case study -nguyen hoang exim co. - quality
TRANSCRIPT
8/6/2019 Case Study -Nguyen Hoang Exim Co. - Quality
http://slidepdf.com/reader/full/case-study-nguyen-hoang-exim-co-quality 1/2
Quality Control and InspectionCutting Defect Rates at Nguyen Hoang Garments
Nguyen Hoang Exim Garment Co was establishedin 1992 as a private company and is located in HungYen Province in the North of Vietnam. The company
primarily produces work wear and some ladies wearfor export and have their own famous brand, KicoClothing, for the domestic children’s market.
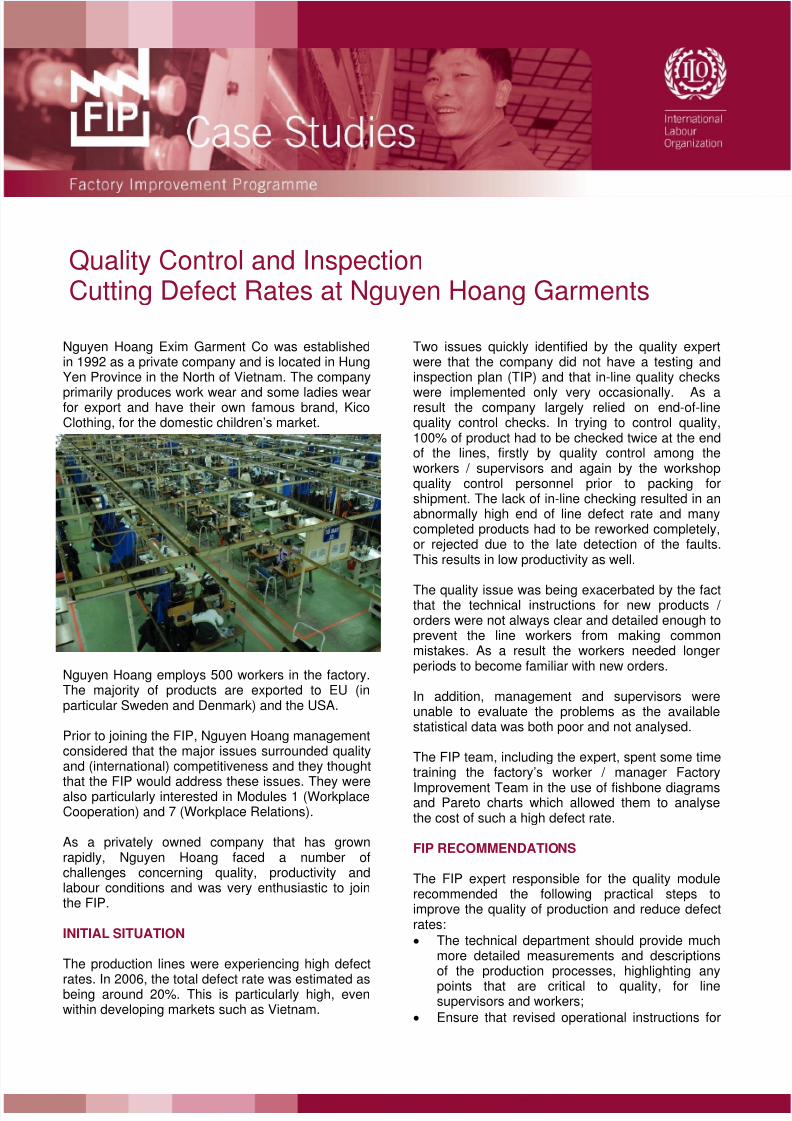
Nguyen Hoang employs 500 workers in the factory.The majority of products are exported to EU (inparticular Sweden and Denmark) and the USA.
Prior to joining the FIP, Nguyen Hoang managementconsidered that the major issues surrounded qualityand (international) competitiveness and they thought
that the FIP would address these issues. They werealso particularly interested in Modules 1 (WorkplaceCooperation) and 7 (Workplace Relations).
As a privately owned company that has grownrapidly, Nguyen Hoang faced a number ofchallenges concerning quality, productivity andlabour conditions and was very enthusiastic to jointhe FIP.
INITIAL SITUATION
The production lines were experiencing high defect
rates. In 2006, the total defect rate was estimated asbeing around 20%. This is particularly high, evenwithin developing markets such as Vietnam.
