiveness & quality requirement. The storage location in
the warehouse is allotted once the received material information is entered into the
system. Mainly the storage section is classified into: Block Storage, Body Storage,
KLT Storage, GLT Storage (Heavy Duty Racks) and JIT Trolleys. The Block Storage
contains the parts which are not able to handle in the GLT/KLT storage. For example
Gear Box, Engines, Aggregate Assembly parts etc. The Body storage contains only
the car bodies with the JIT parts coming with body. The bodies placed on the SUZ
pallet & can be in stack in multiple of the three. The KLT storage (Catwalk) collects
the very compact , a wide range of the parts which are well known as small parts of B
& C class parts. The KLT storage contains the most of the parts which area below
predefined cubic volume. The KLT storage is the previous stage of the supermarket &
therefore the filling of the supermarket is basically done from KLT storage except
some parts from the GLT storage which are shipped in very big lot sizes. The parts
which are very big & heavy have to be stored in the GLT Storage. Basically these are
the parts which are shipped in the CKD boxes stored in the HDR. The issuing of
material from stores to assembly line is another important activity. Issuing activity is
control with KANBAN system. It is done using following concepts: Lean Concept,
Supermarket concept and Warenkorb concept. Lean concept is to make assembly line
more flexible & capable for multimodal & multi variants. In supermarket concept
according to the production planning of the next day, material required for the
production is stored in the super market area. Basically most frequent and high value
part is store in super market area. The purpose of Warenkorb concept is better
utilization of space available on assembly line to feed different variant as per
requirement and to make available the material ready to fit to car for better time
utilization towards productivity.
143
5.6.4 Trolley Filling Section:
Supermarket and trolley filling Area (TFA) is the same as trolley is filled with
the material from supermarket. Material is stored in the supermarket and trolley is
carried to this area to fill as per the requirement of assembly line. There are total of 5
labours working in this section. Thus to understand the process of trolley filling first it
is important to know the activities of supermarket.
5.6.5 Supermarket Concept:
Supermarket concept is very useful and sophisticated method of storing and
issuing the material on assembly line. In this concept according to the production
planning of the next day, material required for the production is stored in the super
