canada’s only first nation ndt & inspection services...
TRANSCRIPT

DEDICATED TO PROVIDING SUPERIOR SERVICE
Canada’s only First nation ndt & inspeCtion serviCes Company

Our mission is to collaborate with First Nations community leaders and empower their members through training and coaching, to assist in providing Non-Destructive Testing & Inspection services in their communities, in a safe, reliable, efficient and environmentally sound manner.T
ho
ro
ug
h &
Ac
cu
rA
Te
No
N-
De
sT
ru
cT
ive
Te
sT
iNg
& iN
sp
ec
Tio
Nabout usFounded in 2015, Eagle
Eye NDt is Canada’s only
First Nations non-
destructive testing
company. our primary
service sector is the oil &
gas, pipeline and mining
industries in North
america and globally. our
services are provided
24/7, 365 days of the
year, on-site and in the
field.
We’re determined to be
leaders in developing and
providing technology-
based, site-specific
solutions that help reduce
costs, increase productivity
and promote growth for
our customers. by focusing
on safety, our qualified
technicians are equipped
with leading technology to
meet all of our customers’
inspection requirements.
We also supply technical
training to our clients,
so they may better
understand the advanced
methods and applications
used in producing reports.
Leveraging their extensive
knowledge, experience
and investment in
Research & Development, Eagle Eye NDt’s senior
Management team is
dedicated to offering
expert recommendations
for industry requirements.
our dedicated, full-time
employees represent
the structure behind our
company operations.
Qualified technicians and
inspectors are trained and
certified with appropriate
industry accreditation,
including CGsb/NRCan
certification and the
Canadian Welding bureau (CWb) certification. Eagle
Eye NDt is also a
member of IsN and
actively working towards
the Partners In Injury
Reduction’s Certificate of
Recognition (aCsa – CoR).
as a diverse NDt company, Eagle Eye NDt
is partnered with the
Canadian company, Focus
NDt, to provide leading-
edge, specialized services.
Eagle Eye NDt is
committed to
supporting and
enhancing the lives of
the people in the many
First Nations
communities in which
we operate. through
collaborative efforts with
First Nations bands, we
will train future industry
leaders and offer new
opportunities in the non-
destructive testing field.
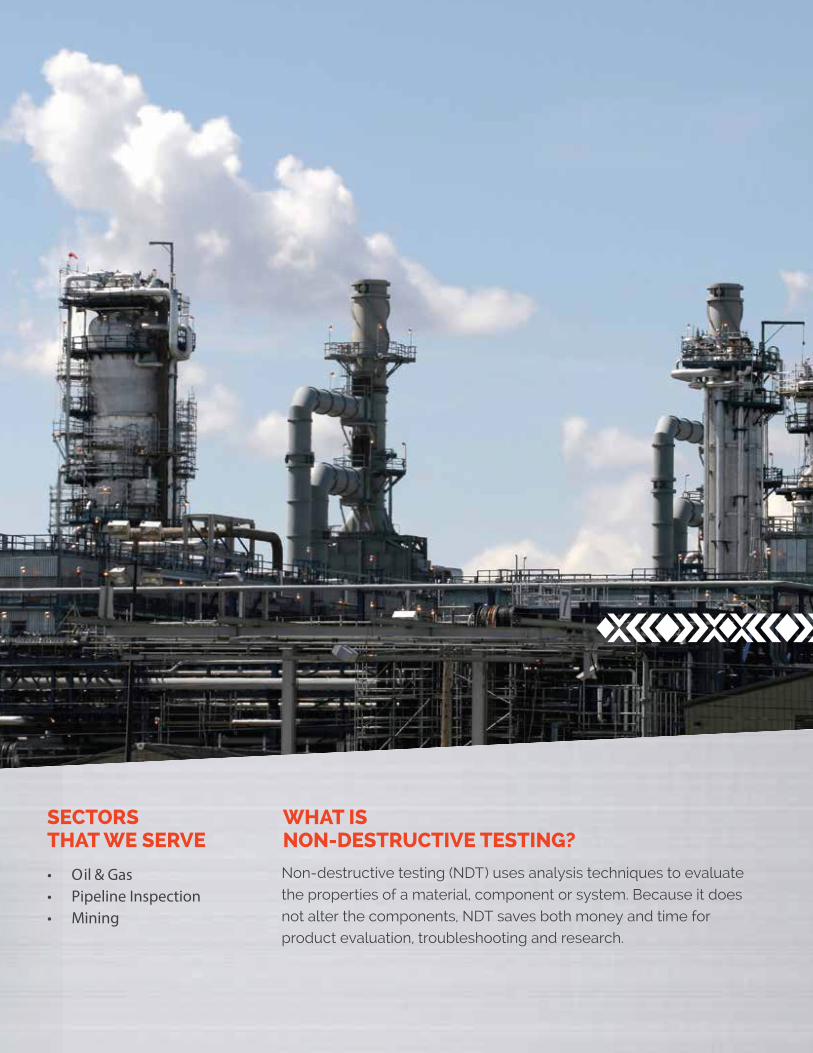
SECTORS THAT WE SERVE
WHAT IS NON-DESTRUCTIVE TESTING?
Oil & Gas•Pipeline Inspection•Mining•
Non-destructive testing (NDT) uses analysis techniques to evaluate
the properties of a material, component or system. Because it does
not alter the components, NDT saves both money and time for
product evaluation, troubleshooting and research.

