case study - hi-level mezzanines · managing director of kapco, dave mcrobert, said: “kapco uk...
TRANSCRIPT
CASE STUDY
KAPCO selects Hi-Level to create office space within its new European
distribution centre
About KAPCO
KAPCO manufactures and distributes a wide range of
commercial aircraft parts and supplies, including ma-
chined products and assemblies, electrical connectors
and components, seals clamps and couplings.
In addition to their own fabricated aircraft components,
KAPCO is a distributor for more than 70 other manufac-
turers, with distribution centres strategically located
throughout the world.
KAPCO’s Requirements
KAPCO made the decision to move its European
distribution centre from the Netherlands to the UK.
The company carried out extensive research to identify
locations that would incorporate both the warehouse and
office space they required.
They located a large, disused warehouse facility with
offices in Bordon, Hampshire. Although the building was
partitioned into several smaller areas, it had the neces-
sary overall space to fulfil KAPCO’s requirements.
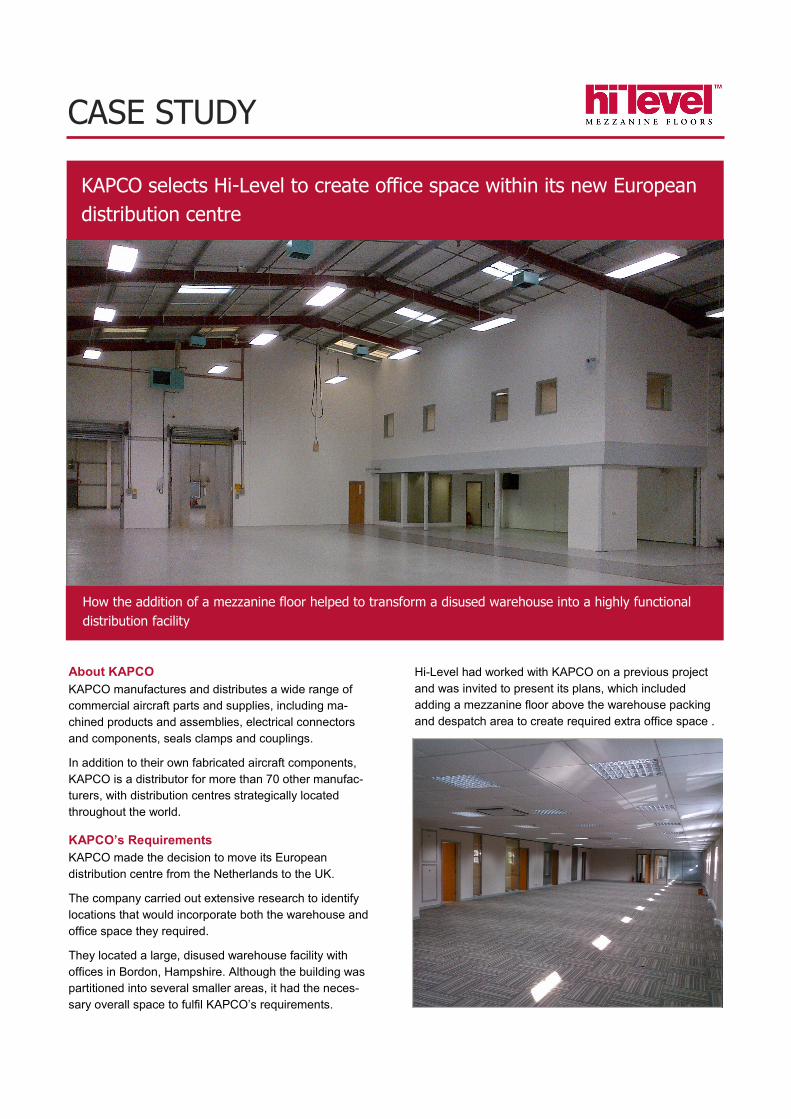
Hi-Level had worked with KAPCO on a previous project
and was invited to present its plans, which included
adding a mezzanine floor above the warehouse packing
and despatch area to create required extra office space .
How the addition of a mezzanine floor helped to transform a disused warehouse into a highly functional
distribution facility

Hi-Level Mezzanines Ltd, Unit 6, Petersfield Business Park, Bedford Road, Petersfield, Hampshire, GU32 3QA
T: +44 (0)1730 233223 | F: +44 (0)1730 231311 | E: [email protected] | W: www.hi-level.co.uk
Implementation
The contract was carried out under the Construction
Design and Management Regulations. Hi-Level appoint-
ed its Health & Safety consultants who prepared all the
relevant contact documents and the site was set up
accordingly. Regular site visits from the Hi-Level Health
& Safety consultants ensured that the contract was
within the specified CDM guidelines.
The company also appointed its Contract’s Manager to
monitor progress of the installation, manage all health
and safety issues and integrate all the changes/
additional work within the specified contract period.
Hi-Level’s resident on-site Contracts Supervisor liaised
with the trades to ensure there were no hold ups.
Recognizing that good direct lines of communication
were essential to a successful project, Hi-Level set up
regular weekly site meetings where issues where
discussed and reports issued.
KAPCO’s comments
Managing Director of KAPCO, Dave McRobert, said:
“KAPCO UK selected Hi-Level as our contractor follow-
ing work they had done for us on an earlier project. From
launch, their staff’s design flare, their knowledge of what
could be realistically possible at a sensible cost and their
innovation helped us achieve a really robust functional
design for the 30 year old facility.
“A design was created which matched our working
requirements and actually achieved more useable office,
warehouse and workshop space”.
“Hi-Level responded very well even when we decided on
design changes as the project came to life. We moved
into the new facility on schedule and have been extreme-
ly happy with the quality of their work and the environ-
ment created.
“Hi-Level’s regular after sales support, checking for a
satisfied customer, has been something I haven’t
experienced much before from the building industry”.
About Hi-Level Mezzanines
Founded in 1991, Hi-Level Mezzanines is a leading supplier
of mezzanine flooring. The company’s mezzanine floors
incorporate high specification components as standard and
comply with BRE Digest 437 and other relevant kite marks.
Hi-Level’s unique, mezzanine production system manages
projects from start to finish, automatically calculating the best
floor design and the precise amount of materials required -
ensuring the most cost-effective use of materials to keep
build costs down.
“A design was created which matched our working requirements
and actually achieved more useable office, warehouse and
workshop space”.