carbide grade design. © 2010 kennametal inc. l all rights reserved. l proprietary and confidential...
TRANSCRIPT
Carbide Grade Design
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 2 of 47
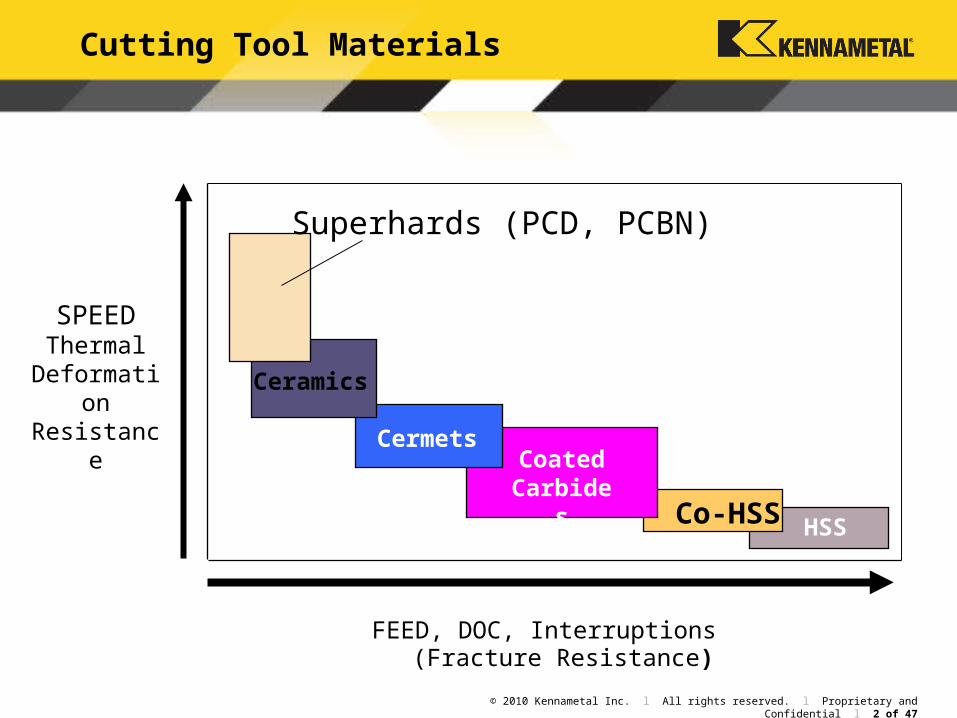
FEED, DOC, Interruptions (Fracture Resistance)
SPEEDThermal
DeformationResistance
Superhards (PCD, PCBN)
Ceramics
CermetsCoated
Carbides Co-HSS HSS
Cutting Tool Materials
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 3 of 47
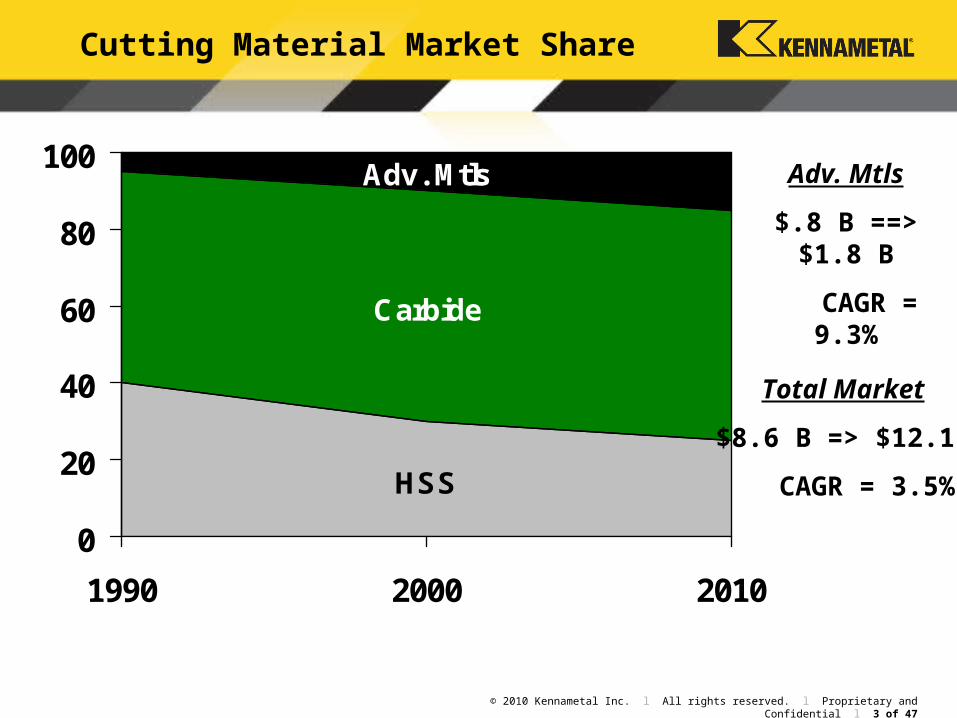
Cutting Material Market Share
HSS
Carbide
Adv. Mtls
0
20
40
60
80
100
1990 2000 2010
Adv. Mtls
$.8 B ==> $1.8 B
CAGR = 9.3%
Total Market
$8.6 B => $12.1B
CAGR = 3.5%
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 4 of 47
• Substrate– Deformation resistance, fracture resistance,
