capabilities and experience
TRANSCRIPT

2722 Interstate Highway 45 South
New Waverly, Texas 77358
CAPABILITIES AND EXPERIENCE Fall 2017

A MESSAGE FROM THE CHIEF EXECUTIVE OFFICER
1
Dear Valued Client: We founded Chemex Modular based on a few key principles: honesty, integrity, and respect for our clients. Our adherence to these principles manifests itself in steady repeat business from important clients all around the world. In other words, we have been able to build relationships of mutual trust in diverse geopolitical environments because we have very consistently delivered on what we promised to do. Contractual provisions are important, but they are not as important as looking across the table and knowing that Chemex Modular will deliver as promised. I am very proud to have established this level of trust with our clients and I look forward to building similar relationships in the future.
Thank you for considering Chemex Modular.
Glenn R. Jones Chief Executive Officer & Owner

VISION AND OVERVIEW
2
VISION Chemex Modular is a global leader in providing complete solutions for modular refinery projects. Very few companies in the world can match the end-to-end service provided by our in-house engineering team, in-house detailed design and fabrication teams, and in-house construction management team. Chemex Modular is a true design-build shop. Accordingly, all work related to a project is managed under a single roof at our state-of-the-art manufacturing facility in New Waverly, Texas. We will continue to grow as an elite team of professionals capable of tackling any problem anywhere in the world with cost-effective solutions delivered on highly accelerated schedules. OVERVIEW History. Chemex Modular traces its roots back to 1978 in Bakersfield, California. There, Chemex, Inc. was founded as a company principally specializing in dismantling and refurbishing smaller U.S. refineries for re-assembly abroad, as the U.S. refining market contracted and consolidated. Chemex, Inc. also built numerous small crude distillation units throughout the world and began to recognize the value of modular construction. In the mid-1990s, Chemex, Inc. bought the intellectual property assets of a company in Houston called Val Verde Corporation, who sat at the forefront of the modular refinery construction movement. In 2006, the current ownership of Chemex Modular acquired Chemex, Inc. Through a series of transactions, Chemex Modular was formed in 2012 as ownership firmly committed itself to a focus on new, modular refinery equipment design and manufacturing by building a state of the art, 30,000 square foot facility north of Houston, Texas just off Interstate 45.
The Modular Advantage – New Construction. Modular refinery construction provides significantly greater freedom and flexibility over conventional stick-built construction with respect to the equipment capital expenditures and, especially, length of time required to complete a project. Generally accepted industry data suggest modular construction can often save on the order of 25-50% of project capital cost, while significantly reducing project time to completion, often reducing the project schedule by as much as 50% versus conventional, stick-built construction. Chemex Modular constructs its equipment in its own shop under a roof—out of the elements and away from labor, weather and geopolitical instabilities that may exist at a project site. Upon arrival at the project site, Chemex Modular equipment skids can be quickly connected via inter-skid piping and installed and commissioned, with minimum expenditure of time and labor on-site. Further, it is possible, with modular equipment, to expand the capacity of a refinery incrementally, either using cash flow from existing operations or through financing an increment of the project, rather than the need to fund the complete anticipated capacity of the refinery up front, as would be required for stick-built construction. Additional capacity can be added to a refinery over time as cash flow or financing permits, without sacrificing efficiencies in construction. Our equipment has a lower operating cost than conventional refinery units, at least in part because our units do not generally require steam or cooling water unless a customer requests it. There is no sacrifice in product quality or reliability when comparing modular to stick-built construction.
The Modular Advantage – Upgrades or Revamps. Modular construction can be used to great advantage
during process unit upgrades or revamps, or the addition of capacity to existing refineries. Modular construction means far less disruption of ongoing operations at the project site, as the equipment is shipped fully assembled requiring only to be piped up and integrated into the existing infrastructure. Additional capacity (such as hydrotreating

VISION AND OVERVIEW
3
capacity) can be added without the need for a full-fledged major construction project on-site during refinery operations or an extended refinery shutdown. Equipment being replaced can then be de-commissioned and removed after the new modular equipment in commissioned, resulting in minimal disruption of operations.
Current Lines of Business. Chemex Modular currently focuses on three principal areas:
Engineering studies. From pre-feasibility through detailed design, Chemex Modular produces engineering designs for both process equipment and balance-of-plant equipment, including tank farms, power generation, loading and off-loading facilities and all other infrastructure required in a refinery operation.
Modular refinery fabrication and construction. This line includes complex greenfield refinery projects, upgrades/revamps of existing refineries, and demolition and replacement of existing units.
Hydrocarbon metering. This line includes skid-mounted lease automatic custody transfer units, flow stations, product loading and off-loading facilities, and all other skid-mounted hydrocarbon metering applications.
Manufacturing Facility. At our New Waverly, Texas facility, we currently have over 25,000 square feet under hook with a 2017 project adding 5,000 square feet for 30,000 square feet total. Our office, panel shop, and receiving warehouse encompass an additional 5,000 square feet at the site. Multiple 20-ton bridge cranes coupled with our 34’ 6” eave height allow us to fabricate some of the largest over-the-road modules which can be permitted for transport. Much of the balance of our 13-acre facility is paved, allowing us to receive and stage large equipment and to complete multiple projects simultaneously.
VISION AND OVERVIEW
4
Our team designs and self-performs fabrication of pressure vessels, piping, and structural steel for our modules which we also assemble on site. Using process simulation tools along with 3D design, our team overlaps the design, procurement, and assembly functions to optimize the delivery of process units which we guarantee for performance. Chemex Modular maintains an NBIC R-stamp and ASME U-stamp for refurbishment and construction of new vessels and exchangers. With an overriding commitment to safety, our team’s exacting workmanship, rigorous quality control, and materials management result in custom-built modules delivered on time and within budget.
