(ch.6. two-level factorial...
TRANSCRIPT

Hae-Jin ChoiSchool of Mechanical Engineering,
Chung-Ang University
4. The 2k Factorial Designs
(Ch.6. Two-Level Factorial Designs)
1DOE and Optimization

Introduction to 2k Factorial Designs
Special case of the general factorial design; k factors, all at two levels
The two levels are usually called low and high (they could be either quantitative or qualitative)
Very widely used in industrial experimentation
Form a basic “building block” for other very useful experimental designs
Useful for factor screening
2DOE and Optimization

Chemical Process Example
A = reactant concentration, B = catalyst amount, y =
recovery
3DOE and Optimization

The Simplest Case: The 22
“-” and “+” denote the low and high
levels of a factor, respectively
Low and high are arbitrary terms
Geometrically, the four runs form
the corners of a square
Factors can be quantitative or
qualitative, although their
treatment in the final model will
be different
4DOE and Optimization

Notation of the 2k Designs
DOE and Optimization 5
A special notation is used to represent the runs. In general, a run is
represented by a series of lower case letters. If a letter is present,
then the corresponding factor is set at the high level in that run; if it
is absent, the factor is run at its low level. For example, run a
indicates that factor A is at the high level and factor B is at the low
level. The run with both factors at the low level is represented by
(1).
This notation is used throughout the 2k design series. For example,
the run in a 24 with A and C at the high level and B and D at the low
level is denoted by ac.

Estimation of Factor Effects
12
12
12
(1)
2 2
[ (1)]
(1)
2 2
[ (1)]
(1)
2 2
[ (1) ]
A A
n
B B
n
n
A y y
ab a b
n n
ab a b
B y y
ab b a
n n
ab b a
ab a bAB
n n
ab a b
The letters (1), a, b, and ab also
represent the totals of all n
observations taken at these
design points.
6DOE and OptimizationOrthogonal Design
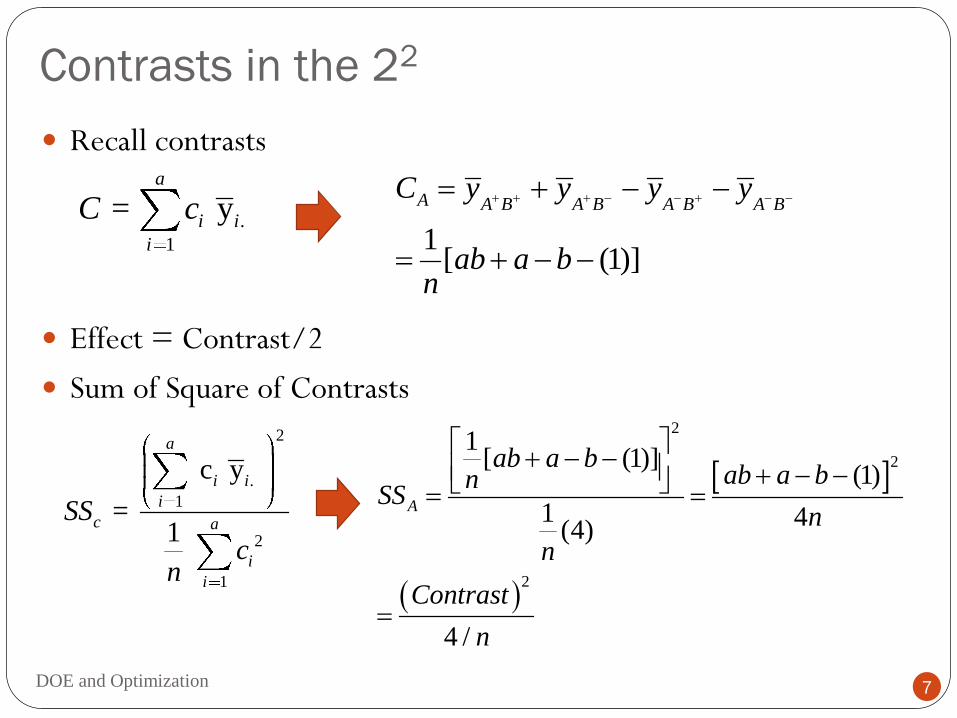
Contrasts in the 22
Recall contrasts
Effect = Contrast/2
Sum of Square of Contrasts
.
1
= ya
i i
i
C c
2
.
1
2
1
c y
= 1
a
i i
i
c a
i
i
SS
cn
1[ (1)]
A A B A B A B A BC y y y y
ab a bn
2
2
2
1[ (1)]
(1)
1 4(4)
4 /
A
ab a bab a bn
SSn
n
Contrast
n
7DOE and Optimization