CE
RT
IFIE
D, S
KIL
LE
D &
C
OM
MIT
TE
D T
O Q
UA
LIT
Y
OUR TEAM
With first-hand experience and advanced knowledge of the industry, our Senior Management team is committed to offering recommendations on high-quality inspection based on varied requirements.
Our technical expertise is evident through our dedicated, full-time employees. We are a team of qualified technicians and inspectors who are trained and certified with appropriate industry accreditation, including the Infrastructure Health & Safety Association’s Certificate of Recognition (IHSA – COR).
By providing the appropriate solutions for each customer and using advanced technologies, we strive to exceed our customers expectations on every project.
OUR SPECIALTY EQUIPMENT
Our goal is to provide our customers with superior service, while shaping projects around unique and specialized requirements. We employ ultrasonic specialty equipment, leading-edge technology and progressive methods, such as:
• Long Scope For IPLEX LX & LT Video Scopes
• 3D Laser Scanner
• Raised Face (RD) & Ring Type Joint (RTJ) Flanges
• Elevated Temperature Scanner

Our Test Methods
MAINTENANCE WELDING LIFTING SAFETY
OUR SERVICESEagle Eye NDt’s diverse background gives usadvanced expertise to perform the latest,state-of-the-art Non-Destructive testingtechniques and services when evaluating theproperties of materials, components orsystems in the oil & gas, pipeline and miningindustries.
These analysis techniques do not permanently alter the components. With site-specific, specialized mobile and stationary services including examinations, inspections and assessment, NDT saves both money and time in product evaluation, troubleshooting and research.
• Ultrasonic Testing - Manual (MUT)• Magnetic Particle Testing (MT)• Liquid Penetrant Testing (LT)• Radiographic Testing (RT)• Electromagnetic Testing (ET)• Visual Testing (VT)• API 510/570/653• Positive Material Identification (PMI)• Rope Access Inspection
Phased Array Ultrasonic is a powerful NDT technology that quicklyand reliably evaluates embedded flaws, unlike conventional testing.
Eagle Eye is connectedto qualified weldingcompanies with vastexperience in all welding environments.
Our inspections complywith lifting equipmentregulations with thorough inspections of critical components.