Deal Structure and Finance. Chemex Modular considers a wide variety of deal structures, from acting as a
subcontract equipment supplier to a project EPC or owner to acting as the project EPC. Chemex Modular also periodically considers equity positions in appropriate projects through special purpose entities. Under the right circumstances, Chemex Modular will gladly invest in projects alongside our project owners. The project highlight sections further illustrate the wide variety of arrangements Chemex Modular will consider. Chemex Modular also has extensive experience working with the U.S. ExIm Bank—either directly or through a number of institutions specializing is trade credit finance.
Guaranteed Performance. Chemex Modular understands that project owners need their projects to be
completed on time and within budget. To that end, and in contrast to most large engineering and construction companies, Chemex Modular bids most of its work on a lump sum basis with a guaranteed date of completion. In the past, Chemex Modular has provided assurances of performance ranging from traditional construction performance and payment bonding, to management reserves, to parent guarantees. Additionally, all Chemex Modular equipment comes with a performance guarantee secured by letter of credit, escrow accounts, or similar forms of security.
Visits to Project Sites. To the extent security considerations allow it, most of Chemex Modular’s past and
current clients will accommodate visitors to their facility for first-hand verification of the quality and effectiveness of Chemex Modular’s work. Please contact us to find out which site is appropriate for your project and we will arrange for and accompany you on your tour.

ENGINEERING SERVICES
5
OVERVIEW
Chemex Modular generally offers stand-alone engineering services in three areas: (1) conceptual design or
feasibility studies, (2) front end engineering design (FEED) or front-end loading (FEL) studies, and (3) project implementation services. Chemex Modular also offers detailed engineering design, but would typically only perform this activity in conjunction with an equipment sale.
FEASIBILITY STUDIES
Chemex Modular feasibility studies enable a project owner to define a project and subsequently assess the
strategic business risk of the potential project. The project definition phase can include activities such as evaluation and selection of potential feedstocks and product slate, project site selection, +/- 50% project cost estimates, process and technology selection, identification of long lead time equipment, preliminary project schedules, preliminary block flow diagrams, and financial modeling. Sometimes this scope is also referred to as FEL-1. FEED AND FEL STUDIES
Further project definition occurs in a FEED study or staged FEL-2 and FEL-3 studies (allowing for decisions
to be made regarding the project’s technical or financial viability before advancing to the next FEL stage). Chemex Modular will conduct any scope of engineering study a client wishes. Activities in the FEL-2 phase often include updating the strategic assessment of the project, developing a Level 1 schedule, +/-25% cost estimates, regulatory compliance planning, process flow diagrams, heat and material balance, and preliminary P&IDs, and preliminary equipment data sheets.
Typical Chemex Modular FEL-2 deliverables include:
Basis of design document Plot plan Block flow diagram with mass balance PFDs P&IDs Electrical single line diagram Control system block diagram Process equipment lists
o Major equipment components o Line o Instrument
Equipment data sheets o Vessel/reactor o Heat exchanger
o Air cooler o Pump o Heater o Instrument o MCC
Emissions study o Combustion emissions o Fugitive emissions
OSBL Piping schematic OSBL Electrical single line diagram OSBL Control system block diagram OSBL lists
o Major equipment components o Line o Instrument
ENGINEERING SERVICES
6
OSBL Equipment data sheets o Pumps o Vessel o MCC o Tank o Boiler o Cooling tower o Compressor o Generator
OSBL Utilities configuration o Steam system o Cooling water system o Fuel system o Power supply and distribution o Water treatment, supply and
distribution o Oily water treatment system o Plant air system
o Instrument air system o Nitrogen system
Other OSBL equipment/infrastructure plans o Fire protection system o Flare o Buildings o Sanitary system o Roads o Laboratory equipment o Communications system o Security fencing and lighting
Tank farm o Storage o Tank data sheets o Tank emissions
Capital cost estimate (+25/-25%) o Economic study
Activities in the FEL-3 phase will advance to project execution plans and Level 2+ schedules, permitting and
compliance plans, +/-10% cost estimates, finalized PFDs, heat and material balances, and P&IDs, commissioning and turnover plans, finalized plot plans, finalized equipment data sheets, and subcontractor bid packages.
Typical Chemex Modular FEL-3 deliverables include (in addition to FEL-2 deliverables):
OSBL bid packages o Electrical/instrumentation o One line o Schematic/wiring o Instrument layout o Lighting o JB/instrument wiring (controls
drawings) o Grounding o MCC layout o Cable schedule o Instrument data sheets o Buildings o Controls programming o Area classification
Civil/structural o Overall site plan o Tank foundation detail o Tank berm detail o Load rack pump foundation o Pipe support foundation detail o Load rack foundation o Building foundations o Buildings
Piping/mechanical o Piping plans o Piping details o Piping supports o Piping elevations o Piping schedule
ENGINEERING SERVICES
7
o Fire protection system o Tanks o Preliminary project schedule
o HAZOP o Capital cost estimate (+/-10%) or
better
PROJECT IMPLEMENTATION SERVICES Procurement Assistance. Chemex Modular can act as procurement agent or, under the right circumstances, perform procurement on its own paper on a client’s behalf. Please read more about an example of such services in the description of our work for valued client, Niger Delta Petroleum Resources Limited. Project Management Consulting. Chemex is periodically called upon to act as a Project Management Consultant, either to manage work that the project owner is self-performing or subcontracting, or to act in the typical role of Owner’s Representative to advise the project owner and protect the owner’s interests during the execution of a project. Please read more about an example of such services in the description of our work for valued client, Niger Delta Petroleum Resources Limited.