thermal & mechanical shock resistance
• Coating– Wear resistance, lubricity, reduced frictional heat,
surface finish
• Macro-geometry– Chip control, cutting efficiency
• Micro-geometry (Edge Preparation)– Cutting force, surface finish
Cutting Tool Development – A Systems Approach
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 5 of 47
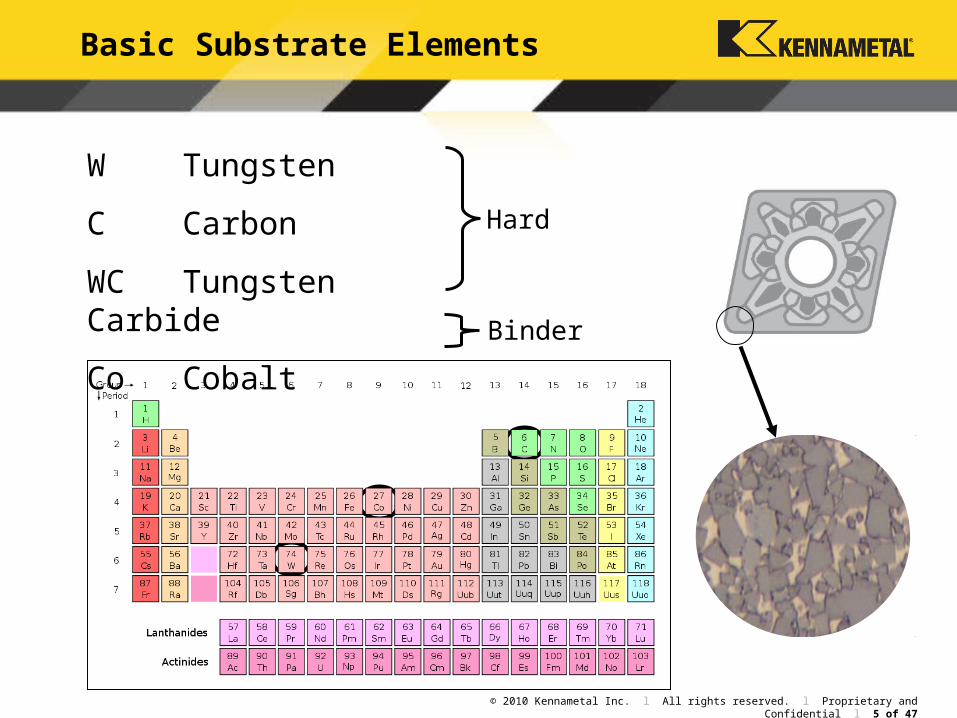
Basic Substrate Elements
W Tungsten
C Carbon
WC Tungsten Carbide
Co Cobalt Binder
Hard
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 6 of 47
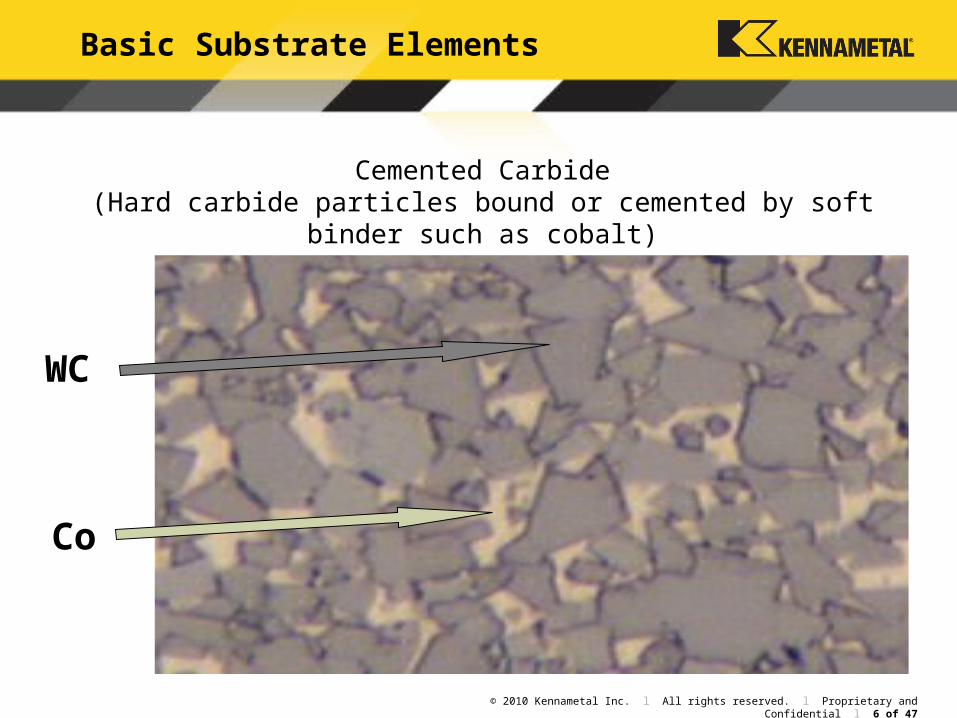
Cemented Carbide(Hard carbide particles bound or cemented by soft binder such as cobalt)
WC
Co
Basic Substrate Elements
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 7 of 47
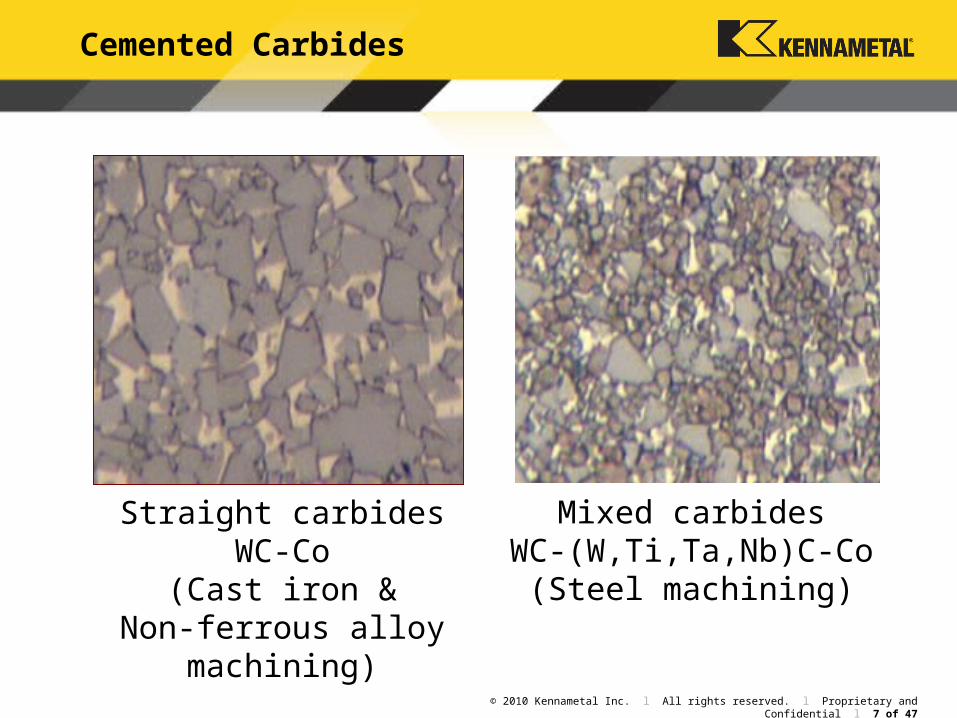
Cemented Carbides