autoMatED uLtRasoNIC tEstING (aut)
one of the more commonly used NDt methods, ultrasonic testing (ut) takes
measurements of high-frequency mechanical energy, such as sound waves,
to test materials.
automated ultrasonic testing (aut) takes this technology and detects flaws on
newly fabricated and in-service welds using computer-controlled, mechanized
scanners. Moving a number of different transducers over the surface of material , these scanners reflect optimized data using a predefined grid on the
computerized interface.
aut utilizes any ultrasonic transducer or technique in operation, including
conventional ultrasonic transducers, Phased array ultrasonic testing (Paut),
time-of-Flight Diffraction (toFD) transducers or any combinations of these.
as the real-time data is collected and optimized, technicians can immediately
analyze areas of interest.
eA
gl
e E
ye
ND
T’s
mA
iN
Te
sT
iNg
me
Th
oD
s
MATERiALS CApAbLE OF SuppORTing AuT
all ferrous material•
Non-ferrous • materials
Certain layered • materials, plasticsand ceramics
AppLiCATiOnS
HiC and soHiC inspectionDetect and size of • hydrogen damage
accurately map out • laminar crackingover large areas
Detect step wise • cracking
Detect and size • soHIC cracking
Cladding inspectionPerform inspection • from the oD surface
Detect cladding • disbondments
Inspect cladding • failures and associatedbase metal degradation
Weld inspection (in-service and new pressure vessels)
Rastering shear wave • weld inspection
toFD•
Phased array•
short-range • inspection on butt-Weldedannular plates
phased array Bull Gear inspectionMining Industry•
Rod and ball Mills•
Pulp & Paper • Industry
Kiln Gears•
High temperature inspectiontechniques • performed at elevated temperatures
scanners mounted • on specialized tracks
Possible to inspect • materials up to 250ºC
REpORTingWith convenient data downloads, the field unit
transfers data to a standard laptop, which generates
preliminary reports on-site. Results are discussed
with the client until each understands the report,
which can later be used to compare with other
available reports.
AdVAnTAgESHighly reproducible•
Computer-controlled•
Data remains • available for future comparisonor audit
Data set includes • weld positional information
Defects are • presented as 3D images
automated scanners • rapidly inspect large areas
Higher sensitivity • to distinguishflaw signals fromgeometric signals
Flaw growth • trends emerge by comparingprevious inspection results
LiMiTATiOnS:test material • must have a clean surface andbe clear from immediate obstructions.
thin wall paints and • other coatings areacceptable if no disbonding, flaking or otheranomalies are present.
Coarse-grained • materials can present problems.
Non-ferrous • materials require alternativemethods of securing the scanner to thematerial surface.

MaGNEtIC PaRtICLE tEstINGMagnetic Particle testing (Mt) can detect surface
and sub-surface defects exclusively in ferromagnetic
materials. an electromagnet induces a magnetic
field that interacts with an applied detection medium
to reveal irregularities in the magnetic field. testing is done in the field or at the Eagle Eye NDt facility.
LIQuID PENEtRaNt tEstING LIQuIDLiquid Penetrant Testing is a simple and cost-
efficient process where a penetrating dye is
applied to ferrous and non-ferrous surfaces to
detect defects.
RaDIoGRaPHIC tEstINGRadiographic testing (Rt) provides immediate high-
quality, high-contrast X-ray images during service
operations. these images reveal corrosion and
erosion, along with precise measurements of pipe
wall thickness and weld quality.
vIsuaL tEstINGvisual testing (vt) on objects, parts or components
is a reliable, time-honoured non-destructive
testing method conducted by qualified technicians.
Conducted in well-illuminated environments, the
process includes line-of-sight contact along with
optical and mechanical aids.
HaRDNEss tEstINGHardness testing (Ht) includes various methods to
measure the hardness of ferrous and non-ferrous
materials, as well as various non-metallic materials.
PosItIvE MatERIaL IDENtIFICatIoNPositive Material Identification (PMI) is a
material scan and testing method that verifies
the chemical makeup of metal assets.

PR
EC
ES
SIO
N IN
TE
ST
ING
&
INS
PE
CT
ION
SE
RV
ICE
SOur Non-Destructive Testing Methods For the Oil & Gas Industry Include:
For the Oil & Gas Industry, We Examine, Inspect and Assess:
OIL & GASNon-destructive testingfrom Eagle Eye NDt for oil& gas refinery equipmentand assets ensures safety,compliance and financialand time efficiencies.Complete and accuratedata from Eagle Eye NDt’stechnology-basedprocedures detectsflaws and irregularitiesbefore resulting in severedamage. Early detectionand regularly scheduledrepairs and replacementsare accomplished withintrusive and non-intrusivemethods during every stage during the life span of the equipment and assets.
The following pages describe some of the testing methods used for the Oil and Gas industry.
• Ultrasonic techniques such as Phased ArrayUltrasonic, Time-of-Flight Diffractions (TOFD)and Automated Ultrasonic Testing (AUT)
• Magnetic Particle Testing (MT)• Liquid Penetrant Testing (LT)• Rope Access Inspection
• Hydrocracker Reactors• Reformer Tubes• ID Corrosion• Pressure Vessels• General Erosion• Welding Environments• Hydrogen Induced Cracking and Fatigue Cracking
Hydrogen Damage• Mobile and Stationary Equipment