MODULAR EQUIPMENT
8
MODULAR REFINERY EQUIPMENT How a Crude Unit Works. Petroleum crude contains hundreds of different hydrocarbon compounds: paraffins, naphthenes and aromatics as well as organic sulfur compounds, organic nitrogen compounds and some oxygen-containing hydrocarbons such as phenols. Although crude oils generally do not contain olefins, they are formed in many of the processes used in a petroleum refinery.
The crude oil fractionator does not produce products having a single boiling point, rather, it produces fractions having boiling ranges. For example, the crude oil fractionator produces an overhead fraction called "naphtha" which becomes a gasoline component after it is further processed. The naphtha cut, as that fraction is called, contains many different hydrocarbon compounds. Therefore, it has an initial boiling point of about 95° F (35° C) and a final boiling point of about 392° F (200° C). Each cut produced in the fractionating column has a different boiling range.
At some distance below the overhead, the next cut is withdrawn from the side of the column and it is usually the kerosene cut. The boiling range of that cut is from an initial boiling point of about 302° F (150° C) to a final boiling point of about 518° F (270° C), and it also contains many different hydrocarbons. The next cut further down the tower is the diesel oil cut with a boiling range from about 356° F (180° C) to about 690° F (365° C). The boiling ranges between any cut and the next cut overlap because the distillation separations are not perfectly sharp. After these come the heavy fuel oil cuts and finally the bottoms product, with very wide boiling ranges. These cuts may be processed further in subsequent refining processes.

MODULAR EQUIPMENT
9
The crude oil charge pump feeds crude oil from storage to the CDU. A flow control valve controls the crude
oil flow rate to the process unit. The heater is typically a direct-fired heater. The crude oil exits the heater and enters the flash zone of the crude tower. A temperature controller maintains the heater outlet temperature setpoint by adjusting the flow of fuel to the burners thereby increasing or decreasing the firing rate of the heater. The two-phase stream enters the flash zone of the crude tower. The residuum is the liquid part of this two-phase stream and flows to the bottom of the tower. The vapor part of the stream flows upward through the tower producing the remaining diesel, kerosene and naphtha products. The diesel and kerosene is fractionated as a liquid from the crude through vaporization and condensation based on the boiling range of the different products. The trays in the tower facilitate this fractionation or separation process. The naphtha, the lightest of the products, exits the top of the tower as a vapor. The tower bottoms pump moves the residuum from the bottom of the tower through the crude/resid exchangers and the air cooler thereby cooling the stream to an acceptable run-down temperature. The residuum level in the bottom of the tower is controlled by a level control valve. A small slip stream of hot residuum is pumped through the tube side of the diesel stripper reboiler for re-boiling diesel.
Crude Distillation Unit (left) and Vacuum Distillation Unit (right): Bojonegoro, Indonesia.
Diesel is drawn from the tower through the level control valve into the diesel stripper. The vessel is re-boiled to remove or strip light ends from the diesel to increase the flash point of the diesel. These light ends are returned to the tower. The remaining diesel is pumped from the bottom of the stripper through the crude/diesel exchanger and air cooler to storage. Flow is controlled by a flow control valve.
Kerosene is drawn from the tower through a level control valve into the kerosene stripper. Light ends are stripped and returned to the tower. The kerosene is pumped from the stripper through the kerosene/crude exchanger and air cooler to storage. Flow is controlled by a flow control valve.

MODULAR EQUIPMENT
10
The naphtha vapor from the top of the tower is cooled to 100° F (38° C) as it flows through the overhead condenser into the reflux accumulator. Uncondensed vapor is routed to the heater and used as fuel. Naphtha is pumped from the accumulator to the tower as reflux and to storage.
Other Equipment Offerings. Chemex Modular offers all traditional refinery processes in modularized form, including vacuum units, hydrotreaters, reformers, splitters, stabilizers, isomerization units, cracking units, deasphalting units, asphalt oxidation units, and cokers.
Transmix Splitters: Reno, Nevada
SIGNIFICANT MODULAR REFINERY PROJECTS 10,000 bpd Refinery Expansion (Ogbele Field, Nigeria): Longtime Chemex Modular client, Niger Delta Petroleum Resources Ltd (“NDPR”), is the owner of the only currently operating privately-held refinery in Nigeria. Employing a crude distillation unit Chemex Modular designed, fabricated, and installed, NDPR has successfully and profitably operated a 1,000 bpd topping plant to produce locally sold diesel since 2012. Using, in part, operating profits from the original refinery, NPDR is now expanding its capabilities to process 11,000 bpd of crude to produce diesel, marine diesel, gasoline, and jet fuel in a refinery that will be designed, fabricated, and commissioned by Chemex Modular. Chemex Modular is acting as the de facto EPC for the project, including engineering, procuring, and