market area.
Basically most frequent and high value part is store in super market area.
Following are various activities of supermarket:
- To make the work place more flexible to accommodate multiple variants.
- Better utilization of space available on assembly line to feed different variant
as per requirement.
- To make available the material ready to fit to car for better time utilization
towards productivity.
- To prepare advance triggering for material shortages & flexibility in car
production.
- To maintain best ergonomics.
Advantages of supermarket:
- Production loss is with in control.
- Any shortage in the material can be identified earlier in time
- Easy and sophisticated while issuing the material on assembly line.
144
Disadvantages of supermarket:
- Extra handling of the material.
- More space is taken by storage area.
- Chances of damages of material due to extra handing, chances of increasing the
rejection.
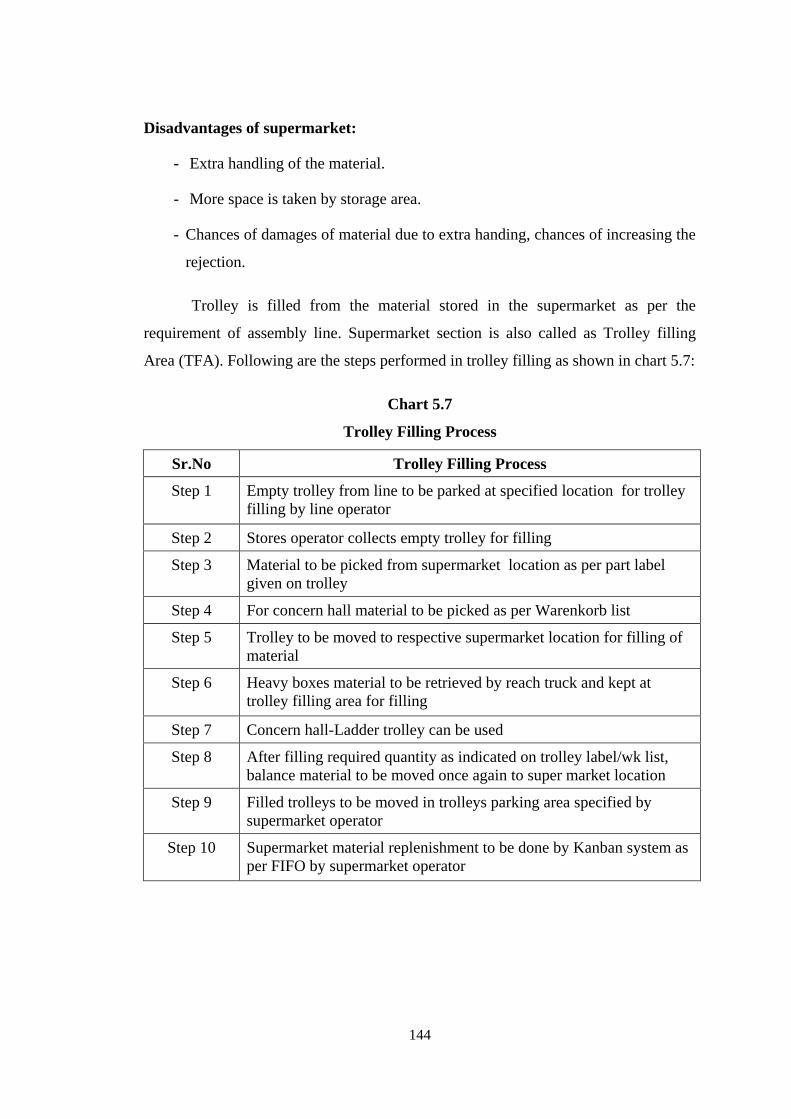
Trolley is filled from the material stored in the supermarket as per the
requirement of assembly line. Supermarket section is also called as Trolley filling
Area (TFA). Following are the steps performed in trolley filling as shown in chart 5.7:
Chart 5.7
Trolley Filling Process
Sr.No Trolley Filling Process
Step 1 Empty trolley from line to be parked at specified location for trolley
filling by line operator
Step 2 Stores operator collects empty trolley for filling
Step 3 Material to be picked from supermarket location as per part label
given on trolley
Step 4 For concern hall material to be picked as per Warenkorb list
Step 5 Trolley to be moved to respective supermarket location for filling of
material
Step 6 Heavy boxes material to be retrieved by reach truck and kept at
trolley filling area for filling
Step 7 Concern hall-Ladder trolley can be used
Step 8 After filling required quantity as indicated on trolley label/wk list,
balance material to be moved once again to super market location
Step 9 Filled trolleys to be moved in trolleys parking area specified by
supermarket operator
Step 10 Supermarket material replenishment to be done by Kanban system as
per FIFO by supermarket operator
145
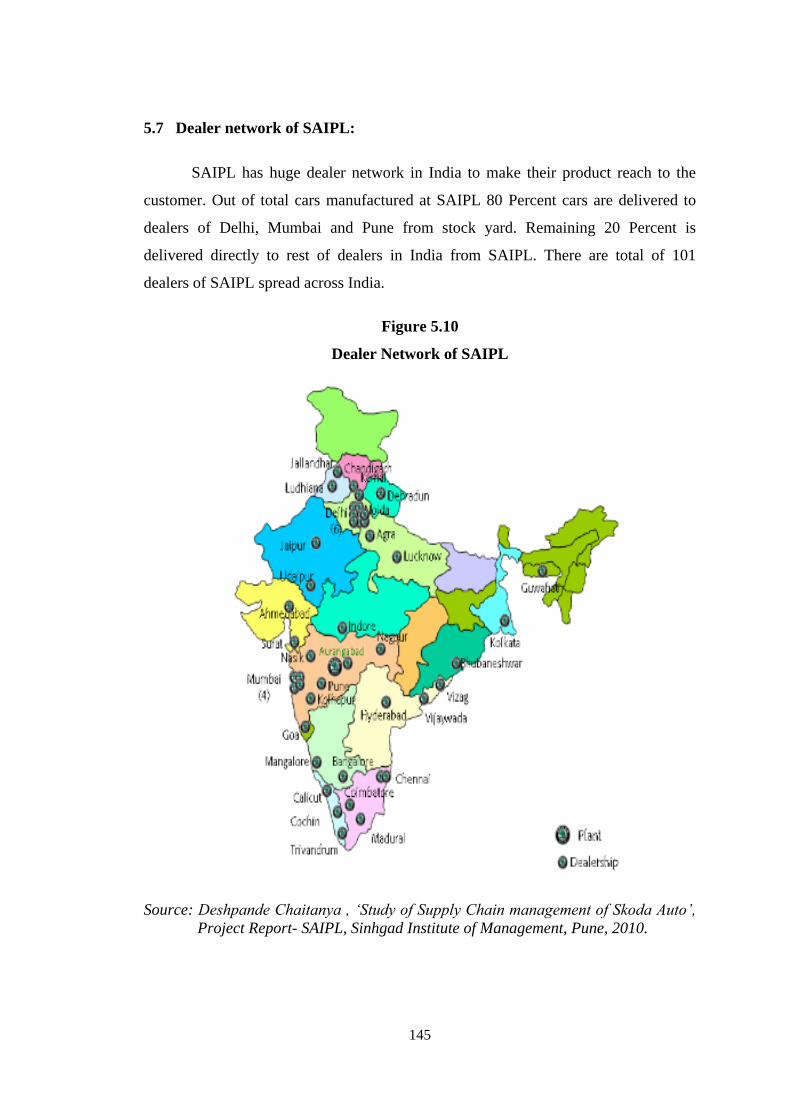
5.7 Dealer network of SAIPL:
SAIPL has huge dealer network in India to make their product reach to the
customer. Out of total cars manufactured at SAIPL 80 Percent cars are delivered to
dealers of Delhi, Mumbai and Pune from stock yard. Remaining 20 Percent is
delivered directly to rest of dealers in India from SAIPL. There are total of 101
dealers of SAIPL spread across India.