ELEVATED TEMPERATURE SCANNER
The state-of-the-art, modular 2-axis High Temperature Scanner is a cost-effective, fast and versatile solution for performing high temperature AUT scans on surfaces up to 700ºF. The High Temperature Scanner performs conventional raster scans using special high-temperate, dual-focused transducers for simple channel C-scans. High-speed and high-quality corrosion mapping scans are available at ambient temperatures by pairing the High Temperature Scanner with probes. The scanner is also used for PAUT/TOFD weld scanning where tracking systems are not needed.
Features• Scans speeds up to 30”/second on the arm,
and 5”/second on the wheel• Modular design can switch arms or motors
in the field• Designed to work on 3' and more pipe to flat
surfaces up to 700ºF• Compressed-air cooling system• Compact and portable

eA
gl
E e
ye
ND
T’s
mA
iN
sp
ec
iAl
Ty
eQ
uip
me
NT
3D LasER sCaNNERthe 3D Laser scanner
with dedicated software
is a cost-effective way
to non-destructively
test external corrosion
and mechanical
damage to pipelines,
while also improving
data quality, inspection
speed, accuracy and
repeatability.
the Field-Pack, with its
wireless touch screen
tablet, brings real-time
data visualization to the
field. Compliant with
existing code, the 3D
laser scanner records the
damaged surfaces with
a contactless, dynamic
referencing system.
pROCESS
setup1.Clean, sandblasted pipeline surfaces yield the best
results for calibrating the unit and scanning. the 3D
positioning system also compensates for vibrations in
field environments by using 6mm diameter reflective
targets.
data Collection2.once the corroded area is determined, the scanner
begins the acquisition by moving manually along the
pipe and the final 3D file is saved in stL format.
reporting3.before launching the calculation, a technician enters
parameters and analysis criteria for the pipeline’s
3D scan file. these parameters are useful for burst
pressure calculation and applying interaction rules.
a final report, auto-generated in Excel format, helps
assess and determine the proper remediation
technique for the pipe.
bEnEFiTS
outperforms the• conventional laser method while
solving most of its disadvantages
Follows code regulation•
10 times faster inspection speed than the pit gauge•
technique
Dynamically links pipe and space referential to•
compensate for movements and ensure synchronizedresults
Perfectly scaled and representative of real geometry•
Makes external defect visualization easy•
analysis software handles large quantities of data to•
generate comprehensive results in minutes
Designed to ensure repeatable results with auto-•
generated report within +/- 50 microns accuracy
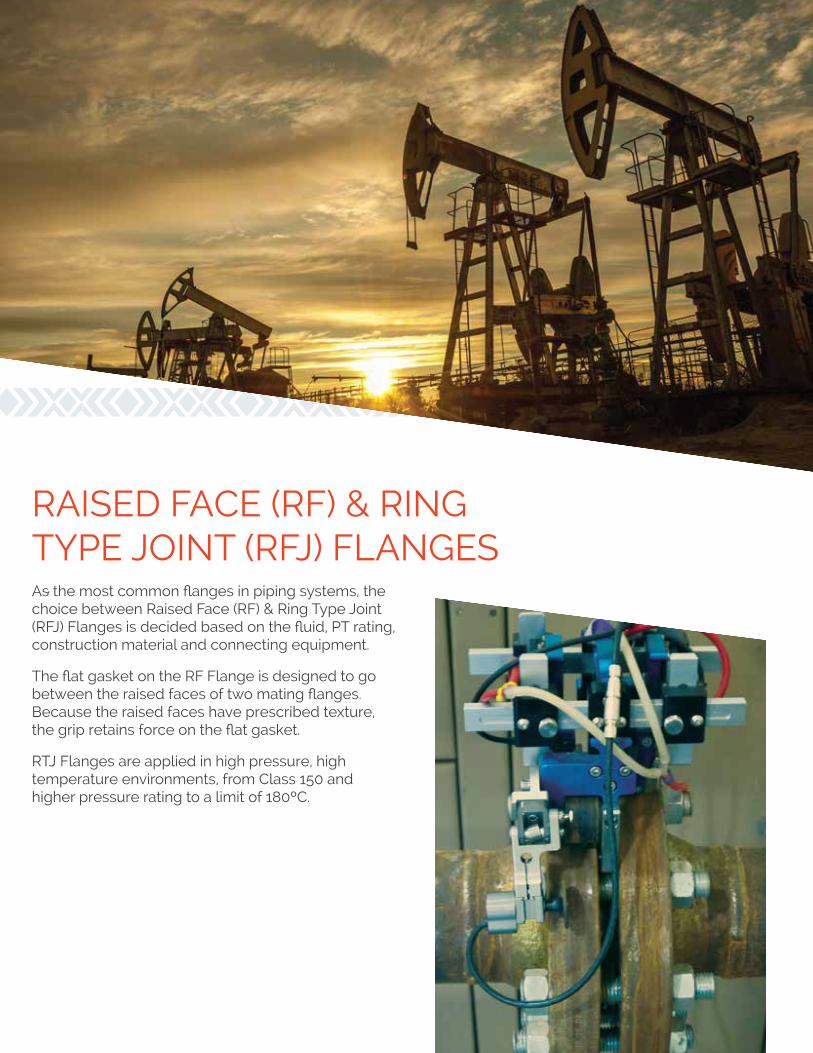
RAISED FACE (RF) & RING TYPE JOINT (RFJ) FLANGESAs the most common flanges in piping systems, thechoice between Raised Face (RF) & Ring Type Joint(RFJ) Flanges is decided based on the fluid, PT rating,construction material and connecting equipment.
The flat gasket on the RF Flange is designed to gobetween the raised faces of two mating flanges.Because the raised faces have prescribed texture,the grip retains force on the flat gasket.
RTJ Flanges are applied in high pressure, hightemperature environments, from Class 150 andhigher pressure rating to a limit of 180ºC.