fabricating all process equipment, performing detailed engineering for all balance of plant facilities, procurement for all balance of plant facilities (on Chemex Modular paper) and as the lead project management consultant overseeing the entire project, including logistics and all construction at the site. This work was preceded by a FEED study performed by Chemex Modular that was used to calculate the total installed cost of the refinery expansion and was completed in less than six months. This refinery expansion project evidences the industry’s trust in Chemex Modular’s ability to execute on significant, complex projects in difficult geopolitical environments. This project has received considerable international industry attention: http://www.hydrocarbonprocessing.com/news/2016/09/chemex-modular-to-expand-niger-delta-refinery
MODULAR EQUIPMENT
11
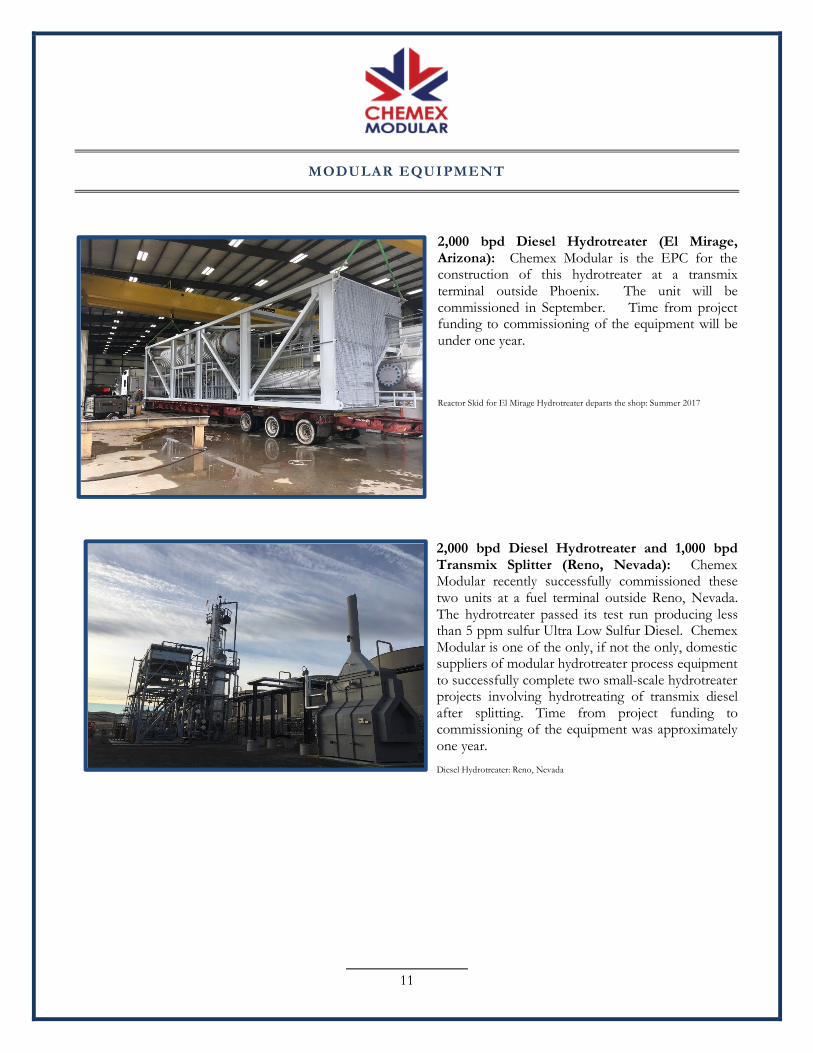
2,000 bpd Diesel Hydrotreater (El Mirage, Arizona): Chemex Modular is the EPC for the construction of this hydrotreater at a transmix terminal outside Phoenix. The unit will be commissioned in September. Time from project funding to commissioning of the equipment will be under one year.
Reactor Skid for El Mirage Hydrotreater departs the shop: Summer 2017
2,000 bpd Diesel Hydrotreater and 1,000 bpd Transmix Splitter (Reno, Nevada): Chemex Modular recently successfully commissioned these two units at a fuel terminal outside Reno, Nevada. The hydrotreater passed its test run producing less than 5 ppm sulfur Ultra Low Sulfur Diesel. Chemex Modular is one of the only, if not the only, domestic suppliers of modular hydrotreater process equipment to successfully complete two small-scale hydrotreater projects involving hydrotreating of transmix diesel after splitting. Time from project funding to commissioning of the equipment was approximately one year. Diesel Hydrotreater: Reno, Nevada

MODULAR EQUIPMENT
12
2,000 bpd Diesel Hydrotreater (Euless, Texas): The diesel hydrotreater at this facility passed its test run producing approximately 1 ppm sulfur Ultra Low Sulfur Diesel. For the reasons mentioned above, Chemex Modular’s successful implementation of hydrotreating technology provides a strong indication of Chemex Modular’s ability to implement the high temperature and pressure technology involved in many refinery processes. Several projects employing competitive technologies that were started approximately contemporaneously with the Euless project have yet to be completed and are over budget and behind schedule, and in some cases, the projects have been cancelled altogether. Time from project funding to commissioning of the equipment was approximately one year. Diesel Hydrotreater: Euless, Texas
3,600 bpd Reformer Expansion at Aromatics Complex (Chittagong, Bangladesh): Chemex Modular initially installed a 2,150 bpd naphtha hydrotreater, splitter, catalytic reformer, and aromatics fractionation train using principally refurbished equipment in 2012. Our client was able to run the unit well-above capacity, and is now seeking to expand the capacity of the reformer to 3,600 bpd. Chemex Modular was engaged to perform a debottlenecking study (completed in two months, with three expansion options fully
priced), and that study provided the framework for an engineering and equipment sale whereby Chemex Modular will provide construction-level drawings, all process equipment, and a bill of materials for remaining equipment and materials required to complete the construction such that the client can self-perform the site construction work. Chemex Modular will assist with procurement of certain of the balance of plant materials that are difficult to obtain in the region and provide startup and commissioning assistance. The time from funding of the project to delivery of
Aromatics Complex: Chittagong, Bangladesh

MODULAR EQUIPMENT
13
the equipment, engineering, and bill of materials required for expansion will be approximately six months at a fraction of the cost of greenfield construction of the incremental capacity.
6,000 bpd CDU and 3,000 bpd VDU (Phase I) and 12,000 bpd CDU and 5,500 bpd VDU (Phase II) (Bojonegoro, Indonesia): Chemex Modular installed this refinery in phases in a perfect demonstration of the advantages of modular construction. In 2009, this oil producer client only had sufficient production for a 6,000 bpd refinery but quickly expanded its production to require the second 12,000 bpd phase. Chemex Modular was able to quickly respond by providing each respective phase in significantly less than a calendar year. The client was able to grow its refining capacity with its business without sacrificing construction efficiency or building a much larger refinery than initially required. HYDROCARBON MEASUREMENT AND METERING
Chemex Modular offers all types of skid-mounted lease automatic custody transfer units, flow stations, product loading and off-loading facilities, and all other skid-mounted hydrocarbon metering applications. Chemex Modular bought Southwest Metering Systems, Inc. in 2012 (SWS). SWS has completed dozens of skid-mounted hydrocarbon metering projects throughout the word and developed a design for skid-mounted lease automatic custody units that could be shipped in standard shipping containers and for quick, final assembly on-site. This feature was particularly attractive in the Pacific Rim where a number of these units were assembled right on the deck of an FPSO.
