chapter 3 critical materials consumption: current patterns
TRANSCRIPT
CHAPTER 3
Critical Materials Consumption:Current Patterns and Trends

ContentsPage
Chromium . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Transportation Applications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Construction Applications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Machinery Applications. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Chromite Refractories . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Electrical and Chemical Uses . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Cobalt . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Transportation Applications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Machinery Applications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Chemicals and Catalysts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Electrical Applications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Other Cobalt Applications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Manganese . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Platinum Group Metals . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Transportation Applications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Construction Applications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Chemical Applications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Electrical Applications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Refractory Applications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Other Applications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Future Applications for Strategic Materials .....,, . . . . . . . . . . . . . . . . . . . . . . . . . . . .Nonconventional Energy Systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Critical Metals in Automobiles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Summary: Essential Uses of Strategic Materials .,...,. . . . . . . . . . . . . . . . . . . . . . . . .Superalloy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. .. .., ,. ... ... .....,O . . . . . . .Stainless Steel for Construction .. .. .. .. .. .. .. .$ . . . .......0. . . . . . . . . . . . . . . .Automobiles. , . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Cemented Carbides . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Industrial Catalysts.,.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Manganese in Steelmaking . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Palladium in Electronic Components. .,, . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
62626565666666676769697071
.727274747477777777787879808080808080
Table3-1.3-2.3-3.
3-4.
3-5.3-6.3-7.3-8.3-9.
3-1o.
List of TablesNo.Strategic Metal Consumption by Industrial Sector, 1980 . . . . . . . . . . . . . . . . .Chromium Usage in U.S.-Built Passenger Cars, 1980 . . . . . . . . . . . . . . . . . . . .Typical Structural Alloys Used for Hot-Section Components of the AircraftGas Turbine Engine . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Estimated Requirements for Chromium for Energy-Related Facilities,1977-2000 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Uses of Cobalt, 1980 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Cobalt Consumption in Tool Steels . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Composition of Maraging Steels . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .U.S. Manganese Consumption, 1980 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Annual Consumption of Platinum Group Metals in Domestic AutomotiveCatalytic Converters .. .. .. .. .. .. .. ... .., ... ...$. . . . . . . . . . . . . . . . . . . . .U.S. Bureau of Mines Estimates of Probable Demand for Strategic Metalsin the Year 2000 . . . . . . . . . . . . ..., . . . . . . . . . . . . . . . . . . . . . . . . . . . ..., ...,
List of FiguresFigure No.
3-1. Current and Projected Cobalt Consumption in Magnets (1981-90) . . . . . . . . .3-2. Distribution of Platinum Group Metal Consumption by Applications . . . . . .3-3. Estimated Future Vehicle Sales in the United States . . . . . . . . . . . . . . . . . . . .3-4. Estimated PGM Requirements in Catalytic Converters for Domestic
Automobile Production, 1984-95, . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Page6262
64
6567686971
73
79
Page707374
75

CHAPTER 3
Critical Materials Consumption:Current Patterns and Trends
The metals that form the principal subject ofthis report—chromium, cobalt, manganese, andthe platinum group—serve throughout theeconomy in applications that range from theessential, such as structural applications inhigh-performance aircraft, to the decorative,as in trim and jewelry, These metals are stra-tegic because they are necessary in a numberof essential industrial and defense applicationsand because the major sources of supply areconsidered to be vulnerable to disruption, Thischapter identifies the major essential uses ofthese metals, describes the properties thatmake them irreplaceable at present, and dis-cusses the trends in their use.
As discussed in chapter 2, the strategic natureof these materials is not static. In time, alter-natives may be found to replace the metals inessential functions, or changing conditionsmay mean that the functions are no longer es-sential, It is also possible that changes in tech-nology will cause these metals, or other mate-rials, to increase in importance beyond theircurrent status, Such changes are slow in com-ing, however, and are likely to take a numberof years before they have a major effect,
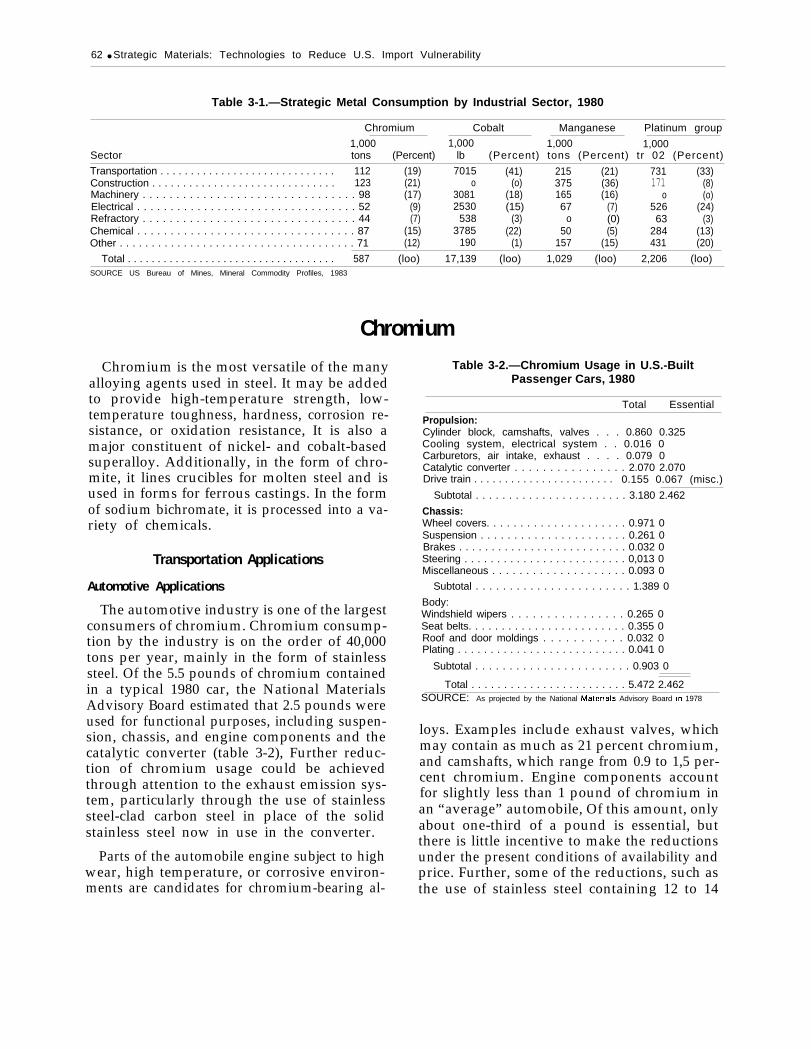
Table 3-1 shows the distribution of consump-tion of the four metals over the major indus-trial sectors in the United States.
The transportation sector consists of the avia-tion, automotive, railroad, and maritime indus-tries, These industries together account for 19to 41 percent of the consumption of each of thefour strategic metals,
The construction sector includes facilities forthe production and processing of fuels; produc-tion of electricity; equipment for metallurgical,chemical, and food processing; and structuralmaterials in buildings.
Examples of the uses of the strategic mate-rials in the machinery sector are tools for metalcutting and forming, drill bits, ball and rollerbearings, and other machinery components.
Important equipment in the electrical sectorincludes transformers, switchgear, motors, in-struments, batteries, generators, cooling equip-ment, and household appliances. Major appli-cations for strategic metals are in magnets,contacts and electrodes, shafts and bearings forrotating machinery, tubing and conduits, anddecorative trim.
Refractory uses of strategic metals and min-erals are those in which the materials mustoperate in an extremely high-temperature envi-ronment without chemical change or loss ofdesirable properties. An example is liners forboilers and furnaces. Materials for the produc-tion of ceramics and glasses are also in thiscategory.
Chemical uses of chromium, cobalt, manga-nese, and platinum group metals are quite var-ied. They include dyes and pigments, preserv-atives, food additives, and catalysts for theproduction of other chemicals.
The listing in table 3-1 provides only a start-ing point for the analysis. Further detail on theuses of the metals is provided below.
61
62 ● Strategic Materials: Technologies to Reduce U.S. Import Vulnerability
Table 3-1.—Strategic Metal Consumption by Industrial Sector, 1980
Chromium Cobalt Manganese Platinum group
1,000 1,000 1,000 1,000Sector tons (Percent) lb (Percent) tons (Percent) tr 02 (Percent)
Transportation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 112 (19) 7015 (41) 215 (21) 731 (33)Construction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 123 (21) o (o) 375 (36) 171 (8)Machinery . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 98 (17) 3081 (18) 165 (16) o (o)Electrical . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52 (9) 2530 (15) 67 (7) 526 (24)Refractory . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44 (7) 538 (3) o (0) 63 (3)Chemical . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 87 (15) 3785 (22) 50 (5) 284 (13)Other . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71 (12) 190 (1) 157 (15) 431 (20)
Total . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 587 (loo) 17,139 (loo) 1,029 (loo) 2,206 (loo)SOURCE US Bureau of Mines, Mineral Commodity Profiles, 1983
Chromium
Chromium is the most versatile of the manyalloying agents used in steel. It may be addedto provide high-temperature strength, low-temperature toughness, hardness, corrosion re-sistance, or oxidation resistance, It is also amajor constituent of nickel- and cobalt-basedsuperalloy. Additionally, in the form of chro-mite, it lines crucibles for molten steel and isused in forms for ferrous castings. In the formof sodium bichromate, it is processed into a va-riety of chemicals.
Transportation Applications
Automotive Applications
The automotive industry is one of the largestconsumers of chromium. Chromium consump-tion by the industry is on the order of 40,000tons per year, mainly in the form of stainlesssteel. Of the 5.5 pounds of chromium containedin a typical 1980 car, the National MaterialsAdvisory Board estimated that 2.5 pounds wereused for functional purposes, including suspen-sion, chassis, and engine components and thecatalytic converter (table 3-2), Further reduc-tion of chromium usage could be achievedthrough attention to the exhaust emission sys-tem, particularly through the use of stainlesssteel-clad carbon steel in place of the solidstainless steel now in use in the converter.
Parts of the automobile engine subject to highwear, high temperature, or corrosive environ-ments are candidates for chromium-bearing al-
Table 3-2.—Chromium Usage in U.S.-BuiltPassenger Cars, 1980
Total Essential
Propulsion:Cylinder block, camshafts, valves . . . 0.860 0.325Cooling system, electrical system . . 0.016 0Carburetors, air intake, exhaust . . . . 0.079 0Catalytic converter . . . . . . . . . . . . . . . . 2.070 2.070Drive train . . . . . . . . . . . . . . . . . . . . . . . 0.155 0.067 (misc.)