LoNG sCoPE FoR IPLEXLX & Lt vIDEo-sCoPEsReaching depths up to 10 metres, the 8.5mm round
scope on the IPLEX LX and Lt video-scopes can
inspect heat exchangers, condensers and boiler tubes
buried 3 times deeper than conventional scopes.
Compact, lightweight and operated by Lithium-ion
battery, this innovative scope is easy to see and
operate in tight spaces and holds up to rain, sand,
dust and physical shock.
FEATuRES
designed for long reach & durabilitythe 8.5mm round insertion tube is sturdy enough to
probe deeply into inspection areas without using a
guide tube.
extra-Bright led Illumination
beaming 6 times brighter than 6.0mm round, LED-lit
scopes, this 8.5mm round scope is ideal for inspecting
large voids in tanks, pumps and reactors. this versatile
scope includes interchangeable optical adaptors
illuminated by LED light to get the right angle and
magnification.
Compact and lightweightthe compact IPLEX LX and Lt and long video-
scope weigh just 3.9kg, allowing for mobility
during examinations.

CoRRosIoN MaPPINGDamage inflicted by corrosion and erosion can
prove costly. to reduce these risks and ease
operational maintenance, recognizing corrosion
damage early is a top priority.
Corrosion Mapping is a unique, non-intrusive
technique, which maps material flaws and
thicknesses.
the automated magnetic Crawler inspects large areas to detect:• Large and small-diameter pitting
Corrosion•
Erosion in piping•
Pressure vessels•
tanks•
tank Floors•
this process accurately pinpoints the amount
and location of corrosion.

Our Non-Destructive Testing Methods For the Pipeline Industry Include:
For the Pipeline Industry, We Examine, Inspect and Assess:
PIPELINES
• Ultrasonic techniques such as Phased ArrayUltrasonic, Time-of-Flight Diffractions (TOFD)and Automated Ultrasonic Testing (AUT )
• Magnetic Particle Testing (MT)• Liquid Penetrant Testing (LT)
• Welding Environments• Pressure Vessels• Pressure Piping• Process Piping• Raster Scanning• Encoded Scanning• General Erosion• Mobile and Stationary Equipment
Throughout the life span of pipelines, both intrusive and non-intrusive methods are applied to evaluate equipment and assets. Regular inspections can detect problems early, allowing customers to schedule regular repair and replacements as needed.
Eagle Eye NDT ensures safety and compliance while also efficiently budgeting finances and time.
Eagle Eye NDT’s technology-based procedures evaluate data to detect flaws and irregularities in pipelines before resulting in severe damage.
Therefore, it is imperative that throughout the life span of pipelines, both intrusive and non-intrusive methods are applied to evaluate equipment and assets.
Eagle Eye NDT ensures safety and compliance while also efficiently budgeting finances and time.
Eagle Eye NDT’s technology-basedprocedures evaluate data to detect flaws andirregularities in pipelines before resulting in severe damage.