Chemex Modular has completed a number of flow stations and multi-well manifolds for its client, Niger Delta
Petroleum Resources Limited.
Phase II CDU and VDU: Bojonegoro, Indonesia

MODULAR EQUIPMENT
14
EXEMPLARY METERING PROJECTS
15,000 bpd LACT, West African FPSO: This is a typical skid-mounted LACT unit with dual 4” 150# ANSI rated flange meter runs and 10” x 14” x 4” bi-directional prover for mounting on the deck of an FPSO.
10 Inlet Well Manifold, Ogbele, Nigeria: This skid-mounted, 1500# ANSI rated flange manifold had a design pressure of 2116 psi, with outlets to the high pressure, low pressure, and test separators (left) and emergency shutdown valves/controls. Total weight: 67,600 lbs.
MODULAR EQUIPMENT
15
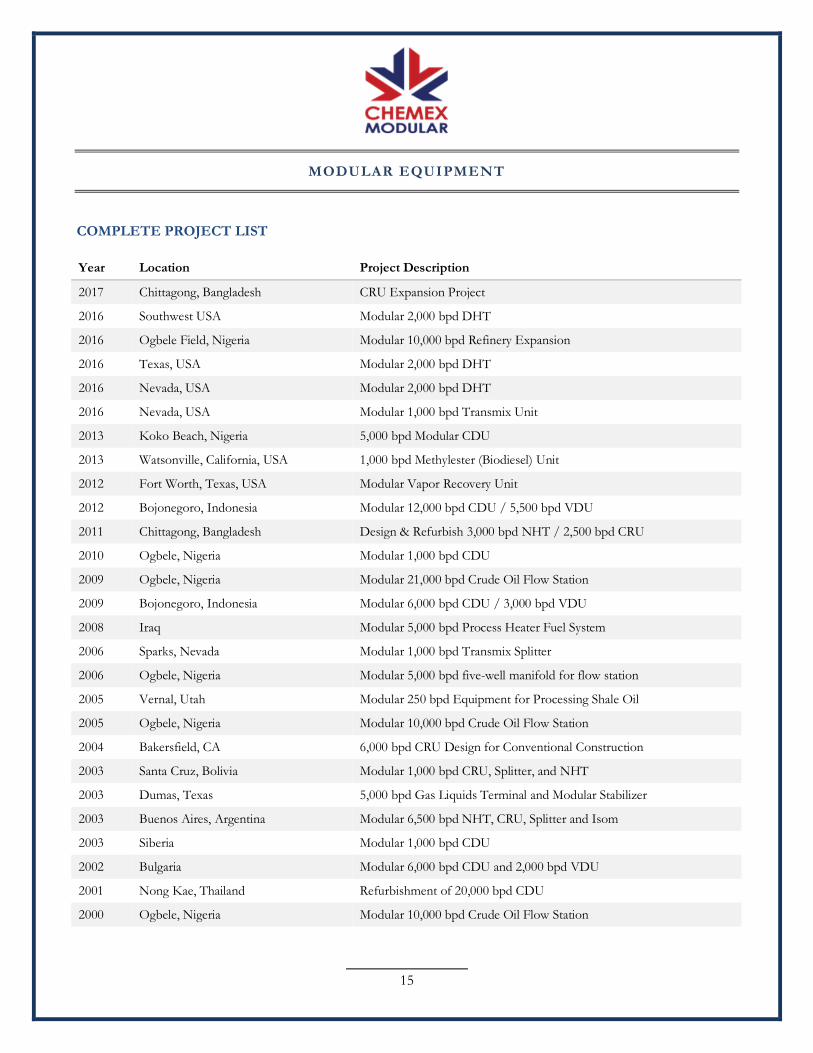
COMPLETE PROJECT LIST Year Location Project Description
2017 Chittagong, Bangladesh CRU Expansion Project
2016 Southwest USA Modular 2,000 bpd DHT
2016 Ogbele Field, Nigeria Modular 10,000 bpd Refinery Expansion
2016 Texas, USA Modular 2,000 bpd DHT
2016 Nevada, USA Modular 2,000 bpd DHT
2016 Nevada, USA Modular 1,000 bpd Transmix Unit
2013 Koko Beach, Nigeria 5,000 bpd Modular CDU
2013 Watsonville, California, USA 1,000 bpd Methylester (Biodiesel) Unit
2012 Fort Worth, Texas, USA Modular Vapor Recovery Unit
2012 Bojonegoro, Indonesia Modular 12,000 bpd CDU / 5,500 bpd VDU
2011 Chittagong, Bangladesh Design & Refurbish 3,000 bpd NHT / 2,500 bpd CRU
2010 Ogbele, Nigeria Modular 1,000 bpd CDU
2009 Ogbele, Nigeria Modular 21,000 bpd Crude Oil Flow Station
2009 Bojonegoro, Indonesia Modular 6,000 bpd CDU / 3,000 bpd VDU
2008 Iraq Modular 5,000 bpd Process Heater Fuel System
2006 Sparks, Nevada Modular 1,000 bpd Transmix Splitter
2006 Ogbele, Nigeria Modular 5,000 bpd five-well manifold for flow station
2005 Vernal, Utah Modular 250 bpd Equipment for Processing Shale Oil
2005 Ogbele, Nigeria Modular 10,000 bpd Crude Oil Flow Station
2004 Bakersfield, CA 6,000 bpd CRU Design for Conventional Construction
2003 Santa Cruz, Bolivia Modular 1,000 bpd CRU, Splitter, and NHT
2003 Dumas, Texas 5,000 bpd Gas Liquids Terminal and Modular Stabilizer
2003 Buenos Aires, Argentina Modular 6,500 bpd NHT, CRU, Splitter and Isom
2003 Siberia Modular 1,000 bpd CDU
2002 Bulgaria Modular 6,000 bpd CDU and 2,000 bpd VDU
2001 Nong Kae, Thailand Refurbishment of 20,000 bpd CDU
2000 Ogbele, Nigeria Modular 10,000 bpd Crude Oil Flow Station

MODULAR EQUIPMENT
16
1999 Sartichala, Republic of Georgia Modular 1,000 bpd CRU
1999 Tula, Russia Refurbish and Install Modular 2,000 bpd CDU
1999 Gori, Republic of Georgia Second Modular 2,000 bpd CDU
1998 Gori, Republic of Georgia First Modular 2,000 bpd CDU
1998 Dagestan, Russia Refurbish Conventional 6,000 bpd CDU / 2,000 bpd CRU
1997 Khartoum, Sudan Refurbish Conventional 1,500 bpd NHT/CRU
1997 Nishnekamsk, Russia Design Conventional 10,000 bpd CRU, HDS, and Isom
1996 Sudan Refurbished and Relocated 10,000 bpd Refinery
1996 Persian Gulf Refurbished and Relocated 50,000 bpd CDU
1995 Novosibirsk, Russia Design Conventional 1,000 bpd CRU
1995 Russia Refurbished and Relocated Refinery from Shreveport, LA
1995 Indonesia New 4,000 bpd Self-contained Unit w/ Various Streams
1994 Nizhnevartovsk, Russia Modular 3,000 bpd CDU
1994 Campo Duran, Argentina Modular 3,000 bpd NHT & CRU
1991 Muglad, Sudan Dismantle, Refurbish, and Erect 2,000 bpd CDU
1988 Houston, TX Modular 1,500 bpd CDU
1987 Handford, GA Relocate 30,000 bpd CDU, HDS, CRU and Gas Plant
1985 Houston, TX Modular 6,000 bpd CDU