Sum of Squares of the 22 Designs
The analysis of variance is
completed by computing
the total sum of squares
SST (with 4n-1 degrees of
freedom) as usual, and
obtaining the error sum of
squares SSE [with 4(n-1)
degrees of freedom] by
subtraction.
SSa ab b
n
SSb ab a
n
SSab a b
n
A
B
AB
[ ( )]
[ ( )]
[ ( ) ]
1
4
1
4
1
4
2
2
2
8DOE and Optimization

ANOVA of the Chemical Processing
The F-test for the “model” source is testing the significance of the
overall model; that is, is either A, B, or AB or some combination of
these effects important?
9DOE and Optimization

Regression Model
DOE and Optimization 10
Regression model for 2k Designs
Where x1 is coded variable of Factor A and x2 is coded variable
of Factor B
Low lever = -1 and High level = +1
Relationship between natural and coded variables
1 1 2 2 3 1 2oy x x x x
1
( ) / 2
/ 2
A A Ax
A A

Regression Model for Chemical Processing
DOE and Optimization 11
Since interaction effect is very small, the regression model
employed is
where x1 is coded variable of the reactant concentration and x2 is
coded variable of the amount of catalyst
1 1 2 2oy x x
1
( ) / 2
/ 2
(25 15) / 2 20
(25 15) / 2 5
high low
high low
Conc Conc Concx
Conc Conc
Conc Conc
2
1.5
0.5
Catalystx

Regression Model for Chemical Processing
DOE and Optimization 12
Estimating of the regression model, using least square
method We will return to least square method in response surface method
Regression model with coded factors is
where 27.5 is grand average of all observation, is one-half of the
corresponding factor effect estimates
Regression model with uncoded factors
0 1 2, ,
1 2
8.33 5.00ˆ 27.5
2 2y x x
8.33 20 5.00 1.5ˆ 27.5
2 5 2 0.5
18.33 0.8333 5.00
Conc Catalysty
Conc Catalyst
1 2ˆ ˆ,

Residual Analysis of Chemical Processing
DOE and Optimization 13
Residual
For example
ˆy y
1 28 25.8358.33 5.00
ˆ 27.5 ( 1) ( 1)2 2
y

Review of Analysis Procedure
Estimate factor effects Main effects, interaction effects
Formulate model 22 design example
Statistical testing (ANOVA)
Refine the model Chemical processing example
Regression model estimation By Least Square Method
Analyze residuals (graphical) Normal probability plot of residuals
Interpret results
1 1 2 2 3 1 2oy x x x x
1 1 2 2oy x x
1 1 2 2ˆ ˆ ˆˆ
oy x x
14DOE and Optimization

The 23 Factorial Design
15DOE and Optimization

Factor Effect of the 23 Designs
DOE and Optimization 16
3 factors, each at two levels
8 factor-level combinations
3 main effects: A,B,C
3 two-factor interactions:
AB, AC,BC
1 three-factor interaction:
ABC

Factor Effect of the 23 Designs
DOE and Optimization 17
Main effect of A
Main effect of B
Main effect of C
1(1)
4A a ab ac abc b c bc
n
1(1)
4B b ab bc abc a c ac
n
1(1)
4C c ac bc abc a b ab
n

Factor Effect of the 23 Designs
DOE and Optimization 18
Interaction effect of AB
The same approach can be applied for the interaction effect of BC
and AC
1( ) ( )
2
1 1( ) [ (1)] [ ]
2 2
1 1( ) [ ] [ ]
2 2
1[ (1) ]
4
high low
low
high
AB AB C AB C
where
AB C ab a bn n
AB C abc c ac bcn n
Therefore
AB ab abc c b a bc acn

Factor Effect of the 23 Designs
DOE and Optimization 19
Interaction effect of ABC is defined as the average difference
between the AB interaction at the two different level of C
How to memorize the sign of coefficients?
1( ) ( )
2
1 1 1 1 1 ) ( ) - (1)
2 2 2 2n 2
1 - - + - + + -(1)
4
ABC AB C high AB C low
abc c ac ab ab a bn n n
abc bc ac c ab b an