Subtotal . . . . . . . . . . . . . . . . . . . . . . . 3.180 2.462
Chassis:Wheel covers. . . . . . . . . . . . . . . . . . . . . 0.971 0Suspension . . . . . . . . . . . . . . . . . . . . . . 0.261 0Brakes . . . . . . . . . . . . . . . . . . . . . . . . . . 0.032 0Steering . . . . . . . . . . . . . . . . . . . . . . . . . 0,013 0Miscellaneous . . . . . . . . . . . . . . . . . . . . 0.093 0
Subtotal . . . . . . . . . . . . . . . . . . . . . . . 1.389 0
Body:Windshield wipers . . . . . . . . . . . . . . . . 0.265 0Seat belts. . . . . . . . . . . . . . . . . . . . . . . . 0.355 0Roof and door moldings . . . . . . . . . . . 0.032 0Plating . . . . . . . . . . . . . . . . . . . . . . . . . . 0.041 0
Subtotal . . . . . . . . . . . . . . . . . . . . . . . 0.903 0
Total . . . . . . . . . . . . . . . . . . . . . . . . 5.472 2.462SOURCE: As projected by the National Mater!als Advisory Board In 1978
loys. Examples include exhaust valves, whichmay contain as much as 21 percent chromium,and camshafts, which range from 0.9 to 1,5 per-cent chromium. Engine components accountfor slightly less than 1 pound of chromium inan “average” automobile, Of this amount, onlyabout one-third of a pound is essential, butthere is little incentive to make the reductionsunder the present conditions of availability andprice. Further, some of the reductions, such asthe use of stainless steel containing 12 to 14

Ch. 3—Critical Materials Consumption: Current Patterns and Trends ● 6 3
percent chromium in place of the 21 percentchromium alloy now in use could not be madewithout additional testing to ensure that thematerial would behave as expected when inservice.
The principal structural use of chromium al-loys in automobiles is in the AISI 5160 steelused for springs in the suspension. A relativelynew, but growing, use is in the main structuralmembers of the chassis where high-strength,low-alloy steels that contain about 1 percentchromium are gaining acceptance.
In 1982, General Motors (GM) introduced afiber composite leaf spring into the rear sus-pension of the Chevrolet Corvette. In 1983,similar springs were introduced into otherlightweight cars in the GM line,
Unlike the case with engine parts, there isa strong incentive to reduce the use of conven-tional steels in the structural parts of cars, Thatincentive is weight reduction, which results inreduced power requirements and lower fuelconsumption. However, the development ofthe high-strength, low-alloy (HSLA) steels hasprovided an alternative to other lightweightmaterials such as aluminum and fiber compos-ites. These steels, which obtain their strengththrough the use of small additions of chro-mium, manganese, molybdenum, and othermetals, combine high strength and low weightwith conventional metal-forming techniques.The overall economics of HSLA steels have led,and are expected to continue to lead, to increas-ing use of these alloys in automobiles, Althoughthese steels are not essential to the design ofcars, once incorporated into a design, anyreplacement of materials—e.g., in response toa reduction in the supply of chromium—willbe difficult to make.
Aviation
Aviation, with its demands for high strength,low weight, and oxidation- and corrosion-resistant materials with long fatigue lives andresistance to high temperature, is another ma-jor consumer of chromium. Chromium con-sumption by the aviation industry accountedfor 3,250 short tons in 1978, of which approx-
imately 80 percent was used in jet engines asa constituent of superalloy and of other heat-,corrosion-, and oxidation-resistant alloys. Chro-mium-containing steels are used in other high-temperature components of jet engines, wherethe exceptional heat resistance of superalloyis not required.
Superalloy, containing substantial amountsof chromium, nickel, and, in some cases, co-balt, have exceptional resistance to high tem-peratures. These alloys retain their strength athigh temperature and stress, whereas alloysteels would fail owing to creep (a gradualdeformation of a material when it is subjectedto stress at high temperature) or to rapid cor-rosion by the hot exhaust gases of a jet engine.These materials are essential in the current de-signs of aircraft gas turbine engines as well asmany land- and sea-based gas turbine engines.
The manufacture of superalloys accounts fora majority of the total domestic consumptionof chromium metal. In 1981, consumption ofmetallic chromium in superalloy was 2,500short tons or 64 percent of the total domesticconsumption of chromium metal. Ferrochromeis also used in the production of superalloy,in 1981, 4,300 tons of chromium containedin ferrochrome were used in superalloy pro-duction,
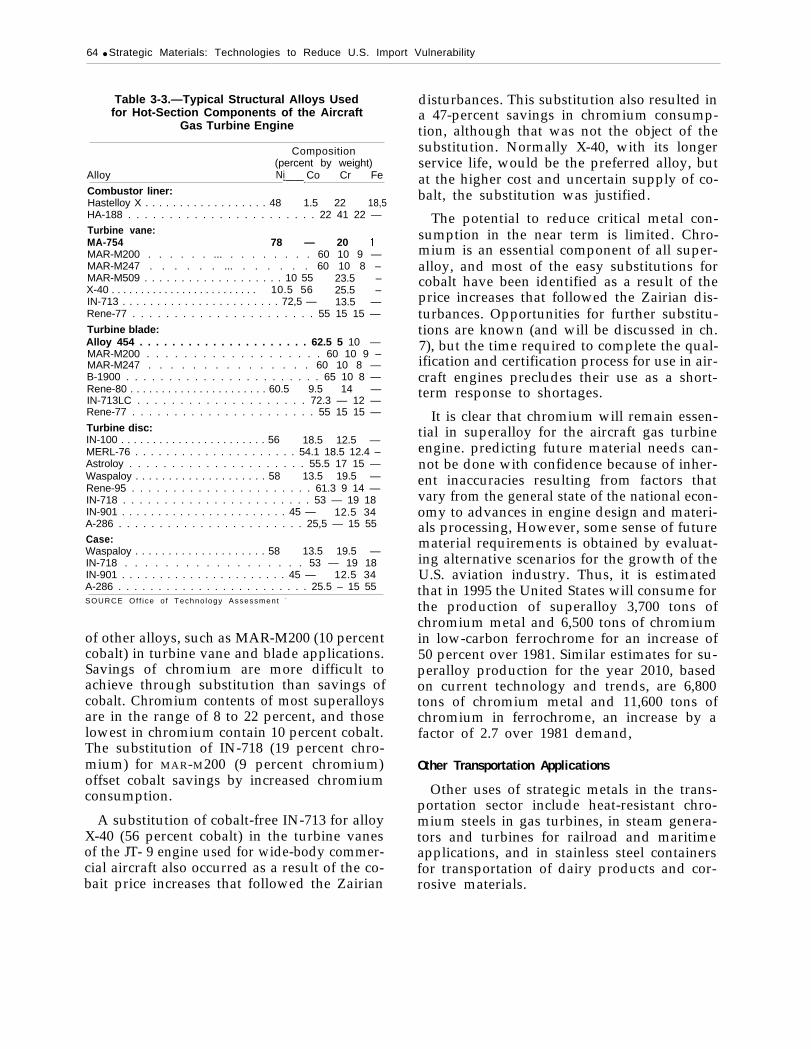
Already, hundreds of superalloys are used inaircraft engines, with more being developed allthe time. Some of these alloys are in wide-spread use, while others have become obsoleteor have been superseded by newer alloys. Table3-3 identifies some of the typical alloys usedin the most severe applications in the jet en-gine, With regard to the metals under exami-nation, the table shows a range of chromium(Cr) content, from a low of 8 percent to a highof almost 26 percent, and a range of cobalt (Co)content from zero to 56 percent.
Substitution of known alternative alloys is asimple method of reducing critical metal con-sumption in times of a shortage of raw mate-rials. During the disturbances in Zaire in 1978-79, the cobalt-free alloy IN-718 was used as adirect substitute for Waspaloy (13.5 percent co-balt). The alloy IN-718 may be used in place
64 ● Strategic Materials: Technologies to Reduce U.S. Import Vulnerability
Table 3-3.—Typical Structural Alloys Usedfor Hot-Section Components of the Aircraft
Gas Turbine Engine
Composition(percent by weight)
Alloy Ni Co Cr Fe-——.Combustor liner:Hastelloy X . . . . . . . . . . . . . . . . . . 48 1.5 22 18,5HA-188 . . . . . . . . . . . . . . . . . . . . . . . 22 41 22 —
Turbine vane:MA-754 78 — 20 1MAR-M200 . . . . . . ... . . . . . . . . 60 10 9 —MAR-M247 . . . . . . ... . . . . . . 60 10 8 –MAR-M509 . . . . . . . . . . . . . . . . . . . 10 55 23.5 –X-40 . . . . . . . . . . . . . . . . . . . . . . . . . 10.5 56 25.5 –IN-713 . . . . . . . . . . . . . . . . . . . . . . . 72,5 — 13.5 —Rene-77 . . . . . . . . . . . . . . . . . . . . . . 55 15 15 —
Turbine blade:Alloy 454 . . . . . . . . . . . . . . . . . . . . . 62.5 5 10 —MAR-M200 . . . . . . . . . . . . . . . . . . . 60 10 9 –MAR-M247 . . . . . . . . . . . . . . . 60 10 8 —B-1900 . . . . . . . . . . . . . . . . . . . . . . . 65 10 8 —Rene-80 . . . . . . . . . . . . . . . . . . . . . . 60.5 9.5 14 —IN-713LC . . . . . . . . . . . . . . . . . . . . 72.3 — 12 —Rene-77 . . . . . . . . . . . . . . . . . . . . . . 55 15 15 —
Turbine disc:IN-100 . . . . . . . . . . . . . . . . . . . . . . . 56 18.5 12.5 —MERL-76 . . . . . . . . . . . . . . . . . . . . . 54.1 18.5 12.4 –Astroloy . . . . . . . . . . . . . . . . . . . . . 55.5 17 15 —Waspaloy . . . . . . . . . . . . . . . . . . . . 58 13.5 19.5 —Rene-95 . . . . . . . . . . . . . . . . . . . . . . 61.3 9 14 —IN-718 . . . . . . . . . . . . . . . . . . . . . . . 53 — 19 18IN-901 . . . . . . . . . . . . . . . . . . . . . . . 45 — 12.5 34A-286 . . . . . . . . . . . . . . . . . . . . . . . 25,5 — 15 55
Case:Waspaloy . . . . . . . . . . . . . . . . . . . . 58 13.5 19.5 —IN-718 . . . . . . . . . . . . . . . . . . 53 — 19 18IN-901 . . . . . . . . . . . . . . . . . . . . . . 45 — 12.5 34A-286 . . . . . . . . . . . . . . . . . . . . . . . . 25.5 – 15 55SOURCE Of f i ce o f Techno logy Assessment –
of other alloys, such as MAR-M200 (10 percentcobalt) in turbine vane and blade applications.Savings of chromium are more difficult toachieve through substitution than savings ofcobalt. Chromium contents of most superalloysare in the range of 8 to 22 percent, and thoselowest in chromium contain 10 percent cobalt.The substitution of IN-718 (19 percent chro-mium) for MAR-M200 (9 percent chromium)offset cobalt savings by increased chromiumconsumption.