1984 Corpus Christi, TX Modular 1,500 bpd CDU
1981 Osage, WY Modular 6,000 bpd CDU, Later Relocated to Alaska
1980 Bloomfield, NM Dismantle, Refurbish Conventional 1,500 bpd NHT/CRU
1980 Alice Springs, Australia Modular 700 bpd CDU
1980 Brownsville, TX Modular 700 bpd CDU
1979 LaCost, TX Modular 5,000 bpd Refinery w/ Splitter

CORPORATE OVERVIEW
17
LEADERSHIP TEAM
Glenn Jones serves as Chemex Modular’s Chief Executive Officer. He has over 40 years of experience in the hydrocarbon processing industry, particularly with fuels, natural gas liquids, aliphatic solvents, and asphalt. This experience includes process design, construction, operations, research and development, and management of various projects, engineering disciplines, and operating units.
Prior to being a founding member of this company, Mr. Jones began his career in 1973 with Caribou Four
Corners as assistant refinery manager of its Kirtland, NM refinery. He left Caribou in 1978 to join Thriftway Company as refinery manager of its Bloomfield, NM refinery. Mr. Jones left Thriftway in 1984 and worked with Redd Engineering in Salt Lake City, Utah as a startup engineer for two years while operating his own gasoline blending business in Texas. He began employment with Petro Source Corporation in 1986 as refinery manager of its Eagle Springs, Nevada refinery and later held the positions of general manager of refinery operations and general manager of engineering services. He returned to Redd as Vice President from 1997 to 2000, handling both domestic and international projects. Glenn has profit and loss responsibility for Cowhouse Partners, LLC, Chemex, LLC, and Chemex Modular, LLC in his position as Managing Member of Cowhouse Partners, LLC.
Alan Robinson serves as Chemex Modular’s Chief Financial Officer. He brings over 25 years of operating
and financial management experience to his position. After receiving a Bachelor of Science in Accounting from Cal State University - Bakersfield, Alan worked in public accounting performing tax, audit and financial duties. Mr. Robinson was then a member of a turnaround team as Controller of a multiple-site vocational trade school. The turnaround team then moved to a troubled produce processing company with his position being System/Financial Analyst. Mr. Robinson worked his way to Operations Manager of the Organic Division. As Operation Manager he was responsible for six production facilities, three shipping facilities, and three offsite storage facilities with 300 employees during peak season. Mr. Robinson then had an opportunity to join a real estate development company as a member and Chief Financial Officer. He worked closely with investors, investment bankers and the municipality to secure financing for a lake-front destination development. Mr. Robinson was also part of the development design team which developed a financial model to maximize the profitability of the project.
Lee Henderson serves as Chemex Modular’s Director of Engineering. He brings twenty-seven years of
experience developing and leading the process engineering function for large cap (in excess of U.S. $5 billion) and small cap projects in the U.S. and internationally. Mr. Henderson has significant exposure to upstream onshore processing facilities, wellhead facilities, gathering systems, pipelines, central distribution facilities, and LNG facilities and specialized expertise in heavy process industry engineering (refining, petrochemical and specialty chemical units).