Factor Effect of the 23 Designs
20DOE and Optimization

Properties of the Table
Except for column I, every column has an equal number of + and – signs
The sum of the product of signs in any two columns is zero
Multiplying any column by I leaves that column unchanged (identity element)
The product of any two columns yields a column in the table:
Orthogonal design
Orthogonality is an important property shared by all factorial designs
2
A B AB
AB BC AB C AC
21DOE and Optimization

Effects, Sum of Squares, and Contrast
DOE and Optimization 22
The 23 Designs
Effect = Contrast/4
Sum of squares = n(Contrast)2/8
Contrast for factor A
Main effect of factor A
Sum of Square of factor A
1(1)AContrast a ab ac abc b c bc
n
1/ 4 (1)
4AA Contrast a ab ac abc b c bc
n
22 1( ) / 8 (1)
8A ASS n Contrast a ab ac abc b c bc
n

Plasma Etching Process
A 23 factorial design was used to
develop a nitride etch process on a
single-wafer plasma etching tool. The
design factors are the gap between the
electrodes, the gas flow (C2F6 is used
as the reactant gas), and the RF power
applied to the cathode. Each factor is
run at two levels, and the design is
replicated twice. The response variable
is the etch rate for silicon nitride
(Å/m)
A = gap, B = Flow, C = Power, y = Etch Rate
23DOE and Optimization

Plasma Etching Process
DOE and Optimization 24
Plasma Etching
ProcessWafer
Gap Gas flow Power
Etch rate

ANOVA Summary – Full Model
Important effects by A, C, AC,
25DOE and Optimization

The Regression Model with Reduced Factors
26DOE and Optimization

The Regression Model with Reduced Factors
27DOE and Optimization

Cube Plot of Ranges
What do the large
ranges when gap
and power are at
the high level tell
you?
28DOE and Optimization

The General 2k Factorial Design
29DOE and Optimization
1
2
2
( )
2
k
k
ContrastEffect
n ContrastSS

Unreplicated 2k Factorial Designs
These are 2k factorial designs with one observation at each corner of the “cube”
An unreplicated 2k factorial design is also sometimes called a “single replicate” of the 2k
These designs are very widely used
Risks…if there is only one observation at each corner, is there a chance of unusual response observations spoiling the results?
30DOE and Optimization

Spacing of Factor Levels in the Unreplicated 2k
Factorial Designs
If the factors are spaced too closely, it increases the chances that the noise will
overwhelm the signal in the data
More aggressive spacing is usually best
31DOE and Optimization

Unreplicated 2k Factorial Designs
Lack of replication causes potential problems in statistical testing Replication admits an estimate of “pure error” (a better phrase is an
internal estimate of error)
With no replication, fitting the full model results in zero degrees of freedom for error
Potential solutions to this problem Pooling high-order interactions to estimate error
Normal probability plotting of effects (Daniels, 1959)
32DOE and Optimization

Example of an Unreplicated 2k Design
A chemical product is produced in a pressure vessel. A factorial
experiment is carried out in the pilot plant to study the factors
thought to influence the filtration rate of this product .
The factors are A = temperature, B = pressure, C = mole ratio, D=
stirring rate
A 24 factorial was used to investigate the effects of four factors on
the filtration rate of a resin
Experiment was performed in a pilot plant
33DOE and Optimization

The Resin Plant Experiment
34DOE and Optimization

Contrast Constants for the 24 Design
35DOE and Optimization

Estimates of the Effects
36DOE and Optimization

ANOVA Summary for the Model as a 23 in Factors A, C,
and D
37DOE and Optimization

The Regression Model
38DOE and Optimization

Experiments with the larger number of factors
The system is usually dominated by the main effects and low-order interactions. Higher interactions are usually negligible.
When the number of factors is larger than 3 or 4, a common practice is to run only a single replicate design and then pool the higher order interactions as an estimate of error.
Normal probability plot of the effects may be useful
If none of the effects is significant, then the estimates will behave like a random sample drawn from a normal distribution with zero mean, and the plotted effects will lie approximately along a straight line.
Those effects that do not plot on the line are significant factors.
39DOE and Optimization