Two issues quickly identified by the quality expertwere that the company did not have a testing andinspection plan (TIP) and that in-line quality checks
were implemented only very occasionally. As aresult the company largely relied on end-of-linequality control checks. In trying to control quality,100% of product had to be checked twice at the endof the lines, firstly by quality control among theworkers / supervisors and again by the workshopquality control personnel prior to packing forshipment. The lack of in-line checking resulted in anabnormally high end of line defect rate and manycompleted products had to be reworked completely,or rejected due to the late detection of the faults.This results in low productivity as well.
The quality issue was being exacerbated by the factthat the technical instructions for new products / orders were not always clear and detailed enough toprevent the line workers from making commonmistakes. As a result the workers needed longerperiods to become familiar with new orders.
In addition, management and supervisors wereunable to evaluate the problems as the availablestatistical data was both poor and not analysed.
The FIP team, including the expert, spent some timetraining the factory’s worker / manager FactoryImprovement Team in the use of fishbone diagramsand Pareto charts which allowed them to analysethe cost of such a high defect rate.
FIP RECOMMENDATIONS
The FIP expert responsible for the quality modulerecommended the following practical steps toimprove the quality of production and reduce defectrates:• The technical department should provide much
more detailed measurements and descriptionsof the production processes, highlighting anypoints that are critical to quality, for linesupervisors and workers;
• Ensure that revised operational instructions for

8/6/2019 Case Study -Nguyen Hoang Exim Co. - Quality
http://slidepdf.com/reader/full/case-study-nguyen-hoang-exim-co-quality 2/2
new products include notes relating to the mostimportant technical points.
• Any recurring errors should be analysed by thesupervisors / and or technical department anddistributed to the other workers immediately,once a problem (and its solution) is identified ;
• Develop and distribute a new quality controlcheck sheet;
• Implement in-line quality checks to identify andresolve problems quickly;
• Line supervisors should share experiences witheach other and the technical department;
• The company should develop and implement aformal testing and inspection plan.
ACTIONS TAKEN BY FACTORY
As a result of these recommendations, NguyenHoang made some radical improvements to theirsystems including the development of a formaltesting and inspection plan.
The provision of additional and more accuratetechnical information to the line leaders andsupervisors has allowed them to train their teamsmore easily and helps to prevent workers frommaking common mistakes.
The factory also introduced regular in-line qualitychecks to find and fix problems quicker. The in-linequality checks are conducted by the workersthemselves, taking place every two hours undernormal conditions and more frequently in the firsthours of producing a new product. This allowscorrective actions to be implemented promptly.
In-line and end-of-line data collection forms havebeen developed, the relevant data is collected androot cause analysis is used to find causes andsolutions for defects.
As the actions were implemented the results werecommunicated to the workers by posting progressand achievements on the notice boards. At first,implementation was undertaken on one line only; asthe beneficial impact could be evaluated thechanges have been rolled out to the factory’s otherlines.
IMPACT OF CHANGES
The implementation of these recommendations bythe Nguyen Hoang Factory Improvement Team hasresulted in dramatic reductions in in-line and end-of-line defect rates as highlighted in the chart below.
As indicated, end of line defect rates havedropped from an average of 25% in 2006, to 6.5%
by July 2007. In-line defects have fallen from anaverage of 14% in 2006 to 6.6% in July 2007 .This significant achievement has, in management’sview, resulted from participation in the FIP.
In-line checking, which is done for 30% ofproduction, is resulting in lower defect rates andother benefits. The reduction in sampling andrework of product reduces the overall work / timerequired to complete an order.
The factory now requires fewer staff to be assignedon quality control and the competence of theremaining quality control staff has improved. Theworkers, who now report problems immediately sothat rectification can be applied quickly, are alsomore confident in their contribution to quality controland overall production improvement.
The most recent output has met all customerrequirements, with zero rejections. In addition, thefactory is now collecting much more information onthe kind of defects that occur so that this informationcan be analysed to find the causes of the defects.This means that in the future many defects can beprevented before they actually occur. This work willcontinue throughout and beyond the time of the FIP.
The management’s thoughts that joining the FIPwould support improvements in quality andinternational competitiveness have proven correct.
Defect RatesNguyen Hoang Garments
0%
5%
10%
15%
20%
25%
30%
2006 Jan Feb Mar Apr May Jun Jul
in line
end line