A substitution of cobalt-free IN-713 for alloyX-40 (56 percent cobalt) in the turbine vanesof the JT- 9 engine used for wide-body commer-cial aircraft also occurred as a result of the co-bait price increases that followed the Zairian
disturbances. This substitution also resulted ina 47-percent savings in chromium consump-tion, although that was not the object of thesubstitution. Normally X-40, with its longerservice life, would be the preferred alloy, butat the higher cost and uncertain supply of co-balt, the substitution was justified.
The potential to reduce critical metal con-sumption in the near term is limited. Chro-mium is an essential component of all super-alloy, and most of the easy substitutions forcobalt have been identified as a result of theprice increases that followed the Zairian dis-turbances. Opportunities for further substitu-tions are known (and will be discussed in ch.7), but the time required to complete the qual-ification and certification process for use in air-craft engines precludes their use as a short-term response to shortages.
It is clear that chromium will remain essen-tial in superalloy for the aircraft gas turbineengine. predicting future material needs can-not be done with confidence because of inher-ent inaccuracies resulting from factors thatvary from the general state of the national econ-omy to advances in engine design and materi-als processing, However, some sense of futurematerial requirements is obtained by evaluat-ing alternative scenarios for the growth of theU.S. aviation industry. Thus, it is estimatedthat in 1995 the United States will consume forthe production of superalloy 3,700 tons ofchromium metal and 6,500 tons of chromiumin low-carbon ferrochrome for an increase of50 percent over 1981. Similar estimates for su-peralloy production for the year 2010, basedon current technology and trends, are 6,800tons of chromium metal and 11,600 tons ofchromium in ferrochrome, an increase by afactor of 2.7 over 1981 demand,
Other Transportation Applications
Other uses of strategic metals in the trans-portation sector include heat-resistant chro-mium steels in gas turbines, in steam genera-tors and turbines for railroad and maritimeapplications, and in stainless steel containersfor transportation of dairy products and cor-rosive materials.

Ch. 3—Critical Materials Consumption: Current Patterns and Trends Ž 65
Construction Applications
Almost 20 percent of U.S. chromium con-sumption is accounted for in the constructionsector, with the most essential applications be-ing in the corrosive environments associatedwith oil and gas production and refining andthe high-temperature environment of energyproduction facilities. Chemical processing fa-cilities also constitute essential uses of chro-mium in the construction sector.
Energy Production Facilities for Fossil Fuels
The annual chromium requirements for theconstruction of energy-related facilities, includ-ing oil and gas wells, coal mines, electricitygenerating plants, and other energy facilitieswere estimated in a 1979 report to the Depart-ment of Commerce. Reported consumption ofchromium in 1977 by the energy industry was20,400 short tons. When taken with the scrapgenerated during processing and fabricationof energy-related equipment, this sector aloneaccounts for 3 to 5 percent of U.S. chromiumconsumption. Similar estimates were made forchromium usage in a 1978 study by the Na-tional Materials Advisory Board (NMAB).These estimates are reported in table 3-4.
In its 1978 study, the NMAB estimated that90 percent of the chromium consumption ofthe energy sector should be considered essen-tial. Of the consumption in 2000, approxi-mately 60 percent will be for stainless steel,with another 25 percent being for alloy steels.The remainder will be used in a variety of ap-plications, including superalloy, plating, andnonferrous alloys.
Table 3-4.—Estimated Requirements for Chromium forEnergy-Related Facilities, 1977-2000
(thousand short tons)
Department ofC o m m e r c e NMAB low NMAB h i g h
1977. , ... , . . - 20.4 — —1985 ..., ... , 24.7 — —1990 . . . . . . . . . 27.3 — —2000 ...., ... 33.2 — —A v e r a g e . . . . 27.2 19.5 33.7——. .SOURCES U S Department of Commerce, 1979 Nat!onal Materials Adwsory
Board 1978
Chemical and Process Applications
Production facilities of the chemical andprocess industries, manufacturers of acids, or-ganic compounds, alkalies, and other corrosivematerials, are major consumers of chromium,principally in the form of stainless steel. Thesesteels are used because they combine strengthwith exceptional resistance to corrosion andoxidation. They are also used in applicationswhere it is essential to prevent contaminationof products by the process equipment.
The bulk of chromium consumption in chem-ical and process applications is accounted forby a few popular alloys: the wrought alloys;AISI types 304, 316, and 430; and the castalloys, ACI types CF-8, CF-8M, and CN-7M. Allof these steels contain approximately 18 per-cent chromium. In many cases, it appears pos-sible to develop substitute steels with chro-mium content as low as 12 to 14 percent,although users would have to accept a lowerresistance to corrosion unless additions ofmolybdenum were made to counteract the ef-fects of chromium reduction, This class ofsteel, however, is not currently available, andseveral years of effort will be required beforesuch steel could be ready for widespread use.Even if such substitutions were made through-out the industry, however, no more than one-third of the chromium consumption in this sec-tor would be saved. Substitution by surface-treated materials, including coated, clad, andplated steels, could also be used in some ap-plications, but limitations of cost, abrasion re-sistance, and corrosion resistance at welds andother joints restrict the opportunities to usethese materials in the chemical and process in-dustries.
Machinery Applications
Machinery applications of chromium in-clude tool steels, spring steels, and alloy steelsfor gears, shafts, and bearings, Chromium isused largely for its contribution to hardnessand wear resistance. The chromium contentranges from as low as 0.5 percent in somesteels used for gears and bearings to as highas 12 percent in some tool steels.

66 Ž Strategic Materials: Technologies to Reduce U.S. Import Vulnerability
Opportunities for reduction of chromiumconsumption in machinery applications in-clude the use of sintered carbides in place oftool steels and alternative alloys containingmanganese and molybdenum for the manufac-ture of gears, shafts, and bearings. Barriers tothe use of these substitutes are economic ratherthan technical; in particular the high cost ofsintered carbides relative to tool steels suggeststhat this would be an unlikely area of substi-tution except in extreme emergency.
Chromite Refractories
Chromium, in the form of chromite, is usedin refractory applications such as liners forsteam generator fireboxes and ladles for mol-ten steel because of its ability to provide ther-mal insulation, resist stresses resulting fromsudden changes of temperature, and remainchemically inert in metallurgical applications.The chromite used in refractories differs fromthat used as a raw material for the productionof ferrochrome because of its higher aluminumcontent. While the high aluminum contentmakes chromite undesirable for ferrochromeproduction, it improves the refractory charac-teristics. Chromite sand is also used in moldsfor ferrous castings.
Refractories account for about 7 percent ofU.S. chromium demand. Current data are notavailable but perhaps as much as 19,000 tonsof chromium were lost in spent, unrecycledrefractory bricks in 1974; additional chromiteis contained in accumulated refractory waste-
piles around steel mills, copper smelters, andother refractory-using facilities,
Steelmaking continues to account for mostuse of chromite-containing refractories, al-though its consumption has declined precipi-tously since 1965. Phase-out of open hearthsteelmaking with basic oxygen furnaces thatuse virtually no chromite refractories is the pri-mary cause. This decline was moderated, andpartially offset, in the early 1970s by usingchromite-containing refractories in electricsteelmaking furnaces and in argon-oxygen-de-carburization (AOD) vessels for stainless steelproduction. However, since the mid-1970s,chromite refractories have been replaced rap-idly by water-cooled panels in electric furnaces.In addition, dolomite, which is readily avail-able domestically, now accounts for about two-thirds of the refractory material used in AODvessels, according to the major U.S. producer.
Electrical and Chemical Uses
In the electrical sector, chromium is used inshafts, bearings, and other applications requir-ing wear resistance and in decorative applica-tions, Requirements for chromium are similarto those of the machinery sector.
Chemical applications accounted for 15 per-cent of total U.S. chromium consumption in1980, principally in pigments, metal treat-ments, and leather tanning, Based on data com-piled in 1976, the National Materials AdvisoryBoard estimated 40 percent of the chromiumuse in chemical applications to be essential.
Cobalt
In contrast to the breadth of applications for achieve. The principal uses of cobalt are inchromium, uses of cobalt are limited. This is superalloy (for the beneficial properties cobaltdue, in part, to the availability of alternative imparts at high temperatures), magnets, ce-metals that provide similar properties at lower mented carbides, and catalysts in petroleumcost, The current uses of cobalt are, therefore, refineries. Other uses include tool and alloythose in which substitutions are difficult to steels, and salts, driers, and other chemicals,

Ch. 3—Critical Materials Consumption: Current Patterns and Trends ● 6 7
In 1982, the NMAB surveyed the uses andmade estimates as to the essential needs of co-balt, in comparison to actual consumption. Theresults of these estimates are reported in table3-5. The overall estimate of the NMAB was that50 percent of the cobalt now consumed is es-sential, with over 58 percent of the essentialconsumption being accounted for in super-alloy and another 14 percent of the essentialuses going into cemented carbides.
Transportation Applications
The aviation industry accounts for the ma-jority of cobalt consumption in the transpor-tation sector. As shown in table 3-3, cobalt isan important constituent in many alloys in thejet engine. Superalloy may contain anywherefrom no cobalt to 65 percent cobalt. The selec-tion of a particular alloy is based on a rangeof properties, including yield strength, creepresistance, oxidation resistance, formability,and cost,
The beneficial properties that cobalt can im-part to superalloys and its availability at rea-sonable prices (until the market disruptions of1978-80) led to the current level of use of co-balt. The F-100 engine, used in F-15 and F-16aircrafts, contains approximately 150 poundsof cobalt. The JT9D commercial aircraft enginecontains approximately 165 pounds.
New engines may be designed to use cobalt-free alloys. The new General Electric F101 andF404 engines use Inconel MA 754, a mechan-ically alloyed, cobalt-free alloy, for the turbinevanes.
Superalloy accounted for 6.3 million poundsor 41 percent of the 1980 reported domestic co-balt consumption. Under current trends, it isanticipated that 8.3 million pounds of cobaltwill be used in the production of superalloyin 1995 (for all applications, not the aircraft en-gine alone), and 12.9 million pounds of cobaltwill be required for these uses in 2010.
Cobalt use in other parts of the transporta-tion sector is small. Applications include hard-facing alloys used on the surface of exhaustvalves in automobile engines.