Straight carbides WC-Co(Cast iron &
Non-ferrous alloymachining)
Mixed carbidesWC-(W,Ti,Ta,Nb)C-Co
(Steel machining)
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 8 of 47
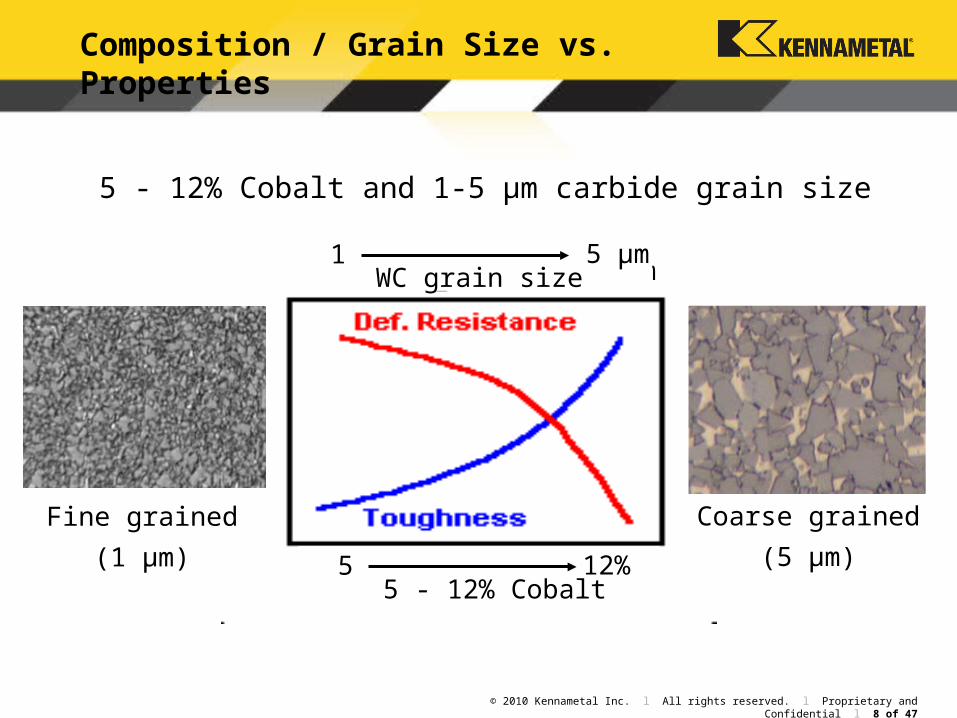
Composition / Grain Size vs. Properties
Fine grained
(1 µm)
Coarse grained
(5 µm)
1 5 µm
5 12%5 - 12% Cobalt
1 5 µmWC grain size
5 - 12% Cobalt and 1-5 µm carbide grain size
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 9 of 47
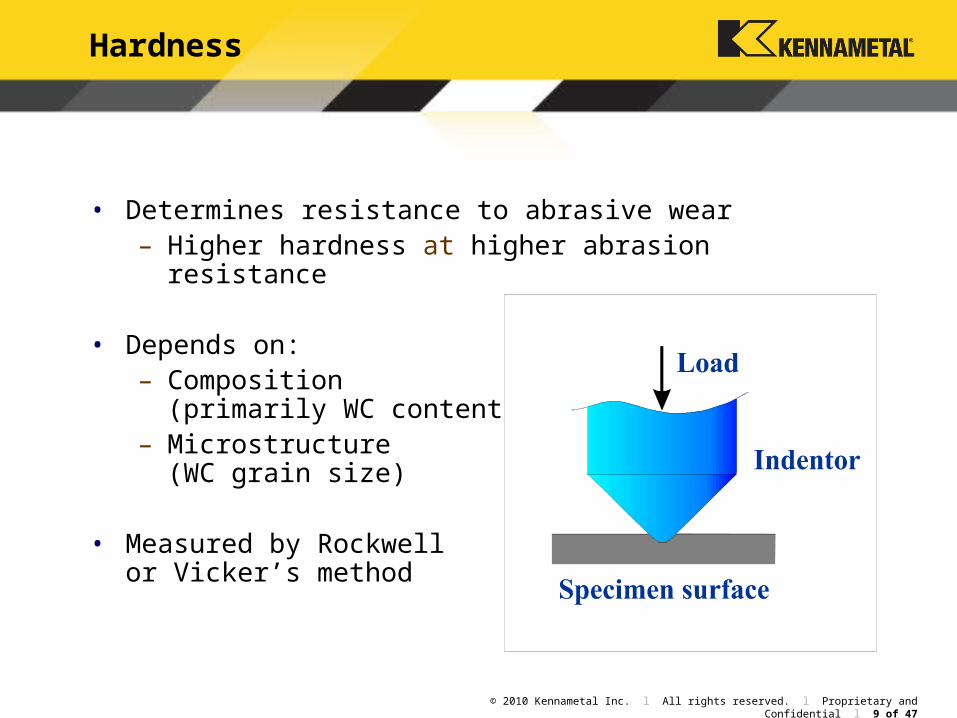
Hardness
• Determines resistance to abrasive wear– Higher hardness at higher abrasion resistance
• Depends on:– Composition
(primarily WC content)– Microstructure
(WC grain size)
• Measured by Rockwellor Vicker’s method
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 10 of 47
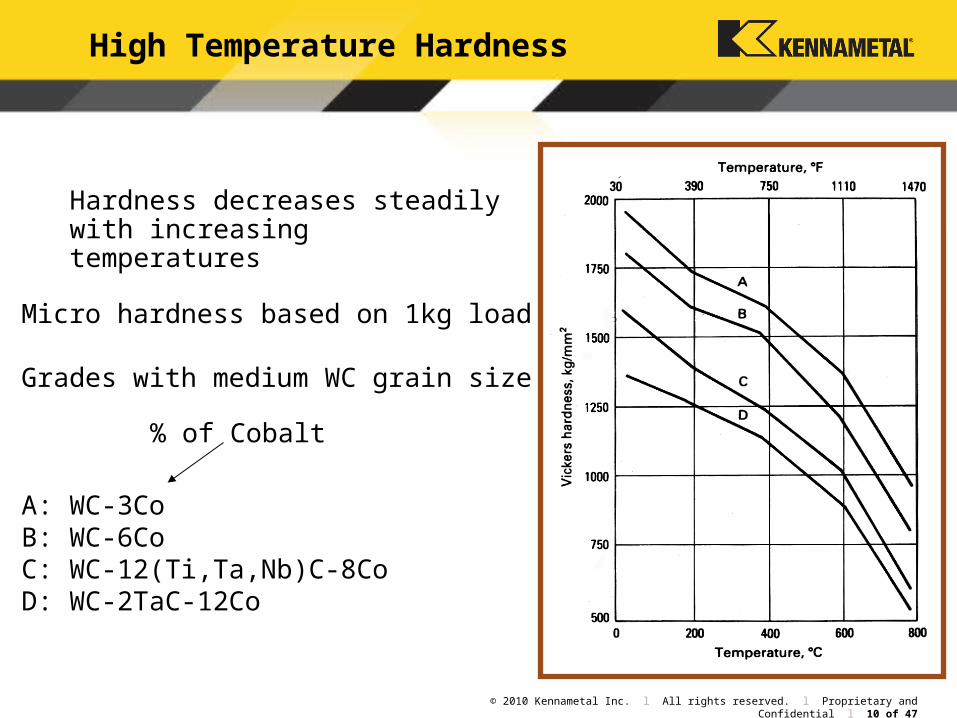
