chapter 3a - introduction to separation train synthesis
DESCRIPTION
Chemical Process OptimizationTRANSCRIPT

EP426Chemical Process Design and Optimization
Chapter 3a - Separation train synthesis.Introduction

Assess Primitive Problem
Steps in Process Design and Retrofit
Development of Base-case
Plant-wide Controllability Assessment
Detailed Design, Equipment sizing, Cap.
Cost Estimation, Profitability Analysis,
Optimization
Detailed Process Synthesis -Algorithmic
Methods
SECTION B

Section B: Algorithmic Methods

Introduction
Almost all chemical processes require the separation of chemical species (components), to: purify a reactor feed recover unreacted species for recycle to a reactor separate and purify the products from a reactor
Frequently, the major investment and operating costs of a process will be those costs associated with the separation equipment
For a binary mixture, it may be possible to select a separation method that can accomplish the separation task in just one piece of equipment. However, more commonly, the feed mixture involves more than two components, involving more complex separation systems

Example 1. Specification for Butenes Recovery

Design for Butenes Recovery System
100-tray column C3 & 1-Butene in distillate
Propane and 1-Butene recovery
Pentane withdrawn as bottoms
n-C4 and 2-C4=s cannot be separated by ordinary distillation (=1.03), so 96% furfural is added as an extractive agent ( 1.17).
n-C4 withdrawn as distillate.
2-C4=s withdrawn as distillate. Furfural is recovered as bottoms and recycled to C-4

Separation is Energy Intensive
Unlike the spontaneous mixing of chemical species, the separation of a mixture of chemicals requires an expenditure of some form of energy
Separation of a feed mixture into streams of differing chemical composition is achieved by forcing the different species into different spatial locations, by one or a combination of four common industrial techniques:
the creation by heat transfer, shaft work, or pressure reduction of a second phase that is immiscible with the feed phase (ESA – energy separating agent)
the introduction into the system of a second fluid phase (MSA – mass separating agent). This must be subsequently removed.
the addition of a solid phase upon which adsorption can occur
the placement of a membrane barrier
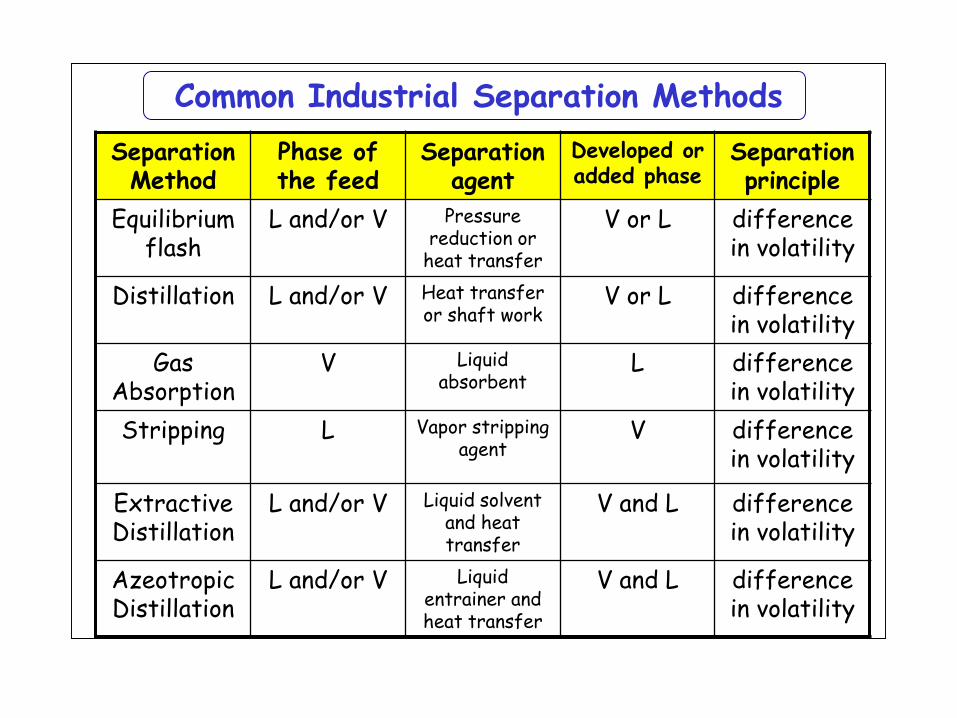
Common Industrial Separation Methods
Separation Method
Phase of the feed
Separation agent
Developed or added phase
Separation principle
Equilibrium flash
L and/or V Pressure reduction or
heat transfer
V or L difference in volatility
Distillation L and/or V Heat transfer or shaft work
V or L difference in volatility
Gas Absorption
V Liquid absorbent
L difference in volatility
Stripping L Vapor stripping agent
V difference in volatility
Extractive Distillation
L and/or V Liquid solvent and heat transfer
V and L difference in volatility
Azeotropic Distillation
L and/or V Liquid entrainer and heat transfer
V and L difference in volatility