Machinery Applications
Cobalt use in the machinery sector includesdrill and cutting bits made for high-speed andhigh-temperature applications, surface coat-ings for hardness and wear resistance, andhigh-strength steels for rocket motor casings,and dies and structural uses in large machin-ery. These applications are met primarilythrough the use of three materials: cementedcarbides, tool steels, and maraging steels.
Cemented Carbides
Cutting tools used for machining of steel andcast iron, mining and drilling bits, small- andmedium-sized dies, cutoff tools, and screw-machine tools, all of which require qualities ofabrasion resistance, hardness, impact resis-tance, and heat resistance, depend on cementedcarbides for their demanding properties. Ce-mented carbide tools may account for as muchas 75 percent of the metal removed in domes-tic metal-cutting operations and for over 50
Table 3-5.—Uses of Cobalt, 1980 (thousands of pounds)
Reported Essential EssentialCategory consumption consumption fraction
Superalloys . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6,300 4,500 71% Magnets . . . . . . ., , ... , . . . . . . . . . . . . . . . . . . . . . . . 2,300 400 17Cemented carbides , . . . . . . . . . . . . . . . . . . . . . . . . . 1,300 1,100 85Hardfacing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 600 300 50Steel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 400 200 50Other metallurgical. . . . . . . . . . . . . . . . . . . . . . . . . . 400 200 50Catalysts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1,700 100 6Salts, driers, and other chemicals . . . . . . . . . . . . . . 2,200 200 41
Total ., ... , . . . . . . . . . . . . . . , . . . . . . . . . ... , . . 15,300 7,700 50%SOURCE National Materials Advisory Board, Coba4t Cortserva//on Through Tec/rno/og/ca/ A/terna//ves, NMAB-406, p 2

68 ● Strategic Materials: Technologies to Reduce U.S. Import Vulnerability
percent of the cutting and crushing functionsin mining, oil and gas drilling, and construc-tion activities.
Cemented carbides are formed from a mix-ture of tungsten carbide powder, which pro-vides the hardness and wear resistance, andcobalt powder, which acts as the cement thatholds the carbide particles together. The cobalt,carbon, and tungsten produce a synergistic ef-fect that allows relatively easy production bysintering (heating the powder shape) to thepoint where the surface of the cobalt powdermelts, dissolving some of the tungsten carbideto form an exceptionally strong bond,
Materials other than cobalt, notably iron andnickel, with some chromium when needed forcorrosion resistance, have been used with somesuccess as substitutes for the cobalt binder, butonly with some sacrifice in performance. Sincethe applications of cemented carbides are inuses essential to the economy, and since thereare no satisfactory substitutes for either the car-bide tools or for the cobalt used in the binder,the use of cobalt in this application must beconsidered to be critical to the United States.
Tool Steels
Tool steels are used in a variety of metal cut-ting and forming applications, but it is only inthe high-speed, high-temperature applicationsthat cobalt-containing tool steel is of particu-lar importance. These steels are classed as M-type and T-type. Past consumption of cobaltin these classes of tool steels is summarized intable 3-6,
Table 3-6.—Cobalt Consumption in Tool Steels(short tons)
1979 1980 1981
Domestic production:M-Type . . . . . . . . . . . . . . . . . . . . . . . 2,905 2,941 2,344T-Type. . . . . . . . . . . . . . . . . . . . . . . . 639 552 479
Subtotal . . . . . . . . . . . . . . . . . . . . 3,544 3,493 2,820Imports. . . . . . . . . . . . . . . . . . . . . . . . . 815 559 1,042
Total . . . . . . . . . . . . . . . . . . . . . . . . . 4,359 ‘4,052 3,892Approximate cobalt content
(8°/0 average) . . . . . . . . . . . . . . . . . . 349 324 311
SOURCE Off Ice of Technology Assessment, based on data In Naiional Mater!.als Advisory Board, Cobalt Conservation Through Techno/ogica/ 4/fernatives, NMAB 406, p 107
Cobalt-containing tool steels have been a tar-get for substitution research, which has pro-duced alternative alloys with little or no cobaltthrough the use of powder metallurgy. For ex-ample, a new alloy, CPM Rex 20, is a replace-ment for the high-speed tool steel M42, andCPM Rex 25 may replace alloy T15.
Cobalt-based, hardfacing alloys have beenused as wear-resistant materials for over 60years. Applications include cutters, knives, andsurfaces of unlubricated bearings, Represent-ative hardfacing alloys include Stellite 1, 6, 12,and 21, all from Cabot Co., which range from53.5 percent to over 67 percent cobalt content.A substitute alloy containing less than 14 per-cent has reportedly been developed, but it isnot yet in commercial use.
Maraging Steels
Maraging steels are high-strength alloys thatmay be heat-treated in large sections and thick-nesses to increase their strength further. Theyrun from a low of 7.5 percent to a high of 12percent cobalt. The major maraging steels aredesignated as 18 Ni200, 18 Ni250, 18 Ni300, and18 Ni350. The composition of these alloys arelisted in table 3-7, The last three digits of thespecification (200, 250, 300, and 350] refer tothe strength level of the steel, i.e., the 18 Ni250has a yield strength of 260,000 psi. These steelsare noted for their ultrahigh strength with hightoughness. The steels were developed for aero-space applications, but they are now also usedin structural applications. Maraging steelsachieve full strength and toughness throughsimple aging treatment (3 hours at 9000 F or480° C). Hardening and strengthening do notdepend on cooling rates, so properties can bedeveloped uniformly in massive sections withalmost no distortion. Exact figures on con-sumption of maraging steels are unavailable,but during the 1976-78 period, annual con-sumption was in the range of 1,000 to 2,000tons per year of steel, requiring 180,000 to360,000 pounds of cobalt, Of this consumption,only part is included in the machinery sector.The remainder is consumed in aviation appli-cations and is included in the transportationsector.

—
Ch. 3—Critical Materials Consumption: Current Patterns and Trends ● 6 9
Table 3-7.—Composition of Maraging Steels
Ni c o Mo Ti Al Zr B
18Ni200 . . . . . . . . . . . . . . . . . . . . . . . . . 1 8 . 5 % 5 % 3 . 2 5 % 0 . 2 % 0.1% 0.01% 0.003%18Ni250 . . . . . . . . . ... . . . . . . . . . . . . 18.5 7,5 4.8 0.4 0.1 0.01 0,00318Ni300 . . . . . . . . . . . . . . . . . . . . . . . . 18,5 9.0 4.8 0.6 0.1 0.01 0.00318Ni350 . . . . . . . . . . . . . . . . . . . . . . . . . . . 18.5 12.0 4.8 1.4 0.1 0.01 0,003Ni nickel Al = aluminumc o cobalt Zr = zirconiumMo molybdenum B -boronT i titanium
SOURCE National Materials Advisory Board, Cobalt Comervat(on ~hrough Techno/og/ca/ A/terr?afives, NMAB 406, p 110
Chemicals and Catalysts
Cobalt is an essential material in catalysts forthe refining of petroleum and for the produc-tion of chemicals. In 1982, about 1.5 millionpounds of cobalt (down slightly from 1.7 mil-lion pounds in 1980) were used in petroleumrefining and chemical production, of which allbut 426,000 pounds were recycled.
In refining, cobalt-molybdenum catalysts areused to remove sulfur and heavy metals frompetroleum, with molybdenum being the moreactive of the two metals. Substituting nickel forcobalt has proved somewhat successful, but op-portunities are limited because nickel-molyb-denum catalysts operate at higher temperaturesand pressures than do cobalt-molybdenumcatalysts. Without modification of the processequipment, the use of nickel catalysts wouldresult in a decline in the processing efficiencyand production rate of the refinery. Evenaccepting this drawback, cobalt cannot beentirely substituted because some reactorswere not designed to operate under the moresevere conditions required by nickel-contain-ing catalysts.
Over 97 percent of the approximately 225 do-mestic petroleum refineries use some form ofcatalytic process. Hydroprocesses, which up-grade the quality of crude oil, are increasingin importance with the greater use of lowerquality feedstocks. There are five importantprocesses which are grouped as hydroprocess-ing: hydrotreating, hydrorefining, hydrocrack-ing, residual hydrosulferization, and hydrogen-ation of pyrolysis gasoline. All use substantialquantities of cobalt-bearing catalysts. The an-nual consumption of cobalt in the petroleum
industry is 970,000 pounds, Some cobalt isrecycled, but about 340,000 pounds of high-quality cobalt are required every year for re-placement of spent catalysts, principally forhydroprocessing catalysts which are not re-cycled. Although processes exist for recoveryof cobalt, molybdenum, and other metals fromspent catalysts, the majority is disposed of inlandfills and dead storage while a small amountis exported.
Approximately 565,000 pounds of cobaltwere used in catalysts for the production offeedstock for polyvinyl chloride and of unsat-urated polyesters in 1982. Of this amount,479,000 pounds, or 89 percent, was recoveredthrough recycling. Generally, the particularprocesses have been designed around thecobalt catalyst, so substitution of alternativecatalysts is not feasible. Only through the useof alternative chemical processes would it bepossible to use a different catalyst.
Electrical Applications
Cobalt is used in the electrical sector becauseof its magnetic properties. Cobalt-containingmagnets have many applications in electricmotors and generators and in acoustic equip-ment, although a significant share of the mar-ket was lost to ferrite magnets as a result of thecobalt price increases in 1979 and 1980.
Cobalt is used in three principal types ofmagnets: the aluminum-nickel-cobalt (Alnico),iron-chrome-cobalt (Fe-Cr-Co), and rare earth-cobalt magnets. A fourth cobalt-containingmagnet utilizes amorphous cobalt-base alloysthat are rapidly cooled from a molten state toobtain a glassy, noncrystalline structure. The
70 ● Strategic Materials: Technologies to Reduce U.S. Import Vulnerability
conventional Alnico and Fe-Cr-Co magnets ac-count for 90 percent of the market for magnets,with the remainder being accounted for by therare earth-cobalt magnets.
The price increases of the 1978-79 period ini-tiated major efforts at substitution of noncobaltmagnets (principally ceramic-hard ferrites) inmagnetos and loudspeakers. These efforts werelargely successful, to the point that even thoughthe price of cobalt declined, the ferrite mag-nets retained control of their newly capturedmarkets.
Most substitutions that could be made weremade during the period of high cobalt prices,and further substitutions are unlikely, exceptin the event of an extremely severe shortageor major price increase.