Prior to joining Chemex Modular, Mr. Henderson served as Manager of Process Upstream Americas for
Amec Foster Wheeler in Houston, Texas. Prior to that, Mr. Henderson established the Process Engineering Department for a U.S. $5 billion Jacobs Engineering Group joint venture project in Casablanca, Morocco, worked as a Senior Process Engineer for Litwin Engineers and Constructors, was a Process Engineer for S&B Engineers and Constructors and started his career with Hercules Aerospace, Inc. in 1985. Mr. Henderson received a Bachelor’s Degree in Chemical Engineering from Texas A&M University in 1985. He is a Licensed Professional Engineer in
CORPORATE OVERVIEW
18
Chemical Engineering in the State of Texas (P.E. #74647). He is also a certified Project Management Professional (#25699).
Matt Rodgers serves as Chemex Modular’s Chief Commercial Officer and General Counsel. He joined
the company in 2016 and is responsible for sales, legal matters, coverage issues, and compliance. Prior to joining Chemex Modular, Mr. Rodgers litigated high profile patent cases, primarily in the high technology space, for 13 years. During that time, he represented both plaintiffs and defendants in multiple patent trials and had responsibility for jury selection, examination of key witnesses, argument of pre- and post-trial motions, JMOLs, jury charges, Daubert motions, and evidentiary disputes.
Some of the significant trials in which Mr. Rodgers had a major role include:
$482 million verdict against Johnson & Johnson on behalf of a doctor regarding drug eluting stent technology.
Willfulness and exceptional case finding, nearly unprecedented award of treble damages, attorneys’ fees, and expert fees against a drill bit component manufacturer on behalf of a unit of NOV. This verdict and subsequent settlement for a multiple of the verdict protected a royalty stream projected to approach $1 billion.
Defense of a case for Apple in which total potential liability significantly exceeded $1 billion. Responsibility for development of damages theories during fact and expert discovery, and further development of damages evidence through cross of chief inventor and cross of plaintiff’s corporate representative at trial. A $386 million judgment against Apple was vacated on appeal due to unreliable damages proof in a widely publicized Federal Circuit opinion.
Mr. Rodgers was also on the team primarily responsible for business development at a high-profile Houston patent litigation boutique. Mr. Rodgers received his Bachelor’s of Science in Mechanical Engineering and a Juris Doctorate from the University of Oklahoma.
Jack Brooks serves as Chemex Modular’s Director of Operations for New Waverly. He joined the company in 2016 and is responsible for overseeing the combined Project Management, Engineering, Procurement, and Fabrication efforts which service the needs of our valued clients. He has 30 years of experience in the hydrocarbon processing industry inclusive of Refining, Midstream Gas Processing, and Petrochemicals. This experience includes process design, operations, research and development, construction, and management of various projects, process engineering departments, and business units.
Mr. Brooks’ past experience has included tenures at Exxon Chemical, Fluor, Weitz Heavy Industrial,
International Alliance Group, CDI, and Lauren E&C. Some applicable career highlights have included –
Served as President of the Heavy Industrial and Industrial divisions of The Weitz Company, with responsibility for over 800 professional and hourly staff and $400 million in annual revenues. Projects included construction for world class ammonia and methanol plants as well as various gas plant
CORPORATE OVERVIEW
19
turnarounds. Built up the non-union Heavy Industrial construction capability from zero to over 400 headcount.
With IAG, served as Project Director for all aspects of the fully modularized Century Project for SandRidge Energy and OXY. This $900 million West Texas facility utilized novel technology to process 675 mmscfd of natural gas, separating native CO2 from methane.
With Fluor, IAG, Lauren, and CDI, provided Project Management and Process Engineering for dozens of significant refining projects, including multiple FCC projects, Delayed Coker, Crude Units, Lubes unit, and various off-sites and utilities projects.
With Exxon, provided day to day operations support to the aromatics train, including Paraxylene
production, BTX fractionation, and xylenes isomerization.
Clinton Hallford serves as Chemex Modular’s Director of Fabrication. Clinton Hallford has over 20 years of experience in industrial construction. His experience started with CDK Contracting in Farmington, NM in 1994. He served in several different capacities before leaving CDK Contracting in 2001 to join the team at Petro Source Management Corporation. Mr. Hallford has a broad range of experience in downstream industrial construction, including:
Construction and operation of a used lube oil facility in the Texas Panhandle.
Construction of four hydrocarbon processing units at a fuel terminal in Reno, NV;.
Oversight of the upgrade of a loading and storage facility in Tulsa, OK at the Port of Catoosa, which delivered the first sweet crude shipment by barge out of the State of Oklahoma.
Decommissioning of a refinery in Mersin, Turkey for British Petroleum.
Construction and assembly of a modular 6,000 bpd atmospheric distillation unit and a 3,000 bpd vacuum
distillation unit in Bakersfield, CA to be shipped to Indonesia.
Successful startup and commissioning of the 6,000 bpd crude unit and 3,000 bpd vacuum unit on-site in Indonesia.
Management of the construction of a modular 1,000 bpd topping plant in Bakersfield, CA for shipment
to Nigeria.
Leadership of the team on-site in Nigeria in successfully commissioning and starting up the 1,000 bpd topping plant—the only currently operating, privately-held modular refinery in Nigeria.
On-site oversight of the assembly and commissioning processes for a 3,000 bpd naphtha reformer and
hydrodesulfurization unit in Bangladesh.
CORPORATE OVERVIEW
20
Management of the construction and assembly of a modular 12,000 bpd atmospheric distillation unit and a 5,500 bpd vacuum distillation unit in Bakersfield, CA to be shipped to Indonesia.
Leadership of the team for the start-up and commissioning of 12,000 bpd crude unit and 5,500 bpd
vacuum unit on-site in Indonesia.
Led the detailed design team and fabrication team for the construction, installation, and successful startup of two modular 2,000 bpd diesel hydrotreaters, with the third such hydrotreater currently under construction under his leadership.