MINING
Our Non-Destructive Testing Methods For the Mining Industry Include:
For the Mining Industry, We Examine, Inspect and Assess:
Non-destructive testing benefits the mining industry in two ways: improved safety by detecting flawsand irregularities before equipment fails or personnel is injured; and improved productivity. Eagle EyeNDt can perform both underground and surface inspections to mining equipment and assets.
• Ultrasonic techniques such as Phased Array Ultrasonic, Time-of-Flight Diffractions (TOFD)and Automated Ultrasonic Testing (AUT )
• Electromagnetic (EM) Wire Rope Testing
• Mobile and Stationary Equipment• Tanks• Bull Gears (phased array and magnetic particle inspection)• Wire Rope• Lifting Components
The following page describes one of the testing methods used for the Mining industry.

Features
PREVENTATIVE SAFETY
In many jurisdictions, government regulations require underground mining operations using steel wire ropes to conduct regular EM testing.
Protecting against steel wire rope deterioration requires two essential steps—regular non-destructive EM Instrument testing followed by visual inspections. This two-fold method provides the most accurate assess-ment of a steel wire rope’s complete condition and whether it needs to be replaced. Consistent data collections can track a rope’s rate of deterioration and reveal steps to prevent or slow it down.
ELECTROMAGNETIC (EM) WIRE ROPE TESTING FOR THE MINING INDUSTRYFerromagnetic steel wire rope, found in locked coiland plastic coated ropes, are susceptible to corro-sion,wear and shifts in rope structure.
Electro-Magnetic (EM) Instruments can detect bothexternal and internal deterioration, providing reliabledata to read the Local Fault (LF) patterns and Lossof Metallic Cross-sectional Area (LMA). Broken wires,lay distortion, inter-strand nicking, external wear orcorrosion pitting can cause LF patterns.
Combined LF and LMA results help engineers:• Determine when a steel wire rope surpasses its
safe working life and should be removed• Estimate the Loss of Breaking Strength (LBS) of
for a steel wire rope
Portable EM Instruments bring steel wire rope testing on site. These instruments consist of two interconnected components:• Test Head, through which the rope travels• Console, which displays the test results
Regular non-destructive EM Instrument testing,combined with visual inspections, protect againstdeterioration and ensures safety for steel wire ropes.
This two-fold method is the most accurateway to assess the complete condition of steel wire rope.
By doing so, engineers can track a rope’s rate ofdeterioration, take preventative measuresto slow it down, or decide when to replace it.

UN
MA
TC
HE
D K
NO
WL
ED
GE
&
EX
PE
RIE
NC
E
Eagle Eye team members are COR-Certified. COR is the Certificate of Recognition, issued by the Government of Alberta and the Alberta Construction Safety Association.
Eagle Eye is a member of the following Vendor Prequalification Sites:• ISNetworld
ACCREDITATION

CO
MM
ITM
EN
T T
O S
AF
ET
Y
EAGLE EYE NDT’SOCCUPATIONALHEALTH & SAFETY POLICYIn our commitment to achieving our health andsafety goals, Eagle Eye NDt will:
• Promote safe and healthy work practices as a core value of Eagle Eye NDt.• Provide necessary resources to achieve a safe and healthy work environment for all of our employees.• Develop and implement effective management programs to identify, minimize and manage health and safety risks in the workplace, while ensuring employee commitment and accountability to this policy.• Comply with applicable regulations, laws and international guidelines.• Provide ongoing training and information to enable all of our employees to work safely and effectively.• Promote health and safety in all aspects of our work, family and in the community.
For general inquiries, please email: [email protected]
4712-97 Street NW Edmonton, Alberta T6E 5S1 T. 780.989.4030F. 587.759.4337
EAGLEYENDT.COM
DEDICATED TO PROVIDING SUPERIOR SERVICE