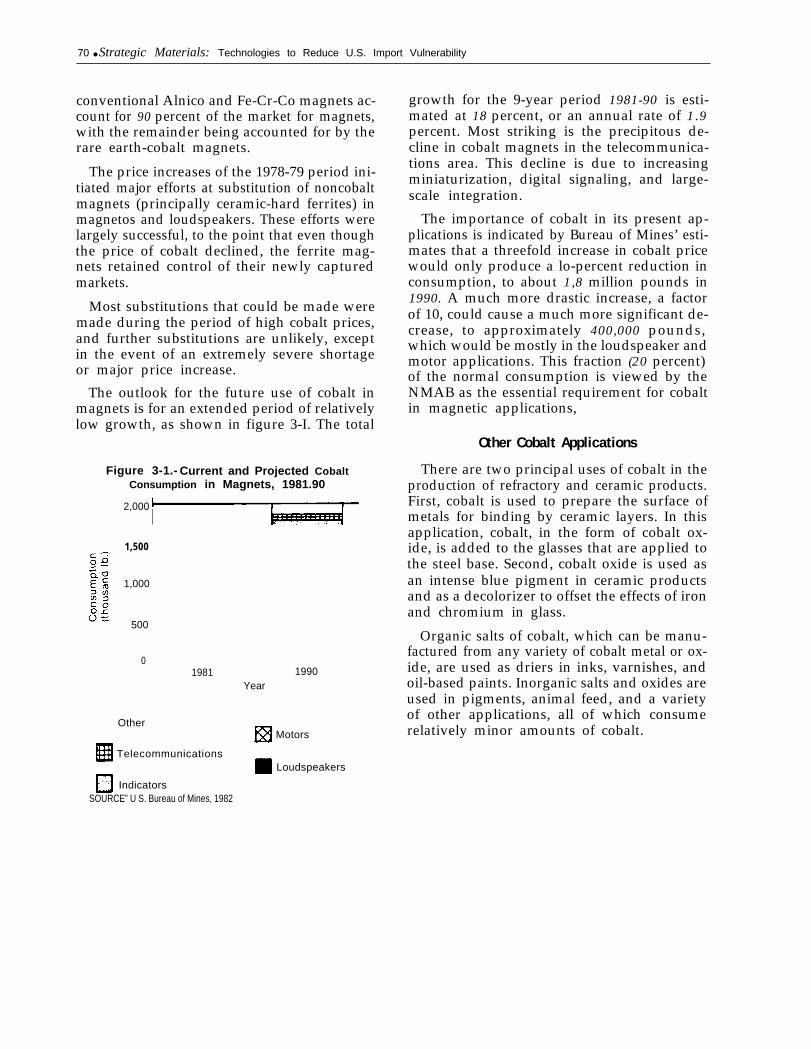
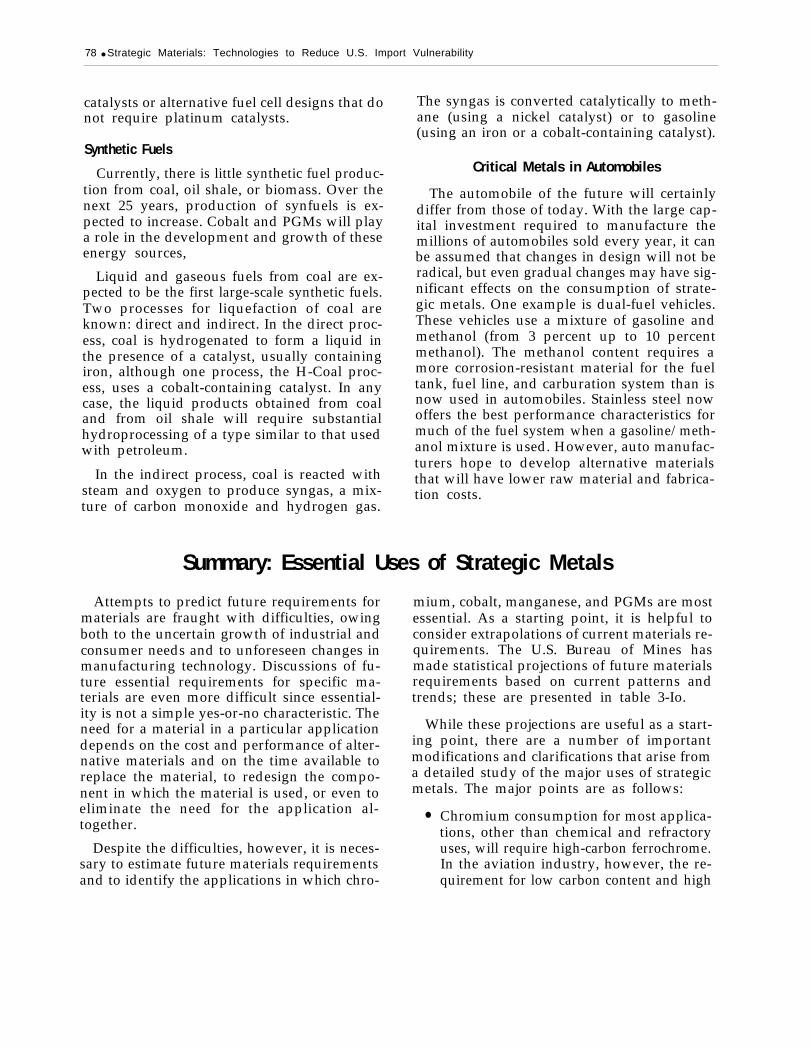
The outlook for the future use of cobalt inmagnets is for an extended period of relativelylow growth, as shown in figure 3-I. The total
Figure 3-1.- Current and Projected CobaltConsumption in Magnets, 1981.90
2,000I
1,500
1,000
500
01981 1990
Year
Other
El Motors
Loudspeakers
growth for the 9-year period 1981-90 is esti-mated at 18 percent, or an annual rate of 1.9percent. Most striking is the precipitous de-cline in cobalt magnets in the telecommunica-tions area. This decline is due to increasingminiaturization, digital signaling, and large-scale integration.
The importance of cobalt in its present ap-plications is indicated by Bureau of Mines’ esti-mates that a threefold increase in cobalt pricewould only produce a lo-percent reduction inconsumption, to about 1,8 million pounds in1990. A much more drastic increase, a factorof 10, could cause a much more significant de-crease, to approximately 400,000 pounds,which would be mostly in the loudspeaker andmotor applications. This fraction (20 percent)of the normal consumption is viewed by theNMAB as the essential requirement for cobaltin magnetic applications,
Other Cobalt Applications
There are two principal uses of cobalt in theproduction of refractory and ceramic products.First, cobalt is used to prepare the surface ofmetals for binding by ceramic layers. In thisapplication, cobalt, in the form of cobalt ox-ide, is added to the glasses that are applied tothe steel base. Second, cobalt oxide is used asan intense blue pigment in ceramic productsand as a decolorizer to offset the effects of ironand chromium in glass.
Organic salts of cobalt, which can be manu-factured from any variety of cobalt metal or ox-ide, are used as driers in inks, varnishes, andoil-based paints. Inorganic salts and oxides areused in pigments, animal feed, and a varietyof other applications, all of which consumerelatively minor amounts of cobalt.
Em Telecommunications
c1 IndicatorsSOURCE” U S. Bureau of Mines, 1982

.
Ch. 3—Critical Materials Consumption: Current Patterns and Trends Ž 71
Manganese
Over 90 percent of manganese is consumedin the production of metals, mostly by the steelindustry. The remainder is used within thechemical industry and the battery industry, andfor various other uses, Table 3-8 shows the dis-tribution of consumption among the metal-lurgical industries.
Manganese is used by the iron and steel in-dustry in two forms: ore and ferroalloy. Oreis generally added during the ironmaking proc-ess, while ferroalloys may be added to the la-dle after crude steel has been produced.
The function of manganese in the productionof steel is to improve the high-temperaturecharacteristics of steel by replacing harmfuliron sulfide by the more benign manganese sul-fide. When allowed to form, iron sulfide mi-grates to the boundaries between grains in thesteel, where it remains liquid or extremely plas-tic after the rest of the steel has solidified. Asthe hot steel is rolled into useful forms, crack-ing results along grain boundaries, a charac-teristic known as “hot shortness. ” To controliron sulfide formation manganese is generally
added at a ratio of 15 or 20 times the contentof sulfur. In “resulfurized” steels, where sul-fur is added to improve the machining prop-erties, a minimum ratio of 7.5 parts manganeseto I of sulfur may be acceptable.
Manganese is also added to steel to improvethe steel’s strength, hardness, or toughness. Al-though other elements may be capable of im-parting the same properties, manganese isoften preferred because of its low cost and thepast experience with manganese in similaruses,
One steel product with a high percentage ofmanganese as an alloying agent is the impact-and abrasion-resistant steel known as “had-field” steel. This use accounts for approxi-mately 70 percent of all high manganese steel.Total production of these steels is about 100,000tons per year. The hadfield steels are noted forthe property of work hardening where thestrength of the material increases as it is used.Hadfield steels are extremely useful in appli-cations where equipment is repeatedly sub-jected to high impact, such as earth-movingand excavation equipment.
Another steel with a high proportion of man-ganese is the 200 series of stainless steels.These steels were developed in the 1950s and1960s in response to uncertainties over theavailability of nickel. The addition of about 6percent manganese to the 300 series of stainlesssteel allows the reduction of nickel contentfrom 8 to 4 percent. The resulting steel hasperformance characteristics similar to the 300series and enjoys a slight price advantage.However, compared with the widespread ex-perience with the 300 series, satisfactory dataon the performance of the 200 series in ex-tended use is lacking, Moreover, producershave not promoted the 200 series. Thus, the useof the 200 series has been limited, and thereis no expectation for any change in this pattern.
Manganese is also used in nonferrous appli-cations. The largest of these is the 3000 seriesaluminums, which contain about 1.5 percent
72 • Strategic Materials: Technologies to Reduce U.S. Import Vulnerability
manganese. Estimated manganese consump- teries. Manganese ore is used to produce po-tion by the aluminum industry is between tassium permanganate, drying agents for inks,10,000 and 15,000 tons per year, possibly grow- paints, and varnishes, and as fuel additives.ing to 20,000 by 1990. Manganese use in cast Manganese is also used to a small extent in fer-and wrought copper alloys is much less, on the tilizers, animal feed, ceramics, and uraniumorder of 1,500 tons per year. processing.
Manganese, in the form of manganese di-oxide, is used in conventional carbon-zinc bat-
Platinum Group Metals
The platinum group metals (PGMs) are notedfor their stability in extreme environments.Resistant to high temperatures and to chemi-cal attack, PGMs are used in furnaces for grow-ing single crystals of oxide compounds, in themanufacture of glass fiber and high-quality op-tical glass, and in thermocouples and elec-trodes in electrical applications, PGMs areused as catalysts in the production of nitricacid, in the refining of petroleum, and in thetreatment of exhaust gas from automobile en-gines. Contacts of both low- and high-voltageswitches employ PGM alloys, as do integratedcircuits and resistors. Other uses are in jewelryand in medical and dental applications.