High Temperature Hardness
Hardness decreases steadily with increasing temperatures
Micro hardness based on 1kg load
Grades with medium WC grain size
A: WC-3CoB: WC-6CoC: WC-12(Ti,Ta,Nb)C-8CoD: WC-2TaC-12Co
% of Cobalt
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 11 of 47
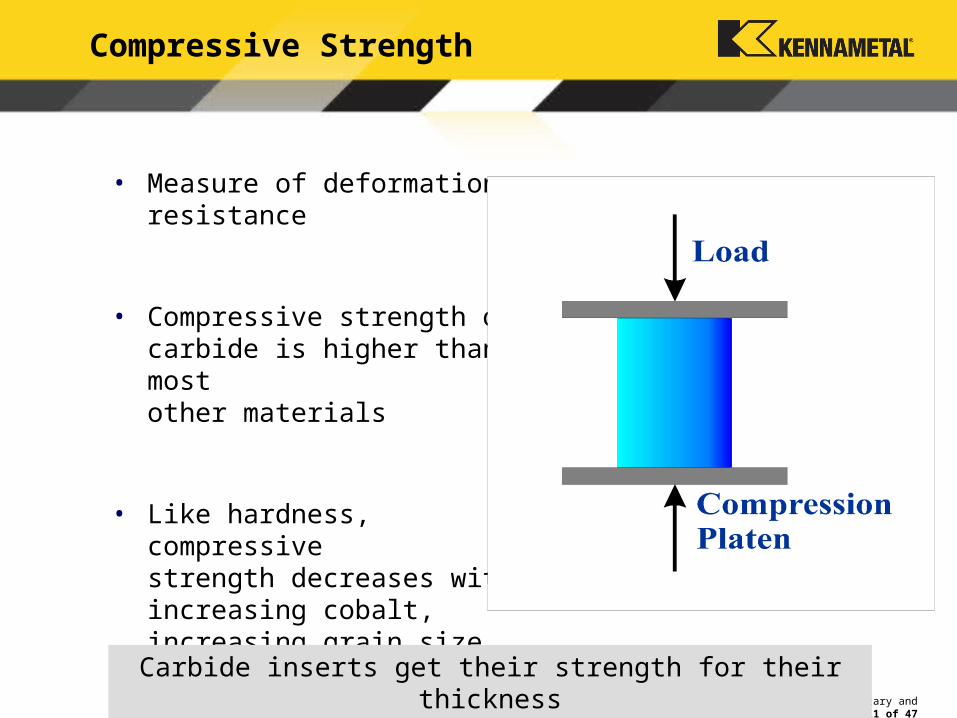
Compressive Strength
• Measure of deformationresistance
• Compressive strength ofcarbide is higher than mostother materials
• Like hardness, compressivestrength decreases with increasing cobalt, increasing grain size, or increasing temperatures
Carbide inserts get their strength for their thickness
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 12 of 47
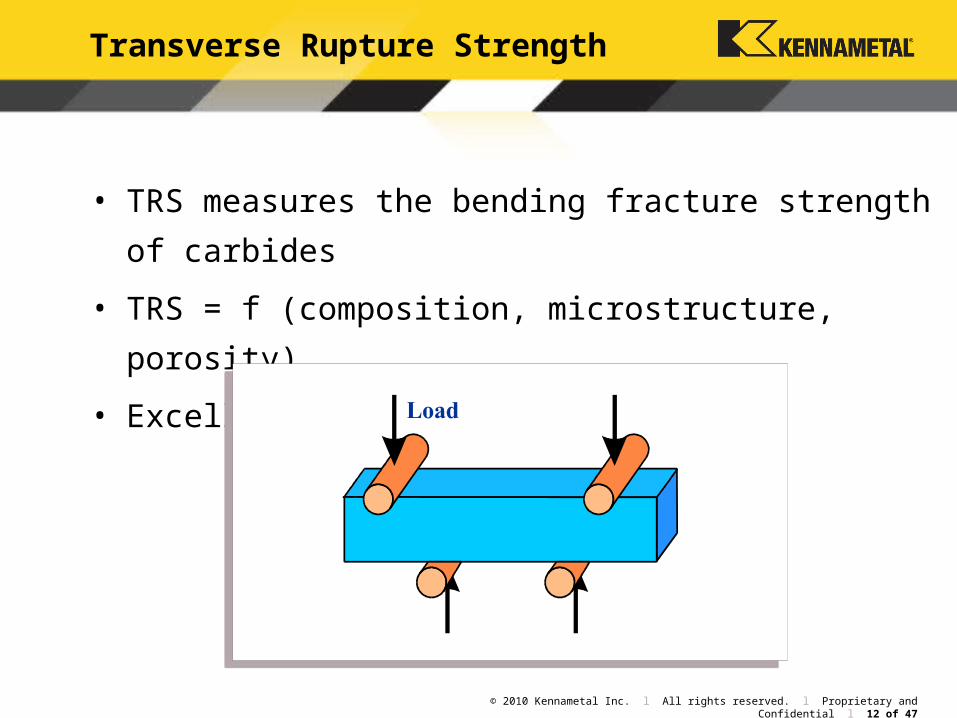
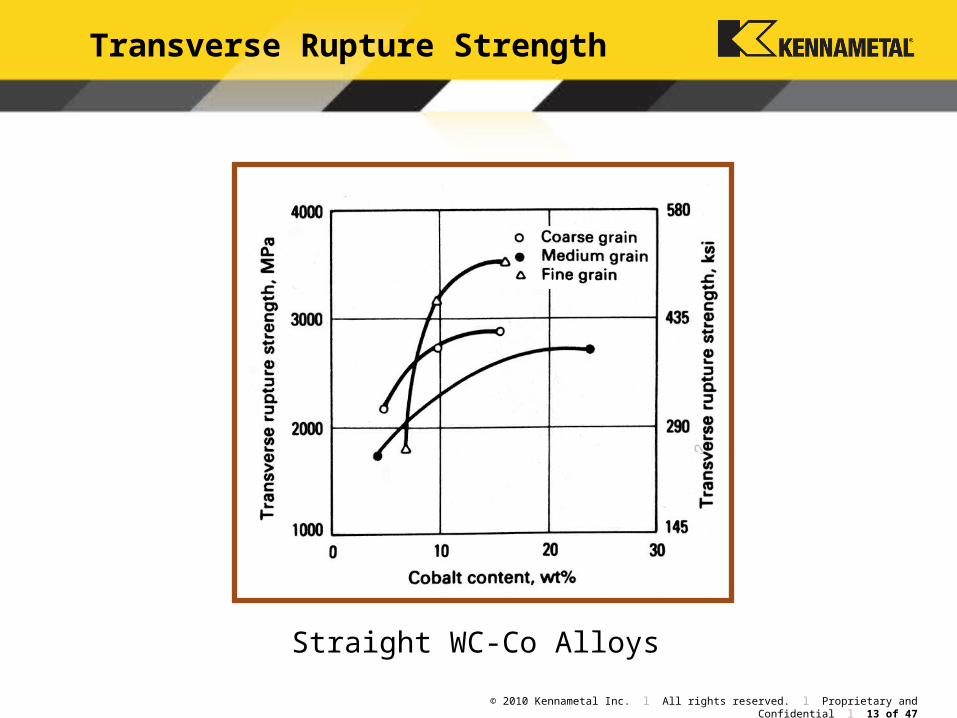
Transverse Rupture Strength