Figure 5.10
Dealer Network of SAIPL
Source: Deshpande Chaitanya , ‘Study of Supply Chain management of Skoda Auto’,
Project Report- SAIPL, Sinhgad Institute of Management, Pune, 2010.
146
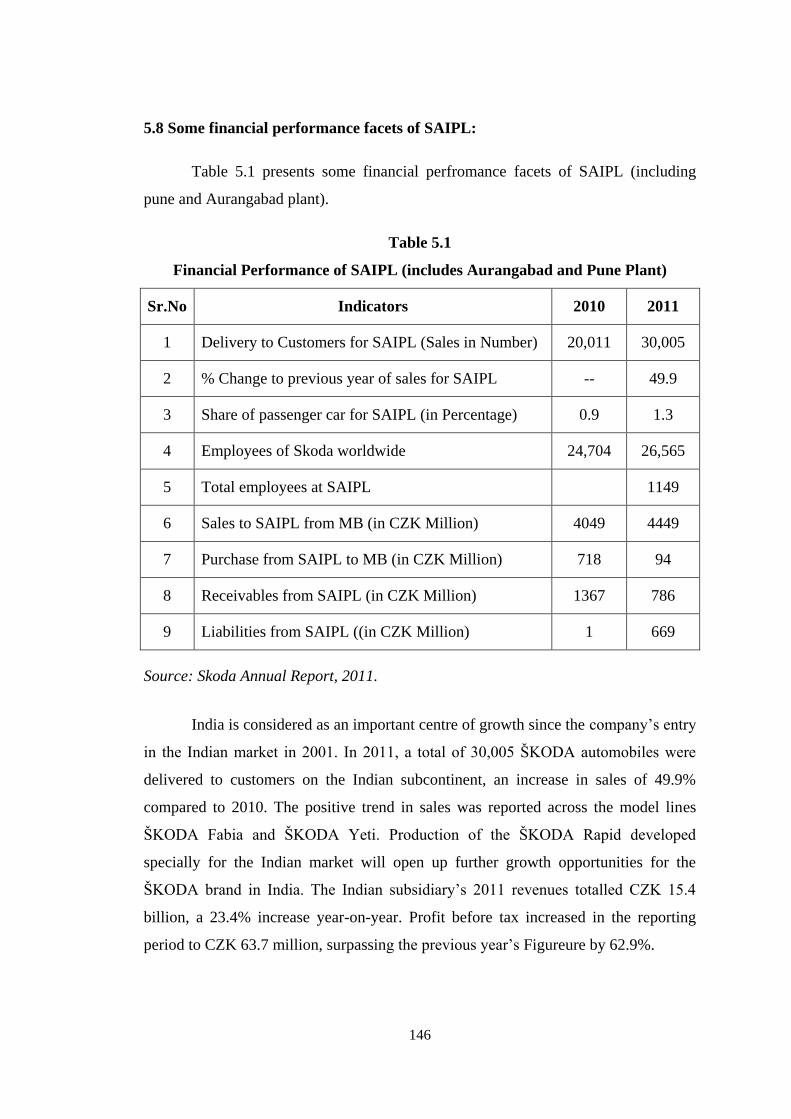
5.8 Some financial performance facets of SAIPL:
Table 5.1 presents some financial perfromance facets of SAIPL (including
pune and Aurangabad plant).
Table 5.1
Financial Performance of SAIPL (includes Aurangabad and Pune Plant)
Sr.No Indicators 2010 2011
1 Delivery to Customers for SAIPL (Sales in Number) 20,011 30,005
2 % Change to previous year of sales for SAIPL -- 49.9
3 Share of passenger car for SAIPL (in Percentage) 0.9 1.3
4 Employees of Skoda worldwide 24,704 26,565
5 Total employees at SAIPL 1149
6 Sales to SAIPL from MB (in CZK Million) 4049 4449
7 Purchase from SAIPL to MB (in CZK Million) 718 94
8 Receivables from SAIPL (in CZK Million) 1367 786
9 Liabilities from SAIPL ((in CZK Million) 1 669
Source: Skoda Annual Report, 2011.
India is considered as an important centre of growth since the company’s entry
in the Indian market in 2001. In 2011, a total of 30,005 ŠKODA automobiles were
delivered to customers on the Indian subcontinent, an increase in sales of 49.9%
compared to 2010. The positive trend in sales was reported across the model lines
ŠKODA Fabia and ŠKODA Yeti. Production of the ŠKODA Rapid developed
specially for the Indian market will open up further growth opportunities for the
ŠKODA brand in India. The Indian subsidiary’s 2011 revenues totalled CZK 15.4
billion, a 23.4% increase year-on-year. Profit before tax increased in the reporting
period to CZK 63.7 million, surpassing the previous year’s Figureure by 62.9%.