The consumption of PGMs grew by a factorof 2.7 between 1950 and 1970. Consumptionin the chemical industry more than doubled,petroleum refining grew to account for one-tenth of consumption, the electrical uses quad-rupled, dental and medical uses doubled, andglassmaking became another important con-sumer. In that 20-year period, the only declinewas in the jewelry and decorative sector. Thiswas the single largest end user in 1950 account-ing for 35 percent of consumption; in 1965 itaccounted for only 5 percent.
With the passage of the Clean Air Act in the1970s (Public Law 91-604 and amendments), anew use for PGMs developed: the automobilecatalytic converter, The catalytic converter wasfirst used nationwide in 1975. Annual con-sumption of PGMs almost doubled within adecade. By 1980, the mix of end uses hadshifted so that autos accounted for 33 percent
of consumption,ical, 13 percent;
electrical, 24 percent; chem-dental and medical, 12 per-
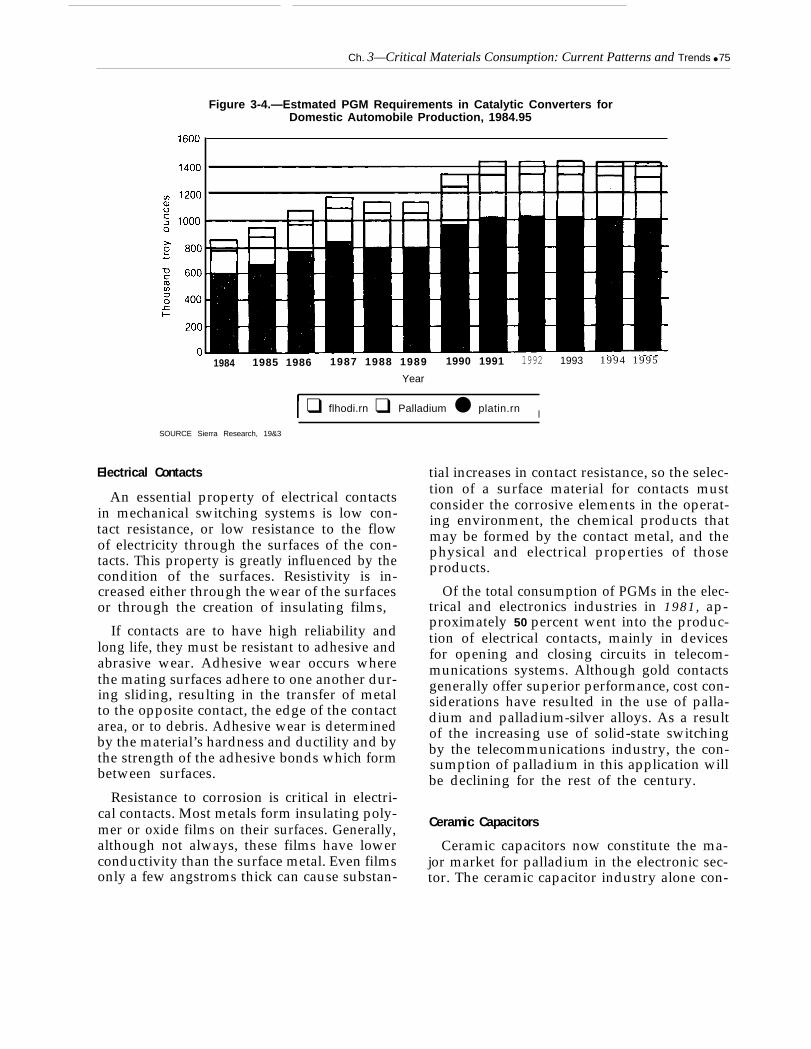
cent; petroleum, 8 percent; and glass andjewelry, 3 percent each (see fig. 3-2].
Consumption patterns of PGMs differ amongthe metals. While the major use of platinum isin the automotive catalytic converter, the ma-jor uses of palladium are in the electrical anddental/medical sectors. The other metals areused largely in the chemical and electricalsectors.
Transportation Applications
The imposition of standards for automobileemissions resulted in the use of catalysts in au-tomobiles, starting with the 1975 model year.As a result, the automotive industry quickly be-came the major consumer of platinum, the keyelement in the catalytic converter. In 1975, ap-proximately 80 percent of all new cars wereequipped with the converter. This converter,intended to promote the complete combustionof carbon monoxide and unburned hydrocar-bons in the hot exhaust gas, averaged approx-imately 0,062 troy ounces of PGMs per car, ofwhich about 70 percent was platinum and theremaining 30 percent was palladium. By 1983,virtually all new gasoline-powered cars andlight trucks were equipped with catalytic con-verters, Tighter restrictions on the emissions,including oxides of nitrogen, lead to the devel-opment of a new three-way catalyst that usesmore PGMs, including rhodium, an elementnot found in earlier converters. A typical con-

Ch. 3—Critical Materials Consumption: Current Patterns and Trends ● 7 3
Figure 3-2.— Distribution of Platinum GroupMetal Consumption by Applications
2,000
0
0
El● a Decorative
Glass
172if Petroleum
❑ Dental/medical
SOURCE U S Bureau of Mines
E
1950 1955 1960 1965 1970 1975 1980
Year
Miscel laneous
Automotive
E!is Chemical
Electrical
verter on a 1983 car contains, on the average,0.079 troy ounces of PGMs, of which about 70percent is platinum, 22 percent is palladium,and the remaining 8 percent is rhodium. Thehistorical consumption of PGMs by the auto-motive industry is reported in table 3-9.
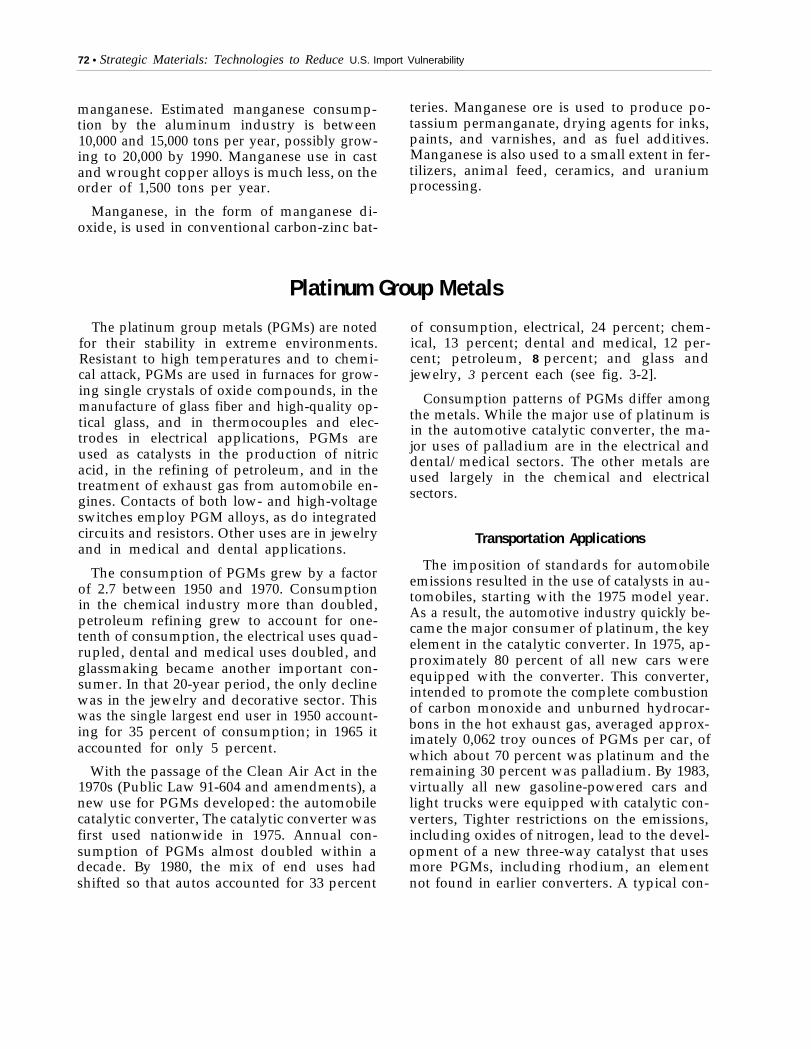
The future consumption of PGMs in the cata-lytic converter will be determined by two fac-tors. First is the outlook for domestic produc-tion of cars and trucks. Forecasts of autoproduction are dependent on a number of fac-tors, including the price of fuel, the generalstate of the economy, and the competitivenessof domestic producers with foreign producers.As a basis for estimating future PGM require-ments, a range of forecasts, based on projec-tions made for the Department of Energy, havebeen made and the baseline results are pre-sented in figure 3-3.
Table 3-9.—Annual Consumption of Platinum GroupMetals in Domestic Automotive Catalytic Converters
Sales of gasoline PGMcars and trucks (1,000s of
Year (1,000s) troy ounces)——1975 . . . . . . . . . . . . . . . . . 9,346 4431976 . . . . . . . . . . . . . . . . 11,202 5021978. , . ... . . . . . . 11,979 4911979 . . . . . . . . . . . . . . . . . 13,255 6181980 .., . . . . . . . . . . . . . . 10,431 7041981. , . . . . . . . . . . . . . . . 9,827 7221982, ... ... , . . . . . . 9,512 6851983 .., ... , . . . . . . . . . . 10,715 770SOURCE Sierra Research
The second factor to affect critical metal con-sumption is the design of the catalytic con-verter itself. Despite predictions made at theconverter’s introduction, neither improvementsin engine design nor research into alternativecatalysts have resulted in the decline in impor-
74 ● Strategic Materials: Technologies to Reduce U.S. Import Vulnerability
Figure 3-3.— Estimated Future Vehicle Sales in the United States
1984 1985 1986 1987 1988 1989 1990 1991 1992 1993 1994 1995
Model year
tance of the PGM-containing converter as theprincipal means of meeting air quality stand-ards. This will probably continue to be the casefor some time. While it appears possible to de-sign an engine that could meet the air qualitystandards, it seems unlikely that any new de-sign will soon be able to compete economicallywith the gasoline or diesel powerplant.