• TRS measures the bending fracture strength of carbides
• TRS = f (composition, microstructure, porosity)
• Excellent quality control tool
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 13 of 47
Transverse Rupture Strength
Straight WC-Co Alloys
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 14 of 47
Fracture Toughness
• Measures resistance to fracture• Determines intrinsic tool toughness• Less sensitive than TRS to
– Specimen size and geometry– Surface finish– Flaws such as porosity
• Depends on:– Composition (more cobalt higher toughness)– Grain size (coarser grains higher toughness)
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 15 of 47
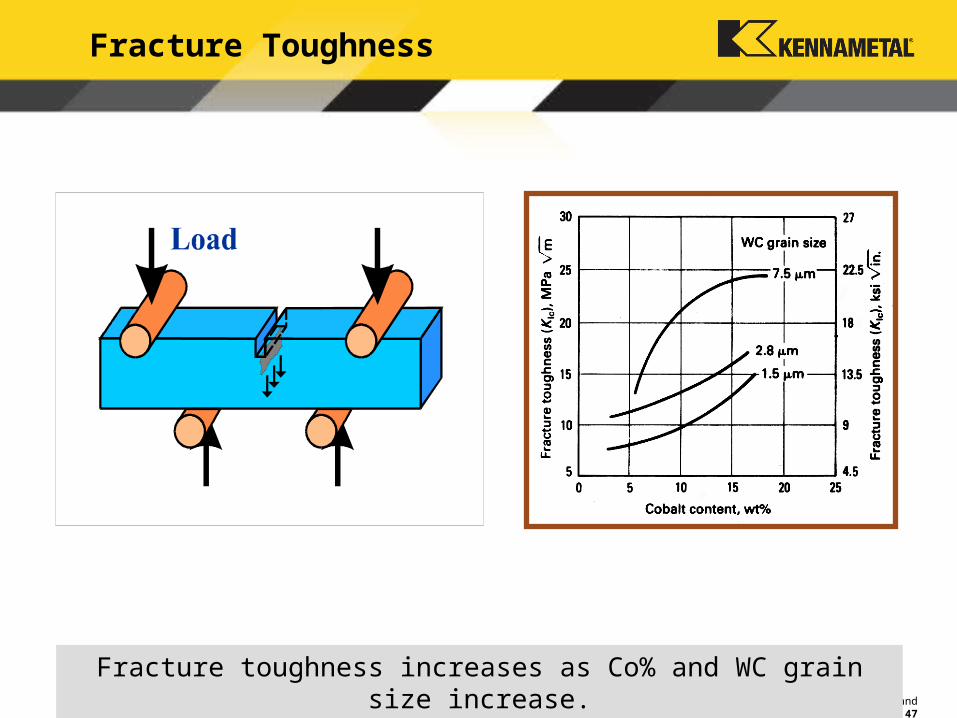
Fracture Toughness
Fracture toughness increases as Co% and WC grain size increase.