4-Separation TrainsDESIGN AND ANALYSIS II - (c) Daniel R. Lewin9
Common Industrial Sep.Methods (Cont’d)
Separation Method
Phase of the feed
Separation agent
Developed or added phase
Separation principle
Liquid-liquid Extraction
L Liquid solvent
Second liquid
Difference in solubility
Crystalli-zation
L Heat transfer
Solid Difference in solubility or
m.p.
Gas adsorption
V Solid adsorbent
Solid difference in adsorbabililty
Liquid adsorption
L Solid adsorbent
Solid difference in adsorbabililty
Membranes L or V Membrane Membrane difference in permeability
and/or solubility
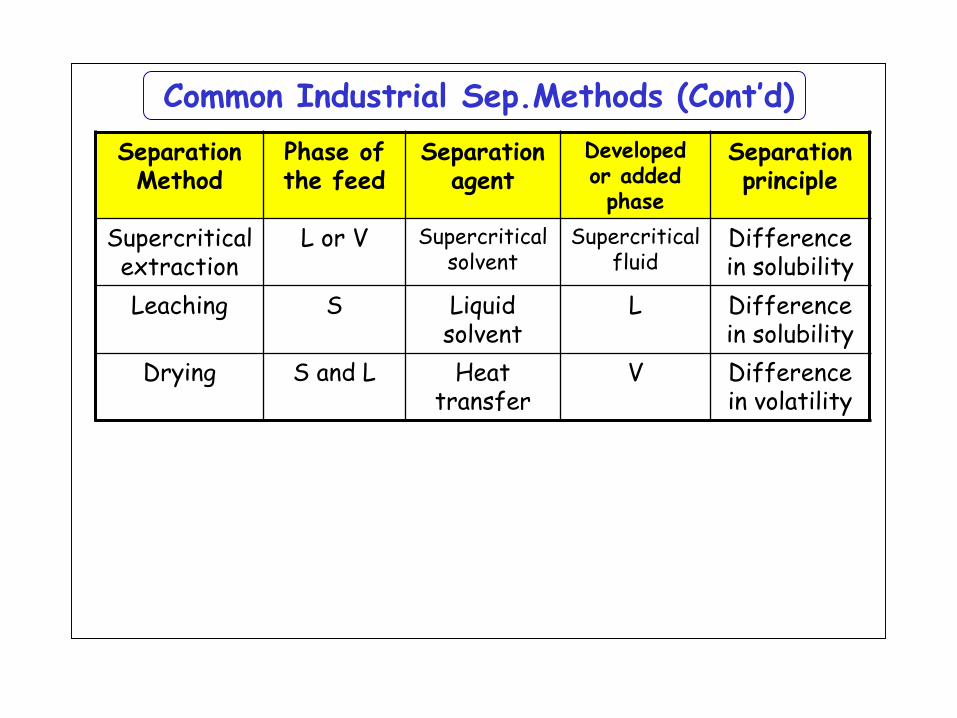
Common Industrial Sep.Methods (Cont’d)
Separation Method
Phase of the feed
Separation agent
Developed or added phase
Separation principle
Supercritical extraction
L or V Supercritical solvent
Supercritical fluid
Difference in solubility
Leaching S Liquid solvent
L Difference in solubility
Drying S and L Heat transfer
V Difference in volatility
EndNext Class: Part II