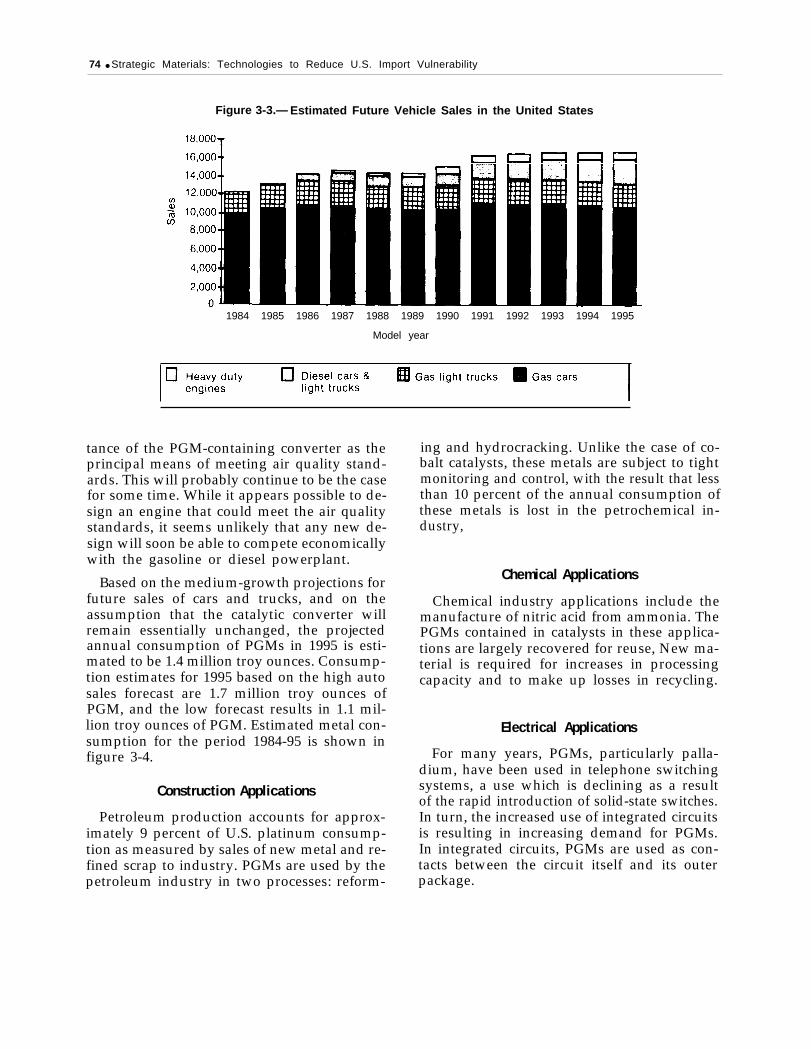
Based on the medium-growth projections forfuture sales of cars and trucks, and on theassumption that the catalytic converter willremain essentially unchanged, the projectedannual consumption of PGMs in 1995 is esti-mated to be 1.4 million troy ounces. Consump-tion estimates for 1995 based on the high autosales forecast are 1.7 million troy ounces ofPGM, and the low forecast results in 1.1 mil-lion troy ounces of PGM. Estimated metal con-sumption for the period 1984-95 is shown infigure 3-4.
Construction Applications
Petroleum production accounts for approx-imately 9 percent of U.S. platinum consump-tion as measured by sales of new metal and re-fined scrap to industry. PGMs are used by thepetroleum industry in two processes: reform-
ing and hydrocracking. Unlike the case of co-balt catalysts, these metals are subject to tightmonitoring and control, with the result that lessthan 10 percent of the annual consumption ofthese metals is lost in the petrochemical in-dustry,
Chemical Applications
Chemical industry applications include themanufacture of nitric acid from ammonia. ThePGMs contained in catalysts in these applica-tions are largely recovered for reuse, New ma-terial is required for increases in processingcapacity and to make up losses in recycling.
Electrical Applications
For many years, PGMs, particularly palla-dium, have been used in telephone switchingsystems, a use which is declining as a resultof the rapid introduction of solid-state switches.In turn, the increased use of integrated circuitsis resulting in increasing demand for PGMs.In integrated circuits, PGMs are used as con-tacts between the circuit itself and its outerpackage.
Ch. 3—Critical Materials Consumption: Current Patterns and Trends ● 75
Figure 3-4.—Estmated PGM Requirements in Catalytic Converters forDomestic Automobile Production, 1984.95
-- ----1984 1985 1986 1987 1988 1989 1990 1991 1992 1993 1994 1995
Year
I ❑ flhodi.rn ❑ Palladium ● platin.rn I
SOURCE Sierra Research, 19&3
Electrical Contacts
An essential property of electrical contactsin mechanical switching systems is low con-tact resistance, or low resistance to the flowof electricity through the surfaces of the con-tacts. This property is greatly influenced by thecondition of the surfaces. Resistivity is in-creased either through the wear of the surfacesor through the creation of insulating films,
If contacts are to have high reliability andlong life, they must be resistant to adhesive andabrasive wear. Adhesive wear occurs wherethe mating surfaces adhere to one another dur-ing sliding, resulting in the transfer of metalto the opposite contact, the edge of the contactarea, or to debris. Adhesive wear is determinedby the material’s hardness and ductility and bythe strength of the adhesive bonds which formbetween surfaces.
Resistance to corrosion is critical in electri-cal contacts. Most metals form insulating poly-mer or oxide films on their surfaces. Generally,although not always, these films have lowerconductivity than the surface metal. Even filmsonly a few angstroms thick can cause substan-
tial increases in contact resistance, so the selec-tion of a surface material for contacts mustconsider the corrosive elements in the operat-ing environment, the chemical products thatmay be formed by the contact metal, and thephysical and electrical properties of thoseproducts.
Of the total consumption of PGMs in the elec-trical and electronics industries in 1981, ap-proximately 50 percent went into the produc-tion of electrical contacts, mainly in devicesfor opening and closing circuits in telecom-munications systems. Although gold contactsgenerally offer superior performance, cost con-siderations have resulted in the use of palla-dium and palladium-silver alloys. As a resultof the increasing use of solid-state switchingby the telecommunications industry, the con-sumption of palladium in this application willbe declining for the rest of the century.
Ceramic Capacitors
Ceramic capacitors now constitute the ma-jor market for palladium in the electronic sec-tor. The ceramic capacitor industry alone con-

76 Ž Strategic Materials: Technologies to Reduce U.S. Import Vulnerability
sumed approximately 500,000 troy ounces ofpalladium in 1983, which is expected to havedoubled to 1 million troy ounces in 1984, Unitshipments of multilayer ceramic capacitors(MLCs), the largest and fastest growing classof ceramic capacitors, are expected to grow atnearly a 20-percent annual rate through the1980s.
Multilayer ceramic capacitors are rapidlyreplacing the single-layer capacitor, MLCs arebuilt of many thin layers of ceramic material,with electrodes made of gold, silver or PGMalloys separating each of the several thin layers.The electrodes exit on alternate ends of the ca-pacitor, so the plates act in parallel, giving alarger effective area and a higher capacitance.The manufacturer controls the final capaci-tance of an MLC by varying the area, the thick-ness of the ceramic layers, the number oflayers, and the dielectric constant of the ce-ramic. The end result is a sturdy, highly com-pact capacitor.
In creating MLC conductive layers, manu-facturers use a metallic ink to print electrodeson a tape of ceramic material, which is thenassembled into a capacitor prior to baking orfiring into the finished component. The firingtemperature necessary for the typical ceramicmaterial (alkali-earth titanates)—about 1,3500C—is too high for silver alone to serve as theelectrode material, Gold or platinum could beused but their high cost, several hundred dol-lars per troy ounce, leads manufacturers to usepalladium or a palladium-silver alloy as theelectrode material.
Driven by a need for lower costs, manufac-turers have advanced MLC technology fromthe use of platinum electrodes in the early1960s, to gold-platinum-palladium electrodes(which are still the most desirable, but most ex-pensive, electrode material) in the late 1960s,to pure palladium in the 1970s, and most re-cently to silver-palladium, Even with this sav-ings, however, the electrodes still account for40 percent of the total material cost in the ca-pacitor, In moving to the 70 percent silveralloy, manufacturers accepted some compro-mise in the properties of capacitors, The use
of the high-silver electrodes, which have alower melting point than the pure palladiumelectrodes they replace, requires a lower firingtemperature to prevent oxidation of the silverduring processing and to avoid reactions be-tween the electrodes and the dielectric layers.The silver also tends to migrate into the ce-ramic during firing, which can lead to variouselectrolytic reactions, causing inconsistenciesin performance and, possibly, failure of the ca-pacitor.
With a higher melting point, nickel appearsto have greater potential as a substitute mate-rial in the MLC electrode. Producers currentlyfind nickel’s properties difficult to control, butthe Japanese are starting to use nickel in limitedapplications. The use of nickel requires expen-sive processing in an oxygen-free atmosphere,but the lower cost of nickel may provide incen-tive for further development.
A developing alternative to palladium elec-trodes is a lead alloy, In this process, knownas the advanced Corning electrode, or ACE, theceramic is printed with an ink made of a mix-ture of carbon-like powder and dielectric pow-der. During firing, the carbon material burnsaway, leaving the layers of ceramic separatedby pillars of the dielectric powder, After fir-ing, lead is injected into the voids left by thecarbon powder. This process was introducedin 1983 by Corning [the sixth largest U.S. ce-ramic capacitor manufacturer), with encour-aging results. If this process is able to produceconsistently high-quality products, the lowercost of lead relative to palladium and silver willprovide the driving force to encourage its wide-spread use.
Acceptance of new manufacturing technol-ogies is often a long process. However, in theMLC industry, which is pressured by Japanesecompetition and by a growing demand for pal-ladium that is certain to force prices upward,new processes may be accepted as quickly asthey can be shown to provide the essential highreliability with reduced materials cost. Al-though the growing consumption of palladiumin ceramic capacitors will continue for the nextseveral years, technical advances spurred on

Ch. 3—Critical Materials Consumption: Current Patterns and Trends . 77
by limited supplies of this metal are likely toprovide lower cost alternatives that will even-tually be accepted by the electronics industry,resulting in a slow, but long-term decline in pal-ladium consumption in this sector.
Refractory Applications
PGMs are used as crucibles in the produc-tion of single crystals of certain oxide com-pounds that can only be manufactured atextremely high temperature, The high-tempera-ture resistance, combined with the chemicalstability, allows the production of crystals with-out danger of contamination by the crucibleand tools used in the growth process.
PGMs are also used in the melting tanks,stirrers, and crucibles for melting high-quality
glass and as dies and forming devices for glassfiber.
As with the catalytic uses of PGMs, the re-fractory and glass applications are largely re-covered for reuse.
Other Applications
A variety of chemical compounds are usedin cancer chemotherapy. In addition, PGMsare used in dental applications in dental crownsand bridges. These are all considered unrecov-erable applications of PGMs.