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 16 of 47
Thermal Shock Resistance
• Required in operations like milling• No laboratory test developed yet• Various empirical parameters used
e.g. KIc • k
E • awhere KIc
= fracture toughness
k = thermal conductivityE = Young’s modulusa = thermal expansion coefficient
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 17 of 47
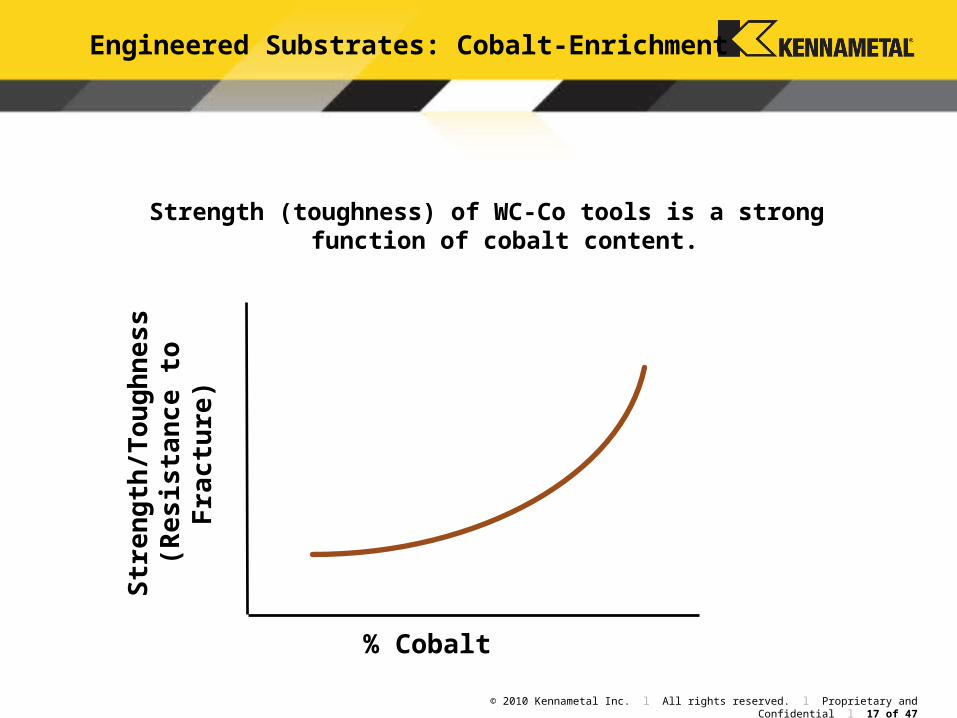
Engineered Substrates: Cobalt-Enrichment
Strength (toughness) of WC-Co tools is a strong function of cobalt content.
Str
en
gth
/To
ug
hn
ess
(Re
sis
tan
ce t
o
Fra
ctu
re)
% Cobalt
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 18 of 47
Cobalt - Enrichment Technology
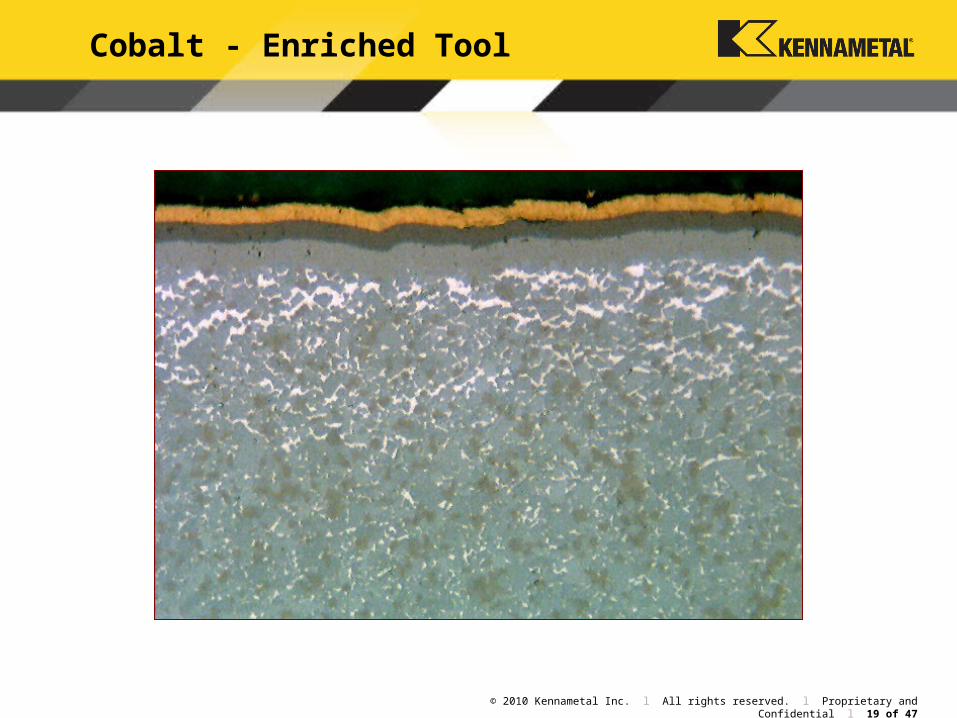
• Higher cobalt (& lower or no cubic carbides) at the insert periphery gives high edge strength while the bulk with lower Co provides deformation resistance
• Applicable to a broad range of machining
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 19 of 47
Cobalt - Enriched Tool
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 20 of 47
Tool Material Design
Metalcutting environment:
– heat (thermal deformation)
– pressure (deformation, fracture)
– wear (pure abrasion, chemical wear, notching)
– interrupted cuts (thermal & mechanical cycling)
Substrate Property Considerations in Tool Material Design
Turning / Drilling:– High speed finishing requires deformation
resistant substrate – General purpose machining requires an optimum
combination of deformation resistance and edge strength
– Roughing operations require bulk toughness
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 22 of 47
Substrate Property Considerations in Tool Material Design
Milling:– Since milling involves thermal and mechanical
cycles, the cutting tool is subjected to thermo-mechanical fatigue.