Clinton is currently attending Tarleton State University complete his Bachelor’s Degree in Manufacturing Management. He is also a certified Project Management Professional (#1655625) and a Certified Welding Inspector (#15101501). QUALITY Quality. Chemex Modular has a dedicated quality manager and extensive quality guidelines surrounding its engineering and manufacturing operations. Chemex Modular typically complies with at least the following specifications when manufacturing equipment:
Safety.
NFPA 30: Flammable and Combustible Liquids Code; NFPA 50B: Standard for Liquified Hydrogen Systems at Consumer Sights; NFPA 497: Recommended Practice for the Classification of Flammable Liquids, Gases, or Vapors and of
Hazardous (Classified) Locations for Electrical Installations in Chemical Process Areas; and OSHA Technical Manual (OTM) Section IV: Safety Hazards, Chapter 2. Petroleum Refining Processes.
Pressure Vessels. All process vessels are designed and fabricated in accordance with the ASME Code,
Section VIII, Division 1. Fabrication shops for the vessels are tested and certified by ASME, insurance companies and other regulatory agencies to perform fabrication in accordance with the ASME Code, Section VIII, Division 1. These shops are provided with a certificate having a certificate number and they are audited and re-certified every three years. Copies of the shop’s certificate are available after a purchase order has been issued for the coded vessels.
Certified mill test reports for materials used for ASME Code vessels are provided and shipped with each vessel for Owner’s use.
Sufficient surge capacity is provided for all vessels to assure stable control and allow corrective action to be taken in the event of a process upset or equipment failure. Sufficient elevation is provided for all vessels to assure adequate suction head at low liquid level for pumps.
Pressure Vessel Inspection. Pressure vessels (columns, reflux drums, surge drums, reactors, separators,
shell and tube heat exchangers, air coolers, etc.) are inspected to ensure the manufacturers’ original designs and standards per either ASME Code Section VIII Division 1 or TEMA are satisfied. Determination is based on the
CORPORATE OVERVIEW
21
inspection of pressure vessels per API Standard 510, Pressure Vessel Inspection Code: In-Service Inspection, Rating, Repair, and Alteration by a certified API Standard 510 inspector.
Process Piping. All piping, valves and fittings required within the process battery limits are provided, fabricated and installed to the maximum practical extent using the following standards:
piping design and installation: ASME B31.3; all process piping unless otherwise stated: ASME SA106B; valves: API 600, API 602, API 608, and ANSI B16.34; fittings: ANSI B16.9; and flanges: ANSI B16.5.
Pressure Relief System. Pressure relief systems are designed and installed according to:
API RP520, Parts I and II, Design and Installation of Pressure Relieving Systems in Refineries for the design
and installation of the pressure relief system; API Standard 521 Pressure-Relieving and Depressuring Systems: Petroleum and Natural Gas Industries; and API Standard 2000 Venting Atmospheric and Low-Pressure Storage Tanks.
Electrical. Electrical systems are designed and installed according to:
API 500A Classification of Areas for Electrical Equipment in Petroleum Refineries (Class 1, Group D,
Division 2) for the process end of the skid; and NFPA 70 National Electrical Code for the design and installation of electrical components.
Controls. Controls meet the standards, as applicable, of:
ANSI/ISA 5.1-2009 Instrumentation Symbols and Identification ANSI/ISA 12.04.04-2012 Pressurized Enclosures; and ISA 5.4-1991 Instrument Loop Diagrams.
Painting. All carbon steel equipment exteriors, including structural steel, are sandblasted per SP-10 of SSPC
to achieve near-white blast cleaning. A near-white metal blast cleaned surface, when viewed without magnification, is free of all visible oil, grease, dust, dirt, mill scale, rust, coating, oxides, corrosion products, and other foreign matter, except for staining as noted. Random staining is limited to no more than five percent (5%) of each unit area of surface as defined, and may consist of light shadows, slight streaks, or minor discolorations caused by stains of rust, stains of mill scale, or stains of previously applied coating. Following inspection, one of the following coating systems is applied:
for operating temperatures less than 150° F (uninsulated): o prime coat of 4.0 to 6.0 mils DFT with Carboline Carboguard 893; and o top coat of 2.0 to 3.0 mils DFT with Carboline Carbothane 134 HG (midway gray color);
CORPORATE OVERVIEW
22
for operating temperatures between 150° F and 500° F (insulated): o single coat of 3.5 to 5.0 mils DFT with Carboline Thermaline 4001; and
for operating temperatures between 500° F and 1,200° F (insulated): o prime coat of 3.5 to 5.0 mils DFT with Carboline Thermaline 4001; and o top coat of 3.5 to 5.0 mils DFT with Carboline Thermaline 4001.
Pumps. Pumps meet the standards, as applicable, of:
API 610 Centrifugal Pumps for Petroleum, Petrochemical, and Natural Gas Industries; ANSI/ASME B73.1 Specifications for Horizontal End Suction Centrifugal Pumps for Chemical Process; or ANSI/ASME B73.2 Specifications for Vertical In-Line Centrifugal Pumps for Chemical Service.
Compressors. Compressors meet the standards, as applicable, of:
API Standard 617 Axial and Centrifugal Compressors and Expander-compressors; API Standard 618 Reciprocating Compressors for Petroleum, Chemical and Gas Industry Services; and API Standard 619 Rotary-Type Displacement Compressors for Petroleum, Petrochemical, and Gas Industry
Services.
Insulation. Hot service means a temperature of 150°F (65°C) and higher. Hot service insulation shall be installed to:
conserve energy and heat; provide personnel protection; maintain temperature for process control; provide winterization; provide acoustical insulation; and provide fire protection of Equipment.
HEALTH, SAFETY, AND ENVIRONMENT Chemex Modular has an exemplary HSE record, with zero lost time incidents since operations began in 2012. Chemex Modular employs a Safety Manager, and ensures that appropriate OSHA or similar guidelines are followed both in its shop and for work under its control at project sites. Full HSE statistics are available upon request.