Use of PGMs in jewelry has been relativelylimited in the United States, but it is quite popu-lar in Japan. Platinum alloys make good jewelrymaterial, but they are easily replaced by gold.
Future Applications for Strategic Materials
Nonconventional Energy Systems
In recognition of the limited domestic re-serves of petroleum and the limitations on theuses of coal in its natural form, the UnitedStates has devoted considerable effort to tech-nological approaches to make efficient use ofits energy resources and facilities. Some of thiswork has resulted in new energy systems thatmay have significant effect on U.S. needs forstrategic materials. Several of the technologiesthat may have major requirements for strate-gic materials (particularly the PGMs) are dis-cussed below.
Large-Scale Fuel Cell Stations
In order to make most efficient use of elec-trical generating capacity, a number of powerstorage systems have been examined. In onesystem now in use, electricity generated in off-peak hours moves water above a hydroelectricplant, allowing additional generation duringpeak hours without the need for expensive ad-ditional capacity. Another system being con-sidered for the future is based on the fuel cell.The fuel cell is an electrochemical device that
directly converts chemical energy into electricpower, It can also reverse the process, convert-ing electrical energy into chemical energy, stor-ing it, and then converting it back into electri-city when needed.
An example of current fuel cell technologyis the phosphoric acid cell, In this system,hydrogen, which is obtained from methane ornaphtha, is reacted with oxygen from theatmosphere to produce electricity and water.The phosphoric acid, which serves as the elec-trolyte in the cell, is kept at about 350° F. Inorder for the reaction to proceed, a platinumcatalyst is necessary. Demonstration models ofthe fuel cell now require approximately 6.3grams of platinum per kilowatt (kW) of poweroutput. At a production level of 750 to 1,000megawatts (MW) per year, as suggested by onedeveloper as a target for 1995—in 2000, the an-nual platinum requirement of fuel cells couldbe as high as 6.3 metric tons (tonnes). Thiswould be reduced to 1.9 tonnes per year if de-velopers reach their target for reduced plat-inum loading of 1.9 grams per kW. The needfor platinum may be eliminated if current re-search leads to development of alternative
78 ● Strategic Materials: Technologies to Reduce U.S. Import Vulnerability
catalysts or alternative fuel cell designs that donot require platinum catalysts.
Synthetic Fuels
Currently, there is little synthetic fuel produc-tion from coal, oil shale, or biomass. Over thenext 25 years, production of synfuels is ex-pected to increase. Cobalt and PGMs will playa role in the development and growth of theseenergy sources,
Liquid and gaseous fuels from coal are ex-pected to be the first large-scale synthetic fuels.Two processes for liquefaction of coal areknown: direct and indirect. In the direct proc-ess, coal is hydrogenated to form a liquid inthe presence of a catalyst, usually containingiron, although one process, the H-Coal proc-ess, uses a cobalt-containing catalyst. In anycase, the liquid products obtained from coaland from oil shale will require substantialhydroprocessing of a type similar to that usedwith petroleum.
In the indirect process, coal is reacted withsteam and oxygen to produce syngas, a mix-ture of carbon monoxide and hydrogen gas.
The syngas is converted catalytically to meth-ane (using a nickel catalyst) or to gasoline(using an iron or a cobalt-containing catalyst).
Critical Metals in Automobiles
The automobile of the future will certainlydiffer from those of today. With the large cap-ital investment required to manufacture themillions of automobiles sold every year, it canbe assumed that changes in design will not beradical, but even gradual changes may have sig-nificant effects on the consumption of strate-gic metals. One example is dual-fuel vehicles.These vehicles use a mixture of gasoline andmethanol (from 3 percent up to 10 percentmethanol). The methanol content requires amore corrosion-resistant material for the fueltank, fuel line, and carburation system than isnow used in automobiles. Stainless steel nowoffers the best performance characteristics formuch of the fuel system when a gasoline/meth-anol mixture is used. However, auto manufac-turers hope to develop alternative materialsthat will have lower raw material and fabrica-tion costs.
Summary: Essential Uses of Strategic Metals
Attempts to predict future requirements formaterials are fraught with difficulties, owingboth to the uncertain growth of industrial andconsumer needs and to unforeseen changes inmanufacturing technology. Discussions of fu-ture essential requirements for specific ma-terials are even more difficult since essential-ity is not a simple yes-or-no characteristic. Theneed for a material in a particular applicationdepends on the cost and performance of alter-native materials and on the time available toreplace the material, to redesign the compo-nent in which the material is used, or even toeliminate the need for the application al-together.
Despite the difficulties, however, it is neces-sary to estimate future materials requirementsand to identify the applications in which chro-
mium, cobalt, manganese, and PGMs are mostessential. As a starting point, it is helpful toconsider extrapolations of current materials re-quirements. The U.S. Bureau of Mines hasmade statistical projections of future materialsrequirements based on current patterns andtrends; these are presented in table 3-Io.
While these projections are useful as a start-ing point, there are a number of importantmodifications and clarifications that arise froma detailed study of the major uses of strategicmetals. The major points are as follows:
● Chromium consumption for most applica-tions, other than chemical and refractoryuses, will require high-carbon ferrochrome.In the aviation industry, however, the re-quirement for low carbon content and high

Ch. 3—Critical Materials Consumption: Current Patterns and Trends ● 7 9
Table 3-10.–U.S. Bureau of Mines Estimates of Probable Demand for Strategic Metals in the Year 2000
NOTE 1 Statistlcson useof cobalt in glass and ceramics were combined wflh thoseon paint and chemical uses In 1983
SOURCE U.S Bureau of Mines, Mineral Commodity Profdes, 1983
purity will mean that the industry willneed substantial amounts of low-carbonferrochrome (6,500 tons of contained chro-mium in 1995) and chromium metal (3,700tons in 1995).
• Requirements for PGMs in the electronicssector are likely to be considerably higherthan projected by the Bureau of Minesowing to the rapid increase in palladiumconsumption in ceramic capacitors. Esti-mated consumption in 1983 of 500,000troy ounces of palladium already exceedthe Bureau of Mines’ forecast of 300,000troy ounces in 2000. Anticipated consump-tion of 1 million ounces in 1984 and a pro-jected annual growth rate of 20 percent perannum indicate that estimates of PGM re-quirements for the electronic sector arelow and in need of further study.
● Requirements for platinum, palladium,and rhodium in the automotive sector donot include PGMs contained in the cata-lytic converters of imported automobiles,Other factors, including the use of plat-inum-containing particulate traps will alsoresult in higher consumption of PGMs.Estimated requirements for PGMs in cata-lytic converters in 1995, made by SierraResearch for OTA, are for 1.4 million troyounces, almost 50 percent greater than theBureau of Mines’ forecast.
● Estimated consumption of cobalt, chro-mium, and PGMs do not distinguish be-tween primary metal, produced directlyfrom mined ore, and secondary metal ob-
●
tained from prompt industrial and obso-lete scrap.Estimates of future manganese require-ments are based on the assumption that theratio of manganese to iron used in steel-making will decline by only 10 percent bythe year 2000.
Although it is difficult to estimate the spe-cific quantities of strategic metals that can bedeemed to be essential, it is possible to iden-tify the principal applications that are essen-tial to the United States and that use chromium,cobalt, manganese, and PGMs to fulfill theirfunctions. These applications, and their stra-tegic materials requirements, are summarizedbelow,
Superalloy
Chromium, in the form of both chromiummetal and low-carbon ferrochromium, is an es-sential element in superalloy. In addition, co-balt is currently used in a number of super-alloy, particularly in the applications ofhighest temperature and stress. To meet futurerequirements for superalloy in gas turbineengines, jet aircraft, and other applications, thechromium requirements for 1995 are estimatedto be 3,700 tons of chromium metal, 6,500 tonsof low-carbon ferrochrome, and 8.3 millionpounds of cobalt. Similar estimates for the year2010 are 6,800 tons of chromium metal, 12,000tons of chromium in ferrochrome, and 13 mil-lion pounds of cobalt.

80 Ž Strategic Materials: Technologies to Reduce U.S. Import Vulnerability
Stainless Steel for Construction
Stainless and other alloy steels are used inthe energy and chemical process industries toprovide resistance to high temperature, corro-sion, and oxidation and to limit contaminationof chemicals that could occur from the use ofless resistant materials in tanks, piping, andprocess vessels. In 1979, the Department ofCommerce estimated chromium requirementsfor the energy industry at 27,000 tons in 1990and 33,000 tons in 2000. NMAB estimates werelower (see table 3-4). The bulk of the chromiumwill be used as high-carbon ferrochrome, buta small percentage of the applications will bein special alloys that require low-carbon ferro-chrome or chromium metal.
Automobiles
In automotive applications, the catalytic con-verter accounts for about 85 percent of the es-sential uses of chromium and all of the usesof PGMs. The estimated essential requirementsfor chromium in automotive applications willbe 15,000 short tons in 1990 and 16,000 shorttons in 1995. Requirements for PGMs are 1.3million troy ounces in 1990 and 1.4 million troyounces in 1995. Estimates for both chromiumand PGMs are for all automobiles sold in theUnited States. Direct U.S. requirements forchromium and platinum metal will be reducedby the degree of market penetration made byforeign automobiles.
Cemented Carbides
Cemented carbides are one of the most essen-tial applications of cobalt. There are no accept-able alternatives to cobalt for binding the car-bide particles together, so virtually all cobalt
in this use is essential. Estimates for 1995 co-balt requirements in cemented carbides areabout 1.3 million pounds, rising to about 2. Imillion pounds in 2010.
Industrial Catalysts
The use of catalysts in the petroleum andchemical industries is expected to grow at ahigh rate, more than doubling by the year 2000.Although in some cases there are alternativesto the processes that utilize cobalt and PGMcontaining catalysts, once facilities are con-structed there is little opportunity to substitutean alternative process that reduces cobalt orPGM demand unless large investments aremade to modify plant designs.
Manganese in Steelmaking
Manganese is essential to the manufactureof steel. The amount that is essential to theUnited States depends on the essential needsfor steel, the mix of steel products (i.e., carbonsteel; alloy steel; high-strength, low-alloy steel;and stainless steels), the sulfur content of theraw steel, and the efficiency of the steelmak-ing process.
Palladium in Electronic Components
Over the next few years, the use of palladiumalloys as electrodes in ceramic capacitors willcause palladium consumption in the electronicsector to increase to a level substantially greaterthan indicated by the Bureau of Mines’ esti-mates. However, the development of new tech-nologies, which will be spurred by the limitedavailability of palladium relative to the needsof the manufacturers of ceramic capacitors,will then cause a decline in the demand for pal-ladium,