– Low magnetic saturation alloys have higher resistance to crack initiation arising from thermal fatigue.
– Higher cobalt contents impart resistance to mechanical fatigue.
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 23 of 47
Substrate Property Considerations in Tool Material Design
Milling:– For finish milling, choose a substrate with high
Transverse Rupture Strength (TRS).– For general purpose milling, select a tool with high
cobalt and cubic carbides (dry milling) or no cubic carbides (wet milling).
– Rough milling operations require straight WC-Co grades.
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 24 of 47
CVD-Coated Tools
• CVD-coated carbides comprise ~70% of all coatedWC-Co tools.
• Employed in a variety of applications: turning,boring, threading, grooving, parting, and milling
• Used in machining of carbon, alloy, and stainlesssteels, gray & ductile irons, and Ni-based alloysover a range of speeds and feeds.
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 25 of 47
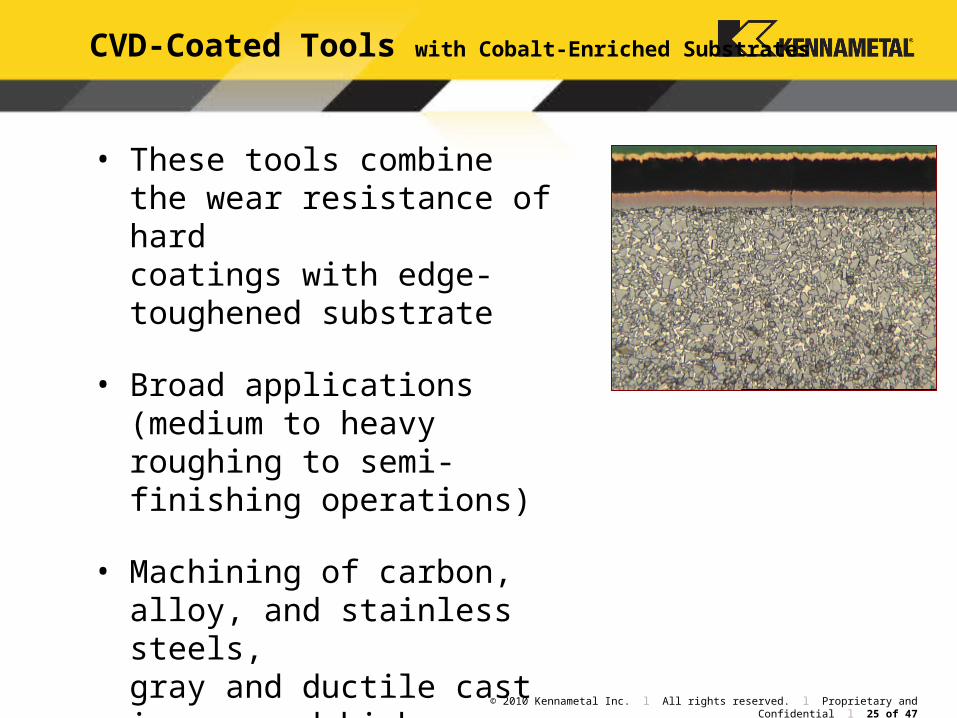
CVD-Coated Tools with Cobalt-Enriched Substrates
• These tools combine the wear resistance of hardcoatings with edge-toughened substrate
• Broad applications (medium to heavy roughing to semi-finishing operations)
• Machining of carbon, alloy, and stainless steels,gray and ductile cast irons, and high temperature alloys
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 26 of 47
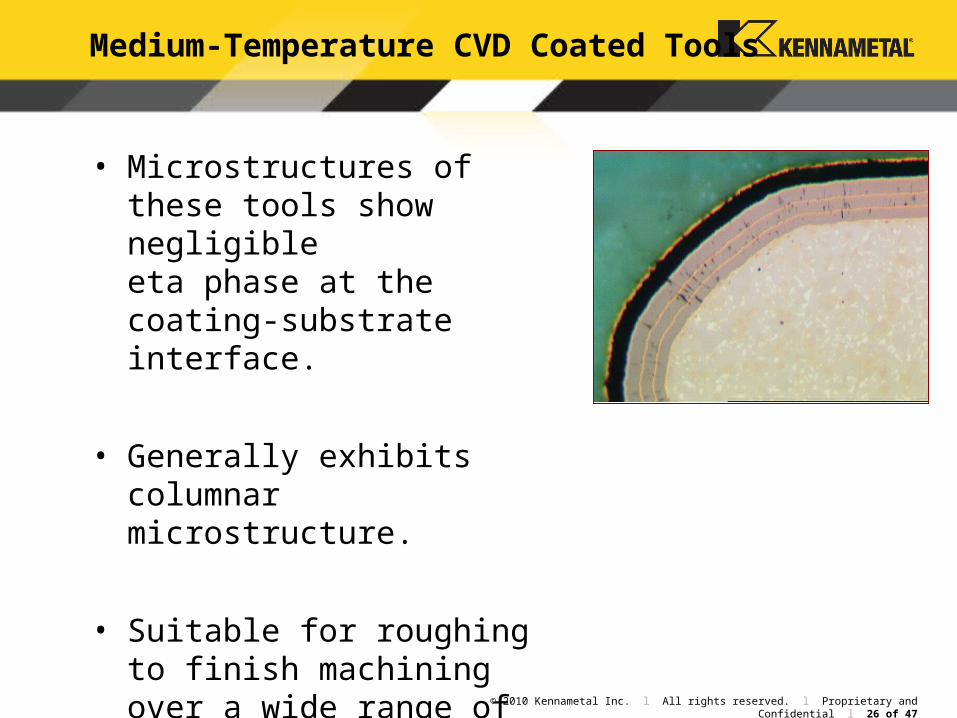
Medium-Temperature CVD Coated Tools
• Microstructures of these tools show negligibleeta phase at the coating-substrate interface.
• Generally exhibits columnar microstructure.
• Suitable for roughing to finish machiningover a wide range of workpiece materials
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 27 of 47
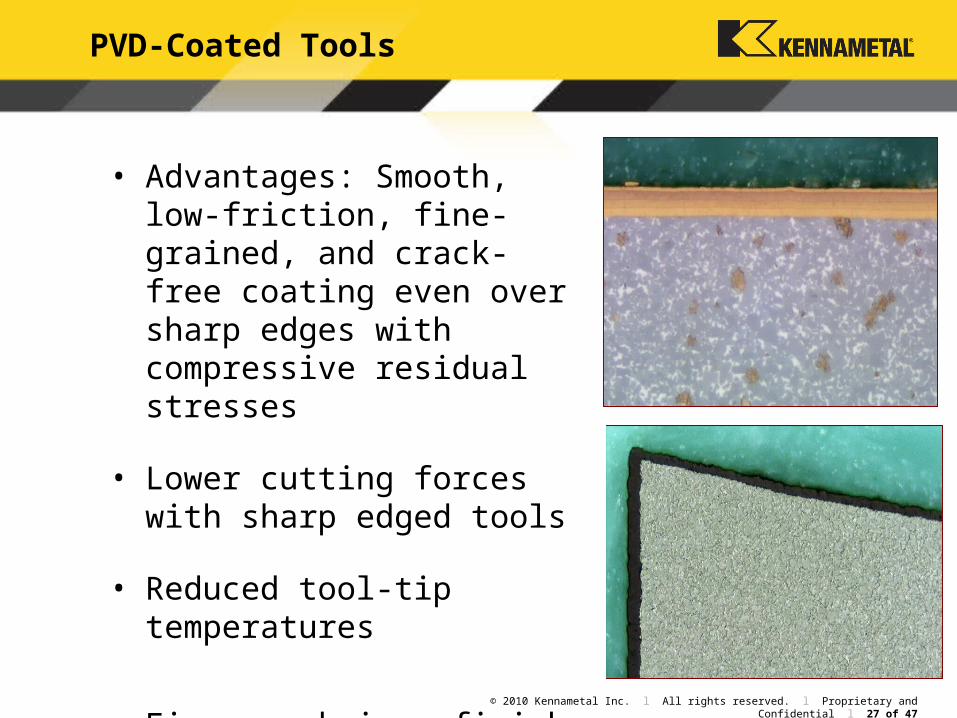
PVD-Coated Tools
• Advantages: Smooth, low-friction, fine-grained, and crack-free coating even over sharp edges with compressive residual stresses
• Lower cutting forces with sharp edged tools
• Reduced tool-tip temperatures
• Finer workpiece finish
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 28 of 47
Coating Property Considerations in Tool Material Design
• TiC: Applied by CVD. High hardness at lower temperatures but hardness decreases rapidly with increasing temperature. Good for abrasive wear resistance.
• TiN: (CVD or PVD) Less hard than TiC. Often used as top coating layer for cosmetic appeal and used edge identification. Also used as interlayers between other coatings to refine grain size and possibly enhance adherence. Chemically more stable than TiC.
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 29 of 47
Coating Property Considerations in Tool Material Design
• TiCN: Applied by the normal temperature or medium temperature CVD, or PVD process. Intermediate in hardness between TiC and TiN. Has good balance of abrasion resistance and toughness.
• Al2O3: Not as hard as Ti-based coatings at lower temperatures, but harder at higher temperatures. Has high chemical stability (excellent resistance to crater wear and notching).
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 30 of 47
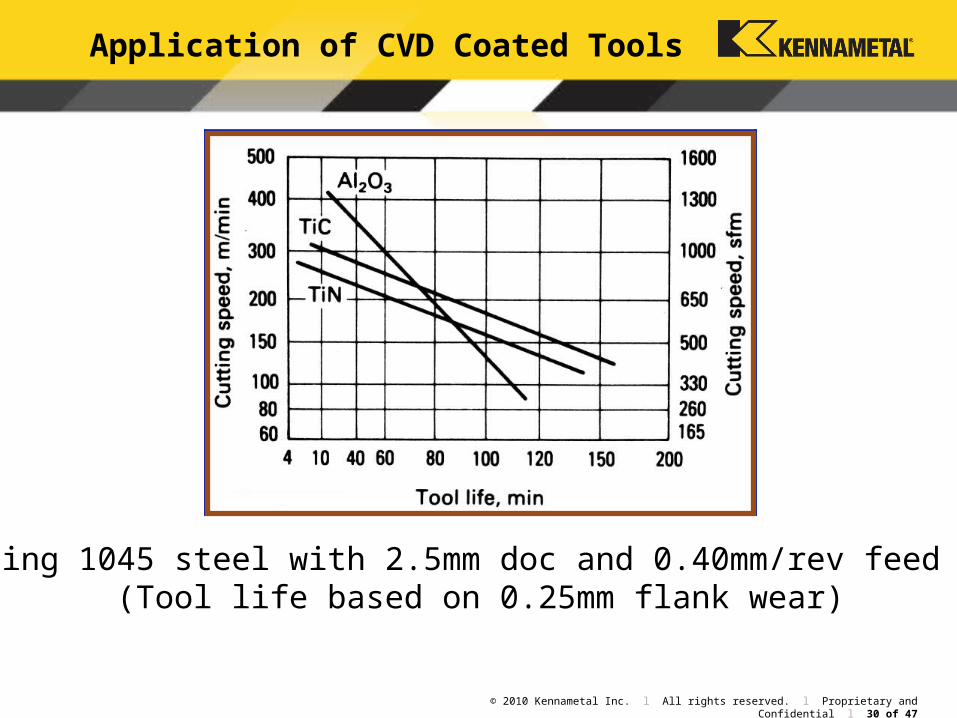
Application of CVD Coated Tools
Turning 1045 steel with 2.5mm doc and 0.40mm/rev feed rate(Tool life based on 0.25mm flank wear)
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 31 of 47
PVD-Coated Tools
• Particularly useful in threading, grooving, parting, finish-turning, milling, and drilling operations
• Typical workpiece materials:– Carbon, alloy, and stainless steels– hardened steels– high-temperature alloys– titanium alloys
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 32 of 47